Embed Size (px)
Citation preview

ARLON® 3000 XT STOCK SHAPESMACHINING GUIDE
2020
1GTWEED.COMTABLE OF CONTENTS
G R E E N E T W E E D | M A C H I N I N G G U I D E
G R E E N E T W E E D | M A C H I N I N G G U I D E
GTWEED.COM
ARLON ® 3000 X T STOCK SHAPES 2020

ARLON® 3000 XT STOCK SHAPESMACHINING GUIDE
2020
2GTWEED.COMTABLE OF CONTENTS
G R E E N E T W E E D | M A C H I N I N G G U I D E
For more than 150 years, Greene Tweed’s customers
have relied on the company’s materials expertise and
collaborative approach to the design and manufacture
of elastomeric, thermoplastic, and thermoplastic
composite solutions that deliver proven performance
in extreme and demanding operating environments.
A global company with facilities across North America,
Europe, and Asia, Greene Tweed serves customers
throughout a diverse range of markets, including
energy, aerospace, defense, industrial, life sciences,
and semiconductor.

ARLON® 3000 XT STOCK SHAPESMACHINING GUIDE
2020
3GTWEED.COMTABLE OF CONTENTS
G R E E N E T W E E D | M A C H I N I N G G U I D E
1. INTRODUCTION 4
2. GENERAL INFORMATION 4
3. APPLICATIONS & USE 4
4. MATERIAL PROPERTIES & SPECIFICATIONS 5
5. MATERIAL CHARACTERISTICS 6
6. MACHINING GUIDE 6
7. STOCK SHAPE SIZE & AVAILABILITY 7
8. MATERIAL QUALITY AND CERTIFICATIONS 7
9. STOCK SHAPE SELECTION & ORDERING 8
10. CONTACT INFORMATION 11
TABLE OF CONTENTS

ARLON® 3000 XT STOCK SHAPESMACHINING GUIDE
2020
4GTWEED.COMTABLE OF CONTENTS
G R E E N E T W E E D | M A C H I N I N G G U I D E
1. INTRODUCTION
Through rigorous testing, Greene Tweed’s pioneering thermoplastic – Arlon® 3000 XT – is proven to withstand the extreme conditions of today’s and tomorrow’s non-metallic applications. It’s 30% stronger than any other unfilled thermoplastic and has the chemical resistance to survive in harsh environments.
2. GENERAL INFORMATION
Arlon® 3000 XT is an engineered enhanced PEEK thermoplastic proven to deliver long-term performance in your most harsh applications.
• Delivers improved creep and extrusion resistance at temperatures above 177°C (350°F) over time
• Demonstrated to perform better than traditional material compounds used in backup rings in critical seal applications
• Enhanced mechanical performance in high-pressure and high-temperature applications
• Chemical resistance comparable to PEEK
• Electrical insulation properties far surpasses PEEK and PEK
• It’s 30% stronger than any other unfilled thermoplastic and has the chemical resistance to survive in harsh environments
• Durability and reliability in high-pressure and high-temperature (HPHT) environments; outperforms grades of PEEK, both filled and unfilled
3. APPLICATIONS AND USE
Seal components in applications to 40 ksi and temperatures ranging from ambient to 288°C (550°F) where excessive component extrusion is detrimental to seal performance
1. Backup rings
2. V-rings
3. Load support rings
Illustration of a seal element supported by a backup ring
GapExtrusion
BackupRing
ForceHydrostatic
AxialForce
Pressure
Ext
rusi
on
(inc
hes)
Time (days)0 5 10
0.008
0.007
0.006
0.005
0.004
0.003
0.002
0.001
0
PEEK
30% GF PEEK
30% CF PEEK
Arlon® 3000 XT
Extrusion data. 25 ksi at 350˚ F for 14 days.
Ext
rusi
on
(inc
hes)
BUR Extrusion0.03
0.025
0.02
0.015
0.01
0.005
0
PEEK30% GF PEEKArlon® 3000 XT
Extrusion data at 40 ksi & 450˚F

ARLON® 3000 XT STOCK SHAPESMACHINING GUIDE
2020
5GTWEED.COMTABLE OF CONTENTS
G R E E N E T W E E D | M A C H I N I N G G U I D E
(Test sample thickness: 0.020”, voltage: 10 kVDC)
Structural components requiring long term stability at high pressures and high temperatures, such as:
1. Sleeves
2. Bearings
3. Support rings
4. MATERIAL PROPERTIES AND SPECIFICATIONS
Properties based on injection molded Type I tensile bars
Reference GT stock/solid code: AXT
Ext
rusi
on
(inc
hes)
0 1 2 3 4 5 6
Time (hours)
Tests at 288̊ C (550̊ F), 35 ksi, e-gap=0.020" radially
7
0.14
0.12
0.10
0.08
0.06
0.04
0.02
0
PEEK
PEKEKK
30% Carbon Filled PEEK
30% Carbon Filled PEKEKK
Arlon® 3000 XT
Volume Resistivity Testing at 204°C (400°F) (per ASTM D257)
1
10
100
1000
10000
100000
Voltage (V)
500 1000 1500 2000 2500 3000 3500 4000 4500 5000
PEEK
PEK
Arlon® 3000 XT
*blue area is outside the current measurement capability
Vo
lum
e R
esi
stiv
ity (
×10^9
Ohm
-in)
Electrical Insulation/Isolation
1. Insulation of high power electricity
2. Provides high voltage (> 5 kV) resistance and improved high temperature, chemical compatibility, creep resistance performance
3. High voltage conductor/connector applications up to: 20,000 psi, 24 kVDC, and 204°C (400°F)
4. High voltage insulator sleeves application requiring compliance to IEC60502-4
4-HR DIELECTRIC BREAKDOWN TESTING
Temperature PEEK PEK Arlon® 3000 XTRoom Temp None None None
204°C (400°F) None None None
232°C (450°F) 28.5 s 297.5 s None
260°C (500°F) Not tested Not tested None
INJECTION MOLDED
Physical Properties (ASTM Test Method) Minimum (except specific gravity)
Specific Gravity, g/cc (D792) 1.26 – 1.30
Hardness, Type D, Min., Points (D2240) 86
Tensile Strength at Break, @ 23°C (73.4°F) Min, psi [MPa] (D638)
15,000 [103.4]
Tensile Elongation at Break, @ 23°C (73.4°F) Min, % (D638)
7
Tensile Strength at Yield, @ 23°C (73.4°F) Min, psi [MPa] (D638)
15,200 [104.8]
Tensile (5% Secant) Modulus, @ 23°C (73.4°F) Min, psi [MPA] (D638)
520,000 [3,585.3]
Tensile Strength at Break, 260°C (500°F), Min, psi [MPa] (D638)
4,800 [33.1]
Tensile Elongation at Break, 260°C (500°F), Min, % (D638)
20
Flexural (Youngs) Modulus, @ 23°C (73.4°F), Min, psi [MPa] (D790)
500,000 [3,447.4]

ARLON® 3000 XT STOCK SHAPESMACHINING GUIDE
2020
6GTWEED.COMTABLE OF CONTENTS
G R E E N E T W E E D | M A C H I N I N G G U I D E
TYPICAL PROPERTIES
MATERIAL NAME: Arlon® 3000 XTE MATERIAL DESCRIPTION: EXTRUDED ENHANCED PEEK, VIRGINDESCRIPTION ASTM METHOD UNITS TYPICAL
A. PHYSICAL & MECHANICAL PROPERTIESSpecific Gravity D792 g/cc 1.28
Hardness, Type D D2240 Points 88
Tensile Strength at Break, @ 23°C (73°F), Min. D638 psi [MPa] 17,100 [117.9]
Tensile Elongation at Break, @ 23°C (73°F), Min. D638 % 12
Tensile Strength at Yield, @ 23°C (73°F), Min. D638 psi [MPa] 16,900 [116.5]
Tensile (5% Secant) Modulus, @ 23°C (73°F), Min. D638 psi [MPa] 600,000 [4,136.8]
Tensile Strength at Break, 260°C (500°F), Min. D638 psi [MPa] 5,380 [37.1]
Tensile Elongation at Break, 260°C (500°F), Min. D638 % 25
Tensile (5% Secant) Modulus, @ 260°C (500°F), Min. D638 psi [MPa] 100,000 [689.5]
Z. NOTES1. Properties are based on ASTM Type I tensile bars machine cut from fully cured extruded stock shapes.
2. Properties are based on limited available data. Results are subject to change.
3. Reference GT Stock/Solid Code: AXE
5. MATERIAL CHARACTERISTICS
Arlon® 3000 XT elongation is lower than standard PEEK. This results in higher notch sensitivity compared to unfilled grades of PEEK. Thus, care must be taken when handling material stock shapes or components manufactured from the material. Small radii, sharp corners, or any other design feature that could result in a stress riser in the material should be avoided if possible.
In contrast, the material has much higher elongation characteristics as compared to filled grades of PEEK. The same design criteria used for filled grade PEEKs can be used as a baseline for Arlon® 3000 XT component design.
6. MACHINING GUIDE
General work holding guidelines
Solid rod/thick walled tubeIt is acceptable to chuck directly on solid or thick walled (.25”/6.35 mm or greater) work pieces. Proper holding can be achieved with 3/4/6 jaw chucks using medium chuck pressure to prevent material distortion. If a collet system is being used it may be necessary to prep the raw material by turning it to the desired collet size. This not only ensures proper size but also ensures material roundness for proper collet clamping.
TubeUnlike some metal materials, certain precautions must be made when chucking on thin walled (.25”/6.35 mm or less) Arlon® 3000 XT. The use of a backing plate is preferred to improve the chucking area stability. Round/pie jaws should be used to maximize chucking area.
General machining guidelines
Turning/boringGenerally solid carbide tooling with a positive rake and sharp edge is preferred. See Table 1.10 for suggested feeds and Table 1.20 for suggested spindle speeds. Dry cutting is acceptable except where a buildup of heat is present. During such machining sufficient coolant should be used to keep the cutting tool and work piece cool. Excessive heat can cause inconsistent machining results both in finish and accuracy.
Special considerations may need to be made when machining thin walled parts. A plug may be inserted inside the part to help maintain a consistent wall thickness.
DrillingSolid carbide drills are preferred where available. While shallow holes can be drilled dry, coolant is suggested for deeper holes to control heat and aid chip evacuation.

ARLON® 3000 XT STOCK SHAPESMACHINING GUIDE
2020
7GTWEED.COMTABLE OF CONTENTS
G R E E N E T W E E D | M A C H I N I N G G U I D E
Coolants/lubricants
Most machining of Arlon® 3000 XT can be performed dry. However if heat buildup is an issue, a water-based coolant designed for use with thermoplastic may be used.
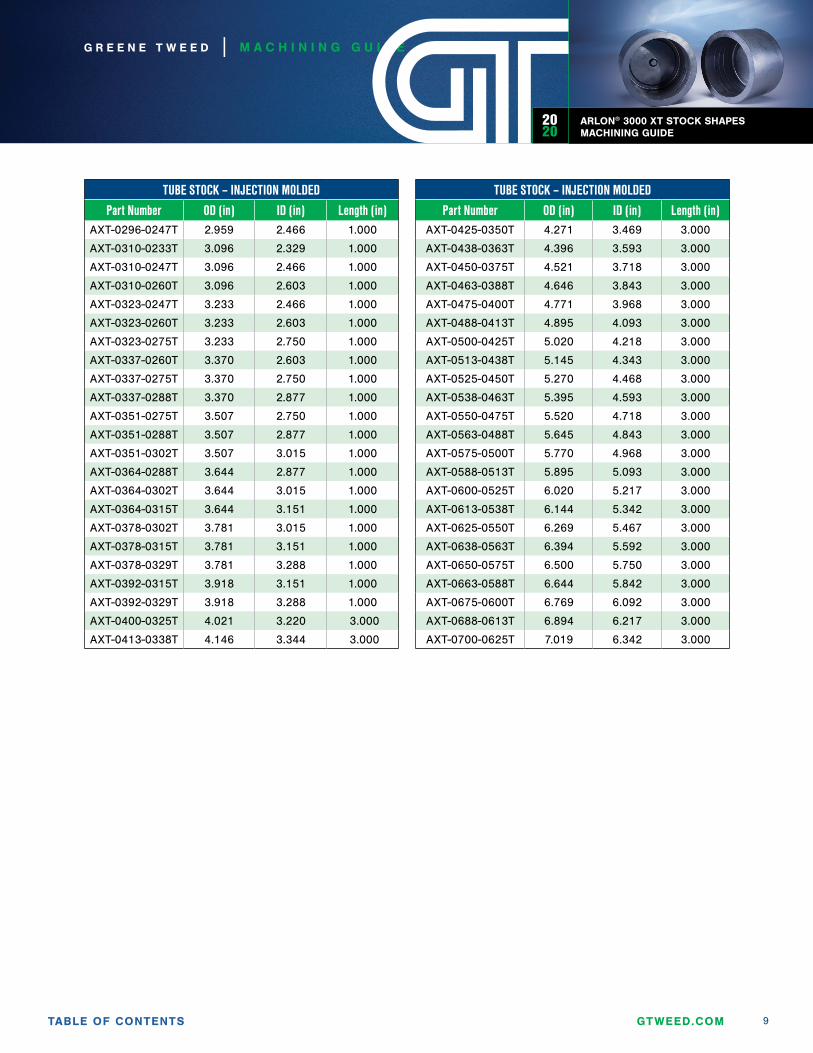
7. STOCK SHAPE SIZE AND AVAILABILITY
REFERENCE ONLY**
*Contact your Greene Tweed Sales representative
** Actual dimensions and specific stock shape geometry information is available on pages 6–9
8. MATERIAL QUALITY AND CERTIFICATIONS
• Certificate of Conformance (COC) will be provided with every order.
• Upon request and for an addition fee, material test reports (MTRs) and specific batch information will be available.
ThreadingThreading can be performed using carbide threading inserts. For thread strength, a rounded root is preferred. Although tapping can be performed in Arlon® 3000 XT, single-point thread milling is the preferred method for threading during milling operations. If tapping is performed, a spiral flute tap is preferred.
GroovingGrooving in general follows the same guidelines as “turning/boring.”
SawingSawing of Arlon® 3000 XT rod stock can be performed using high speed steel (HSS) and bi-metal saw blades. Hollow ground circular saw blades are effective with carbide blades giving better tool life and straighter cuts.
MillingMost standard milling operations can be performed in Arlon® 3000 XT. Tooling with positive tool geometries is suggested. Although HSS tooling can be used, carbide tooling is preferred and will give greatly increased tool life and performance. Most milling can be done dry, but where heat buildup is present coolant is preferred. Climb milling typically produces better surface finish and repeatability over conventional milling in most cases. See Table 2.00 for suggested milling feeds.
Special consideration must be made for work holding. It is suggested that clamping be designed to mimic the clamped part geometry and an effort is made to maximize the clamping area.
Table 1.10 Turning/boring cutting parameters
Roughing.0500” – .1250” depth of cut.0045” – .0065” ipr feed rate
Finishing.0200” – .0350” depth of cut.0025” – .0035” ipr feed rate
Table 1.20 Turning/boring spindle speed0” – 2” 1200 rpm
2” – 4” 1000 rpm
4” – 6” 800 rpm
6” – 8” 600 rpm
Table 2.00 Milling cutting parameters(because tooling size varies greatly, ½” 4 flute carbide end mill is used as baseline)
Doc Feed (ipm) SpeedRoughing
.250” – .500” 8 – 20 ipm 3500 rpm
Finishing.005” – .030” 8 – 15 ipm 3500 rpm
Method Nominal Size
O.D. Cross Section LengthInjection Molded
0.500” to 6.500”
** 1” to 3”
Extruded Rod
1” N/A 24”
Extruded Rod
2” 24”
Custom * * *

ARLON® 3000 XT STOCK SHAPESMACHINING GUIDE
2020
8GTWEED.COMTABLE OF CONTENTS
G R E E N E T W E E D | M A C H I N I N G G U I D E
TUBE STOCK – INJECTION MOLDEDPart Number OD (in) ID (in) Length (in)
AXT-0056-0031T 0.563 0.313 1.000
AXT-0056-0038T 0.563 0.375 1.000
AXT-0063-0031T 0.625 0.313 1.000
AXT-0063-0038T 0.625 0.375 1.000
AXT-0063-0044T 0.625 0.438 1.000
AXT-0069-0038T 0.688 0.375 1.000
AXT-0069-0044T 0.688 0.435 1.000
AXT-0069-0050T 0.688 0.500 1.000
AXT-0075-0044T 0.750 0.438 1.000
AXT-0075-0050T 0.750 0.500 1.000
AXT-0075-0056T 0.750 0.563 1.000
AXT-0081-0050T 0.813 0.500 1.000
AXT-0081-0056T 0.813 0.563 1.000
AXT-0081-0063T 0.813 0.625 1.000
AXT-0088-0056T 0.875 0.563 1.000
AXT-0088-0063T 0.875 0.625 1.000
AXT-0088-0069T 0.875 0.688 1.000
AXT-0094-0063T 0.938 0.625 1.000
AXT-0094-0069T 0.938 0.688 1.000
AXT-0094-0075T 0.938 0.750 1.000
AXT-0100-0069T 1.000 0.625 1.000
AXT-0100-0075T 1.000 0.750 1.000
AXT-0100-0075T 1.000 0.750 1.000
AXT-0106-0063T 1.063 0.625 1.000
AXT-0106-0069T 1.063 0.688 1.000
AXT-0106-0075T 1.063 0.750 1.000
AXT-0113-0069T 1.125 0.688 1.000
AXT-0113-0075T 1.125 0.750 1.000
AXT-0113-0083T 1.125 0.300 1.000
AXT-0119-0075T 1.188 0.750 1.000
AXT-0119-0081T 1.188 0.813 1.000
AXT-0119-0088T 1.188 0.875 1.000
AXT-0125-0081T 1.250 0.813 1.000
AXT-0125-0088T 1.250 0.875 1.000
AXT-0125-0094T 1.250 0.938 1.000
AXT-0131-0088T 1.313 0.875 1.000
AXT-0131-0094T 1.313 0.938 1.000
AXT-0131-0100T 1.313 1.000 1.000
AXT-0138-0094T 1.375 0.938 1.000
TUBE STOCK – INJECTION MOLDEDPart Number OD (in) ID (in) Length (in)
AXT-0138-0100T 1.375 1.000 1.000
AXT-0138-0106T 1.375 1.060 1.000
AXT-0144-0100T 1.438 1.000 1.000
AXT-0144-0106T 1.438 1.060 1.000
AXT-0150-0105T 1.500 1.050 2.000
AXT-0150-0115T 1.500 1.150 2.000
AXT-0160-0105T 1.600 1.050 1.000
AXT-0160-0115T 1.600 1.150 2.000
AXT-0160-0125T 1.600 1.250 2.000
AXT-0170-0115T 1.700 1.150 2.000
AXT-0170-0125T 1.700 1.250 2.000
AXT-0170-0135T 1.700 1.350 2.000
AXT-0180-0125T 1.800 1.250 2.000
AXT-0180-0135T 1.800 1.350 2.000
AXT-0180-0145T 1.800 1.450 2.000
AXT-0190-0135T 1.900 1.350 2.000
AXT-0190-0145T 1.900 1.450 2.000
AXT-0190-0155T 1.900 1.550 2.000
AXT-0200-0145T 2.000 1.450 2.000
AXT-0200-0155T 2.000 1.550 2.000
AXT-0200-0151T 2.000 1.507 2.000
AXT-0214-0155T 2.137 1.550 2.000
AXT-0214-0151T 2.137 1.507 2.000
AXT-0214-0164T 2.137 1.644 2.000
AXT-0228-0151T 2.275 1.507 2.000
AXT-0228-0164T 2.275 1.644 2.000
AXT-0228-0178T 2.275 1.781 2.000
AXT-0241-0164T 2.411 1.644 2.000
AXT-0241-0178T 2.411 1.781 2.000
AXT-0255-0192T 2.548 1.918 1.000
AXT-0255-0206T 2.548 2.055 1.000
AXT-0269-0192T 2.685 1.918 1.000
AXT-0269-0206T 2.685 2.055 1.000
AXT-0269-0219T 2.685 2.192 1.000
AXT-0282-0206T 2.822 2.055 1.000
AXT-0282-0219T 2.822 2.192 1.000
AXT-0282-0233T 2.822 2.329 1.000
AXT-0296-0219T 2.959 2.192 1.000
AXT-0296-0233T 2.959 2.329 1.000
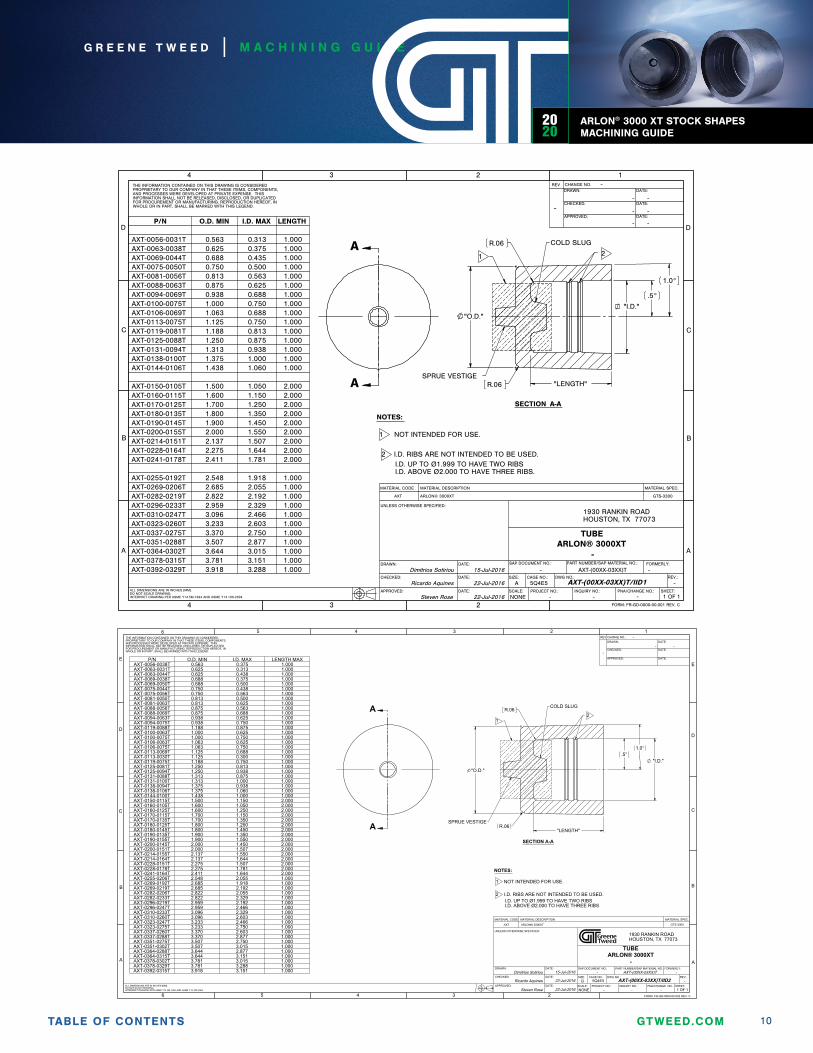
9. STOCK SHAPE SELECTION AND ORDERING
ARLON® 3000 XT STOCK SHAPESMACHINING GUIDE
2020
9GTWEED.COMTABLE OF CONTENTS
G R E E N E T W E E D | M A C H I N I N G G U I D E
TUBE STOCK – INJECTION MOLDEDPart Number OD (in) ID (in) Length (in)
AXT-0296-0247T 2.959 2.466 1.000
AXT-0310-0233T 3.096 2.329 1.000
AXT-0310-0247T 3.096 2.466 1.000
AXT-0310-0260T 3.096 2.603 1.000
AXT-0323-0247T 3.233 2.466 1.000
AXT-0323-0260T 3.233 2.603 1.000
AXT-0323-0275T 3.233 2.750 1.000
AXT-0337-0260T 3.370 2.603 1.000
AXT-0337-0275T 3.370 2.750 1.000
AXT-0337-0288T 3.370 2.877 1.000
AXT-0351-0275T 3.507 2.750 1.000
AXT-0351-0288T 3.507 2.877 1.000
AXT-0351-0302T 3.507 3.015 1.000
AXT-0364-0288T 3.644 2.877 1.000
AXT-0364-0302T 3.644 3.015 1.000
AXT-0364-0315T 3.644 3.151 1.000
AXT-0378-0302T 3.781 3.015 1.000
AXT-0378-0315T 3.781 3.151 1.000
AXT-0378-0329T 3.781 3.288 1.000
AXT-0392-0315T 3.918 3.151 1.000
AXT-0392-0329T 3.918 3.288 1.000
AXT-0400-0325T 4.021 3.220 3.000
AXT-0413-0338T 4.146 3.344 3.000
TUBE STOCK – INJECTION MOLDEDPart Number OD (in) ID (in) Length (in)
AXT-0425-0350T 4.271 3.469 3.000
AXT-0438-0363T 4.396 3.593 3.000
AXT-0450-0375T 4.521 3.718 3.000
AXT-0463-0388T 4.646 3.843 3.000
AXT-0475-0400T 4.771 3.968 3.000
AXT-0488-0413T 4.895 4.093 3.000
AXT-0500-0425T 5.020 4.218 3.000
AXT-0513-0438T 5.145 4.343 3.000
AXT-0525-0450T 5.270 4.468 3.000
AXT-0538-0463T 5.395 4.593 3.000
AXT-0550-0475T 5.520 4.718 3.000
AXT-0563-0488T 5.645 4.843 3.000
AXT-0575-0500T 5.770 4.968 3.000
AXT-0588-0513T 5.895 5.093 3.000
AXT-0600-0525T 6.020 5.217 3.000
AXT-0613-0538T 6.144 5.342 3.000
AXT-0625-0550T 6.269 5.467 3.000
AXT-0638-0563T 6.394 5.592 3.000
AXT-0650-0575T 6.500 5.750 3.000
AXT-0663-0588T 6.644 5.842 3.000
AXT-0675-0600T 6.769 6.092 3.000
AXT-0688-0613T 6.894 6.217 3.000
AXT-0700-0625T 7.019 6.342 3.000
ARLON® 3000 XT STOCK SHAPESMACHINING GUIDE
2020
10GTWEED.COMTABLE OF CONTENTS
G R E E N E T W E E D | M A C H I N I N G G U I D E
A
A
.5°
1.0°
"LENGTH" R.06
R.06
"I.D." "O.D."
SECTION A-A
COLD SLUG
SPRUE VESTIGE
1 2
NOTES:
P/N
I.D. ABOVE Ø2.000 TO HAVE THREE RIBS.
O.D. MIN I.D. MAX LENGTH
1 NOT INTENDED FOR USE.
2 I.D. RIBS ARE NOT INTENDED TO BE USED. I.D. UP TO Ø1.999 TO HAVE TWO RIBS
AXT-0056-0031T 0.563 0.313 1.000AXT-0063-0038T 0.625 0.375 1.000AXT-0069-0044T 0.688 0.435 1.000AXT-0075-0050T 0.750 0.500 1.000AXT-0081-0056T 0.813 0.563 1.000AXT-0088-0063T 0.875 0.625 1.000AXT-0094-0069T 0.938 0.688 1.000AXT-0100-0075T 1.000 0.750 1.000AXT-0106-0069T 1.063 0.688 1.000AXT-0113-0075T 1.125 0.750 1.000AXT-0119-0081T 1.188 0.813 1.000AXT-0125-0088T 1.250 0.875 1.000AXT-0131-0094T 1.313 0.938 1.000AXT-0138-0100T 1.375 1.000 1.000AXT-0144-0106T 1.438 1.060 1.000
AXT-0150-0105T 1.500 1.050 2.000AXT-0160-0115T 1.600 1.150 2.000AXT-0170-0125T 1.700 1.250 2.000AXT-0180-0135T 1.800 1.350 2.000AXT-0190-0145T 1.900 1.450 2.000AXT-0200-0155T 2.000 1.550 2.000AXT-0214-0151T 2.137 1.507 2.000AXT-0228-0164T 2.275 1.644 2.000AXT-0241-0178T 2.411 1.781 2.000
AXT-0255-0192T 2.548 1.918 1.000AXT-0269-0206T 2.685 2.055 1.000AXT-0282-0219T 2.822 2.192 1.000AXT-0296-0233T 2.959 2.329 1.000AXT-0310-0247T 3.096 2.466 1.000AXT-0323-0260T 3.233 2.603 1.000AXT-0337-0275T 3.370 2.750 1.000AXT-0351-0288T 3.507 2.877 1.000AXT-0364-0302T 3.644 3.015 1.000AXT-0378-0315T 3.781 3.151 1.000AXT-0392-0329T 3.918 3.288 1.000
APPROVED: DATE:
DATE:
DATE:
SIZE:
THE INFORMATION CONTAINED ON THIS DRAWING IS CONSIDERED PROPRIETARY TO OUR COMPANY IN THAT THESE ITEMS, COMPONENTS, AND PROCESSES WERE DEVELOPED AT PRIVATE EXPENSE. THIS INFORMATION SHALL NOT BE RELEASED, DISCLOSED, OR DUPLICATED FOR PROCUREMENT OR MANUFACTURING. REPRODUCTION HEREOF, IN WHOLE OR IN PART, SHALL BE MARKED WITH THIS LEGEND.
DWG NO.:
SCALE:
REV.:
SHEET:1 OF 1NONE
A
UNLESS OTHERWISE SPECIFIED:
ALL DIMENSIONS ARE IN INCHES [MM].DO NOT SCALE DRAWING.INTERPRET DRAWING PER ASME Y14.5M-1994 AND ASME Y14.100-2004
SAP DOCUMENT NO.: PART NUMBER/SAP MATERIAL NO.: FORMERLY:
FORM: FR-GD-0000-00.001 REV. C
CHECKED:
DRAWN:
INQUIRY NO.: PNA/CHANGE NO.:
AXT-(00XX-03XX)T/IID1
Dimitrios Sotiriou
Ricardo Aquines
Steven Rose
15-Jul-2016
22-Jul-2016
22-Jul-2016
A
B
C
DD
C
B
A
1234
234
TUBEARLON® 3000XT
-
-
-
- - -
-
MATERIAL CODE MATERIAL DESCRIPTION MATERIAL SPEC.
AXT ARLON® 3000XT GTS-3300
1930 RANKIN ROADHOUSTON, TX 77073
5Q4E5CAGE NO.:
PROJECT NO.:
REV
-
DATE:
DATE:
DATE:
DRAWN:
CHECKED:
APPROVED:
-
-
- -
-
-
CHANGE NO. -
AXT-(00XX-03XX)T

ARLON® 3000 XT STOCK SHAPESMACHINING GUIDE
2020
11GTWEED.COMTABLE OF CONTENTS
G R E E N E T W E E D | M A C H I N I N G G U I D E
A
A
R.188
R.125
.5
.5
"LENGTH"
"O.D."
"I.D."
SECTION A-A
1 2
NOTES:
P/N
1 NOT INTENDED FOR USE.
2 I.D. RIBS ARE NOT INTENDED TO BE USED.
O.D. MIN I.D. MAX LENGTH
AXT-0400-0325T 4.021 3.219 3.000
AXT-0413-0338T 4.146 3.344 3.000
AXT-0425-0350T 4.271 3.469 3.000
AXT-0438-0363T 4.396 3.593 3.000
AXT-0450-0375T 4.521 3.718 3.000
AXT-0463-0388T 4.646 3.843 3.000
AXT-0475-0400T 4.771 3.968 3.000
AXT-0488-0413T 4.895 4.093 3.000
AXT-0500-0425T 5.020 4.218 3.000
AXT-0513-0438T 5.145 4.343 3.000
AXT-0525-0450T 5.270 4.468 3.000
AXT-0538-0463T 5.395 4.593 3.000
AXT-0550-0475T 5.520 4.718 3.000
AXT-0563-0488T 5.645 4.843 3.000
AXT-0575-0500T 5.770 4.968 3.000
AXT-0588-0513T 5.895 5.093 3.000
AXT-0600-0525T 6.020 5.217 3.000
AXT-0613-0538T 6.144 5.342 3.000
AXT-0625-0550T 6.269 5.467 3.000
AXT-0638-0563T 6.394 5.592 3.000
AXT-0650-0575T 6.500 5.750 3.000
AXT-0663-0588T 6.644 5.842 3.000
AXT-0675-0600T 6.769 6.092 3.000
AXT-0688-0613T 6.894 6.217 3.000
AXT-0700-0625T 7.019 6.342 3.000
APPROVED: DATE:
DATE:
DATE:
SIZE: DWG NO.:
1 OF 1NONE
CAGE NO.:
UNLESS OTHERWISE SPECIFIED:
ALL DIMENSIONS ARE IN INCHES [MM].DO NOT SCALE DRAWING.INTERPRET DRAWING PER ASME Y14.5M-1994 AND ASME Y14.100-2004
PROJECT NO.:
SAP DOCUMENT NO.: PART NUMBER/SAP MATERIAL NO.: FORMERLY:
FORM: FR-GD-0000-00.002 REV. C
CHECKED:
DRAWN:
INQUIRY NO.: PNA/CHANGE NO.:
AXT-(04XX-07XX)T/IID1
Dimitrios Sotiriou
Ricardo Aquines
Steven Rose
15-Jul-2016
22-Jul-2016
22-Jul-2016
A
B
C
DD
C
B
A
1234
236
TUBEARLON® 3000XT
-
-
- AXT-(04XX-07XX)T
- - -
-
MATERIAL CODE MATERIAL DESCRIPTION MATERIAL SPEC.
AXT ARLON® 3000XT GTS-3300
SHEET:
REV.:
SCALE:
B
EE
5 4
56
1930 RANKIN ROADHOUSTON, TX 77073
5Q4E5
DRAWN:
REV CHANGE NO.:
CHECKED:
APPROVED:
DATE:
DATE:
DATE:
-
-
-
-
-
-
-
-
THE INFORMATION CONTAINED ON THIS DRAWING IS CONSIDERED PROPRIETARY TO OUR COMPANY IN THAT THESE ITEMS, COMPONENTS, AND PROCESSES WERE DEVELOPED AT PRIVATE EXPENSE. THIS INFORMATION SHALL NOT BE RELEASED, DISCLOSED, OR DUPLICATED FOR PROCUREMENT OR MANUFACTURING. REPRODUCTION HEREOF, IN WHOLE OR IN PART, SHALL BE MARKED WITH THIS LEGEND.
10. CONTACT INFORMATION
USA - Lansdale, PA
1684 South Broad Street, PO Box 1307Lansdale, PA 19446Tel: + 1.215.256.9521Fax: +1.215.256.0189Toll Free: 1.800.220.4733 USA - Houston, TX
1930 Rankin RoadHouston, TX 77073 USATel: +1.281.765.4500Fax: +1.281.821.7771Toll Free: +1.800.927.3301
UK – Nottingham
UK (England) - Greene, Tweed & Co.Ruddington FieldsRuddingtonNottingham, EnglandNG11 6JSTel: +44 (0) 115.9315.777Fax: +44 (0) 115.9315.888
SingaporeSingapore - Greene, Tweed & Co.2 Serangoon North Ave 5 #04-01Singapore, 554911Tel: +65.6555.4828Fax: +65.6555.5393