Embed Size (px)
Citation preview

Questa guida alla liofilizzazione contiene alcune informazioni di base, suggerimenti pratici ed esempi di
applicazioni, che vi forniranno le conoscenze necessarie per effettuare con successo le liofilizzazioni nel
vostro laboratorio. Con il Lyovapor™, BUCHI fornisce il primo liofilizzatore da laboratorio con portata illimitata
e massima facilità d’uso, grazie ai sistemi Infinite-Technology™ e Infinite-Control™. Potrete approfondire il
tema della liofilizzazione e trarre vantaggio dal leader del mercato per l’evaporazione in laboratorio.
Guida alla liofilizzazione Concetti base e applicazioni

2
Guida alla liofilizzazioneConcetti base e applicazioni
La liofilizzazione è il processo più delicato per
essiccare diversi tipi di materiali deperibili. Il principio
della liofilizzazione si basa sul passaggio diretto di una
sostanza dallo stato solido a quello gassoso, noto come
sublimazione. Inizialmente il prodotto viene congelato
e quindi essiccato per sublimazione in un ambiente
a bassa pressione. La bassa pressione permette una
trasformazione diretta del solvente congelato in vapore.
Nella maggior parte delle applicazioni di liofilizzazione,
il solvente da rimuovere dal prodotto è costituito da
acqua. Tuttavia, si possono utilizzare in una certa
misura anche altri solventi, quali l’etanolo.
La liofilizzazione viene utilizzata soprattutto per
la conservazione di prodotti delicati, soggetti a
deterioramento o decomposizione. La stabilità del
prodotto aumenta enormemente con la riduzione del
suo contenuto d’acqua, a causa del nesso diretto
tra la presenza di acqua e i processi biologici e
chimici, primi responsabili del deterioramento di un
prodotto. Rispetto ad altri metodi di disidratazione,
la liofilizzazione provoca meno danni al prodotto ed
evita che il materiale possa ritirarsi o agglomerarsi
(figura 1). I più comuni metodi di conservazione
sfruttano le temperature elevate, che pregiudicano la
forma e il colore di un prodotto, oltre che il suo sapore,
odore e contenuto nutrizionale. La liofilizzazione è un
processo molto delicato, particolarmente adatto per
prodotti pregiati e termosensibili. La liofilizzazione viene
utilizzata in svariati campi e con obiettivi diversi, quali la
conservazione delle caratteristiche di un prodotto (per
esempio nell’industria farmaceutica), il mantenimento
della forma iniziale (archeologia, fiori) o il trattamento
di un prodotto per usi successivi (per esempio la frutta
nello yogurt).
Il processo di congelamento iniziale crea cristalli di
ghiaccio all’interno e sulla superficie del prodotto. Nel
trasformarsi in ghiaccio, le singole molecole d’acqua
assumono una configurazione in base a una griglia ben
definita (figura 2). Man mano che le molecole d’acqua
sublimano dal prodotto, lasciano minuscoli pori e vuoti
all’interno del prodotto, che quindi mantiene la sua
forma e la sua struttura. La successiva reidratazione
del prodotto risulta quindi semplice e rapida, un
fattore particolarmente importante nelle applicazioni
farmaceutiche. I prodotti liofilizzati possono conservarsi
per parecchi anni a temperatura ambiente, se
adeguatamente sigillati e protetti da umidità e ossigeno.
Sublimazione: da solido a gassoso La sublimazione consiste nel passaggio diretto di una
sostanza dalla fase solida alla fase gassosa, evitando
completamente la fase liquida. La sublimazione può
verificarsi solo in presenza di bassa pressione e bassa
temperatura. Le condizioni di liofilizzazione ideali
dipendono in modo significativo dal tipo di campione
da liofilizzare e dal solvente che dovrà essere asportato
dal prodotto. Dato che il solvente principale è l’acqua,
i tre stati sono ghiaccio, acqua e vapore acqueo. La
Figura 1: I metodi di conservazione comuni applicano calore al prodotto, con conseguenti modifiche strutturali, perdita di colore, sapore e odore, oltre che di componenti nutrizionali (per esempio le vitamine).
Figura 2: Con la liofilizzazione, il ghiaccio passa direttamente per sublimazione allo stato di vapore acqueo, permettendo al prodotto di mantenere la sua struttura e le sue caratteristi-che. La liofilizzazione è un processo molto delicato.

3
liofilizzazione si basa fondamentalmente sul diagramma
di stato (figura 3). Il diagramma di stato rappresenta i
tre stati fisici dell’acqua in funzione delle variazioni di
pressione e temperatura. Il passaggio da una fase all’altra
si verifica in corrispondenza delle curve che separano
i diversi stati, le cosiddette linee di transizione. Come
indicato nella figura 3, l’acqua passa attraverso tutti gli
stati fisici (solido, liquido e gassoso), finché la pressione
prevalente è superiore a 6,11 mbar. A esattamente
6,11 mbar i tre stati coesistono (punto triplo), mentre
sotto a 6,11 mbar l’acqua si presenta solo sotto forma
di ghiaccio o di vapore acqueo. Spesso il prodotto da
liofilizzare è inizialmente un liquido. Considerando il
diagramma di stato, il processo di liofilizzazione passa
attraverso due transizioni di fase: prima alla fase solida
e successivamente alla fase gassosa (freccia rossa).
Affinchè possa verificarsi la sublimazione, una volta che
il prodotto è completamente congelato, la pressione
deve essere inferiore al punto triplo, come indicato nella
figura 3.
Pressione e temperatura I parametri fondamentali per la liofilizzazione sono la
pressione e la temperatura. Di regola il processo di
liofilizzazione è costituito da tre fasi: congelamento,
essiccazione primaria ed essiccazione secondaria.
Ogni fase del processo ha requisiti specifici in termini di
pressione e temperatura. Inizialmente il prodotto viene
congelato a una temperatura sufficientemente bassa
da garantire un congelamento completo (figura 3,
punto A). La fase di congelamento è illustrata in
maggiore dettaglio nel prossimo paragrafo. Per la fase di
essiccazione primaria è necessario creare le condizioni
per una sublimazione efficiente. Al tempo stesso è
essenziale preservare le caratteristiche del prodotto,
assicurandosi che la sua temperatura rimanga al di sotto
di un determinato valore, la cosiddetta temperatura
critica. Al di sopra della temperatura critica, infatti, si
verifica un cedimento della struttura del prodotto con
conseguenti fenomeni di ritiro o rottura. Idealmente la
liofilizzazione dovrebbe avvenire a temperature appena
inferiori alla temperatura critica. Per attivare il processo
di essiccazione si diminuisce la pressione nella camera
di essiccazione. A questo punto i valori prevalenti di
pressione e temperatura si trovano entrambi al di sotto
del punto triplo (figura 3, punto B).
La sublimazione produce vapore acqueo nella camera
di essiccazione. Se il vapore acqueo non venisse
eliminato dal sistema, si creerebbero condizioni
di equilibrio e non potrebbero sublimare ulteriori
particelle di ghiaccio. Le particelle di vapore vengono
Figura 3: Diagramma di stato dell’acqua in funzione di pressione e temperatura. Tutti gli stati coesistono nel punto triplo. La liofilizzazione avviene al di sotto del punto triplo e richiede valori bassi di pressione e di temperatura.
Pre
ssio
ne
Temperatura
0,00611 bar
1 bar
221 bar
0 °C 100 °C 374 °C
Gassoso
Punto triplo
SolidoLiquido
Punto critico
A
C B

-60 -50 -40 -30
6
5
4
3
2
1
TEMPERATURE [˚C]
VAP
OR
PR
ES
SU
RE
[mba
r]
-20 -10 0
∆p1
∆p2
∆T = 20˚C∆T = 20˚C B
A
a
b
b
b
b
c
c
4
Guida alla liofilizzazioneConcetti base e applicazioni
eliminate tramite un condensatore, un dispositivo
refrigerante che opera a temperature molto inferiori alla
temperatura critica del prodotto (figura 3, punto C). La
tensione di vapore derivante dalle basse temperature
del condensatore è quindi inferiore alla tensione di
vapore del prodotto e costringe le molecole d’acqua
a migrare verso il condensatore. Di conseguenza il
vapore acqueo, o altri gas che possono condensare,
si deposita sulle superfici refrigerate ricondensandosi
come ghiaccio.
La velocità di sublimazione è fondamentalmente definita
dalla differenza tra i valori della tensione di vapore: da un
lato la tensione di vapore in corrispondenza del prodotto
e dall’altro in corrispondenza del condensatore. In
genere, maggiore è la differenza, più veloce è la
sublimazione. Al tempo stesso, più la temperatura
del prodotto si avvicina al punto triplo, maggiore è la
differenza di pressione. La figura 5 indica, per esempio,
che la combinazione A (prodotto a –5 °C, condensatore
a –25 °C) produce una differenza maggiore rispetto alla
combinazione B (prodotto a –25 °C, condensatore a
–45 °C). Per questo motivo è utile operare il più vicino
possibile al punto triplo.
Il calore come elemento propulsoreLa sublimazione è un processo endotermico, che
richiede energia sotto forma di calore. Il materiale che
subisce la sublimazione produce calore e finirebbe
quindi per raffreddarsi, se non venisse fornito altro
calore. Come illustrato in precedenza, più elevate sono
le temperature del prodotto, maggiori sono le differenze
di pressione e più efficiente è quindi il processo di
sublimazione. L’ulteriore apporto di calore incrementa
la sublimazione e rappresenta la vera forza trainante
della liofilizzazione.
I metodi di trasferimento del calore sono la conduzione,
la convezione e l’irraggiamento (figura 4). La conduzione
diretta di calore è applicata negli essiccatori dotati Figura 5: Esempio di variazioni della velocità di sublimazione.
Figura 4: Esistono diverse modalità di trasferimento del calore: conduzione (a), convezione (b) e irraggiamento (c). Quando si usano i vassoi riscaldati, il calore viene trasferito direttamente attraverso la superficie per conduzione, mentre il calore dell’ambiente viene trasferito anche per convezione e irraggiamento. Nelle applicazioni con contenitori multipli il calore proviene solo dall’ambiente.

5
Componenti principali di un liofilizzatore
Camera di essiccazionePer il posizionamento del campione
(p.es. in fiale o su vassoi)
Circuito del vaporeIl vapore acqueo si sposta verso la zona
dove la tensione di vapore è minore
Unità di controlloRegolazione della pressione
e della temperatura
CondensatoreIl vapore acqueo si trasforma in ghiaccio
e si deposita sul condensatore
Pompa da vuotoMantiene molto bassa la pressione
nel sistema
di vassoi, grazie alla possibilità di riscaldarli. La
convezione e l’irraggiamento sono importanti in
termini di apporto indiretto di calore dall’ambiente
circostante. Negli essiccatori con contenitori multipli il
calore viene fornito esclusivamente dall’ambiente, sotto
forma di convezione e irraggiamento. Negli essiccatori
con vassoi il metodo di trasferimento principale è la
conduzione termica; tuttavia, gli effetti della convezione
e dell’irraggiamento sono evidenti e dovrebbero essere
tenuti in considerazione, soprattutto per i campioni
vicini ai bordi della camera di essiccazione.
La quantità di calore apportato al sistema deve
essere tenuta costantemente sotto controllo: la
temperatura del prodotto può aumentare, ma non
deve superare la temperatura critica. La quantità di
calore necessaria dipende dal volume del prodotto e
da come questo viene disposto, oltre che dal tipo di
contenitore utilizzato. I vassoi riscaldati permettono di
controllare con precisione l’apporto di calore con un
gradiente definito e impostando la temperatura. Con
gli essiccatori con contenitori multipli, invece, si ha un
controllo limitato in termini di apporto di calore.
Impostazione del liofilizzatore I componenti principali di un liofilizzatore sono la camera
di essiccazione o accessori specifici per l’essiccazione,
la pompa da vuoto e il condensatore. Il campione da
liofilizzare viene posizionato in un sistema di vassoi
all’interno della camera di essiccazione o inserito in
singoli flaconi che vengono collegati a un collettore. La
pompa da vuoto è collegata alla camera di essiccazione
Freezing Primary Drying Secondary Drying
Shelf
ProductProduct & shelf
1 – 5%5 – 10%> 80%
Condenser Condenser
Pressure
Tem
pera
ture
Pre
ssur
e
Time
AB
C
Water content
6
Guida alla liofilizzazioneConcetti base e applicazioni
postazione di lavoro collegata, oltre che da dispositivi
mobili. Il controllo del processo in tempo reale, la
registrazione dati e i rapporti personalizzati garantiscono
la massima praticità in qualsiasi momento. La app
dedicata permette il controllo a distanza e di ricevere
informazioni immediate tramite notifiche automatiche.
Infinite-Technology™ Il Lyovapor™ L-300 è il primo liofilizzatore a doppio
condensatore con portata illimitata per operare su
scala di laboratorio. Due condensatori si alternano nel
raccogliere il ghiaccio e sbrinare automaticamente il
ghiaccio accumulato. Il sistema passa automaticamente
da un condensatore all’altro allo scadere di un
determinato tempo. Mentre il condensatore nuovo
raccoglie il ghiaccio, un sistema di sterilizzazione
automatico pulisce l’altro, preparandolo per l’uso
successivo. Questa alternanza assicura un’operatività
continua per volumi illimitati di ghiaccio, evitando
i tempi di fermo macchina per lo sbrinamento del
condensatore.
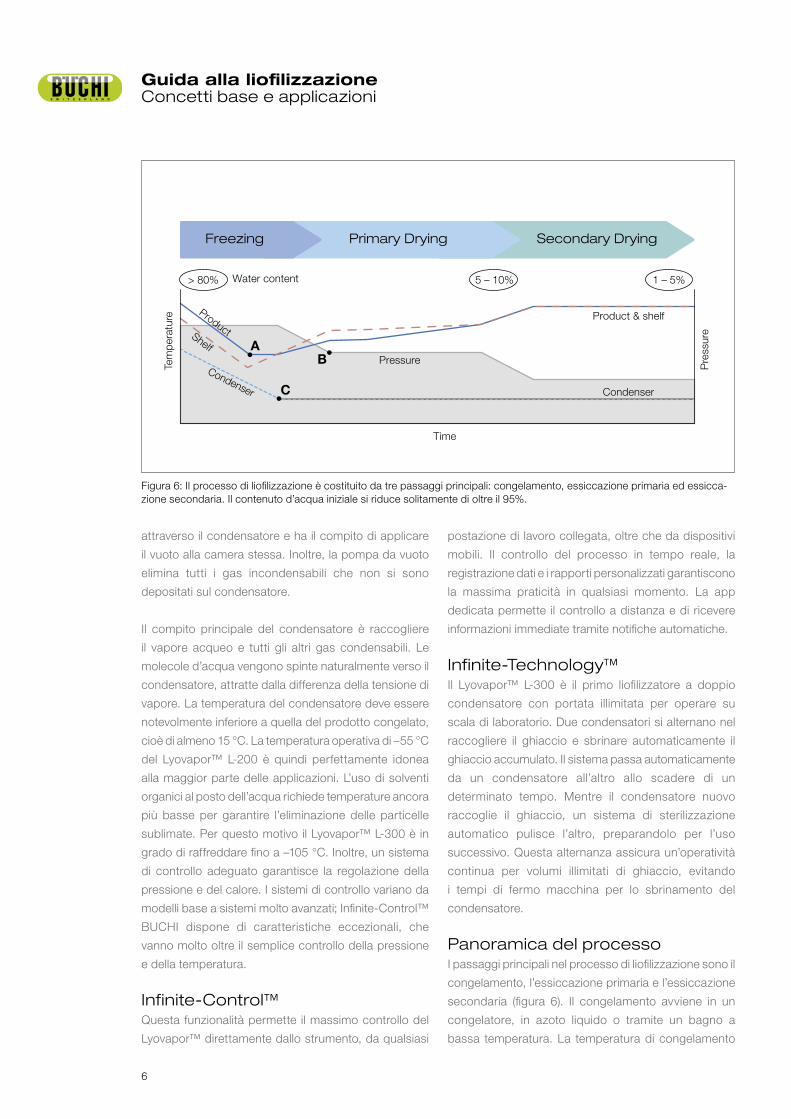
Panoramica del processoI passaggi principali nel processo di liofilizzazione sono il
congelamento, l’essiccazione primaria e l’essiccazione
secondaria (figura 6). Il congelamento avviene in un
congelatore, in azoto liquido o tramite un bagno a
bassa temperatura. La temperatura di congelamento
attraverso il condensatore e ha il compito di applicare
il vuoto alla camera stessa. Inoltre, la pompa da vuoto
elimina tutti i gas incondensabili che non si sono
depositati sul condensatore.
Il compito principale del condensatore è raccogliere
il vapore acqueo e tutti gli altri gas condensabili. Le
molecole d’acqua vengono spinte naturalmente verso il
condensatore, attratte dalla differenza della tensione di
vapore. La temperatura del condensatore deve essere
notevolmente inferiore a quella del prodotto congelato,
cioè di almeno 15 °C. La temperatura operativa di –55 °C
del Lyovapor™ L-200 è quindi perfettamente idonea
alla maggior parte delle applicazioni. L’uso di solventi
organici al posto dell’acqua richiede temperature ancora
più basse per garantire l’eliminazione delle particelle
sublimate. Per questo motivo il Lyovapor™ L-300 è in
grado di raffreddare fino a –105 °C. Inoltre, un sistema
di controllo adeguato garantisce la regolazione della
pressione e del calore. I sistemi di controllo variano da
modelli base a sistemi molto avanzati; Infinite-Control™
BUCHI dispone di caratteristiche eccezionali, che
vanno molto oltre il semplice controllo della pressione
e della temperatura.
Infinite-Control™ Questa funzionalità permette il massimo controllo del
Lyovapor™ direttamente dallo strumento, da qualsiasi
Figura 6: Il processo di liofilizzazione è costituito da tre passaggi principali: congelamento, essiccazione primaria ed essicca-zione secondaria. Il contenuto d’acqua iniziale si riduce solitamente di oltre il 95%.

7
dovrebbe essere impostata molto al di sotto del punto
critico (punto eutettico o temperatura di transizione
vetrosa) del preparato, per garantire che il campione
congeli completamente (figure 3 e 6, punto A). Al
termine del congelamento esterno, il liofilizzatore viene
predisposto per l’uso con l’avvio del raffreddamento da
parte del condensatore (figure 3 e 6, punto C).
Una volta completato il congelamento, si posizionano i
campioni nella camera di essiccazione o si inseriscono
i flaconi contenenti i campioni nelle apposite aperture
del collettore. Successivamente si applica il vuoto alla
camera di essiccazione, impostando il grado di vuoto
specifico per l’applicazione. Se si utilizzano i vassoi
riscaldati, la temperatura del vassoio viene aumentata,
con conseguente innalzamento della temperatura del
prodotto. Tuttavia, la temperatura del prodotto deve
rimanere al di sotto della temperatura critica (figure 3
e 6, punto B). A questo punto viene attivato il processo
di sublimazione. Di seguito vengono descritti in
maggiore dettaglio i singoli passaggi del processo di
liofilizzazione.
Congelamento La maggior parte dei prodotti o preparati liquidi
congela formando cristalli di ghiaccio. Le dimensioni
e la forma dei cristalli di ghiaccio dipendono dalla
velocità di raffreddamento e determinano la qualità
della liofilizzazione: un raffreddamento rapido produce
cristalli di piccole dimensioni, mentre un raffreddamento
più lento produce cristalli più grandi. Ai fini della
liofilizzazione, è più difficile rimuovere dal prodotto
i cristalli di ghiaccio di piccole dimensioni rispetto a
quelli più grandi. La temperatura di congelamento di un
preparato è definita in base alle sue caratteristiche e alla
sua composizione.
In genere i preparati congelano in due diversi modi: le
miscele eutettiche contengono sostanze che congelano
a temperature più basse rispetto all’acqua che le
circonda. Quando si raffredda una miscela eutettica,
l’acqua è il primo elemento a separarsi dalla sostanza,
congelandosi e formando il ghiaccio. Il preparato può
apparire congelato, ma le sostanze rimanenti sono in
realtà ancora liquide e si concentrano in zone che, in
ultimo, congelano a temperature inferiori al punto di
congelamento dell’acqua. La temperatura alla quale
tutti i componenti della miscela sono perfettamente
congelati è detta temperatura eutettica. Si tratta della
temperatura critica del preparato e della temperatura
massima alla quale il preparato può resistere durante il
processo di liofilizzazione. Se si applica il vuoto a una
miscela eutettica non completamente congelata, si
può distruggere il prodotto, poiché i componenti non
congelati si espandono quando vengono sottoposti
all’azione del vuoto.
L’altra categoria di miscele è quella amorfa e assume
uno stato vetroso quando viene congelata. Con la
diminuzione della temperatura, il preparato diventa
sempre più viscoso e, infine, congela formando
un solido vetroso, in corrispondenza del punto di
transizione vetrosa. Per i prodotti amorfi, il punto critico
in termini di stabilità è detto temperatura di collasso.
La temperatura di collasso è, di norma, leggermente
inferiore alla temperatura di transizione vetrosa. In
genere è molto difficile liofilizzare i prodotti amorfi.
Essiccazione primaria La prima fase di essiccazione rimuove la maggior parte
dell’acqua contenuta nel prodotto. A questo punto
occorre controllare attentamente la temperatura del
prodotto e l’apporto di calore. La temperatura ideale del
prodotto deve essere più alta possibile, per ottenere la
massima differenza della tensione di vapore ma, al tempo
stesso, non superare la temperatura critica del prodotto
al fine di preservarne le caratteristiche di congelamento.
Utilizzando i vassoi riscaldati ci si avvicina lentamente
alla temperatura impostata mantenendo la velocità di
riscaldamento prevista. La misurazione simultanea
della temperatura effettiva del prodotto permette di
determinare il punto finale dell’essiccazione primaria. Figura 7: Un fronte di sublimazione ben definito si sposta attraverso il prodotto dall’alto verso il basso.
Fronte di sublimazione
Campione essiccato(“cake”)
Campione congelato

a b c d e
8
Guida alla liofilizzazioneConcetti base e applicazioni
I prossimi paragrafi forniscono ulteriori informazioni sul
rilevamento del punto finale.
Essiccazione secondaria Al termine della fase di essiccazione primaria, la maggior
parte dell’acqua dovrebbe essere stata rimossa. Il
contenuto di umidità residua del prodotto dovrebbe
essere di circa 5 – 10% a causa dell’acqua legata alla
matrice. A questo punto non dovrebbero più essere
presenti cristalli di ghiaccio. La fase di essiccazione
secondaria elimina le molecole di acqua adsorbite
tramite desorbimento. Per ottenere le condizioni ideali
per il desorbimento, sono necessari sia un valore di
pressione più basso possibile, sia un ulteriore aumento
della temperatura del vassoio. Anche in questo caso,
nello scegliere la temperatura del vassoio occorre
tenere in considerazione la stabilità del prodotto. In
genere l’essiccazione secondaria viene effettuata in
tempi più brevi. Al termine dell’essiccazione secondaria
il contenuto di umidità del prodotto dovrebbe essere
pari a 1 – 5%.
Rilevamento del punto finaleCome si fa a sapere quando sono state completate
l’essiccazione primaria e secondaria? Esistono diversi
metodi affidabili per determinare il punto finale del ciclo
di essiccazione principale. Di seguito sono descritti i tre
metodi usati più comunemente nella liofilizzazione, tutti
disponibili con il Lyovapor™ L-300.
Prova della differenza di temperaturaQuesta prova si usa con i vassoi riscaldati quando,
durante l’essiccazione primaria, la temperatura del
prodotto aumenta gradatamente avvicinandosi alla
temperatura impostata del vassoio. Il prodotto viene
riscaldato dal vassoio e la sua temperatura aumenta
simultaneamente. Tuttavia, la temperatura del prodotto
è costantemente inferiore a quella del vassoio, poiché
la sublimazione sottrae calore al prodotto. Una
volta che tutte le molecole d’acqua sono sublimate,
la temperatura del prodotto converge verso la
temperatura del vassoio, indicando il punto finale del
processo. La temperatura del prodotto viene misurata
tramite termocoppie posizionate nel prodotto, mentre la
temperatura del vassoio è impostata nel metodo.
Prova dell’aumento di pressioneIl vapore acqueo si crea finché è in corso una subli-
mazione. Chiudendo l’uscita dalla camera di essicca-
zione si impedisce al vapore acqueo di raggiungere il
condensatore. Di conseguenza la pressione nella
camera di essiccazione aumenta nel caso in cui ci sia
del ghiaccio che continua a sublimare, mentre rimane
costante se l’essiccazione primaria è completa.
Prova della differenza di pressioneUn altro metodo affidabile per il rilevamento del punto
finale è costituito dal confronto tra le misurazioni della
pressione effettuate con due tipi diversi di misuratori.
Figura 8: Gamma di accessori per l’essiccazione BUCHI: (a) camera di essiccazione con vassoi riscaldabili e sistema di chiusura (b) camera di essiccazione con vassoi riscaldabili (c) camera di essiccazione con collettore per contenitori multipli e vassoi non riscaldabili (d) camera di essiccazione con vassoi non riscaldabili ed (e) collettore per contenitori multipli.

a) b) c) d) e)a b c d e
9
Mentre il sensore capacitivo misura la pressione
assoluta indipendentemente dalla composizione del
gas, il sensore di Pirani è tarato su un gas specifico,
generalmente N2. Dato che la presenza di vapore
acqueo influisce sul segnale del sensore di pressione
di Pirani, ma non sull’altro, i segnali sono diversi
finché viene prodotto vapore acqueo. Il punto finale
dell’essiccazione primaria viene raggiunto quando i due
segnali convergono.
Efficienza dell’essiccazione La velocità di essiccazione alla quale un determinato
prodotto viene liofilizzato dipende da diversi fattori: gli
elementi chiave sono la pressione e la temperatura.
Tuttavia, anche il prodotto stesso ha un ruolo
importante, soprattutto in termini di volume del prodotto
da liofilizzare, oltre che della sua disposizione. In genere,
maggiore è la superficie rispetto al volume, più rapida è
l’essiccazione del prodotto. Da una superficie maggiore
deriva un maggior numero di molecole d’acqua che si
liberano dalla matrice. Nelle applicazioni con contenitori
multipli può quindi essere utile avere le stesse condizioni
della liofilizzazione su vassoi, con la creazione di strati
sottili di prodotto ottenuti ruotando i flaconi su un bagno
a bassa temperatura.
Inoltre, i contenitori dovrebbero essere riempiti con molta
cura per le applicazioni di liofilizzazione: lo spessore
ideale del preparato è di circa 1 cm, al massimo 2 cm.
In considerazione del fatto che la sublimazione si
verifica sulla superficie, l’essiccazione inizia nella parte
superiore del prodotto, dove si forma uno strato nel
quale si svolge attualmente l’essiccazione. Durante il
processo di essiccazione, questo fronte di sublimazione
ben definito si sposta dalla parte superiore a quella
inferiore del prodotto (figura 7). Mentre l’essiccazione
risulta efficiente all’inizio del processo, diventa più
difficile man mano che il fronte di sublimazione si sposta
verso il basso. Le molecole d’acqua sublimate devono
quindi passare attraverso il prodotto essiccato (noto
anche come “torta” o “cake”), prima di potersi liberare
dalla matrice. L’apporto di calore permette di superare
queste condizioni più difficili.
Configurazioni della camera di essiccazione I requisiti finali che il prodotto dovrà soddisfare
determinano la scelta della configurazione adeguata
della camera di essiccazione. Ogni configurazione ha i
suoi obiettivi specifici, con i relativi vantaggi e svantaggi.
I metodi più utilizzati sono descritti di seguito.
Liofilizzazione con contenitori multipliDiversi tipi di flaconi (oltre a fiale o boccette) vengono
collegati direttamente alle singole aperture del
collettore. Di conseguenza, ogni singolo contenitore
Figura 9: Il tappo viene solo appoggiato sulla fiala (a) permettendo così alle particelle di solvente di uscire dalla fiala stessa (b). Il vassoio sovrastante si sposta verso il basso (c) e preme il tappo nella fiala (d) sigillandola (e).

10
Guida alla liofilizzazioneConcetti base e applicazioni
è collegato direttamente alla camera di essiccazione
tramite valvole separate. Ciò permette di collegare
flaconi con contenuto diverso in tempi diversi e di
svolgere la liofilizzazione in continuo con il Lyovapor™
L-300. L’essiccazione con contenitori multipli permette
a più operatori di lavorare contemporaneamente sullo
stesso strumento. I prodotti vengono congelati nei
flaconi tramite un congelatore o un bagno a basse
temperature. Una volta collegati alle uscite del collettore,
il vuoto viene applicato rapidamente. L’energia richiesta
per dare impulso al processo è fornita dal calore
dell’ambiente, e ciò rende difficile controllare l’apporto
di calore.
Liofilizzazione su vassoiUna serie di vassoi multipli inseriti all’interno della
camera di essiccazione fornisce spazio sufficiente per
numerosi flaconi contenenti il prodotto o per disporre
prodotti solidi tagliati direttamente sul vassoio. I prodotti
possono essere congelati sui vassoi in un congelatore.
Quando sono completamente congelati, si posizionano
i vassoi nella camera di essiccazione. La successiva
applicazione del vuoto alla camera di essiccazione
avvia il processo di liofilizzazione. I vassoi riscaldati
permettono di controllare con precisione l’apporto di
calore, mentre le termocoppie inserite nel prodotto
tengono contemporaneamente sotto controllo la
temperatura del prodotto, garantendo che non venga
superata la temperatura di collasso. In genere, tutte le
fiale o i pezzi di prodotto disposti sul vassoio ricevono
lo stesso trattamento in termini di apporto di calore
e di pressione. Tuttavia, possono verificarsi effetti
localizzati di piccola entità dovuti a calore apportato
per convezione o irraggiamento, soprattutto per quanto
riguarda i campioni nelle zone periferiche rispetto al
centro del vassoio. L’essiccazione in lotto delle fiale
permette inoltre di sigillarle internamente in condizioni
ambientali uniformi (chiusura, vedi al paragrafo
successivo).
Combinazione di essiccazione con contenitori multipli e vassoiUna soluzione che combini diversi vassoi e un collettore
per contenitori multipli nella parte superiore è inoltre
disponibile per gli utilizzatori che intendono usare
entrambi i metodi.
Chiusura adeguataI prodotti liofilizzati sono igroscopici e si destabilizzano
se esposti a umidità od ossigeno. Per questo motivo,
per lo stoccaggio dei prodotti liofilizzati è essenziale
un’adeguata protezione dall’ambiente circostante.
Il confezionamento deve essere impermeabile sia
all’umidità sia all’aria. Il processo di chiusura deve
avvenire in un’atmosfera priva di umidità od ossigeno
e quindi, idealmente, sotto vuoto, come durante il
processo di liofilizzazione. Considerando che i vari lotti
di fiale vengono liofilizzati nella camera di essiccazione,
è necessario che le fiale vengano chiuse all’interno della
camera stessa, senza interazioni dall’esterno.
La sigillatura all’interno della camera è garantita dal
sistema di chiusura del Lyovapor™ e con l’uso di flaconi
con tappi specifici per la liofilizzazione. I tappi sono
dotati di appositi intagli e vengono solo appoggiati sui
flaconi prima della liofilizzazione (figura 9, a). Grazie al
design degli intagli, il solvente può sublimare facilmente
e uscire liberamente dal flacone durante il processo
di liofilizzazione (figura 9, b). Una volta terminato il
processo di essiccazione, viene utilizzato il dispositivo
di chiusura inserito nella parte superiore della camera
di essiccazione. Quando si ruotano le maniglie i vassoi
si spostano verso il basso, avvicinandosi gli uni agli
altri (figura 9, c). In questo modo i tappi posizionati
sulle fiale vengono premuti dentro le rispettive fiale,
sigillandole automaticamente (figura 9, d). I vassoi si
muovono quindi verso l’alto e rilasciano le fiale sigillate
semplicemente invertendo il processo (figura 9, e).
Le condizioni di vuoto potrebbero non essere ideali per
determinati tipi di prodotti liofilizzati o di contenitori, per
esempio nel caso in cui si dovrà utilizzare una siringa
per reidratare il prodotto. In questi casi si consiglia
di riempire il volume rimasto vuoto con gas inerte,
quale l’azoto, prima della chiusura. Con il Lyovapor™
è possibile effettuare automaticamente questo
riempimento con un gas idoneo ultra puro.

Le pagine che seguono presentano alcune applicazioni di liofilizzazione, che riguardano un prodotto molto
pregiato nel settore alimentare (i tartufi), una sostanza generalmente difficile da trattare, il mannitolo, oltre a
preparati erboristici utilizzati nella Medicina Tradizionale Cinese.
Esempi di applicazioniLiofilizzazione

12
Guida breve N. 254/2017: Lyovapor™ L-200Liofilizzazione di banana fresca affettata
IntroduzioneLa liofilizzazione è un processo delicato di essiccazione
e può essere utilizzata per conservare gli alimenti senza
modificarne l’aspetto o il sapore.
Il processo di liofilizzazione comprende il congelamento
dei campioni di alimenti e la successiva applicazione
di un preciso grado di vuoto al campione congelato.
In queste condizioni l’acqua nell’alimento sublima e, di
conseguenza, il campione viene essiccato.
Nel settore alimentare la liofilizzazione viene utilizzata
abitualmente per produrre caffè solubile o per essicca-
re e conservare frutta, verdure o erbe [1].
Parte sperimentaleLa banana è stata tagliata in fette spesse circa 5 mm.
Undici fette di banana sono state posizionate su un
vassoio di acciaio inossidabile (figura 1) e poi congelate
per tutta la notte in un congelatore a –40 °C.
Dopo 24 ore di congelamento, le fette di banana sono
state trasferite con il vassoio nel Lyovapor™ L-200 per
la liofilizzazione. La temperatura del vassoio è stata
scelta in modo da non superare i 25 °C al termine
dell’essiccazione primaria e secondaria (impostazione
“Temperature set point”). Per ulteriori informazioni sulla
sequenza dell’essiccazione, vedi riferimento [2].
Dopo l’essiccazione (vedi figura 2), il contenuto di
umidità residua di tre fette di banana è stato analizzato
con una bilancia alogena riscaldata a 110 °C. A tale
scopo i campioni sono stati triturati in un mortaio e
trasferiti nell’analizzatore di umidità per 30 secondi. Il
criterio di determinazione si riferisce a una variazione
non superiore a 1 mg/140 s.
Risultati e discussioneLe figure 1 e 2 mostrano il vassoio di acciaio
inossidabile con le fette di banana rispettivamente
prima e dopo il processo di liofilizzazione. Tutte le undici
fette di banana liofilizzate presentano una struttura e
un aspetto omogenei. Non è stato osservato alcun
cambiamento della loro dimensione e morfologia
durante l’essiccazione.
Per determinare il grado di efficienza dell’essiccazione
ottenuta con il Lyovapor™ L-200 è stato analizzato
il contenuto di umidità residua di tre fette di banana
con un analizzatore di umidità alogeno. I risultati delle
misurazioni del contenuto di umidità e il grado di
efficienza dell’essiccazione sono riportati nella tabella 1.
Il contenuto d’acqua iniziale della banana era pari a
76,97 ± 1,24% (n=3). Con il metodo di liofilizzazione
sopra descritto applicato con il Lyovapor™ si è quindi
raggiunta una disidratazione ≥ 95,92%.
Figura 1: Vassoio con fette di banana appena tagliate. Figura 2: Vassoio con fette di banana dopo la liofilizzazione.

13
Fetta di banana
Peso del campione liofilizzato [g]
Peso del campione essiccato con lampada alogena [g]
Contenuto di umidità [%]
1 0,606 0,587 3,14
2 0,843 0,818 2,97
3 0,794 0,770 3,02
In generale, l’applicazione del processo di liofilizzazione
ad alimenti quali le fette di banana presenta i vantaggi e
gli svantaggi riportati di seguito [3].
Vantaggi
• Il processo a bassa temperatura e bassa pressione
rende la liofilizzazione un metodo efficace per
conservare il colore, l’aroma, il sapore e le sostanze
nutritive termosensibili degli alimenti.
• La superficie degli alimenti non indurisce.
• Gli alimenti liofilizzati sono porosi e facili da
reidratare e/o sciogliere e possono essere
consumati direttamente o dopo la reidratazione.
• Dato che gli alimenti liofilizzati contengono
pochissima umidità, hanno una densità
relativamente ridotta e sono facili da trasportare.
Gli alimenti liofilizzati possono essere conservati a
temperatura ambiente per lunghi periodi, mentre i
costi del loro trasporto sono molto inferiori rispetto
a quelli degli alimenti congelati o tal quali.
• Durante il processo di liofilizzazione non viene
aggiunto alcun additivo agli alimenti.
Svantaggi
• Se esposti direttamente all’aria, gli alimenti liofilizzati
si reidratano rapidamente, con conseguente
deterioramento.
• I prodotti liofilizzati devono essere confezionati
sotto vuoto o in atmosfera controllata (azoto),
e il materiale della confezione non deve essere
permeabile al vapore acqueo.
• Durante le fasi di trasporto e di vendita, è facile
che gli alimenti liofilizzati possano polverizzarsi o
spezzarsi a causa della loro struttura porosa.
• La liofilizzazione è un processo che richiede
tempi lunghi ed elevati consumi energetici, con
conseguenti maggiori costi di produzione.
ConclusioniCon il Lyovapor™ L-200 si ottiene un’essiccazione
estremamente efficiente al fine della disidratazione
della banana. Si può concludere che il Lyovapor™
L-200 permette la liofilizzazione di frutti quali le fette di
banana.
Riferimenti[1] G. W. Oetjen; Freeze-Drying; Ullmann’s Encyclopedia
of Industrial Chemistry (2004).
[2] Guida alle applicazioni, 254/2016 Liofilizzazione di
banana fresca affettata.
[3] H. Tse-Chao Hua, L. Bao-Lin, Z. Hua; Freeze-Drying
of Pharmaceutical and Food Products, (2010).
Tabella 1: Risultati delle analisi dell’umidità residua dopo la liofilizzazione con il Lyovapor™ L-200.

14
Guida breve N. 269/2017: Lyovapor™ L-200 ProLiofilizzazione di fette di tartufo fresco
IntroduzioneI tartufi sono prodotti con una durata di conservazione
molto limitata e le cui proprietà sensoriali si perdono
rapidamente. Di conseguenza questi funghi così costosi
perdono valore nell’arco di pochi giorni. I problemi legati
alla loro conservazione sono la perdita di composti
volatili, l’ossidazione e le reazioni enzimatiche. Inoltre il
loro profilo aromatico si modifica, in genere, a causa di
trattamenti a temperature elevate o reazioni enzimatiche.
La liofilizzazione impedisce la perdita e il degrado dei
composti volatili, grazie alle basse temperature applicate
durante l’essiccazione. Si riesce quindi a conservare il
profilo aromatico dei tartufi. I tartufi liofilizzati possono
essere reidratati o utilizzati direttamente in forma
secca [1].
Parte sperimentaleIl tartufo estivo fresco è stato tagliato in fette spesse
circa 1 mm (figura 1). Le fette sono state posizionate
in una vassoio di acciaio inossidabile e congelate per
24 ore a –24 °C.
Dopo 24 ore di congelamento le fette di tartufo sono
state trasferite con il vassoio nel Lyovapor™ L-200
per la liofilizzazione nella camera di essiccazione e
in atmosfera di aria ambiente. La temperatura del
vassoio è stata impostata in modo da non superare
rispettivamente 20 e 25 °C al termine dell’essiccazione
primaria e secondaria (impostazione “Temperature
set point”). Per ulteriori informazioni sulla sequenza
dell’essiccazione, vedi riferimento [2].
Al termine dell’essiccazione del tartufo (vedi figura 2),
è stato analizzato il contenuto di umidità residua
di cinque fette di tartufo con una bilancia alogena
riscaldata a 110 °C. A tal fine i campioni sono stati
trasferiti nell’analizzatore di umidità immediatamente
dopo essere stati rimossi dal Lyovapor™. Il criterio di
determinazione dell’analizzatore di umidità si riferisce a
una variazione non superiore a 1 mg/140 s.
Risultati e discussioneLe figure 1 e 2 mostrano il vassoio con le fette di
tartufo rispettivamente prima e dopo il processo di
liofilizzazione. Tutti i pezzi di tartufo liofilizzati presentano
una struttura e un aspetto omogenei. Non è stato
osservato alcun cambiamento della loro dimensione e
morfologia durante l’essiccazione.
Per determinare il grado di efficienza dell’essiccazione
ottenuta con il Lyovapor™ L-200 è stato analizzato il
contenuto di umidità residua di cinque fette di tartufo
con un analizzatore di umidità alogeno. I risultati delle
misurazioni del contenuto di umidità sono riportati nella
tabella 1.
Figura 1: Vassoio con fette di tartufo appena tagliate. Figura 2: Vassoio con fette di tartufo dopo la liofilizzazione.

15
Cam-pione di tartufo
Peso del campione liofilizzato [g]
Peso del campione essiccato con lampada alogena [g]
Contenuto di umidità [%]
1 0,187 0,179 4,28
2 0,119 0,115 3,36
3 0,165 0,161 2,42
4 0,211 0,204 3,32
5 0,153 0,147 3,92
Al termine del processo di liofilizzazione il contenuto di
umidità dei campioni analizzati è pari a 3,46 ± 0,63%.
Il contenuto d’acqua iniziale del tartufo estivo era
66,33 ± 0,94% (n=3). Con il metodo di liofilizzazione
sopra descritto applicato con il Lyovapor™ L-200 si è
quindi raggiunta una disidratazione pari a 94,78%. Una
disidratazione di circa 80% garantisce già una durata di
conservazione del tartufo liofilizzato di oltre 24 mesi [3].
In genere, l’applicazione del processo di liofilizzazione
ad alimenti quali le fette di tartufo presenta i vantaggi e
gli svantaggi riportati nel seguito [4].
Vantaggi
• Il processo a bassa temperatura e bassa pressione
rende la liofilizzazione un metodo efficace per
conservare il colore, l’aroma, il sapore e le sostanze
nutritive termosensibili degli alimenti.
• La superficie degli alimenti non indurisce.
• Gli alimenti liofilizzati sono porosi e facili da reidratare
e/o sciogliere e possono quindi essere consumati
direttamente o subito dopo la reidratazione.
• Dato che gli alimenti liofilizzati contengono
pochissima umidità, hanno una densità
relativamente ridotta e sono facili da trasportare.
Gli alimenti liofilizzati possono essere conservati a
temperatura ambiente per lunghi periodi, mentre i
costi del loro trasporto sono molto inferiori rispetto
a quelli degli alimenti congelati o tal quali.
• Durante il processo di liofilizzazione non viene
aggiunto alcun additivo agli alimenti.
Svantaggi
• Se esposti direttamente all’aria, gli alimenti liofilizzati
si reidratano rapidamente, con conseguente
deterioramento.
• I prodotti liofilizzati devono essere confezionati
sotto vuoto o in atmosfera controllata (azoto),
e il materiale della confezione non deve essere
permeabile al vapore acqueo.
• Durante le fasi di trasporto e di vendita, è facile
che gli alimenti liofilizzati possano polverizzarsi o
spezzarsi a causa della loro struttura porosa.
• La liofilizzazione è un processo che richiede
tempi lunghi ed elevati consumi energetici, con
conseguenti maggiori costi di produzione.
ConclusioniI tartufi liofilizzati rappresentano un’alternativa
promettente rispetto ai tartufi freschi fuori stagione in
quanto aromi, odori e contenuto nutrizionale rimangono
in gran parte invariati rispetto a quanto avviene con altre
tecniche di essiccazione [1, 3, 5].
Con il Lyovapor™ L-200 si ottiene una disidratazione
estremamente efficiente. Si può quindi concludere
che il Lyovapor™ L-200 permette la liofilizzazione di
campioni di funghi quali il tartufo affettato.
Riferimenti[1] I. Palacios, E. Guillamón, A. García-Lafuente, A.
Villares; Effects of Freeze-Drying Treatment on the
Aromatic Profile of Tuber spp. Truffles. Journal of Food
Processing and Preservation, Volume 38, Edizione 3,
Pag. 768–773, (2014).
[2] Guida alle applicazioni, 269/2016 Liofilizzazione di
tartufi.
[3] http://www.tartuflanghe.com/en/tartufo-bianco/
dehydratedwhite-truffle
[4] H. Tse-Chao Hua, L. Bao-Lin, Z. Hua; Freeze-Drying
of Pharmaceutical and Food Products, Woodhead
Publishing Series in Food Science, Technology and
Nutrition, Pag. 141–169 (2010).
[ 5 ] h t t p s : // w w w. s i a l p a r i s . c o m / C a t a l o g u e /
C a t a l o g u e - S i a l - P a r i s - 2 016 / P r o d u c t s - l i s t /
freeze-dried-truffles-GEOOFOODSITALIAN-TRUFFLES
Tabella 1: Risultati delle analisi dell’umidità residua dopo la liofilizzazione con il Lyovapor™ L-200.

1 2 3 4 5 6 7 8 9
1 2 3 4 5 6 7 8 9
16
Guida breve N. 256/2017: Lyovapor™ L-200 ProLiofilizzazione di soluzioni di mannitolo e NaCl in flaconcini per siero
IntroduzioneNella presente guida è illustrato l’uso di cloruro di sodio
(NaCl) e mannitolo per esperimenti di liofilizzazione. La
struttura compatta del reticolo cristallino del cloruro
di sodio rende questo sale un composto modello. Al
contrario, è noto che il mannitolo cristallizza in diverse
strutture polimorfe [1] e può formare idrati [2].
Nonostante ciò, il mannitolo è uno degli eccipienti più
utilizzati per le formulazioni farmaceutiche liofilizzate.
Parte sperimentale3 mL di mannitolo o NaCl in soluzione acquosa al
5% (50 g/L) sono stati trasferiti nei flaconcini con una
pipetta volumetrica (70 flaconi di ciascuna soluzione).
Successivamente i campioni sono stati congelati per
tutta la notte in un congelatore a –40 °C su un vassoio
di acciaio inossidabile.
Dopo 24 ore di congelamento i flaconcini sono stati
trasferiti sullo stesso vassoio nel Lyovapor™ L-200
per la liofilizzazione. La temperatura di collasso è
stata impostata su 30 °C. In caso di formulazioni dalla
composizione sconosciuta, si consiglia di determinare
la temperatura di collasso con un microscopio specifico.
Si può inoltre programmare un margine di temperatura
di sicurezza per proteggere il campione dal collasso.
La temperatura del vassoio è stata scelta in modo da
non superare 20 °C al termine dell’essiccazione primaria
e 25 °C al termine dell’essiccazione secondaria. Per
ulteriori informazioni sulla sequenza dell’essiccazione,
vedi riferimento [3].
Dopo l’essiccazione, il contenuto di umidità residua di
nove campioni di mannitolo e NaCl, posizionati lungo
il diametro del vassoio, sono stati analizzati con una
bilancia alogena riscaldata a 110 °C. A tale scopo i
campioni sono stati triturati in un mortaio e trasferiti
nell’analizzatore di umidità per 30 secondi.
Risultati e discussione I flaconcini contenenti il mannitolo puro posizionati lungo
il diametro del vassoio sono indicati nella figura 1. In
linea generale tutti i flaconcini contengono un liofilizzato
(“cake”) omogeneo di mannitolo o NaCl.
Per determinare il grado di efficienza dell’essiccazione
ottenuta con il Lyovapor™ L-200, il contenuto di umidità
residua di nove campioni di mannitolo, posizionati
lungo il diametro del vassoio, è stato analizzato con
un analizzatore di umidità alogeno. I risultati delle
misurazioni del contenuto di umidità residua sono
riportati nella tabella 1.
Figura 1: Vassoio di acciaio inossidabile con campioni liofilizzati.
Figura 2: Campioni di mannitolo liofilizzato analizzati per determinare l’umidità residua.

17
Al termine del processo di liofilizzazione i campioni
di mannitolo contengono meno del 2,0% di umidità,
indipendentemente dalla loro posizione nel vassoio.
Flaco-ne
Peso del campione liofilizzato [g]
Peso del campione essiccato con lampada alogena [g]
Umidità residua [%]
Efficien-za di essicca-zione [%]
1 0,107 0,105 1,87 98,13
2 0,100 0,098 2,00 98,00
3 0,113 0,112 0,88 99,12
4 0,122 0,121 0,82 99,18
5 0,111 0,110 0,90 99,10
6 0,116 0,115 0,86 99,14
7 0,121 0,120 0,83 99,17
8 0,108 0,107 0,93 99,07
9 0,116 0,114 1,72 98,28
Si è notato che i campioni di mannitolo posizionati al
centro del vassoio contengono leggermente meno
umidità residua rispetto a quelli posizionati lungo la
circonferenza esterna del vassoio. Per il cloruro di sodio
questo fenomeno non è stato osservato. Il contenuto
di umidità residua per il cloruro di sodio varia in modo
casuale da 0,79 a 1,59%. Questo risultato potrebbe
indicare che durante il processo la frazione di mannitolo
idrato che si forma è maggiore nella zona esterna
rispetto a quella interna del vassoio.
Inoltre è probabile che una parte di acqua sia stata
adsorbita dal campione mentre veniva preparato
per l’analisi dell’umidità residua. Per questo motivo
l’efficienza dell’essiccazione è probabilmente superiore
a quanto riportato.
Le possibili strategie per eliminare maggiori quantità di
umidità sono: 1) aumento del tempo di essiccazione,
2) aumento della temperatura durante l’essiccazione
secondaria e 3) condizionamento [2].
ConclusioniCon il Lyovapor™ L-200 si ottiene un’essiccazione
estremamente efficiente ai fini della disidratazione di una
formulazione modello di mannitolo e di una soluzione
di NaCl. Per entrambe le sostanze, l’aspetto esteriore
del liofilizzato (“cake”) è risultato essere uniforme e non
sono stati osservati fenomeni di collasso dei campioni
liofilizzati.
Riferimenti[1] Kim, A.I; Akers, M.J.; Nail, S.L. J. Pharm. Sci. 1998,
87 (8), 931-935.
[2] Yu, L.; Milton, N.; Groleau, E.G.; Mishra, D.S.;
Vansickle, R.E. J. Pharm. Sci. 1998, 88 (2), 196-198.
[3] Guida alle applicazioni BUCHI, 256/2017.
Tabella 1: Risultati delle analisi del contenuto di umidità resi-dua dopo la liofilizzazione delle soluzioni di mannitolo con il Lyovapor™ L-200.

18
Guida breve N. 270/2017: Lyovapor™ L-200 ProLiofilizzazione di decotti della Medicina Tradizionale Cinese
IntroduzioneI farmaci della Medicina Tradizionale Cinese (MTC)
vengono preparati solitamente pestando e facendo
bollire in acqua il prodotto. Questo processo è noto
come decozione e permette di estrarre composti
benefici per la salute da erbe o altri materiali vegetali.
Se non vengono somministrati direttamente, è possibile
conservare più a lungo questi estratti grazie alla
liofilizzazione.
In questa guida è illustrata la procedura di liofilizzazione
di Tianma Gouteng Yin (TGY), considerato come
un modello di decotto della MTC. TGY è un farmaco
ampiamente utilizzato per curare i sintomi della malattia
di Parkinson. Un recente studio ha dimostrato che
questo decotto della MTC ha effetti neuroprotettivi in
modelli animali e cellulari [1].
Parte sperimentaleStrumentazione:
∙ Lyovapor™ L-200 Pro BUCHI
∙ Software Lyovapor™ BUCHI
∙ Congelatore –24 °C, Bauknecht
∙ Vassoio di acciaio inossidabile
∙ Rotavapor® R-300 BUCHI, Sistema Rotavapor®
Dynamic
Campione:
∙ La miscela di TGY è stata preparata dalla
Farmacia St. Peter di Zurigo, Svizzera.
Una dose per consumo umano di TGY1 contiene
Gastrodiae Rhizoma (Tianma) 9 g, Uncaria Ramulus Cum
Uncis (Gouteng) 12 g, Haliotidis Concha (Shijueming)
18 g, Gardeniae Fructus (Zhizi) 9 g, Scutellariae Radix
(Huangqin) 9 g, Cyathulae Radix (Chuanniuxi) 12 g,
Eucommiae Cortex (Duzhong) 9 g, Leonuri Herba
(Yimucao) 9 g, Taxilli Herba (Sangjisheng) 9 g, Polygoni
Multiflori Caulis (Shouwuteng) 9 g, Poria (Fuling) 9 g.
Risultati Il campione di TGY è stato estratto, concentrato e
liofilizzato. La parte superiore della figura 1 mostra il
campione durante il processo di liofilizzazione. La parte
inferiore della figura 1 mostra il prodotto liofilizzato in un
vassoio di acciaio inossidabile.
La struttura molto porosa del prodotto appare ben
visibile. Grazie alla struttura derivata da questo tipo di
preparazione le formulazioni della MTC si reidratano
facilmente, sono istantaneamente solubili e possono
essere consumate direttamente o subito dopo la
reidratazione. I composti che hanno effetti benefici per
la salute si conservano durante la liofilizzazione [1].
Figura 1: Vassoio di acciaio inossidabile con estratto di TGY liofilizzato nel Lyovapor™ L-200 Pro.
Figura 2: Campione essiccato di TGY che mostra la sua struttura porosa.

19
Inoltre, i decotti della MTC preparati con queste
modalità hanno un’elevata durata di conservazione se
confezionati sotto vuoto o sotto azoto.
ConclusioniLa liofilizzazione è un metodo adeguato per la
preparazione di decotti secondo la MTC, per la loro
lunga durata di conservazione e per la facilità di
reidratazione. In questo caso è stata liofilizzata con
successo una dose per uso umano di Tianma Gouteng
Yin, che risulta avere effetti neuroprotettivi in modelli
in-vitro e in-vivo di malattia di Parkinson.
Grazie al processo di preparazione delicata, che utilizza
una combinazione di estrazione, concentrazione e
liofilizzazione, i composti che hanno effetti benefici per
la salute si conservano nel farmaco. Con il processo qui
descritto aumenta la durata e si facilità la disponibilità
dei preparati prescritti dalla MTC.
Riferimenti[1] Liu L.-F. et al. Nature Scientific Reports, 5, 16862,
2015.

www.buchi.com Quality in your hands





























