Embed Size (px)
Citation preview

Food Safety Solutions
TunnelREME-ATSCMLBOSFLUV200UVAO Panel
Copyright © RGF Environmenmtal 2016

R E M E A T S - H O A i r P u r i f i c a t i o n S y s t e m
BEFORE AFTERBEFORE AFTER
Most facilities do not check the air for microorganisms on a daily or monthly basis. Bacteria and mold can continuously breed
in ducts and on the evaporator coils of refrigeration systems. As a result, mold and bacteria settling out of the air can con-
taminate product and equipment. Storage rooms, refrigerated coolers, and employee changing rooms are particularly sus-
ceptible to these airborne problems. RGF developed the REME ATS-HO Air system to provide continuous protection in sen-
sitive air spaces.
Air passes through a REME / PHI oxidation chamber, which destroys airborne microbes with high intensity UV light rays tar-
geted on a quad-metallic compound. The process develops a highly charged atmosphere of hydroxyl radicals, hydro-perox-
ides and super oxide ions. This atmosphere oxidizes contaminants in the air with friendly oxidizers. By friendly oxidizers, we
mean oxidizers that revert back to oxygen and hydrogen after the oxidation process. No chemical residue or dangerous com-
pounds are emitted from the system. The REME ATS-HO Air System can reduce levels of airborne microbes and odors by up
to 99%. Airborne contaminants in the form of bacteria, mold, and yeast continue to be one of the least addressed issues in
most processing plants. Since these organisms cannot be seen they are often ignored. The organisms can enter the facility
on employee's clothing and bodies, through intake and makeup air systems, on packaging materials, wooden pallets and vehi-
cles.
Applications:
Production rooms, cold storage, lift station rooms, cafeterias, storage rooms, grocery stores / supermarkets, distribution facil-
ities.
Actual lab tests showing up to 99% reductions of airborne bacteria and mold
• Reduces airborne microbes by up to 99%.
• Made for washdown environments.
• Food grade stainless steel construc-
tion for years of trouble free service.
• Helps eliminate airborne bacteria,
mold, odors and VOCs.
• Helps extend food shelf life and
reduce spoilage.
• 1 year warranty
Ideal for most food production areas, grocery stores, storage rooms, manufacturing facilities and more.
A Photohydroionization® (PHI) Technology
Bacteria Mold

SPECIFICATIONSMATERIAL
DIMENSIONS
WEIGHT
ELECTRICAL
CFMs
TREATMENT AREA
REPLACEMENT CELLS
REME ATS-HO Air Purification System
REME-HO Cells
Intake spray baffles
Includes 4”x 4”x 2” NEMA 4X junction box for convenient electrical connection
Water proof fan
Electronics enclosure16” and 24” on center mounting holes
Stainless Steel
18” high X 14.5” deep X 52” long
65 lbs
110 Volt 6 Amps or 220 Volt 3 Amps
700 cfm
12,000 cubic feet
SA-ATS-0000 2 each
SA-ATS-0100 1 each
SA-ATS-7525 1 each
ATS Freezer Unit Option
PHI air treatment system for commercial low temperature freezers. Includes separate external freezer mounted
NEMA 4X ballast enclosure and control box.
Part Number: REME ATS-HO 16 (110 VOLT) REME ATS-HO 26 (220 VOLT)

The Commercial PHI Unit by RGF® isdesigned to reduce odors, air pollutants,VOCs (chemical odors), smoke, moldbacteria and viruses. The unit is easilymounted into air conditioning and heatingsystem air ducts where most sick build-ing problems start. When the HVAC sys-tem is in operation the Commercial PHIUnit creates an Advanced OxidationProcess consisting of: Hydro-peroxides,ozonide ions, super oxide ions andhydroxide ions. All are friendly oxidizersthat revert back to oxygen and hydrogenafter the oxidation of the pollutant. Thesystem is fully assembled for easy instal-lation.
COMMERCIAL PHI UNITFor Food Processors
A Photohydroionization® (PHI) Technology
Why Use RGF’s Photohydroi oni zati on ® Technology ?
Germicidal UV light rays have been used for decades by the medical industry as a method for destroying micro-organisms (germs, viruses,
bacteria). UV light is dependable and can be easily installed in HVAC ducts or a plenum. Germicidal UV light is effective in reducing only
the airborne micro-organisms that pass directly through the light rays. However, germicidal UV light has little to no effect on gases, vapors
or odors. Photohydroionization Advanced Oxidation, on the other hand, is very effective on gases, vapors, VOCs and odors.
The combination of safe low level ozone (O3) and a broad spectrum UV light enhanced by a catalyst containing a hydrated quad-metallic
compound produces an advanced oxidation reaction. This process also produces hydro-peroxides, super oxide ions, ozonide ions and
hydroxides. By engineering the proper UV light wavelength, in combination with a triple function, no maintenance unit, the PHI Cell provides
safe hydro-peroxides, super oxide ions, ozonide ions and hydroxides to purify the air. With the RGF HVAC-PHI Cell Advanced Oxidation
System, micro-organisms can be reduced up to 99.99%. Gases, VOCs and odors can also be reduced significantly, and the plant will contain
ozonide ions, hydro-peroxides, super oxide ion and hydroxides which will provide continuous protection for the air as well as equipment sur-
faces.
BEFORE AFTER
MOLDBACTERIA
BEFORE AFTER
Actual lab tests showing up to 97% reductions of airborne bacteria and mold

Existing Plenum
Contaminated airPurified air
PHI Cells
*IndoorElectricalEnclosure
*Also available with NEMA 4Xenclosure for outdoor installation
Installation
Commercial PHI For Food Processors
Engineered to fit specific applications in food processing facilities. Contact your RGF representative for sizing
Commercial 20 - Housing is 20" L # of cells Length of cell Typical CFM Coverage
CML-25 1 14" 2,500CML-50 2 14" 5,000CML-75 3 14" 7,500CML-100 4 14" 10,000
Commercial 35 - Housing is 35" L # of 35” cells # of 14" cellsCML-65 1 0 6,000CML-90 1 1 9,000CML-115 1 2 11,000CML-140 1 3 12,500CML-125 2 0 14,000CML-150 2 1 15,000CML-180 2 2 17,500CML-190 3 0 19,000CML-215 3 1 21,000CML-250 4 0 25,000
20” or 35”
8”
8”
Systems available in 110 VAC and 220 VAC

C o m m e r c i a l A i r P u r i f i c a t i o n S y s t e mENVIRONMENTAL
Ideal for restaurants, bars, larger meeting rooms, nursing homes, schools, locker rooms, health clubs, pet kennels and other similar commercial applications.
The Problem:Indoor air pollution is now considered by the EPA and Congress to be America’s No. 1 environ-mental health problem. Tightly sealed buildings and homes may be more energy efficient butcan trap pollutants and microbes indoors causing allergies, odors, mold and illness.
The Solution:The RGF APS has proven to drastically reduce airborne odors, mold, and bacteria in the 90+percentile along with significant smoke reduction. Airborne FOGs also are reduced over 90%for restaurant applications and mercury is reduced over 90% for dental applications.
The Technology:The APS utilizes RGF’s Photohydroionization® technology which utilizes safe low level ozone, super oxide ions, hydro peroxides, passive negative ions and uv light targeted on a hydrated tri-metallic target to develop an advanced photo-catalytic oxidation.
A Photohydroionization ® (PHI) Technology
Reduces Airborne•Smoke •Mildew / Mold•Odors •Bacteria •Viruses* •VOCsEffectively Reduces•Grease & Oils- (Restaraunts,Bars)•Mercury - (Dental offices, Labs)•VOC’s - (Chemical odors)
Benefits•Economical•Low Maintenance•10,000 Hour Cell Life•Light weight•Compact•VersatilePatent Pending
*UV, Hydro-peroxides are recorded as effective in killing viruses however RGF has not performed clinical tests on viruses as there are thosands of strains

The Air Purification System by RGF
PHOTOHYDROIONIZATION CELLS
BLOWERCONTROLS
ABSORBER CHANGE Indicates absorbers need replacement
TURBO 3 absorbers, blower, 2 targeted photohydroionization cells
HIGH 3 absorbers, blower, 1 high intensity targeted photohydroionization cells
MED 3 absorbers, blower, 1 targeted photohydroionization cells
LOW 3 absorbers, blower
SPECIFICATIONSDimensions 13”H x 12.5”D x 37”LWeight 50 lbsFree air delivery 500 cfmElectrical 110 volt 5 ampsOrder# CAPS-16
CONTROLS
Multiple filter configurations possible
ABSORBER CARTRIDGES
(1) MULTI CARTRIDGE ODORSAND PARTICULATE
(2) ULTRA CARTRIDGEPARTICULATES -
LOW LEVEL ELIMINATION
(3) MERCURY CARTRIDGEREMOVAL MERCURYVAPORS
(4) VOC CARTRIDGESMOKE, VOCS, CHEMICAL
(5) RADON CARTRIDGEREMOVAL RADIOACTIVERADON GAS
(6) FOG CARTRIDGE(FATS, OILS, GREASE)

Quick Release FeatureTMThe Guardian Air QR+ now features a
quick-release design for easy removal of the housing to allow easier servicing.
QR+ Cell ReplacementTMThe Guardian Air QR+ also features a
quick-release design for easy removal of the ®PHI Cell as well.
Kills bacteria, mold and virusReduces odors and VOCs (chemical odors)Easier, Faster, No Tool Cell Replacement
By
TMGuardian Air does not need the pollutants to travel to the air handler for UV treatment or filtration. Guardian TMAir is proactive and sends ionized aggressive advanced oxidizers into the room to destroy the pollutants at the
source, in the air and on surfaces, before they can reach your family, clients or employees.
TM
Copyright © 2015 RGF Environmental
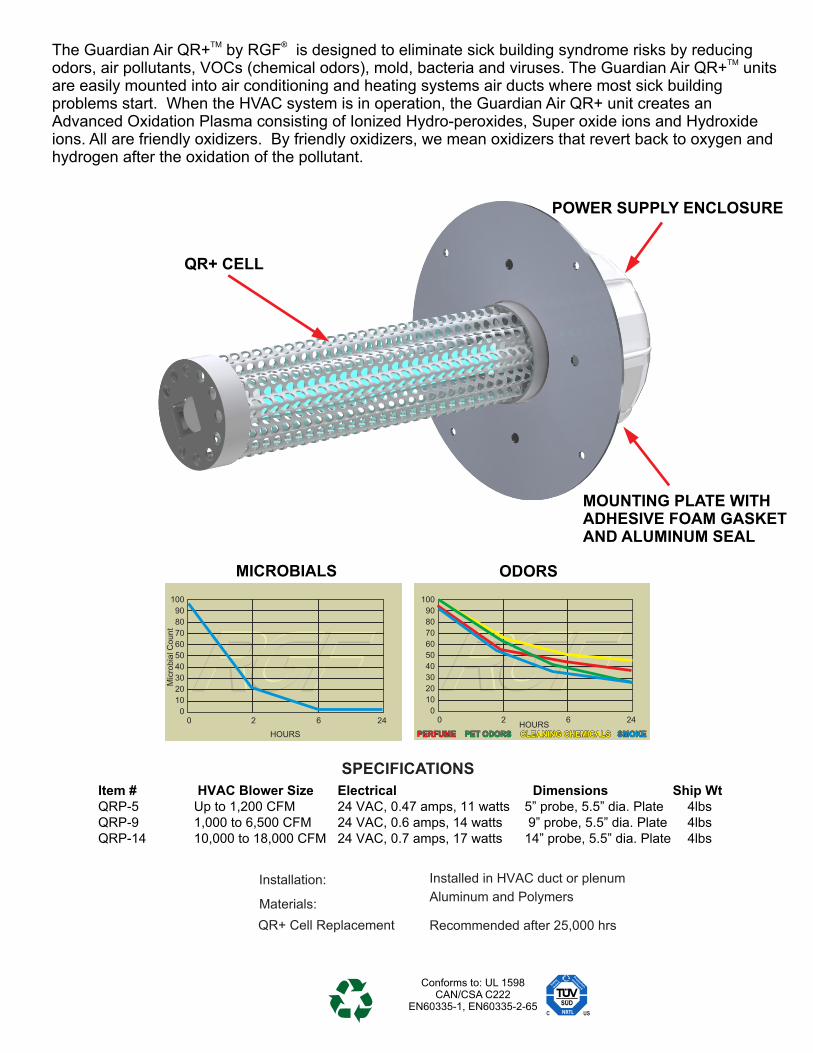
QR+ CELL
MOUNTING PLATE WITHADHESIVE FOAM GASKETAND ALUMINUM SEAL
POWER SUPPLY ENCLOSURE
TM ®The Guardian Air QR+ by RGF is designed to eliminate sick building syndrome risks by reducing TModors, air pollutants, VOCs (chemical odors), mold, bacteria and viruses. The Guardian Air QR+ units
are easily mounted into air conditioning and heating systems air ducts where most sick building problems start. When the HVAC system is in operation, the Guardian Air QR+ unit creates an Advanced Oxidation Plasma consisting of Ionized Hydro-peroxides, Super oxide ions and Hydroxide ions. All are friendly oxidizers. By friendly oxidizers, we mean oxidizers that revert back to oxygen and hydrogen after the oxidation of the pollutant.
Installation:
Materials:
QR+ Cell Replacement
Installed in HVAC duct or plenum Aluminum and Polymers
Recommended after 25,000 hrs
0 2 6 24
HOURS
Mic
robia
l Count
100
90
80
70
60
50
40
30
20
10
00 2 6 24
HOURS
100
90
80
70
60
50
40
30
20
10
0
PERFUMEPERFUME PET ODORSPET ODORS CLEANING CHEMICALSCLEANING CHEMICALS SMOKESMOKEPERFUME PET ODORS CLEANING CHEMICALS SMOKE
MICROBIALS ODORS
SPECIFICATIONS
SUD
S
NRTL
Safet
yte
sted
Production
monitored
C US
Conforms to: UL 1598CAN/CSA C222
EN60335-1, EN60335-2-65
Item # HVAC Blower Size Electrical Dimensions Ship Wt QRP-5 Up to 1,200 CFM 24 VAC, 0.47 amps, 11 watts 5” probe, 5.5” dia. Plate 4lbsQRP-9 1,000 to 6,500 CFM 24 VAC, 0.6 amps, 14 watts 9” probe, 5.5” dia. Plate 4lbsQRP-14 10,000 to 18,000 CFM 24 VAC, 0.7 amps, 17 watts 14” probe, 5.5” dia. Plate 4lbs

Quick Release FeatureThe REME HALO now features a quick ®
release design for easy removal of the housing to allow easy replacement of the REME cell.®
Adjustable OutputThe REME HALO incorporates an adjustable ®
shroud, which allows the customization of the AOP output.
Increased Ionized Hydro-Peroxide OutputNew Enhanced Catalyst With Zinc For Faster Kill RatesEasier, Faster, No Tool Cell Replacement
® ® ®The REME HALO by RGF is the next generation of IAQ technology. RGF has redesigned their ®REME HVAC unit with higher Ionized Hydro-peroxide output, which gives faster kill rates for
microbials in the air as well as on surfaces. Also, this higher output drops more particulate from the air bringing relief to those who suffer from allergies and other respiratory issues.
Copyright © 2015 RGF Environmental
By

®REME HALO CELL
IMPROVED PHOTOCATALYST NOW WITH ZINC
MOUNTING PLATE WITHADHESIVE FOAM GASKETAND ALUMINUM SEAL
DUAL OUTPUT ION GENERATOR CELLS
POWER SUPPLY ENCLOSURE
® ®The REME HALO by RGF is designed to eliminate sick building syndrome risks by reducing odors, ®air pollutants, VOCs (chemical odors), smoke, mold, bacteria and viruses. The REME HALO units are
easily mounted into air conditioning and heating systems air ducts where most sick building problems ®start. When the HVAC system is in operation, the REME HALO unit creates an Advanced Oxidation
Plasma consisting of Ionized Hydro-peroxides, Super oxide ions and Hydroxide ions. All are friendly oxidizers. By friendly oxidizers, we mean oxidizers that revert back to oxygen and hydrogen after the oxidation of the pollutant.
•Installation:
•Electrical:
•Materials:
Aluminum and Polymers
Recommended after 25,000 hrs
1,000 - 6,500 CFM
0 1 2 3 4 5 6 7 8HOURS
100
90
80
70
60
50
40
30
20
10
00 2 6 24
HOURS
Mic
robia
l Count
100
90
80
70
60
50
40
30
20
10
00 2 6 24
HOURS
100
90
80
70
60
50
40
30
20
10
0
PERFUME PET ODORS CLEANING CHEMICALS SMOKE
MICROBIALS ODORS
SPECIFICATIONS
PARTICULATE
SUD
S
NRTL
Safet
yte
sted
Production
monitored
C US
Conforms to: UL 1598CAN/CSA C222
EN60335-1, EN60335-2-65
12” probe / 5.5”diameter plate
Item # HVAC Blower Size Ship Wt REME-H 1,000 to 6,500 CFM
Electrical Dimensions 24 VAC0.7 Amps 17 Watts 6 lbs
Replacement Cell PHIC-RH

Commercial Air Purification and Odor Destruction System
THE RGF TURBOZONE LINE OF LOW COST ADVANCED OXIDATION/OZONEGENERATORS IS DESIGNED TO DESTROY, NOT COVER UP, THE FOLLOWING:
Chemical FumesCleaning Chemical OdorsCooking OdorsDecaying Organic Matter
Fire & SmokeGarbageHydrocarbonsMold & Mildew
PaintPet OdorsSewer OdorsVolatile Organic Compounds
RGF’S PORTABLE, LIGHTWEIGHT MODELS ARE IDEAL FOR:
Agriculture AirplanesApartments/CondosAutomobilesBusesCarpet Cleaning
Dry CleanersDumpstersFire & Flood RestorationFitness FacilitiesFood ServicesHotels/Motels/Resorts
Janitorial ServicesMunicipal FacilitiesOffice BuildingsRestaurantsSchools & UniversitiesYachts & Boats
ENVIRONMENTAL
Model 1000
Model 7000
Ideal for building managers, fire / flood restoration, hotelrooms, and apartments. Can be used to effectively treatmost problem odor areas.
Order: TB7000-16
Order: TB1000-16
A Photohydroionization® (PHI) Technology
Patent Pending

TURBOZONE OUTSTANDING FEATURES•RGF has been an international Leader inInnovative Environmental Systems since 1985
•Turbozone is EPA registered No. 67400-FL-001
•All units are maintenance free.
•Turbozone has a full 3 year parts and labor war-ranty. 1 year on cell.
•RGF will perform a free unit safety inspection.
•Leaves no chemical residue
•RGF offers a full ozone training manual.
•For high level non-occupied treatment.
•Helps control air pollution and sick buildingsyndrome.
•Turbozone utilizes RGF proprietaryPhotohydroionization® process which targetshigh intensity uv light on a hydrated quad-metallic target in an ozone atmosphere whichcreates hydro-peroxides, ozonide ionshydroxides and super oxide ions.
•Fully automatic, easy to use, versatile andportable.
•Operates unattended with built in timing device.
•Low power consumption, plugs into a 110Vstandard outlet.
•No costly and complicated chemicals oradditives.
•All brushed stainless steel
Formula for Calculating Air Treatment TimesCalculate Area to be treated-Square Ft. x Height of Room = Cubic Ft.Cubic Ft. divided by Cubic Feet per Minute (CFM rating ofunit)Minutes divided by 60 = Hours to turn air in room over 1time*
Example For Model 100010’L x 12’ W x 8’ H room =960 cu Ft960 cu ft divided by 45 cfm = 21 min to turn room air over 1time
*RGF suggests 3 turnovers of room volume for complete treat-
The amount of time necessary to treat an area with advanced oxidation and ozone depends upon the temperature, humiditylevel and the amount of reactive substances (odors).
Fan Volume at Discharge
Ozone Concentration at DischargeOzone OutputWeight
DimensionsTargetApproximate UVChamber life
VoltageTotal Electrical UV Chamber Electrical
Fan Electrical Material/FinishControls
Ultraviolet Chamber Replacement PHI Cell Part#
MODEL 100045 CFM
13.5 PPM * 1650 MG/Hr
12 lbs.
26”L x 13”W x 15”HHydrated Tri-metalic
5,000 Hrs
110 volt1.25 amp.75 amp
.5 ampStainless steel
On/Off Light 12 Hour Timer
Hour Meter Electrically Excited Krypton Gas
(2) PHIC-14HOA
MODEL 700065 CFM
45 PPM * 10,880 MG/Hr
36 lbs.43”L x 13”W x 15”HHydrated Tri-metalic
5,000 Hrs110 volt2 amps
1 amp1 amp
Stainless steel
On/Off Light 12 Hour TimerHour Meter
Electrically Excited Krypton Gas
(4) PHIC-36HOA
*Ozone output tested at 80 degrees F and 40% relative
SPECIFICATIONS
Large Industrial Systems Available

ENVIRONMENTAL
THE RGF BOS PHOTOHYDROIONIZATION® MODULE WILL DESTROY, NOTJUST COVER-UP, THE FOLLOWING AIRBORNE SUBSTANCES:
RGF'S BACTERIA / ODOR ABATEMENT SYSTEM
- FOR -
LIFT STATIONS, DUMPSTERS, FOOD PROCESSING,
RESTAURANTS, HOTELS, NURSING HOMES, RECYCLE
CENTERS, FAST FOOD, SUPERMARKETS, LAUNDRIES…
just to name a few.
•DECOMPOSING ORGANICS
•SMOKE
•MOLD & MILDEW
•BACTERIA
•ALGAE
•URINE / FECES
•CHEMICAL FUMES
•FUNGUS
•YEAST
•POLLEN
•HYDROCARBONS
•KETONES
•SPORES
•VOC's
THE RGF BOS SYSTEM OF LOW COST ADVANCED OXIDATION PRODUCTION IS
DESIGNED TO PROVIDE COMMERCIAL AIRBORNE BACTERIA AND ODOR DESTRUCTION
BOS-HOX
RGF has been an International leader in inno-vative environmental systems since 1985
Fully automatic, easy to use and install, versa-tile and portable
No costly and complicated chemicals
Leaves no residue / operates unattended
BOS uses Photohydroionization®, nature’snatural deodorizer, environmentally friendly
Low power consumption, 110 or 220 volt
Low maintenance - only one filter to cleanyearly cell replacement
10,000 hours average Photohydroionization®
Cell life
Advanced Oxidation gases actually destroysodor molecules, it is not a cover-up
Photohydroionization® destroys bacteria,mold, organic pollutants and odors
Advanced Oxidation Process for Compactor / Dumpster / Waste
Storage Area/Lift Station Bacteria & Odor Abatement System

• No Costly Chemicals
• All stainless steel
• Automatic Unattended Operation
• Safety Service Cut Off Switch
• Hour meter / On off indicator light
• Destroys Odors - Is Not a Cover Up
RGF BOS
Before and after bacteria samples application of BOS
unit to commercial dumpster compactor* Independent Lab data available
Odor reduction (Hydrogen Sulfide)Lab Results
• High Capacity Blower
• Low Maintenance
• Reduces Fly Infestation
• Reduces airborne bacteria
• Reduces liability
• Eliminates odors
Outstanding Features
The Advanced Oxidation gas created by the RGF Photohydroionization® Cell are safe environmentally friendly oxi-
dizers that revert back to oxygen and hydrogen. The RGF - BOS utilizes ozone to create hydroperoxides, oxide ions,
ozonide ions and hydroxides. The ozone produced is a safe low concentration, produced by a targeted high intensity
UV light technology. This method is far safer than the traditional ozone generators. Targeted UV ozone generators do
not produce nitric oxide gas or nitric acid and they have a very high efficiency rating. The additional oxidizers providesa broader range of applications and redundant oxidation gases.
The Benefits
Specifications
MODELS BOS-HOX
VOLTAGE 110V 3 AMPS / 220 V 1.5 AMPS 50/60 HZ
WEIGHT 20 LBS.
MATERIAL STAINLESS STEEL
DIMENSIONS 25” x 10” x 18”
HOSE 2.5” DIA x 8’ L
CONTROLS ON/OFF HIGH/LOW (Six cells on high setting - three cells on low setting)
FAN VOLUME 100 CFM
NUMBER OF PHI CELLS SIX (6)
PHI CELL LIFE APPROX. 10,000 HOURS
OXIDATION GASES HYDRO PEROXIDES, OZONE, SUPER OXIDE IONS, OZONIDE IONS
HOURS

Ozonide Ions
Hydro-peroxides
Super oxide ions
Germicidal UV light
Hydroxides
The Physics of RGF’s Proprietary Photohydroionzation®
A high intensity UV light targeted on a hydrated Quad-Metallic target in a ozone atmosphere thereby creating Ozone,
Hydroperoxides, Super Oxide Ions, Hydroxides and Ozonide Ions. All are very aggressive friendly gaseous oxidizers.
By friendly we mean oxidizers that revert back to oxygen and hydrogen after they oxidize the organics, bacteria, odoror gases.
APPLICATIONS
Dumpster / Compactor Odor and Airborne Bacteria control Lift Station Odor and Airborne Bacteria control
RGF Photohydroionization® Cell
Waste / recycling storage rooms
airborne bacteria and odor control
Laundry storage rooms airborne bacteria
and odor control
High rise trash drop airborne
bacteria and odor control
3rd floor
2nd floor
1st floor
Dumpster
Hydrated Quad-Metallic
Target
Hydroxl Radicals
High Intensity
UV Light
Patent Pending

ADVANCED OXIDATION PANEL
Advanced Oxidation Panel, is designed for the food processing industry. Equipment and in particular, conveying sur-faces can become contaminated during processing. This occurs when bacteria accumulate on the conveyor belt surfaceas a result of human error or when contaminated product transfers pathogens to the belt. While wet chemical sanitationsystems exist, there are no alternative non-aqueous systems available for keeping belts as well as food product surfacescontinuously sanitized. This would be true in most cases immediately prior to packaging, since excess moisture is notdesirable in sealed packages. Ready-to-eat products such as lunchmeats, hot dogs, as well as some raw meat andpoultry products are specific cases in point. In response to this need, and to assist the food processor in protecting finalproduct between full plant wash down and sanitation procedures, RGF has developed a non-chemical anti-microbialhood.
Advanced Oxidation Panel is designed to be placed at the end of the food conveying process line just prior to packaging or other locations where conveying surfaces may create cross contamination potentials to food products. Thisdry environment process incorporates high intensity targeted ultra-violet light and Photohydroionization® (PHI) to createa powerful sanitizing environment for all conveying surfaces. Each emitter is protected by stainless supports and specialFDA approved high impact polymer shrouds, designed to protect glass from entering the work environment in case ofbreakage. The internal system surfaces are made of mirror polished stainless to maximize reflectivity and reduce issuesof shadowing. The unit can be mounted above augers or above or below conveyors for maximum exposure to food con-tact surfaces.
SPECIFICATIONS
•Continuously kills bacteria, mold and yeast
•Modular construction
•Easily retrofitted to your process
•All stainless steel
•Reduces liability concerns
•Easily accessed for cleaning
•No chemicals
•All natural Advanced Oxidation process
•Low energy consumption
•PHI Module included on all modelsPatent Pending
MaterialElectrical (120 / 230V)Weight Dimensions Lamps
AOHP-1236 AOHP-2436 AOHP-3636
6 / 3 Amps25 lbs.
12” x 36”6
12 / 6 Amps40 lbs.
24” x 36”12
18 / 9 Amps60 lbs.
36” x 36”18
316 Stainless Steel

Conveyor Belt Sanitation Hood
The RGF Conveyor Belt Sanitation Hood, utilizing Photohydroionization® (PHI), is a breakthrough in food processing technology. Equipment and in particular, conveying surfaces can become contaminated during processing.This occurs when bacteria accumulate on the conveyor belt surface as a result of human error or when contaminatedproduct transfers pathogens to the belt. While wet chemical sanitation systems exist, there are no alternative non-aqueous systems available for keeping belts continuously sanitized where water is not desirable for product contact.This would be true in most cases immediately prior to packaging, since excess moisture is not desirable in sealed packages. Ready-to-eat products such as lunchmeats, hot dogs, as well as some raw meat and poultry products arespecific cases in point. In response to this need, and to assist the food processor in protecting final product between fullplant wash down and sanitation procedures, RGF has developed a non-chemical anti-microbial hood.
The conveyor belt sanitizer unit is designed to be placed at the end of the food conveying process line just prior to packaging or other locations where conveying surfaces may create cross contamination potentials to food products. Thisdry environment process incorporates high intensity targeted ultra-violet light, ozone, hydroxyl radicals and ionization tocreate a powerful sanitizing environment for all conveying surfaces. The unit can be mobile or mounted above or belowconveyors for maximum exposure to food contact surfaces.
The patent-pending hood is easily installed directly over the exposed conveying surface. Ultra-violet light emitters areplace inside the anti-microbial hood, along with PHI oxidation gases. Each emitter is protected by stainless supports andspecial FDA approved high impact polymer shrouds, designed to protect glass from entering the work environment incase of breakage. The internal system surfaces are made of mirror polished stainless to maximize reflectivity and reduceissues of shadowing.
•Continuously kills bacteria, mold and yeast
•Modular construction
•Easily retrofitted to your process
•All stainless steel
•Reduces liability concerns
•Easily accessed for cleaning
•Custom installations available
•No chemicals
•All natural Photohydroionization® process
•Low energy consumption
•Optional UV Performance monitoringequipment available
•Available as wheeled chassis model or directmount to conveyor
Patent Pending

Material 316 Stainless SteelElectrical 120 volt or 240 volt
SPECIFICATIONSActual lab results
Before After
TOP CUT AWAY
SIDE VIEW
END VIEW
END VIEW
39”
10”-36”
4”
Sample Layout

Food Surface Sanitation Tunnel• Kills bacteria, mold, yeast
• Modular construction
• Easily retrofitted to your process
• All stainless steel construction
• Reduces liability concerns
• Easily accessed for CIP
• Custom installations available
• No chemicals
• Low maintenance
• All natural Photohydroionization® process
• Low energy consumption
• Can be built and installed as a mobile orfixed system
The RGF Food Surface Sanitation Tunnel, utilizing patented photohydronization® (PHI), is a breakthrough in foodprocessing technology. The patent pending food tunnel is designed to be placed at the end of the process line justprior to packaging or grinding. At this point in the food process, the food tunnel can provide final non-chemical, anti-microbial treatment, and protect products from human error or other cross contamination events which may haveoccurred earlier during processing. The modular design allows for sections to be assembled to fulfill customer's pre-cise requirements.
The unit mounts around a self-contained variable speed conveyor. Inside the food tunnel we have strategically placeda series of ultra-violet light emitters and introduced PHI oxidation gases. Specially designed stainless supports andFDA approved high impact polymer shrouds protects each emitter preventing glass from entering the work environ-ment. The internal system surfaces are made of mirror polished stainless surfaces to maximize reflectivity and reduceissues of shadowing.
Food enters the tunnel carried on a low profile, open weave stainless steel conveyer belt. The belt is designed forthe weight load of the product volume to be treated. This dry environment process incorporates high intensity target-ed ultra-violet light, ozone, and ionization to create a powerful sanitizing environment for most food surfaces. Thereare no changes in color, taste or organoleptic qualities when operated in accordance with specifications.

• A commercial grade germicidal UV water purification system manufactured in the USA of stainlesssteel with sanitary tri-clamp connections.
• RGF’s proprietary PPC coating and quartz sleeve system offers both safety and low maintenance.Utilizing the advanced non-polar charge of the PPC, contaminant's contained in the water are nolonger attracted to the lamp jacket as commonly occurs in typical quartz only jacketed systems. Thisnon-polar feature significantly reduces the common problem of calcium deposits forming on thelamp jacket water interface, which results in significant reductions in unit performance. By preventingthe deposition or fouling, performance is maintained over a longer period. The PPC coating has theadded benefit of also acting as a secondary containment layer to the fluid stream, significantly elim-inating the risk of glass or toxic exposure if the unit is inadvertently damaged during operation. Eachunit utilizes high output (HO) germicidal UV long life lamps.
• Small size, easy installation, low maintenance(annual cell replacement only).
• 1 year warrantyThe RGF FLUV Water System is a purification process designed to treat brine injection fluid andother liquids with germicidal UltraViolet (UV) light. This is not a filter. It will not remove particulate,heavy metals or hardness from the water. Other RGF filters should be used in conjunction with thissystem for these purposes.
A d v a n c e d U V W a t e r S y s t e mRGF’s Germicidal UV Water System for microbrial control
• Continuously kills microbes in fluids duringprocessing
• All stainless steel construction
• All plumbing sanitary orbital welds
• Easy maintenance, cleaning and CIPfunctionality
• Small footprint
• Ideal for lower flow applications
• All electronics and accessories in NEMA 4Xenclosures
• Ideal treatment for fluids with high opacity
FLUV-20

DysenteryE-coliInfectious JaundiceTyphoid FeverHepatitis VirusInfluenza VirusTuberculosisBacillus AnthracisPolio Virus
(4,000)(6,600)(6,000)(6,000)
(8,000)(6,600)
(10,000)(8,700)
(21,000)Microwatts - secs/CM2 UV - Energy in Microwatts - Seconds per Square Centimeter
UV LIGHT WATER TREATMENTUV Dosage for 99.9% reduction bacteria and Viruses
SPECIFICATIONS: Model FLUV-20*Higher flow ratesavailable byinstalling multipleunits in parallel
Fluid Flow 20 GPMEmitter(s) 5 - Low Pressure UV Range 185-400 nMOverall dimensions 41" L x 7" overall diameterWeight 45 lbs (dry)Electrical requirements 115/230 VAC, 60 HZ, 1 phase,8APlumbing Connections 1-1/2 Sanitary Operating Volume 0.838 gallons
40.54
31.25
4.00 6.89
Exposure Chamber1” thru 1-1/2” Sanitary Inlet / Outlet
Lamp Connection HousingSanitary Tri-clamps
Germicidal UV Water System

• A commercial grade germicidal UV water purification system manufactured in the USA of stainlesssteel with sanitary tri-clamp connections.
• RGF’s proprietary PPC coating and quartz sleeve system offers both safety and low maintenance.Utilizing the advanced non-polar charge of the PPC, contaminant's contained in the water are nolonger attracted to the lamp jacket as commonly occurs in typical quartz only jacketed systems. Thisnon-polar feature significantly reduces the common problem of calcium deposits forming on thelamp jacket water interface, which results in significant reductions in unit performance. By preventingthe deposition or fouling, performance is maintained over a longer period. The PPC coating has theadded benefit of also acting as a secondary containment layer to the fluid stream, significantly elim-inating the risk of glass or toxic exposure if the unit is inadvertently damaged during operation. Eachunit utilizes high output (HO) germicidal UV long life lamps.
• Small size, easy installation, low maintenance(annual cell replacement only).
• 1 year warrantyThe RGF FLUV Water System is a purification process designed to treat brine injection fluid andother liquids with germicidal UltraViolet (UV) light. This is not a filter. It will not remove particulate,heavy metals or hardness from the water. Other RGF filters should be used in conjunction with thissystem for these purposes.
A d v a n c e d U V W a t e r S y s t e mRGF’s Germicidal UV Water System for microbrial control
• Continuously kills microbes in fluids duringprocessing
• All stainless steel construction
• All plumbing sanitary orbital welds
• Easy maintenance, cleaning and CIPfunctionality
• Small footprint
• Ideal for lower flow applications
• All electronics and accessories in NEMA 4Xenclosures
• Ideal treatment for fluids with high opacity
FLUV-60

DysenteryE-coliInfectious JaundiceTyphoid FeverHepatitis VirusInfluenza VirusTuberculosisBacillus AnthracisPolio Virus
(4,000)(6,600)(6,000)(6,000)
(8,000)(6,600)
(10,000)(8,700)
(21,000)Microwatts - secs/CM2 UV - Energy in Microwatts - Seconds per Square Centimeter
UV LIGHT WATER TREATMENTUV Dosage for 99.9% reduction bacteria and Viruses
SPECIFICATIONS: Model FLUV-60*Higher flow ratesavailable byinstalling multipleunits in parallel
Fluid Flow 60 GPMEmitter(s) 5 - Low Pressure UV Range 185-400 nMOverall dimensions 41" L x 9" overall diameterWeight 90 lbs (dry)Electrical requirements 115/230 VAC, 60 HZ, 1 phase,8APlumbing Connections 1-1/2 Sanitary
40.54
31.25
6.00 9.00
Exposure Chamber1” thru 1-1/2” Sanitary Inlet / Outlet
Lamp Connection HousingSanitary Tri-clamps
Germicidal UV Water System

•Continuously kills microbes in fluids duringprocessing•High volume flow rate ideal for brine chill water•CIP compatible•Visual inspection of all internals accomplishedin minutes•Multiple unit configurations available for higherflow streams•Small unit foot print with remote electronicenclosure to optimize production space•Omni directional inlet and outlet connections•Stainless steel construction using industrystandard Tri-Clover sanitary fittings•Standard - lamp status display panel•Standard - leak detector circuitry•Standard - pump alarm control relay•Standard - NEMA 4X electrical enclosure
RGF has developed a specialized fluid treatment system for the food processing industry. The unique design of this sys-tem incorporates precision machining to optimize fluid flow characteristics as well as ultraviolet light transmittance into thefluid space. The vertical reactor design allows for continuous operation at pressures as high as 50 PSI while providing thesmallest possible footprint. A single pass through this unit results in a UV exposure in excess of 40 mJ/cm2. The entireouter shell assembly of the unit can be removed in minutes by simply removing the Tri-Clover style clamps and lifting theshell off the unit base. With the outer shell removed, the interior of the unit is accessible for visual inspection. This simpledesign facilitates routine inspections to ensure proper CIP procedures are being followed in critical operating environments.
This system is easily incorporated into existing chiller loops with the unit inlet and outlet connections being located on theouter tube assembly. This allows the connections to be rotated 360 degrees to accommodate existing plant system com-ponents. This unique feature also makes it possible to easily accommodate multiple units in parallel configurations for high-er flow rate applications.
All systems come standard with: stainless steel construction, optical display panels for lamp status, an electronic leakdetector with alarm contact and visual indicator light, FDA approved high impact polymer which encase the emitters to pre-vent breakage and fluid contamination, NEMA 4X enclosures and factory installed flexible interconnects.
High Volume Ultraviolet Fluid Sterilizer
FLUV-200

SPECIFICATIONS: Model FLUV-200*Higher flow ratesavailable byinstalling multipleunits in parallel
Fluid Flow 200 GPM (per unit)Emitter(s) 31 - Low Pressure UV Range 185-400 nMOverall dimensions 58" L x 10" overall diameterWeight 375 lbs (dry)Electrical requirements 115/230 VAC, 60 HZ, 1 phase 30APlumbing Connections 3” Sanitary (Tri clover style)

Ozone Contacting System
ENVIRONMENTALOCS-15
Specifications:
• Smart Relay Control
• PID Control from O3 Analyzer
• 0 to 10 volt or 0 to 20 mA input
• Dimensions: 25” x 32” x 72”
• Weight: 318 lbs
• 15 GPM Booster Pump
• Mazzei Mass Transfer Injector 4 LPM
• Flash Reactor-Degas Separator
• Aluminum Powder Coated Frame
• NEMA12 Enclosure • 120V, Single Phase, 18 amp full load
Applications:
• Bottled Water Lines
• Cooling Towers
• CIP Systems
• Vegetable Washing
• RO Water Systems
Features:
• UL Classified Generator
• Continuous O2 Monitoring
• Air Cooled Plasma Block 15 gr/hr Ozone
• 4 LPM PSA Oxygen Feed Gas
• Auto Shutdown Loss of Vacuum
• Remote/Local Control
• PVC Schedule 80 Piping
• Run/Fault/Power Lights

Ozone Contacting System
ENVIRONMENTALOCS-30
Specifications:
• Smart Relay Control 30 gr/hour O3
• PID from remote PLC/Analyzer
• 0 to 10 volt or 0 to 20 mA input
• Dimensions: 25” x 25” x 72”
• Weight: 500 lbs
• 30 GPM Booster Pump
• Mazzei Mass Transfer Injector 6 LPM
• Flash Reactor-Degas Separator
• Stainless Steel Powder Coated Frame
• NEMA4X Enclosure
• 120V, Single Phase
Applications:
• Bottled Water Lines
• Cooling Towers
• CIP Systems
• Vegetable Washing
• RO Water Systems
Features:
• UL Classified Generator
• Continuous O2 Monitoring
• Air Cooled Plasma Block 30 gr/hr Ozone
• 8 LPM PSA Oxygen Feed Gas
• Auto Shutdown Loss of Vacuum
• Remote/Local Control
• Food Grade 316L Piping
• Run/Fault/Power Lights

Ozone Contacting System
ENVIRONMENTALOCS-60
Specifications:
• Smart Relay Control 60 gr/hour O3
• PID from remote PLC/Analyzer
• 0 to 10 volt or 0 to 20 mA input
• Dimensions: 30” x 25” x 72”
• Weight: 500 lbs
• 30 GPM Booster Pump
• Mazzei Mass Transfer Injector 6 LPM
• Flash Reactor-Degas Separator
• Stainless Steel Powder Coated Frame
• NEMA4X Enclosure
• 120V, Single Phase
Applications:
• Bottled Water Lines
• CIP Systems
• Vegetable Washing
• RO Water Systems
Features:
• UL Classified Generator
• Continuous O2 Monitoring
• Air Cooled Plasma Block 36-72 gr/hr Ozone
• 15 LPM PSA Oxygen Feed Gas
• Auto Shutdown Loss of Vacuum
• Remote/Local Control
• Food Grade 316L Piping
• Run/Fault/Power Lights

Commercial Air Purification Tower
Most facilities do not check the air for microorganismson a daily or monthly basis. Bacteria and mold can con-tinuously breed within the environment and on plants.RGF® developed this Air treatment system to providecontinuous protection in sensitive air spaces. Air passes through a REME® / PHI oxidation chamber,
which destroys airborne microbes with high intensity UVlight rays targeted on a quad-metallic compound. Theprocess develops a highly charged atmosphere ofhydroxyl radicals, hydro-peroxides and super oxide ions.This atmosphere oxidizes contaminants in the air withfriendly oxidizers. By friendly oxidizers, we mean oxidiz-ers that revert back to oxygen and hydrogen after theoxidation process. No chemical residue or dangerouscompounds are emitted from the system. The systemcan reduce levels of airborne microbes and odors by upto 99%. Airborne contaminants in the form of bacteria,mold, and yeast continue to be one of the leastaddressed issues in most facilities. Since these organ-isms cannot be seen they are often ignored. The organ-isms can enter the facility on employee's clothing andbodies, through intake and makeup air systems, onpackaging materials, wooden pallets and vehicles. The unit was also designed for grow house applications
and does not emit any visible light allowing the unit torun 24/7.
• Reduces airborne microbes by up to 99%.
• Made for greenhouse and grow houseenvironments.
• Food grade stainless steel construc-tion for years of trouble free service.
• Helps eliminate airborne bacteria,mold, odors and VOCs.• 1 year warranty
Ideal for most indoor agricultural and growhouse facilities and more.
A Photohydroionization® (PHI) Technology

BEFORE AFTERBEFORE AFTER
Actual lab tests showing up to 99% reductions of airborne bacteria and mold
SPECIFICATIONSMATERIALDIMENSIONSWEIGHTELECTRICALCFMsTREATMENT AREAREPLACEMENT CELLS
Air Purification System
Bacteria Mold
Stainless Steel18” wide X 20” deep X 78” high70 lbs110 Volt 6 Amps 700 cfm12,000 cubic feetSA-ATS-0000 2 eachSA-ATS-0100 1 eachSA-ATS-7525 1 each

ManufacturingRGF is a fully vertical manufa-
turer. Our 100,000 square foot
facility has electrical/mechanical
assembly, injection molding, as-
sembly line, custom engineer-
ing, welding, painting, mold
making, machining and marine fabrication
Custom Applications &
ComponentsRGF’s award winning engineer-
ing team custom designs sys-
tems for air, food, water and
marine purification technology
and products
Advanced OxidationRGF has been a leader in Ad-
vanced Oxidation technology
since 1985. We developed an
advanced catalytic oxidation
system for total organic oxida-
tion. Our Photohydroionization
process has been approved by
the USDA / FDA / FSIS for food processing and air purifi-
cation systems.
DesignOur R&D technical staff con-
sists of the following special-
ists: Advanced oxidation, bio-
logical, mechanical, chemical,
water treatment engineering,
electrical, nuclear, fabrication,
design, and environmental law. Our 3D printers give us
rapid design ability.
InnovationSince 1985 RGF has main-
tained a steady flow of award
winning innovative purification
products. RGF has been
awarded national recognition
as a recipient of the Inc./MCI
Customer Service Award.
About RGF
Copyright © RGF 2013
EnvisionThe “World’s First Environmen-
tally Friendly Mega Yacht”
serves as a working showroom
for RGF’s Advanced Oxidation
products. Envision uses and dis-
plays over 50 RGF products.
Patented TechnologyRGF has been a leader in
patented Environmental san-
itation / purification technology
and products for air, food and
water.
R & DRGF maintains a Research and
Development staff that is involved
in EPA / USDA / FDA / EPRI and
University Environmental Stud-
ies. Our staff continuously devel-
ops system improvements and
new products. RGF personnel have been published in over
70 national journals and textbooks.
LabRGF maintains four fully equiped
labs. R&D - Mechanical, Electri-
cal (UL approved), R&D Food
and a wet lab.
ValidationRGF first developed its Ad-
vanced Oxidation Technology
over 20 years ago. Over 1 mil-
lion RGF Cells are in use
around the world. RGF has li-
censed its technology to many
Fortune 500 companies for use in the medical, food, mili-
tary, residential, commercial, marine, hospitality and gov-
ernment, etc.
ENVIRONMENTAL GROUP, INC.
RGF manufactures over 500 environmental products
1101 West 13th Street (Port of Palm Beach Enterprise Zone)
Riviera Beach, Florida 33404
800 842-7771 • 561 848-1826 • Fax 561 848-9454 • www.rgf.com





























