Embed Size (px)
Citation preview

Anal. Chem. 1983, 55, 2007-2009 2007
centrations by Zeeman P A S and better a t high concentrations by flame AAS. This is probably due to the lower detection capability of the furnace technique used in the Zeeman me- thod and the requirement for diluting high concentration samples before analysis.
Statistical analysis off the data yielded a correlation coef- ficient of 0.9998 f 0.0009. A pairwise t test of the two sets of data gave a result of 0.82 which does not support, at any reasonable probability, the hypothesis that a difference exislts between the two methods. A linear regression analysis of the Zeeman AAS results vs. the standard flame AAS method yielded a Y intercept of 0.0007 f 0.0003 g of Pb/gal and a slope of 0.907 f 0.009 with a overall standard error of fit equal to 0.0006 g/gal. The detection limit for the flame AAS pro- cedure was 0.002 g/gal and that of the Zeeman procedure was 0.0006 g of Pb/gal. The accuracy of the standard flame AA.S procedure was established during routine analysis with NBS standard reference samples (SRM 1636) at a frequency of one in ten samples. The concentration of lead in these samples was either 0.0322 or 0.0725 g/gal. The deviations from the certified values were less than 0.0035 g of Pb/gal (5.9%) and averaged 0.0023 g of Pb/gal (3.9%) with an overall bias of -0.O009 g of Pb/gal(1.5%). Since the Zeeman procedure was calibrated with the NBS SRM 1636, use of this SRM as an accuracy check would not provide much useful information. However, since the Zeeman AAS results agreed with the standard flame AAS data to within f9%, the accuracy of the Zeeman results certainly deviates less than f13% from the reference values.
In actual practice the standard method of analysis of lead in gasoline using flame AAS is slow due to the various prep- aration steps. In the Zeeman AAS method the only prepa-
ration step is dilution of the sample, making the overall analysis considerably faster. Although the Zeeman AAS procedure requires a Zeeman spectrometer and a double chamber furnace, i t may well be worth the expense for a laboratory which processes large numbers of samples. From a safety point of view, the Zeeman procedure reduces the use of MIBK considerably. The Zeeman AAS technique used in this study could easily be extended to the analysis of lead in other fuels.
ACKNOWLEDGMENT We thank Howard Kelley of the US. EPA, Environmental
Monitoring Systems Laboratory, Las Vegas NV, for suggesting the modification of the furnace used in the analysis.
Registry No. Pb, 7439-92-1. LITERATURE CITED
"Annual Book of ASTM Standards"; Amerlcan Society for Testing Ma- terials: Philadelphia, PA, 1973; Part 17, D-3237. Fed. Regisf. 1974. 39 (July 28), 15449. Kashiki, M.; Yamazoe, S.; Ohima, S. Anal. Chim. Acta 1971, 53, 95. Lukasiewiez, R. J.; Berens, P. H.; Buell, B. E. Anal. Chem. 1975, 47, 1045. Koizumi, H.; Yasuda, K. Spectrochim. Acta, Part B 1978, 318, 237. Kolzumi, H.; McLaughlin, R. D.; Hadeishl, T. Anal. Chem. 1979, 51, 387. Hadeishl, T.; McLaughlin, R. D. Anal. Chem. 1976, 48, 1009. Hadelshl, T.; Church, D. A.; McLaughiln, R. D.; Zak, B. D.; Nakamura, M.; Chang, B. Science 1975, 187.
RECEIVED for review April 29,1983. Accepted June 24,1983. This article has not been subjected to Environmental Pro- tection Agency review and does not necessarily reflect the views of the Agency. Mention of trade names or commercial products does not constitute endorsement or recommendation for use.
Gas Chromatographic Determination of Residual Solvents in Lubricating Oils and Waxes
I. M. R. De Andrade Bruening
Petro'leo Brasileiro SIA, Centro de Pesquisa e Desenvolvimento, Leopoldo A. Miguez De Mello (PetrobrbsICenpes), Rio de Janeiro. Brazil
The use of methyl ethyl ketone (MEK)-toluene mixtures as a solvent for dewaxing lubricating oils is a common refining practice. After extraction, the solvents are recovered and the lubricating oils and waxes are analyzed in order to control t,he efficiency of the solvent recovery unit and to determine if the residual solvent contents remain within the required product specifications. A gas-liquid chromatographic procedure ( I ) has been proposed, but i t included a previous treatment of the samples, which involved heating, stripping, and trapping steps; in addition the last eluted peak, toluene, had a retention time of approximately 20 min. Recently, another method (2) reported the use of the azeotropic distillation of toluene, ME:K, and methanol as sample preparation prior to the GLC analysis. This procedure demanded large amounts of sample and a moderately polar solvent which could dissolve both methanol and wax or lubricating oil. This paper describes a direct gas-liquid chromatographic analysis of the residual solvents, using tert-butylbenzene as internal standard. In order to prevent the lube oils and waxes from contaminating the chromatographic analytical column, the samples were injected directly in a precolumri containing a silicone stationary phase. The samples of lube oils and waxes were similarly treated, .the latter being dissolved in an equal amount of light neutral oil, with eventual heating. With another stationary phase, 1,2,3-tris(2-cyanoethoxy)propane and proper operating con-
ditions, it was possible to reduce the analysis time to 7 min.
EXPERIMENTAL SECTION Apparatus. The analyses were performed in a Varian Aero-
graph Model 2440 gas chromatograph equipped with a dual flame ionization detector using nitrogen as carrier gas. The instrument was connected to a 1-mV Hewlet-Packard Model 7127A recorder. The carrier and detector gases were dried in molecular sieve and silica gel filters.
Chromatographic Columns. The analytical column consisted of a 4.0-m length of 0.32 cm 0.d. stainless steel tubing packed with 1,2,3-tris(2-cyanoethoxy)propane (TCEP) on Aeropak 30,80/100 mesh (0.5 g of TCEP per 9.0 g of support). The precolumn contained about 0.1 g of 10 wt % SE-30 on 60/80 mesh Chro- mosorb W. The precolumn dimensions were 10 cm length X 0.32 cm o.d., and the precolumn was installed in the column oven, between the injection outlet and the analytical column.
Chemicals. Toluene and tert-butylbenzene were standards from Phillips Petroleum Co., Bartlesville, OK. MEK was available as pure grade chemical from Merck S.A. Indfistrias Quimicas, Rio de Janeiro, R.J., Brazil.
Operating Conditions. The following operating conditions were used: oven temperature, 70 "C; injector and detector tem- peratures, 170 "C ; nitrogen flow rate, 35 mL/min.
Preparation of Standard Solutions. In order to prepare standard solutions, it was necessary to use a diluent, which did not interfere with the solvent peaks. A light neutral oil, available
0003-2700/83/0355-2007$01.50/0 0 1983 American Chemical Society

2008 ANALYTICAL CHEMISTRY, VOL. 55, NO. 12, OCTOBER 1983
Table I. Precision and Accuracy of Residual MEK and Toluene Determinations in Lube Oils and Waxes
MEK content, wt %
sample type added found
lube oil 0.034 0.0370 0.0323 0.0351 0.0348
lube oil 0.012 0.0130 0.0135 0.0108 0.0127
lube oil 0.048 0.0490 0.0487 0.0493 0.0495
wax 0.020 0.0170 0.0185 0.0183 0.0168
wax 0.007 0.0061 0.0053 0.0078 0.0062
average
0.0348
0.0125
0.0491
0.0176
0.0063
std dev
0.0017
0.0010
0.0002
0.0008
0.0009
% accuracy
2.35
4.17
2.34
11.75
9.29
toluene content, wt %
added 0.070
0.010
0.022
0.013
0.050
found
0.0730 0.0727 0.0715 0.0719 0.0110 0.0120 0.0118 0.0098 0.0240 0.0245 0.0228 0.0240 0.0165 0.0142 0.0121 0.0150 0.0565 0.0453 0.0618 0.0555
average
0.0723
0.0112
0.0238
0.0144
0.0548
std dev
0.0006
0.0009
0.0006
0.0016
0.0060
% accuracy
3.25
12.00
8.18
11.15
9.60
as a refinery product, was redistilled and several temperature range cuts were tested in the same GLC system in order to select a suitable range for the diluent. The 325-400 "C cut, whose partial chromatogram is presented in Figure la , proved to meet the requirements, being pratically entirely retained in the precolumn for 90 min. A standard stock solution was prepared by dissolving 1.00 g of toluene in the light neutral oil cut, in a 100-mL volumetric flask. Similarly, two other standard stock solutions containing MEK and tert-butylbenzene, respectively were prepared. From each of these three standard solutions, 1 mL was respectively transferred to three 10-mL flasks, whose volumes were again completed with the same oil cut. Three stock solutions, each containing 1 mg of analyte or internal standard per 1 mL of solution, were available for preparing the standards. Known levels of analytes and of the internal standard were then established by adding appropriate aliquots of these solutions to known weighed amounts of the same light neutral oil cut. The standard solutions varied from 10 to 1000 weight ppm (mg/kg). The standard solutions were chromatographed and calibration graphs were prepared by plotting the ratios of peak heights of toluene and MEK, respectively, to tert-butylbenzene peak height, against the corresponding weight percent contents.
Procedure. The internal standard solution, 1 mL, was added to approximately 80 g of lubricating oil sample, weighed in a 100-mL volumetric flask; the flask was stoppered, the mixture was homogenized by shaking, and more lubricating oil was added to complete 100.00 g; 0.5 WL of this mixture was directly analyzed. The oil remained in the precolumn and, under the analytical conditions, its lighter components were retained for more than 90 min. Therefore, it was recommended to substitute the pre- column after 1 h from the first sample injection. The waxy samples were prepared by weighing about 20 g of sample wax in an Erlenmeyer flask, adding 1 mL of the internal standard so- lution, completing the weight to 50.00 g, and, finally, adding 50.00 g of the light neutral oil cut. If mixing was not sufficient to dissolve and to homogenize the mixture, gentle heating (60-70 OC) was applied; from this mixture 1.0 p L was analyzed by GLC.
The heights of the solvent peaks were measured and divided by the internal standard peak height. The solvent contents of the sample were estimated on the basis of the calibration graph.
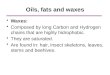
RESULTS AND DISCUSSION Figure 1b shows a typical chromatogram of a lubricating
oil sample. The column coated with 1,2,3-tris(2-cyanoeth- oxy)propane provided good resolution and short analysis times.
The procedure described here has been extensively applied to the control of a lube oil dewaxing plant; once the removal of the precolumn after 1 h of analysis has been carefully
I- I 0 2 4 6
T IME, MINUTES
0 2 4 6 T I M E , MINUTES
Figure 1. (a) Chromatogram of the 325-400 O C cut of a light neutral oil. See text for operating conditions. (b) Chromatogram of the residual solvents MEK and toluene in a lube oil sample. See text for operating conditions.
observed, the chromatographic column showed no signs of deterioration. Since each analysis took only 7 min to be completed, this precolumn substitution did not imply in a significant drawback.
Known amounts of toluene and MEK were added to sol- vent-free lubricating oil and wax, and these mixtures were analyzed in order to evaluate the accuracy of the procedure.

Anal. Chem. 1983, 55, 2009-2011 2009
Registry No. Methyl ethyl ketone, 78-93-3; toluene, 108-88-3. The results are presented in Table I. The precision and accuracy data were comparable to those of the methods previously reported ( I , 2). The standard deviations ranged. from 0.0002 to 0.0060 w t OJO and the precentage accuracy values were inferior to 12.00%. Considering the small concentrations involved, this error is quite low.
Finally, this improved GLC procedure for determining the trace solvents in lube oils and waxes proved to be simple, fast, and accurate, providing an adequate means of controlling dewaxing refinery plants.
LITERATURE CITED (1) Durrett, L. R . Anal. Chem. 1959, 31, 1824-1825. (2) Rawat, 6. S.; Prasad, G. Anal. Chem. 1981, 53, 1144-1145.
RECEIVED for review April 14,1983. Accepted June 20, 1983. The author thanks Petr6leo Brasileiro S/A for permission to publish this work.
Low-Splitting-Ratio Injector for Capillary Gas Chromatography
T. J. Nestrick,* L. L. Lamparski, and T. L. Peters
The Dow Chemical Company, Michigan Division Analytical Laboratories, Building 574, Midland, Michigan 48640
Although the technique of split injection is perhaps the most convenient method of sample introduction for capillary gas chromatography, a variety of problems limit its applicability to many quantitative situations. Recent papers by Grob and Neukom ( I , 2) and Schomburg e t al. (3 ) , review several technical problems encountered when using variable splitting ratio injectors of conventional design. Summarizing, the problem of poor quantitative reproducibility can be attributed to physical design parameters of conventional injectors which influence the mechanism of sample vaporization and the subsequent proportional introduction of the sample into the column. Although many designs for injector vaporization tubes have been described (3-5) for optimizing homogenization of the sample vapor-carrier gas mixture, careful selection of injector temperature, solvent, splitting ratio, and internal surface activity are normally required for each sample to be examined. Even when optimum vaporization procedures are used with conventional splitters, additional variations of the preset splitting ratio can result from the pressure wave ini- tiated within the injector by sample vaporization ( I ) and also by significant recondensation of sample components in the column inlet (2).
Because of these limitations, we have developed a low splitting ratio injector which exhibits characteristics more suitable to general-purpose quantitative application than can easily be obtained with conventional splitters. If the problems of injection induced pressure waves and/or component re- condensation in the analytical column seriously affect the carrier flow rate in both the high-flow vent line and the ca- pillary column in conventional splitters, then we surmised that if these two flow paths were similar in physical characteristics and could be subjected to identical temperature conditions, then such flow rate disturbances might in theory be more effectively balanced.
EXPERIMENTAL SECTION The structural components of an operationally fixed, low
splitting ratio injector are shown in Figure 1. As indicated, a 0.25 in. (6.35 mm) 0.d. glass or quartz vaporization tube of ap- propriate length (inside diameter discussed later) is sealed into a heated injection port equipped with a septum inlet and a reg- ulated constant pressure, preheated, carrier gas feed. The fol- lowing component descriptions relate to applications of analytical capillaries having internal diameters from -0.2 mm to -0.35 mm. The analytical column and a segment of 0.10 mm i.d. X -40 cm fused silica tubing are coupled to the vaporization tube with a 'I4 in. to '/16 in. reducing union (low dead volume type not
0003-2700/83/0355-2009$01.50/0
necessary). Although two-hole ferrules are available, we have found that one-hole graphite ferrules provide an adequate seal when both capillaries are inserted through the single hole. Prior to sealing, the narrow-bore restrictor tube (split-tube) is adjusted to protrude through the ferrule -5-10 mm with the analytical column inlet -25 mm beyond the split-tube inlet. Depending upon the length of the injection port, proper alignment of the capillary tubes should provide a distance of -3-4 cm from the tip of the syringe needle to the analytical column inlet for optimum performance. Next, the splitting ratio of the injector is adjusted to provide optimum chromatographic performance from the analytical column. Typically, this is accomplished by visually examining the peak shape obtained for a selected test compound under convenient isothermal operating conditions. In order to obtain the broadest operational range, the test compound should be dissolved in a solvent whose boiling point is -50 "C (or more) below the analytical column temperature. Employing this pro- cedure, the length of the split-tube is reduced until peak tailing of the test compound is acceptable. It should be noted that reducing the split-tube length has the affect of increasing the splitting ratio. We have found that fixed splitting ratios between -3:l and -7:l provide the best compromise of sensitivity and column performance for - 1-2 mm i.d. vaporization tubes with -0.2-0.35 mm i.d. X -20-60 m analytical columns.
Caution. The split-tube is permitted to vent directly into the column oven during optimization runs for all carrier gases except hydrogen. When optimized, it is attached to a minimum 2 mm i.d. metal tube that exits the column oven and leads to an ap- propriate fume vent. Adsorbent materials should not be placed in this vent line; even the slight back pressure resulting from their presence can significantly affect injector performance.
RESULTS AND DISCUSSION In our environmental analysis laboratory we are routinely
asked to quantitatively analyze for a variety of compounds which may be present in complex matrices a t trace concen- trations. While capillary columns provide superior separation potential for such analyses, reproducible sample introduction has been a significant problem. We have concluded from our use and evaluation of several commercially available injectors (Le., variable ratio split, Grob-splitless, and on-column) that none of these devices are without fault from a general-purpose point of view. When it is advantageous to introduce as much sample into the column as is conveniently possible for sen- sitivity reasons, each of these injection systems impose con- straints upon the analysis conditions. Variable ratio splitters offer poor reproducibility at splitting ratios <10:1. Grob- splitless injectors are sensitive to internal cleanliness and are usually not amenable to isothermal column operation. On-
0 1983 Amerlcan Chemical Society