Embed Size (px)
Citation preview

Fuel and chemicals from crops
Ames, IA, August 2009
J. (Hans) van LeeuwenJ. (Hans) van LeeuwenProfessor of Environmental and
Biological Engineering,

Towards a more sustainable futureTowards a more sustainable future
Small, but growing contributionSmall, but growing contribution

Changing the face of EarthChanging the face of Earth
Manhattan over 400 years

Sugar and starch cropsSugar and starch crops

Lignocellulosics: switchgrassLignocellulosics: switchgrass

More lignocellulosicsMore lignocellulosics

Ethanol conversionsEthanol conversions
Photosynthesis produces sugars:6CO2 + 6H2 O +Sunlight C6H12O6 + 6O2
Many organisms can anaerobically ferment sugars:C6H12O6(aq) + yeasts 2 C2H5OH(aq) + 2 CO2(g)
The ethanol is burned:C2H5OH + 3O2 Energy + 3 H2O + 2 CO2

Corn-to-ethanol plant limitationsCorn-to-ethanol plant limitations
Ethanol 1/3
CO2
1/3
Stillage
$$$$$ 13c/galThe solution?
DDG(S) 1/3Water
Biovance-Zwam, Inc.
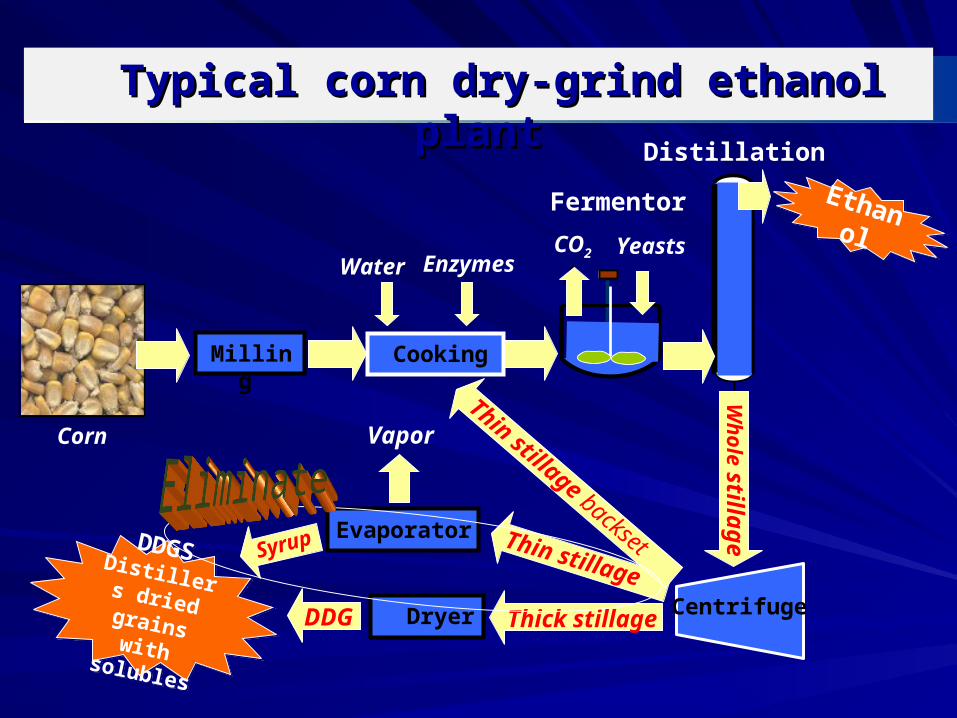
CO2Enzymes
Fermentor
Cooking
Corn
Milling
Distillation
EthanolEthanol
Typical corn dry-grind ethanol plantTypical corn dry-grind ethanol plant
Vapor
Centrifuge Dryer
Evaporator
DDGSDistillers dried grains with solubles
DDGSDistillers dried grains with solubles
Water
Thin stillage
Thin stillage backset
Thick stillage
Wh
ole stillag
e
Syrup
DDG
Yeasts

Ethanol yield from productsEthanol yield from products
FeedstockTheoretical yield in gallons per dry ton of feedstock
Corn Grain 124.4Corn Stover 113.0Rice Straw 109.9Cotton Gin Trash 56.8Forest Thinnings 81.5Hardwood Sawdust 100.8Bagasse 111.5Mixed Paper 116.2

Fungal Production and Water Fungal Production and Water Reclamation PlantReclamation Plant
Fungal inoculum
Screen
Blowers
(Van Leeuwen et al. R&D 100 award, 2008)

BiodieselBiodiesel
Canola

Biodiesel manufactureBiodiesel manufacture

Typical yield of biodiesel/haTypical yield of biodiesel/haSome typical yields
CropYield
L/ha US gal/acre
Algae[n 1] ~3,000 ~300
Chinese tallow[n 2][n 3] 772 97
Palm oil[n 4] 780-1490 508
Coconut 2150 230
Rapeseed[n 4] 954 102
Soy (Indiana)[49] 76-161 8-17
Peanut[n 4] 138 90
Sunflower[n 4] 126 82
Hemp 242 26
1.^ est.- see soy figures and DOE quote below 2.^ Klass, Donald, "Biomass for Renewable Energy, Fuels,and Chemicals", page 341. Academic Press, 1998. 3.^ Kitani, Osamu, "Volume V: Energy and Biomass Engineering,CIGR Handbook of Agricultural Engineering", Am Society of Agricultural Engs, 1999. 4.^ a b c d Biofuels: some numbers

Algal oil productionAlgal oil productionMicroalgae have much faster growth-rates than terrestrial crops. The per unit area yield of oil from algae is estimated to be from between 5,000 to 20,000 US gallons per acre per year (4,700 to 18,000 m3/km2·a);[citation needed] this is 7 to 30 times > than the next best crop, Chinese tallow (700 US gal/acre·a or 650 m3/km2·a).[19]

BiobutanolBiobutanol
Biobutanol can be produced by fermentation of biomass by the A.B.E. process. The process uses the bacterium Clostridium acetobutylicum, also known as the Weizmann organism. It was Chaim Weizmann who first used this bacteria for the production of acetone from starch (with the main use of acetone being the making of Cordite) in 1916. The butanol was a by-product of this fermentation (twice as much butanol was produced). The process also creates a recoverable amount of H2 and a number of other by-products: acetic, lactic and propionic acids, acetone, isopropanol and ethanol.

Comparison of liquid fuelsComparison of liquid fuels
FuelEnergydensity
Air-fuelratio
Specificenergy
Heat ofvaporization
RON* MON*
Gasoline and biogasoline
32 MJ/L 14.6 2.9 MJ/kg air 0.36 MJ/kg 91–99 81–89
Butanol fuel 29.2 MJ/L 11.2 3.2 MJ/kg air 0.43 MJ/kg 96 78
Ethanol fuel 19.6 MJ/L 9.0 3.0 MJ/kg air 0.92 MJ/kg 129 102
Methanol 16 MJ/L 6.5 3.1 MJ/kg air 1.2 MJ/kg 136 104
*Octane rating of a spark ignition engine fuel is the detonation resistance (anti-knock rating) compared to a mixture of iso-octane (2,2,4-trimethylpentane, an isomer of octane) and n-heptane. By definition, iso-octane is assigned an octane rating of 100, and heptane is assigned an octane rating of zero. An 87-octane gasoline, for example, possesses the same anti-knock rating of a mixture of 87% (by volume) iso-octane, and 13% (by volume) n-heptane.

Mucor circinelloides
Note oil inclusions
Pellet growth makes for easy separation

Lignocellulosic fungal bio-oil process
(Van Leeuwen et al. R&D 100 award, 2009)


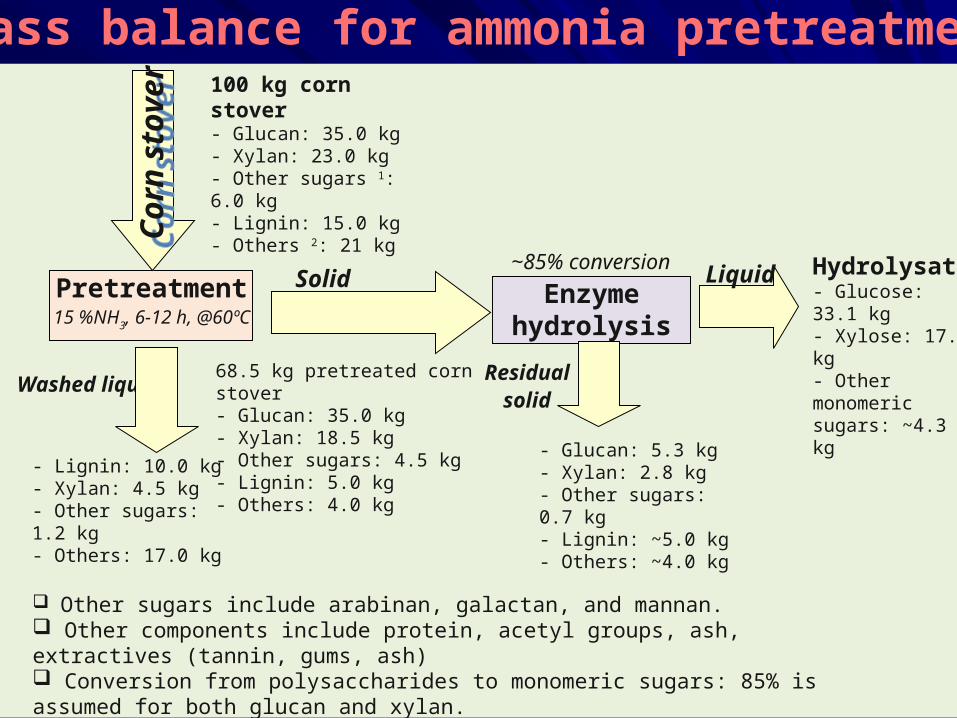
100 kg corn stover- Glucan: 35.0 kg- Xylan: 23.0 kg- Other sugars 1: 6.0 kg- Lignin: 15.0 kg- Others 2: 21 kg
Pretreatment15 %NH3, 6-12 h, @60ºC
- Lignin: 10.0 kg- Xylan: 4.5 kg- Other sugars: 1.2 kg- Others: 17.0 kg
Washed liquid
Enzyme hydrolysis
Other sugars include arabinan, galactan, and mannan. Other components include protein, acetyl groups, ash, extractives (tannin, gums, ash) Conversion from polysaccharides to monomeric sugars: 85% is assumed for both glucan and xylan.
68.5 kg pretreated corn stover- Glucan: 35.0 kg- Xylan: 18.5 kg- Other sugars: 4.5 kg- Lignin: 5.0 kg- Others: 4.0 kg
- Glucan: 5.3 kg- Xylan: 2.8 kg- Other sugars: 0.7 kg- Lignin: ~5.0 kg- Others: ~4.0 kg
Residual solid
~85% conversionLiquidSolid
Cor
n st
over
Cor
n st
over
Hydrolysate- Glucose: 33.1 kg- Xylose: 17.9 kg- Other monomeric sugars: ~4.3 kg
Mass balance for ammonia pretreatment

Catenoidalhornfor small samples

Cavitation Streaming
Sonics and Materials


Leverage from existing technology used in wastewater treatment
20 kHz 3 kW stack assembly
Continuous flow “Donut Horn”

Close-up view of donut horn

Ultrasonic set-up for continuous oil recovery

Mucor cells bursting after ultrasonication

White-rot fungus from the White-rot fungus from the
van Leeuwen gardenvan Leeuwen garden

Lignocellulosic bio-oil using two fungal processes
(Van Leeuwen et al. R&D 100 award, 2009)

Cost-benefit analysisCost-benefit analysis
Capital costs Cost (millions)
Fermentation tanks (4) 1 million gal SS tanks $ 4.4
Air blowers (5) 7,000 CFM; 500 HP/unit $ 0.3
Pretreatment system and tanks $ 2.1
Equipment for harvesting, dewatering and drying of biomass product $ 0.8
Ultrasonication and oil separation equipment $ 0.6
Storage tanks $ 0.5
Pumps $ 0.2
Installation piping, services, control equipment
$ 1.8
Building $ 1.8
Other indirect costs (freight, insurance) + engineering
0.055 * equipment costs + $1M fees
$ 1.5
Total capital costs $ 14
Capital amortization 15% over 10 years $ 2.8 M/year
Basis 1000 ton/day corn stover/ switchgrass feed to produce, at 10% conversion, 35,000 ton oil

Operational costsOperational costsAnnual operating costs Cost
(millions)350,000 tons corn stover or switchgrass @ $40/ton $14.0
Ammonia $ 0.9
Methanol or ethanol for transesterification, 1 million gals
@ $2/gal $ 2.0
Air blowers, 375 kW/unit, 2 operating @ 5c/kWh $ 0.3
Dryers + ultrasonics + other equipment 240 kW @ 5c/kWh $ 0.1
Operational heating/cooling $ 0.2
Manager, operational, secretarial + benefits $ 1.1
Maintenance $ 0.5
Other operational expenses $ 0.3
Total operational costs $ 19.4 M/year

Potential revenuePotential revenue
Income $ millions
Mycofuel @ 80 million lb/year or 12 million gals @ $ 2/gal $ 24
Animal feed production 100 million lb at $0.10/lb $ 10
Energy recovery and/or byproducts arabinoxylan gum and lignin
$ 2
Gross income/year $ 36
Net income: $ 36 - 19.4 - 2.8 million gross - operational - amortization
~ $ 13.8 million/year

EndorsementsEndorsements
MycoMax
Grand Prize for University Research2008 and 2009
Project Innovation Award, 2008R&D 100, 2008 and 2009

Small Small adjustments adjustments
neededneeded
Scale-up time has Scale-up time has arrivedarrived
MycoInnovations





























