Embed Size (px)
Citation preview

12/24/2014
Robert Davies, CEO
FibrFlex™ Thermoplastic
Composite Materials
A technical briefing on Fibrtec’s:
• Fibrflex Flexible prepreg tow
• Conformable preforms & Fabrics
• Rapid consolidation systems

2
Pioneering Thermoplastic Composite Materials
Validated in military, aerospace, and high quality applications.
Proven performance, now innovating processes for high volume!

FibrFlex® - Unique Core ProductKey Differentiations - A Global Competitive Advantage
• Flexible and Conformable
• Can be woven or braided
• Ideal for Tailored Fiber Placement
• Ideal for complex parts
3
• Shorter manufacturing cycle
• Lower cost
• Diverse resin and fiber selection
• Patented Product
Patented
FibrFlex® Tow
flexible!!

Process is Economically Scalable
Fibrflex Manufacturing Process
Raw Fiber
Thermoplastic Resin Pellets
Proprietary Extrusion Coating
Device
Carbon, Glass, or Aramid Fiber
Standard Spool ofThermoplastic Prepreg
Stock Spool WarehouseReady for Shipment
Product Patent: US 7790284
PEEKPEKKPPSPEIPSU
PA66PA6
PC/ABSPETPP
Virtually Any Thermoplastic Resin

5
Our Core
Products
Stock Tow
Braid
Tailored Fiber
Preform
Fabric
FibrFlex®Fibrtec’s rapid manufacturing process coats the fibers with resin, then as a flexible yarn can be woven into
fabric or braid, or layered into preform.
When placed in a mold under pressure and heated (resin melting point), then cooled to a consolidated
tough and superior composite part, replaces metals and other composites.

Advantages of FibrFlex Thermoplastic Prepreg
• Virtually any polymer can be used as matrix material.
• The fiber : resin ratio is closely controlled and uniform.
• Compatible with standard textile processes used today like:
– Weaving and Braiding.
– Unidirectional fabrics.
– Tailored Fiber Placement 3D Preforms.
• Unidirectional fabrics can be made to the desired width, no slitting or
costly waste.
• Flexible, net shape Preforms conform to molds.
• Due to partial infiltration of the resin, less time and energy is required
to complete consolidation.
6

7
Clear choice for the high volume automotive applications
Bumper beams and crash structures (1)
(1) Material: TowFlex produced by Applied Fiber Systems
FibrFlex Offers:
30-40% weight savings over aluminum & 70-80% over steel!

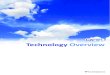
Mechanical Properties of FibrFlex Laminates
8
0
50
100
150
200
250
300
CF/PPS0°/90°
CF/PEEK0°/90°
CF/PA60°/90°
EG/PA60°/90°
CF/PPS0° fiber
CF/PEEK0° fiber
CF/PA60° fiber
EG/PA60° fiber
Flexural Strength ksi
0
50
100
150
200
250
300
CF/PPS0°/90°
CF/PEEK0°/90°
CF/PA60°/90°
EG/PA60°/90°
CF/PPS0° fiber
CF/PEEK0° fiber
CF/PA60° fiber
EG/PA60° fiber
Tensile Strength ksi
0
20
40
60
80
100
120
140
160
180
CF/PPS0°/90°
CF/PEEK0°/90°
CF/PA60°/90°
EG/PA60°/90°
CF/PPS0° fiber
CF/PEEK0° fiber
CF/PA60° fiber
EG/PA60° fiber
Compression Strength ksi
0
5
10
15
20
25
30
35
40
CF/PPS 0°/90° CF/PEEK 0°/90° CF/PA6 0°/90° EG/PA6 0°/90°
Izod Impact ft lb/in

Green Advantages of Thermoplastic Composites
9
• Less energy required for high volume production
30-50% savings are possible
• No temperature controlled storage (freezers require
energy – 24/7/365 days a year)
• No ventilation (these systems require energy)
• Fibrflex has Indefinite shelf life, do not have to manage
inventory as a function of material shelf life and minimum
material buys. No obsolescence due to expired shelf life
• No Hazmat disposal requirements
• No Volatile Organic Compounds
• Directly recyclable – Grind it and remold it

Basic Preform Types Using FibrFlex
10
Future:
3D Fiber
Printing

Hybrid Preforming with FibrFlex
11
Mix: Woven Fabrics + UD Fabrics
Combine Tailored Fiber
Placement with Fabrics
Stack Multiple Plies & Cut Net Shape

12
Innovative Rapid Molding of
Thermoplastic Composites Parts
Fibrtec’s response to the challenge:
FireWind molding system (Patent Pending)
• Rapid mold heating and cooling system.
• Uses ramjet gas fired burners and computer control to “paint the heat” on a reduced
mass mold.
• Using natural gas, a low cost energy, with high BTU output which is plentiful in the US.
• Configurable to a wide range of mold sizes. Allows compression molding of very large
thermoplastic parts that until now have been prohibitively expensive to tool for.
• FireWind with Fibrflex facilitates many choices in in the design and manufacturing of
structural composite parts.

FireWind molding system
13
Paint Heat Concept.
RamJet Torch
Mold Face
Temperature
Gradient
Heat being “Painted On” the
mold using coordinated
motion of the torch
Fibrflex Preform
Patent Pending
Back of
Mold

FireWind molding system
14
Patent Pending

FireWind molding system
15
Duct excess heat to preheat
molds and preforms
Modular Work Cells adaptable to any size mold

FireWind molding system
16
Patent Pending
• Minimum of 3 molds required to be optimum (do not need to be identical)
• 4 stage work cell
• Setup - Prepare mold and insert the preform
• Heat - FireWind
• Compress/Cool - Compression mold while cooling
• Extract Part - Remove finished part and return mold to queue.
• Mold size: 42x26x6 each half - Steel
• Mass (both sides): 810 pounds molds / 6.9 PA66/Eglass part
• Process Temp: 545F (285C)
• Process Delta: 285F (Cycle from 250F to 545F)
• Burner Capacity Required: ~ 600,000 BTU
• Use 4 burners @ 300,000 = 1,200,000 BTU available
• Parts per hour: 20 ~3 min cycle or 138 lb. per hour
Application Example

17
Short Multiwall Carbon Nanotubes
Ros 1™ Arc-produced naturally short Multi-Wall Carbon Nanotubes that are unique in the market with significantly differentiated properties compared to other commercially available CNTs: .
TEM image of Ros1 main carbon nano-allotropes, i.e. sh-MWCNTs, Carbon Polyhedral Nanoparticles and graphene-like nanosheets and nanolumps
Typical TEM and HR-TEM imagesof sh-MWCNTs showing theirflawlessness
• True nano-sized void of catalysts that together with admixtures of carbon polyhedral
nanoparticles and graphene-like nano-objects make at least 99.5wt% of Ros1 product
• Well-graphitized concentrically arranged graphene 2-15 tubes (Russian doll like structure)
with reliably controlled dimensions of outer diameters of 2-15 nm, median outer diameter of
6-8 nm, lengths of 50-1,000 nm with about 90% of the nanotubes having lengths within the
range of 100-500nm
• Easily dispersed and stable in most matrices even in water and are considered as non-
toxic by asbestos-like mechanism (Ken Donaldson May 20,08)
• When benchmarked by 3rd parties they improve mechanical properties of PVA-
composites by 50-100% and typically provide electrical conductivity of PVA and
Fluorocarbon composite films at nanotube loadings of 1-2% (M. Cadek,Trinity Ireland 2003)
• Flawless external surfaces resulting in better thermo- and electrical conductivity
as well as in a higher thermo-stability in air with a maximum of oxidation at about
850oC, providing their integration even into ceramic and metallic composites
• Are able to start Field Electron Emissions at about 2V/micron as a powder
• Having one “conical” and an opposite “semispherical” end wherein the semispherical end of
each of the sh-MWNTs can be selectively opened by oxidation leaving the conical end intact
• Enable production of bi-layer polymer composite films with a bottom surface enriched with
the nanotubes and being electrically conductive
• 2% sh-MWCNTs-epoxy resin composites absorb 68-80% more energy during the impact
event

Contact:
Fibrtec Inc
1000 Progress Drive
Atlanta, Texas 75551
www.fibrtec.com
Phone: 903-306-0752
Robert Davies, CEO
Office: 903-306-1069
Mobile: 903-826-2174
Penelope Salmons, President
Office: 903-306-2385
Mobile: 202-746-8087
18