Embed Size (px)
DESCRIPTION
The official magazine of Oklahoma State University's Robert M. Kerr Food & Agricultural Products Center.
Citation preview

fapc.bizThe official magazine of the Robert M. Kerr Food & Agricultural Products Center, Oklahoma State University
Spring/Summer 2015
12 foundation focus
2
cont
ents
fapc.biz
Oklahoma State University, in compliance with Title VI and VII of the Civil Rights Act of 1964, Executive Order 11246 as amended, and Title IX of the Education Amendments of 1972 (Higher Education Act), the Americans with Disabilities Act of 1990, and other federal and state laws and regulations, does not discriminate on the basis of race, color, national origin, genetic information, sex, age, sexual orien-tation, gender identity, religion, disability, or status as a veteran, in any of its policies, practices or procedures. This provision includes, but is not limited to admissions, employment, financial aid, and educational services. The Director of Equal Opportunity, 408 Whitehurst, OSU, Stillwater, OK 74078-1035; Phone 405-744-5371; email: [email protected] has been designated to handle inquiries regarding non-discrimination policies: Director of Equal Opportunity. Any person (student, faculty, or staff) who believes that discriminatory practices have been engaged in based on gender may discuss his or her concerns and file informal or formal complaints of possible violations of Title IX with OSU’s Title IX Coordinator 405-744-9154. This publication is printed and issued by Oklahoma State University as authorized by the Vice President, Dean, and Director of the Division of Agricultural Sciences and Natural Resources and has been prepared and distributed at a cost of $2,200 for 700 copies. 0515 MG.
Managing Editor/DesignerMandy Gross | [email protected]
EditorLaci Jones | [email protected]
Robert M. Kerr Food & AgriculturalProducts Center | Oklahoma State University
148 FAPC, Stillwater, OK 74078-6055405-744-6071 | 405-744-6313 FAX
www.fapc.biz | [email protected]
3 director’s commentsFocus on food safety
4 client successNew equipment fuels newopportunity
6 industry perspectivePast successes = Foundation for innovation
10 meat processingThe art of cutting meat
7 business & marketingThe future of weekly circularsHole in the bucketFood fraud
14 food microbiologyFood safety risks forready-to-eat foods
16 oilseed processingUmami: The 5th basic taste
18 product development
Food for thought
20 food processingThink inside the box
22 quality managementImplementing a supplier approval program
Spring/Summer 2015Volume 10 | Issue 1
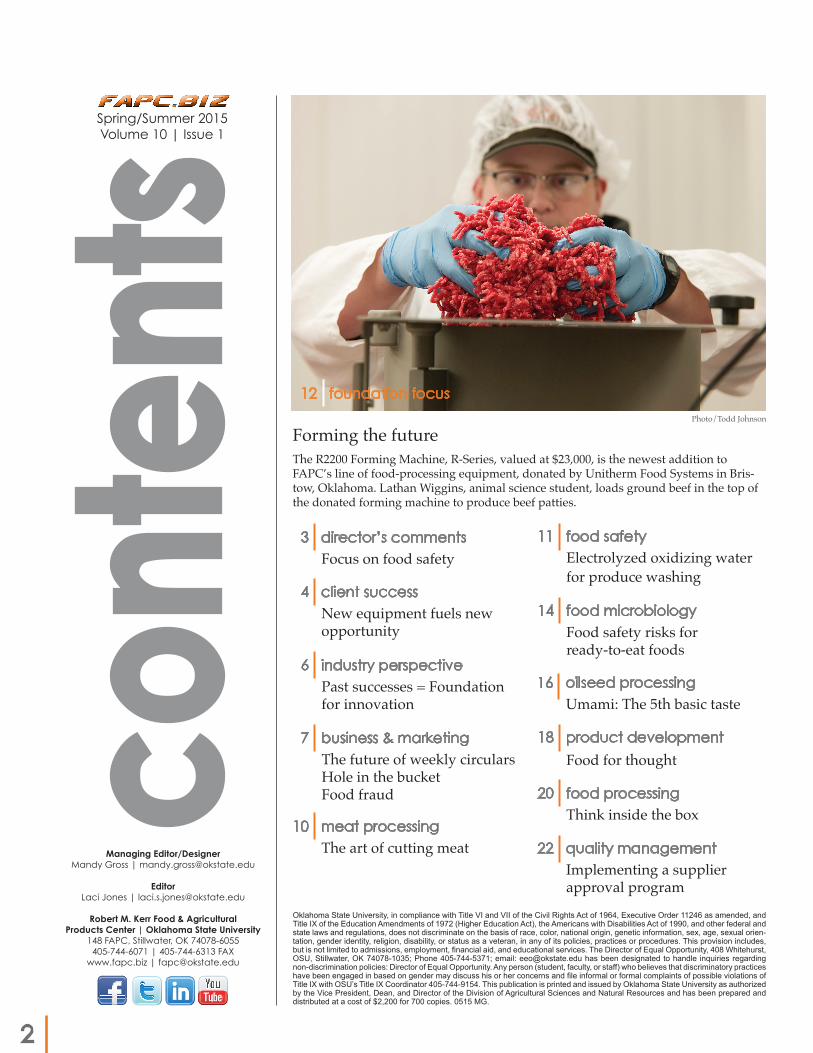
Forming the futureThe R2200 Forming Machine, R-Series, valued at $23,000, is the newest addition to FAPC’s line of food-processing equipment, donated by Unitherm Food Systems in Bris-tow, Oklahoma. Lathan Wiggins, animal science student, loads ground beef in the top of the donated forming machine to produce beef patties.
11 food safetyElectrolyzed oxidizing water for produce washing
Photo/Todd Johnson
Let FAPC help you stayGLOBALLY COMPETITIVE
3
director’s comments
By Roy Escoubas, [email protected]
When consumers visit their local grocery store, they generally make the
assumption the food they purchase is safe for their families. On average, Americans
enjoy a safe society, and one of the pillars of this security is a safe food supply.
American agricultural producers and food processors share the same interests and
ethics as their fellow Americans. Producers and processors want their respective products to be
safe, nutritious and enjoyable to consumers. They have staked their livelihoods on providing these
products.For more than 100 years, America has produced
food with federal and state oversight to ensure agricultural producers and food processors use safe
technology and practices. Food safety practices have evolved through the years to keep our food safe, and
America has the highest and safest food productivity in the world.
The U.S. Department of Agriculture and the U.S. Food and Drug Administration have implemented laws, regulations, poli-cies and practices to ensure safe food is delivered to local markets.
The entry of the Global Food Safety Initiative in 2000 has given more focus to food safety. The GFSI approach is not driven
FOCUS
by federal or state agencies, but by the food industry with the simple agenda of safe food is best for everyone.
If food is safe and consumers do not become ill, it is less cost-ly to everyone in the food chain. The GFSI approach is additive to the federal and state agency oversight, and it takes America’s food supply to the next level of safe food production and process-ing best practices. Having a safe food supply is a win-win for everyone involved.
Oklahoma State University’s Robert M. Kerr Food & Agri-cultural Products Center, a part of the Division of Agricultural Sciences and Natural Resources, has partnered with the Depart-ment of Animal Science to deliver GFSI services, technology and education to Oklahoma’s food industry and to OSU food science students.
In January, a new faculty member, Ravi Jadeja, was added to FAPC as a food safety specialist. Jadeja is joining FAPC’s GFSI Specialist Jason Young and other FAPC team members in serving the Oklahoma food industry to achieve GFSI certification and stay globally competitive.
Call on them today to help you meet GFSI certification.
on Food Safety

4
By Laci Jones, communicationsservices student
client success
With Oklahoma ranking as one of the top states for obesity, KiZE Concepts of Oklahoma City understands the need for good health and nutrition by developing high-energy and high-protein nutrition bars and snacks.
KiZE partnered with FAPC to imple-ment a new bar extruder at its manufactur-ing facility.
Tim Bowser, FAPC food process engineer and biosystems and agricultural engineering faculty member, helped KiZE identify its equipment needs, look at alternatives, make a decision, install the
FUELS equipment, evaluate product results and make adjustments.
Jeff Ragan, founder of KiZE Concepts, needed new equipment to keep up with KiZE’s growing demand.
“We kept growing,” Ragan says. “We reached a major stall point, where we couldn’t make more any faster by hand.”
KiZE is engaged with exercise centers and promotes best health and nutrition for exercise programs. The products are available from natural food stores, grocery stores, coffee and juice bars, sport teams and fitness studios.
“None of us have any food or techni-cal background,” Ragan says. “We had to rely heavily on Bowser to help assist us through that process.”
KiZE tested different machines before purchasing a Robot 500 from Reiser.
“The machine works by loading the product in the hopper of the machine,” Bowser says. “The machine mixes the product and extrudes it into the shape desired by the user.”
After the machine was installed, Bowser continued to help KiZE.
A challenge in adding the machine was maintaining the quality consistency standards from the handmade products, Ragan says. FAPC continued to help KiZE by making adjustments to improve the production process.
“KiZE’s cost of production, specifically labor cost, decreased dramatically because of the bar extruder,” Bowser says.
Before the installation of the new equipment, KiZE could make 28-pound batches by hand. The machine allows KiZE to process 120-pound batches into bars in approximately 45 minutes.
“Current production capabilities at KiZE outstrip sales by about 400 percent,” Bowser says.
KiZE plans to expand the business by adding a new automated packaging
KiZE Concepts won the 2015 Oklahoma State University RegentsBusiness Partnership Excellence Award for its collaboration with FAPC.
new equipment
new opportunity
Phot
o/A
ndre
a G
rave
s

5
client success
Phot
o/M
andy
Gro
ss
system, a horizontal flow wrapper, to the process.
“We can make more, but we now have to package more by hand,” Ragan says. “Not only will automated packaging save us time, but it gives a few flexible ways of how we produce.”
KiZE looked at several automated packaging systems ranging from new, used and rebuilt systems.
The new packaging machine will dramatically reduce labor and packaging material costs, Bowser says. A nitrogen gas flush will extend shelf life and improve product quality.
“The automated packaging machine opens up so many more positive things that are possible,” Ragan says.
KiZE is preparing to launch its prod-uct on a larger level. The company is also working on grant applications related to product development and internships.
Because of its partnership with FAPC, KiZE won the Oklahoma State University Regents Business Partnership Excellence Award. The award is designed to further cultivate the higher learning environment through State Regents’ Economic Develop-ment Grants.
“It is a very big honor,” Ragan says. “We are privileged and blessed to receive the award.”
The Partnership Recognition Program award will pay for the trade show booth rental at the 2015 Oklahoma Super Trade Show in Oklahoma City.
KiZE attended FAPC’s Basic Train-ing workshop in August 2011. In addition to Bowser’s assistance with equipment, FAPC has supported KiZE with product technical assistance, food safety, shelf life and sensory analysis in comparisons of its products with competitor products.
“We are thankful for all of the as-sistance through OSU and FAPC,” Ragan says. “We hope we can build a long-term partnership and create really great, healthy food products in the state of Oklahoma.”
Jeff Ragan (left), founder of KiZE Concepts, works with Tim Bowser (right), FAPC food process engineer, in the center’s pilot plant on packaging needs.
By Laci Jones, communicationsservices student
6
industry perspective
By Scott Dvorak, Dvorak [email protected]
As an Oklahoma farmer and rancher, I feel that we, as agri-culture producers, fail to realize our significant advance in food production and conservation. Agriculture is the backbone of the U.S. economy and the American way of life. Innovation through research, technology and conservation creates and sustains the success of our business. It is the continued advancement of agri-culture that leads us into the future.
Agriculture’s adoption of new technology coupled with con-tinued research and education of producers creates a standard of living for Americans never realized before in history. At the turn of the 20th century, the goal was to grow enough food for the resi-dents of the United States. Today, we are the leading exporter of agricultural commodities in the world. Conservation efforts of our predecessors and a continued commitment to be environmentally responsible will continue this trend into the future.
Today’s agriculture producer has witnessed many successes in conservation and safe food production. These successes must continue as we strive and develop new practices that enhance what we do today. Oklahoma’s diversity in people, educational institutions and energy fosters our global leadership in agricul-ture. This leadership does not only just extend to production of food but also its processing and refinement into value-added products.
Oklahoma’s creation and adoption of technology and diver-sification of agricultural products creates job opportunities that bring people to Oklahoma and keeps our sons and daughters employed here. We must remember our past successes and use them as a foundation for the innovation that will lead to better efficiencies and enhancements within our industry.
We often think increased production is the primary need, but we must concentrate on better efficiencies that allow for an ad-equate and affordable food supply and conservation of our land and natural resources. All of this must be achieved while mak-ing it a profitable endeavor for those involved in the agricultural process.
Today’s food is not only produced and consumed locally, as it was at the turn of the century, but also globally sourced and sup-plied. Oklahoma’s diverse food products are shipped across the globe and available in our grocery stores. This global food supply increases the need to educate the public on food safety and neces-sitates continued research in appropriate food production, food handling and food preparation practices.
I am a fourth generation beef and grains producer in north central Oklahoma. My ancestors were part of agricultural produc-tion in Oklahoma in the early 1900s. Their stories of farming with its successes and failures ignited my love for agriculture in my youth.
Today, I am ever grateful for their commitment to adopt new production techniques that not only led to more abundant crops but also preserved the land. It is these conservation practices that improved the quality of the land and enabled future generations to follow in their ancestors’ footsteps.
We must continue to learn from research and technology ad-vancements to discover new ways to produce safe, affordable, and abundant food and fiber products for generations to come.
SUCCESSES INNOVATION=past foundation for
Photo/Todd Johnson

7
business & marketing
By Jim Brooks, business and marketing services manager
An estimated 1,200 independent retail grocers and their key staff members from across the U.S. attended the National Grocers Association’s annual convention Feb. 8-11 at the Mirage Hotel in Las Vegas. Exhibitors demonstrated the latest equipment and program technology to stay current and competitive with the “big box” stores.
This year, one topic focused on mailed weekly circulars that showcase weekly specials. Participants had different opinions about the effectiveness of the circulars compared with the cost of printing and mailing each week. A panel of retailers detailed their opinions and how they view using the circulars to lure consumers to their stores during a convention workshop.
One retailer from rural Illinois who has 12 stores spends about $34,000 per month on circulars. The retailer uses social media extensively with some customers; however, not everyone uses social media where the stores are located. Also, a significant number of his customers lack a smart phone or a computer.
It is a dilemma for this retailer as to whether or not the circulars should continue in the future. With circulars as the only means to reach rural customers, they are too risky to discontinue until there is a viable means to replace them.
The future of weekly circularsA second panelist from southern Alabama who owns four
stores says the circulars get customers into the stores. The retailer competes with two “big box” stores in his market, and the weekly specials need to be significant to compete. If the circulars were not distributed, the retailer firmly believes he would lose out to those “big box” competitors.
He also says customers who live outside of the towns do their shopping from the circular’s featured items for that week. In addi-tion, he has truckload sales on various items, such as potatoes and bananas, and sells them nearly at cost to bring customers to the stores. He started a buy-local produce program from local farm-ers, which helps keep customers loyal.
At this time, circulars are an expense that retailers have to live with to keep their market shares. Retailers need to adapt to what consumers want to continue to be successful.
business & marketing
By Andrea Graves, business planningand marketing specialist
8
One of the most important and basic things I have learned about marketing and sales is to always think of your customer base as a leaking bucket. Any good busi-ness needs a certain amount of customers to buy a certain amount of products for the company to be profitable and have longevity.
It can be exciting when you finally land a client, grocery chain X or restaurant chain Y account, and that client decides to carry and use your products. This custom-er is put into your “bucket” as a success, and you cross them off your prospect list.
A common myth is once you have con-quered a customer, they will always buy your products and be low maintenance. This is similar to overseeing personal spending budgets. It is usually the little expenses that add up and become big ex-penses, which is true for the buckets. There is always a leak.
A customer may stop buying your products for various reasons, and these reasons can be both in and out of your control. It is out of your control if custom-ers stop buying because they go out of business, change distributors or cut back the number of products they choose to carry in their inventories. Reasons that are in your control might be that they like a similar product better or that product is less expensive and more profitable than yours. The customer may feel ignored and develop a good relationship with another supplier. No one wants his or her business taken for granted.
HOLE
Other ways to attract new customers might include offering co-packing a prod-uct for a client with its name on the label, offering limited edition flavors or packag-ing a certain product to encourage a sense of urgency to act now.
In 2014, Coca-Cola launched its Stay Extraordinary Campaign. The multibillion-dollar company produced a run of glass bottles, where no two colorful labels were exactly alike. Therefore, each bottle was truly one-of-a-kind.
Not everyone is the same size as Coca-Cola or QuikTrip, but all successful businesses need to remember the basics and continue to work diligently to keep their buckets full.
In order to keep filling the buckets, it is not as easy as just having a good product or good reputation in this cur-rent age of business. It is necessary to be creative and look outside of the typical and traditional retail food outlets in order to fill the buckets.
In the March 2015 issue of Food Pro-cessing magazine, John Stanton, contribut-ing editor, describes the emerging trend of subscription and food delivery services and gives examples of growing companies such as Birchbox and Soupergirl. These places are slowly making their way to get a consumer’s food dollar by offering a valu-able service to consumers.
For example, the Tulsa-based conve-nience store chain, QuikTrip, revamped its store footprint in recent years to include multiple upscale fresh food and beverage choices. QuikTrip is now perceived as a viable food destination, instead of home to a wrinkled-up hot dog on a roller grill after pumping gas.
in the bucket
9
business & marketing
By Erin Johnson, business and marketing client [email protected]
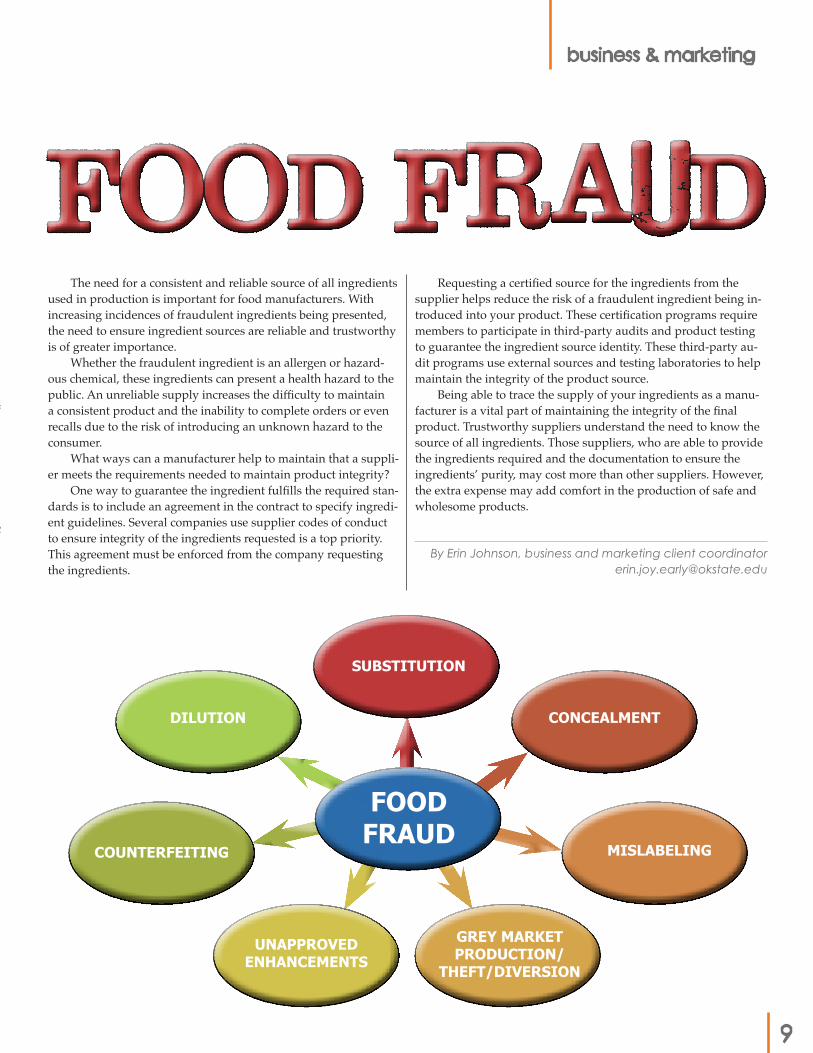
Food FraudRequesting a certified source for the ingredients from the
supplier helps reduce the risk of a fraudulent ingredient being in-troduced into your product. These certification programs require members to participate in third-party audits and product testing to guarantee the ingredient source identity. These third-party au-dit programs use external sources and testing laboratories to help maintain the integrity of the product source.
Being able to trace the supply of your ingredients as a manu-facturer is a vital part of maintaining the integrity of the final product. Trustworthy suppliers understand the need to know the source of all ingredients. Those suppliers, who are able to provide the ingredients required and the documentation to ensure the ingredients’ purity, may cost more than other suppliers. However, the extra expense may add comfort in the production of safe and wholesome products.
FOODFRAUD
SUBSTITUTION
CONCEALMENT
MISLABELING
GREY MARKET PRODUCTION/
THEFT/DIVERSION
DILUTION
COUNTERFEITING
UNAPPROVEDENHANCEMENTS
The need for a consistent and reliable source of all ingredients used in production is important for food manufacturers. With increasing incidences of fraudulent ingredients being presented, the need to ensure ingredient sources are reliable and trustworthy is of greater importance.
Whether the fraudulent ingredient is an allergen or hazard-ous chemical, these ingredients can present a health hazard to the public. An unreliable supply increases the difficulty to maintain a consistent product and the inability to complete orders or even recalls due to the risk of introducing an unknown hazard to the consumer.
What ways can a manufacturer help to maintain that a suppli-er meets the requirements needed to maintain product integrity?
One way to guarantee the ingredient fulfills the required stan-dards is to include an agreement in the contract to specify ingredi-ent guidelines. Several companies use supplier codes of conduct to ensure integrity of the ingredients requested is a top priority. This agreement must be enforced from the company requesting the ingredients.

10
meat processing
As a child, I often stood at the Safeway meat counter, captivated watching men with strong, fat fingers and red-stained aprons do their work. Their only acknowl-edgement of me was an occasional glance with a raised eyebrow.
That experience, plus being involved in 4-H activities, led to me to enroll in the Meat Processing Program at Eastern Oklahoma State College in Wilburton, Oklahoma. I learned the skills to convert an animal into something useful for eating pleasure and life for the body.
Up to this point, I never considered meat as art. Converting animals into food is hardly artsy, but it certainly is in high demand. In most vocations, there is a blend of technical skill and artistic expression.
Many people can put paint on a can-vas, but a relative few can “wow” us with their work. Lately, this phenomenon has been satirically reflected on social media sites such as Pinterest.
People submit photographs of replicat-ed artistic fare and often add the statement, “nailed it.” I’m still trying to “nail it” when skinning a whole ham. It is difficult for me to make it look attractive.
Recent social and technical movements highlight the showmanship of cutting meat. I became aware of this movement when a New York Times article described the newest generation of meat cutters as either rock stars or garage band junkies, depending on their skill sets and on whose opinion you ask.
No matter the category, there appears to be a renewed interest in something forgotten by the masses — somewhere, somehow and somebody uses saws, knives and grinders to create wonderful cuts of meat, artisan sausages or charcuterie.
For some people, this was a new awareness. For others, it is tradition.
The Oklahoma-Texas Meat Proces-sors Association was founded in 1956. The association’s membership is comprised
The of cutting meatof people who use saws and knives and grinders to earn a living and offer food to hungry customers. These OTMPA mem-bers are skilled in a trade, are business operators and meet regularly to compare their experiences. If we told them they are artists, they would raise an eyebrow like the Safeway man.
For others, the renewed interest is an opportunity to capture people’s desires to take a leap and participate in a mysteri-ous trade. The Muscolo Meat Academy in Chicago refers to themselves as “the pioneers of higher education in butchery.” The academy’s inaugural class will begin this September.
Likewise, numerous vocational schools in Oklahoma have incorporated meat-processing content into their curricu-lum, including the Oklahoma Department
By Jake Nelson, meat processingspecialist/facilities [email protected]
of Career and Technology Education. The verb butcher is often used to
describe an act of destruction, unless one is referring to meat — then it becomes an art form. The academy will probably be similar to the former National School of Meat Cutting but probably better because we have learned much since then.
I own a complete collection of text-books from the National School of Meat Cutting program. A strong theme in the 1960s-era text is the importance of appear-ance for the cuts and the tidiness of the workspace – it should be pleasing to the eye and satisfactory to the customer. The text sounds like a description of art.
11
food safety
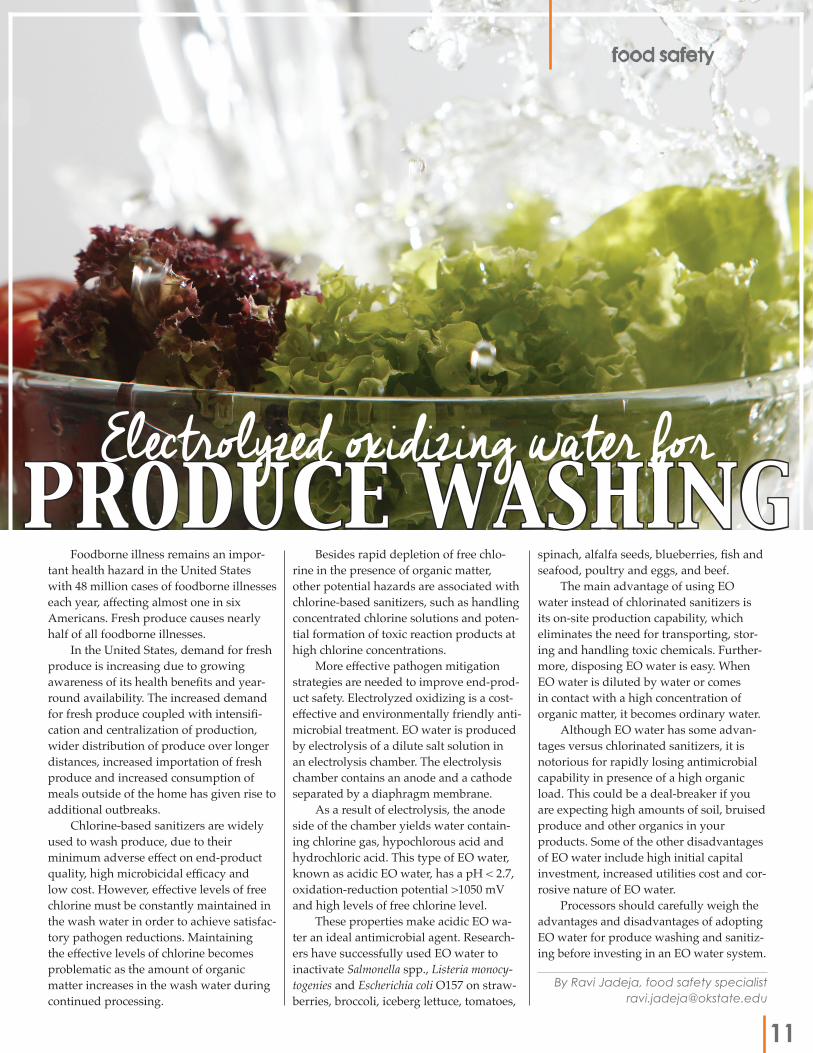
Foodborne illness remains an impor-tant health hazard in the United States with 48 million cases of foodborne illnesses each year, affecting almost one in six Americans. Fresh produce causes nearly half of all foodborne illnesses.
In the United States, demand for fresh produce is increasing due to growing awareness of its health benefits and year-round availability. The increased demand for fresh produce coupled with intensifi-cation and centralization of production, wider distribution of produce over longer distances, increased importation of fresh produce and increased consumption of meals outside of the home has given rise to additional outbreaks.
Chlorine-based sanitizers are widely used to wash produce, due to their minimum adverse effect on end-product quality, high microbicidal efficacy and low cost. However, effective levels of free chlorine must be constantly maintained in the wash water in order to achieve satisfac-tory pathogen reductions. Maintaining the effective levels of chlorine becomes problematic as the amount of organic matter increases in the wash water during continued processing.
PRODUCE WASHINGBesides rapid depletion of free chlo-
rine in the presence of organic matter, other potential hazards are associated with chlorine-based sanitizers, such as handling concentrated chlorine solutions and poten-tial formation of toxic reaction products at high chlorine concentrations.
More effective pathogen mitigation strategies are needed to improve end-prod-uct safety. Electrolyzed oxidizing is a cost-effective and environmentally friendly anti-microbial treatment. EO water is produced by electrolysis of a dilute salt solution in an electrolysis chamber. The electrolysis chamber contains an anode and a cathode separated by a diaphragm membrane.
As a result of electrolysis, the anode side of the chamber yields water contain-ing chlorine gas, hypochlorous acid and hydrochloric acid. This type of EO water, known as acidic EO water, has a pH < 2.7, oxidation-reduction potential >1050 mV and high levels of free chlorine level.
These properties make acidic EO wa-ter an ideal antimicrobial agent. Research-ers have successfully used EO water to inactivate Salmonella spp., Listeria monocy-togenies and Escherichia coli O157 on straw-berries, broccoli, iceberg lettuce, tomatoes,
spinach, alfalfa seeds, blueberries, fish and seafood, poultry and eggs, and beef.
The main advantage of using EO water instead of chlorinated sanitizers is its on-site production capability, which eliminates the need for transporting, stor-ing and handling toxic chemicals. Further-more, disposing EO water is easy. When EO water is diluted by water or comes in contact with a high concentration of organic matter, it becomes ordinary water.
Although EO water has some advan-tages versus chlorinated sanitizers, it is notorious for rapidly losing antimicrobial capability in presence of a high organic load. This could be a deal-breaker if you are expecting high amounts of soil, bruised produce and other organics in your products. Some of the other disadvantages of EO water include high initial capital investment, increased utilities cost and cor-rosive nature of EO water.
Processors should carefully weigh the advantages and disadvantages of adopting EO water for produce washing and sanitiz-ing before investing in an EO water system.
By Ravi Jadeja, food safety [email protected]
Electrolyzed oxidizing water for
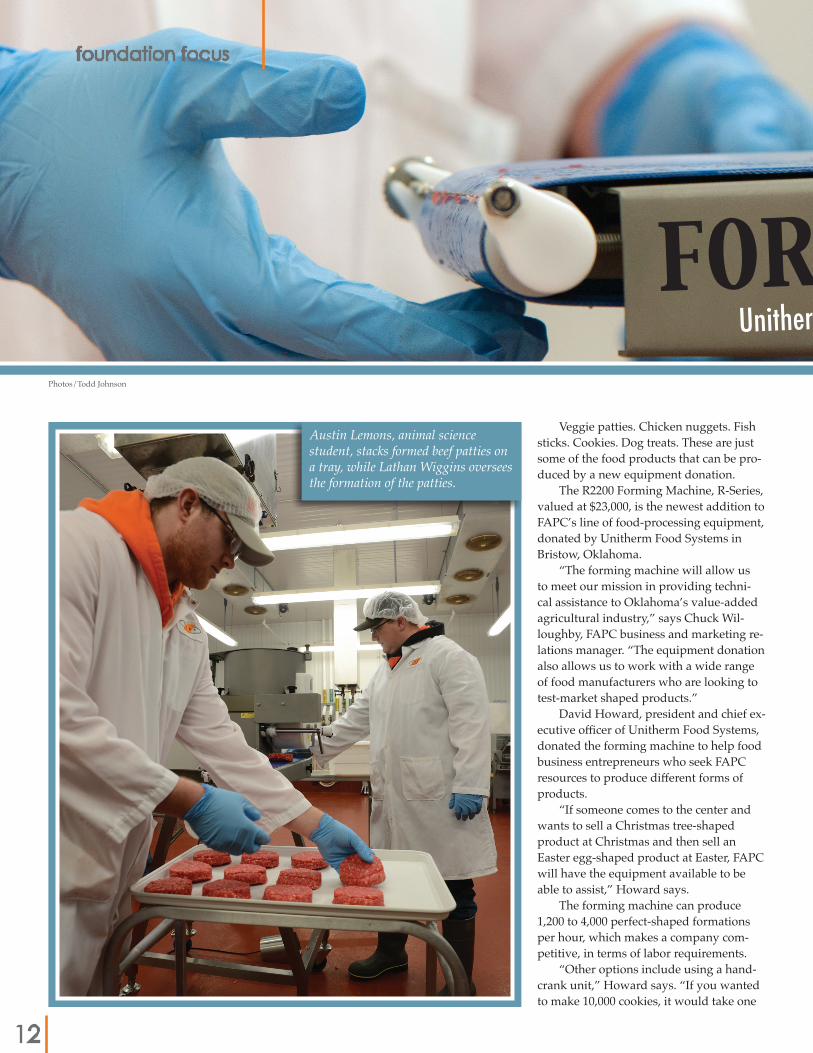
Veggie patties. Chicken nuggets. Fish sticks. Cookies. Dog treats. These are just some of the food products that can be pro-duced by a new equipment donation.
The R2200 Forming Machine, R-Series, valued at $23,000, is the newest addition to FAPC’s line of food-processing equipment, donated by Unitherm Food Systems in Bristow, Oklahoma.
“The forming machine will allow us to meet our mission in providing techni-cal assistance to Oklahoma’s value-added agricultural industry,” says Chuck Wil-loughby, FAPC business and marketing re-lations manager. “The equipment donation also allows us to work with a wide range of food manufacturers who are looking to test-market shaped products.”
David Howard, president and chief ex-ecutive officer of Unitherm Food Systems, donated the forming machine to help food business entrepreneurs who seek FAPC resources to produce different forms of products.
“If someone comes to the center and wants to sell a Christmas tree-shaped product at Christmas and then sell an Easter egg-shaped product at Easter, FAPC will have the equipment available to be able to assist,” Howard says.
The forming machine can produce 1,200 to 4,000 perfect-shaped formations per hour, which makes a company com-petitive, in terms of labor requirements.
“Other options include using a hand-crank unit,” Howard says. “If you wanted to make 10,000 cookies, it would take one
12
foundation focus
Photos/Todd Johnson
Unitherm Food Systems donates equipment to assist in value-added processingFORMING THE FUTURE
Austin Lemons, animal science student, stacks formed beef patties on a tray, while Lathan Wiggins oversees the formation of the patties.

13
By Laci Jones, communicationsservices student
Unitherm Food Systems donates equipment to assist in value-added processing
person several hours to manually crank out the product.”
Before receiving this new forming machine, FAPC used a hand-crank forming machine for a particular project.
Renee Albers-Nelson, FAPC milling and baking specialist, says the hand-crank forming machine worked well, but was a struggle when using strong cookie dough or making large batches.
“It was difficult to use large pieces of ingredients,” Nelson says. “We wanted to use apples to make dog treats, but we had to make sure they were cut small. The new donated forming machine allows us to have more opportunities.”
The forming machine works by load-ing product in the top of the machine. The machine then feeds the formulations into a rotating drum and is extruded out.
The efficiency of the forming machine depends on how many shapes are in the drum. A drum can have up to three differ-ent shapes in it. FAPC currently has two drums: a two-inch chicken nugget shape and a four-inch round shape.
The hand-crank unit has grooves where dough or batter can get stuck, and the new forming machine has paddles that press the formulations into the drum.
“We were losing a couple pounds of dough when forming cookies with the hand-crank unit,” Nelson says. “With the new forming machine, we have reduced waste in processing.”
The shaped products then ride the conveyor belt to whatever application is
desired by the user, which can include ovens, fryers or frozen storage.
“The forming machine can be lined up with our spiral oven, also donated by Unitherm, to provide continuous forming and cooking of a test product,” Willoughby says. “This could include a new product to be test-marketed by a center client or a fortified product to be utilized in a nutri-tion study.”
Donations from Unitherm have been used to develop new products and conduct research projects at FAPC.
“The Unitherm-FAPC relationship is interdependent,” Howard says. “FAPC uses the equipment for different studies, and we use that information to generate business for Unitherm.”
The donation allows FAPC to continue its purpose of supporting value-added enterprises and stimulating businesses in the state.
Thomas Coon, vice president, dean and director for OSU’s Division of Agri-cultural Sciences and Natural Resources, says the equipment donation is typical for the man honored as a 2014 recipient of the DASNR Champion award.
“Mr. Howard is a longstanding coop-erating partner with DASNR who provides important assistance in helping us meet our land-grant mission to use science-based knowledge to help Oklahomans improve the quality of life for them, their families and communities,” he says.
Coon adds Howard has never put any constraints on his donations, giving
because he appreciates the value of what FAPC provides to regional food business-es. Howard also freely gives of his time and knowledge, serving for three terms on the FAPC Industry Advisory Committee, including stints as chair and vice-chair.
Unitherm Food Systems is a market leader in innovative equipment tech-nologies for pasteurization, cooking and chilling of raw, partially cooked and fully cooked food products and agricultural food commodities.
Thanks to Unitherm’s generosity over the past seven years, FAPC has received approximately $260,700 in support of food safety research and activities.
These donations have included a state-of-the-art boot-wash system and a micro-spiral oven to assist in value-added processing. Additional support has been provided through equipment repairs, spon-sorship of FAPC events and workshops, and the creation of Oklahoma Gourmet, a program to represent Oklahoma businesses at the Gourmet Market in Dallas.
FORMING THE FUTURE
Donations help FAPCadd value to Oklahoma
foundation focus
14
food microbiology
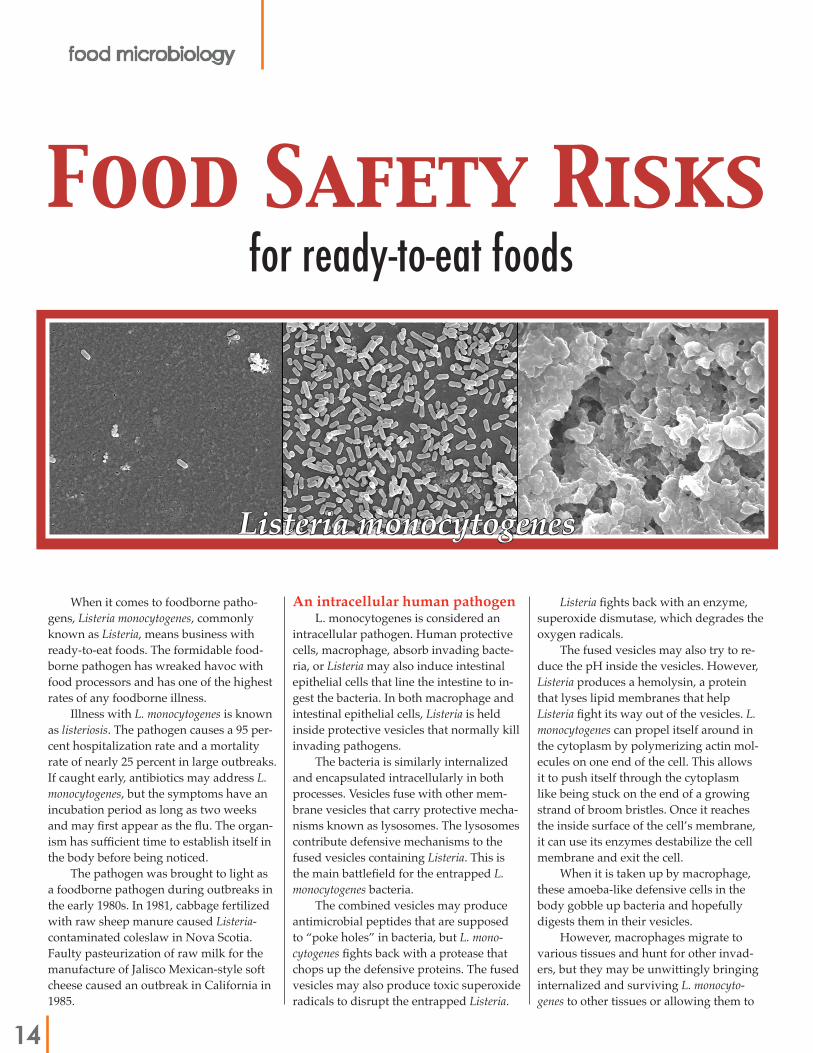
When it comes to foodborne patho-gens, Listeria monocytogenes, commonly known as Listeria, means business with ready-to-eat foods. The formidable food-borne pathogen has wreaked havoc with food processors and has one of the highest rates of any foodborne illness.
Illness with L. monocytogenes is known as listeriosis. The pathogen causes a 95 per-cent hospitalization rate and a mortality rate of nearly 25 percent in large outbreaks. If caught early, antibiotics may address L. monocytogenes, but the symptoms have an incubation period as long as two weeks and may first appear as the flu. The organ-ism has sufficient time to establish itself in the body before being noticed.
The pathogen was brought to light as a foodborne pathogen during outbreaks in the early 1980s. In 1981, cabbage fertilized with raw sheep manure caused Listeria-contaminated coleslaw in Nova Scotia. Faulty pasteurization of raw milk for the manufacture of Jalisco Mexican-style soft cheese caused an outbreak in California in 1985.
Food Safety Risks
An intracellular human pathogenL. monocytogenes is considered an
intracellular pathogen. Human protective cells, macrophage, absorb invading bacte-ria, or Listeria may also induce intestinal epithelial cells that line the intestine to in-gest the bacteria. In both macrophage and intestinal epithelial cells, Listeria is held inside protective vesicles that normally kill invading pathogens.
The bacteria is similarly internalized and encapsulated intracellularly in both processes. Vesicles fuse with other mem-brane vesicles that carry protective mecha-nisms known as lysosomes. The lysosomes contribute defensive mechanisms to the fused vesicles containing Listeria. This is the main battlefield for the entrapped L. monocytogenes bacteria.
The combined vesicles may produce antimicrobial peptides that are supposed to “poke holes” in bacteria, but L. mono-cytogenes fights back with a protease that chops up the defensive proteins. The fused vesicles may also produce toxic superoxide radicals to disrupt the entrapped Listeria.
Listeria fights back with an enzyme, superoxide dismutase, which degrades the oxygen radicals.
The fused vesicles may also try to re-duce the pH inside the vesicles. However, Listeria produces a hemolysin, a protein that lyses lipid membranes that help Listeria fight its way out of the vesicles. L. monocytogenes can propel itself around in the cytoplasm by polymerizing actin mol-ecules on one end of the cell. This allows it to push itself through the cytoplasm like being stuck on the end of a growing strand of broom bristles. Once it reaches the inside surface of the cell’s membrane, it can use its enzymes destabilize the cell membrane and exit the cell.
When it is taken up by macrophage, these amoeba-like defensive cells in the body gobble up bacteria and hopefully digests them in their vesicles.
However, macrophages migrate to various tissues and hunt for other invad-ers, but they may be unwittingly bringing internalized and surviving L. monocyto-genes to other tissues or allowing them to
Listeria monocytogenes
for ready-to-eat foods

15
food microbiology
By Peter Muriana, food [email protected]
escape in the blood system or elsewhere in the body.
L. monocytogenes can be found in liver, kidney and spleen tissues of infected indi-viduals. Ultimately, L. monocytogenes can cause a dangerous infection to the menin-ges of the brain stem. It is truly worthy of the name, intracellular pathogen.
Environmental sourcesL. monocytogenes is an organism that
initiates its disease manifestation as a gastrointestinal infection, similar to other gastrointestinal infecting organisms like Salmonella, Campylobacter and Escherichia coli O157:H7.
The bacteria may reside and be har-bored in the intestinal tracts of animals, birds, invertebrates and insects. The bacte-ria may be distributed in their feces.
The use of raw manure as a fertilizer is not a good agricultural practice on edible crops and should first be composted to kill any pathogens the manure may contain. However, wild animals may also directly distribute their contaminated feces among food crops.
Food sourcesL. monocytogenes may be found on
foods contaminated directly during growth in the field during production, or from food processing or equipment/facilities contaminated during processing. Ready-to-eat foods, including luncheon meats, soft cheeses, vegetables or produce, are especially problematic because there is no further cooking required prior to consumption.
Historical regulatory directives tar-geted ready-to-eat foods to reduce risks. Both the Food and Drug Administration and United States Department of Agricul-ture have zero tolerance for L. monocyto-genes on ready-to-eat foods. In 2008, FDA modified its stance on L. monocytogenes in foods, in order to be similar to Canadian and European regulations.
The new standard allows ready-to-eat foods, which do not support Listeria growth, to allow up to 100 cfu/gm of food. The standard defines ”foods that do not support Listeria” as foods in which the pH is less than or equal to 4.4, foods that are held and consumed in a frozen state, foods
in which the water activity is less than or equal to 0.92, or foods processed using an effective listeristatic control measure.
Research advancementsHaving worked with L. monocytogenes
for more than 25 years, my laboratory works with strains that are strongly adher-ent and capable of producing extensive and long-standing biofilms.
Literal carpets of bacterial cells attach to surfaces. If the bacterial cells are not removed by effective sanitation, they may generate a 3-dimensional mature biofilm structure that is hard to penetrate with an-timicrobial sanitizers and that may slough off to further distribute contamination in a food processing facility.
FAPC’s Food Microbiology Laboratory focuses on food safety from farm to table.
Phot
o/M
andy
Gro
ss
16
oilseed processing
Taste is an instant sense that provides infor-mation about the chemical composition of food and helps to assess the acceptability of the food
before it is ingested.The concept of four basic tastes: sweet, salty,
bitter and sour has been accepted by the scientists in taste research for decades. The substances that are po-
tentially harmful usually taste unpleasant. For example, bitter taste is considered a “toxicity detection system.”
Sweet taste produces a pleasant response to the sugars, sucrose, glucose and fructose that are biologically beneficial.
We identify sodium, a vital mineral for nerve conduction and muscle function through salty taste. Sour taste triggers a sense al-
lowing us to avoid acids in concentrations that may injure tissues in the body.
Foods such as asparagus, tomatoes, cheese, mushrooms and meat have a rather complex taste that cannot be described by four primary tastes. This complex but distinct taste is referred to as umami.
Since 1980s, umami has been recognized as the fifth basic taste. The word umami is derived from the Japanese adjective “umai,” meaning delicious.
Japanese scientists isolated and identified the chemical com-pounds associated with it.
Today, umami is defined as the savory sensation imparted by monosodium L-glutamate, the sodium salt of the most com-mon amino acid, glutamic acid and a breakdown product of all proteins. MSG was isolated from the seaweed Laminaria japonica, the main ingredient of a broth prepared by boiling seaweed and fish in Japan in 1908.
About a century later, other compounds key to umami and known as nucleotides, inosine 5’-monophosphate and guanosine 5’-monophosphate, were isolated from dried bonito tuna in 1914 and shiitake broth in 1960, respectively. These compounds react synergistically with glutamate and enhance umami.
Some scientists argue that umami acts as a signal for protein. Multiple receptors for umami taste, mGluR1 and mGluR4 are glu-tamate specific, whereas the T1R1+T1R3 responds to both amino acids and 5’-ribonucleotides were discovered in early 2000s. The existence of the umami taste receptors is important in detecting amino acids for human nutritional stamina.
The commercial production of MSG started in 1909. Initially, MSG was produced by hydrolysis of natural proteins, such as
UMAMI The 5thbasic taste
Asparagus, mushrooms and tomatoes have a
rather complex taste, referred to
as umami.
17
oilseed processing
By Nurhan Dunford, oil/oilseed [email protected]
wheat gluten and defatted soybean flakes. After the discovery of L-glutamic acid producing bacteria, the industry adapted the fermentation process. The fermentation process is similar to the process used to make yogurt, vinegar and wine. Molasses from sugar cane or beets and starch hydrolyzates from tapioca or corn are used as substrate in the fermentation process.
The U.S. Food and Drug Administration considers MSG a “generally recognized as safe” food ingredient and requires it be listed in the ingredient panel. However, an ongoing controversy has occurred about the use of MSG in foods. Many people identify themselves as sensitive to MSG. Yet, scientists have not been able to consistently trigger the sensitivity in tests.
Until 1979, MSG, IMP and GMP had been categorized as flavor-enhancing food ingredients rather than taste compounds. A flavor enhancer is a compound, which does not have a taste or flavor of its own, but can enhance flavor when added to foods.
In recent years, the interest in umami taste has increased steadily. Numerous umami applications are targeting the en-hancement of nutritional profile of foods. For example, umami has a great potential for formulating foods for aging populations whose taste receptors’ sensitivity has declined due to longevity and medication.
One of the important trends is the use of natural extracts, con-centrates and foods containing umami active compounds rather than using pure MSG produced by fermen-tation in formulations. Salt reduction or replacement using umami is a popular trend.
Umami enhances the sweetness and saltiness in savory foods without actually increas-ing the salt content. Low-sodium soy sauce and yeast extracts are being used to decrease sodium in meat products, soups, sauces, gravies, rubs and spice mixes without losing the percep-tion of salt. Wine powder and tomato products are good options for enhancing salty flavor notes in sauces.
Umami diminishes the bitterness in sweet foods. Examples include the reduction of bitter aftertaste naturally present in high-intensity sweeteners such as stevia-based sweeteners and dark chocolate using umami compounds.
Numerous studies shows umami can intensify flavors and produce lingering taste sensations much greater than any single ingredient can create. Great tasting and flavorful foods are usu-ally highly satisfying, even when consumed in small quantities. Hence, flavor-enhancing properties of umami can be used to formulate foods for weight management.
A cursory look at the latest food trends clearly shows a tremendous increase in demand for protein-enriched foods. Some believe the 21st century will be “the century of amino acids and proteins.” Umami-rich ingredients will certainly play a key role in the future development of foods and beverages and even help regulate appetite.
product development
18
Food for thought
Modern agricultural practices have allowed us to improve the yield, nutrition, storage, cooking properties, safety and palatabil-ity of the food we eat. This ability served as part of the bedrock of modern society. Contemporary cities and towns, along with their associated infrastructure and services, can only exist when people are capable of remaining stationary.
Our ancestors remained stationary only when they were able to grow the food and fiber that was necessary for their survival, rather than harvesting it from migrating animals. Being freed from this constant wandering gave our ancestors the time to dream, think and build. Not to say this was not done before, but it is a lot easier to build a settlement when you are not worrying about tracking down your next meal.
Yet, there is not only doubt about the validity of the science behind our agricultural progress, but about the science behind just about everything else. This suspicion can lead to one set of consumers questioning the safety of food that another set of con-sumers can’t even afford.
In a way, the U.S. has become too successful. The U.S. pro-duces safe, abundant food, which has allowed the workforce to diversify. This change in the workforce lets us live away from the
product development
19
Food for thought
farm. There is no doubt this makes for both a stronger economy and nation. However, this also means there are fewer people that have firsthand knowledge of the requirements for producing the food we eat.
I have had conversations with friends who wondered why it was necessary to use modern agricultural practices when “tradi-tional” methods were much better. By “traditional,” they meant to be without the use of modern pesticides, herbicides or fertilizers.
There is room in the marketplace for traditional products, but it would be quite small. If we did away with the modern prac-tices, the traditional methods would collapse under the weight of the unmet need for food.
The challenge becomes how to solve this issue of mistrust, particularly when it is possible to surround yourself with dubious information gleaned from television and the Internet that just hap-pen to coincide with what you already believed in the first place.
It is unrealistic and unfair to expect consumers to blindly ac-cept good information based on the parental model of “because I said so.” Being open and transparent about the methods used to produce food and using science to explain the “why” is probably a good place to start. An additional avenue may be to rethink
some of the advertising strategies used to market food.It is true that consumers wield considerable influence and
can often bend manufacturers to their will. However, consumers’ responsiveness may cause problems. An industry eager to cater to consumers sometimes contributes to its own problems.
Who doesn’t want their food to be natural? Who wants their food to be more processed? By treating these terms as merely marketing slogans, manufacturers inadvertently sow confusion, which they have to clear up later.
It is important to be clear, methodical and truthful about not only how food is produced and processed but also the associated cost. Consumers often do not know why they have access to fresh fruits and vegetables in the dead of winter or why food costs change throughout the year. Convincing doubtful consumers that agricultural producers, processors and scientists actually do care about the food that goes on their plates may be difficult. It is pos-sible because after all, we have to eat, too.
By Darren Scott, sensory [email protected]
20
food processing
thinkINSIDE
theBOX

21
By David Moe, food process [email protected]
food processing
Most people are familiar with the phrase, “Think outside the box,” but I often say, “Think inside the box.” Thinking outside does not go away, but thinking inside is also important. Most good ideas that start on the outside end up on the inside, and the content of the box expands. There becomes more to think about within the box.
Henry Ford, founder of Ford Motor Co., thought “outside the box” and applied it to his business model, where his ideas eventu-ally were “inside the box” or part of the system.
Ford is credited as the father of the assembly line and adapted it for building Model Ts. The assembly line was also used for many years for meat-packing disassembly.
Ford said in his book, My Life’s Work, the assembly-line idea came from the overhead trolley system Chicago packers used in beef dressing. Ford continued to improve the system through increasing efficiency and expanding the content of the box.
Ford also found a use for a wood scraps byproduct and devel-oped a process to manufacture charcoal briquettes for his brother-in-law’s company, Kingsford Products Co. This was an outside the box idea for an automobile company, but it opened a new box for charcoal briquettes.
When Kingsford was later sold to Clorox Co., the recipe and process were changed, ren-dering Ford’s box obsolete. Just like food, many charcoal users now want “real” or “natural” and not pressed “stuff.”
Food processing, like automobile processing, relies on con-tinuing change. More pieces become standard equipment, which is particularly evident in regulations.
Upton Sinclair’s book, The Jungle, was part of the percep-tions/reality that led to the Federal Meat Inspection Act and the Pure Food and Drug Act in 1906. The Poultry Products Inspection Act followed in 1957. When the regulation reality set in, I am sure there were the usual comments about not having problems in the past or the regulations were unnecessary.
Regulations and auditing continue to evolve with Hazard Analysis Critical Control Points, nutrition fact labeling, and revised inspection and sampling programs that have started on the outside and moved inside the box. The Global Food Safety Initiative is no longer on the outside looking in.
The food safety testing market is a huge box and expected to reach $15 billion by 2019, according to foodsafetytech.com. Cur-rently, a shift is taking place for HACCP-Based Inspection Model Project programs as it transitions from outside to an accepted inside program. Also, the Food and Drug Administration’s Food Safety Modernization Act is continuing the shift to a prevention-based system to ensure a safe food supply. Such a change is dif-ficult until the new culture becomes normal.
Marketing has a way of taking things out of the box that were never there to begin with as the number of products with “no X” continues to grow. An example is no added hormones or steroids
Most good ideas that start on the outside end up on the inside, and the content
of the box expands. There becomes more to think about within the box.
in chicken and pork or no artificial preservatives, which weren’t there before the label claim was made.
Gluten is another interesting case. Of course, the absence of gluten is a legitimate concern for some, but the claim has moved into the box to become a mainstream feature for some products. Words can be moved in and out of the box to change the per-ceived characteristics or niche of a product. I call this “cloudy transparency.”
Food-processing systems continue to evolve. Examples of a process that moved inside are co-extrusion of sausage links, post-process heating in the final package to increase shelf life for cooked meat and other products, and high pressure processing used as a pathogen reduction step for juices, processed meat and other products. All the processes noted play a role in the success of “no X” and “clean label” products purchased by a growing number of consumers.
One process that has moved food and other products into an actual box is the Tetra Pak Brick. It is now commonly used for aseptic packaging of soups, broth and similar products to replace
cans. Also, it is used for juice and milk products that are pro-cessed using ultra heat-treated systems. The Institute of Food Technologists states aseptic packaging is the most important packaging technology of the 20th century.
Another product, where the traditional product has shifted
to a new inside box position is microwave popcorn. The world once did not know it needed or wanted the microwave. Today, microwave popcorn appears to be the traditional product. Tradi-tional popcorn can still be purchased at movie theater snack bars as a value-added product.
Dietary components continue to shift in and out of the recom-mended good box or so-called bad box. Throughout the next year, it will be interesting to see how the Scientific Report of the Dietary Guidelines Advisory Committee rearranges the dietary box. This report provides the federal government with a foundation for developing national nutrition policy.
The report shifts some products from the former “not recom-mended box” to new locations. For example, dietary cholesterol is no longer considered a nutrient of concern for overconsumption. The report also advises consumers to lower red and processed meat intake but lean meat can be part of a healthy diet. This will stir the content of emerging boxes.
The food industry will continue to improve process efficiency. Marketing will continue to seek and expand niches, and the consumer will continue to purchase what fits their lifestyle and pocketbook. Hopefully, science and reality will find their way into more boxes.
quality management
22
Identifying the potential risks of the supplier and ingredient requires the imple-mentation of a supplier approval program. The supplier approval program is used to gather information to make decisions regarding microbial, chemical, physical, allergen, and most recently, authenticity or fraud risks that an ingredient has to the finished product. Without collecting this information, the hazard analysis of the ingredients will be inadequate.
In the book, Food Industry Quality Control Systems published in 2009, author Mark Clute says every food manufacturer requires suppliers in some form.
“With the use of these suppliers comes an ever-increasing risk that they might provide ingredients and packaging that may contain a food safety risk,” he says. “These risks should be identified prior to purchasing during the risk or hazard analysis phase of the HACCP [Hazard Analysis Critical Control Points] program development.”
BRC Global Standard Issue 7 states as a fundamental, “The company shall have an effective supplier approval and monitoring system to ensure that any potential risks from raw materials (includ-ing packaging) to the safety, authenticity, legality and quality of the final product are understood and managed.”
The written approved-supplier pro-gram should include the methods used to grant approved supplier status and the frequency for monitoring approved sup-pliers. Based on the risk assessment, some suppliers and ingredients may need more frequent monitoring.
A defined frequency of reviewing the supplier performance to determine ongo-ing compliance also should be identified.
Depending on the food safety risk of the supplier and ingredient, the approval process will include some combination of agreed specifications, letter of guarantee
SUPPLIER APPROVAL PROGRAMor certificate of conformance, historical performance of the supplier, certifications to third-party audits — preferably Global Food Safety Initiative recognized schemes — supplier questionnaires and certificate of analysis on each batch.
Additionally, information is needed to assess ingredients for fraudulent activity in the supply chain.
Reducing the food safety riskFor suppliers that are certified to a
GFSI scheme, the approval process is fast. The implementation of a compre-
hensive food safety system, as defined by GFSI, integrates risk assessments, policies, procedures, training and record keeping.
Certification to a GFSI scheme reduces food safety risks. The suppliers becoming certified to a GFSI scheme will reduce their risks and will be subject to less evaluation, such as additional supplier surveys and reduced customer audits.
“Specialization aside, with the broader adoption of global food standards, retailers and manufacturers are now able to favor purchasing from certified suppliers and sub-suppliers,” Mettler Toledo says in the white paper, Achieving Global Certification In Food Safety & Quality. “Being certified according to a GFSI-accepted standard, such as IFS, SQF, FSSC 22000 or BRC, demonstrates a company’s commitment to meeting the demand that they focus on safety.”
Suppliers that have not undergone the more rigorous implementation of a GFSI scheme may be recognized as having an increased food safety risk.
The supplier questionnaire or sur-vey is a type of supplier audit. It should only be used initially during information gathering or with suppliers and ingredi-ents, which a food safety team identifies as low risk. Even then, the survey needs to be updated every three years.
Continuing Letter of GuaranteeA Continuing Letter of Guarantee
is a key document in supplier approval programs.
The signed Continuing Letter of Guar-antee, as referenced in the 21 CFR 7.12 to 7.13, is a guarantee to the customer that the ingredient shipped was “not adulterated or misbranded within the meaning of the Federal Food, Drug and Cosmetic Act, and not an article which may not, under the provisions of section 4040, 5050 or 512 of the act, be introduce into interstate com-merce.”
SpecificationsSpecification sheets must be available
for all ingredients and packaging pro-vided. The specifications should include defined limits for relevant attributes of the material, which may affect the quality or safety of the final products.
Many companies will use the “product specification” provided by the supplier as their ingredient specification. It is also ac-ceptable to create ingredient specifications.
A large customer will have more control of the types of attributes met by the ingredient supplier, and the agreed ingredient specification sheet will be used in contractual arrangements.
Certificate of analysisThe certificate of analysis can be a pri-
mary method for monitoring supplier in-gredient compliance. The COA is typically obtained for each batch or lot of ingredient produced and contains the actual results of the attributes critical to food safety and quality identified in the specification sheet. The supplier monitoring includes confir-mation that the results of the COA meet the defined limits of the attributes in the specification.
The COA is not a mandatory part of the approval process. The COA becomes
Implementing a
23
quality management
By Jason Young, quality management and GFSI specialist
optional where the ingredient is identified as low risk through the supplier’s history of conformance, food safety and quality.
Authenticity of the ingredientsBRC Global Standard Issue 7 added
criteria to address food fraud. According to the standard, “Systems shall be in place to minimize the risk of purchasing fraudulent or adulterated food raw materials.”
Potential for fraudulent activity in the
supply chain, such as undeclared addi-tions, dilution or the substitution of raw materials, is possible. The risk assessment for authenticity may be defined in a com-pany’s vulnerability assessment, also being recognized as the Vulnerability Analysis Critical Control Point.
Once the appropriate information is received from the supplier, it can be added to the list of approved suppliers. This list shall be kept and reviewed annually.
The supplier approval program also should define when non-approved sup-pliers could be used. The receipt of raw materials from non-approved suppliers is acceptable but only in an emergency situation and if the materials are inspected before use.
Oklahoma State UniversityRobert M. Kerr Food & Agricultural Products Center148 FAPCStillwater, OK 74078-6055
NONPROFITORGANIZATIONU.S. POSTAGE
P A I DSTILLWATER, OKPERMIT NO. 191
Division of Agricultural Sciences and Natural ResourcesOklahoma State University148 FAPC, Stillwater, OK 74078-6055Phone 405.744.6071www.fapc.biz
Adding Value to OKLAHOMA





























