Embed Size (px)
Citation preview
Fuel Additives Derived From Soybean Oil
Final Report
Presented to
The National Biodiesel BoardP.O. Box 104898
1907 Williams StreetJefferson City, Missouri
65110-4898
Prepared By
Carmen M. Cusano
CMC Consulting, Inc.5205 Timber RidgeColumbus. Indiana
4720 1
10.1 Detergents ............................. 70............................... ..................................................10.1.1 Gasoline Detergents ...................................................................................... .2010.1.2 Diesel Detergents ........................................................................................... 20
IO.2 Cetane improvers.. .................................................................. .............................. 71.102.1 Impact of Chemicai Structure ........................................................................ 2 110.22 Peroxides .......................................................... ........ 31-......................................10.2.3 Nitrates..102.4
.................................................................................................................Other Oxygenates..
z!................................................................................. . 2
10.3 PLnti-corrosion/Lubriciry Additives ............................................ 33.......................... .10.3.1 Mechanism.. 7;................................................... ................................................ .10.32 Synthesis Routes ............................................................................................ 24
1 1. CANDIDATE DESCRIPTION.. 35........................... ..................................................... .
1 1 .1 Detergents ............................................................................................................. 251 1.2 Cetane Improvers.. ........................................................................................ 76........11.3 Lubricity Additives ................................................................................... ............ 17.
12. CANDIDATE TESTING ._......................._.........._....._................................................ 28
12.1 Detergents.. ........................................................................................................... 2.812.1.1 Test results ..................................................................................................... 2812.1 .2 Discussion ...................................................................................................... 28
12.2 C&me Improvers .................................................................................................. 2912.2.1 Test Results.. ........................................................................................... 39........12.22 Discussion ...................................................................... ................................ 79.
19 3 .............................................................................................. .30-. Lubricity A&litives12.2.1 Test Results.. .................................................................................................. 3012.3.2 Discussion.. .................................................................................................... 30
13.4 Corrosion testing................................................................................................... 3 112.4.1 Test Results .................................................................................................... 3112.42 Discussion.. .................................................................................................... 31
EXPERIMENTAL ............................................................................................................. 32
12.5 Hydroxy Methoxy Methyl Soyate(HMMeSy) ...................................................... 3 212.6 Tetronic 7018 Oleate.. ......................................................................................... 3312.7 B-Hydroxyethyl Oleate(EGM0). .......................................................................... 3412.5 Nitrate of BHEO ................................................................................................... 3 512.9 Reaction of Methyl Soyate with Diethylenetriamine ........................................... .3612.10 Reaction of Oleic Acid with Diethanoiamine .................................................. .3712.1 1 Reaction of Oleic Acid with Morpholine ......................................................... .3 812. 12 Dioleoyl Peroxide.. ........................................................................................... .j912. 1 j Nitration of Oleic Acid.. ................................................................................... .4012.14 Other Compounds ............................................................................................. 42
BIBLIOGRAPHY .............................................................................................................. 44
APPENDIX . .._. .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . 47

LIST OF FIGURES
Figure
6.110.111.111.212.1
Diesel Fuel MarketCorrosion Lnhibitor ModelTetronic 701@ SurfactantTetronic!@ TetraoleateCVCA Calibration Data
Page
1 22 3252550
3. RECOMMEYDATIONS FOR FUTURE WORK
3.1 Immediate Needs
Unused project funds should be used for additional testing. While work todevelop both detergent and cetane improver additives did not identify candidates forcommercialization, interesting results were obtained that would support the belief thatadditional work may prove noteworthy. In the detergent area , it will be recalled thatbecause of a lack of bench tests, only gasoline detergency was evaluated. Dieseldetergency and two-stroke cycle evaluations were not done since they require enginetests. Specifically, testing should be done to determine if DETABSy could function as adetergent for diesel or two-stroke cycle applications.
3 2 1998 Additive Develonment Proiect
Polyoxyalkylene oxide alcohols evaluated were the only ones available at thetime. The wider variety of molecular weights(lower) currently available could prove moreeffective. Esters were the only functionality investigated; ureas and substituted ureascould provide emissions benefits as well as improved detergency.
Cetane improvers are definitely deserving of additional work. The modest successachieved with epoxidized soybean oil requires more work to make it commercially viable.Epoxidized methyl soyate certainly would be of interest. The lack of success experiencedwith nitrate cetane improvers is not easily understood in view of the literature reports.Perhaps it is the number of nitrate groups or the molecular placement that accounts forthe difference. Neither of these effects was investigated in this work.
3.3 2004 Fuel Needs
For the longer term, additives which could potentially lower NOx emissions fromdiesel engines or alter particulate matter size distributions could not only prove beneficialbut extremely profitable. Future programs should investigate methods of incorporatingammonia sources into soy-based additives because ammonia has found utility in reducingNOx in stationary engine applications.
Additives from vegetable oil sources could be the key for improving the lubricityof +1 diesel which is either kerosene or contains a high percentage of it. Using kerosene,which is Jet fuel to improve low temperature properties is not cost-effective. Many of thebiodiesel Cl8 esters do not of themselves have good low temperature properties, whichsuggests itself as an improvement need. Both detergent and cetane improver additives arepredicted to be future Dorowth areas. Continued work to develop vegetable oil derivedadditives is required to ensure that soybean oil participates in this growth.
Information based on testing done through the end of 1996 indicated thatincreasing the cetane number of diesel fuels was the most cost-effective means ofreducing emissions. Severe hydrotreating is an excellent means of increasing cetanenumber of diesel fuel since it reduces aromatics and sulfur simultaneously. The problemwith this approach is high cost. While it is cost-effective to reduce sulfur using mildhydrotreating, increasing cetane number by increasin,0 hydrotreating severity is not sinceit requires increasing hydrogenation pressure by a facror of ten. Recent estimates” haveindicated that refinery changes necessary to provide diesel fuel with a cetane numberincrease of 10 would be 8-10 times more expensive than using a cetane improver.Further. regarding emissions benefits of comparable cetane quality fuels, naturally highcetane fuels’ were indistinguishable from those containing cetane improvers.
Unfortunately, most of this testing was done using 1998 (4.Og/bhp-hr NOx)technoiogy engines which were essentially equivalent to those produced in 1994. It isimportant to note that in late February 1997, the first test data from engines using 2004technology (2.5 g/‘bhp-hr NOx ) was published’. These data showed that the lower NOxengines had lower emissions only when run on naturally high cetane number fuel. 2004engine technology designed to lower NOx emissions include: exhaust gas recirculation,higher-pressure fuel injection, ,-s3 -tage injection, water injection, and urea treatment.
Particulate matter (PM) levels are now being scrutinized in view of the mostrecent data published’ indicatin,0 that the size of particulates may be related to its toxicitylevel. Respiratory research has shown that ultra fine particles tend to be more toxic. As aresult, EPA has issued revised standards for PM (7/97) indicating that ultra fine p?les(< 2.5 micron) may require controls in the future. Testing which started this year mayclarify the influence of current fuel additives on PM size distributions.
Neither the American Automobile Manufacturers Association (AAMA) nor theEngine Manufacturers Association (EMA) are satisfied with the present gasoline anddiesel fuel quality and have published their own fuel quality guidelines. The EMA dieselfuel guideline’ calls for higher Cetane number/index, oxidation stability, API gravity, lowtemperature property improvements and detergency. This effort has resulted in theadoption of a definition for *‘Premium ” diesel by the National Conference on Weights andMeasures Task Force in September 1997.
6. FUEL DETERGENTS
6.1 Additive Suppliers
The number( 12) of major additive producers continues in a downward spirai froma desire to increase additive prices. Currently, they are Lubrizol, Nalco-Exxon, Ethyl,Shell, Oronite, Texaco Fuel Additives, Octel America. Petrolite, UOP, AKZO Nobel,ARC0 Chemical, and Mobil Chemical. A recent announcement linked Nalco -Exxon andShell in a proposed merger which is likely to occur in 1997. It should also be noted that ofthose (Shell, Oronite, Exxon Chemical, Texaco Fuel Additives, ARC0 Chemical. andMobil Chemical) who produce additives for their parent oil companies, only Oroniteand Exxon Chemical sell additives “outside”. AKZO is a specialty additive producer.Taking into account special situations would indicate that in the near future, there will beonly eight commercially viable sources of fuel additives beyond 1997. These areLubrizol. Octel America, Ethyl, Oronite. AKZO, UOP, Petrolite, and Shell-ExxonChemical.
6.2 Market Size and Growth Potential
Estimating market potential requires identifying the available market size. Indealing with market size, it is useful to define the Available Market. the Total Market,and Difficult Market segments. Difficult Market share is defined as the segment whoseconstituents are supplied by their own additive companies. Available Market is defined asTotal Market minus the Difficult IMarket. Potential Market size was calculated bydividing the -4vailable Market by (n + l), where n = current number of major additivesuppliers, assuming that a new supplier can obtain an equal market share.
Potential Market Size =Available Market
n+l
6.3.1 Gasoline
The total gasoline market (120 billion gallons) for 1995 would require 200 millionpounds of detergent additives based on a treating dosage of 200 parts per million @pm).Despite a 1996 EPA mandate requiring all gasolines to contain a detergent additive,treating dosages decreased such that what had been estimated as a $400 million marketsuddenly became a $280 million market. This change resulted from a mild trend in theengine test making it easier to pass with less additive.
Based on information from the Lundberg Letter’, the 1995 consumption of 120billion gallons of gasoline was divided between majors (80 billion) and independents (40billion). Industry sources reveal that about half of the majors use their own additives.Excluding the majors’ Difficult Market share (40 billion gallons) would estimate theAvailable Market size to be 80 billion gallons. Treating SO billion gallons with 200 ppmof additive. would require 16 million gallon or about 130 million pounds of additive. Thisis a relatively stable market growing at an annual rate of 1.6% over the last 5 years’.blarker potential would then be 130/g, (n = 8) or 14.4 million pounds of detergent.
therefore. easily understood that their 30-year evolution has created at least fivegenerations of additives. Briefly, these may be summarized as follows:
Generation I Carburetor detergency and fuel injector deposit clean-upGeneration II Generation I + intake valve deposit (IVD) controlGeneration III Generation II + IVD clean up.Generation IV Generation III and is combustion chamber neutralGeneration V Generation IV and cleans combustion chamber deposits.
Combustion chamber deposits result in ORI or OctaneRequirement Increase which causes an engine to “ping” after lo-20,000 miles of use.
Detergent preparations are relatively complex, usually requiring 3 or morechemical processing steps to complete. In general they may be described as havingrelatively high molecular weight (300-3000) made up of a hydrocarbon tail and one ormore polar groups where the hydrocarbon tail furnishes solubility, and the polar g-roupsattract polar deposit precursors. The detergent molecule must provide cleanliness (removedeposits) and unzip cleanly at the high temperatures of valves and combustion chamberareas leaving no significant deposits. Usually, detergents are packaged with special baseoils and even synthetic base stocks to aid their detergency characteristics.
6.4 Raw Materials
Detergent additive precursors are polyisobutylene, maleic anhydride, polyalkyleneoxide alcohols, amines, polyarnines. urea, ethylene oxide, propylene oxide, and Cl2alkylphenols.
6.5 Additive Testing
Detergent testing would be relatively expensive since scale-up, bench testing,economics. engine. emissions, and field tests are required to identify and commercialize acandidate. At this time the only bench test” that shows some promise is a gasolinedetergency test developed at Southwest Research Instirute for measuring intake valvedeposits. Currently, only engine tests are being used to identify diesel detergents. Anypotential diesel detergents, or even those for two stroke cycle engines would requireexpensive engine tests which are not within the scope of this project. Once an additive isidentified. commercialization would require at least one year and cost about $325,000 asshown in Table 6.1.
7. CETANE IMPROVERS
7.1 Additive Sunpliers
Ethyl. Octel America, ARC0 Chemical and AKZO are the major producers ofCecane Improvers. Nitrates and peroxides are the most effective Cetane Improvers. Atthis time. 2-ethylhexyl nitrate is the market leader with smaller amounts ofperoxides(DTBP) just starting to be used.
7.2 Market Size and Growth Potential
Usage is currently 50 million pounds annually, spiit about equally amongCalifornia. Alberta. Canada, and the rest of the US. ,411 three areas differ in ceranerequirements. California has a requirement for lower emissions diesel fuel and thereforehas legislated cetane levels as much as 15 numbers above the current norm(40). TheCanadians, plagued with lower cetane stocks from Syncrudes and Tar Sands struggleto meet the ASTM D 975 specification of 40 minimum cetane. US diesel fuel requiressome cerane improver because most refineries maximize aromatic stocks in diesel fuelssince they are limited in gasolines, especially reformulated gasolines.
Lately, diesel engine manufacturers’ have been pushing for higher cetane, 50instead of 30. A CRC study completed in 1994 showed a clear emissions benefit of lowerNO, levels with higher cetane fuel regardless of whether or not the fuel contained cetane
0 the cetane number (CN) of USimprover. Cetane producers have estimated that increasm, .and Canadian diesel pools by 10 numbers would require more than six times currentlevels or about 340 million pounds of cetane improver.
As little as two years ago, engine manufacturers indicated a need for even highercetane 55 or 60. to meet the proposed 2004 NO, limit of 2.5gbhp-hr. Based on that need,a 1998 CPI additive market forecast that cetane requirements could increase by more thanan order of magnitude. to an estimated 650 million pounds per year if governmentmandates for higher cetane diesel fuel materialize in -3004. However. preliminary testingreported earlier’ this year with _7004 engine prototypes indicated that only naturally highcetane fuels provided emissions reductions. Further testing will begin early in 1998 toverifv those results. Meanwhile, EPA has decided that 2004 standards can be met withoutchar&no diesel fuel, but will revisit the need for fuel changes in 1999.
For this study, the 340 million pound estimate will be used in determining marketpotential. The higher estimate will not be used based on the EPA position. Moreover,there is uncertainty with new engine hardware, and currently, there is a provision in thelaw allowing engine manufacturers to meet a higher NO, limit if higher cetane fuel is nota\,ailable. Market potential would be 340/5 or 68 million pounds/ year.
7.3 Additive ChemistrJ
A listing of Cerane improvers that have been marketed is provided forinformation. Iso-propyl nitrate. iso-amyl nitrate. Iso-hexyl nitrate, n-hexyl nitrate.cyciohexyl nitrate. -2-ethvlhexyl nitrate(2-EHN), dodecyl nitrate. di-tertiary butyl
1 5
8. CORROSION INHIBITORS/LUBRICITY ADDITIVES
8.1 Additive Suppliers
,411 additive suppliers have one or more additives that is either a corrosioninhibitor or a lubricity additive.
8.2 Market Size and Growth Potential
Refineries add corrosion inhibitors to most fuels that are transported via pipeline.These additives are used in extremely low dosages to prevent pipeline corrosion. Everyeffort is made to avoid contaminating products such as Jet fuel. The market for thesematerials is relatively stable with volumes depending strongly on use patterns. Based oninformation reported in Energy Reviews, total refined petroleum products consumed in1995 was 250 billion gallons. If we assume that 70% of this is moved through pipelinesand that 50 ppm corrosion inhibitor is required to meet pipeline standards, this wouldrequire 66 million poundsi yr. of corrosion inhibitor. If this requirement is met by ninesuppliers instead of eight, individual market share would go from about 8.3 millionpounds down to about 7.3 million pounds (Market potential).
The amount of additive useful as a lubricity agent is currently being debatedamong injection equipment manufacrurers and fuel suppliers. It is very dependent uponits chemistry, and more so on the severity of the hydrotreating process used to generatethe fuel. Lubricitv additives are used in some winter diesel fuels and most Californiadiesel fuels. Since the additive treat rate can vary widely, volume is difficult to estimate.It would be 13-million pounds/ yr. (assuming half of all diesel fuel is treated at a rate of100 ppm). ils in the case of corrosion inhibitors, if this requirement is met by nine insteadof eight suppliers, each would supply 1.62 vs 1.86 million pounds. The additive treatmentchosen is low since severe hydrotreating is still relatively rare.
8.3 Additive Chemistrv
Although many corrosion inhibitors will function as lubricity additives at a higherconcentration, lubricity additives are only added to fuels at terminals to avoidcontaminating other pipeline products or being lost in transit on the pipe. Some corrosioninhibitors that are ionic cannot be used at higher concentrations due to solubilitylimitations. Likewise, some lubricity additives, which are only useful at highconcentrations, may not provide corrosion protection; some actually become corrosive.
Additives which are commonly used as corrosion inhibitors or lubricity additiveslisted in order of decreasing effectiveness are organic phosphates, organic carboxylicacids (RCOOH) and their salts, amides(RCONHR’)and esters(RCOOR’) with carbonchain lengths of C12-is. Additive chemistry is relatively simple and seldom requires morethan one processin,0 step. Tall Oil, a by-product of the wood pulp industry has been thestand-by raw material source in the industry for years and has been used in some caseswith no additional processing. In spite of their effectiveness, carboxylic acids can causeproblems if used at high concentrations since they can end up in the lube oil, where they
1 7

9. MARKETSUNfMARY
Additive raw materials discussed in the previous sections range in cost from 30-60 cents/pound which would make soybean oil (- 25 cents/pound) appear to be atleast competitive.
Based on the chemical structure of fuel additives as well as the raw materials costof soybean oil and its derivatives could be considered as precursors in the manufacture ofashiess detergents. cetane improvers. corrosion inhibitors. and lubricity agents provides asummary of the important information presented to glide subsequent research effort forthis program.
Table 9.1 Market Potential Summary
DETERGENT CETANE CORROSION LUBRICITY-ADDITIVES IMPROVERS INHIBITORS ADDITIVES
Market PotentialMM Pounds / Year < 17(a) < 68(b) < 7.3(a) < 1.6(a)
I Additive PricingI I I I
$I Pound 1.50- 2.00 0.85 0.40 0.40-0.60
Process Cost (c) High Medium Low Low
Number Producers 8 4 8 8
Testing Cost(d) Medium High Low Low1
a ) Assuming an equal share of current market with little or no growth
b) Assuming an equal share of 2004 market projected to increase about 6x 1996 levels
cl The number of processing steps required- Low = 1? Medium = 2. High = 3
d) Low = < $60,000. Medium = < $325.000, High = < $500.000
0II
C ,zHz-C6&-0-(CH-CHz-O)X- CH-CH2-0-C-NH-CH2-CH2-NH? ,I IEt Et where x = 4-5
10.2 Cetane improvers
Cetane improvers are used to decrease the ignition delay of compression ignitionengine fuels. In terms of chemical functionality, nitrates and peroxides’6-‘g are reportedlythe most effective. The two leading commercially available additives are 2-ethylhexylnirrate(2-EHN) and di-tertiary butyl peroxide(DTBP). Normally, they are used inconcentrations of O.l-0.5% to produce increases in cetane number of 5-10 numbers. Theefficiency of cetane improvers depends on the fuel used, and the improvementmeasured is not linear” with increasing concentration.
10.2.1 Impact of Chemical Structure
The impact of chemical structure on the effectiveness of cetane improvers isimportant to understand, as this will play an extremely important role in the selection ofcandidates. Russell26 reported that when comparing hydrocarbon type fuels, the cetanenumber of fuels rank such that alkanes > alkenes > alkylbenzenes with higher carbonnumber alkanes having higher cetane numbers than lower carbon number homologs. Ingeneral, alkanes range from 70 -100 whereas alkylbenzenes of the same carbon numberare in the range of 22-60. Comparing chemical fu.nctionality’g, nitrates and peroxides arean order of magnitude more effective than others. Considering the others, tertiary arninesare about 1.5 times as effective as tertiary amides which are about twice as effective asesters. In this work, most attention will be directed at nitrates in view of their potency.
10.2.2 Peroxides
Peroxide cetane improvers are not as effective as nitrates” when compounds ofabout the same chain length are compared. Robbins reported that their molecular weightis very important, e.g. a peroxide with a carbon number of 36 is only about one third aseffective as one with a carbon number of 18. Reducing the carbon number by one half,i.e. carbon number of 8-10 resulted in a much smaller reduction in effectiveness, about30% The literature reporting peroxide syntheses is voluminous 32-36.- . Peroxide preparedfrom soy-derived fatty acids, e. g. peroleic acid would be a possibility except that peracidsare generally very reactive, and therefore, would not be storage stable. Peroxides such asdioleoyi peroxide may be more stable and will be considered.
Regarding oletin content of fatty esters, Ryan and FreedmanI have shown thatsaturates have the highest cetane numbers as shown in Table 10.1:
102.4 Other Oxygenates
Other oxygenates which may prove interesting as cetane improvers are both cyclicand open ethers. The unsaturation in the soyate ester lends itself to epoxidation”-jOreactions. Epoxidized soybean oilj6. 513 52, and ” which has a myriad of applications in theplastics industry will be investigated. Derivatives of epoxidized soybean oii may also findutility.
Methyl soyate 7 peracid + epoxidized methyl soyate (EPOMS. cyclic ether) t acid (6)
Methyl linoleate - peracid + epoxidized methyl linoleate + acid (7)
DMSOEPOMS ?7?6HCOOH+ mix of di- and tetra-hydroxy methyl stearates (dtHMS)
dtHMS - (CH3)2-SO4 + di- and tetramethoxy methyl stearates (open ether) (9)
Even if epoxidized esters show good performance as cetane improvers. they mayonly be of academic interest due to their highly reactive nature. The methyl ethers.however. would be expected to be stable. Another advantage of the ethers is that theunsaturation originally present is virtually eliminated making the molecule moreoxidatively stable.
10.3 Anti-corrosioniLubricitv Additives
Corrosion inhibitors and lubricity agents will be covered together. since it is wellhewn that many compounds exhibit both properties. Work reported by Marc IVj4 hasindicated that Biodiesel has excellent lubricity. Recently reported testing done by SystemLab Services” indicates that while biodiesel exhibits lubricity, it does not furnishcorrosion protection when evaluated neat.
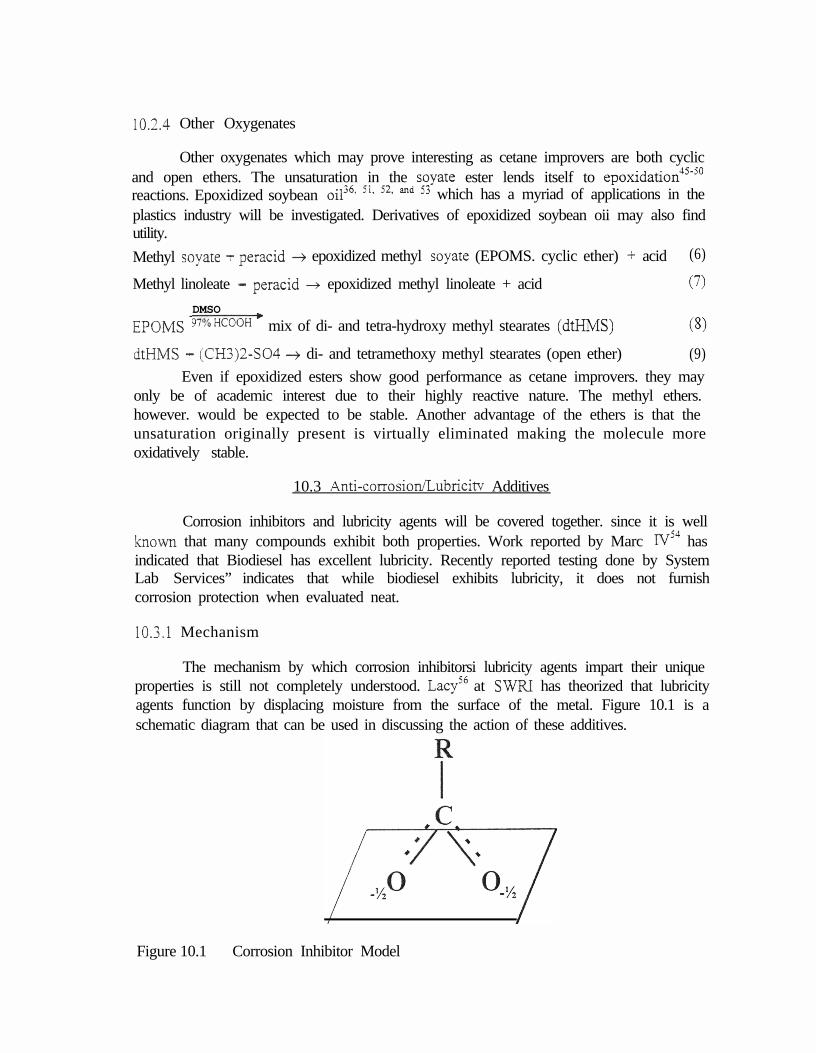
10.3.1 Mechanism
The mechanism by which corrosion inhibitorsi lubricity agents impart their uniqueproperties is still not completely understood. Lacys6 at SW has theorized that lubricityagents function by displacing moisture from the surface of the metal. Figure 10.1 is aschematic diagram that can be used in discussing the action of these additives.
Figure 10.1 Corrosion Inhibitor Model
11. CANDIDATE DESCRIPTION
A complete description of the candidates evaluated is provided. The chemicalsynthesis details describing their preparation as well as infkred spectra are included inthe EXPERIMENTAL. section.
11.1 Detergents
1. Tenor-k 70 1@ Oleate2. Tetronic 90 1@ Oleate3. Mixture of 20% Tetronic 901@, 20% Diethyienetriamine bis-soyamide.
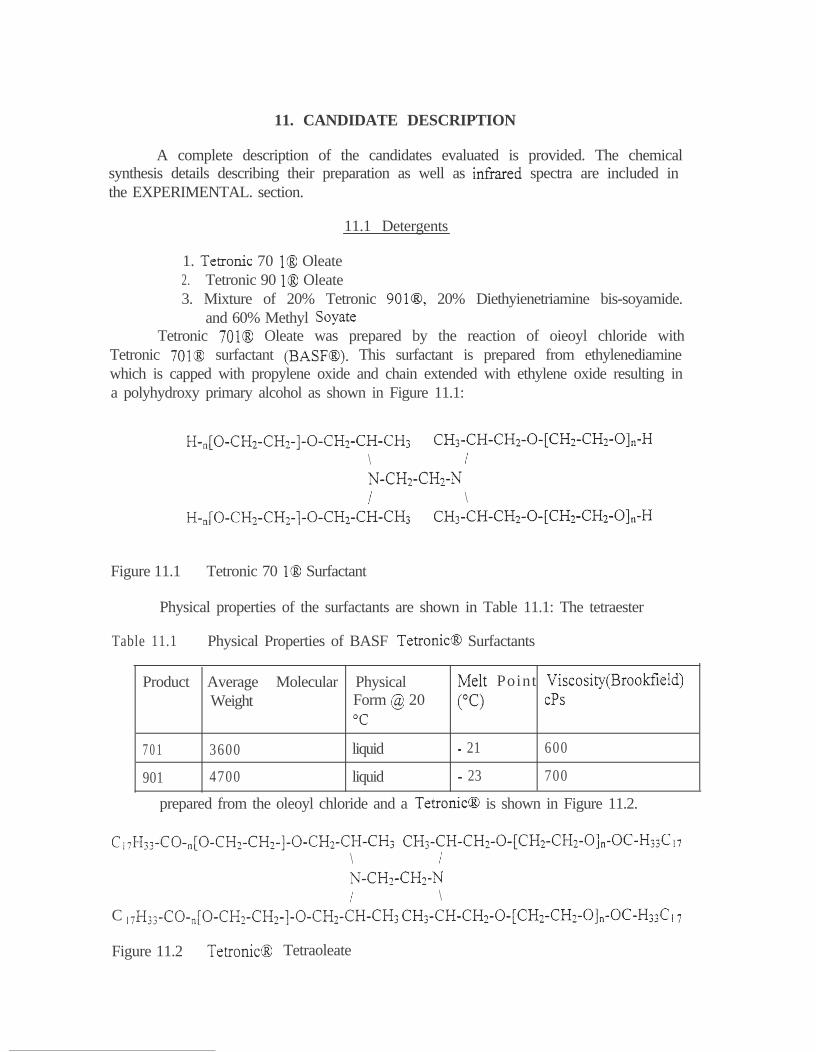
and 60% Methyl SoyateTetronic 7018 Oleate was prepared by the reaction of oieoyl chloride with
Tetronic 701~23 surfactant (B&SF@). This surfactant is prepared from ethylenediaminewhich is capped with propylene oxide and chain extended with ethylene oxide resulting ina polyhydroxy primary alcohol as shown in Figure 11.1:
H-JO-CH2-CH2-]-0-CH2-CH-CHs CH3-CH-CH?-0-[CH2-CHz-O]n-H\ IN-CH2-CH7,-N/ \
H-JO-CH2-CH2-]-0-CH2-CH-CH3 CH3-CH-CH2-0-[CH2-CH2-01,-H
Figure 11.1 Tetronic 70 10 Surfactant
Physical properties of the surfactants are shown in Table 11.1: The tetraester
Table 11.1 Physical Properties of BASF Tetroni& Surfactants
Product Average Molecular Physical LMelt Point Viscosity(Brookfield)Weight Form @ 20 w> CPS
“C
7 0 1 3600 liquid - 21 600
901 4700 liquid - 23 700
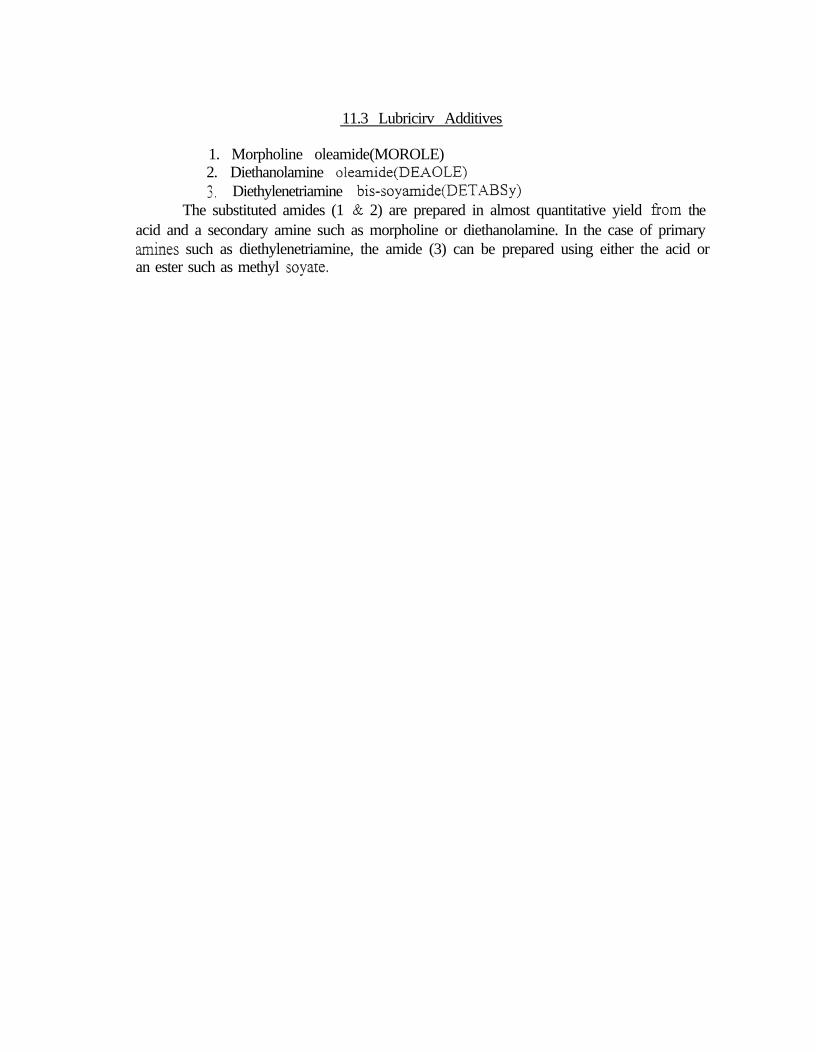
prepared from the oleoyl chloride and a TetronicB is shown in Figure 11.2.
C17Hjj-CO-n[O-CH~-CH2-]-O-CH2-CH-CH; CHs-CH-CH2-0-[CH2-CHzOj,-OC-H;;C17\ IN-CH,-CH2-Ni \
C ,7H;;-CO-,[O-CH2-CH2-]-O-CH2-CH-CH3 CH;-CH-CH2-0-[CH2-CH2-O],,-OC-H&I j
Figure 11.2 TetronicI0 Tetraoleate
11.3 Lubricirv Additives
1. Morpholine oleamide(MOROLE)2. Diethanolamine oieamide@EAOLE)3, Diethylenetriamine bis-soyamide(DETAEISy)
The substituted amides (1 & 2) are prepared in almost quantitative yield from theacid and a secondary amine such as morpholine or diethanolamine. In the case of primaryamines such as diethylenetriamine, the amide (3) can be prepared using either the acid oran ester such as methyl soyate.

tendency, one could speculate that it might be due to the lower unsaturation level of theoleate esters and/or the fact that the detergent is one molecule. This test result was takenas an indication that a positive result could be obtained with some molecularmodifications.
12.2 Cetane Improvers
12.2.1 Test Results
Candidates were evaluated using a Constant Volume Combustion Apparatus(CVCA)“. This equipment has the advantage that it can estimate Cetane Numbers usingas little as 10 g of sample with better reproducibility than the Cetane engine(ASTM D613) which requires a gallon of fuel. The cost of the CVCA tesr is slightly higher than theother test.
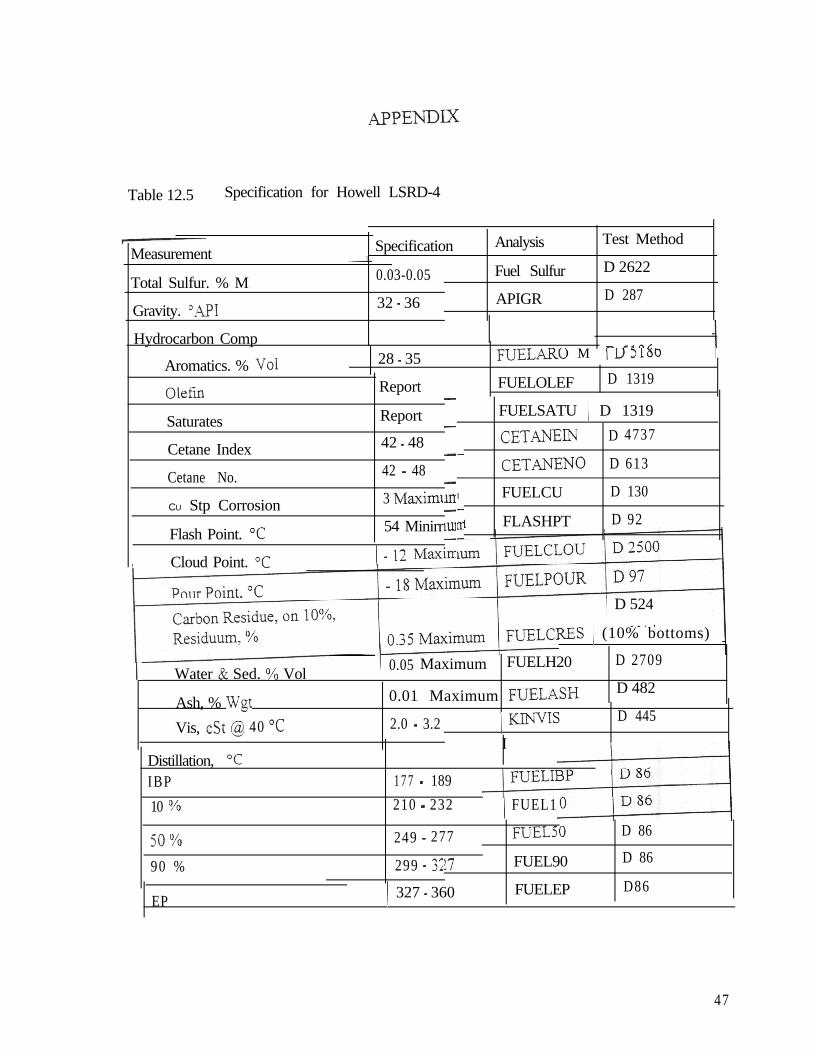
It should be noted that LSRDF-4 is a low sulfur (~0.05%) closely controlledHowell reference diesel fuel that is used to run the engine tests which define thePC-7 category for engine oils introduced in 1998. The specification for LSRD-4 isprovided in Table 12.5 in the Appendix. All the additive candidates were evaluatedat 2000 ppm and compared with either the same concentration of 2-ethylhexyinitrate(2-EHN) or di-t-bury1 Peroxide(DTBP). Only one of the candidates was evaluatedas a fuel, since it was derived horn epoxidized soybean oil and was not likely to have acetane number high enough to be considered as an additive. Calibration data are includedin Figure 12.1 in the Appendix and estimated cetane numbers are shown in Table 12.2:
Table 12.2 CVCA Data
Fuels AdditiveConcjppm)
LSRD-4 02000 2-EHN2000 DTBP2000 NOLA2000 EPSBO2000 DI0L.P
HMMeSy 0
12.2.2 Discussion
Temperature Pressure“C Wa519.1 3508520.9 3515519.0 3479520.9 3528518.6 3478519.5 3503520.7 3505
Ignition Delay Estimatedms Cetane 39.34 40.26.74 62.66.57 64.79.53 39.07.96 50.29.10 41.75.10 87.8
The response for this fuel with either 2-EHN or DTBP is excellent and whatwould be expected from the concentration of additive used. The epoxidized soybean oildoes show activity but is only about 1/2. as effective as 2-EHN. This would seem toindicate that epoxidized methyl soyate would be a good CI candidate. Having said that. it
commercialization would require additional information on additive and processing costsas well as in-depth testing using a wider range of fuels injection pump hardware.
Although no bench tests exist for diesel injector deposits or two stroke cycieengines, familiarity with the types of additives used indicate that DETABSy may beexpected to show benefits in one or both applications.
12.4 Corrosion testing
12.4.1 Test Results
NACE testing was used to determine if the lubricity additives described wouldfurnish corrosion protection. This test (ASTM D 665A) is specified as the test whichdefines pipeline corrosion protection requirements. NACE Test results which compareClay-treated Jet A-l with the same fuel containing additives are shown in Table 12.4:
Table 12.4 NACE Corrosion Test Data
AdditiveNoneDETABSyDETABSyDEAOLE
* 75- 100 % Rust** no rust
Additive Conc(pum)
501 0 050
NACE RatingE*A**A**A**
12.42 Discussion
Data shown in Table 12.4 indicate that the base fuel used for the evaluation wasvery corrosive. Also, the candidates tested furnished excellent corrosion protection atvery low concentrations, i.e. 50 ppm. More testing would have to be done to define thelowest concentration that furnishes corrosion protection. It was not possible to distinguishbetween the candidates tested. It is quite possibie that these compounds may be active atconcentrations below 50 ppm.
12.6 Tetronic 701@ Oleate
This compound was prepared by reacting equivalent amounts of oleoyl chloridewith Tetronic 701@ taking care to avoid contact of the acid chloride with moist air. Thereaction produces HCl as a by-product which can be removed by nitrogen blowing. Theesters of Tetronic 9010, and 90R4@ were made similarly, however, the Tetronic 1107@which is a solid had to be dissolved in toluene before reaction with the acid chloride.Toiuene was removed by vacuum distillation.
TET7010L
Ab 0.4
s
0
r 0.3-b
a
3 0 0 0 2 5 0 0 2 0 0 0
Wauenumbers
1 5 0 0
T901 OLE8
0.84
A
b
1 0.6-
6
; OA-
C
e
0.2-
Wavenumbers
12.8 Nitrate of BHEO
This compound was was prepared from BHEO by reacrion with nitric andsulfuric acids according to the method described by Shriner”’ et al. This procedureincludes urea in the preparation. It was found that urea was not necessary if the rate ofaddition was slow enough. In this procedure the alcohol is nitrated at 0-10°C where thealcohol is introduced below the surface of the acid slowly through the use of a capillary.Failure to provide for a slow enough addition in one case caused the exothermic reactionto be uncontrollable with decomposition of the nitric acid to produce the characteristicbrown NO? fumes. In a typical reacrion: a mixture of 4.2g of concentrated nitric acidand 15.Sg of concentrated sulfuric were placed in a two neck flask which was stirredmagneticaily and chilled to 5°C using a salt/ice bath(-3°C). The flask was fitted with athermometer which extended into the acid mixture and a 0.1 cm capillary that extendedbeneath the surface of the acid. The flask was fitted with a vent tube which would allowgases to escape in case the reaction became uncontrollable. B-hydroxyerhyl oleate(6.6g)was added over a 3 hour period with continuous srirring keeping the temperature between5- 12°C. The reaction was allowed to stand for 1 hour, allowed to warm to 10°C beforepouring it onto ice. The yellow oil was removed and washed with water twice beforebeing taken up in CH:Clz The CHzCll was neutralized with sodium carbonate and thendried over anhydrous sodium sulfate. The CH$Zlz was removed in vacua giving a 78%yield of an orange oil. The product was insoluble in fuels and suspected of actuallybeing a nitrate-sulfonate mixture.
Nitrate of B-Hydroxyethyi Oleate (BHEO)
1
@a 1.0b
s
0
r
b
a
nC
e h4 !
/0.0 - jJfk\4000 3 5 0 0 3 0 0 0 2 5 0 0 2 0 0 0
Wauenumbers
1 5 0 0 1 0 0 0 5 0 0

12.10 Reaction of Oleic Acid with Diethanolamine
This reaction was carried out in essentially the same equipment described in theprevious paragraph. When combined in equimolar amounts, the reactants formed twolayers. After vigorous shaking, a mildly exothermic reaction commenced with theformation of the amine oleate salt. Twenty ml of toluene was added and heat was applied.Water formed upon heating the ammonium salt was removed by azeotropic distillationwhere the reaction reached completion in about 1.5 hr. The toluene was removed bydistilling in vacua leaving a very viscous orange colored material which would not pourat room temperature. Product yield was essentially quantitative.
A
b
S
0r
b
8
n
C
e
Dihydro~
4000 3 5 0 0 3 0 0 0 2 5 0 0 2 0 0 0
Wauenumbers
1 5 0 0 1 0 0 0 5 0 0
12.12 Dioleovl Peroxide
’ ’ who reactedThis compound was prepared according to the procedure, by Kochlthe acid chloride with 30% H202 in the presence of a tertiary amme. The reaction may becarried out in an open beaker with magnetic stirrer and thermometer all of whch IS placedin a cooling bath. A mixture of 5.Sg of NN,N’N’tetramethylethylenediamine and 10 ml ofmixed hexanes was cooled to O-5 “C before adding J.-,- 30 of 30% Hz02 keeping the
temperature < 10 “C. Oleoyl chloride(l5g) was added dropwise to the mixture with
stirring over a3 hour period keeping the temperature < 10 “C. Solid which separated fromthe mixture was acidified with dilute HlS04 and washed with ice water.
Oleovi Chloride was prepared by the reaction of oxalyl chloride with oieic acid.The reaction was run in a closed system consisting of a two neck reaction flask stirredmagnetically, an addition funnel, and a HCl trap(l6 g of NaOH dissolved in.200 m! ofH$) separated from the reaction tlask by a CaC12 drying tube. Oxalyl chlon.de(22.3. g)was added to oieic acid(l OOg) in 1 ml increments to control the exothermlc reactlonkeeping it below 40°C . The oleoyl chloride was produced in 95% yield. The reactionproduct appeared as a dark clear liquid which decomposes in moist air.
Ab 0.5
s
0
r 0.4
b
a
n 0.3C
e
0.2
Oioleoly Peroxide Preparation
3 5 0 0 3 0 0 0 2500 2 0 0 0 1 5 0 0 1 0 0 0 5 0 04000
Wauenumbsrs
39
A
b
S
0
I-
b
a
n
C
e
0.4 j-0.4-
0.3-0.3-
0.2-0.2-
O.l-0.1 -
Nitrate of Oleic Acid [HOLA)
2 5 0 0 2 0 0 0
Wavenumbers
1 5 0 0 1 0 0 0 5 0 0
Ab
S
0
rb
a
n
C
e
1.5.
1.0
0 . 5
Reaction Product of Sodium Nitrite and Brominated Vegetable Oil
/-0.0; -4000 3500
/
2 5 0 0 2 0 0 0
Wavenumbers
1
3 0 0 0 1 5 0 0 1 0 0 0 5 0 0
36. Hiart in Swem Organic Peroxides, vol 2, J. Wiley: New York, 1971, ~~1-151, 799-929
37. Patai, The Chemistry of Peroxides, J. Wiley: New York, 1893, pp. 279-30938. Miner, C. and Dalton, N., “Glycerol”, ACS Monograph, No. 117, Rheinhold
Publishing Company, 195339. Cooley, R., Chem. & Ind. 59, 645, (1946)40. Biasutti, G., “Safe Handling of Liquid Nitric Esters”, ACS Symposium series, No. 22,ACS, Washington, D.C., 197511. R L Shriner, ef al J. Am. Chem. Sot., 1933, s 76642. Knothe. G. et al, “The Influence of Various Oxygenated Compounds on the Cetane
Numbers of Fatty Acids and Esters”, presented at ASAE Liquid Fuels ConferenceSeptember 16. 1996
43. Van Gerpen, J. Cetane Number Testing of Biodiesel, presented at ASAE Liquid FuelsConference, September 17, 1996
44. F. Gunstone er al, Lipid Handbook, Chapman and Hall, London, (1986)45. P. Bartlett, Rec. Chem. Prog. 1957,lS, 11146. Kwart. et al. J. Org. Chem., 1966,3l, 4 1947. Han&k, et al, J. Am Chem. Sot., 1975,97, 523 148. D. Swem, Organic Peroxides, J. Wiley, New York ~012. 1971, 355- 53349. D. Swem, Organic Peroxides, J. Wiley, New York ~012, 1971, p. 244050. Emmons, et al, J. Am. Chem. Sot., 1955, 77, 895 1. D. J. Hanahan, Handbook of Lipid Research, , editor, Vol I, (1978)52. E. W. Eckey, Vegetable Fats and Oils, ACS Monograph, Rheinhoid Publishers. New
York. N. Y., 195453. US Patent No. 3,655,69854. MARC-IV Lubricity Study, March 1994, July 1994.55. National Biodiesel Board Report, “Determination of Additive Compatibility and
Efficacy Project”, System Lab Services November 15, 199656. P. Lacey, “Development of a Lubricity Test Based on the Transition from Boundary
Lubrication to Severe Adhesive Wear in Fuels”, Lubr. Engr., 50, 10. ~~749-757(1994)
57. US Patent No. 3,458,453,58. US Patent No. 3,997,46959. US Patent No. 3,503,89160. US Patent No. 3,668,23661. US Patent No. 4,048,08262. US Patent No. 4278,55363. US Patent No. 3.969,X764. US Patent No. 4,235,83865. US Patent No. 3,803,04966. US Patent No. 3884,82267. US Patent No. 4,522,78568. US Patent No. 4,464,27669. US Patent No. 4.402.90770. US Patent No. 4391,610
45
APPENDD(
Table 12.5 Specification for Howell LSRD-4
Specification Analysis
Fuel Sulfur
APIGR
0.03-0.05
32 - 36
I
Report
Report -
42 - 48 -42 - 48
-
3 Maxim1u-l-
54 Minirr1Lll-
1 _ 12 h/f-;,
Test Method
D 2622
D 287
- -..-a/O M IU31ao I28 - 35 FUELAR /
FUELOLEF D 1319-
FUELSATU ( D 1319
CETANEIN D 4737
CETANENO D 613
1 FUELCU D 130
1 FLASHPT D 92
Measurement
Total Sulfur. % M
Gravity. “,qPI
Hydrocarbon Comp
Aromatics. % VOl
Olefin
Saturates
Cetane Index
Cetane No.
CU Stp Corrosion
Flash Point. “C
Cloud Point. “C
r Water & Sed. o/o Vol
D 524I -_..XES 1 (10% bottoms)
I 0.05 Maximum FUELH20 D 2709
Ash, % Wgt 0.01 Maximum FUELASH D 482
D 445-Vis, cSt @, 40 “C 2.0 3.2 1 KINVISII
Distillation, “CIBP
10 %
I1 7 7 - 189
210 - 232 ) FUEL1I
50 Oh 249 - 277
90 % 299 - 3;
EP
FUEL50 D 86
!7 FUEL90 D 86
FUELEP D86\
327 - 360
47
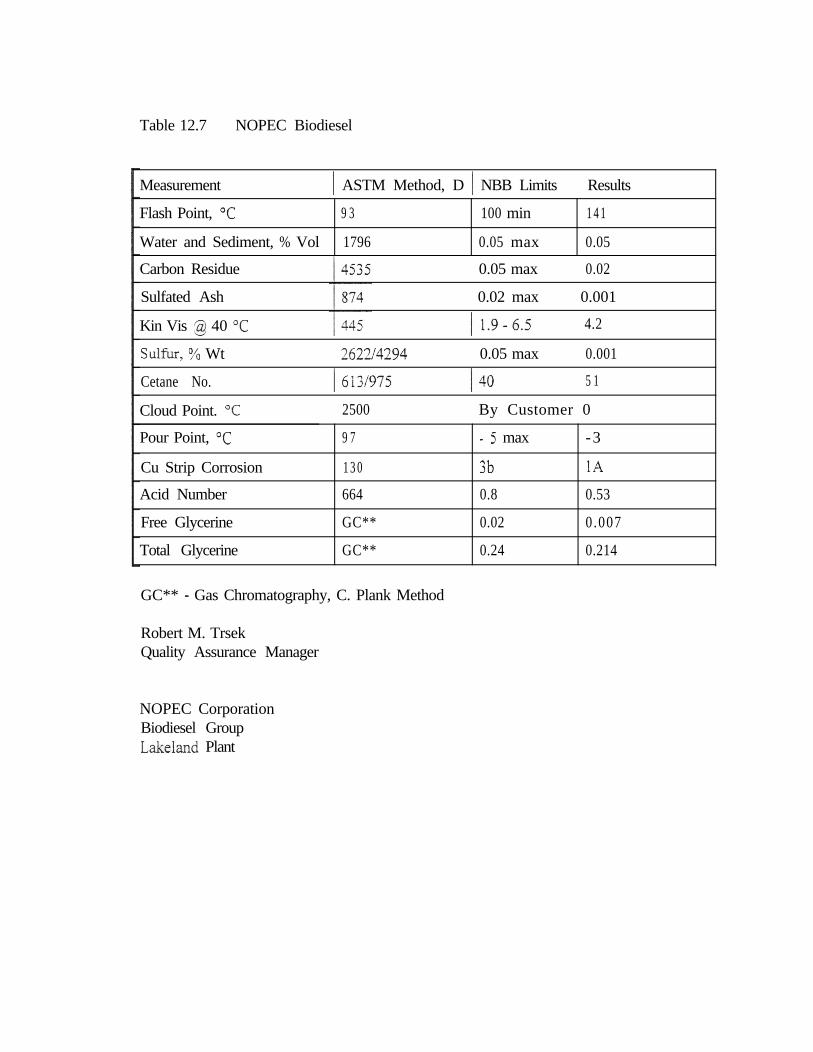
Table 12.7 NOPEC Biodiesel
Measurement 1 ASTM Method, D 1 NBB Limits 1 Results
Flash Point, “C 9 3 100 min 1 4 1
Water and Sediment, % Vol 1796 0.05 max 0.05
Carbon Residue 0.05 max 0.02
Sulfated Ash 1 0.02 max 1 0.001
Kin Vis @ 40 “C 4.2
Sulfilr, % Wt 2622/4294 0.05 max 0.001
Cetane No. 5 1
Cloud Point. “C
Pour Point, “C
Cu Strip Corrosion
Acid Number
Free Glycerine
Total Glycerine
2500 By Customer 0
- 5 max -3
3b 1A
0.8 0.53
0.02 0.007
0.24 0.214
9 7
1 3 0
664
GC**
GC**
GC** - Gas Chromatography, C. Plank Method
Robert M. TrsekQuality Assurance Manager
NOPEC CorporationBiodiesel GroupLakeland Plant


![Treatment of Glycine max seeds with gibberellins alters ... · Soybean [Glycine max (L.) Merr] is an important crop. A taproot-type soybean root system, consists of an embryo-derived](https://img.dokumen.tips/doc/110x75/5f0857517e708231d421877c/treatment-of-glycine-max-seeds-with-gibberellins-alters-soybean-glycine-max.jpg)


![A Comparative Epigenomic Analysis of Polyploidy … Comparative Epigenomic Analysis of Polyploidy-Derived Genes in Soybean and Common Bean1[OPEN] ... increases the genome size](https://img.dokumen.tips/doc/110x75/5afff0f47f8b9a0c028bf6cf/a-comparative-epigenomic-analysis-of-polyploidy-comparative-epigenomic-analysis.jpg)