Embed Size (px)
Citation preview

First Welding CompanyFirst Welding Company Frantisek KolenicFrantisek Kolenic 11
Electron Beam Welding of Electron Beam Welding of Die-Cast Aluminum Alloy Die-Cast Aluminum Alloy
components for Automotive components for Automotive IndustryIndustry
by Frantisek KOLENICby Frantisek KOLENIC
First Welding Company, BratislavaFirst Welding Company, Bratislava
Slovak RepublicSlovak Republic
E-mail: [email protected]: [email protected]
First Welding CompanyFirst Welding Company Frantisek KolenicFrantisek Kolenic 22
Content of the presentationContent of the presentation
1. Introduction1. Introduction of the First Welding Companyof the First Welding Company 2. Analysis of the 2. Analysis of the welding welding problemproblem 3. Requirements for welded joint 3. Requirements for welded joint 4. Selection of welding method4. Selection of welding method 5. Welding technology5. Welding technology 6. Welding equipments for mass production6. Welding equipments for mass production 7. EB welding of heat exchangers for trucks7. EB welding of heat exchangers for trucks ConclusionsConclusions

First Welding CompanyFirst Welding Company Frantisek KolenicFrantisek Kolenic 33
PRVÁ ZVÁRAČSKÁ, a.s. (First Welding Company, Inc.)
Type of companyType of company: Research, Production, Consultancy, SME: Research, Production, Consultancy, SME.. FFounded in 2001ounded in 2001.. Number of employees: Number of employees: 8866..
Main activities:Main activities: R&DR&D – – laser, electron beam and plasma welding and allied technologies for laser, electron beam and plasma welding and allied technologies for
industrial use, High production arc welding technologies.industrial use, High production arc welding technologies. ProductsProducts – Electron beam welding equipment, Single-purpose – Electron beam welding equipment, Single-purpose welding equipment, welding equipment,
Vibration equipment for residual stress reductionVibration equipment for residual stress reduction, , Development of the welding Development of the welding technologies. technologies.
Services Services - Electron beam welding and surfacing, Laser processing of materials - Electron beam welding and surfacing, Laser processing of materials (welding, quenching, cutting, surfacing), Plasma cutting, Soldering(welding, quenching, cutting, surfacing), Plasma cutting, Soldering..
Comprehensive services in repair of power engineering partsComprehensive services in repair of power engineering parts.. Expertise activities Expertise activities – – in the field of welding technologies, welded constructionsin the field of welding technologies, welded constructions.. Certification Certification – personnel in welding and NDT– personnel in welding and NDT..

First Welding CompanyFirst Welding Company Frantisek KolenicFrantisek Kolenic 44
IntroductionIntroduction
Welding of die-cast aluminum alloy components is a complex problemWelding of die-cast aluminum alloy components is a complex problem .. In industrial praxis we can find sufficient demands for such welding.In industrial praxis we can find sufficient demands for such welding. One of the examples One of the examples areare heat exchangers of independent heating and heat exchangers of independent heating and
cooling of passenger’s cars and trucks. cooling of passenger’s cars and trucks. Due to the complicated shape of the main body they can not be dye Due to the complicated shape of the main body they can not be dye
casted in one step.casted in one step. They usually consist of two or more die-casted parts which They usually consist of two or more die-casted parts which must bemust be
tightly connected by welding.tightly connected by welding.

First Welding CompanyFirst Welding Company Frantisek KolenicFrantisek Kolenic 55
Analysis of the problemAnalysis of the problem
Problems of welding of dye casted aluminum alloys by high Problems of welding of dye casted aluminum alloys by high energy density sources may be in general characterized by energy density sources may be in general characterized by the following way:the following way:
Occurrence Occurrence of surface layer of aluminium oxideof surface layer of aluminium oxide,, high thermal conductivity of parent metalhigh thermal conductivity of parent metal,, high thermal expansivity coefficienthigh thermal expansivity coefficient,, wide interval of alloy solidificationwide interval of alloy solidification,, hydrogen content in alloyhydrogen content in alloy..
First Welding CompanyFirst Welding Company Frantisek KolenicFrantisek Kolenic 66
Requirements for welded jointRequirements for welded joint
Smooth surface formation of the weld bead without Smooth surface formation of the weld bead without excess over the welded surface and fall-through excess over the welded surface and fall-through below this surface down to 0.2 mm,below this surface down to 0.2 mm,
minimum 2 mm penetration depth,minimum 2 mm penetration depth, vacuum vacuum tight joint with minimum porosity,tight joint with minimum porosity, less than 0.2 % spoiled weldsless than 0.2 % spoiled welds..

First Welding CompanyFirst Welding Company Frantisek KolenicFrantisek Kolenic 77
Entry conditionsEntry conditions
PositivePositive The aluminium alloy AlSi10 with conventional 10 % Si The aluminium alloy AlSi10 with conventional 10 % Si
and other admixtures on max. 0.5 % level with total and other admixtures on max. 0.5 % level with total Al 88.6 % content represents a typical alloy for die Al 88.6 % content represents a typical alloy for die casting. It is characterised especially by very good casting. It is characterised especially by very good penetration, tightness and resistance to hot crack penetration, tightness and resistance to hot crack formation. From the viewpoint of weldability higher formation. From the viewpoint of weldability higher Si content in the alloy is favourable especially if filler Si content in the alloy is favourable especially if filler metal is not used.metal is not used.

First Welding CompanyFirst Welding Company Frantisek KolenicFrantisek Kolenic 88
Entry conditionsEntry conditions Negative:Negative: Different width of welding gap (0-0,8 mm),Different width of welding gap (0-0,8 mm), cleaning is done only by washing in ecological solutions which do not cleaning is done only by washing in ecological solutions which do not
assure perfect purity of weld edges and the weld edges are not otherwise assure perfect purity of weld edges and the weld edges are not otherwise cleaned either mechanically or electrolytically,cleaned either mechanically or electrolytically,
surface layer of aluminium oxides, which is formed immediately at contact surface layer of aluminium oxides, which is formed immediately at contact with the air exhibits porous character and hence it can contain water with the air exhibits porous character and hence it can contain water vapours from the air. If it is not removed it can induce especially pore and vapours from the air. If it is not removed it can induce especially pore and crack formation in the weld, crack formation in the weld,
the time between production of weldments and the time of welding the time between production of weldments and the time of welding differs from 1 day up to 10 weeks,differs from 1 day up to 10 weeks,
in some castings pores and other defects are present near the weld edge. in some castings pores and other defects are present near the weld edge. Those can be opened during welding. Those can be opened during welding.

First Welding CompanyFirst Welding Company Frantisek KolenicFrantisek Kolenic 99
Selection of welding methodSelection of welding methodLaser Electron beam
Welding equipment CO2 laser – fast axial flow
5 kW – Mod TEMoo
EB machine VUZ EZ 10006 kW
Welding power kW 3,2 0,75 – 1,4
Accelerating voltage kV 42
Welding current mA 10 up to 32
Welding speed mm.s-1 20 up to 60 20 up to 60
Rotary beam motion Ø mm
0,2
Frequency kHz 7,5
Focus 1 mm below the surface On the surface
Active gas and its pressure Pa
Ar
Number of passes 1 up to 4 1 up to 4

First Welding CompanyFirst Welding Company Frantisek KolenicFrantisek Kolenic 1010
EExamination of the weld xamination of the weld propertiesproperties
The examination of the weld properties have been done as follows:The examination of the weld properties have been done as follows: - the specimens were cut by cross cuts (2 cuts from each weld) on which - the specimens were cut by cross cuts (2 cuts from each weld) on which
the structure was examined metallographically, the structure was examined metallographically, - the specimens 10 mm in length have been cut along the central axis of - the specimens 10 mm in length have been cut along the central axis of
the weld. The number and size of pores was analysed on prepared the weld. The number and size of pores was analysed on prepared surfaces at 20 fold magnification. The number and size of pores was surfaces at 20 fold magnification. The number and size of pores was studied in dependence on welding speed and the number of passes for studied in dependence on welding speed and the number of passes for laser beam and electron beam welding processes.laser beam and electron beam welding processes.
- micro cracks were studied on macro etches metallographically.- micro cracks were studied on macro etches metallographically.
First Welding CompanyFirst Welding Company Frantisek KolenicFrantisek Kolenic 1111
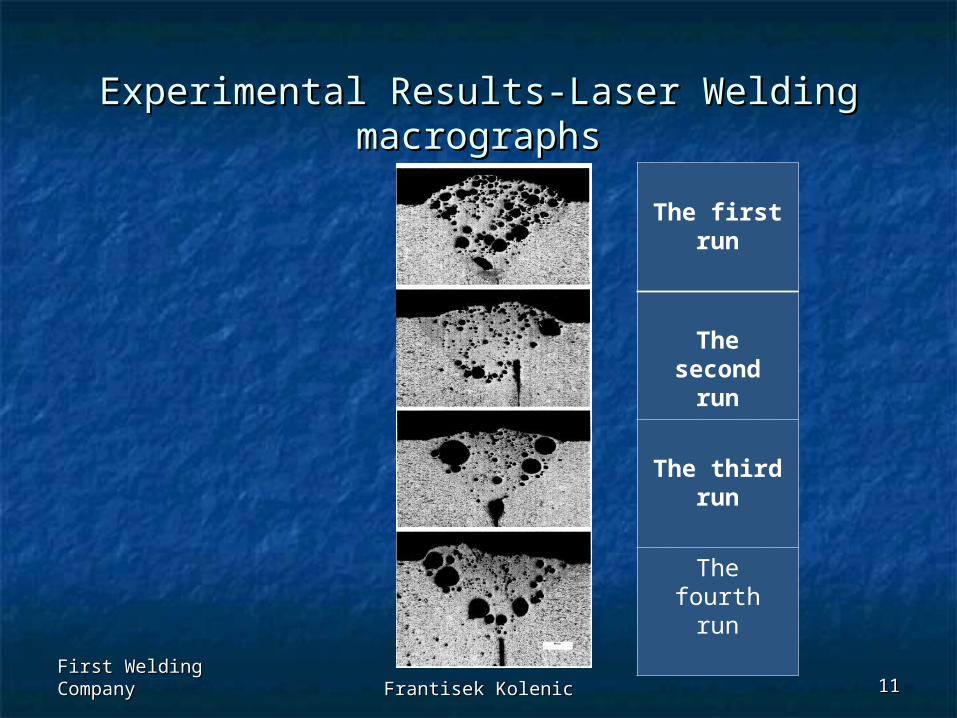
Experimental Results-Experimental Results-LaserLaser Welding Weldingmacrographsmacrographs
The first run
The second
run
The third run
The fourth run

First Welding CompanyFirst Welding Company Frantisek KolenicFrantisek Kolenic 1212
Experimental Results-EB WeldingExperimental Results-EB Weldingmacrographsmacrographs
The first run
The second
run
The third run
The fourth run

First Welding CompanyFirst Welding Company Frantisek KolenicFrantisek Kolenic 1313
Experimental Results-Laser Experimental Results-Laser WeldingWelding
0
5
10
15
20
25
30
1 2 3 4
Number of weld runs
Sh
are
of
are
a o
f p
ore
s o
n a
rea
of
weld
meta
l in
cro
ssecti
on
of
weld
s (
%)
LBW
EBW

First Welding CompanyFirst Welding CompanyExperimental Results-EB WeldingExperimental Results-EB Welding
macrographsmacrographs.. 1414
Weld bead formation using electron Weld bead formation using electron beam technologybeam technology

First Welding CompanyFirst Welding Company Frantisek KolenicFrantisek Kolenic 1515
Results of the Results of the experimentsexperiments
The results have proved that the size and number of pores in laser The results have proved that the size and number of pores in laser beam welding is in principle higher than in electron beam welding. beam welding is in principle higher than in electron beam welding.
In laser beam welding the number and size of pores only little In laser beam welding the number and size of pores only little changes with welding speed and with the number of passes. It changes with welding speed and with the number of passes. It seems that the smaller pores only agglomerate into larger pores seems that the smaller pores only agglomerate into larger pores with increasing number of passes. with increasing number of passes.
In electron beam welding on the contrary to laser beam welding In electron beam welding on the contrary to laser beam welding the susceptibility to pore formation is expressively decreased with the susceptibility to pore formation is expressively decreased with increasing number of passes. Pore formation is eliminated at three increasing number of passes. Pore formation is eliminated at three - four passes - four passes . .
The results have clearly proved better suitability of electron beam The results have clearly proved better suitability of electron beam welding. welding.
TThis might be due to vacuum where the escape of gases from the his might be due to vacuum where the escape of gases from the weld is supported by low pressure. On the contrary in laser beam weld is supported by low pressure. On the contrary in laser beam welding the pressure of shielding gas on the surface of weld pool welding the pressure of shielding gas on the surface of weld pool acts contrarily whereas also the humidity of the atmosphere can acts contrarily whereas also the humidity of the atmosphere can enhance pore formation.enhance pore formation.
First Welding CompanyFirst Welding Company Frantisek KolenicFrantisek Kolenic 1616
Welding Welding EEquipments for quipments for MMass ass PProductionroduction
For mass production For mass production welding welding of aluminium heat of aluminium heat exchangers two single-purpose welding have exchangers two single-purpose welding have been developedbeen developed..
Both equipments consist of the same welding Both equipments consist of the same welding source, electron beam gun and auxiliary sources source, electron beam gun and auxiliary sources with the following characteristics:with the following characteristics:
Accelerating voltageAccelerating voltage 30 – 60 kV30 – 60 kV Max. powerMax. power 6 kW6 kW Ripple of acc. VoltageRipple of acc. Voltage ± 1,5 %± 1,5 % Max. deflection of the beamMax. deflection of the beam ± 7°± 7° Beam oscilation frequencyBeam oscilation frequency 0 – 10 kHz0 – 10 kHz Electron beam gunElectron beam gun triode with LaB6 cathodetriode with LaB6 cathode
First Welding CompanyFirst Welding CompanyFrantisek KolenicFrantisek Kolenic
.. 1717
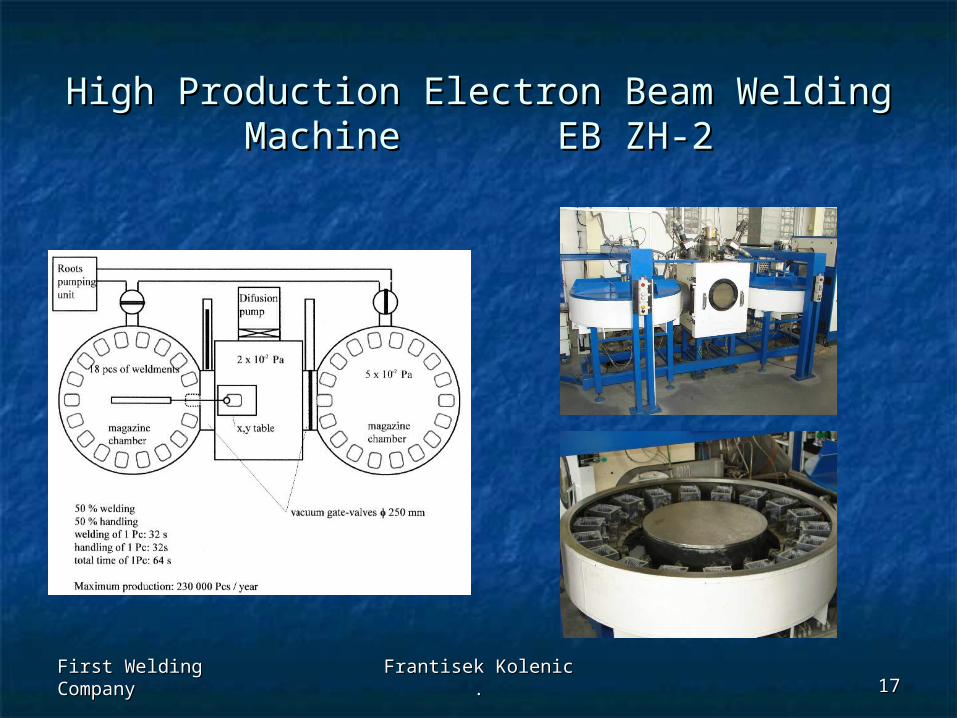
High Production Electron Beam Welding High Production Electron Beam Welding Machine EB ZH-2Machine EB ZH-2

First Welding CompanyFirst Welding Company Frantisek KolenicFrantisek Kolenic 1818
High Production Electron Beam Welding High Production Electron Beam Welding Machine EB ZH-2Machine EB ZH-2

First Welding CompanyFirst Welding Company Frantisek KolenicFrantisek Kolenic 1919
ConclusionsConclusions
In the selection process of welding technology laser and electron beam welding In the selection process of welding technology laser and electron beam welding processes were verified. From the viewpoint of porosity and bead formation processes were verified. From the viewpoint of porosity and bead formation electron beam welding has unambiguously been proved as more convenient.electron beam welding has unambiguously been proved as more convenient.
In service of welding equipments with two concepts of handling of weldments In service of welding equipments with two concepts of handling of weldments the concept at which the weldments are transferred from the magazine the concept at which the weldments are transferred from the magazine chambers in the welding chamber with the whole magazine in the number of 8 chambers in the welding chamber with the whole magazine in the number of 8 pcs has been proved as more convenient.pcs has been proved as more convenient.
Vacuum-tight welded joints without inhomogeneities were fabricated by Vacuum-tight welded joints without inhomogeneities were fabricated by employing electron beam welding with the technique of multiple passes of employing electron beam welding with the technique of multiple passes of electron beamelectron beam welding welding. Different welding parameters were applied for . Different welding parameters were applied for individual passes assuring the full penetration of welded joint.individual passes assuring the full penetration of welded joint.
The last pass of the beam was destined for achieving a uniform surface The last pass of the beam was destined for achieving a uniform surface formation of the weld bead.formation of the weld bead.





























