Embed Size (px)
Citation preview

Materials
www.elsevier.com/locate/matdes
Materials and Design 28 (2007) 897–903
& Design
Heat treatment in two phase region and its effect on microstructureand mechanical strength after welding of a low carbon steel
A. Gural *, B. Bostan, A.T. Ozdemir
Materials Division, Department of Metallurgy Education, Faculty of Technical Education, Gazi University, Ankara, Turkey
Received 18 April 2005; accepted 10 October 2005Available online 21 November 2005
Abstract
1010 steel was welded under controlled atmosphere of argon and then treated by intermediate and intercritical quenching techniquesto produce a duplex microstructure. Resulting microstructures and complementary hardness and tensile properties were studied. It isclear that the microstructure after intermediate quenching treatment is particularly more homogeneous, where irregularly distributed finemartensite islands are dense and mostly surround small equi-axed ferrite grains in the matrix. With increasing the annealing temperaturein the two-phase region, martensite islands increase in number apparently and consequently beneficial mechanical properties can beachieved even the heat effected zone (HAZ) has the weakest strength. Thus, fracturing almost always took place along HAZ, showingan inter-granular mode for intermediate quenching treatment and trans-granular mode of fracturing for intercritical quenching treatmentat the end of tensile tests.� 2005 Elsevier Ltd. All rights reserved.
Keywords: Low-carbon and low-alloyed steels; Welding; Dual phase; Annealing
1. Introduction
When low-carbon and low-alloyed steels are annealedbetween the AC1 and AC3 and then water quenched, dueto partial transformation taking place, a dual phase struc-ture, i.e., an mixture embedded martensite islands withinthe grains of ferrite is usually obtained [1,2]. A uniformmicrostructure with appropriate volume ratio, geometryand aspect ratio of martensite islands are often assignedsuitable for mechanical properties assessments [3]. Dualphase steels are preferred in the automotive industry dueto their low density and high load bearing capacity [4]. Therehave been many investigations on the microstructural devel-opment and mechanical properties of dual phase steels. Ithas generally been found that rather than the size, the vol-ume fraction of the martensite islands is very effective on
0261-3069/$ - see front matter � 2005 Elsevier Ltd. All rights reserved.doi:10.1016/j.matdes.2005.10.005
* Corresponding author. Tel.: +90 0 312 2695521; fax: +90 0 3122120059.
E-mail address: [email protected] (A. Gural).
tensile properties [5]. Increasing the amount of martensitereduces the percent elongation considerably. Dual phasesteels mostly have low yield strength, but on the contraryhave high strain hardening rates during deformation [6]. Itis not possible to find any study focusing on the effects of ini-tial ferrite, pearlite and martensite grain sizes on microstruc-ture and mostly on toughness of the material. It has beenverified that microstructure particularly after an intermedi-ate quenching treatment is different from that after an inter-critical quenching process [7]. Thus, formation of finemartensite after intermediate quenching mostly degradesthe tensile properties, but the percent elongation of thematerial increases gradually. This has been attributed toan increase in the density of mobile dislocations in the fer-rite, while the mean grain size and the interparticle distancebetween the fine martensite islands becomes smaller [3,8].
In the welding of low-carbon steels, it has been shownthat the grain-coarsened (GCZ) and heat affected (HAZ)zones are very critical since embrittlement is concentratedthese areas. Depending on the equivalent carbon content

898 A. Gural et al. / Materials and Design 28 (2007) 897–903
and cooling rate, generally grain boundary ferrite (GBF),Widmanstatten ferrite (WF), acicular ferrite (AF) andsome martensite together with minor amount of retainedaustenite and dissociated pearlite phases can be seen inthe welded metal [5,9–11]. Some occasional formation ofbainite in the microstructure has also been reported [11].Nucleation of AF on the other hand is mostly spotted onnon-metallic inclusions [12,13], where they promotestrength and toughness of the material [5]. On the contrary,the presence of GBF is detrimental to the toughness [14]where a brittle mode of fracture is mostly found to berelated to the amount of WF that forms in the weld metal[5,15].
In low carbon steels, the embrittlement in the heataffected GCZ (i.e., at peak temperatures above AC3) is pri-marily associated with the undesired harmful coarse micro-structures of GBF and WF that may form after welding[16]. Moreover, the brittle fracture observable in GCZ ismostly attributed to prior grain size of austenite and for-mation of non-tempered martensite after fast cooling rates[17]. On the other hand, when maximum temperaturereaches between the AC1 and AC3 lines (in the intercriticalHAZ), pearlite grains in the original ferrite–pearlite struc-ture before welding will first transform into austenite onheating and further to relatively small grains of ferrite–pearlite, upper bainite, auto-tempered martensite or high-carbon martensite on subsequent cooling [18]. Since carboncontent of austenite in intercritical HAZ is generallygreater than its usual composition [5], austenite easilytransforms into martensite [19–21]. Alloying elements alsoincrease the hardenability of the steel even at slow coolingrates. Thus, low fracture toughness of the welded metal isassociated with the amount of martensite and sometimesof bainite formed in HAZ. Microstructure of low carbonbainite is very similar to that of AF and it is therefore verydifficult to identify these phases. It is reported that the pres-ence of AF in HAZ is a benefit [5,22], however to enhancethe toughness considerably, normalization treatment seemsto be practically adequate [5]. It has been clarified that dur-ing welding of ferritic–pearlitic steels, formation of spheri-cal carbides in HAZ inhibits normal grain growth andtherefore improves the toughness of the material [23].There are several studies of the increase the strength oflow carbon steels particularly after welding. Thus, it hasbeen practically recommended to anneal 1020 steel at650 �C right after the welding operation [24]. After weld-ing, the occurrences of retained tensile stresses in HAZare also very critical and may deteriorate toughness andfatigue of the material in service. It is therefore a practiceto relieve residual stresses in HAZ by appropriate anneal-ing at about 600 �C [5,25].
Table 1Chemical compositions of 1010 steel and weld metal
C Mn Si Cr
Base metal 0.082 0.525 0.216 0.045Weld metal 0.193 0.654 0.358 0.046
Since there is limited number of researches, it is the aimof this work to investigate the effects of intermediate andintercritical quenching treatments on mechanical proper-ties of low-carbon steel after welding.
2. Experimental procedure
Chemical compositions of 1010 steel and the wire used inwelding were determined by use of JY 56E spectrophotom-eter instrument and are listed in Table 1. To minimize thedifference in between the cooling rates at different segmentsof the material, 3 mm thick 20 · 120 mm2 rectangular spec-imens were used. Welding experiments were conducted bythe use of metal inert gas technique with a speed of500 mm min�1, where the inputs were 35 V and 450 A,respectively. Specimens both taken from original plate priorto welding and after welding were heat treated in the samemanner to differentiate the microstructure development.Typical heat treatment cycles were summarized in Fig. 1.As can be seen from the figure, due to the difference betweenthe chemical composition of the base metal and the weldmetal, there is a minor deviation in the values of AC1 andAC3 temperatures (Table 1) for the materials, which werepredicted by the use of Andrews formula [26].
For the intercritical heat treatment cycle, two groups ofsamples were annealed at temperatures of 750 and 790 �Cfor 20 min and later water quenched, where each groupwas labeled as IA750 and IA790, respectively. On the otherhand, for intermediate quenching heat treatment route,specimens were first austenitized at 900 �C for about20 min and water quenched for complete martensitic trans-formation. Later, for the first batch, specimens were heattreated at 750 �C for 20 min (IQ750) and for the secondcategory samples were annealed at 790 �C for about20 min (IQ790). As a final treatment, all the samples werewater quenched.
For microstructural examinations optical microscopytechniques were used, where all samples were first ground,polished and etched with 2% nital, and then to identify themartensite phase samples were further etched by 2%sodium metabisulfide.
Distribution of hardness at the intercritical regions(weld metal, HAZ, GCZ and base metal) were measuredby the use of an Instron-Wolpert hardness tester with aload of 3 kg. For each value in the graph, at least 10 mea-surements were taken and then the average was used. Ten-sile test were conducted by a Dartec testing machine with aload cell of 200 kN. Standard specimens of 50 mm gaugewere cut from welded and heat treated rectangular speci-mens, where weld zone was chosen to be located acrossthe mid-section of each specimen. All tests were performed
Ni P S AC3 (�C) AC1 (�C)
0.022 0.009 0.024 862 7240.007 0.006 0.021 836 727

Fig. 3. Microstructure of the untreated original metal (HAZ).
IR for WM
862 ˚C836 ˚C
724 ˚C727 ˚C
IR for BM
Intermediate Quenching (IQ)Intercritical Annealing(IA)
100
200
300
400
500
600
700
800
900
% C
Tem
pera
ture
,˚C
A3
A1
Time Time
Fig. 1. Typical heat treatment cycles.
A. Gural et al. / Materials and Design 28 (2007) 897–903 899
at room temperature with a cross-head speed of2 mm min�1. Finally, fracture surfaces of the samples wereanalyzed by using JSM 6400 scanning electron microscopy(SEM) techniques.
3. Results and discussion
3.1. Microstructural evolution
Typical microstructure of the untreated original metal iscomposed of fine ferrite and pearlite. Microstructure of theweld metal, on the other hand, consists of AF, GBF andWF phases (Fig. 2). The microstructure of HAZ near tothe fusion line typically has coarse grained polygonal fer-rite and pearlite colonies (Fig. 3).
It is evident from Table 1 that compared to base metal;weld metal has higher carbon content (0.193% C). Conse-quently, during annealing in two phase region (betweenAC1 and AC3 lines), the amount of austenite in the weldmetal is considerably large. On subsequent water quench-ing therefore it is obvious that volume ratio of martensitein the weld metal is also high.
Fig. 2. Microstructure of the weld metal.
As can be seen from the micrographs of specimensIA750, both the base and weld metals have martensiteislands of martensite that are embedded in the soft matrix(Figs. 4 and 5). Where, particularly in base metal, martens-ite islands are mostly settled along the grain boundaries offerrite. Thus, during the process of annealing at 750 �C(i.e., in two phase region), austenite first nucleated on theboundaries of primary ferrite, and after subsequentquenching transformed into fine martensite grains orislands. In weld metal, martensite has a structure similarto that of AF and WF phases, where compared to basemetal, martensite grains in weld metal are smaller in sizeand larger in volume percent (Fig. 4). On the contrary, inHAZ martensite islands are less in number and possiblyformed on previous pearlite colonies or on the boundariesof coarse primary ferrite (Fig. 5).
Again, because of the excess carbon in weld metal, inspecimens IA790, the volume ratio of martensite afterquenching is larger than that of the base metal (Figs. 6and 7). It is clear that the volume ratio of the martensitephase is comparatively larger than the ratio of martensitein specimens IA750. Thus, treating the sample in the two

Fig. 4. Microstructure of the weld metal for IA750.
Fig. 5. Microstructure of HAZ for IA750.
Fig. 6. Microstructure of the weld metal for IA790.
Fig. 7. Microstructure of HAZ for IA790.
Fig. 8. Microstructure of the weld metal for IQ750.
Fig. 9. Microstructure of HAZ for IQ750.
900 A. Gural et al. / Materials and Design 28 (2007) 897–903
phase region caused to an increase in the content of austen-ite transformed from the primary pearlite phase. Thus,after quenching, both in base metal, HAZ and weld metalof the samples IA790, martensite islands continuously set-tled along the grain boundaries and therefore almost sur-rounded the ferrite grains (Figs. 6 and 7).
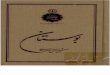
Typical microstructures of IQ750 and IQ790 are shownthrough Figs. 8 and 11. Compared to IA samples, in IQspecimens, particularly in HAZ and weld metal a uniformdistribution of fine martensite islands were obtained in thesoft matrix (Figs. 8 and 9). Such as, in the region of weldmetal, AF and WF grains were dissociated and a very fineand dense distribution of martensite grains were achieved
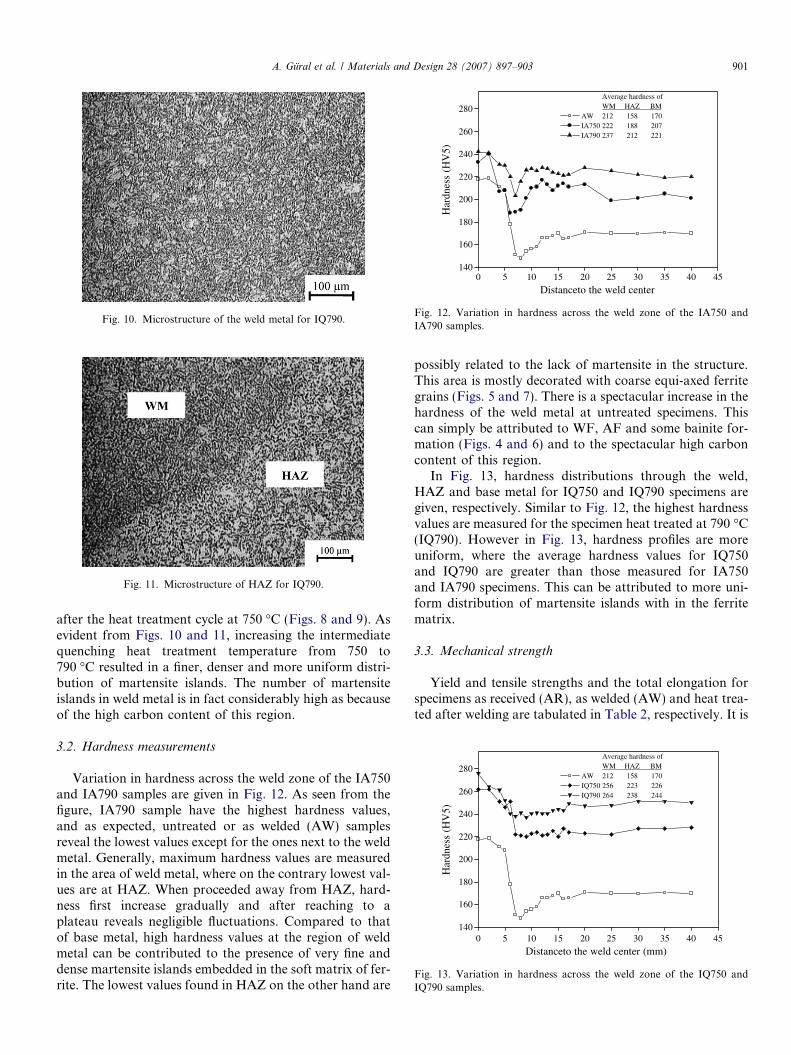
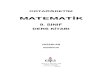
Fig. 10. Microstructure of the weld metal for IQ790.
Fig. 11. Microstructure of HAZ for IQ790.
0 5 10 15 20 25 30 35 40 45140
160
180
200
220
240
260
280
Har
dnes
s (H
V5)
Distanceto the weld center
Average hardness ofWM HAZ BM212 158 170222 188 207237 212 221
AW IA750 IA790
Fig. 12. Variation in hardness across the weld zone of the IA750 andIA790 samples.
140
160
180
200
220
240
260
280
Har
dnes
s (H
V5)
0 5 10 15 20 25 30 35 40 45
Distanceto the weld center (mm)
Average hardness ofWM HAZ BM212 158 170256 223 226264 238 244
AW IQ750 IQ790
Fig. 13. Variation in hardness across the weld zone of the IQ750 andIQ790 samples.
A. Gural et al. / Materials and Design 28 (2007) 897–903 901
after the heat treatment cycle at 750 �C (Figs. 8 and 9). Asevident from Figs. 10 and 11, increasing the intermediatequenching heat treatment temperature from 750 to790 �C resulted in a finer, denser and more uniform distri-bution of martensite islands. The number of martensiteislands in weld metal is in fact considerably high as becauseof the high carbon content of this region.
3.2. Hardness measurements
Variation in hardness across the weld zone of the IA750and IA790 samples are given in Fig. 12. As seen from thefigure, IA790 sample have the highest hardness values,and as expected, untreated or as welded (AW) samplesreveal the lowest values except for the ones next to the weldmetal. Generally, maximum hardness values are measuredin the area of weld metal, where on the contrary lowest val-ues are at HAZ. When proceeded away from HAZ, hard-ness first increase gradually and after reaching to aplateau reveals negligible fluctuations. Compared to thatof base metal, high hardness values at the region of weldmetal can be contributed to the presence of very fine anddense martensite islands embedded in the soft matrix of fer-rite. The lowest values found in HAZ on the other hand are
possibly related to the lack of martensite in the structure.This area is mostly decorated with coarse equi-axed ferritegrains (Figs. 5 and 7). There is a spectacular increase in thehardness of the weld metal at untreated specimens. Thiscan simply be attributed to WF, AF and some bainite for-mation (Figs. 4 and 6) and to the spectacular high carboncontent of this region.
In Fig. 13, hardness distributions through the weld,HAZ and base metal for IQ750 and IQ790 specimens aregiven, respectively. Similar to Fig. 12, the highest hardnessvalues are measured for the specimen heat treated at 790 �C(IQ790). However in Fig. 13, hardness profiles are moreuniform, where the average hardness values for IQ750and IQ790 are greater than those measured for IA750and IA790 specimens. This can be attributed to more uni-form distribution of martensite islands with in the ferritematrix.
3.3. Mechanical strength
Yield and tensile strengths and the total elongation forspecimens as received (AR), as welded (AW) and heat trea-ted after welding are tabulated in Table 2, respectively. It is
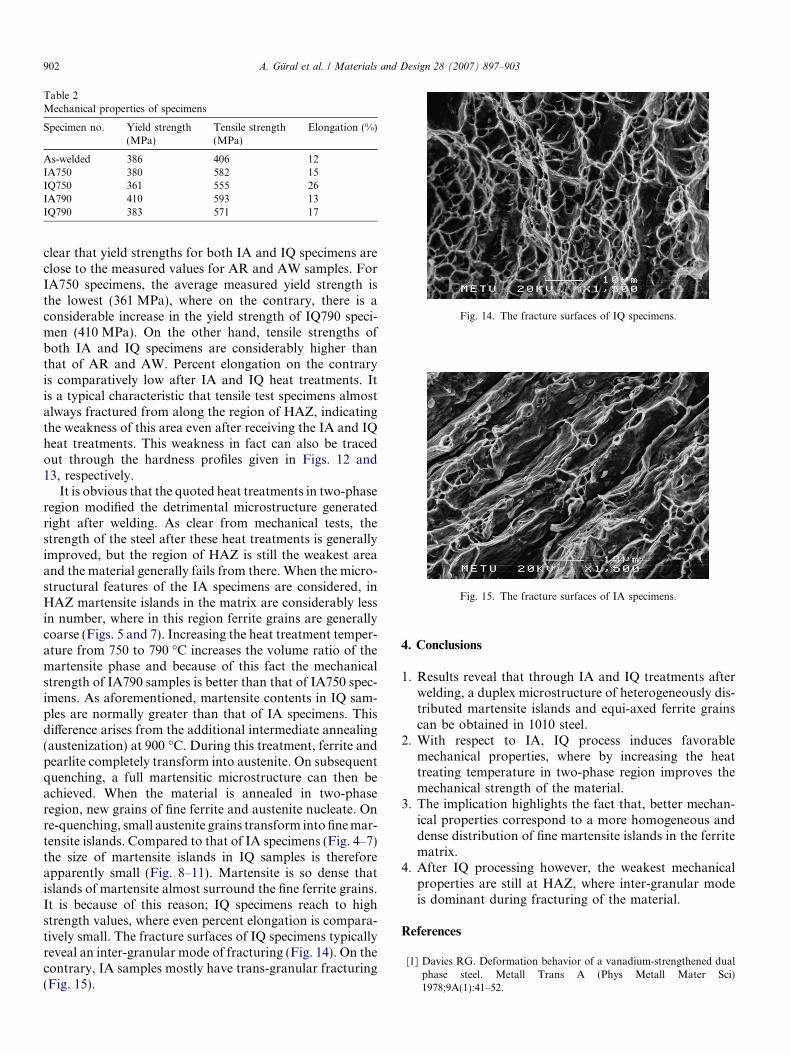
Table 2Mechanical properties of specimens
Specimen no. Yield strength(MPa)
Tensile strength(MPa)
Elongation (%)
As-welded 386 406 12IA750 380 582 15IQ750 361 555 26IA790 410 593 13IQ790 383 571 17
Fig. 14. The fracture surfaces of IQ specimens.
Fig. 15. The fracture surfaces of IA specimens.
902 A. Gural et al. / Materials and Design 28 (2007) 897–903
clear that yield strengths for both IA and IQ specimens areclose to the measured values for AR and AW samples. ForIA750 specimens, the average measured yield strength isthe lowest (361 MPa), where on the contrary, there is aconsiderable increase in the yield strength of IQ790 speci-men (410 MPa). On the other hand, tensile strengths ofboth IA and IQ specimens are considerably higher thanthat of AR and AW. Percent elongation on the contraryis comparatively low after IA and IQ heat treatments. Itis a typical characteristic that tensile test specimens almostalways fractured from along the region of HAZ, indicatingthe weakness of this area even after receiving the IA and IQheat treatments. This weakness in fact can also be tracedout through the hardness profiles given in Figs. 12 and13, respectively.
It is obvious that the quoted heat treatments in two-phaseregion modified the detrimental microstructure generatedright after welding. As clear from mechanical tests, thestrength of the steel after these heat treatments is generallyimproved, but the region of HAZ is still the weakest areaand the material generally fails from there. When the micro-structural features of the IA specimens are considered, inHAZ martensite islands in the matrix are considerably lessin number, where in this region ferrite grains are generallycoarse (Figs. 5 and 7). Increasing the heat treatment temper-ature from 750 to 790 �C increases the volume ratio of themartensite phase and because of this fact the mechanicalstrength of IA790 samples is better than that of IA750 spec-imens. As aforementioned, martensite contents in IQ sam-ples are normally greater than that of IA specimens. Thisdifference arises from the additional intermediate annealing(austenization) at 900 �C. During this treatment, ferrite andpearlite completely transform into austenite. On subsequentquenching, a full martensitic microstructure can then beachieved. When the material is annealed in two-phaseregion, new grains of fine ferrite and austenite nucleate. Onre-quenching, small austenite grains transform into fine mar-tensite islands. Compared to that of IA specimens (Fig. 4–7)the size of martensite islands in IQ samples is thereforeapparently small (Fig. 8–11). Martensite is so dense thatislands of martensite almost surround the fine ferrite grains.It is because of this reason; IQ specimens reach to highstrength values, where even percent elongation is compara-tively small. The fracture surfaces of IQ specimens typicallyreveal an inter-granular mode of fracturing (Fig. 14). On thecontrary, IA samples mostly have trans-granular fracturing(Fig. 15).
4. Conclusions
1. Results reveal that through IA and IQ treatments after
welding, a duplex microstructure of heterogeneously dis-tributed martensite islands and equi-axed ferrite grainscan be obtained in 1010 steel.2. With respect to IA, IQ process induces favorablemechanical properties, where by increasing the heattreating temperature in two-phase region improves themechanical strength of the material.
3. The implication highlights the fact that, better mechan-ical properties correspond to a more homogeneous anddense distribution of fine martensite islands in the ferritematrix.
4. After IQ processing however, the weakest mechanicalproperties are still at HAZ, where inter-granular modeis dominant during fracturing of the material.
References
[1] Davies RG. Deformation behavior of a vanadium-strengthened dualphase steel. Metall Trans A (Phys Metall Mater Sci)1978;9A(1):41–52.

A. Gural et al. / Materials and Design 28 (2007) 897–903 903
[2] Speich GR, Demarest SA, Miller RL. Formation of austenite duringintercritical annealing of dual-phase steels. Metall Trans A1981;12A:1419–28.
[3] Kim NJ, Thomas G. Effects of morphology on the mechanicalbehavior of a dual phase Fe/2Si/0.1C steel. Metall Trans A1981;12A(3):483–9.
[4] Liedl U, Traint S, Werner EA. An unexpected feature of the stress–strain diagram of dual-phase steel. Comput Mater Sci 2002;25:122–8.
[5] Speich GR, Miller RL. In: Kot RA, Morris JW, editors. Structureand properties of dual-phase steels, Warrendale, PA; 1979.
[6] Rashid MS. Relationship between steel microstructure and formabil-ity, formable HSLA and dual-phase steel. In: Davenport AT, editor.Newyork: AIME; 1979. p. 1–24.
[7] Bayram A, Uguz A, Ula A. Effects of microstructure and notches onthe mechanical properties of dual-phase steels. Mater Charact1999;43(4):259–69.
[8] Mondal DK, Dey RM. Effect of grain size on the microstructure andmechanical properties of a C–Mn–V dual-phase steel. Mater Sci EngA: Struct Mater: Properties Microstruct Process1992;A149(2):173–81.
[9] Lee LE, Wang SC, Cheng GH. Transformation processes andproducts for C–Mn steels during continuous cooling. Mater SciTechnol 1989;5:674–81.
[10] Bhadeshia HKDH. Austenite grain structure of low-alloy steel welddeposits. J Mater Sci 1986;21:3947–51.
[11] Evans GM. Effect of heat input on the microstructure and propertiesof C–Mn all-weld-metal deposits. Weld J 1982;61:125–31.
[12] Mills AR, Thewlis G, Whiteman JA. Nature of inclusions in steelweld metals and their influence on formation of acicular ferrite. MaterSci Technol 1987:1062–6.
[13] Ricks RA, Howell PR, Barrtte GS. Nature of acicular ferrite inHSLA steel weld metals. J Mater Sci 1982;17(3):732–40.
[14] Dolby RE. Haz toughness of structural and pressure vessel steels emdash improvement and prediction. Weld J 1979;59:225–38.
[15] Grong O, Akselsen OM. HAZ grain growth mechanisms in weldingof low carbon microalloyed steels. Acta Metall 1986;34:1807–15.
[16] Thaulow C, Paauw AJ, Gunleiksrud A, Naess OJ. Heat affected zonetoughness of a low carbon mıcroalloyed steel. Metal Construct1985;17:94–9.
[17] Ohya K, Kim J, Yokoyama K, Nagumo M. Microstructures relevantto brittle fracture initiation at the heat-affected zone of weldment of alow carbon steel. Metall Mater Trans A 1996;27:2574–82.
[18] Bayraktar E, Kaplan D. Mechanical and metallurgical investigationof martensite–austenite constituents in simulated welding conditions.J Mater Process Technol 2004;153–154:87–92.
[19] Gao Z, Zhang K. Comparison of the fracture and fatigue propertiesof 16mnr steel weld metal, the HAZ and the base metal. J MaterProcess Technol 1997;63:559–62.
[20] Davis CL, King JE. Effect of cooling rate on intercritically reheatedmicrostructure and toughness in high strength low alloy steel. MaterSci Technol 1993;9:8–15.
[21] Yoon EP, Kim JH. Notch position in the HAZ specimen of reactorpressure vessel steel. J Nucl Mater 1998;257:303–8.
[22] Diaz M, Madariaga I, Rodriguez-Ibabe JM, Gutierrez I. Improve-ment of mechanical properties in structural steels by development ofacicular ferrite microstructures. J Construct Steel Res1998;46(411):413–4.
[23] Kim JH, Oh YJ, Hwang IS, Kim DJ, Kim JT. J Nucl Mater2001;299:132–9.
[24] Olabi AG, Hashmi MSJ. The microstructure and mechanical prop-erties of low carbon steel welded components after the application ofPWHT. J Mater Process Technol 1996;56:88–97.
[25] Ohta A, Suzuki N, Maeda Y. Unique fatigue threshold and growthproperties of welded joints in a tensile residual stress field. Int JFatigue 1997;19:303–10.
[26] Andrew KW. Emprical formulae for the calculation of sometransformation temperatures. J I S I 1965;203:721–7.