Embed Size (px)
Citation preview

F U E L P R O C E S S I N G T E C H N O L O G Y 8 9 ( 2 0 0 8 ) 1 1 2 1 – 1 1 3 4
ava i l ab l e a t www.sc i enced i r ec t . com
www.e l sev i e r. com/ l oca te / fup roc
Fragmentation of wood char in a laboratory scale fluidizedbed combustor
D. Ruben Sudhakara,⁎, K. Srinivas Reddya,1, Ajit Kumar Kolara,2, Bo Lecknerb,3
aDepartment of Mechanical Engineering, Indian Institute of Technology Madras, Chennai-600 036, IndiabDepartment of Energy and Environment, Chalmers University of Technology, SE-412 96, Göteborg, Sweden
A R T I C L E I N F O
⁎ Tel.: +91 44 2257 5664; fax: +91 44 2257 465E-mail addresses: [email protected]
[email protected] (B. Leckner).1 Tel.: +91 44 2257 4702; fax: +91 44 2257 462 Tel.: +91 44 2257 4653; fax: +91 44 2257 463 Tel.: +46 31 772 1431; fax: +46 31 722 3592
0378-3820/$ – see front matter © 2008 Elsevidoi:10.1016/j.fuproc.2008.05.009
A B S T R A C T
Article history:Received 18 October 2007Received in revised form20 April 2008Accepted 3 May 2008
Casuarina equisetifolia, a hard wood, and a popular energy crop in many tropical countries,was investigated experimentally for its char fragmentation in a laboratory scaleatmospheric bubbling fluidized bed combustor. The effect of fuel shape and size on woodchar fragmentation was studied. Wood particles of spherical, cylindrical (aspect ratio of 1),and cubical shapes of different sizes ranging from 10 to 25 mm were used in theexperiments. Fragmentation of wood char was quantified in terms of various parameters,such as Number of Fragments (NF), Percentage of Fragmentation Events, Frequency ofFragmentation, Timing interval of Fragmentation, Size distribution of char andFragmentation Index (FI). Also, qualitative observations on the evolution of char in termsof deformation, cracks and surface texture are discussed. It was observed that Casuarinaequisetifolia wood of sizes greater than 15 mm, of all shapes undergoes primaryfragmentation during the devolatilization phase. Furthermore, chars fragment at the earlystages (1st or 2nd quarter) of the char combustion phase, underscoring the significance ofthe phenomenon in fluidized bed combustion. For all the shapes of wood considered, thereappears to be a cut-off size of the initial wood, below which its char certainly undergoesfragmentation. It was observed that the average char particle size at any instance during itscombustion falls in a narrow range of 3.7–6.9 mm, 3–6.6 mm and 3–9.5 mm for spherical,cylindrical and cubical wood particles, respectively. Wood of initially cylindrical shapeundergoes extensive fragmentation when compared with spherical and cubical shapes.
© 2008 Elsevier B.V. All rights reserved.
Keywords:Char fragmentationFluidized bedCombustionExperimentsWood
1. Introduction
Fluidized bed combustion of wood involves various stages:drying, devolatilisation, shrinkage, wood (fuel) fragmentation,char fragmentation, and char combustion. Wood fragmenta-tion is the breakage of wood into smaller fragments incomparison with the initial particle size during the devolati-lization phase, also referred to as primary fragmentation in
2.m (D.R. Sudhakar), ksredd
52 / 0509.52..
er B.V. All rights reserved
literature. Primary fragmentation affects the devolatilizationtime and is a precursor to secondary fragmentation andattrition. Secondary fragmentation of wood, henceforth calledchar fragmentation in this paper, is defined as the breakage ofinitial char particle at the end of the devolatilization phaseinto smaller, but substantially non-elutriable, coarse charparticles during the char combustion phase. Char fragmenta-tion generates coarser fragments than the attrition and
[email protected] (K.S. Reddy), [email protected] (A.K. Kolar),
.

1122 F U E L P R O C E S S I N G T E C H N O L O G Y 8 9 ( 2 0 0 8 ) 1 1 2 1 – 1 1 3 4
percolative fragmentation. During its combustion, char under-goes further fragmentation, with the additional mechanismsof attrition and percolative fragmentation, as classified byBlinichev et al. [1] based on the typical size of the fragmentsgenerated. Fragmentation controls the size distribution of thechar in the combustor, thus influencing the burnout time,combustion efficiency, pollutant formation, combustor designand sizing of downstream particulate collection equipment.
The literature reveals very few studies on wood charfragmentation in general and in fluidized bed combustor inparticular. Scala and Chirone [2] have performed fragmenta-tion experiments on Robinia pseudoacacia and chipped Pinusradiata in a lab-scale fluidized bed combustor, as shown inTable 1. Only those particles that did not fragment at the endof pyrolysis were used for char fragmentation studies innitrogen–oxygen mixtures with various oxygen concentra-tions varying between 1 and 4.5% by volume. The studyreported a moderate char fragmentation giving the average(due to varying oxygen concentration) particle multiplicationfactor of 3 and 1.5 for Robinia and Pinus, respectively. The studyalso observed more extensive comminution of fuels withhigher volatile content in fluidized beds, attributing thebehaviour to the more fragile structure of the char particlesafter devolatilization. Scala et al. [3,4] reported extensiveprimary and secondary fragmentation of P. radiatawood chipsof initial size range 6.35–9.5 mm in a bench-scale fluidized bedcombustor, as shown in Table 1. The experimentswere carriedout according to the procedure mentioned in [2], except thatthe char for the fragmentation study was made at minimumfluidization of the bed at 850 °C. The number of char fragmentsfirst increased up to 1.5 with increase in the oxygenconcentration and then decreased. The authors also tried toshed some light on the relevance of the mechanical stresseson particle fragmentation by subjecting the particles to both
Table 1 – Comparison of wood char fragmentation experiments
S.No.
Reference Fuel (wood) Reactorsize
Species Size(mm)
Shape(°
1 Scala andChirone[2]
Robiniapseudoacacia(hard wood)
3–6 NA 40 mm IDand 1 mhigh
8
Pinus radiata(soft wood)
2 F.Scalaet al. [3]
Pinus radiata(soft wood)
3.35–5and6.35–9.55
Very irregularand flaky
3 Presentstudy
Casuarinaequisetifolia(hard wood)
10–25 Sphere ●,Cylinder ♦(aspect ratio=1)and Cube □
130 mmID and0.6 mhigh
8
T: Bed temperature; BM: Bed Material; dp: Bed material size; U: FluidizationNot Available; Avg: Average particle size; NF: Number of fragments.⁎ Composition at the inlet of the fluidized bed;⁎⁎ [2] and [3]—Char made a priori and re-introduced as a feed for char fraPresent study—Char made in the course of fragmentation study and is c
an inert (nitrogen) and a nitrogen–oxygen environment at afluidization velocity of 0.8 m/s. Under inert conditions it wasfound that chars from the wood chips produced a number offragments equal to that during oxidative conditions, indicat-ing the dominant influence of the mechanical stresses. Theresults of the study also pointed to the significant errors thatmay be caused in the evaluation of themean fuel/char size in aboiler, if the effect of char fragmentation is unaccounted in thepopulation balance. In both the studies [2,3], the fragmenta-tion results were expressed as a particle multiplication factorand a ratio of the actual Sauter mean diameter of the charparticle size distribution to the Sauter mean diameter of theinitial char particle. These studies concentrated much on theattrition phenomenon of the char rather than on itsfragmentation.
While there exists little information on wood char frag-mentation, there are several studies [5–8] on coal charfragmentation. The authors of these studies have conjecturedabout the causes of coal char fragmentation being the burningout of the carbon bridges connecting the pieces of char ingeneral. Additionally, in fluidized bed combustors the frag-mentation may also be due to the combinatorial influence ofthe impact forces caused by collision of a char particle withbed material, walls of the internals and the combustor.
The causes for the coal char fragmentation as cited above,although they appear to hold good for wood char fragmenta-tion also, their individual contribution to fragmentationwouldbemuch different for wood, due to the significant difference inthe structural evolution of coal and wood char. This is alsosupported by the study by Scala et al. [3] on wood chips,indicating equal number of fragments when the char issubjected to inert and oxidative environments, pointing tothe relevance of mechanical stresses in wood char fragmenta-tion. Moreover, it would be revealing to look at the char
in literature with the present study
Experimental conditions⁎⁎ Results
TC)
BM dp(µm)
Fluidizingmedium⁎
U/Umf
Bedaspectratio
NF
50 Sand 300–400
N2–O2 mixturewith 0–4.5% of O2
(vol)
16 2.5 3
6
N2, N2–O2
mixture with O2
of 1, 3 and 4.5%(vol)
5.5 for a 5.2 mminitial woodparticle size
50 Sand 375(Avg.)
Air, i.e., 21% O2 5 1 ● 2 (10 mm)♦ 2.8 (10 mm)□ 2.6 (10 mm)6.6 (25 mm)
velocity; Umf: Minimum fluidization velocity ID: Inner Diameter; NA:
gmentation study.ontinuously left in the combustor for char fragmentation study.

Table 2 – Proximate and ultimate analysis of Casuarinaequisetifolia
Content Quantity (%)
Proximate analysisMoisture 6.5Volatiles 82.6Fixed carbon 10.5Ash 0.4
Ultimate analysisCarbon 42.5Hydrogen 6.1Nitrogen 0.16Oxygen 51.24
1123F U E L P R O C E S S I N G T E C H N O L O G Y 8 9 ( 2 0 0 8 ) 1 1 2 1 – 1 1 3 4
fragmentation in connection with the drying and devolatiliza-tion processes including the primary fragmentation phenom-enon, because they affect the char structure with a specificfissure pattern, causing char fragmentation. These processesare quite different for wood due to its higher volatile content(70–75%) than in coal (30–40%), leading to build-up of highvolatile pressure as proposed by Hastaoglu et al. [9] for woodpellets and the high permeability within the wood structurereleasing the volatiles through preferential paths, as sug-gested by Davidsson [10] and supported by the measurementsof Roy [11] and Lee et al. [12]. For the simple reason that woodchar is highly porous [3,13] and has a more fragile mechanicalstructure [2] than coal, the fragmentation behaviour wouldchange, and hence the results from the few available coal charfragmentation studies cannot be directly applied for under-standing wood char fragmentation.
An important aspect of the char fragmentation experi-ments available in literature is that the chars are made beforethe fragmentation test. As these chars are introduced into thehot bed for fragmentation experiments, the char experiences athermal shock, which may lead to, or at least to some extentaid the char fragmentation, obscuring the actual causes inrealistic caseswhere the char does not actually experience anythermal shock in the combustor. In the present study, the charis generated in the course of the combustion process and iscontinuously left in the combustor for the char fragmentationstudies. Because of the very limited information availablein literature on wood char fragmentation, and consideringthe importance of this phenomenon, the char fragmenta-tion behaviour of Casuarina equisetifolia wood is chosen forinvestigation.
2. Experimental program
2.1. Fluidized bed combustor setup
The schematic diagram of the laboratory scale atmosphericfluidized bed combustor setup in this study is shown in Fig. 1.The stainless steel combustor was 130 mm in diameter and600 mm high. Electrically heated silicon carbide rods placedaround the stainless tube supply heat to the bed to maintain it at
Fig. 1 –Schematic diagram of the bubbl
850 °C. A ‘K’type thermocouple, inserted from the radial directionof the reactor, at the height of 7 cm (half the bed height) from thedistributor plate, recorded the mean bed temperature. Preheatedair was supplied to the bed through a calibrated orifice meter. Thebed material was silica sand of mean particle size, 375 µm.
2.2. Fuel
C. equisetifolia, a pale brown, strong, heavy and straight-grainedwood, is grown as a popular energy plantation in India, China,Philippines and Thailand. Seven to fifteen years of rotation yieldaround 100–200 tons of fuel wood per hectare, and even the rootsare sometimes harvested for charcoal production. It generallyreaches to a height of 30–40 m and weighs 800 kg/m3 when youngand 970 kg/m3 at 12% moisture when old [14]. Casuarina adapts tonutrient deficient soil and possesses the ability to adjust to avariety of ecological conditions. Furthermore, it can be burnt greenor pelletized. The calorific value is 20 MJ/kg on dry and ash freebasis, stated to be the highest among fire woods.
The high biomass production, the energy content, [15], and itsnature to lose only 2/3mass during charcoal production comparedto 3/4 for most other woods [16] qualify C. equisetifolia to be thepotential candidate as a fuel and for charcoal production indeveloping countries. This indicates that the burnout time of C.equisetifolia char would be higher than other wood chars of samesize in a combustor. This depends on whether the char undergoesfragmentation or not. The proximate and ultimate analyses of C.equisetifolia are reported in Table 2. Fig. 2 shows the photographof the shapes of initial wood samples used in the study.
ing fluidized bed combustor setup.

1124 F U E L P R O C E S S I N G T E C H N O L O G Y 8 9 ( 2 0 0 8 ) 1 1 2 1 – 1 1 3 4
2.3. Procedure
2.3.1. Fuel preparationThewood samples were turned from logs of approximately 90mmdiameter, the centre of the log coinciding with the longitudinalaxis of the cylindrical samples and cubes. The length of thecylinder is along the grain orientation. The spherical particleswere made by further shaping the cubes of slightly higher size.The density of the wood samples was estimated as 800 kg/m3.Initial wood particle sizes of 10 mm, 15 mm, 20 mm, and 25 mmwere used for study. The cylinders have an aspect ratio of 1. Thesize of the wood samples and the char fragments have beenexpressed as mass equivalent sphere diameter throughout thestudy.
The experimental details are listed in Table 3. Fluidized bed ofsilica sand was preheated to 850 °C by external silicon carbideheating elements placed around the combustor vessel. The air
Fig. 2 –The shape of initial wood particles and their fragments at vsphere, (b) 25 mm sphere, (c) 10 mm cylinder, (d) 25 mm cylinde
flow for fluidization and combustion was adjusted to the desiredvalue, while the bed temperature was maintained constant.
Three categories of experiments were conducted:
1. Devolatilization and char burn out time determinationexperiments
2. Primary fragmentation experiments3. Char fragmentation experiments
2.3.2. Devolatilization and char burnout time determinationDevolatilization time and total burnout-time experiments werecarried out to estimate the char combustion time. This char burnouttime was divided into four time quarters to study the charfragmentation. The candidate wood sample, carefully selected to befree fromknots andvisible externaldefects,wasweighedandchargedto the combustor using a wiremesh basket of stainless steel (SS). The
arious residence times during their combustion for (a) 10mmr, (e) 10 mm cube, and (f) 25 mm cube.

Table 3 – Experiment details
S. No.
Fluidized Bed1 Bed material Silica sand2 Sand particle density 2600 kg/m3
3 Bulk density 1560 kg/m3
4 Mean diameter 375 μm5 Bed material Weight 2.69 kg6 Static bed height 13 cm7 Cross sectional area 132.7 cm2
Operating conditions8 Air9 Air temperature at inlet of distributor plate 150 °C10 Air pressure 1 atm11 Bed temperature 850 °C12 Fluidization velocity (U) 0.6 m/s13 Fluidization index (U/Umf) 5
Fig. 3 –Number of fragments for (a) spherical, (b) cylindricaland (c) cubical wood particles.
1125F U E L P R O C E S S I N G T E C H N O L O G Y 8 9 ( 2 0 0 8 ) 1 1 2 1 – 1 1 3 4
basketwas 110mmindiameter and200mmtallwith ameshopeningsizeof 1mm,allowing the freemovementof thebedparticles intoandout of the basket. The details of the experiment are listed in Table 3.The reflection of the burning particle was observed in a polishedstainless steel mirror located above the combustor. The particle wassurrounded by a flame during devolatilization. The devolatilizationtime (τd) was observed visually and measured with a stopwatch. Thedevolatilization time ranged from 50 s (11 mm)–194 s (28 mm), 37 s(10mm)–154 s (31mm), and 59 s (13mm)–255 s (34mm) for spherical,cylindrical and cubical wood particles, respectively.
Devolatilization time in this study was determined as the timebetween the introduction of the freshwood samples into the bed andflame extinction, an indication of end of release and burning of allvolatiles, a techniqueknownasFlameExtinctionTime (FET). The charwas then further subjected to combustion. During its combustion thechar appears as reddish/white flecks against a relatively mild redbackground of the hot sand bed. The total burnout time (τt) is the timebetween the introduction of the initial wood particle and disappear-ance of bright char flecks in the bed. Char burnout time (τch) wasestimated as the difference between the total burnout time anddevolatilization time. The experimental repeatability was +5%. Thechar burnout time ranged from 130 s (11 mm)–256 s (28 mm), 118 s(10mm)–438 s (31mm), and156 s (13mm)–543 s (34mm) for spherical,cylindrical and cubical wood particles, respectively. The sizes men-tioned in the brackets refer to the initial wood particle size.
2.3.3. Primary fragmentation experimentsCarefully selected wood particles were subjected to devolatiliza-tion at the conditions shown in Table 3 and the char thus formedat the end of devolatilization (τd) was retrieved from the bed tocount the number of primary fragments of wood and weigh thefragments. This is the result of fragmentation during thedevolatilization phase and is represented by the first point ofevery curve in Fig. 3(a), (b) and (c), Fig. 10 (a), (b), and (c), and theextreme right curve / point in Figs. 7–9.
2.3.4. Char fragmentation experimentsThe measured char burnout time was roughly divided into fourdiscrete time slots (i.e., 0.25 τch, 0.5 τch, 0.75 τch, and τch) and theparticles were studied for fragmentation at these residence times.A fresh initial wood particle was subjected to the experimentalconditions shown in Table 3 till the 1st quarter of the char burnouttime (τd+0.25 τch). The char particles retrieved from the bed usingthe SS basket at the end of first quarter are quenched in sand tostop further combustion. Quenching by fluidization with nitrogenwas avoided because, it may increase the number of fragmentsduring cooling as the particle impacts the bed particles and
combustor walls whichmay distort the fragmentation results. Thetime for retrieval and quenching summed to 5 s, which is shortcompared with the total combustion time and there would not be
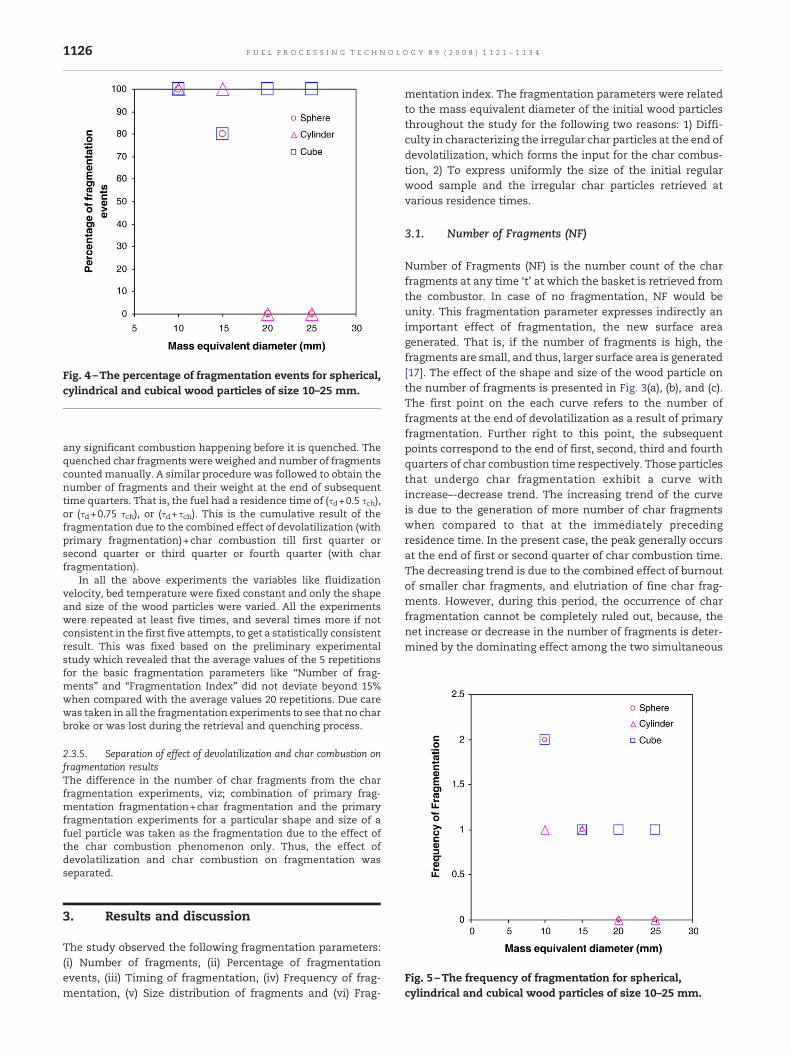
Fig. 4 –The percentage of fragmentation events for spherical,cylindrical and cubical wood particles of size 10–25 mm.
1126 F U E L P R O C E S S I N G T E C H N O L O G Y 8 9 ( 2 0 0 8 ) 1 1 2 1 – 1 1 3 4
any significant combustion happening before it is quenched. Thequenched char fragments were weighed and number of fragmentscounted manually. A similar procedure was followed to obtain thenumber of fragments and their weight at the end of subsequenttime quarters. That is, the fuel had a residence time of (τd+0.5 τch),or (τd+0.75 τch), or (τd+τch). This is the cumulative result of thefragmentation due to the combined effect of devolatilization (withprimary fragmentation)+char combustion till first quarter orsecond quarter or third quarter or fourth quarter (with charfragmentation).
In all the above experiments the variables like fluidizationvelocity, bed temperature were fixed constant and only the shapeand size of the wood particles were varied. All the experimentswere repeated at least five times, and several times more if notconsistent in the first five attempts, to get a statistically consistentresult. This was fixed based on the preliminary experimentalstudy which revealed that the average values of the 5 repetitionsfor the basic fragmentation parameters like “Number of frag-ments” and “Fragmentation Index” did not deviate beyond 15%when compared with the average values 20 repetitions. Due carewas taken in all the fragmentation experiments to see that no charbroke or was lost during the retrieval and quenching process.
2.3.5. Separation of effect of devolatilization and char combustion onfragmentation resultsThe difference in the number of char fragments from the charfragmentation experiments, viz; combination of primary frag-mentation fragmentation+char fragmentation and the primaryfragmentation experiments for a particular shape and size of afuel particle was taken as the fragmentation due to the effect ofthe char combustion phenomenon only. Thus, the effect ofdevolatilization and char combustion on fragmentation wasseparated.
Fig. 5 –The frequency of fragmentation for spherical,cylindrical and cubical wood particles of size 10–25 mm.
3. Results and discussion
The study observed the following fragmentation parameters:(i) Number of fragments, (ii) Percentage of fragmentationevents, (iii) Timing of fragmentation, (iv) Frequency of frag-mentation, (v) Size distribution of fragments and (vi) Frag-
mentation index. The fragmentation parameters were relatedto the mass equivalent diameter of the initial wood particlesthroughout the study for the following two reasons: 1) Diffi-culty in characterizing the irregular char particles at the end ofdevolatilization, which forms the input for the char combus-tion, 2) To express uniformly the size of the initial regularwood sample and the irregular char particles retrieved atvarious residence times.
3.1. Number of Fragments (NF)
Number of Fragments (NF) is the number count of the charfragments at any time ‘t’ at which the basket is retrieved fromthe combustor. In case of no fragmentation, NF would beunity. This fragmentation parameter expresses indirectly animportant effect of fragmentation, the new surface areagenerated. That is, if the number of fragments is high, thefragments are small, and thus, larger surface area is generated[17]. The effect of the shape and size of the wood particle onthe number of fragments is presented in Fig. 3(a), (b), and (c).The first point on the each curve refers to the number offragments at the end of devolatilization as a result of primaryfragmentation. Further right to this point, the subsequentpoints correspond to the end of first, second, third and fourthquarters of char combustion time respectively. Those particlesthat undergo char fragmentation exhibit a curve withincrease–-decrease trend. The increasing trend of the curveis due to the generation of more number of char fragmentswhen compared to that at the immediately precedingresidence time. In the present case, the peak generally occursat the end of first or second quarter of char combustion time.The decreasing trend is due to the combined effect of burnoutof smaller char fragments, and elutriation of fine char frag-ments. However, during this period, the occurrence of charfragmentation cannot be completely ruled out, because, thenet increase or decrease in the number of fragments is deter-mined by the dominating effect among the two simultaneous

Fig. 6 –The timing interval of fragmentation for spherical,cylindrical and cubical wood particles of size 10–25 mm.
1127F U E L P R O C E S S I N G T E C H N O L O G Y 8 9 ( 2 0 0 8 ) 1 1 2 1 – 1 1 3 4
competitive processes of fragmentation (generation of newfragments) and burnout (complete consumption of smallerfragments). This increasing–-decreasing trend, respectively at
Fig. 7 –Cumulative undersize distribution of char fragments for in(d) 25 mm.
the early–-later quarters of char combustion may also besupported by the general observation during the experimentsthat, the ability of the relatively coarser particles at the earlystages of char combustion to generate fragments by the virtueof cracks/fissures in them is higher when compared to theprogressively decreasing chars at the later stages of charcombustion. At the later stages of char combustion, the char isobserved to burn as a single entity with its porosity being veryhigh.
It is observed from Fig. 3(a), (b), and (c) that for all shapes,the number of fragments increases with increase in the initialsize of the wood. Considering only the fragmentation duringchar combustion, among the shapes and sizes that undergochar fragmentation, spheres of diameter 25 mm register themaximum number of char fragments (NF) of 8.4 followed bycubes of 25mm side with 6.6 fragments. However, irrespectiveof the char fragmentation's occurrence, cylindrical woodparticles produce the highest number of fragments duringchar combustion. The increase in the number of char
itially spherical wood particles (a) 10mm (b) 15 mm (c) 20mm

1128 F U E L P R O C E S S I N G T E C H N O L O G Y 8 9 ( 2 0 0 8 ) 1 1 2 1 – 1 1 3 4
fragments with initial wood size may also be related to thehigher probability of defects/imperfections/discontinuities inlarge particles than in smaller ones. It appears that thereexists a cut-off size (15mm) of initial wood particle for spheresand cylinders only below which chars undergo fragmentationduring char combustion phase.
3.2. Percentage of fragmentation events
“Percentage of fragmentation events” at a given condition isdefined as
Number of samples which underwent char fragmentation� 100Total number of samples subjected to test at that condition
It is an indicator of the probability that an initial woodparticle of given size and shape would undergo charfragmentation under the given conditions. This percentageis shown in Fig. 4. For example, if only 4 out of the 5 samplessubjected for fragmentation study under the given condi-tions fragment, then the percentage of fragmentation is
Fig. 8 –Cumulative undersize distribution of char fragments for in(d) 25 mm.
80%. It could also be extended to mean that if a batch of10 particles is subjected to char fragmentation experiments,8 out of 10 would undergo char fragmentation. Cubicalsamples of all sizes, spherical and cylindrical particles of10 and 15 mm diameter, undergo char fragmentation. Thisindicates that, in the smaller size range, wood particles ofall shapes are prone to secondary fragmentation. In thissize range the weakening of the particles during devolati-lization is not sufficient for them to break, leaving theparticles only with cracks or fissures. These cracks orfissures widen and deepen further, facilitating transportand access of oxygen, leading to rupture of carbon bridgesand linkages. On the contrary, the larger sized particlesundergo primary fragmentation during devolatilizationleaving char fragments of less or no intense fissures,which takes longer time for burnout, during which thesmaller among the fragments would burn off keeping thepopulation still lower than that at the end of devolatiliza-tion, leading to the conclusion that there is no secondaryfragmentation.
itially cylindrical wood particles (a) 10mm (b) 15mm (c) 20mm

1129F U E L P R O C E S S I N G T E C H N O L O G Y 8 9 ( 2 0 0 8 ) 1 1 2 1 – 1 1 3 4
3.3. Frequency of fragmentation
Frequency of fragmentation, reported in Fig. 5, is the numberof times a char particle of given wood size and shapeundergoes fragmentation during its combustion at a givencondition, that is, an indication of the rate of change of size thedistribution in a combustor. Among the wood particlesundergoing secondary fragmentation, only spherical andcubical particles of 10 mm fragment twice during the charcombustion phase. As mentioned earlier, the reason is thatonly small wood particles stay integrated or connected as arelatively coarse particle with minor fissures on the surfaceeven at the end of devolatilization. These fissures make theparticle vulnerable for fragmentation due to thermal stressesand impact forces during their char combustion phase. On theother hand, the larger wood particles undergo primaryfragmentation and generate a number of small fragmentsduring the devolatilization phase itself, which are mostly freefrom any fissure on the surface and they continue to burnsteadily as a single entity till the end.
Fig. 9 –Cumulative undersize distribution of char fragments for in(d) 25 mm.
The frequency of fragmentation of two for the lowest size(10 mm), one for the moderate size (15 mm) and zero for thehigher sizes (20 mm and 25 mm) of the initial wood studied asshown in Fig. 5 reinforces the fact that the smaller particles ofinitial size less than 15mmonly undergo char fragmentation andsmaller the initial size, highly prone they are to charfragmentation.
3.4. Timing interval of fragmentation
Timing interval of fragmentation is the interval of time duringthe char combustion at which the char undergoes fragmenta-tion. It is an important indicator of the significance of charfragmentation for a given fuel size under the given conditions.This means that if the char fragments in the early part of thechar combustion phase, its effect would be considerable inreducing the char burnout time whereas the effect of the latefragmentation would not be as important.
Here the timing of fragmentation, reported as interval or timeband, indicates whether the fragmentation occurs in the early or
itially cubical wood particles (a) 10 mm (b) 15 mm (c) 20 mm

Fig. 10 –Number of fragments for (a) spherical, (b) cylindricaland (c) cubical wood particles.
1130 F U E L P R O C E S S I N G T E C H N O L O G Y 8 9 ( 2 0 0 8 ) 1 1 2 1 – 1 1 3 4
late quarter of the char combustion. The time interval offragmentation is given in Fig. 6. Spherical and cubical particlesof 10 mm undergo char fragmentation twice during the charcombustionphase. This is shownas two time-bands for the samesize.Amongthesizesandshapesundergoingchar fragmentation,as expected, the timingof fragmentation increaseswith size. Thisis because of the longer devolatilization time for larger particles,and hence the delayed start of char combustion.
3.5. Size distribution of fragments
The size distribution of char fragments at various residencetimes expressed as cumulativemass fraction undersize versusmass equivalent diameter of the char fragments are given inFigs. 7, 8 and 9 for initially spherical, cylindrical and cubicalwood particles respectively. The right most point/curve oneach figure refers to the size/size distribution at the end of thedevolatilization. The left adjacent curve to this right mostcurve/point refers to the size distribution at first quarter of the
Fig. 11 – (a) Devolatilization time and (b) char burnout time ofspherical, cylindrical and cubical wood particles of nominalsize 10 mm to 25 mm.

Fig. 12 –Char conversion levels at various residence times for(a) spherical, (b) cylindrical, and (c) cubical wood particles.
Fig. 13 –Char conversion rates at various residence timesduring char combustion for (a) spherical, (b) cylindrical, and(c) cubical wood particles.
1131F U E L P R O C E S S I N G T E C H N O L O G Y 8 9 ( 2 0 0 8 ) 1 1 2 1 – 1 1 3 4
char combustion time and the next left adjacent curves to thiscurve correspond to the second and third quarters of charcombustion time respectively. There are no char fragments left
out at the end of fourth quarter, as they burnout in to ashes bythen. Hence it is not shown in these figures. The maximum/minimum size of the char particles and the char loading in the

1132 F U E L P R O C E S S I N G T E C H N O L O G Y 8 9 ( 2 0 0 8 ) 1 1 2 1 – 1 1 3 4
bedduring char combustionphase, an important input data forthe combustor design in view with the calculation of fuel feedrate and elutriation of char as unburnts are based on these sizedistribution curves. The rate of change of char fragment sizedistribution in the bed with time can be inferred from theslopes of the size distribution curves and this sheds light onintensity of the fragmentation phenomenon. It can beobserved from the Figs. 7–9 that, as the char combustionproceeds, the slope of the size distribution curves increaseindicating the decrease in the range of the size of thefragments. The net effect is determined by the followingprocesses: (i) smaller particles burn off in to ashes, (ii) fineparticles elutriate, (iii) new smaller particles are formed by thefragmentation of larger particles, (iv) larger particles reduce indimension by mere combustion. The processes (i) and (ii)bringing down the net number of fragments while process (iii)increases the net number of fragments, and hence arecompetitive to each other. The role of each factor is reflectedon the size distribution as given in the following table.
Process
Reflection on the sizedistribution curve at a timequarter when compared with theimmediate preceding time quarterSmall particles burn -offin to ashes
a) Increase in the size of the smallestparticle among the fragments b)Decrease in the mass fraction of thesmaller particles c) Considerablechange in the trend
Fine particles elutriation
Coarse particlefragmentation togenerate small fragments
a) Increase in the massfraction of the smaller fragmentsb) Decrease in the size of the largestparticle among the fragmentsc) Considerable change in the trend
Coarse particle undergomere combustion withoutfragmentation
a) Comparatively less decrease in thesize of the largest particle size amongthe fragments b) Very small changein the size distribution curve with thetrend being nearly same.
3.6. Fragmentation Index (FI)
Fragmentation Index is the ratio of “Number of fragments”(NF) to the change of the fuel size due to fragmentation,expressed as the variation factor of feed particles (Fd),
FI ¼ NF=Fd
Fd ¼Xn
i¼1
Xidida
Where Xi is the mass fraction of particles with size i, di theaverage diameter of the char particles with size i after thefragmentation, and da the mean diameter of the original woodparticles fed to the combustor
The variation factor of feed particles indicates the change ofthe size distribution and the shrinkage/swelling of the fuel/charparticles. The fragmentation index characterizes the intensity offragmentation: larger the FI, severe the fragmentation. In case ofno fragmentation, FI should assume a value of unity, but due toshrinkage it couldbe slightly greater thanunity, as a consequence
of the definition of FI. Fig. 10(a), (b), and (c) show the effect of sizeandshapeon the fragmentation indexat various residence times.FI for all shapes increases with size, and the trend ismore or lesssimilar to that of NF. Among the shapes studied, chars ofcylindrical wood samples fragment intensively with an FI of 29followed by chars from cubical and spherical wood sampleswith24 and 23, respectively.
Although NF and FI appear to be qualitatively similar,they are not one and the same. NF characterizes only theincrease in the number of char particles due to char frag-mentation but FI reflects the combined effect of the decreaseof the particle size due to fragmentation and the slightincrease due to non–fragmentation reasons (shrinkage,attrition and combustion).
3.7. Comparison with the literature data
The only parameter available in literature for comparison isNF. The comparison of the present study with the literature[2,3] is presented in Table 1. The following is observed:
1. NF of char for soft wood [2,3] is higher than for hard wood[2] in agreement with the present study. This may beexplained by the vessels or pores in the hard wood (as hardwood is generally called pored wood) unlike in the softwood, which is non-pored.
2. With the experimental conditions of [2] being close to thoseof the present study, NF from the present study compareswell with the results of hard wood in [2].
3.8. Evolution of char shape during the char fragmentation
Deformation, crack pattern and the surface texture of chars atvarious residence times were observed. For all the three woodshapes studied, at the end of the devolatilization phase,although the char produced apparently shrunk in dimension,the longitudinal centre showed slightly more bulging than thebottomand top edges. The circumferential texture of the charsfrom the initially spherical and cylindrical wood particles wasfine, while the top and bottom surface texture was coarse, asshownby the high resolution photographs of the chars in Fig. 2(a) and (c). For cubes, the surfaces along the grain were fine,while the surface across the grain was coarse. Continuous,clear, straight-line fissures in the longitudinal direction on thecircumferential surface and small, discontinuous cracks onthe top and bottom surface of the chars from spheres andcylinders were observed, as shown in Fig. 2(a) and (c). Whilethe cracks observed on the surfaces perpendicular to the graindirection of the chars of cubical wood appeared similar tothose in the cylinders, the longitudinal cracks found on thesurfaces perpendicular to the radial direction were not ascontinuous as in the spheres and cylinders, and, in addition, anot so continuous running crack bisected the surface at thelongitudinal centre. The smaller wood particles of all shapesleave a regularly shaped char as a precursor for charfragmentation, in contrast to the larger ones. Irrespective ofthe initial size of thewood particles, the char formed after charfragmentation appears not so regular in shape. These chars, asthey burn, evolve into sharp end-pointed structures at the endof the char combustion phase. The chars formed from wood

1133F U E L P R O C E S S I N G T E C H N O L O G Y 8 9 ( 2 0 0 8 ) 1 1 2 1 – 1 1 3 4
particles of size greater than 15 mm, are substantially largerthan the ones from smaller wood particles, and although theyhave fissures, surprisingly they did not lead to furtherfragmentation in cylinders and spheres unlike the case ofcubical wood particles. This leaves an insight into therelevance of the impact forces over the combustion of carbonbridges.
3.9. Devolatilization time
Devolatilization time is defined as the time taken by the woodparticle to release and burn all the volatiles. Here thedevolatilization time is measured by Flame Extinction Tech-nique (FET). The time between the introduction of woodparticle in to the combustor and the extinction of the flamedue to volatiles burning is considered as the devolatilizationtime. This includes the drying and ignition delay. As thedevolatilization time is far longer than the drying time andignition delay, they both have not been excluded from it.Fig. 11(a) gives the devolatilization time as a function ofsample size for spherical, cylindrical and cubical woodparticles at conditions under study. The devolatilizationtime increases from 50 s to 255 s as the size increases from10 to 25 mm. This systematic increase in devolatilization timeis due to longer time the volatiles take to propagate the longerdistance of the larger particle. This may be considerablydecreased by the fragmentation phenomenon of the woodduring devolatilization. This also depends very much on thetiming of the fragmentation. The effect would be substantialif the fragmentation occurs during the earlier stages ofdevolatilization and not so if it happens at the end ofdevolatilization. Under the conditions studied, wood particlesof initial size less than 15 mm of all shapes generally did notundergo fragmentation during devolatilization.
3.9.1. Char burnoutChar burnout time is defined as the difference between the totalcombustion time (till ash is formed from time of introduction ofwood in to the combustor) and the devolatilization time (the timeat which volatiles flame extinct). This is determined experimen-tally by visual technique, and getting the difference between thetotal combustion time and the devolatilization time. The charcombustion time as a function of size is given by Fig. 11 (b) for allshapesunder study. It ranged from130s to256s, 118s to438sand156 s to 543 s for spherical, cylindrical and cubical initial woodparticles as their size increased from 10mm to 25mm.Under theconditions studied, the char fragmentation occurs at the earlystages of the char combustion phase, and hence, the charcombustion time is smaller for 10 mm and 15 mm comparedwith the larger particle sizes of 20 and 25 mm. The Char burnoutlevels at various residence times of char from the initiallyspherical, cylindrical and cubical wood particles are shown inFig. 12. The dotted lines in the figure show the conversion duringwhich char fragmentationoccurred. It is clear fromthe figure thatthe chars from 10 mm and 15 mm nominal diameter of initialwood particles show a steep conversion rate when compared tothe 20 and 25 mm. This may be attributed to the fragmentationevent occurringduring theearly stageof char combustion. For thesameparticle, the burnout rates are higher during the fragmenta-tion phase of char combustion and as the time proceeds, the
conversion becomes sloppy, indicating clearly the effect offragmentation on char burnout. With the view of elucidatingthis effect, the plot of the conversion rate versus time is given inFig. 13.The firstpoint indicates theconversion rateduring the firstquarter of the char combustion. The consecutive points refer tothe subsequent residence times of char combustion. In Fig. 13 (a),the slope of the 10 mm and 15 mm particles are clearly muchhigher than the 20 and 25 mm. Here, the slope is defined asfollows:
Conversion rate ¼ kConversion at s1 �kConversion at s2ð Þs2 � s1ð Þ
τ1 and τ2 are consecutive residence times at which the charparticles are retrieved from the combustor; τ2Nτ1.
On careful observation of the conversion rate curves, it canbe understood that the conversion rate falls drastically duringthe no–fragmentation time quarter of char combustion.
4. Conclusions
The following are the conclusions based on the study on C.equisetifolia wood and are valid at the experimental condi-tions stated in Table 3. More research on other woods and atdifferent experimental conditions is required before theseconclusions are generalized for other woods and conditions.
(i) There exists a cut-off initial size (15 mm) of sphericaland cylindrical wood particles below which Casuarinaequisetifolia wood chars undergo fragmentation.
(ii) In contrast to the above trend, the chars from initiallycubical wood particles of all sizes fragmented.
(iii) Char fragmentation occurs either in the first quarter orthe second quarter of the char combustion time,pointing to its substantial effect on the char combustiontime, and thus, on the total burnout time.
(iv) The study was compared with the available literatureand found to agree well on NF, the only commoninformation available. The comparison also revealed anindication of the relevance of the type of wood (soft orhard wood).
(v) The average char fragment size at various residencetimes for spherical and cylindrical wood particles fallsin a narrow band of 3.7 mm–6.9 mm, 3.0 mm–6.6 mmrespectively. For cubically shaped particles, the band ofaverage size is 3.3 mm–9.5 mm, slightly higher than forthe other two shapes.
(vi) The chars from wood particles of smaller initial size(b15 mm) exhibit higher frequency of fragmentation.
(vii) The fragmentation index increasedwith increase in sizefor all shapes and maximum FI for all shapes are ofcomparable magnitude.
(viii) The devolatilization time increasedwith increase in sizeof the wood particle. The range of average devolatiliza-tion time for spherical, cylindrical and cubical woodparticles of 10–-25 mm are 50–-190 s, 40–-200 s, and 60–-255 s respectively.
(ix) The char burnout time increasedwith increase in size ofthe wood particle. The ranges of average char burnout

1134 F U E L P R O C E S S I N G T E C H N O L O G Y 8 9 ( 2 0 0 8 ) 1 1 2 1 – 1 1 3 4
time for initially spherical, cylindrical and cubical woodparticles of 130 to 256 s, 118 to 438 s and 155 to 540 srespectively.
R E F E R E N C E S
[1] V.N. Blinichev, V.V. Streltsov, E.S. Lebedeva, An investigationof the size reduction of granular materials during theirprocessing in fluidized beds, International ChemicalEngineering 8 (1968) 615–618.
[2] F. Scala, R. Chirone, Fluidized bed combustion of alternativesolid fuels, Experimental Thermal and Fluid Science 28 (2004)691–699.
[3] F. Scala, R. Chirone, P. Salatino, Combustion and attrition ofbiomass chars in a fluidized bed, Energy & Fuels 20 (2006)91–102.
[4] F. Scala, P. Salatino, R. Chirone, Fluidized bed combustion of abiomass char (Robinia pseudoacacia), Energy & Fuels 14 (2000)781–790.
[5] M.A. Andrei, A.F. Sarofim, J.M. Beer, Time-resolved burnout ofcoal particles in a fluidized bed, Combustion and Flame 61(1985) 17.
[6] R. Chirone, P. Salatino, L. Massimilla, Secondaryfragmentation of char particles during combustion in afluidized bed, Combustion and Flame 77 (1989) 79.
[7] K.W. Ragland, F.A. Pecson, Coal fragmentation in a fluidizedbed combustor, Twenty-second Symposium International onCombustion, The Combustion Institute, 1988, p. 259.
[8] C.A. Sundback, J.M. Beer, A.F. Sarofim, Fragmentationbehaviour of single coal particles in a fluidized bed, TwentiethSymposium (International) on Combustion, The combustionInstitute, 1984, pp. 1495–1503.
[9] M.A. Hastaoglu, R. Kahraman, M.Q. Syed, Pellet break-up dueto pressure generated during wood pyrolysis, IndustrialEngineering Chemistry Research 39 (2000) 3255–3263.
[10] K. Davidsson, Biofuel pyrolysis and on-line alkalimeasurements, Ph.D. thesis, Department of Chemistry,Physical Chemistry, Göteborg University, Göteborg, Sweden,(2002).
[11] T.E. Roy, The combustion of wooden dowels in heated air,Tenth Symposium (International) on Combustion, Thecombustion Institute, 1965, pp. 923–930.
[12] C.K. Lee, R.F. Chaiken, J.M. Singer, Charring pyrolysis of woodin fires by laser simulation, Sixteenth Symposium(International) on Combustion, The Combustion Institute,1976, pp. 459–1470.
[13] H. Thunman, B. Leckner, Mathematical modeling ofcombustion in bio–fuelled small boilers, Chalmers tekniskahogskola, Sweden, Rapport, 2005, p. 59, A05-227.
[14] N.S. Subbarao, C. Rodriquez-Barrueco, Casuarinas, SciencePublishers, Inc, USA, 1995.
[15] A.K. Srivastava, Biomass and energy production inCasuarina equisetifolia plantation stands in the degraded drytropics of the Vindhyan plateau, India, Biomass & Bioenergy9 (6) (1995) 465–471.
[16] R. Renukumar, Ajit Kumar Kolar, B. Leckner, Shrinkagecharacteristics of Casuarina wood during devolatilization in afluidized bed combustor, Biomass and Bioenergy 30 (2) (2006)153–165.
[17] M. Sreekanth, Kumar Kolar, B. Leckner, Effect of shape andsize of wood on primary fragmentation in laboratory scalefluidized bed combustor, Nineteenth InternationalConference on Fluidized bed combustion, Vienna, Austria,2006, paper no.97.





























