Embed Size (px)
Citation preview

Petroleum Refining – Chapter 11: Gasoline Production
11-1
Chapter 11 Gasoline Production
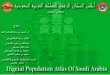
INTRODUCTION
• Convert SR naphtha to motor gasoline stocks through
1. Reforming
2. Isomerization
• Production of motor gasoline stocks though
1. Alkylation
IsomerizationUnit
Light Naphtha
CrudeCokerHydro/Cat Cracker
High Octane Isomerate
by transforming straight-chain paraffins (low octane) → isomers (high octane)
CatalyticReformer
Heavy Naphtha
CrudeCokerHydro/Cat Cracker
High OctaneReformate
Sold as regular/premium gasoline
AlkylationUnit
Olefins
i-C4Alkylate (high octane)iso-paraffins boiling in the gasoline range .
Catalyst:Sulfuric or
hydrofloric acid
Blended into premium motor gasoline & aviation gasoline

Prof. Tareq A. Albahri 2018 Kuwait University Chemical Engineering
11-2
1. CATALYTIC REFORMING
Introduction
Objective
To increase the octane number of heavy straight run (HSR) naphtha (for motor gasoline
blending) using a catalytic process.
• Catalytic reforming does not change in the IBP and FBP range of naphtha feed.
• Produces large amount of H2 gas that can supplement the refinery H2 system.
• Reforming units can use Platinum (Pt) and Rhenium (Rh) catalysts.
• MAA CCR Platformer uses Platinum (Pt) catalyst.
Capacity
Table 11-1: Catalytic Reforming Units Capacity in Kuwait.
Refinery
Unit
Feed Capacity
(BPD
Reformate
Produced
(BPD)
Octane
Number
(Clear)
MAA CCR Platforming 2X 90
ZOR CCR Platforming
Feed & Product Properties
Table 11-2: Rheniformer Feed and Product Properties.
Fractionator Feed
(total naphtha)
Reformate
API
Sulfur, ppm
N2, ppm
Octane Number (clear)
RVP, psi
Distillation (ºF)
IBP
10%
30
50
70
90
EP
Recovery
65.6
101
4
-
-
126
163
196
221
246
284
316
98
48.6
-
-
95.4
6.2
122
162
217
248
275
313
349
98
Figure 11-1: Catalytic Reforming Unit
Catalytic Reforming Process Description (Figure 11-3)
• The system consists of three reactors, fired heaters, hydrogen recycle system, and
product debutanizing facilities.
• Hydrotreated HSR Naphtha is preheated then vaporized in a fired heater.
• It is mixed with H2 then passed over a catalyst at about 900 ºF and 350 psig in the first
reactor.
• Intermediate heat is provided after first and second reactors because of the
endothermic reactions that reduce the temperature in the reactor.

Petroleum Refining – Chapter 11: Gasoline Production
11-3
• The effluent from the third reactor is cooled, by heating other streams in the unit (for
efficient heat recover) then separated into a liquid product and a H2-rich gas that is
recycled.
• The excess hydrogen which is used as make-up to the refinery hydrotreating system is
bled-off as needed to maintain system pressure.
• A stabilizer is used to remove light gases (C4-) from the reformate product, thus,
control its RVP.
Catalyst & Reactions
• Octane improvement is mainly achieved through
1. Dehydrogenation of naphthenes (low octane) to aromatics (higher octane).
(endothermic)
2. Dehydrocyclization of paraffins (low octane) to aromatics (higher octane).
(slightly endothermic)
3. Isomerization of Paraffins (low octane) to isoparaffins (higher octane).
4. Hydrocracking of heavy paraffins (low octane) to light paraffins (higher octane).
+ 3H2Dehydrogenation
isopropylcyclohexane
ON = 61.1 (clear)
isopropylbenzene
ON = 99.3 (clear)
Toluene
ON = 96.5 (clear)
n-heptane
ON = 0 (clear)
Dehydrocylization4H2+
isomerization
n-octane
ON = -15 (clear)iso-octane
(2,2,4-trimethypentane )
ON = 100 (clear)
n-butane
ON = 89.6 (clear)n-nonane
ON = -20 (clear)
Hydrocracking+
n-pentane
ON = 62.6 (clear)
+ H2

Prof. Tareq A. Albahri 2018 Kuwait University Chemical Engineering
11-4
Continuous Catalytic Reforming (CCR) Platforming. (Figure 11-4)
• The CCR process unit can consist of either
1. Reactors stacked on top of each other (UOP) → MAA refinery.
2. Side-by-side reactors (IFP).
• In both cases the sequence of flow of the reactants is like that shown for the semi-
regenerative system.
• In the (stacked design) CCR Platforming Unit, freshly regenerated catalyst is introduced
in the top of the upper reactor between two concentric perforated cylinders (made from
Johnson screens) and flows by gravity from top to bottom.
• The reactants are introduced on the outside of the outer cylinder and flow radially through
the catalyst to the center of the inner cylinder.
• Partially aged catalyst is removed from the bottom of the lowest reactor and sent to an
external regenerator where the carbon is burned from the catalyst, and the catalyst is
reduced and acidified before being returned to the upper reactor.
Reforming Catalyst
• The reforming catalyst contains platinum supported on chlorinated alumina base.
• In most cases rhenium is combined with platinum to form a more stable catalyst which
permits operation at lower pressures.
• Platinum is thought to serve as a catalytic site for hydrogenation and dehydrogenation
reactions and chlorinated alumina provides an acid site for isomerization, cyclization, and
hydrocracking reactions.
• Reforming catalyst activity is a function of surface area, pore volume, and active
platinum and chlorine content.
• Catalyst activity is reduced during operation by coke deposition and chloride loss.
• In a high-pressure process, up to 200 barrels of charge can be processed per pound of
catalyst before regeneration is needed.
• In semi-regenerative reforming process unit, the activity of the catalyst can be restored by
high temperature oxidation of the carbon followed by chlorination and is able to operate
for 6 to 24-month periods between regenerations.
• The activity of the catalyst decreases during the on-stream period and the reaction
temperature is increased as the catalyst ages to maintain the desired operating severity.
• Normally the catalyst can be regenerated in situ at least three times before it must be
replaced and returned to the manufacturer for reclamation.
• Catalyst for fixed-bed reactors is extruded into cylinders 1/32 to 1/16 in. (0.8 to 1.6 mm)
diameter with lengths about 3/16 in. (5 mm).
• In continuous catalytic reforming (CCR) process unit the catalyst is regenerated
continuously online.
• The catalyst for continuous units is spherical with diameters approximately 1/32 to 1/16
in. (0.8 to 1.6 mm).
Figure 11-2: Catalyst for semi-regenerative and continuous regeneration platforming process.

Petroleum Refining – Chapter 11: Gasoline Production
11-5
Figure 11-3: Catalytic Reforming Semi-Regenerative Process simplified

Prof. Tareq A. Albahri 2018 Kuwait University Chemical Engineering
11-6
Figure 11-4: UOP CCR (continuous catalyst regeneration) Platforming Process (MAA Refinery)

Petroleum Refining – Chapter 11: Gasoline Production
11-7
Figure 11-5: Schematic Representation of CCR (continuous catalyst regeneration) Platforming Process & Reactor

Prof. Tareq A. Albahri 2018 Kuwait University Chemical Engineering
11-8
2. ISOMERIZATION
Introduction
• The octane numbers of the (light straight run) LSR naphtha [C5-180⁰F (C5-82⁰C)] can be
improved using isomerization process.
• Isomerization convert normal paraffins to their isomers.
• This results in significant octane increases.
• In once-through isomerization the clear RON of LSR naphtha can be increased from 70 to
about 82–84.
• If the normal components are recycled, the resulting RON will be about 87–93 clear.
• Reaction temperatures of about 200–400⁰F (95–205⁰C) are preferred to higher
temperatures because the equilibrium conversion to isomers is enhanced at the lower
temperatures.
• At these relatively low temperatures a very active catalyst is necessary to provide a
reasonable reaction rate.
• The composition of the reactor products can closely approach chemical equilibrium.
• Following is a simplified conversion summary for a typical LSR Naphtha cut.1
LSR component Feed weight Product weight RONC (unleaded)
Isopentane 22 ↑ 41 92
Normal pentane 33 ↓ 12 62
2,2-Dimethybutane 1 ↑ 15 96
2,3-Dimethybutane 2 ↑ 5 84
2-Methylpentane 12 ↑ 15 74
3-Methylpentane 10 ↓ 7 74
Normal hexane 20 ↓ 5 26
Total 100 100
• If the normal pentane in the reactor product is separated (by fractionation or by vapor
phase adsorption on a molecular sieve bed) and recycled the product RON can be
increased
• Some hydrocracking occurs during the reactions resulting in a loss of gasoline and the
production of light gas. The light gas produced is typically in the range of 1.0 to 4.0 wt%
of the hydrocarbon feed to the reactor.
• A representative flow scheme for an isomerization unit is shown in Figure 11-6
1 The values are on a relative weight basis and do not account for the weight loss resulting from hydrocracking
to molecules lighter than pentane.

Petroleum Refining – Chapter 11: Gasoline Production
11-9
Figure 11-6: UOP H-O-T Penex isomerization unit.
Isomerization Yields
• Isomerization yields vary with feedstock properties and operating severity.
• Typical operating conditions given in Table 11-3.
• Isomerization yield is increased by:
1. High temperature (which increases reaction rate)
2. Low space velocity
3. Low pressure
4. High hydrogen-to-hydrocarbon ratios reduce the hydrocarbon partial pressure and
thus favor the formation of isomers.
• A typical product yield is given in Table 11-4 for 12 psi RVP C5+ isomerate product with
13 RONC and MONC improvement.
Table 11-3: Isomerization unit typical Operating conditions
Reactor temperature 200–400⁰F 95–205⁰C
Pressure
Hydrogen/HC mole ratio
Single-pass LHSV
Liquid product yield
250–500 psig
0.05 : 1
1–2 v/hr/v
>98 wt%
1725–3450 kP
Table 11-4: Isomerization Yields
Component Vol% on feed
C3 0.5
iC4 1.5
nC4 1.0
C5-C7 (Isomerate) 102.0

Prof. Tareq A. Albahri 2018 Kuwait University Chemical Engineering
11-10
Isomerization Reactions
• Isomerization of paraffins and cyclopentanes usually results in a lower octane product
than does conversion to aromatics. However, there is a substantial increase over that of
the un-isomerized materials. These are rapid reactions with small heat effects.
1. Isomerization of normal paraffins to isoparaffins:
Figure 11-7: Isomerization of paraffins in LSR naphtha
Isomerization Catalysts
• The available catalysts used for isomerization contain platinum on various bases.
• Some types of catalysts require the continuous addition of very small amounts of organic
chlorides to maintain high catalyst activities.
• This is converted to hydrogen chloride in the reactor, and consequently the feed to these
units must be free of water and other oxygen sources to avoid catalyst deactivation and
potential corrosion problems.
• A second type of catalyst uses a molecular sieve base and is reported to tolerate feeds
saturated with water at ambient temperature.
• A third type of catalyst contains platinum supported on a novel metal oxide base. This
catalyst has 150⁰F (83⁰C) higher activity than conventional zeolitic isomerization
catalysts and can be regenerated.
• Catalyst life is usually three years or more with all these catalysts.
• An atmosphere of hydrogen is used to minimize carbon deposits on the catalyst, but
hydrogen consumption is negligible.
n-hexane (31 ON) 2-MP (74 ON)
&
3-MP (76 ON)
&
2,3-DMB (105 ON) 2,2-DMB (94 ON)
& &
isopentane (93.5 ON) n-pentane (61.7 ON)

Petroleum Refining – Chapter 11: Gasoline Production
11-11
3. ALKYLATION
Introduction
Objectives
To produce high octane alkylate (96.4 RON min.) suitable for gasoline blending through the
reaction of isobutane with light olefins.
Location: Only at MAA
Capacity: The design capacity is 4,879 BPSD of C4 produced from the MTBE unit.
Types: Two types of Alkylation units exist depending on catalyst type.
1. Sulfuric Acid Alkylation
2. HF acid Alkylation
Reactions
• Olefins (mainly isobutene) react with isobutene in the presence of sulfuric acid
catalyst to form isoparaffins in the gasoline boiling range (mainly 2,2,4-
trimethylpentane) with octane numbers ranging from (93 – 98 RON).
• The reaction is instantaneous and highly exothermic
Feed & Product Properties
• The Alkylation unit olefin feed stream is the C4 raffinate produced at the MTBE unit.
• It represents a suitable Alkylation feed due to its isobutane/isobutene ratio (47 and 39
v% respectively).
• During MTBE shutdown an external source of isobutene is used to maintain the
desired ratio in the feed.
• Isobutane is separated from field butane (containing both n- and iso-butane) using a
deisobutanizer (DIB). The top product is isobutane which is stored in a drum.
propylene isobutane
(gas) (gas)
2,2-dimethylpentane (isoheptane)
(liquid)
2,2,4-trimethylpentane (isooctane)
(liquid)
isobutylene isobutane
(gas) (gas)
+
+
H2SO4
H2SO
4
+ Heat
+ Heat

Prof. Tareq A. Albahri 2018 Kuwait University Chemical Engineering
11-12
Table 11-5: Alkylation Unit Feedstock properties.
A. MTBE Raffinate B. Field Butane C. Sulfuric Acid
Total Sulfur, ppmw
Total oxygenates, ppmw (sum
of DME Methanol and MTBE)
Water, ppmw
20
60
800
11-60
-
-
20
60
800
Component wise Break-up Kg.mole/hr mole%
Ethane
Propane
Isobutene
n-butane
i-pentanes
n-pentanes
C6
ethylene
propylene
avg. C4=
avg. C5=
1,3 butadiene
0.0
0.325
189.315
47.216
5.087
0.085
0.0036
0.0
0.041
174.48
2.622
1.011
-
1
25
72
2
Trace
Strength 98.5 W%
Sp.gr. 1.85
D. Caustic Solution
Table 11-6: Alkylation Unit Product Specifications.
n-butane from field butane deisobutanizer
Max isobutene content
5 wt%
Fuel gas (butane ex-isostripper)
C5+ hydrocarbon
H2SO4 content
Alkali Content
2 wt% max
0
0
Spent sulfuric acid
Strength as H2SO4 (titration)
90 wt%
Alkylate product
RON (clear)
RVP @100ºF
Total sulfur
ASTM Distillation
IBP
50%
90%
EBP
96.4 min
9.0 max
100 ppmw max
102
223
258
401
Process Description
The unit consists of four sections (Figure 11-9)
1. Reaction section.
2. Refregeration section.
3. Reactor effluent treating section.
4. Iso-stripping section.

Petroleum Refining – Chapter 11: Gasoline Production
11-13
Reaction Section:
• The olefin feed, iso-butane feed, and recycled iso-butane stream are first mixed then
cooled to 57 ºF.
• Any condensed water is removed from the cooled hydrocarbon in a coalescer.
• The HC goes to a contactor where the reaction occurs.
• The contactor consists of an impeller for mixing (Figure 11-10), a circulation tube,
and a tube bundle used to remove the heat of reaction.
• Using the impeller to circulate the feed and the acid, creates an emulsion.
• Part of the emulsion is withdrawn and the other is sent to an acid settler where the
acid settles at the bottom by gravity and flows back to the contactor.
• Side reactions in the reaction zone consume the acid, therefore, fresh acid is charged
to the contactor continuously to maintain 90 wt% H2SO4 and equivalent amount of
spent acid is withdrawn.
• The hydrocarbon phase separated from the acid in the settler, flows into the tube side
of the contactor through a pressure control valve which creates a pressure drop of 2–5
psig, flashing (partial vaporizing) the light hydrocarbons. This cools the stream
temperature to 30 ºF, absorbing the heat generated by the alkylation reactions.
Refrigeration Section
• The hydrocarbon stream leaving the tube bundle flows to a suction trap/flash drum
which separates liquid from the vapor.
• The vessel consists of two liquid compartments and a common vapor space.
- The contactor hydrocarbon stream accumulating on one side is pumped to the
effluent treating section.
- The cold condensate mainly isobutene (from the refrigeration section)
accumulating on the other side is sent to the Contactor.
• The common vapor is condensed by cooling in a seawater condenser after
compression to 46 psig.
• Part of the condensate is caustic treated to remove the acidic components and sent to a
C3/C4 splitter. The remaining condensate enters an economizer drum where it is
flashed.
• The vapor flows to the flash drum side of the suction trap/flash drum.
Effluent Treating Section
• The liquid phase of the contactor tube is washed with fresh sulfuric acid (in the acid
wash vessel) and alkaline water (in the alkaline water wash vessel) to remove the
corrosive compounds (esters and acid traces) formed by the reaction of sulfuric acid
with olefins.
Isostripper
• The treated contactor effluent is sent to the isostripper column.
• The overhead iso-butane vapor is recycled to the reaction section.
• The side product (n-butane 67.6 M% purity) is sent either to Mogas (motor gasoline)
or fuel gas blending or both.
• The bottom liquid is the Alkylate product.

Prof. Tareq A. Albahri 2018 Kuwait University Chemical Engineering
11-14
Figure 11-8: Auto-refrigeration Sulfuric Acid Alkylation Unit.

Petroleum Refining – Chapter 11: Gasoline Production
11-15
Figure 11-9: Detailed Sulfuric Acid Alkylation Unit in MAB refinery.

Prof. Tareq A. Albahri 2018 Kuwait University Chemical Engineering
11-16
Figure 11-10: Stratco Sulfuric Acid Contactor in MAB refiner.