Embed Size (px)
Citation preview
Fastriv° Self-Pierce Rivet Fasteni
Ainfq§Nr911' n. AvdeF iForni Since 1922 Since 1936 2010 Since 1936 2010 Since 1922
Fastriv®
Self-Pierce Rivet Fastening Systems
The Fastriv® self-piercing assembly system
Self-piercing fastener technology has been in use since the
1960's. However, the full potential of this assembly process
has only recently been realised. Self-piercing assembly has
now rapidly developed into a new branch of joining technol-
ogy. The Fastriv® system combines high performance fasten-
ers with precision placing tools and monitoring equipment.
Using Fastriv® self-piercing rivets for the assembly of sheet
metal components, joints can be made reliably with high
dynamic and static strength characteristics.
The Fastriv® self-piercing system is a simple, clean and ef-
ficient method of joining sheet metal components without the
need for pre-punched or pre-drilled holes. Fastriv® self-pierc-
ing rivets may be used for joining similar or dissimilar sheet
materials. Assembly is achieved by driving a self-piercing,
semitubular fastener into the materials to be joined.
A joint made with Fastriv® fasteners is both leak proof and
has a very high degree of joint integrity. In addition, the joint
has higher dynamic strength in comparison to a spot welded
joint. For these reasons it is predicted that at least 30% of
situations where spot welding is employed can be replaced
beneficially by self-piercing.
Depending on the application, the installation equipment can
be floor standing or involve a portable riveting head for use
with either manual or robotic manipulation. Fasteners are
supplied by remote blow feed from a vibrating bowl through a
flexible plastic tube.
The Fastriv® self-piercing system is designed to customer
specifications for batch or flow line assembly. With the addi-
tion of process monitoring control equipment the integrity of
the joint can be maintained to the user's satisfaction.
Together with our customers we develop fastening systems
that simplify your production process and improve the quality
and functionality of your products. We are not just a provider
of fasteners and equipment but a design and development
partner helping you to improve assembly and product per-
formance.
22
Self-piercing fastener technology has been in use since the 1960’s. However, the full potential of this assembly process has only recently been realised. Self-piercing assembly has now rapidly developed into a new branch of joining technol-ogy. The Fastriv® system combines high performance fasten-ers with precision placing tools and monitoring equipment. Using Fastriv® self-piercing rivets for the assembly of sheet metal components, joints can be made reliably with high dynamic and static strength characteristics.
The Fastriv® self-piercing system is a simple, clean and ef-fi cient method of joining sheet metal components without the need for pre-punched or pre-drilled holes. Fastriv® self-pierc-ing rivets may be used for joining similar or dissimilar sheet materials. Assembly is achieved by driving a self-piercing, semitubular fastener into the materials to be joined.
A joint made with Fastriv® fasteners is both leak proof and has a very high degree of joint integrity. In addition, the joint has higher dynamic strength in comparison to a spot welded joint. For these reasons it is predicted that at least 30 % of
situations where spot welding is employed can be replaced benefi cially by self-piercing.
Depending on the application, the installation equipment can be fl oor standing or involve a portable riveting head for use with either manual or robotic manipulation. Fasteners are supplied by remote blow feed from a vibrating bowl through a fl exible plastic tube.
The Fastriv® self-piercing system is designed to customer specifi cations for batch or fl ow line assembly. With the addi-tion of process monitoring control equipment the integrity of the joint can be maintained to the user’s satisfaction.
Together with our customers we develop fastening systems that simplify your production process and improve the quality and functionality of your products. We are not just a provider of fasteners and equipment but a design and development partner helping you to improve assembly and product per-formance.
The Fastriv® self-piercing assembly system
Contents Page
Overview
Fastriv® Fastening System 4-5
Comparison to Competing Systems 6-7
Cost-Effective Assembly 8
Installation Equipment
Installation Tools 9
Portariv® Pierce Riveting Equipment 10
Examples for Portariv® Configurations 11
Process Monitoring Equipment 11
Range and Applications
Fastriv® Pierce Rivets 12
Success with Fastriv® Systems 13-14
Repair Concept for Self-piercing Rivet Joints 15
I
3 3
Contents Page
Overview
Fastriv® Fastening System
Comparison to Competing Systems
Cost-Effective Assembly
4–5
6–7
8
Installation Equipment
Installation Tools
Portariv® Pierce Riveting Equipment
Examples for Portariv® Confi gurations
Process Monitoring Equipment
9
10
11
11
Range and Applications
Fastriv® Pierce Rivets
Success with Fastriv® Systems Repair Concept for Self-piercing Rivet Joints
12
13–14
15
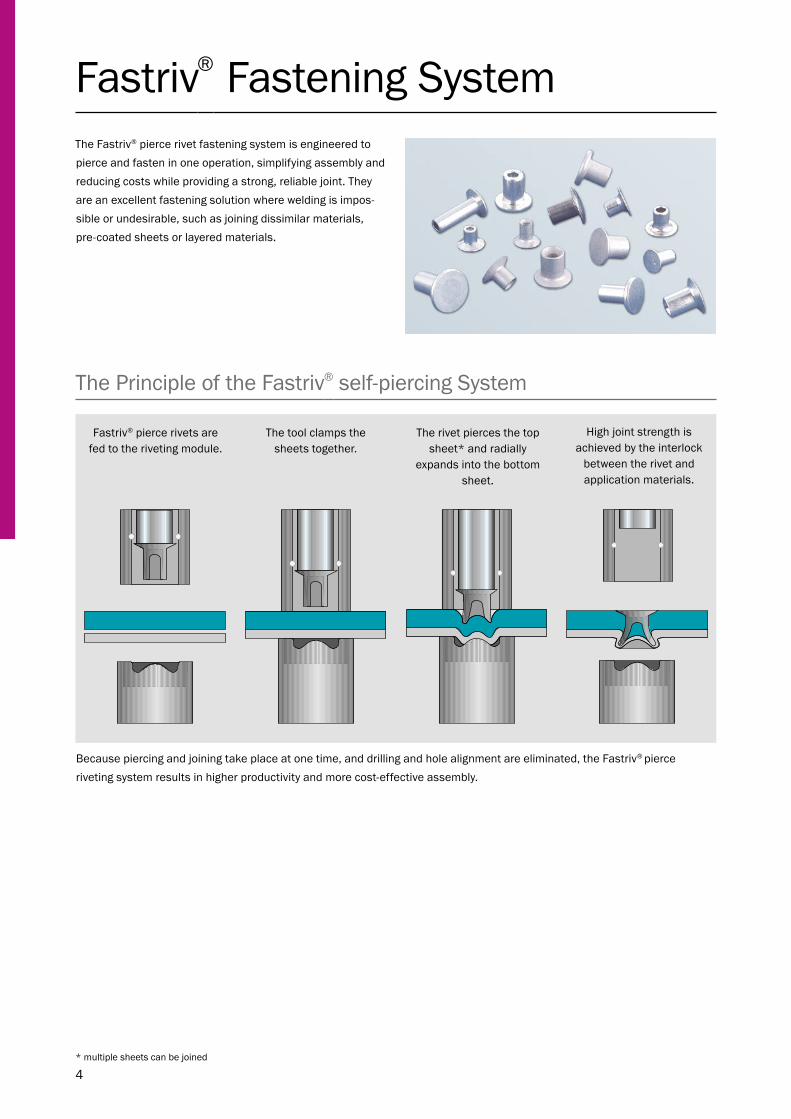
Fastriv® pierce rivets are The tool clamps the
fed to the riveting module. sheets together.
The rivet pierces the top High joint strength is
sheet* and radially achieved by the interlock
expands into the bottom between the rivet and
sheet. application materials.
rTh
Fastriv® Fastening System The Fastriv® pierce rivet fastening system is engineered to
pierce and fasten in one operation, simplifying assembly and
reducing costs while providing a strong, reliable joint. They
are an excellent fastening solution where welding is impos-
sible or undesirable, such as joining dissimilar materials,
pre-coated sheets or layered materials.
The Principle of the Fastriv® self-piercing System
Because piercing and joining take place at one time, and drilling and hole alignment are eliminated, the Fastriv® pierce
riveting system results in higher productivity and more cost-effective assembly.
* multiple sheets can be joined
4 4
The Fastriv® pierce rivet fastening system is engineered to pierce and fasten in one operation, simplifying assembly and reducing costs while providing a strong, reliable joint. They are an excellent fastening solution where welding is impos-sible or undesirable, such as joining dissimilar materials, pre-coated sheets or layered materials.
The Principle of the Fastriv® self-piercing System
Fastriv® Fastening System
Because piercing and joining take place at one time, and drilling and hole alignment are eliminated, the Fastriv® pierce riveting system results in higher productivity and more cost-effective assembly.
Fastriv® pierce rivets are fed to the riveting module.
The tool clamps the sheets together.
The rivet pierces the top sheet* and radially
expands into the bottom sheet.
High joint strength is achieved by the interlock
between the rivet and application materials.
* multiple sheets can be joined
Fastriv® Fastening System Since there are no accepted standards for pierce rivets, all
brands are not the same. The geometry of Fastriv® pierce
rivets is designed to provide optimal performance.
The Fastriv® pierce rivet system joins sheet metals, alumi-
nums, plastic and other materials. It is an efficient fastening
solution over other fastening methods such as spot welding,
bolting, adhesive bonding, clinching or blind riveting. Unlike
welding, Fastriv® pierce rivets do not create a heat-affected
zone in the materials during installation, so changes and
damage to the application materials are minimized.
During installation, the pierce rivets are fed automatically
and pressed into the components. Installation systems are
tailored to your manufacturing processes and requirements -
from hand-operated systems to automated assembly lines.
Riveting modules and dies are configured to the respective
application and can be combined with other Avdel installa-
tion systems.
Features
• Pierce and fasten in one operation, eliminating need for
insertion holes and alignment
• Self-sealing; rivet radially expands into material, without
breaking through substrate
• Provides consistent, high joint strength, comparable to
spot welds and other mechanical fastening methods
• Unlike welding, Fastriv® fasteners join materials without
creating a heat-affected zone, thereby preventing shrinking
and minimizing distortion and other material changes
• Can be used on a wide variety of materials including steel,
aluminum, nylon webbing, plastic, and rubber
• Can join dissimilar materials and cleanly join
pre-coated, pre-painted or pre-plated materials
• Can be used to join materials with intermediate
compounds, including adhesives
• Rivets can be plated or painted to your specifications
• Can join materials with oil or other surface contaminants
• Process load monitoring can be incorporated into
installation tooling system to track and notify operator
of variances in joint
Benefits
• Reduces component costs
• Eases automation requirements
• Maximizes manufacturing flexibility
• Can eliminate drilling and punching operations
• Can eliminate spot welding operations and its
environmental hazards, such as fumes and sparks
• Lowers noise level during installation
• May reduce number of fastening points
• Increases product reliability
• Maintains integrity of application material
• Can eliminate rework of products including repainting
of coated materials
• Eliminates air/water path through fastening point,
resulting in a leak-proof joint
• Can eliminate surface preparation, including cleaning
• Increases consistency and quality on the assembly line
5 5
Since there are no accepted standards for pierce rivets, all brands are not the same. The geometry of Fastriv® pierce rivets is designed to provide optimal performance.
The Fastriv® pierce rivet system joins sheet metals, alumi-nums, plastic and other materials. It is an efficient fastening solution over other fastening methods such as spot welding, bolting, adhesive bonding, clinching or blind riveting. Unlike welding, Fastriv® pierce rivets do not create a heat-affected zone in the materials during installation, so changes and damage to the application materials are minimized.
During installation, the pierce rivets are fed automatically and pressed into the components. Installation systems are tailored to your manufacturing processes and requirements – from hand-operated systems to automated assembly lines.
Riveting modules and dies are configured to the respective application and can be combined with other Avdel installa-tion systems.
Fastriv® Fastening System
Features
Benefits
• Pierce and fasten in one operation, eliminating need for insertion holes and alignment
• Self-sealing; rivet radially expands into material, without breaking through substrate
• Provides consistent, high joint strength, comparable to spot welds and other mechanical fastening methods
• Unlike welding, Fastriv® fasteners join materials without creating a heat-affected zone, thereby preventing shrinking and minimizing distortion and other material changes
• Can be used on a wide variety of materials including steel, aluminum, nylon webbing, plastic, and rubber
• Reduces component costs• Eases automation requirements• Maximizes manufacturing flexibility• Can eliminate drilling and punching operations• Can eliminate spot welding operations and its
environmental hazards, such as fumes and sparks• Lowers noise level during installation• May reduce number of fastening points
• Can join dissimilar materials and cleanly join pre-coated, pre-painted or pre-plated materials• Can be used to join materials with intermediate
compounds, including adhesives• Rivets can be plated or painted to your specifications• Can join materials with oil or other surface contaminants• Process load monitoring can be incorporated into
installation tooling system to track and notify operator of variances in joint
• Increases product reliability• Maintains integrity of application material• Can eliminate rework of products including repainting
of coated materials• Eliminates air/water path through fastening point,
resulting in a leak-proof joint• Can eliminate surface preparation, including cleaning • Increases consistency and quality on the assembly line

Comparison to Competing Systems The Ideal Alternative
The Fastriv® pierce riveting system is the ideal alternative to common assembly methods such as spot welding, clinching,
bolts, adhesives and rivets. A comparison of the features and benefits of Fastriv® fasteners and other common joining
methods is shown below and on the following page.
There are two conditions required for the successful use of self-piercing rivet systems:
1. There must be access for tooling on both sides of the sheets
2. The sheet thickness, sheet hardness and ductility need to fall within the practical range for self-piercing technology.
Actual ranges are dependent on application requirements and material types. Generally, the range for sheet metal
applications is a combined material thickness of 1.6mm - 8.0mm (.06" - .315").
Material layers that can tie joined* by the rastriv® pierce riveting system include
• steel
• aluminum
• cast or extruded components
• plastic
• materials with an adhesive, sealant
• rubber
or other intermediate layer • nylon webbing
Feature Spot
Welding
Blind
Rivets Adhesives Bolts
Fastriv®
Fasteners Clinching
Hole alignment needed no yes no yes no no
Joining dissimilar materials no yes yes yes yes yes
Joining coated materials no yes yes yes yes yes
Joining 3 or more sheets poor good possible good good poor
Joining sheets with different thickness poor good good good good good
Maximum joint thickness low high no limit high medium medium
Leak-proof joint partial possible yes possible yes yes
Corrosion resistance poor good high good good good
Fatigue strength low high medium high high medium
Aesthetic quality high medium high low high high
Access required for joining two sides one side one/two sides one/two sides two sides two sides
Reliability medium high medium high high high
Ease of inspection poor good poor fair good good
Joint removability poor fair poor good fair fair
Automated assembly possible possible possible possible possible possible
Compatible with other joining methods yes yes yes yes yes yes
Energy requirement high low low low low low
Environmental impact high low high low low low
Cost high low high low low low
* Based on laboratory testing and various in-service applications. Testing is required on your application to determine its optimal fastening method. Please contact an Avdel applications engineer for assistance.
6 6
Comparison to Competing Systems The Ideal Alternative
The Fastriv® pierce riveting system is the ideal alternative to common assembly methods such as spot welding, clinching, bolts, adhesives and rivets. A comparison of the features and benefits of Fastriv® fasteners and other common joining methods is shown below and on the following page.
There are two conditions required for the successful use of self-piercing rivet systems:1. There must be access for tooling on both sides of the sheets 2. The sheet thickness, sheet hardness and ductility need to fall within the practical range for self-piercing technology. Actual ranges are dependent on application requirements and material types. Generally, the range for sheet metal applications is a combined material thickness of 1.6mm – 8.0mm (.06" – .315").
Material layers that can be joined* by the Fastriv® pierce riveting system include:• steel• cast or extruded components• materials with an adhesive, sealant
or other intermediate layer
• aluminum• plastic• rubber• nylon webbing
Feature SpotWelding
BlindRivets
Adhesives BoltsFastriv®
FastenersClinching
Hole alignment needed no yes no yes no no
Joining dissimilar materials no yes yes yes yes yes
Joining coated materials no yes yes yes yes yes
Joining 3 or more sheets poor good possible good good poor
Joining sheets with different thickness poor good good good good good
Maximum joint thickness low high no limit high medium medium
Leak-proof joint partial possible yes possible yes yes
Corrosion resistance poor good high good good good
Fatigue strength low high medium high high medium
Aesthetic quality high medium high low high high
Access required for joining two sides one side one/two sides one/two sides two sides two sides
Reliability medium high medium high high high
Ease of inspection poor good poor fair good good
Joint removability poor fair poor good fair fair
Automated assembly possible possible possible possible possible possible
Compatible with other joining methods yes yes yes yes yes yes
Energy requirement high low low low low low
Environmental impact high low high low low low
Cost high low high low low low
* Based on laboratory testing and various in-service applications. Testing is required on your application to determine its optimal fastening method. Please contact an Avdel applications engineer for assistance.
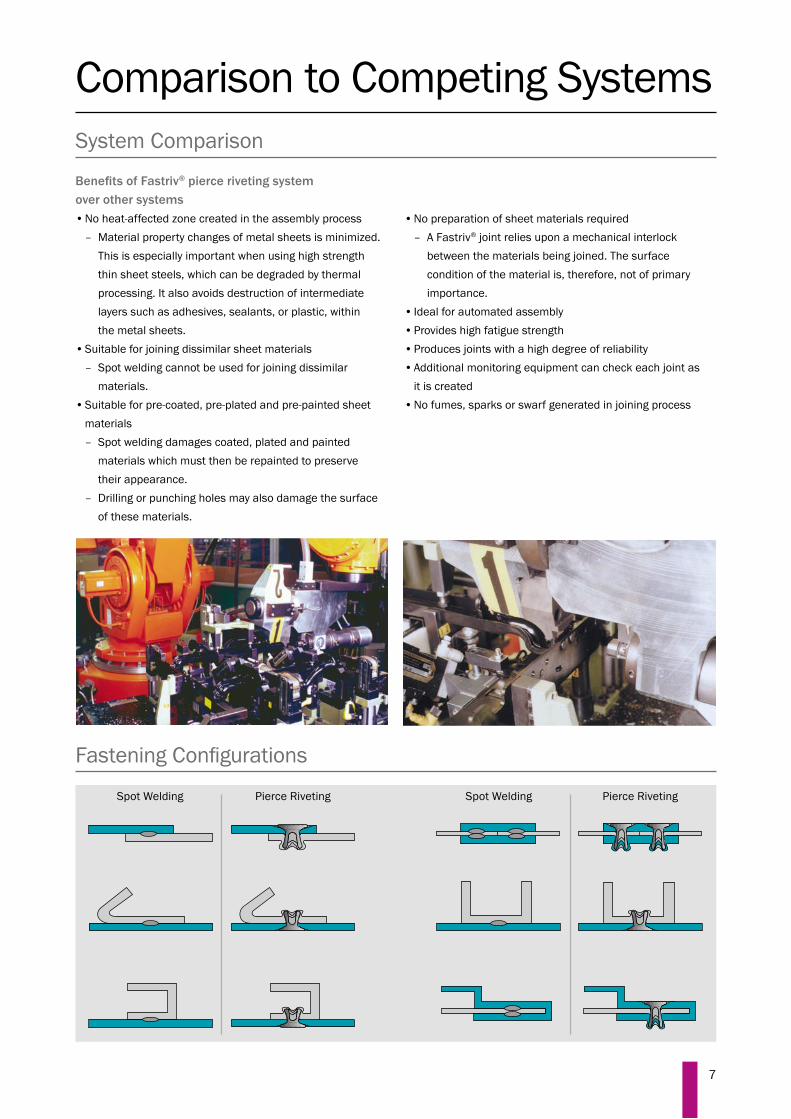
Fastening Configurations
Spot Welding Pierce Riveting Spot Welding Pierce Riveting
Comparison to Competing Systems System Comparison
Benefits of Fastriv® pierce riveting system
over other systems
• No heat-affected zone created in the assembly process
- Material property changes of metal sheets is minimized.
This is especially important when using high strength
thin sheet steels, which can be degraded by thermal
processing. It also avoids destruction of intermediate
layers such as adhesives, sealants, or plastic, within
the metal sheets.
• Suitable for joining dissimilar sheet materials
- Spot welding cannot be used for joining dissimilar
materials.
• Suitable for pre-coated, pre-plated and pre-painted sheet
materials
- Spot welding damages coated, plated and painted
materials which must then be repainted to preserve
their appearance.
- Drilling or punching holes may also damage the surface
of these materials.
• No preparation of sheet materials required
- A Fastriv® joint relies upon a mechanical interlock
between the materials being joined. The surface
condition of the material is, therefore, not of primary
importance.
• Ideal for automated assembly
• Provides high fatigue strength
• Produces joints with a high degree of reliability
• Additional monitoring equipment can check each joint as
it is created
• No fumes, sparks or swarf generated in joining process
7 7
Comparison to Competing Systems System Comparison
Benefits of Fastriv® pierce riveting system over other systems• No heat-affected zone created in the assembly process – Material property changes of metal sheets is minimized.
This is especially important when using high strength thin sheet steels, which can be degraded by thermal processing. It also avoids destruction of intermediate layers such as adhesives, sealants, or plastic, within the metal sheets.• Suitable for joining dissimilar sheet materials – Spot welding cannot be used for joining dissimilar
materials.• Suitable for pre-coated, pre-plated and pre-painted sheet
materials – Spot welding damages coated, plated and painted materials which must then be repainted to preserve their appearance. – Drilling or punching holes may also damage the surface of these materials.
• No preparation of sheet materials required – A Fastriv® joint relies upon a mechanical interlock between the materials being joined. The surface
condition of the material is, therefore, not of primary importance.
• Ideal for automated assembly• Provides high fatigue strength• Produces joints with a high degree of reliability• Additional monitoring equipment can check each joint as
it is created• No fumes, sparks or swarf generated in joining process
Fastening Configurations
Spot Welding Spot WeldingPierce Riveting Pierce Riveting

Cost-effective Assembly Installation Configured to your Assembly Line
During installation, Fastriv® pierce rivets are fed automatically and pressed into the components. The installation tools or
workstations are adapted to the respective production processes - from hand-operated systems to automated assembly
lines. The surrounding work area is clean and operator friendly. The installation process is quiet and does not create heat
or sparks.
Riveting modules and dies are configured to the respective application and can be combined with other Avdel installation
systems.
Due to their short cycle times, these systems provides a very efficient working process, reducing assembly times to a
minimum. They are especially cost-effective for medium- and large-volume production.
The following pages cover some of our standard installation equipment for pierce rivets. All systems are scaled to meet
specific customer applications, regardless of size.
Large C-frame throat depth, hydraulic die lift mechanism and servo-driven
XY-table for complex fastening patterns. Rotary actuation option allows
fastening of complex shapes. System can be scaled to meet
specific application parameters.
Stationary system in H-frame designed for assembly of large sheet metal
panels. Ideal for simpler fastening patterns; can be scaled down as
required. Can be combined with a material handling system for maximum
productivity.
Two-hand, manual-actuated C-frame on gimbal mounting allows operator
to rotate the riveting module a full 360°.
8 8
Cost-effective Assembly Installation Configured to your Assembly Line
During installation, Fastriv® pierce rivets are fed automatically and pressed into the components. The installation tools or workstations are adapted to the respective production processes – from hand-operated systems to automated assembly lines. The surrounding work area is clean and operator friendly. The installation process is quiet and does not create heat or sparks.
Riveting modules and dies are configured to the respective application and can be combined with other Avdel installation systems.
Due to their short cycle times, these systems provides a very efficient working process, reducing assembly times to a minimum. They are especially cost-effective for medium- and large-volume production.
The following pages cover some of our standard installation equipment for pierce rivets. All systems are scaled to meet specific customer applications, regardless of size.
Large C-frame throat depth, hydraulic die lift mechanism and servo-driven XY-table for complex fastening patterns. Rotary actuation option allows fastening of complex shapes. System can be scaled to meet specific application parameters.
Two-hand, manual-actuated C-frame on gimbal mounting allows operator to rotate the riveting module a full 360°.
Stationary system in H-frame designed for assembly of large sheet metal panels. Ideal for simpler fastening patterns; can be scaled down as required. Can be combined with a material handling system for maximum productivity.

Installation Equipment ESN50 Battery Tool
Features
• Electro-hydraulic operation
• C-frames with various throat depths are available
which can be changed quickly
• Joining force can be continuously adjusted from
20 - 50 kN (4,500 - 11,240 lbf)
• With special tooling the ESN50 can also be used
for removing pierce-riveted joints
• Motor automatically turns off after joining force is reached
Benefits
• Wide range of uses, from sampling, prototyping
and repair use to low volume production
• Can also be used for placing clinch nuts and studs
and also pierce nuts and studs
SN2 Tool with Hydraulic Intensifier
Features
• Hydraulic intensifier with hand-operated or stationary C-frame
• Adjustable pressure setting
• Various C-frames, either hand-operated or stationary, can
be connected by a quick-fitting coupling
• Can be used in a large range of applications, from sampling
to low-volume production
• The C-frames can be equipped with different tooling, so the
SN2 can be used for riveting and pressing
• Can also be used for placing clinch nuts and studs and
pierce nuts and studs
SR-NAE Remote Hydraulic Powered Tool
Features
• Low cost, hydraulic hand tool
• Portable 2HP 208VAC Power
• Joining force can be continuously adapted from 20 - 50 kN
(4,500 - 11,240 lbf)
• Suitable for medium volume applications with manual feed
• Can be equipped with various tooling to set clinch studs and
nuts and pierce rivets
9 9
Installation Equipment ESN50 Battery Tool
SN2 Tool with Hydraulic Intensifier
SR-NAE Remote Hydraulic Powered Tool
Features• Electro-hydraulic operation• C-frames with various throat depths are available
which can be changed quickly• Joining force can be continuously adjusted from
20 – 50 kN (4,500 – 11,240 lbf)• With special tooling the ESN50 can also be used
for removing pierce-riveted joints• Motor automatically turns off after joining force is reached
Benefits• Wide range of uses, from sampling, prototyping
and repair use to low volume production• Can also be used for placing clinch nuts and studs
and also pierce nuts and studs
Features• Hydraulic intensifier with hand-operated or stationary C-frame• Adjustable pressure setting• Various C-frames, either hand-operated or stationary, can
be connected by a quick-fitting coupling
Benefits• Can be used in a large range of applications, from sampling
to low-volume production• The C-frames can be equipped with different tooling, so the
SN2 can be used for riveting and pressing • Can also be used for placing clinch nuts and studs and
pierce nuts and studs
Features• Low cost, hydraulic hand tool• Portable 2HP 208VAC Power• Joining force can be continuously adapted from 20 – 50 kN
(4,500 – 11,240 lbf)• Suitable for medium volume applications with manual feed• Can be equipped with various tooling to set clinch studs and
nuts and pierce rivets

Installation Equipment Portariv® Pierce Riveting Equipment
The Portariv® pierce riveting equipment consists of three modular assemblies: power pack and control system, head
assembly and feed assembly. Two modular standard systems are available: a high-volume system which can be equipped with
a process monitoring system, and a medium-volume system that combines performance with compact design.
The installation systems are adapted to specific production processes - from operator-actuated systems to automated
assembly lines. Riveting modules and lower dies of the head assembly can be engineered into different configurations
to accommodate difficult accessibility conditions or to assemble large or awkwardly-shaped components.
Due to their short cycle times, these systems provide a very efficient working process, reducing assembly times to a
minimum. They are especially cost-effective for medium- and large-volume production.
Key features and benefits
• Two standard systems available:
- high-volume system which can be equipped
with a process monitoring system
- medium-volume system for series production
that doesn't require process monitoring
• Cycle times between 2.0 and 5.0 seconds
under normal operating conditions, dependent
on feed tube length and cylinder stroke
• Hand-actuated or robot-mounted systems available
• Flexible integration into existing production lines
• Multi-head and other custom modules available
• Vibratory bowl feed system and proprietary
pneumatic components ensure reliable feeding
• Increase of productivity
• Ensures a quality joint
C-frame for difficult to access areas
Medium-volume system
High-volume system
Stationary C-frame for Portariv®
e.g. wheel house
Control Panel for Portariv® (only available in Europe)
10 10
Installation Equipment Portariv® Pierce Riveting Equipment
The Portariv® pierce riveting equipment consists of three modular assemblies: power pack and control system, head assembly and feed assembly. Two modular standard systems are available: a high-volume system which can be equipped with a process monitoring system, and a medium-volume system that combines performance with compact design.
The installation systems are adapted to specific production processes – from operator-actuated systems to automated assembly lines. Riveting modules and lower dies of the head assembly can be engineered into different configurations to accommodate difficult accessibility conditions or to assemble large or awkwardly-shaped components.
Due to their short cycle times, these systems provide a very efficient working process, reducing assembly times to a minimum. They are especially cost-effective for medium- and large-volume production.
Key features and benefits• Two standard systems available: - high-volume system which can be equipped with a process monitoring system - medium-volume system for series production that doesn’t require process monitoring• Cycle times between 2.0 and 5.0 seconds under normal operating conditions, dependent on feed tube length and cylinder stroke
• Hand-actuated or robot-mounted systems available• Flexible integration into existing production lines• Multi-head and other custom modules available• Vibratory bowl feed system and proprietary pneumatic components ensure reliable feeding• Increase of productivity• Ensures a quality joint
Medium-volume system High-volume system Stationary C-frame for Portariv®
C-frame for difficult to access areas e.g. wheel house
Control Panel for Portariv® (only available in Europe)

045 AN
PS, Z1502214
P2,5 1 gar parl,
Measure 110 ZHU
200:
%DI
1A0D
500
• IOW
• lbw
10
NO010104000 .1.10
•;"
An^11 4 4 -2 0 T 1 43 A ,0
23.10.201:1 1522.25
14104DArt
KISTLER FR .14, ...re!
c.611001
c7CAIS 1
050 00.
Installation Equipment Examples for Portariv® Configurations
Robotic-controlled (left) or foot-pedal activated (right) tools are just a few of the configurations possible with
the Portariv® system.
Process Monitoring Equipment
Portariv® installation equipment blow-feeds the rivet directly from the feeding system to the tooling of the head assembly in
one single action.
The system can be equipped with a process monitoring system to record each rivet placement in real time. This ensures that
each joint falls into the programmed parameters for correct installation. The monitoring system consists of load cell and a PC
unit that controls and analyzes the transducer data. The software has been designed so that the sensors can be calibrated.
The system monitors the setting force and plunger displacement during the placement of every rivet. The data is converted into
a force displacement graph for each placement. The software compares this graph against tolerance limits, determined by previ-
ous controlled placements. If the graph falls outside of the tolerance limits, the machine cycle is stopped and the software will
display a fault warning notice. The data of each placement is recorded and a complete history of all joints is available.
Force displacement graph
Pre- clamping
W FIT . Piercing
Assembly
I J , ,1....-. 4)
Farce
Mechanical Interlock
..Th.. 1,,,,,_1
-------7-.------
.TFPAIr
Spring Farce
Setting force measuring curve
11
Robotic-controlled (left) or foot-pedal activated (right) tools are just a few of the configurations possible with the Portariv® system.
Installation Equipment
Process Monitoring Equipment
Examples for Portariv® Configurations
Portariv® installation equipment blow-feeds the rivet directly from the feeding system to the tooling of the head assembly in one single action.
The system can be equipped with a process monitoring system to record each rivet placement in real time. This ensures that each joint falls into the programmed parameters for correct installation. The monitoring system consists of load cell and a PC unit that controls and analyzes the transducer data. The software has been designed so that the sensors can be calibrated.
The system monitors the setting force and plunger displacement during the placement of every rivet. The data is converted into a force displacement graph for each placement. The software compares this graph against tolerance limits, determined by previ-ous controlled placements. If the graph falls outside of the tolerance limits, the machine cycle is stopped and the software will display a fault warning notice. The data of each placement is recorded and a complete history of all joints is available.
Force displacement graph Setting force measuring curve
Pre-clamping Piercing
Assembly Force
Mechanical Interlock
Spring Force
f2JD
002
ODs P-
chamfered poke
ODs
square poke
K
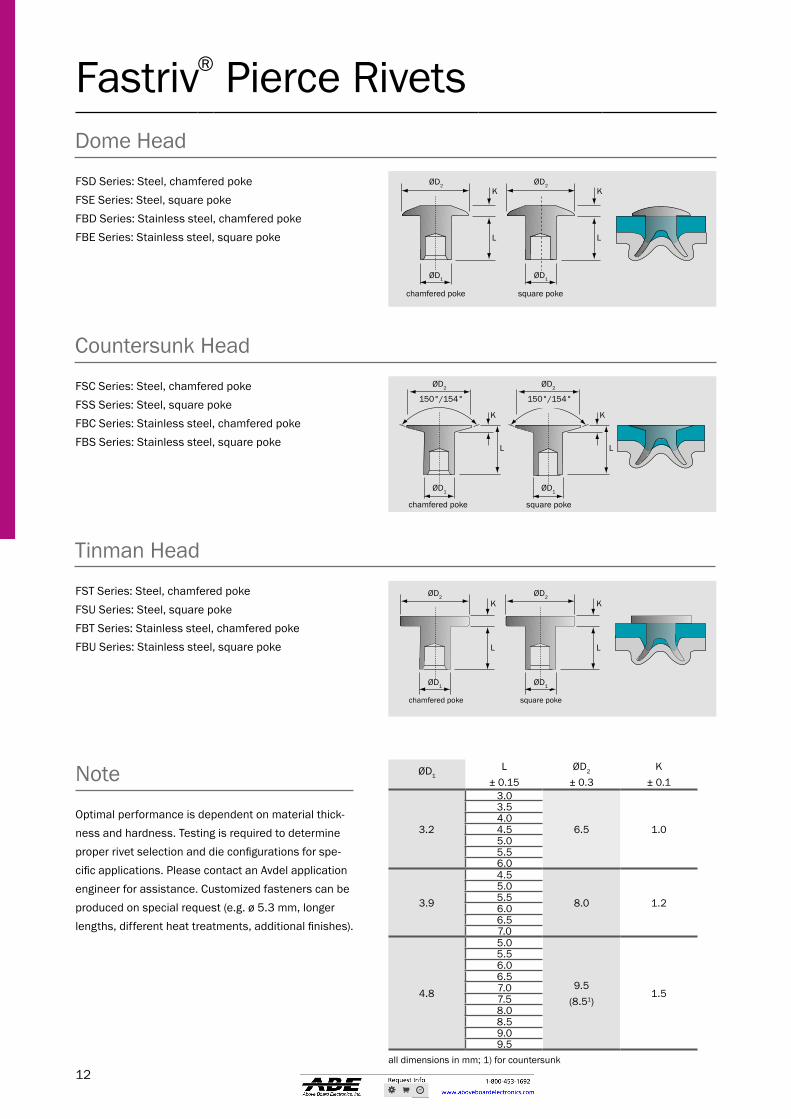
Fastriv® Pierce Rivets Dome Head
FSD Series: Steel, chamfered poke
FSE Series: Steel, square poke
FBD Series: Stainless steel, chamfered poke
FBE Series: Stainless steel, square poke
Countersunk Head
FSC Series: Steel, chamfered poke 002 002
FSS Series: Steel, square poke 1507154° 1507154°
FBC Series: Stainless steel, chamfered poke ,V( ,V(
FBS Series: Stainless steel, square poke
OD, OD,
chamfered poke square poke
Tinman Head
FST Series: Steel, chamfered poke
FSU Series: Steel, square poke
FBT Series: Stainless steel, chamfered poke
FBU Series: Stainless steel, square poke
0,
,.0„ chamfered poke
002
L
r square poke
Note
Optimal performance is dependent on material thick-
ness and hardness. Testing is required to determine
proper rivet selection and die configurations for spe-
cific applications. Please contact an Avdel application
engineer for assistance. Customized fasteners can be
produced on special request (e.g. 0 5.3 mm, longer
lengths, different heat treatments, additional finishes).
L 0D2 0D1 ± 0.15 ± 0.3 + 0.1
3.2
3.0
6.5 1.0
3.5 4.0 4.5 5.0 5.5 6.0
3.9
4.5
8.0 1.2
5.0 5.5 6.0 6.5 7.0
4.8
5.0
9.5 (8.51)
1.5
5.5 6.0 6.5 7.0 7.5 8.0 8.5 9.0 9.5
all dimensions in mm; 1) for countersunk 12 12
ØD1 ØD1
ØD2 ØD2K K
L L
ØD1 ØD1
ØD2 ØD2K K
L L
ØD1 ØD1
ØD2 ØD2
K K
L L
150°/154°150°/154°
FSD Series: Steel, chamfered pokeFSE Series: Steel, square pokeFBD Series: Stainless steel, chamfered pokeFBE Series: Stainless steel, square poke
FSC Series: Steel, chamfered pokeFSS Series: Steel, square pokeFBC Series: Stainless steel, chamfered pokeFBS Series: Stainless steel, square poke
FST Series: Steel, chamfered pokeFSU Series: Steel, square pokeFBT Series: Stainless steel, chamfered pokeFBU Series: Stainless steel, square poke
Fastriv® Pierce Rivets Dome Head
Countersunk Head
Tinman Head
Optimal performance is dependent on material thick-ness and hardness. Testing is required to determine proper rivet selection and die configurations for spe-cific applications. Please contact an Avdel application engineer for assistance. Customized fasteners can be produced on special request (e.g. ø 5.3 mm, longer lengths, different heat treatments, additional finishes).
Note
chamfered poke square poke
ØD1L
± 0.15ØD2
± 0.3K
± 0.1
3.2
3.0
6.5 1.0
3.54.04.55.05.56.0
3.9
4.5
8.0 1.25.05.56.06.57.0
4.8
5.0
9.5(8.51)
1.5
5.56.06.57.07.58.08.59.09.5
all dimensions in mm; 1) for countersunk
chamfered poke square poke
chamfered poke square poke

ak )
Success with Fastriv® Systems Fastriv® pierce rivet systems are raising productivity and lowering costs in a wide range of automotive and commercial indus-
tries, from sheet metal assembly to building construction to plastic products.
Air Cargo Equipment
The shoulders and corner stiffenings of this air cargo transportation pallet are joined with
Fastriv® countersunk pierce rivets. Due to the large dimensions of the pallet, the C-frame is
supported on a gantry system.
All rivet positions are manually driven. A hopper system feeds the rivets automatically.
The elimination of drilled holes and automatic feeding of rivets have reduced cycle times
significantly.
Construction Components
These heavy-duty lintels can carry loads up to 45 kN (10,000 Ibs). They are produced in two
steel sections with a combined material thickness of up to 6.4mm (0.25"). Spot welds were ini-
tially used for assembly, but this method provided poor joint consistency and required rework
to correct the damaged coated surface.
The Fastriv® pierce rivet system produces the high strength joints required for this critical ap-
plication and does not damage the coated sheets.
Steel lintels up to 2 meters long are assembled on a customized 2-head riveting machine. The
placement of the rivets is staggered left and right at a distance of 30 cm (11.81"). At the ends
of the lintels, rivets are placed parallel to each other. Twin bowl feeders allow the system to be
fully automated, resulting in increased productivity.
Consumer Products
A 12-head riveting system is integrated into an automatic production line for assembling alumi-
num ladders. Each ladder step is fastened simultaneously to the ladder frame.
The machine can be used for different ladder sizes. Other benefits include shorter cycle times,
cost-effective production, elimination of insertion holes, and a stronger and more reliable end
product.
This steering wheel lock requires consistent, high-strength fastening to meet tamper-resist-
ance requirements. Fastriv® fasteners met these requirements, plus they could be used after
the components were painted, increasing manufacturing flexibility and minimizing cycle times.
The Fastriv® pierce rivets are processed on a stationary riveting system with an automatic
feeding module. The system was easily integrated into the existing production line.
13 13
Air Cargo Equipment
Success with Fastriv® Systems Fastriv® pierce rivet systems are raising productivity and lowering costs in a wide range of automotive and commercial indus-tries, from sheet metal assembly to building construction to plastic products.
The shoulders and corner stiffenings of this air cargo transportation pallet are joined with Fastriv® countersunk pierce rivets. Due to the large dimensions of the pallet, the C-frame is supported on a gantry system.
All rivet positions are manually driven. A hopper system feeds the rivets automatically. The elimination of drilled holes and automatic feeding of rivets have reduced cycle times significantly.
Construction Components
These heavy-duty lintels can carry loads up to 45 kN (10,000 lbs). They are produced in two steel sections with a combined material thickness of up to 6.4mm (0.25"). Spot welds were ini-tially used for assembly, but this method provided poor joint consistency and required rework to correct the damaged coated surface.
The Fastriv® pierce rivet system produces the high strength joints required for this critical ap-plication and does not damage the coated sheets.
Steel lintels up to 2 meters long are assembled on a customized 2-head riveting machine. The placement of the rivets is staggered left and right at a distance of 30 cm (11.81"). At the ends of the lintels, rivets are placed parallel to each other. Twin bowl feeders allow the system to be fully automated, resulting in increased productivity.
Consumer Products
A 12-head riveting system is integrated into an automatic production line for assembling alumi-num ladders. Each ladder step is fastened simultaneously to the ladder frame.
The machine can be used for different ladder sizes. Other benefits include shorter cycle times, cost-effective production, elimination of insertion holes, and a stronger and more reliable end product.
This steering wheel lock requires consistent, high-strength fastening to meet tamper-resist-ance requirements. Fastriv® fasteners met these requirements, plus they could be used after the components were painted, increasing manufacturing flexibility and minimizing cycle times.
The Fastriv® pierce rivets are processed on a stationary riveting system with an automatic feeding module. The system was easily integrated into the existing production line.
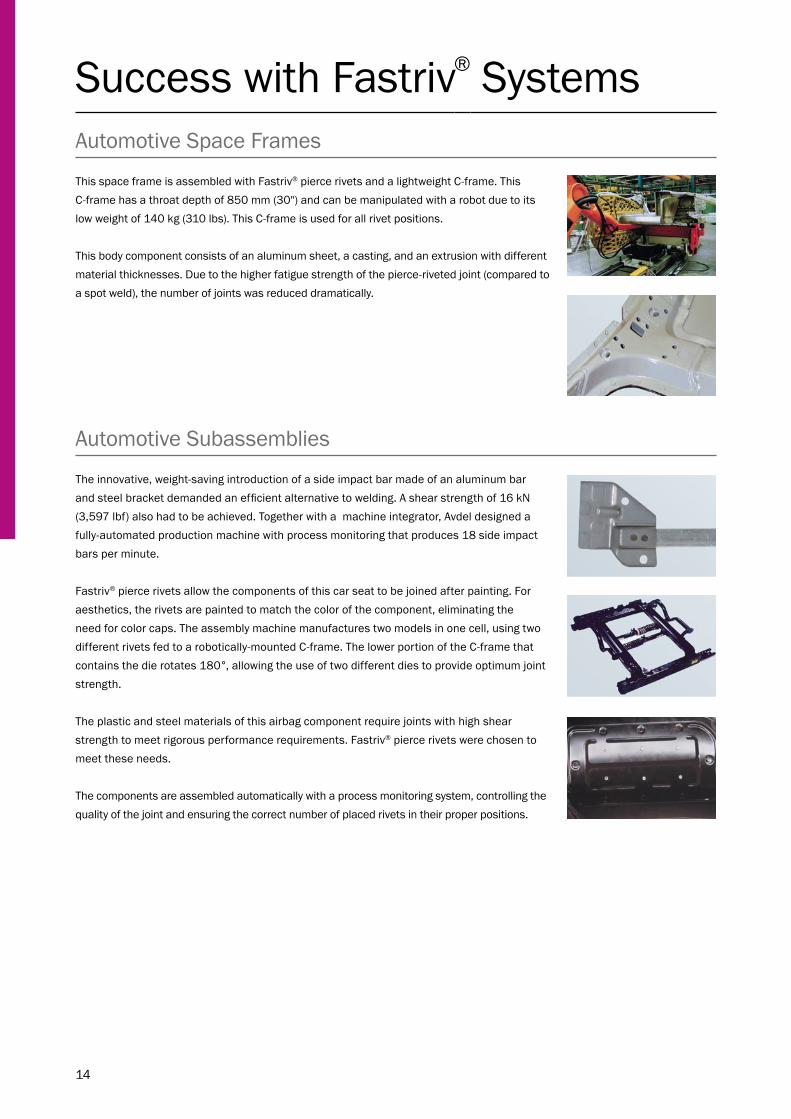
Success with Fastriv® Systems Automotive Space Frames
This space frame is assembled with Fastriv® pierce rivets and a lightweight C-frame. This
C-frame has a throat depth of 850 mm (30") and can be manipulated with a robot due to its
low weight of 140 kg (310 Ibs). This C-frame is used for all rivet positions.
This body component consists of an aluminum sheet, a casting, and an extrusion with different
material thicknesses. Due to the higher fatigue strength of the pierce-riveted joint (compared to
a spot weld), the number of joints was reduced dramatically.
Automotive Subassemblies
The innovative, weight-saving introduction of a side impact bar made of an aluminum bar
and steel bracket demanded an efficient alternative to welding. A shear strength of 16 kN
(3,597 lbf) also had to be achieved. Together with a machine integrator, Avdel designed a
fully-automated production machine with process monitoring that produces 18 side impact
bars per minute.
Fastriv® pierce rivets allow the components of this car seat to be joined after painting. For
aesthetics, the rivets are painted to match the color of the component, eliminating the
need for color caps. The assembly machine manufactures two models in one cell, using two
different rivets fed to a robotically-mounted C-frame. The lower portion of the C-frame that
contains the die rotates 180°, allowing the use of two different dies to provide optimum joint
strength.
The plastic and steel materials of this airbag component require joints with high shear
strength to meet rigorous performance requirements. Fastriv® pierce rivets were chosen to
meet these needs.
The components are assembled automatically with a process monitoring system, controlling the
quality of the joint and ensuring the correct number of placed rivets in their proper positions.
14 14
Automotive Subassemblies
Success with Fastriv® Systems
The innovative, weight-saving introduction of a side impact bar made of an aluminum bar and steel bracket demanded an efficient alternative to welding. A shear strength of 16 kN (3,597 lbf) also had to be achieved. Together with a machine integrator, Avdel designed a fully-automated production machine with process monitoring that produces 18 side impact bars per minute.
Fastriv® pierce rivets allow the components of this car seat to be joined after painting. For aesthetics, the rivets are painted to match the color of the component, eliminating the need for color caps. The assembly machine manufactures two models in one cell, using two different rivets fed to a robotically-mounted C-frame. The lower portion of the C-frame that contains the die rotates 180°, allowing the use of two different dies to provide optimum joint strength.
The plastic and steel materials of this airbag component require joints with high shear strength to meet rigorous performance requirements. Fastriv® pierce rivets were chosen to meet these needs.
The components are assembled automatically with a process monitoring system, controlling the quality of the joint and ensuring the correct number of placed rivets in their proper positions.
Automotive Space Frames
This space frame is assembled with Fastriv® pierce rivets and a lightweight C-frame. This C-frame has a throat depth of 850 mm (30") and can be manipulated with a robot due to its low weight of 140 kg (310 lbs). This C-frame is used for all rivet positions.
This body component consists of an aluminum sheet, a casting, and an extrusion with different material thicknesses. Due to the higher fatigue strength of the pierce-riveted joint (compared to a spot weld), the number of joints was reduced dramatically.
Repair Concept for self-piercing Joints Operation
In principle, a joint made with self-piercing rivets is a "non-removable joint". Sometimes it will be necessary to disassemble
these joints. This may occur in re-work or in service repairs, for example due to damage to the components being joined. The
choice of the disassembly procedures needs to be made on a case-by-case basis after the consideration of the access to the
fastening point. An Avdel applications engineer can assist you in determining the correct method of repair.
The Avdel Concept
Avdel offers repair kits that are suited to your specific needs.
The basis of each kit is the ESN50 battery tool with an ad-
justable force of 20 to 50 kN. The tool can be equipped with
different C-frames to accomodate varying tooling access in
the application. Tooling sets can be combined as the addition
of more applications occurs in the future.
Example of a complete repair kit with extensive accessories.
The kits are adapted to the customers requirements.
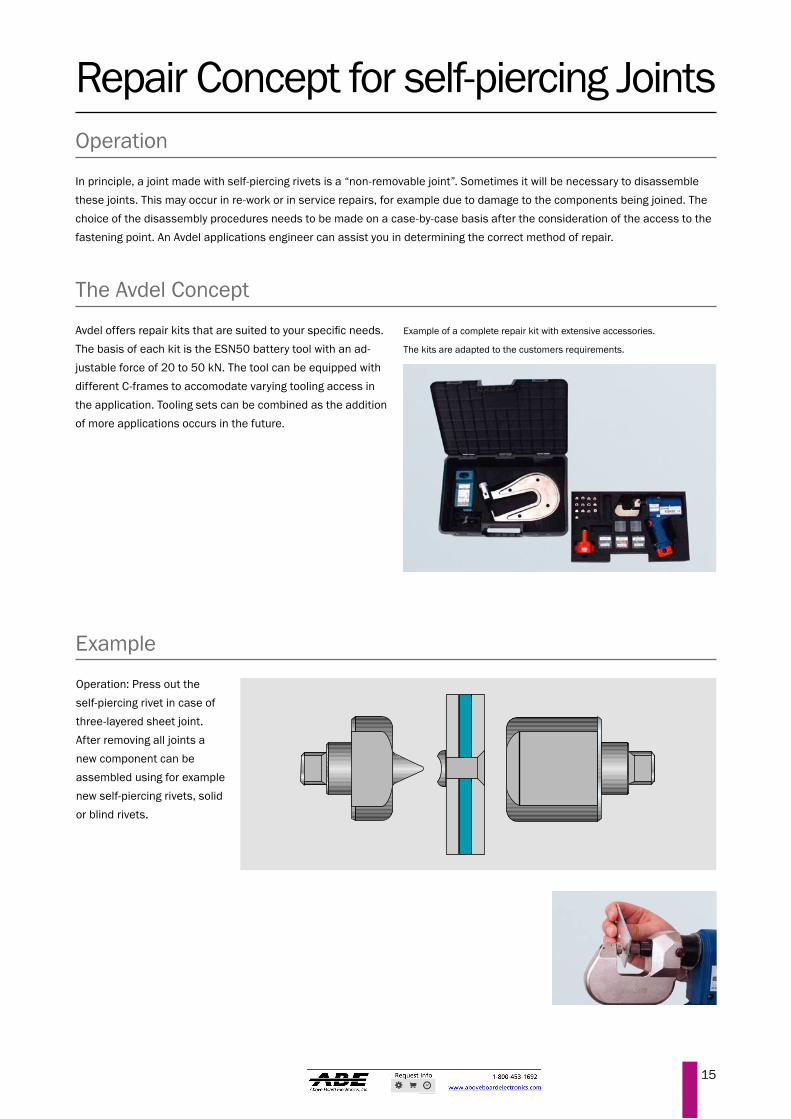
Example
Operation: Press out the
self-piercing rivet in case of
three-layered sheet joint.
After removing all joints a
new component can be
assembled using for example
new self-piercing rivets, solid
or blind rivets.
1 15 15
Operation
The Avdel Concept
Example
Repair Concept for self-piercing Joints
In principle, a joint made with self-piercing rivets is a “non-removable joint”. Sometimes it will be necessary to disassemble these joints. This may occur in re-work or in service repairs, for example due to damage to the components being joined. The choice of the disassembly procedures needs to be made on a case-by-case basis after the consideration of the access to the fastening point. An Avdel applications engineer can assist you in determining the correct method of repair.
Avdel offers repair kits that are suited to your specific needs. The basis of each kit is the ESN50 battery tool with an ad-justable force of 20 to 50 kN. The tool can be equipped with different C-frames to accomodate varying tooling access in the application. Tooling sets can be combined as the addition of more applications occurs in the future.
Operation: Press out the self-piercing rivet in case of three-layered sheet joint. After removing all joints a new component can be assembled using for example new self-piercing rivets, solid or blind rivets.
Example of a complete repair kit with extensive accessories.
The kits are adapted to the customers requirements.

Tel: +886 6 596 5798 (ext 201) Fax: +886 6 596 5758 [email protected]
02
.2011 •
© 2
011 I
nfa
ste
ch
Prin
ted in
Ge
rma
ny
Holding your world together° AUSTRALIA
Infastech (Australia) Pty Ltd.
891 Wellington Road Rowville
Victoria 3178 Tel: +61 3 9765 6400 Fax: +61 3 9765 6445
CANADA
Avdel Canada Limited
1030 Lorimar Drive Mississauga Ontario L5S 1R8 Tel: +1 905 364 0664
+800 268 9947 toll-free Fax: +1 905 364 0678
+800 594 7661 toll-free [email protected]
CHINA
Infastech (China) Ltd.
RM 1708, 17/F., Nanyang Plaza, 57 Hung To Rd., Kwun Tong Hong Kong
Tel: +852 2950 0631 Fax: +852 2950 0022 [email protected]
FRANCE
Avdel France S.A.S.
33 bis, rue des Ardennes BP4
75921 Paris Cedex 19 Tel: +33 (0) 1 4040 8000 Fax: +33 (0) 1 4208 2450 [email protected]
GERMANY
Avdel Deutschland GmbH
Klusriede 24
30851 Langenhagen effective December 2011: Rotenburger Str. 28 30659 Hannover Tel: +49 (0) 511 7288 0 Fax: +49 (0) 511 7288 133 [email protected]
INDIA
Infastech Fastening Technologies
India Private Limited
Plot No OZ-14, Hi Tech SEZ,
SIPCOT Industrial Growth Center, Oragadam, Sriperumbudur Taluk, Kanchipuram District,
602105 Tamilnadu Tel: +91 44 4711 8001 Fax: +91 44 4711 8009 [email protected]
ITALY
Avdel Italia srl
Viale Lombardia 51/53 20861 Brugherio (MB)
Tel: +39 039 289911 Fax: +39 039 2873079 [email protected]
JAPAN
Infastech Kabushiki Kaisha
Center Minami SKY,
3-1 Chigasaki-Chuo, Tsuzuki-ku, Yokohama-city, Kanagawa Prefecture Japan 224-0032 Tel: +81 45 947 1200 Fax: +81 45 947 1205 [email protected]
MALAYSIA
Infastech (Malaysia) Sdn Bhd
Lot 63, Persiaran Bunga Tanjung 1, Senawang Industrial Park 70400 Seremban Negeri Sembilan
Tel: +606 676 7168 Fax: +606 676 7101 [email protected]
SINGAPORE
Infastech (Singapore) Pte Ltd.
31 Kaki Bukit Road 3 #05-03/06 Techlink Singapore, 417818 Tel: +65 6372 5653 Fax: +65 6744 5643
SOUTH KOREA
Infastech (Korea) Ltd.
2124, Suyang-Ri, Silchon-Eup, Kwangju-City, Kyunggi-Do, Korea, 464-874 Tel: +82 31 798 6340 Fax: +82 31 798 6342
SPAIN
Avdel Spain S.A.
C/ Puerto de la Morcuera, 14 Poligono Industrial Prado Overa Ctra. de Toledo, km 7,8 28919 Leganes (Madrid) Tel: +34 91 3416767 Fax: +34 91 3416740 [email protected]
TAIWAN
Infastech/Tri-Star Limited
No 269-7, Baodong Rd, Guanmiao Dist., Tainan City Taiwan, R.O.0 71841
THAILAND
Infastech Thai Co., Ltd. 64/132 Moo 4 Tambon Pluakdaeng Amphur Pluakdaeng Rayong 21140 Thailand Tel: +66 (0) 38 656360 Fax: +66 (0) 38 656346 [email protected]
UNITED KINGDOM
Avdel UK Limited
Pacific House 2 Swiftfields
Watchmead Industrial Estate Welwyn Garden City Hertfordshire AL7 1LY Tel: +44 (0) 1707 292000 Fax: +44 (0) 1707 292199 [email protected]
USA
Avdel USA LLC
614 NC Highway 200 South Stanfield, North Carolina 28163 Tel: +1 704 888 7100 Fax: +1 704 888 0258 infoAvdel-USAiginfastech.com
Infastech (Decorah) LLC
1304 Kerr Drive Decorah, IA 52101 Tel: +1 563 382 4216 Fax: +1 563 387 3540
Your local distributor for Fastriv® Self-Pierce Rivet Fastening Systems is:
www.avdel-global.com
www.infastech.com
Avdel®, Fastriv®, Portariv® and Holding your world together® are registered trademarks of Avdel UK Limited. InfastechTm and Our Technology, Your SuccesslM are trademarks of Infastech Intellectual Properties Pte Ltd. The names and logos of other companies mentioned herein may be trademarks of their respective owners. This document is for informational purposes only. Infastech makes no warranties, expressed or implied, in this document. Data shown is subject to change without prior notice as a result of continuous product development and improvement policy. Your local Avdel representative is at your disposal should you need to confirm latest information.
16
Holding your world together®
www.avdel-global.comwww.infastech.com
Your local distributor for Fastriv® Self-Pierce Rivet Fastening Systems is:
Avdel®, Fastriv®, Portariv® and Holding your world together® are registered trademarks of Avdel UK Limited. Infastech™ and Our Technology, Your Success™ are trademarks of Infastech Intellectual Properties Pte Ltd. The names and logos of other companies mentioned herein may be trademarks of their respective owners. This document is for informational purposes only. Infastech makes no warranties, expressed or implied, in this document. Data shown is subject to change without prior notice as a result of continuous product development and improvement policy. Your local Avdel representative is at your disposal should you need to confirm latest information.
02.2
011
• ©
201
1 In
fast
ech
Prin
ted
in G
erm
any
AUSTRALIAInfastech (Australia) Pty Ltd.891 Wellington RoadRowvilleVictoria 3178Tel: +61 3 9765 6400Fax: +61 3 9765 [email protected]
CANADAAvdel Canada Limited1030 Lorimar DriveMississaugaOntario L5S 1R8Tel: +1 905 364 0664 +800 268 9947 toll-freeFax: +1 905 364 0678 +800 594 7661 [email protected]
CHINAInfastech (China) Ltd.RM 1708, 17/F., Nanyang Plaza,57 Hung To Rd., Kwun TongHong KongTel: +852 2950 0631Fax: +852 2950 [email protected]
FRANCEAvdel France S.A.S.33 bis, rue des ArdennesBP4 75921 Paris Cedex 19Tel: +33 (0) 1 4040 8000Fax: +33 (0) 1 4208 [email protected]
GERMANYAvdel Deutschland GmbHKlusriede 2430851 Langenhageneffective December 2011:Rotenburger Str. 2830659 HannoverTel: +49 (0) 511 7288 0Fax: +49 (0) 511 7288 [email protected]
INDIAInfastech Fastening Technologies India Private LimitedPlot No OZ-14, Hi Tech SEZ,SIPCOT Industrial Growth Center,Oragadam, Sriperumbudur Taluk, Kanchipuram District,602105 TamilnaduTel: +91 44 4711 8001Fax: +91 44 4711 [email protected]
ITALYAvdel Italia srlViale Lombardia 51/5320861 Brugherio (MB)Tel: +39 039 289911Fax: +39 039 [email protected]
JAPANInfastech Kabushiki KaishaCenter Minami SKY, 3-1 Chigasaki-Chuo, Tsuzuki-ku,Yokohama-city, Kanagawa PrefectureJapan 224-0032Tel: +81 45 947 1200Fax: +81 45 947 [email protected]
MALAYSIAInfastech (Malaysia) Sdn BhdLot 63, Persiaran Bunga Tanjung 1,Senawang Industrial Park70400 SerembanNegeri SembilanTel: +606 676 7168Fax: +606 676 [email protected]
SINGAPOREInfastech (Singapore) Pte Ltd. 31 Kaki Bukit Road 3#05-03/06 TechlinkSingapore, 417818Tel: +65 6372 5653Fax: +65 6744 [email protected]
SOUTH KOREAInfastech (Korea) Ltd.212-4, Suyang-Ri,Silchon-Eup, Kwangju-City,Kyunggi-Do, Korea, 464-874Tel: +82 31 798 6340Fax: +82 31 798 [email protected]
SPAIN Avdel Spain S.A.C/ Puerto de la Morcuera, 14Poligono Industrial Prado OveraCtra. de Toledo, km 7,828919 Leganés (Madrid)Tel: +34 91 3416767Fax: +34 91 [email protected]
TAIWANInfastech/Tri-Star LimitedNo 269-7, Baodong Rd, Guanmiao Dist.,Tainan CityTaiwan, R.O.C 71841Tel: +886 6 596 5798 (ext 201)Fax: +886 6 596 [email protected]
THAILANDInfastech Thai Co., Ltd.64/132 Moo 4 Tambon PluakdaengAmphur Pluakdaeng Rayong21140 ThailandTel: +66 (0) 38 656360Fax: +66 (0) 38 [email protected]
UNITED KINGDOMAvdel UK LimitedPacific House2 SwiftfieldsWatchmead Industrial EstateWelwyn Garden CityHertfordshire AL7 1LYTel: +44 (0) 1707 292000Fax: +44 (0) 1707 [email protected]
USAAvdel USA LLC614 NC Highway 200 SouthStanfield, North Carolina 28163Tel: +1 704 888 7100Fax: +1 704 888 [email protected]
Infastech (Decorah) LLC1304 Kerr DriveDecorah, IA 52101Tel: +1 563 382 4216Fax: +1 563 387 3540





























