Embed Size (px)
Citation preview
1
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENEIRÍA MECÁNICA
Documento de proyecto de grado
DISEÑO DE UNA PLANTA PARA LA PRODUCCIÓN DE PANELA USANDO EVAPORACIÓN CERRADA
Y CALENTAMIENTO INDIRECTO CON VAPOR
Presentado por Héctor Julián Cubillos Molina
200611342
Asesor Gerardo Gordillo Ariza Ph.D, M Sc
BOGOTÁ, COLOMBIA JUNIO DE 2010

2
Agradecimientos
Agradezco a Dios por permitir realizar mis sueños sin dejarme desfallecer en ningún momento. A mis padres y a mi hermano por haberme acompañado durante toda mi etapa de formación académica y siempre brindarme una voz de aliento en esos momentos donde todo parecía nublado, sin ellos la culminación de esta etapa no habría sido posible. A mi novia por haber estado a mi lado gran parte de mi carrera brindándome cariño y comprensión, a su vez por todos esos buenos consejos que hicieron de mi una mejor persona. A la selección de fútbol de la Universidad de los Andes y a todos sus miembros, ya que gracias a ellos adquirí en mi vida un mayor sentido de la responsabilidad, encontrando amigos que dejaron el alma en la cancha y fuera de ella. A la Universidad de los Andes y a su excelente grupo de maestros por haberme brindado las bases que harán de mí un profesional destacado. Finalmente quiero realizar una especial mención a mi asesor Gerardo Gordillo Ariza, por su paciencia, dedicación, compromiso y colaboración para hacer realidad este proyecto, gracias a sus clases y consejos por haberme formado como ingeniero.

3
CONTENIDO
LISTA DE FIGURAS................................................................................................................................ 5
INTRODUCCIÓN ................................................................................................................................... 6
OBJETIVOS ........................................................................................................................................... 7
Objetivo General ............................................................................................................................. 7
Objetivos Específicos ....................................................................................................................... 7
MARCO TEÓRICO ................................................................................................................................. 8
PRINCIPIO BÁSICO DE OPERACIÓN DE HORNILLAS PANELERAS ..................................................... 8
PRINCIPIO DE BERNOULLI, DISEÑO DE TUBERÍAS ........................................................................... 9
PRINCIPIO DE BERNOULLI, SELECCIÓN DE BOMBAS ..................................................................... 12
DESCRIPCIÓN DEL MOLINO PANELERO ......................................................................................... 13
CAPACIDAD ................................................................................................................................ 14
EXTRACCIÓN .............................................................................................................................. 14
CONSUMO DE POTENCIA .......................................................................................................... 15
PROCEDIMIENTO ............................................................................................................................... 16
SELECCIÓN DE LA CALDERA ........................................................................................................... 16
CÁLCULO DE CALOR NECESARIO EN CADA UNA DE LAS ETAPAS DE ELABORACIÓN. ................ 16
CALOR NECESARIO EN LA CLARIFICACIÓN ................................................................................ 16
CALOR NECESARIO EN LA EVAPORACIÓN ................................................................................. 17
CALOR NECESARIO EN LA CONCENTRACIÓN ............................................................................ 18
CALOR TOTAL REQUERIDO EN EL PROCESO DE ELABORACIÓN ................................................ 19
BAGAZO NECESARIO PARA LA PRODUCIIÓN DE 250 kg DE PANELA POR HORA ....................... 19
DISEÑO DE LA TUBERÍA DE DISTRIBUCIÓN DE LOS JUGOS ........................................................... 24
TRAMO 1 ................................................................................................................................... 24
TRAMO 2 ................................................................................................................................... 29
TRAMO 3 ................................................................................................................................... 30
DISTRIBUCIÓN DEL VAPOR PRODUCIDO POR LA CALDERA HACIA CADA UNO DE LOS PROCESOS
DE PRODUCCIÓN ........................................................................................................................... 33
ALIMENTACIÓN DESDE LAS ETAPAS DE PRODUCCIÓN HACIA EL TANQUE DE CONDENSADOS ... 34
ALIMENTACIÓN DESDE EL TANQUE DE CONDENSADOS HACIA LA CALDERA, SELECCIÓN DE
BOMBA ROTODINÁMICA............................................................................................................... 35

4
AISLAMIENTO DE LA TUBERÍA DE ALIMENTACIÓN DESDE LA CALDERA HACIA CADA UNO DE LOS
PROCESOS DE PRODUCCIÓN. ........................................................................................................ 39
SELECCIÓN DEL MOLINO DE CAÑA DE AZUCAR ............................................................................ 42
PORCENTAJE DE EXTRACCIÓN REAL DEL MOLINO .................................................................... 45
POTENCIA DE OPERACIÓN REAL ............................................................................................... 45
CONCLUSIONES ................................................................................................................................. 46
REFERENCIAS ..................................................................................................................................... 48
ANEXO 1. Cotización caldera seleccionada de 100 bhp de CALDERAS CONTINENTAL ...................... 50
ANEXO 2 ............................................................................................................................................ 55
Anexo 3 .............................................................................................................................................. 56
ANEXO 4 ............................................................................................................................................ 57
ANEXO 5 ............................................................................................................................................ 58
ANEXO 6. CÓDIGO EES AISLAMIENTO TÉRMICO ............................................................................... 59

5
LISTA DE FIGURAS
Figura 1. Hornilla Panelera Tomada de [1] .......................................................................................... 8
Figura 2. Partes principales de una Hornilla Panelera tomada de [1] ................................................. 9
Figura 3. Caracterización en tubería inclinada .................................................................................. 10
Figura 4. Diagrama de Moody. .......................................................................................................... 11
Figura 5. Disposición de tanques....................................................................................................... 12
Figura 6 .............................................................................................................................................. 13
Figura 7. Efecto de la humedad sobre el VCN del bagazo ................................................................. 20
Figura 8. Efecto de la extracción de jugo sobre el consumo de caña ............................................... 21
Figura 9 Efecto de la eficiencia en la cantidad de bagazo requerido en la planta ............................ 23
Figura 10. Disposición del tramo 1 de la planta ................................................................................ 26
Figura 11. Curva Característica del sistema para el tramo 1 ............................................................. 28
Figura 12. Comparación de curvas del sistema y de la bomba. Curva de la bomba tomada de [5] . 29
Figura 13. Distribución del tramo 3 de la planta ............................................................................... 30
Figura 14. Curva característica del tramo 3 de la Planta ................................................................... 32
Figura 15. Curva característica bomba desplazamiento positivo de engranajes .............................. 32
Figura 16. Curva del sistema de alimentación entre el tanque de condensados y la caldera .......... 37
Figura 17. Curva de rendimiento del sistema intersecada, con la curva de rendimiento de la bomba
........................................................................................................................................................... 38
Figura 18. Aislamiento tubería de alimentación ............................................................................... 39
Figura 19. Circuito Térmico equivalente ........................................................................................... 40
Figura 20. Evolución de cada uno de los calores Vs. Espesor de la lana de vidrio como aislante. ... 41
Figura 21. Evolución de la temperatura superficial de la tubería Vs. Espesor de la lana de vidrio .. 42
Figura 22 ............................................................................................... ¡Error! Marcador no definido.
Figura 23. Disposición de las mazas de los molinos .......................................................................... 44
6
INTRODUCCIÓN
Actualmente Colombia es el país líder en producción de panela en América [1], sin embargo, la
producción de la misma se ha venido desarrollando durante años mediante el método de
calentamiento directo, es decir, con la quema del bagazo de caña de azúcar se generan los gases
para el calentamiento directo de las pailas donde ocurren los procesos de clarificación,
evaporación y concentración. Aunque el anterior método para la producción de panela es
eficiente y ha sido usado a lo largo de los años, se desea cambiar la hornilla por una caldera
alimentada con bagazo para realizar un calentamiento indirecto con vapor como fluido de trabajo.
La implementación de este nuevo sistema tiene gran importancia porque la transferencia de calor
a los jugos y mieles se puede controlar mejor que cuando se usa calentamiento directo con gases
producidos en una hornilla. Adicionalmente, en Colombia la producción de panela es una
agroindustria típicamente rural [1], y aunque existen ingenios desarrollados, se considera que la
producción de la panela en su mayoría es artesanal, lo que representa un esfuerzo innecesario
para los pequeños productores de panela, que son familias que aunque viven del producto, no se
ven bien remuneradas, con respecto al gran esfuerzo que deben desarrollar para la producción del
alimento.
En el ámbito ambiental la producción actual de panela, en pequeñas plantas que no han adoptado
tecnología, demanda en promedio 5 kg de leña por cada kg de panela, causando un problema
significativo de deforestación y contaminación ambiental. [1] [2]
Con el desarrollo de la tecnología anteriormente mencionada se esperan complementar los
avances tecnológicos generados previamente por CIMPA y La Universidad de los Andes con el
objeto de tecnificar aún más la industria panelera en Colombia. Básicamente se busca, que los
productores puedan acceder a nuevas tecnologías para que puedan ser más competitivos y
sostenibles. A su vez se espera poder reducir el impacto ambiental negativo que posee la
producción actual, reduciendo la contaminación y la deforestación.

7
OBJETIVOS
Objetivo General Diseñar una planta para la producción de 250 kg de panela por hora, usando evaporación
combinada (abierta y cerrada) y calentamiento indirecto con vapor de una caldera como fluido de
trabajo (Fuente de calentamiento)
Objetivos Específicos Revisión de literatura
o Revisar estado del arte para calcular flujos másicos y térmicos requeridos
o Selección de calderas, su eficiencia, así como de plantas completas de
procesamiento de panela.
Diseñar el acople de los equipos para su posterior selección
o Flujos másicos tanto del jugo, como de bagazo, dependiendo de la cantidad de
panela por hora que se desea producir, así como del brix en cada una de las etapas
de la producción de la panela [1], posterior a esto se calculará la potencia
necesaria para los procesos de molienda, clarificación, evaporación y
concentración sea exitoso de jugos.
Equipos y proveedores (caldera, molinos en serie )
o Con base en los cálculos preliminares se buscarán proveedores de equipos
(molinos, calderas de vapor, etc.) que garanticen las características deseadas
Software de solución de ecuaciones EES
o Desarrollar modelos matemáticos y físicos en el software para caracterizar el
comportamiento de la tubería aislada
Elaboración de planos y presupuesto requeridos para la implementación de una planta
para elaboración de panela con las características deseadas.

8
MARCO TEÓRICO
PRINCIPIO BÁSICO DE OPERACIÓN DE HORNILLAS PANELERAS
En Colombia se estima que existen alrededor de 30000 trapiches, esos trapiches, así como la
producción de la panela presentan un desarrollo tecnológico desigual debido a la dispersión
geográfica en el territorio nacional [1].
Actualmente la producción de panela a nivel local se realiza mediante la construcción de Hornillas
que con una serie de elementos procesan los jugos de la panela para posteriormente producir el
resultado final que corresponden a bloques rectangulares o semiesféricos, cuyo peso varía
generalmente entre 0,4 y 5 kg. [1] [2]
Para la producción de la panela, se debe usar un horno, comúnmente llamado Hornilla panelera,
que se encarga de transformar la energía calórica del bagazo de caña, para limpiar el jugo de la
panela de impurezas, evaporar el agua contenida en ese jugo y posteriormente solidificar el jugo
para lograr el producto final.
Figura 1. Hornilla Panelera Tomada de [1]

9
Las partes principales de una hornilla panelera como la que se muestra en la figura 2 son: cámara
de combustión, el ducto de Humos y la chimenea, cabe aclarar, que las pailas también poseen una
función importante ya que son por estas por donde transita el jugo que se va a procesar.
Figura 2. Partes principales de una Hornilla Panelera tomada de [1]
Para realizar el diseño de la planta de producción de panela se deben revisar conceptos
básicos acerca del diseño de tuberías, la selección adecuada de bombas tanto de desplazamiento
positivo, como rotodinámicas. A su vez se debe tener en cuenta la revisión de temas tales como el
radio crítico de aislamiento, la disposición de circuitos térmicos para el análisis de tubería, el
comportamiento de la transferencia de calor en tubería.
PRINCIPIO DE BERNOULLI, DISEÑO DE TUBERÍAS
Para el diseño de tuberías se debe tener como parámetro de diseñe el principio de
Bernoulli, ya que mediante este principio se caracterizan las pérdidas por fricción dentro de la
tubería, así como su cabeza de pérdidas y cambios de presión.
10
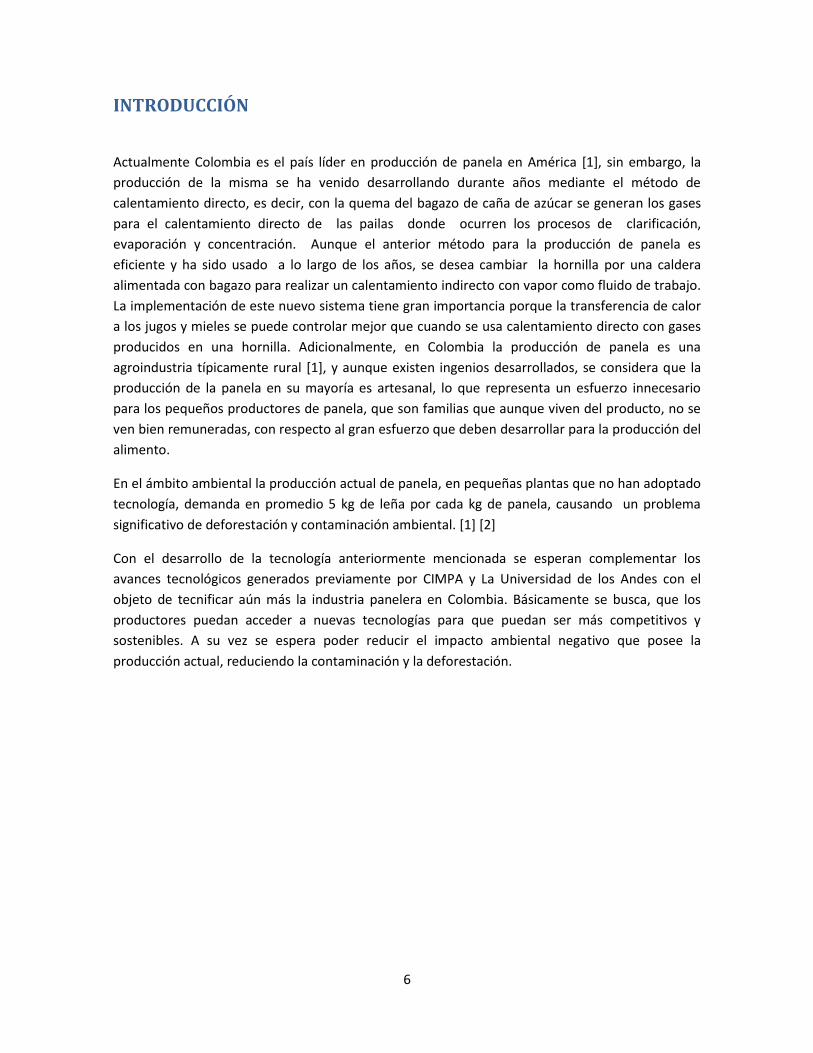
La ecuación de energía dentro de la tubería se caracteriza mediante la figura 3, que
representa, un volumen de control de flujo totalmente desarrollado incompresible entre dos
puntos de una tubería inclinada.
Figura 3. Caracterización en tubería inclinada
La ecuación característica del sistema sería
Para caracterizar la cabeza de pérdidas por fricción se debe conocer la relación dada
por Julius Weisbach que relaciona la cabeza de pérdida con la longitud de la tubería, el diámetro y
la velocidad.
Donde es el factor de fricción Darcy que cambia tanto para flujos laminares como para
flujos turbulentos, donde el régimen de flujo laminar o turbulento está definido por el número de
Reynolds donde el número de Reynolds de transición para tuberías circulares, que es el caso
particular, es de 2300, para el régimen laminar
Sin embargo para flujo turbulento es decir para Reynolds mayores a 2300 el factor de
fricción Darcy se debe caracterizar mediante el diagrama de Moody, un diagrama que relaciona el
número de Reynolds, el factor de fricción y la rugosidad relativa de la tubería.

11
Para cada material de tubería se tiene una rugosidad característica determinada mediante
experimentación previa, tal como se presenta en la Tabla 1.
Tabla 1
El diagrama de moody se presenta a continuación
Figura 4. Diagrama de Moody.

12
Para la caracterización de la tubería se debe calcular el número de Reynolds, calcular el
factor de fricción y posterior a eso, calcular la pérdida de cabeza por fricción.
PRINCIPIO DE BERNOULLI, SELECCIÓN DE BOMBAS Para el principio de selección de bombas rotodinámicas y de desplazamiento positivo se
tiene la ecuación de energía de Bernoulli presentada anteriormente, sin embrago esta debe ser
modificada, para presentar la cabeza de la bomba necesaria para operar en su eficiencia máxima,
para explicar el concepto de selección de bombas se explicará a continuación.
Considérese la siguiente figura
Figura 5. Disposición de tanques
La ecuación que describe el comportamiento del fluido en la anterior figura es la ecuación
de Bernoulli que sigue como se ve a continuación
Donde
es la velocidad del fluido en el punto de referencia
P es la presión en el punto de referencia
Z es la altura con respecto a una referencia fija
Hp es la cabeza de la bomba
Hf es la cabeza de pérdidas por fricción
Hacc es la cabeza de pérdidas debida a los accesorios de la tubería.
Posteriormente se explicarán las definiciones de cada una de las variables anteriormente
presentadas.

13
Para seleccionar las bombas de forma correcta en su punto óptimo de operación y máxima
eficiencia, se debe hacer que la cabeza del sistema iguale a la cabeza producida por la bomba [3], y
esta intersección debe estar en la región de máxima eficiencia, si no ocurre de esta manera, se
deben cambiar los parámetros de diseño de la tubería, es decir, el diámetro, la longitud, para de
esta forma cambiar el número de Reynolds y que la curva se ajuste al punto de eficiencia máximo
de la bomba.
El sistema entero debe caracterizarse mediante la ecuación de Bernoulli, de esta forma la
cabeza de pérdida del sistema presenta la siguiente forma.
De esta forma para seleccionar la bomba de forma correcta, se debe realizar la curva del
sistema e intersecarla con la curva brindada por el proveedor de la bomba, tal como se observa en
la siguiente figura.
Figura 6. Óptimos puntos de operación de bombas rotodinámicas
DESCRIPCIÓN DEL MOLINO PANELERO
El funcionamiento de un molino panelero es sencillo, según [4] “la potencia del motor se
recibe a través de la polea o volante, esta potencia se transmite a la maza superior a través de dos
pares de engranajes que reducen la velocidad. La maza quebradora y repasadora reciben el

14
movimiento por medio de piñones en el extremo de sus ejes. Las tres mazas van montadas sobre
cojinetes en bronce.”
Para realizar la molienda la caña se transporta por la banda portacañas hacia el par
quebrador conformado por la maza superior y la quebradora, en esta etapa se realiza la primera
extracción, casi el 60% del jugo se extrae en esta etapa. Posterior a esto se guía el bagazo hacia el
para repasador, formado por la maza superior y la repasadora, donde se termina de extraer el
jugo. [4]
Los parámetros de selección y rendimiento de los molinos son la capacidad, la extracción y
la potencia, estos diseñados y acoplados de forma correcta permiten obtener un óptimo
desempeño, disminuyendo las pérdidas del jugo y aumentando la vida útil de la máquina.
CAPACIDAD
En cuanto a la capacidad esta se define por la cantidad de caña disponible en la planta de
producción. Los factores a considerar para determinar la capacidad de los molinos son los
siguientes. Según [4]
1. Superficie de la finca Cultivada de caña: Área actual y potencial de la finca, posibilidad
de moler caña en fincas vecinas.
2. Rendimiento agronómico: Caña producida por hectárea promedio
3. Periodo Vegetativo: Edad de la caña al alcanzar la madurez, depende de las
condiciones del lugar donde se cultiva.
4. Frecuencia de molienda: Número promedio de moliendas realizadas por año. Depende
de la disponibilidad de bagazo seco, mano de obra, clima de la región y la
programación de cortes
5. Duración semanal de la molienda: Número de días de la semana trabajados en cada
molienda
6. Duración diaria de la molienda: Número de horas trabajados por día en cada molienda
7. Relación entre el tiempo real y nominal del trabajo de los equipos: Tiempo que operan
los equipos, se debe tener en cuenta, el mantenimiento de las máquinas necesarias y
el descanso de los obreros. Se considera un 80% como necesario.
EXTRACCIÓN
En el caso de la extracción se relaciona el jugo recuperado en el molino con respecto a una
determinada cantidad de caña, sin embargo este método no establece las pérdidas por el
rendimiento real del molino, para conocer el rendimiento de jugo se debe conocer la fibra de
caña, para el caso particular en la Hoya del río Suarez el porcentaje de fibra de caña típico es del
14%. [1].

15
Según [4] y [1], se establecieron ecuaciones mediante experimentación que permiten
caracterizar la extracción en peso real y la potencia requerida, las ecuaciones se presentarán más
adelante, para calcular tanto el consumo de potencia como la extracción en peso real del molino.
CONSUMO DE POTENCIA
Según [2] en los molinos, el consumo de potencia depende del trabajo realizado para
comprimir la caña y de la energía consumida por el mismo molino. La energía consumida en el
molino envuelve la fricción entre las partes de movimiento con las estacionarias.
Sin embargo esos términos son difícil de cuantificar ya que se afectan como el efecto de la
variedad de caña, el estado de las superficies en rozamiento, la lubricación, etc.
Tal como lo dice [4] “Si los tiempos muertos del conjunto de molienda son superiores al
30% del tiempo total, se podrá reducir la capacidad para incrementar la extracción, con el mismo
consumo de potencia. Pero si la capacidad de la hornilla es similar a la del molino, será necesario
realizar un análisis económico para determinar en cuanto se puede reducir la extracción, antes de
decidirse por la compra de un conjunto de molienda, de mayor tamaño.” De esta forma se debe
tener cuidado con el motor ya que este debe ofrecer suficiente potencia, para obtener los niveles
adecuados tanto de extracción como de capacidad.
16
PROCEDIMIENTO
SELECCIÓN DE LA CALDERA Como primera medida para la selección de la caldera se tomo como referencia los cálculos
realizados en [1], a continuación se explica el procedimiento realizado para hallar la potencia
necesaria de la caldera para completar cada una de las etapas de producción de la panela
(clarificación, evaporación y concentración)
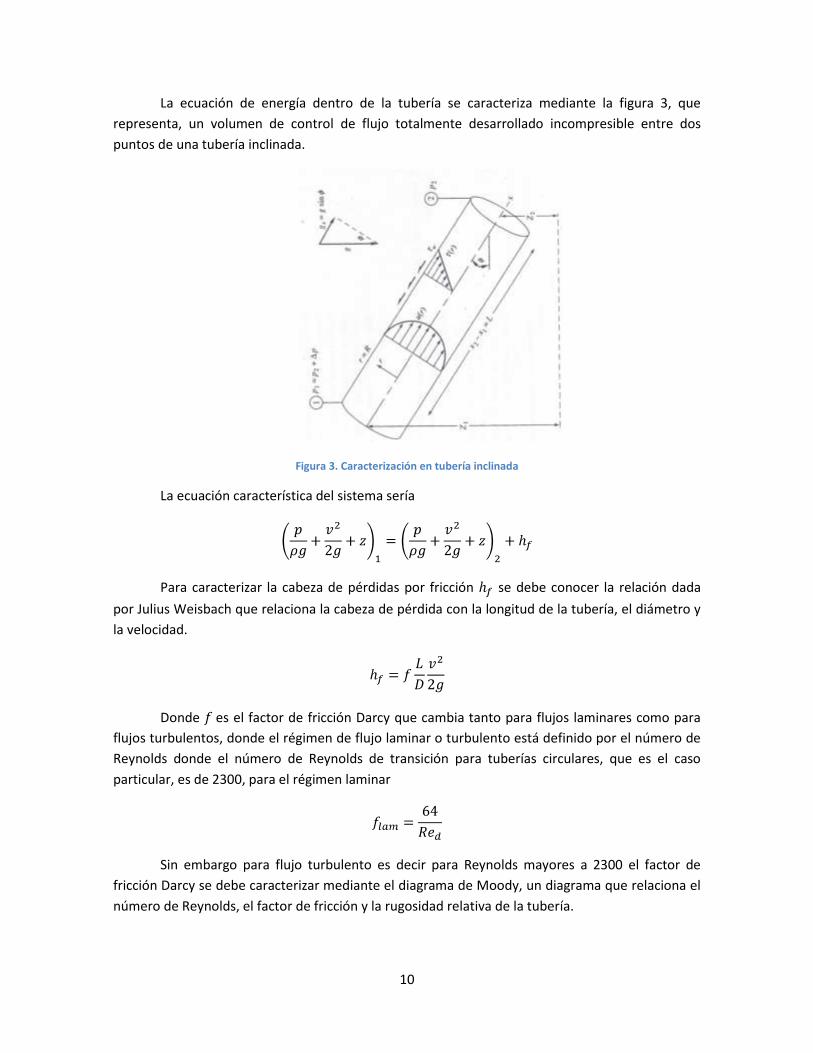
Como datos de entrada tenemos la masa que se requiere producir de panela que en este caso son
250 kg/hr
A su vez se tiene como parámetros de entrada los grados brix de cada una de las etapas, donde la
definición de grado Brix según [2] es: Cantidad de sacarosa presente en un líquido, por ejemplo un
grado brix 95º significa que el líquido posee 95% azúcar y 5 % agua.
Tabla 2
brix jugos 18,00%
brix panela 95,00%
brix mieles 65,00%
En el caso de brix jugos significa la cantidad de sacarosa presente en los jugos que son recién
extraídos de la molienda de la caña de azúcar. Para el brix panela significa la cantidad de sacarosa
presente en el producto final de la panela, por este motivo su alto valor (95%). En cuanto a brix
mieles significa la cantidad de sacarosa presente en las mieles que son conseguidas después de la
etapa de evaporación.
CÁLCULO DE CALOR NECESARIO EN CADA UNA DE LAS ETAPAS DE ELABORACIÓN.
CALOR NECESARIO EN LA CLARIFICACIÓN
La clarificación consiste en limpiar más del 70% de las impurezas presentes en los jugos,
como lodo, arena, bagacillo, etc. La idea es completar la ceba de trabajo mediante el
calentamiento, y con la adición de un agente floculante que atrapa las impurezas llevándolas hacia
la superficie, estas puedan ser retiradas manualmente.
Se debe hallar la masa necesaria en los jugos que depende de los grados brix y que está
determinado por la capacidad de producción de la planta y cumple la siguiente ecuación.
17
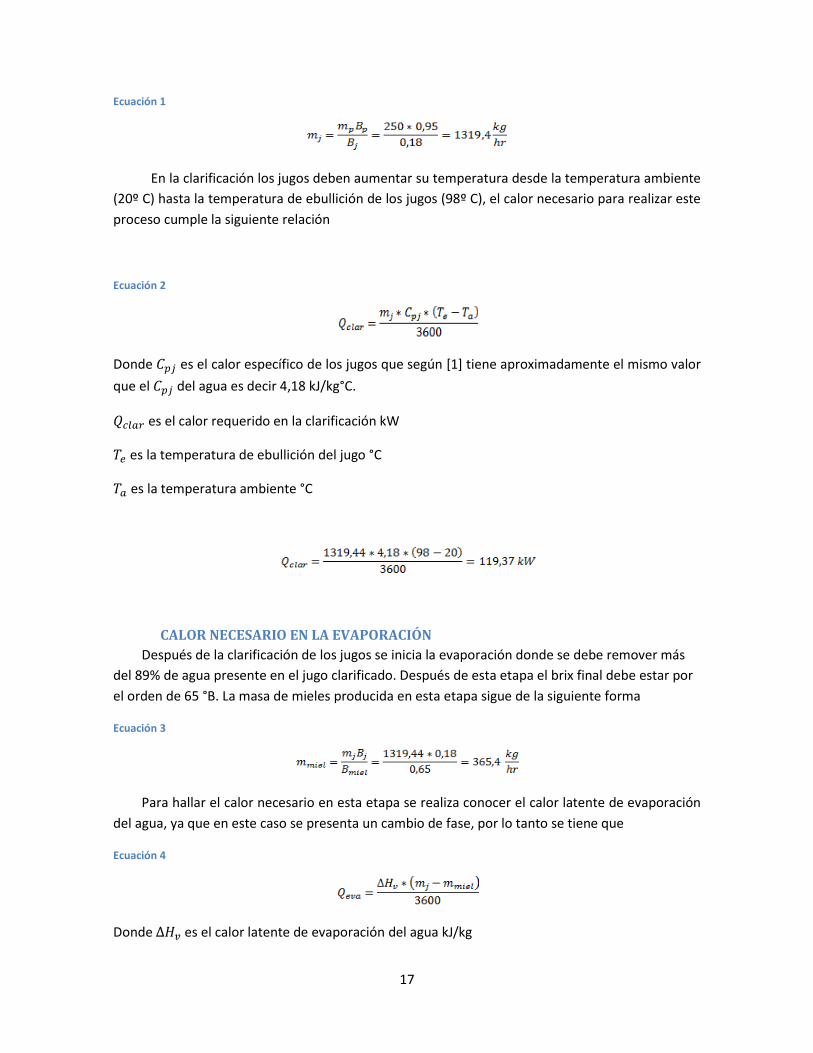
Ecuación 1
En la clarificación los jugos deben aumentar su temperatura desde la temperatura ambiente
(20º C) hasta la temperatura de ebullición de los jugos (98º C), el calor necesario para realizar este
proceso cumple la siguiente relación
Ecuación 2
Donde es el calor específico de los jugos que según [1] tiene aproximadamente el mismo valor
que el del agua es decir 4,18 kJ/kg°C.
es el calor requerido en la clarificación kW
es la temperatura de ebullición del jugo °C
es la temperatura ambiente °C
CALOR NECESARIO EN LA EVAPORACIÓN
Después de la clarificación de los jugos se inicia la evaporación donde se debe remover más
del 89% de agua presente en el jugo clarificado. Después de esta etapa el brix final debe estar por
el orden de 65 °B. La masa de mieles producida en esta etapa sigue de la siguiente forma
Ecuación 3
Para hallar el calor necesario en esta etapa se realiza conocer el calor latente de evaporación
del agua, ya que en este caso se presenta un cambio de fase, por lo tanto se tiene que
Ecuación 4
Donde es el calor latente de evaporación del agua kJ/kg

18
es el fujo de calor requerido en la evaporación kW
es la masa de jugo clarificado kg/hr
masa de mieles a la salida de la etapa de evaporación kg/hr
CALOR NECESARIO EN LA CONCENTRACIÓN
Una vez los jugos han alcanzado su estado de mieles (65°B y 102-106 °C) se inicia el proceso
de concentración, donde se debe agregar a las miles un antiadherente y antiespumante para
continuar el proceso de evaporación hasta llegar al brix panela (95°B), el objetivo de la
concentración es remover entre el 9 y 10 % de agua restante.
Ya que se va a evaporar el 10% de agua restante se tiene la misma relación de calor latente,
pero esta vez teniendo en cuenta la masa de salida de las mieles.
Ecuación 5
Donde es el calor latente de evaporación del agua kJ/kg
es el fujo de calor requerido en la concentración kW
es la masa de panela a producir kg/hr
masa de mieles a la salida de la etapa de evaporación kg/hr
Para hallar el calor total necesario en la producción sencillamente se deben sumar cada uno
de los calores necesarios en las etapas anteriormente descritas

19
CALOR TOTAL REQUERIDO EN EL PROCESO DE ELABORACIÓN
Debido a que a la hora de seleccionar una caldera se requiere la potencia en caballos caldera
se realizó su respectiva equivalencia.
Como medio de verificación para saber si los anteriores cálculos son correctos se procedió a
calcular el calor necesario tan solo con la cantidad de agua a evaporar, donde se cumplen las
siguientes relaciones
Ya que la masa de agua a evaporar debe ser la masa de jugos producidos por los molinos
menos la pasa de panela total a producir se tiene que
Por lo tanto se tiene que para el calor total, usando la masa de agua anteriormente calculada
Ecuación 6
Como puede observarse por los 2 métodos se llega al mismo resultado lo que concluye que
los cálculos se realizaron de la forma adecuada.
BAGAZO NECESARIO PARA LA PRODUCIIÓN DE 250 kg DE PANELA POR HORA
Para la selección de la caldera no solo se debe tener en cuenta la potencia necesaria en la
elaboración de la panela, ya que no solo es la potencia la que va a alimentar la caldera como tal,
por este motivo, se debe hallar la cantidad de bagazo necesario que se usará como combustible
para la caldera y se verá que dependiendo de la humedad de este bagazo y de la eficiencia de la
caldera, la planta en si será autosuficiente.
Como su halló anteriormente, ya conocemos el calor necesario para la obtención de la
panela, sin embargo la caldera no puede seleccionarse para que suministre exactamente este
calor, esto sería lo ideal si la caldera fuera 100% eficiente, pero como ninguna máquina logra ser
100% eficiente, el calor suministrado deberá ser mayor al calor requerido, para que la planta no se
vea en la necesidad de quemar llantas o madera, para la obtención de la energía, ya que sería
sumamente ineficiente, además de ser muy dañoso para el ambiente.
20
Ya que para saber la cantidad de bagazo necesario en la planta se necesita saber primero la
cantidad de caña a moler, se procederá a realizar los cálculos necesarios para cumplir con este
objetivo.
Como el bagazo es el combustible de la caldera, se debe conocer cómo cambia el valor
calorfico de este a medida que cambia la humedad, es decir, cómo es el comportamiento del
bagazo a una humedad típica, que depende del porcentaje de fibra de caña, como también
depende del porcentaje de extracción de los jugos que deberá garantizar los molinos.
Como parámetros de entrada se usarán valores típicos de la caña de azúcar encontrada en la
Olla del río Suarez.
Tabla 3
Se toma un valor de extracción del 60 % que debe ser lo mínimo que debe dar un molino de
producción de bagazo según [2].
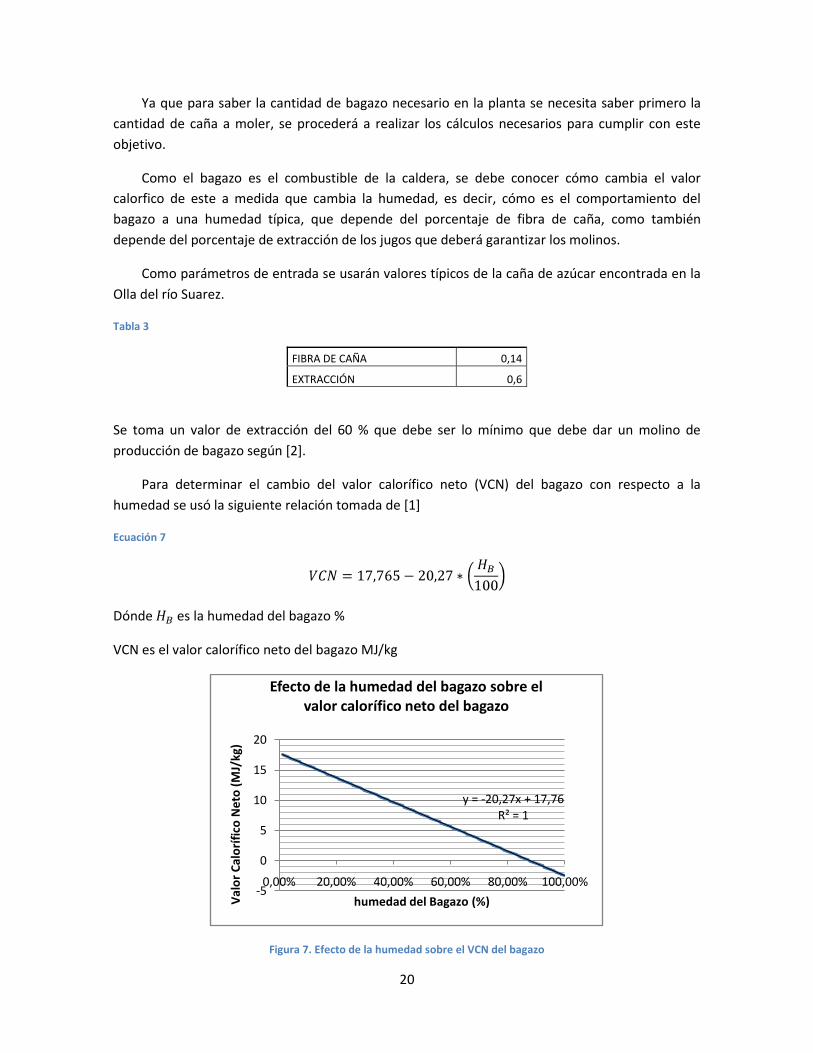
Para determinar el cambio del valor calorífico neto (VCN) del bagazo con respecto a la
humedad se usó la siguiente relación tomada de [1]
Ecuación 7
Dónde es la humedad del bagazo %
VCN es el valor calorífico neto del bagazo MJ/kg
Figura 7. Efecto de la humedad sobre el VCN del bagazo
y = -20,27x + 17,76R² = 1
-5
0
5
10
15
20
0,00% 20,00% 40,00% 60,00% 80,00% 100,00%
Val
or
Cal
orí
fico
Ne
to (
MJ/
kg)
humedad del Bagazo (%)
Efecto de la humedad del bagazo sobre el valor calorífico neto del bagazo
FIBRA DE CAÑA 0,14
EXTRACCIÓN 0,6
21
Una vez hallado el comportamiento del combustible que usará la caldera se debe ahora
hallar la cantidad necesaria de ese combustible, en este caso solo bagazo, ya que el bagazo viene
de la molienda de la caña de azúcar también se encontrará cuanta caña es necesaria para
satisfacer los requerimientos.
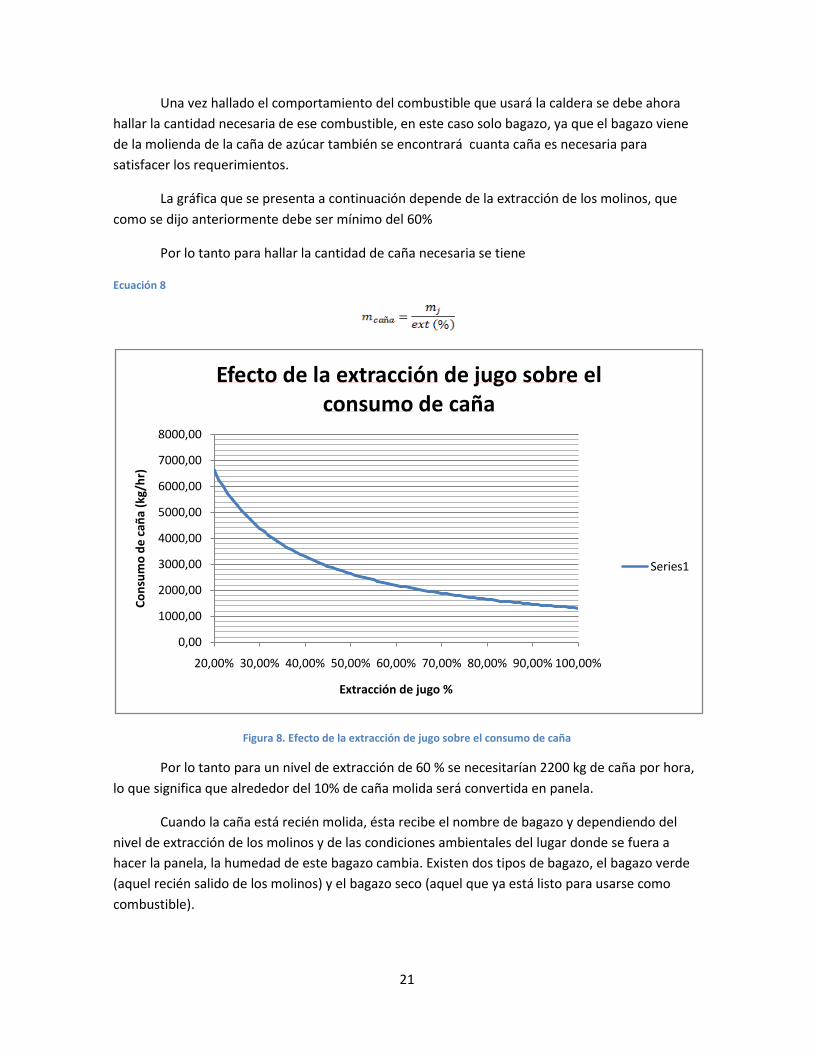
La gráfica que se presenta a continuación depende de la extracción de los molinos, que
como se dijo anteriormente debe ser mínimo del 60%
Por lo tanto para hallar la cantidad de caña necesaria se tiene
Ecuación 8
Figura 8. Efecto de la extracción de jugo sobre el consumo de caña
Por lo tanto para un nivel de extracción de 60 % se necesitarían 2200 kg de caña por hora,
lo que significa que alrededor del 10% de caña molida será convertida en panela.
Cuando la caña está recién molida, ésta recibe el nombre de bagazo y dependiendo del
nivel de extracción de los molinos y de las condiciones ambientales del lugar donde se fuera a
hacer la panela, la humedad de este bagazo cambia. Existen dos tipos de bagazo, el bagazo verde
(aquel recién salido de los molinos) y el bagazo seco (aquel que ya está listo para usarse como
combustible).
0,00
1000,00
2000,00
3000,00
4000,00
5000,00
6000,00
7000,00
8000,00
20,00% 30,00% 40,00% 50,00% 60,00% 70,00% 80,00% 90,00% 100,00%
Co
nsu
mo
de
cañ
a (k
g/h
r)
Extracción de jugo %
Efecto de la extracción de jugo sobre el consumo de caña
Series1

22
La masa de bagazo verde producido en la planta es sencilla de calcular.
Ecuación 9
Para el caso particular la humedad de bagazo verde que se halla en Barbosa, Santander es
de alrededor del 50%, entonces la caldera debe garantizar que cuando los gases son entregados a
900º C la caldera debe tener una eficiencia de mínimo el 60%.
Para hallar la masa de bagazo seco necesaria en la caldera se tiene según [1]
Ecuación 10
Donde
es la humedad del bagazo verde (50%)
es la humedad del bagazo seco (30%)
es la masa de bagazo seco producido por el molino kg/hr
La masa de bagazo seco producido por el molino para un nivel de extracción del 60% es
628 kg/hr, mientras que la masa de bagazo verde es de 879 kg/hr
Por lo tanto la masa de bagazo necesaria dependerá de la eficiencia de la caldera y del
valor calorífico neto del combustible. Como se dijo anteriormente el calor suministrado por la
caldera depende no sólo del calor requerido en los procesos, sino también de la eficiencia de la
misma.
Ecuación 11
Donde
es el calor suministrado por la caldera kW
es el calor requerido para la elaboración de la panela kW
es la eficiencia de la caldera

23
Para la masa de bagazo necesaria se tiene
Ecuación 12
Reemplazando la ecuación 11 en la ecuación 12
La siguiente gráfica muestra la cantidad de bagazo necesaria como combustible para
diferentes valores de eficiencia de la caldera.
Figura 9 Efecto de la eficiencia en la cantidad de bagazo requerido en la planta
0
200
400
600
800
1000
1200
1400
1600
1800
2000
20,00% 40,00% 60,00% 80,00% 100,00% 120,00%
Bag
azo
re
qu
eri
do
kg/
hr
eficiencia caldera %
Efecto de la eficiencia en la cantidad de bagazo requerido en la planta
Bagazo requerido al 50%humedad
Bagazo requerido al 30% humedad

24
Como puede observarse la humedad influye bastante en la cantidad de bagazo necesario
para la planta, ya que se está buscando una eficiencia mínimo de 60 % para una humedad del 50%
se necesitaría alrededor de 620 kg de bagazo por hora, mientras que para una humedad del 30% a
la misma eficiencia esta cantidad se reduce a 400 kg de bagazo por hora.
La caldera seleccionada (anexo 1) garantiza un 80% de eficiencia cuando trabaja con
bagazo húmedo, siempre y cuando se le entreguen los gases de la cámara de combustión a 900°C,
estudios realizados por [1] demuestran que la cámara de combustión realizada por Gordillo y
CIMPA es capaz de entregar los gases a 900 °C, resultando así en un aumento en la eficiencia de la
caldera del orden del 80%, de esta forma para la humedad del 50% y una eficiencia del 80 % la
cantidad de bagazo necesaria para la planta es de 466 kg/hr, en este caso se puede observar que
la caldera es autosuficiente ya que el bagazo producido por el molino al 50 % de humedad es 879
kg/hr, por lo tanto se tendría un margen de 413 kg/hr de bagazo sobrante, lo que asegura una
correcta operación de la planta porque se debe tener en cuenta pérdidas por transporte y otros
factores, que pueden ser sostenidos por el bagazo sobrante.
La caldera Seleccionada se puede ver en Anexo 1
DISEÑO DE LA TUBERÍA DE DISTRIBUCIÓN DE LOS JUGOS Para el diseño de la tubería de distribución de los jugos se tendrán en cuenta la selección
de bombas y la disposición de la tubería en la planta. Se dividirá en tramos donde los tramos
estarán definidos entra cada una de las etapas de elaboración, es decir existirá un tramo entre el
tanque de los jugos y la etapa de clarificación, existirá otro tramo entre la etapa de clarificación y
la etapa de evaporación y existirá otro tramo entre la etapa de evaporación y la etapa de
concentración.
Para tener un concepto general de la disposición de la tubería y su ubicación en la planta
se realizó un plano general de la misma para ubicar de forma detallada cada uno de los procesos.
Ver anexo 2.
TRAMO 1
El tramo 1 se encuentra dispuesto desde el tanque de los jugos recién molidos hasta la
etapa de clarificación, como se pudo observar en la planta este tramo comprende de una serie de
tubos y accesorios, así como de una bomba rotodinámica que se debe seleccionar con cautela
para que no se produzca un gasto energético innecesario.
Para la selección de la tubería y de la bomba se realizaron los cálculos para saber cuánto es
la pérdida por fricción dentro de la tubería mediante la ecuación de bernoulli.
Para el caso particular de la planta de producción de panela, y más aún para el primer
tramo de la misma, la velocidad en los dos puntos de referencia es cero debido a que el recipiente
que contiene el fluido son tanques de 1,2 x 1 m de superficie lo que hace que el fluido en la

25
superficie tenga una velocidad nula. Con respecto a la presión los dos tanques se encuentran a
presión atmosférica, por lo que esta se anula automáticamente, resultando la siguiente ecuación.
Ecuación 13
La cabeza de pérdida por fricción se dividirá en 2 partes una parte de aspiración a la
bomba y la otra parte de impulso desde la bomba
Donde
Ecuación 14
factor de fricción de moody, que depende de la rugosidad de la tubería para este caso la
rugosidad es de 0,002 mm
Longitud del tramo de aspiración entre el tanque de jugos y la bomba
Velocidad en el tramo de aspiración entre el tanque de jugos y la bomba
D diámetro de la tubería de aspiración
G gravedad (9,81 m/seg^2)
De igual manera se define la cabeza de pérdida por fricción para la tubería de impulso
desde la bomba hacía la etapa de clarificación.
La disposición general del tramo 1 es la siguiente

26
Figura 10. Disposición del tramo 1 de la planta
Para el primer tramo se seleccionaron tubos de acero inoxidable, como se dijo anteriormente se
dividió en 2 tramos uno de aspiración y otro de impulso, se obtuvo lo siguiente.
Tabla 4
tramo 1 aspiración
tramo jugos-clarificación IN SI
DIAMETRO tubo AISI 304-204°C 1,5 0,0381
ÁREA 1,767146 0,001140092
μ (N*s/m^2) 2,43E-03
DENSIDAD jug (Kg/m^3) 1076
m punto (kg/seg) 4,4
velocidad (m/seg) 3,586745585
caudal (m^3/)hr 14,72118959
caudal (m^3/seg) 0,004089219
Longitud 1 tramo aspiracion (m) 1
Reynolds tramo 1 1588205,04
k/d 5,24934E-05
f moody 0,013
tramo 1 impulso
tramo jugos-clarificación IN SI
DIAMETRO tubo AISI 304-204°C 1,25 0,03175
ÁREA 1,227185 0,00079173
μ (N*s/m^2) 2,43E-03
DENSIDAD jug (Kg/m^3) 1076
m punto (kg/seg) 4,4
velocidad (m/seg) 5,164913643
caudal (m^3/)hr 14,72118959
caudal (m^3/seg) 0,004089219
2
2
3 m
1
2
27
Longitud 1 tramo impulso (m) 3
Longitud 2 tramo impulso (m) 1
Reynolds tramo 1 6861045,78
k/d 6,29921E-05
f moody 0,011
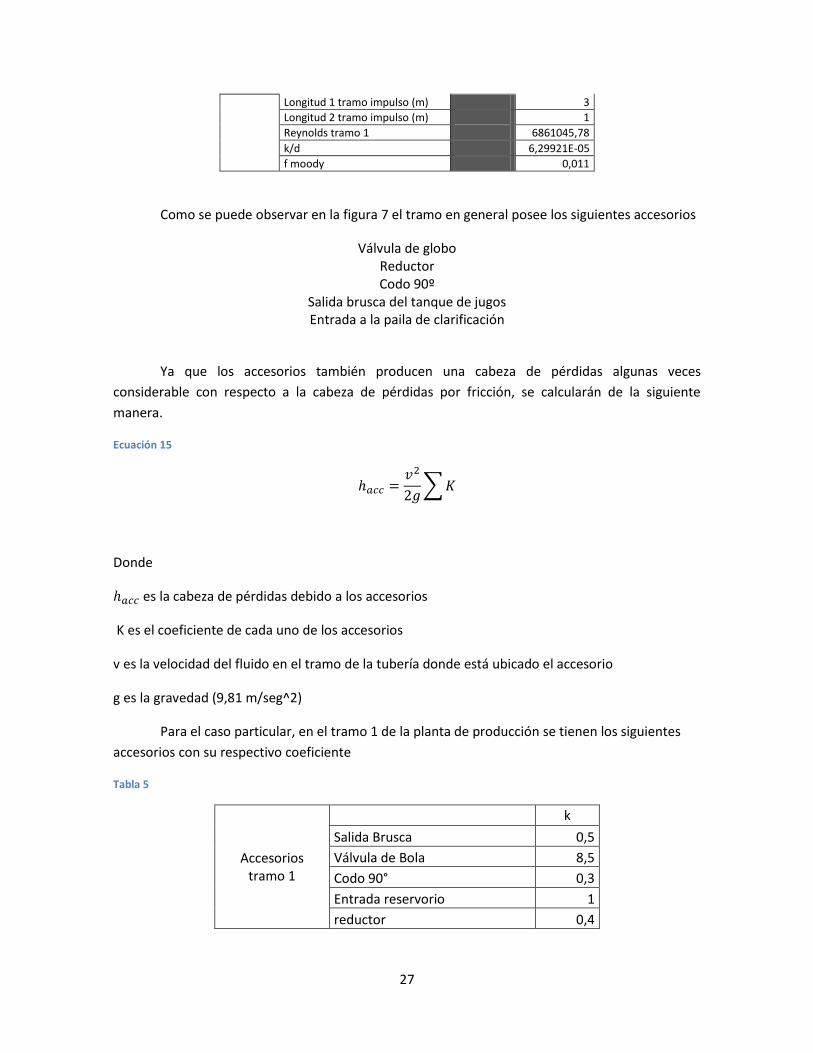
Como se puede observar en la figura 7 el tramo en general posee los siguientes accesorios
Válvula de globo Reductor Codo 90º
Salida brusca del tanque de jugos Entrada a la paila de clarificación
Ya que los accesorios también producen una cabeza de pérdidas algunas veces
considerable con respecto a la cabeza de pérdidas por fricción, se calcularán de la siguiente
manera.
Ecuación 15
Donde
es la cabeza de pérdidas debido a los accesorios
K es el coeficiente de cada uno de los accesorios
v es la velocidad del fluido en el tramo de la tubería donde está ubicado el accesorio
g es la gravedad (9,81 m/seg^2)
Para el caso particular, en el tramo 1 de la planta de producción se tienen los siguientes
accesorios con su respectivo coeficiente
Tabla 5
Accesorios tramo 1
k
Salida Brusca 0,5
Válvula de Bola 8,5
Codo 90° 0,3
Entrada reservorio 1
reductor 0,4

28
Una vez seleccionada la longitud, el diámetro y los accesorios que se encuentran en este
primer tramo, se procede a seleccionar la bomba que llevará los jugos al reservorio de clarificación
a 3 metros de altura, para realizar esto se debe caracterizar el sistema, relacionando la cabeza de
pérdidas con el caudal de operación, lo anterior se realiza con la ecuación de Bernoulli descrita en
la ecuación 13.
Posterior a esto se debe seleccionar una bomba rotodinámica que se ajuste de forma
correcta a la curva del sistema, esto quiere decir que al seleccionar la bomba ésta debe estar
operando en su nivel máximo de eficiencia, ya que al operar en este nivel, el gasto energético será
el suficiente y no se pagará de más por una incorrecta selección de bomba que incrementará el
consumo eléctrico en la planta.
La curva del sistema se presenta a continuación
Figura 11. Curva Característica del sistema para el tramo 1
Para seleccionar la bomba adecuada como primera medida se debe buscar la curva de una
bomba y posteriormente compararla con la curva del sistema, tal como se realiza en la figura 9.
29
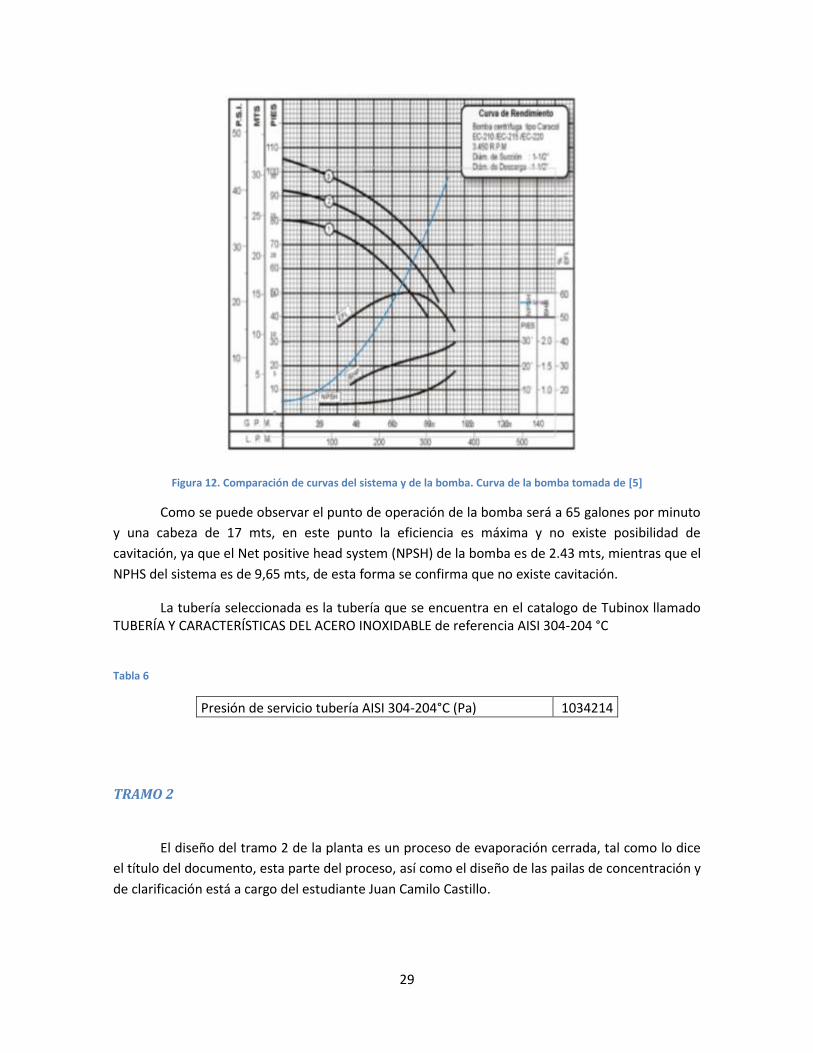
Figura 12. Comparación de curvas del sistema y de la bomba. Curva de la bomba tomada de [5]
Como se puede observar el punto de operación de la bomba será a 65 galones por minuto
y una cabeza de 17 mts, en este punto la eficiencia es máxima y no existe posibilidad de
cavitación, ya que el Net positive head system (NPSH) de la bomba es de 2.43 mts, mientras que el
NPHS del sistema es de 9,65 mts, de esta forma se confirma que no existe cavitación.
La tubería seleccionada es la tubería que se encuentra en el catalogo de Tubinox llamado TUBERÍA Y CARACTERÍSTICAS DEL ACERO INOXIDABLE de referencia AISI 304-204 °C
Tabla 6
Presión de servicio tubería AISI 304-204°C (Pa) 1034214
TRAMO 2
El diseño del tramo 2 de la planta es un proceso de evaporación cerrada, tal como lo dice
el título del documento, esta parte del proceso, así como el diseño de las pailas de concentración y
de clarificación está a cargo del estudiante Juan Camilo Castillo.
30
TRAMO 3
El tramo 3 de la planta presenta características especiales, debido a que los jugos unas vez
que pasan la etapa de evaporación se convierten en melaza, lo que cambia el comportamiento del
flujo. Debido a su comportamiento viscoso [2] y a su alta temperatura (112 °C), la
melaza no fluirá de forma normal solo por el efecto de la gravedad, por este motivo debe
seleccionarse una bomba para que lleve el fluido de la etapa de evaporación a la etapa de
concentración. Sin embargo esta bomba debe ser especial, no puede ser rotodinámica debido a la
alta viscosidad del fluido, por lo tanto se seleccionará una bomba de desplazamiento positivo de
engranajes, para que transporten esta melaza de una etapa a otra.
Como primer paso se seleccionó la tubería por la que estará compuesto este tramo, una
vez seleccionada la tubería se debe caracterizar la cabeza de pérdidas por fricción y por accesorios
para generar la curva característica del sistema.
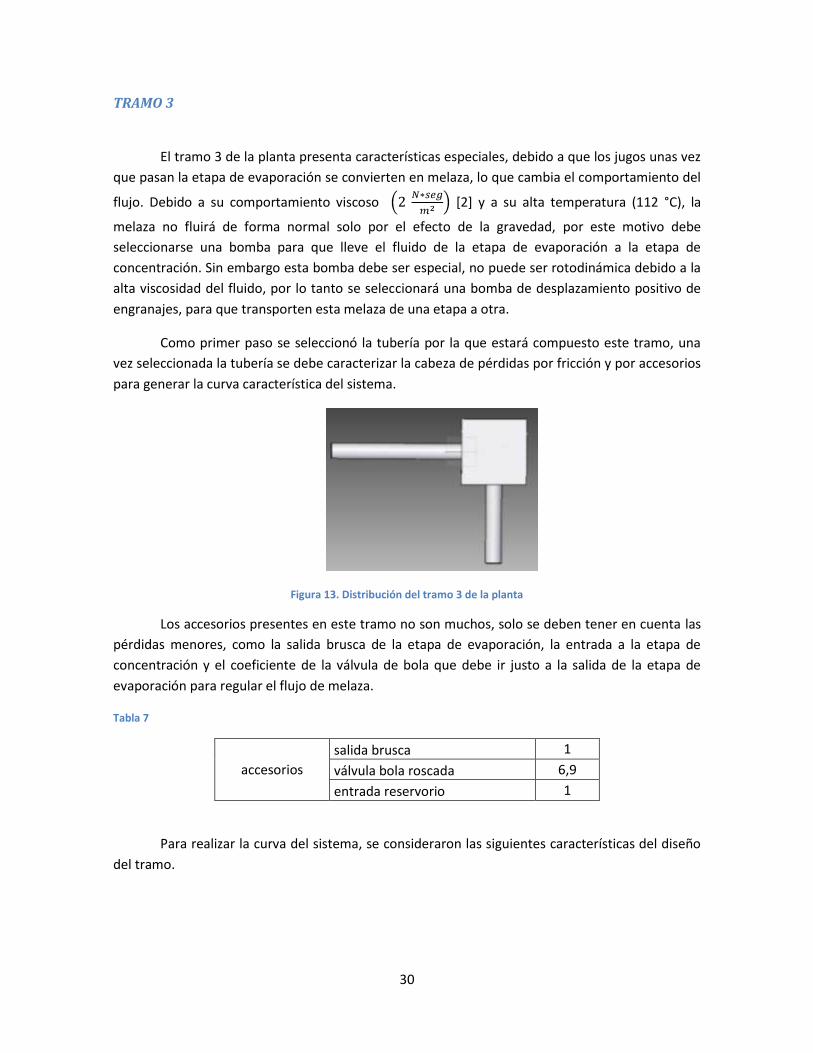
Figura 13. Distribución del tramo 3 de la planta
Los accesorios presentes en este tramo no son muchos, solo se deben tener en cuenta las
pérdidas menores, como la salida brusca de la etapa de evaporación, la entrada a la etapa de
concentración y el coeficiente de la válvula de bola que debe ir justo a la salida de la etapa de
evaporación para regular el flujo de melaza.
Tabla 7
accesorios
salida brusca 1
válvula bola roscada 6,9
entrada reservorio 1
Para realizar la curva del sistema, se consideraron las siguientes características del diseño
del tramo.

31
Tabla 8
tramo IN SI
DIAMETRO tubo NIC 505-001 2 0,0508
ÁREA 3,141593 0,00202683
μ (N*s/m^2) 2,00E+00
DENSIDAD jug (Kg/m^3) 1500
m punto (kg/seg) 7
velocidad (m/seg) 2,302446115
caudal (m^3/)hr 16,8
caudal (m^3/seg) 0,004666667
Longitud 1 tramo aspiracion (m) 1
Reynolds tramo 1 1726,83
k/d 3,93701E-05
f moody 0,037062033
Ha 0,197126708
tramo 3
aspira
tramo IN SI
DIAMETRO 2 0,0508
ÁREA 3,141593 0,00202683
μ (N*s/m^2) 2,00E+00
DENSIDAD jug (Kg/m^3) 1500
m punto (kg/seg) 7
velocidad (m/seg) 2,302446115
caudal (m^3/)hr 16,8
caudal (m^3/seg) 0,004666667
Longitud 1 tramo impulso (m) 1
Reynolds tramo 1 1726,83
k/d 3,93701E-05
f moody 0,037062033
Hi 0,197126708
tramo 3
impuls
32
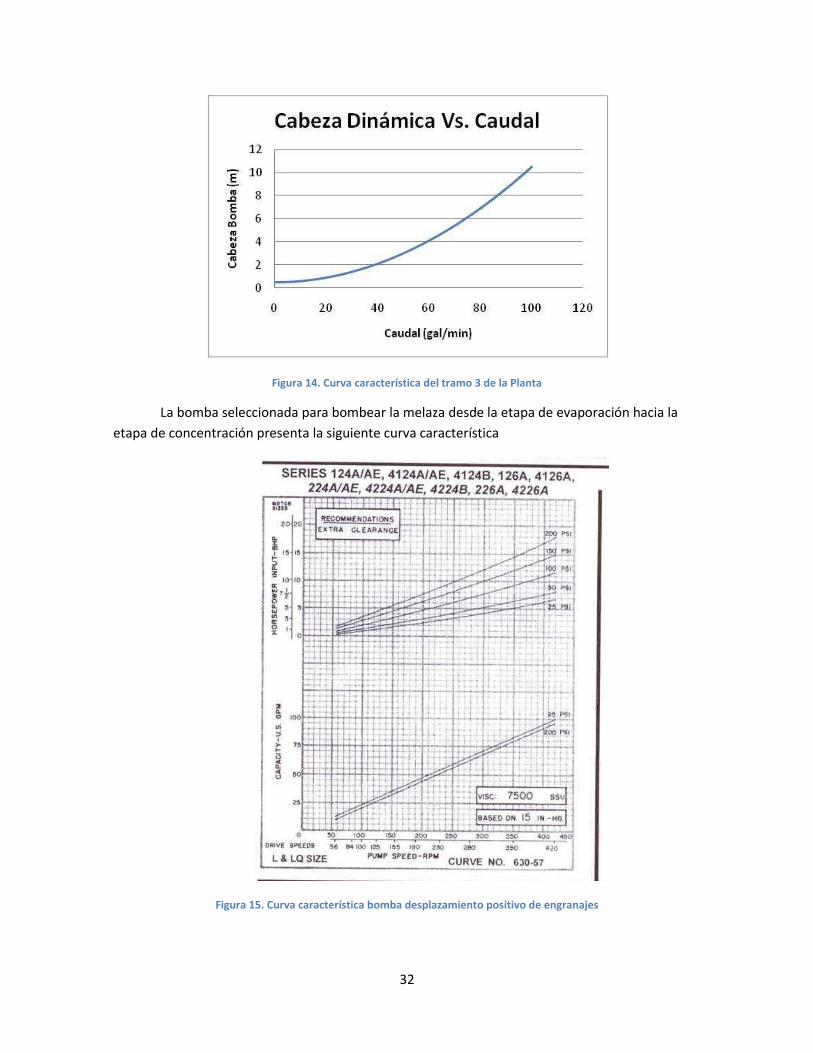
Figura 14. Curva característica del tramo 3 de la Planta
La bomba seleccionada para bombear la melaza desde la etapa de evaporación hacia la
etapa de concentración presenta la siguiente curva característica
Figura 15. Curva característica bomba desplazamiento positivo de engranajes

33
La curva anterior se usará para bombear melaza de panela, a una temperatura de 115 C,
con un caudal de 80 GPM, la longitud de aspiración es de 1m así como la longitud de la tubería de
descarga es de 1 m, debido a que la viscosidad es de 2 Pa*seg, la bomba seleccionada será una
bomba de engranajes VIKING Modelo L-124A, con una velocidad de giro de 350 RPM, y una
potencia requerida de 10 HP.
DISTRIBUCIÓN DEL VAPOR PRODUCIDO POR LA CALDERA HACIA
CADA UNO DE LOS PROCESOS DE PRODUCCIÓN
La caldera seleccionada produce vapor a una rata de 0,43 kg/seg, éste vapor producido es
el que transferirá la energía necesaria para completar cada una de las fases de producción, sin
embargo por la disposición de la planta (Anexo 2) la caldera debe estar conectada a las etapas de
clarificación, evaporación y concentración, mediante una tubería por la que fluya el vapor para
completar exitosamente cada uno de los procesos.
Se seleccionaron tubos AISI 304-204 de la empresa TUBINOX con una rugosidad de 0,002
mm, se calcularon las pérdidas por fricción en la tubería, así como las pérdidas menores debido a
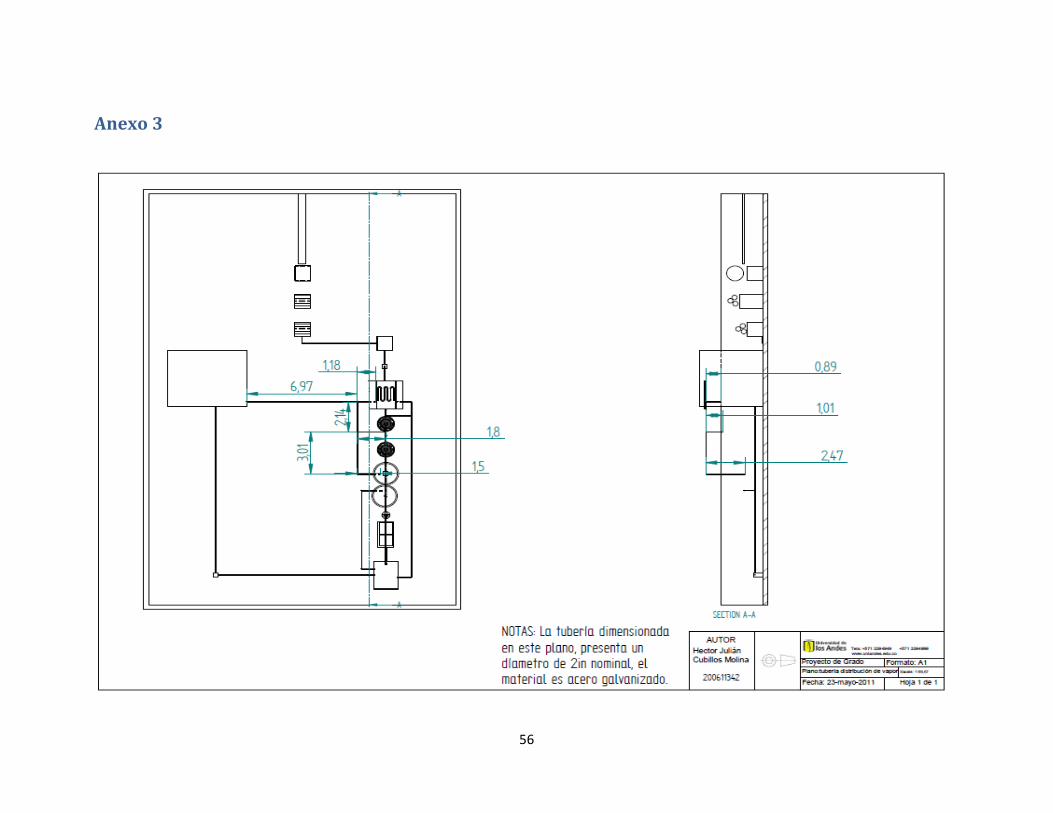
los accesorios presentes en la misma. El diseño de la tubería de alimentación del vapor y su
distribución en la planta se pueden observar en el Anexo3.
A continuación se presentan las pérdidas por fricción en la tubería, su caída de presión
dentro de la misma para compararla con la presión de servicio máxima de la tubería seleccionada.
Debe resaltarse que esta tubería de servicio es una tubería de alta presión esto debido a que la
presión con la que sale el vapor de la caldera es de 792897 Pa y esta presión solo es liberada hasta
que alguna de las válvulas que permiten el paso de vapor hacia las etapas se abra para que la
presión caiga hasta la presión atmosférica, de lo contrario la tubería debe soportar la presión de
operación de la caldera. Para calcular las pérdidas menores y las pérdidas por fricción se usarán las
ecuaciones 15 y 14 respectivamente.
El diámetro seleccionado para la tubería es de 2 in nominal, la rata de vapor de la caldera
es de 0,43 kg/seg, el caudal de operación es el mismo a lo largo de toda la tubería de alimentación
y tiene un valor de , la longitud de la tubería está definida tal como se observa
en el anexo 3.
Los accesorios necesarios para la distribución del vapor de la caldera son los siguientes
Tabla 9
ACCESORIOS K
ramificación 1,8
Válvula Bola 8,2
codo 90 0,72
34
Para las anteriores características de la tubería se calculó una cabeza de pérdidas del
orden de
Usando la ecuación 16 podemos calcular el cambio de presión que ocurrirá a lo
largo de la tubería.
Ecuación 16
Como se puede observar la presión de operación es mucho menor que la presión de
servicio máxima en la tubería según la tabla 6. Incluso la presión de la caldera es menor a la
presión máxima de servicio de la tubería seleccionada.
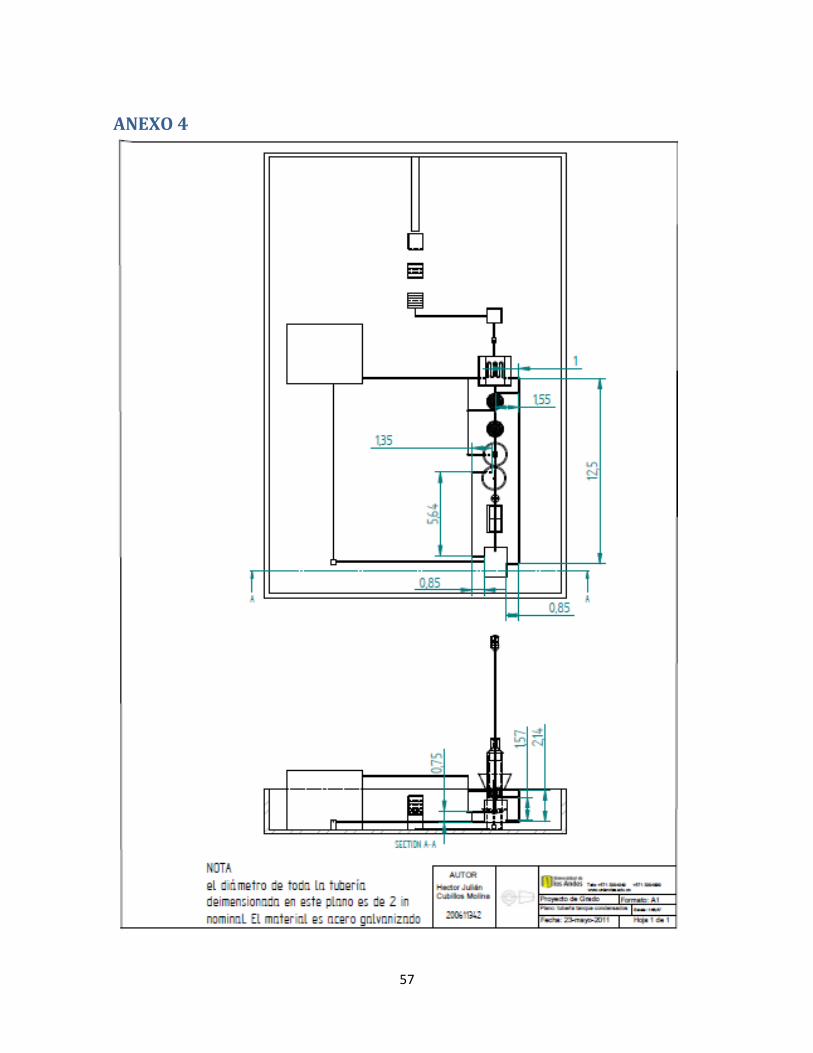
ALIMENTACIÓN DESDE LAS ETAPAS DE PRODUCCIÓN HACIA EL
TANQUE DE CONDENSADOS Una vez entregado el vapor a cada una de las etapas de producción de la panela, este
pierde energía por la transferencia de calor hacia cada uno de los procesos, al perder energía, va a
ir perdiendo temperatura y su esperado comportamiento será la condensación, por este motivo se
dispondrá de un tanque de almacenamiento para que el agua condensada llegue allí, y que pueda
ser nuevamente alimentada a la caldera, para generar ahorro en el consumo de agua de la planta
de producción.
Nuevamente se dividirá por tramos, que corresponderán a: tramo clarificación-tanque de
condensados, tramo evaporación-tanque de condensados y tramo concentración- tanque de
condensados. La distribución en la planta de esta parte del proceso se puede observar en el Anexo
4.
Las ecuaciones que rigen el comportamiento de esta etapa serán las ecuaciones 14 y 15,
las características del fluido y la tubería son las siguientes:

35
Tabla 10
Como puede observarse las pérdidas debido a la fricción y a los accesorios encontrados en
esta etapa de diseño son mínimas comparadas con la longitud de la tubería, por lo que no se debe
tener preocupación alguna por este motivo, así como no se debe tener en cuenta cambios de
presión considerables, ya que la presión manejada será la atmosférica y los cambios de presión
dentro de la tubería no son significativos, para hacerle una corrección al diseño.
ALIMENTACIÓN DESDE EL TANQUE DE CONDENSADOS HACIA LA
CALDERA, SELECCIÓN DE BOMBA ROTODINÁMICA Como se dijo anteriormente el agua concentrada en el tanque de condensados debe ser
bombeada hacia la caldera para que esta pueda ser reutilizada. Sin embargo en cuanto a las
ecuaciones que dominan este fenómeno se debe tener en cuenta a su vez que la ecuación de
Bernoulli descrita al principio del documento cambia su forma, ya que no todos los elementos de
la ecuación se pueden cancelar, esto se debe a que la presión en los dos reservorios de referencia
(tanque de condensados y caldera) no es la misma, en el primero la presión corresponde a la
presión atmosférica 101325 Pa y en el segundo corresponde a la presión de operación de la
caldera que es de 792897 Pa. Por lo tanto la cabeza de la bomba debe cumplir la siguiente
relación.
Ecuación 17
Donde
acero inoxidable mm m
k 0,002 0,000002
tramo IN SI
DIAMETRO tubo AISI 304-204°C 2 0,0508
ÁREA 3,141592654 0,00202683
μ (N*s/m^2) 2,43E-03
DENSIDAD agua (Kg/m^3) 1000
m punto (kg/seg) 0,43
velocidad (m/seg) 0,212153963
caudal (m^3/)hr 1,548
caudal (m^3/seg) 0,00043
Htotal friccion 0,025803763
Htotal acc (m) 0,014865458
H TOTAL (m) 0,040669222

36
En el Anexo 5 se puede observar la disposición de la tubería y la bomba de alimentación
del tanque de condensados hacia la caldera.
Tabla 11
k
salida brusca 1
válvula bola roscada 6,9
entrada reservorio 1
codo 90 0,3
tramo jugos-clarificación IN SI
DIAMETRO tubo AISI 304-204°C 2 0,0508
ÁREA 3,141593 0,00202683
μ (N*s/m^2) @ 85 C 3,34E-04
DENSIDAD (Kg/m^3) @ 85 968,39
m punto (kg/seg) 4,4
velocidad (m/seg) 2,24173914
caudal (m^3/)hr 16,35704623
caudal (m^3/seg) 0,004543624
Longitud 1 tramo aspiracion (m) 10
Reynolds tramo 1 64996340,29
k/d 3,93701E-05
f moody 0,01019
Ha 0,513785233
tramo jugos-clarificación IN SI
DIAMETRO 2 0,0508
ÁREA 3,141593 0,00202683
μ (N*s/m^2) 3,34E-04
DENSIDAD jug (Kg/m^3) 968,39
m punto (kg/seg) 4,4
velocidad (m/seg) 2,24173914
caudal (m^3/)hr 16,35704623
caudal (m^3/seg) 0,004543624
Longitud 1 tramo impulso (m) 12
Reynolds tramo 1 77995608,34
k/d 3,93701E-05
f moody 0,006204117
Hi 0,375377881
tramo 3
aspira
tramo 3
impuls
accesorios

37
Figura 16. Curva del sistema de alimentación entre el tanque de condensados y la caldera
Para seleccionar la bomba se buscó una bomba donde su eficiencia estuviera en el punto
máximo en el corte del punto de operación.
k
salida brusca 1
válvula bola roscada 6,9
entrada reservorio 1
codo 90 0,3
tramo jugos-clarificación IN SI
DIAMETRO tubo AISI 304-204°C 2 0,0508
ÁREA 3,141593 0,00202683
μ (N*s/m^2) @ 85 C 3,34E-04
DENSIDAD (Kg/m^3) @ 85 968,39
m punto (kg/seg) 4,4
velocidad (m/seg) 2,24173914
caudal (m^3/)hr 16,35704623
caudal (m^3/seg) 0,004543624
Longitud 1 tramo aspiracion (m) 10
Reynolds tramo 1 64996340,29
k/d 3,93701E-05
f moody 0,01019
Ha 0,513785233
tramo jugos-clarificación IN SI
DIAMETRO 2 0,0508
ÁREA 3,141593 0,00202683
μ (N*s/m^2) 3,34E-04
DENSIDAD jug (Kg/m^3) 968,39
m punto (kg/seg) 4,4
velocidad (m/seg) 2,24173914
caudal (m^3/)hr 16,35704623
caudal (m^3/seg) 0,004543624
Longitud 1 tramo impulso (m) 12
Reynolds tramo 1 77995608,34
k/d 3,93701E-05
f moody 0,006204117
Hi 0,375377881
tramo 3
aspira
tramo 3
impuls
accesorios

38
Figura 17. Curva de rendimiento del sistema intersecada, con la curva de rendimiento de la bomba
Como se puede observar la bomba operará en su eficiencia máxima a un caudal de 35
GPM y 75 mts, este es el punto de operación donde la bomba debe trabajar.
En este punto de operación es posible que exista cavitación en el sistema, esto se puede
comprobar con el NPSH de la bomba y el NPSH del sistema, si el NPSH del sistema es menor al
NPSH de la bomba, entonces el sistema cavitará, produciendo ruido y daños permanentes. [6]
Ecuación 18
Donde

39
AISLAMIENTO DE LA TUBERÍA DE ALIMENTACIÓN DESDE LA
CALDERA HACIA CADA UNO DE LOS PROCESOS DE PRODUCCIÓN. Como se mencionó anteriormente la tubería que va desde la caldera hacia cada uno de los
procesos transporta vapor en su interior a una temperatura de 180°C, para aprovechar toda la
energía que puede brindar el vapor no se puede permitir que el vapor se condense mientras éste
va viajando por la tubería, por este motivo se debe aislar la tubería para que no se pierda calor
antes de llegar a los procesos.
La tubería aislada tendrá la siguiente disposición
Figura 18. Aislamiento tubería de alimentación
Como se sabe la disposición anteriormente mostrada se puede resolver mediante una
equivalencia hacia un circuito térmico.
40
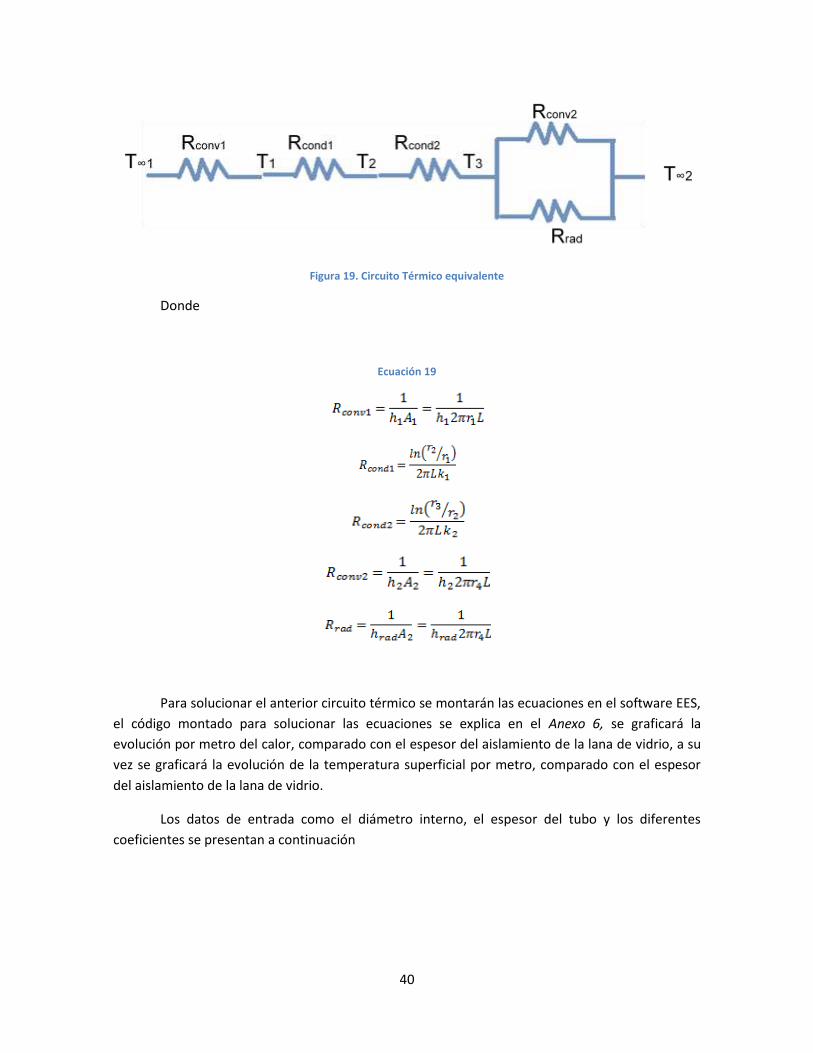
Figura 19. Circuito Térmico equivalente
Donde
Ecuación 19
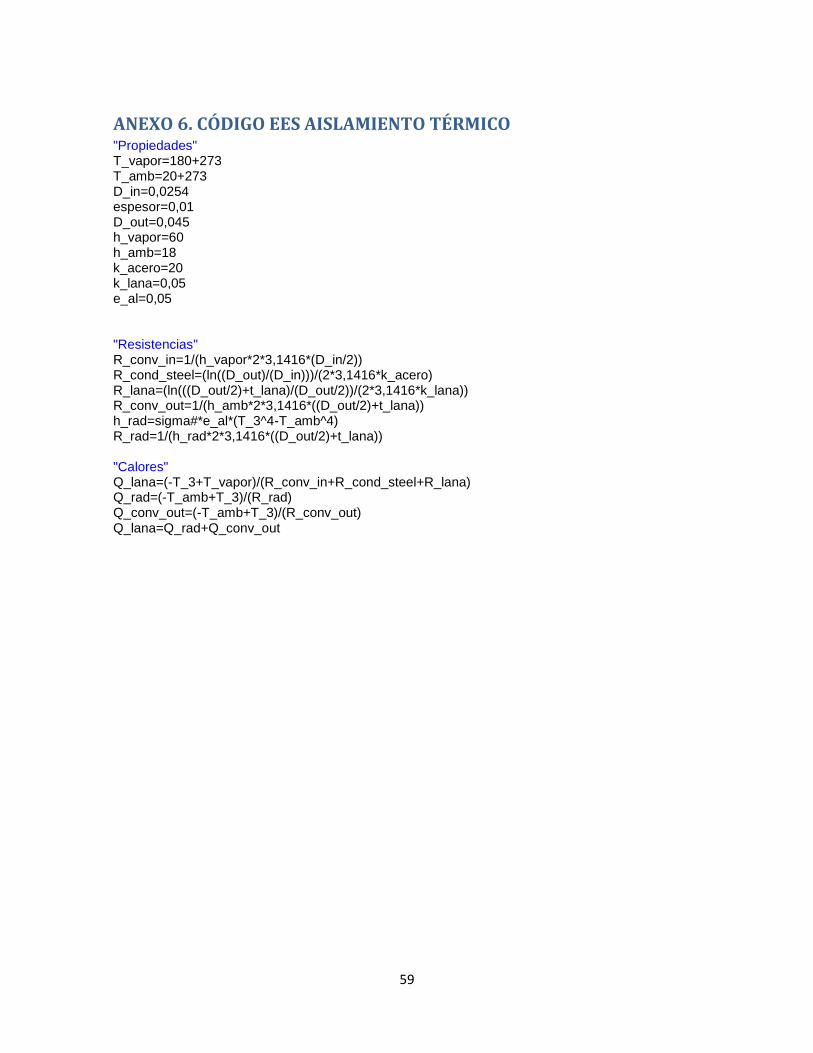
Para solucionar el anterior circuito térmico se montarán las ecuaciones en el software EES,
el código montado para solucionar las ecuaciones se explica en el Anexo 6, se graficará la
evolución por metro del calor, comparado con el espesor del aislamiento de la lana de vidrio, a su
vez se graficará la evolución de la temperatura superficial por metro, comparado con el espesor
del aislamiento de la lana de vidrio.
Los datos de entrada como el diámetro interno, el espesor del tubo y los diferentes
coeficientes se presentan a continuación

41
Tabla 12
Figura 20. Evolución de cada uno de los calores Vs. Espesor de la lana de vidrio como aislante.
Como se puede observar la lana de vidrio actúa como un aislante térmico efectivo, ya que
el calor por conducción se reduce considerablemente a medida que aumenta el espesor de la lana
de vidrio, a su vez que el calor por radiación disminuye a medida que aumenta el espesor de la
lana de vidrio.
Temperatura vapor (C°) 180,00
Temperatura ambiente (C°) 20,00
Diámetro Interno (m) 0,05
espesor tubo (m) 0,01
Diámetro externo (m) 0,07
diámetro lana vidrio 0,08
h vapor (W/m^2) 60,00
h ambiente (W/m^2) 18,00
k acero (W/mC°) 20,00
k lana vidrio(W/mC°) 0,05
radio crítico lana (m) 0,003

42
Figura 21. Evolución de la temperatura superficial de la tubería Vs. Espesor de la lana de vidrio
Como se puede observar la temperatura superficial cae casi hasta la temperatura
ambiente, lo que significa que el aislamiento funciona de forma correcta y la transferencia de calor
se planteo de forma adecuada.
SELECCIÓN DEL MOLINO DE CAÑA DE AZUCAR Para la selección del molino de caña de azúcar lo más importante a tener en cuenta es la
capacidad de molienda, ésta depende de la dimensión de las mazas, las cuales determinan el
tamaño del molino y la potencia del motor. [7]
Los factores a considerar para determinar la capacidad del molino son:
1. Superficie de la finca cultivada
2. Rendimiento Agronómico de la región, toneladas de caña por hectárea
3. Periodo vegetativo, meses que demora la caña en llegar a la madurez
4. Frecuencia de molienda, número de moliendas que se van a realizar en un año
5. Duración semanal de la molienda, número de días de la semana trabajados en la
molienda.
6. Duración diaria de la molienda, número de horas que se laboran en el día
43
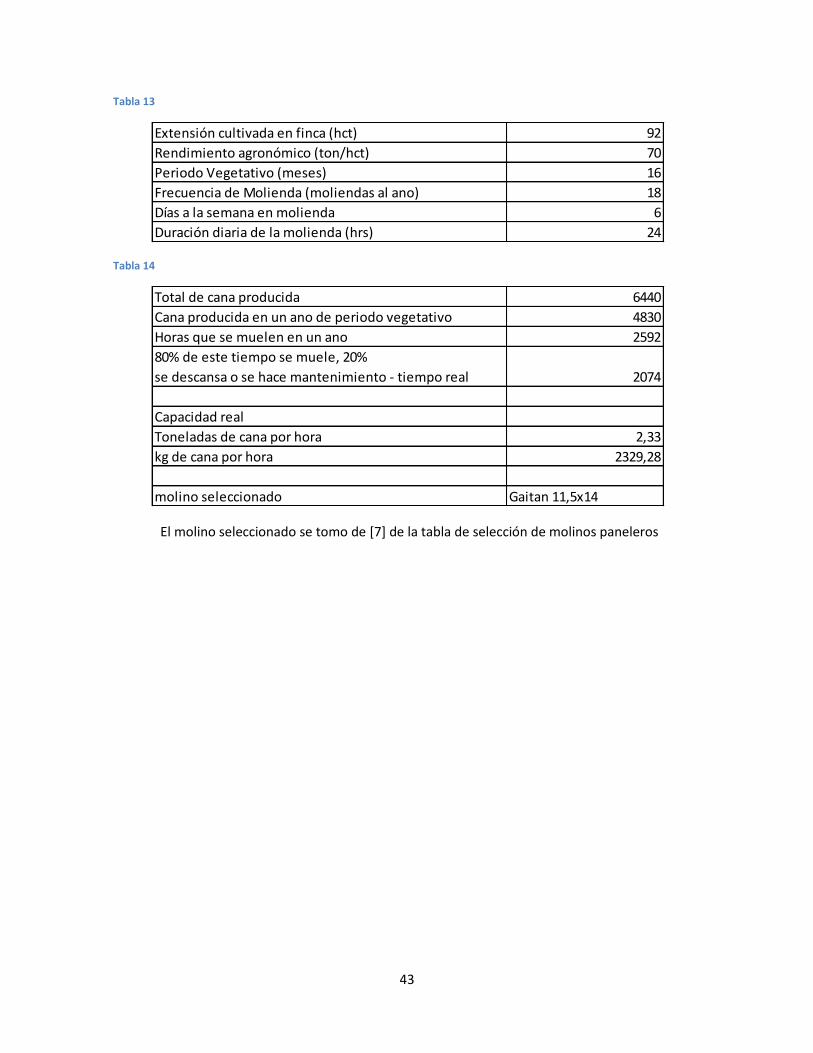
Tabla 13
Tabla 14
El molino seleccionado se tomo de [7] de la tabla de selección de molinos paneleros
Extensión cultivada en finca (hct) 92
Rendimiento agronómico (ton/hct) 70
Periodo Vegetativo (meses) 16
Frecuencia de Molienda (moliendas al ano) 18
Días a la semana en molienda 6
Duración diaria de la molienda (hrs) 24
Total de cana producida 6440
Cana producida en un ano de periodo vegetativo 4830
Horas que se muelen en un ano 2592
80% de este tiempo se muele, 20%
se descansa o se hace mantenimiento - tiempo real 2074
Capacidad real
Toneladas de cana por hora 2,33
kg de cana por hora 2329,28
molino seleccionado Gaitan 11,5x14

44
Tabla 15.
El molino seleccionado consiste en 3 mazas dispuestas como sigue
Figura 22. Disposición de las mazas de los molinos
45
La marca Gaitan es la que proporciona el molino adecuado el modelo es el 11,5x14, el
tamaño de las mazas es de 290 mm de diámetro por 360 mm de largo, girando para obtener una
extracción del 60% de 7 a 9 rpm, la abertura de entrada de las mazas es de 15 mm y la abertura
de salida debe ser de 1 mm, la potencia necesaria del motor debe ser de 15 kW.
Las condiciones de operación del molino no solo dependen de las características del
cultivo de caña. Las condiciones de operación deben ajustarse para que la extracción en peso sea
cercana al 60% y una potencia requerida lo más baja posible, alrededor de 6kW por tonelada de
caña molida.
Según [4] la velocidad con la que la caña pasa por entre las mazas del molino debe ser
entre 6 y 8 m/min, a esta velocidad se obtienen buenos niveles de extracción, sin sacrificar la
capacidad de molienda y sin aumentar el consumo de potencia.
PORCENTAJE DE EXTRACCIÓN REAL DEL MOLINO
Para definir el porcentaje de extracción que brindará el molino se posee la siguiente
ecuación. [4]
Ecuación 20
Donde
Como se puede observar la extracción en peso será la adecuada para una velocidad
periférica de 7 m/min.
POTENCIA DE OPERACIÓN REAL
La potencia de operación real del molino panelero se define mediante la siguiente
ecuación, según [4]
Ecuación 21
46
Donde
Como se observa la potencia calculada es un poco mayor que la potencia brindada por el
proveedor en la figura 20, ya que en este cálculo se tiene en cuenta la fibra de la caña.
De esta forma se definen los parámetros de operación del molino seleccionado,
cumpliendo con los requisitos de capacidad, y operación.
CONCLUSIONES
• La implementación de una planta de producción de panela mediante evaporación cerrada
y calentamiento indirecto es viable, aunque los costos de implementación aumentan, los
costos energéticos disminuyen debido a la correcta selección de las bombas y al aumento
de eficiencia en cuanto a la producción.
• Para los pequeños productores de panela la implementación de soluciones tecnológicas
conducen a un aumento en la producción, debido a que se analizan detalladamente todos
los factores involucrados en el diseño de la planta.
• Las bombas pueden presentar un gasto energético muy alto sino se seleccionan para
operar a la máxima eficiencia, ya que no se estaría trabajando en el punto óptimo de
operación.
• La temperatura de combustión de la caldera debe ser de al menos 900 °C para que la
cámara de combustión de la caldera no actúe como secador y no se reduzca la eficiencia
de la caldera.
• La planta para las condiciones de operación dadas es autosuficiente, ya que el bagazo
producido por el molino con un 50 % de humedad es del orden de 879 kg/hr, y la caldera
asegura un 80 % de eficiencia con un 50 % de humedad en el bagazo, requiriendo así para
47
su óptimo desempeño un orden de 466 kg/hr de bagazo. De esta forma se tiene que la
cantidad de bagazo que sobra en la planta es de 413 kg/hr, lo que brinda un margen
cómodo de operación.
• Se debe tener en cuenta el tiempo de descanso de los operarios, así como el tiempo en
que las máquinas están en mantenimiento, para programar la producción real y no solo
limitarse a los cálculos teóricos.
• Los datos mostrados de extracción y potencia reales en el molino se ajustan a métodos
estadísticos desarrollados por [1] lo que hace que los cálculos sean mucho más ajustados a
la realidad, esto, para realizar una correcta molienda.

48
REFERENCIAS
BIBLIOGRAFÍA CONSULTADA
[1. Gordillo A., Gerardo y Garcia, Hugo R. Manual Para el Diseño y Operación de Hornillas
Paneleras. Barbosa, Colombia : ICA-Holanda, 1992.
2. Hugot, Emile. Manual Para ingenieros azucareros. México : Compañía Editorial Continental,
1963.
3. White, Frank M. Fluid Mechanics. Rhode Island : Mc. GrawHill, 2008.
4. CIMPA. Manual para la selección, montaje y operación de los equipos de molienda para la
producción de panela. Barbosa, Santander : CIMPA, 1991.
5. Barnes. issuu.com. Catalogo Barnes 2010. [En línea] Barnes de Colombia S.A, 21 de Abril de
2010. [Citado el: 13 de Febrero de 2011.]
http://issuu.com/edarvico/docs/catalogo_de_barnes_para_edarvico_2010.
6. Burton, John D y Loboguerrero, Jaime. Bombas rotodinámicas y de desplazamiento positivo.
Bogotá : Universidad de los Andes, 1999.
7. Capacitación en obtención de nuevos productos derivados de la caña y el manejo adecuado de la
agroindustria panelera. TEMPORAL, FUNACH-ASCAPAM UNIÓN. Mocoa : Ministerio de
Agricultura y Desarrollo Rural, 2002, Vol. I.
8. On the optimization of boiler efficiency using bagasse as fuel. Barroso, Jorge, y otros. Cuba :
Fuel First, 2003, Science Direct, Vol. 82. 1451-1463.
9. Calderón Garces, Carlos Andrés. Diseño de un modelo para alimentación mecánica de bagazo a
la cámara de las hornillas paneleras, Tesis Ing. Mecánico. Bogotá : Uniandes, 2002.
10. Payne, William y Thompson, Richard. Efficient Boiler Operations Sourcebook. Mission Viejo :
Prentice Hall, 1996.
11. Chattopadhyay, P. Boiler Operation Engineering Questions and Answers. West Bengal :
McGraw Hill, 2001.
12. Rueda, Julio Cesar. Diseño sistema de alimentación del bagazo de caña de azúcar en la cámara
de combustión . Bogotá : Uniandes, 1998.
13. Vega Cardenas, Luis Alejandro. Rediseño de un sistema de alimentación de bagazo de caña de
azucar en cámaras de combustión de trapiches paneleros. Bogotá : Uniandes, 1999.

49
14. Berk, Abraham Albert. Questions and answers on boiler-feedwater conditioning . Washington :
United States Department of the Interior, 1962.
15. Torres Charry, Giovanni. Determinación del consumo de potencia en molinos típicos paneleros
con base a parámetros de operación, Tesis de Ing. Mecánico. Bogotá : Uniandes, 2001.
16. Puello Espinosa, Deiber Fernando. Efectos de una picadora en la extracción del jugo de la caña
y en el consumo de potencia del molino . Bogotá : Uniandes, 200.
17. Valencia Sánchez, Ronald. Diseño de un transportador para la alimentación de caña en los
molinos paneleros . Bogotá : Uniandes, 1999.
18. Camacho Ariza, Edgar Abdul. Diseño de una cámara de combustión que permita quemar
bagazo húmedo en hornillas paneleras con capacidad de producción de 150 KG/H de panela .
Bogotá : Uniandes, 1998.
50
ANEXO 1. Cotización caldera seleccionada de 100 bhp de CALDERAS
CONTINENTAL
Bogotá, Mayo 3 de 2011
Señores: Ing. Gerardo Gordillo Ing. Hector Julián Cubillos Universidad de los Andes
[email protected] [email protected] Teléfono 3132936339 Bogotá, Colombia
Cordial saludo,
Anexo la cotización de los equipos solicitados así:
- Cuerpo pirotubular aislado y montado sobre bases para conexión con cámara seca diseñada por el ingeniero Gerardo Gordillo para operación con bagazo.
- - Sistema de control completo de la caldera (tablero, conexiones, ventiladores, etc.)
Se considera alimentación manual del equipo.
- Chimenea, sistema de alimentación de agua y ciclón.
Quedamos atentos a sus comentarios,
Cordialmente, Diana Barbosa Gerente general

51
Bogotá, Mayo 3 de 2011
COTIZACION 163
Señores: Ing. Gerardo Gordillo Ing. Hector Julián Cubillos Universidad de los Andes
[email protected] [email protected] Bogotá, Colombia
Cordial saludo,
1. INTERCAMBIADOR PIROTUBULAR DE 100 BHP
Marca “CONTINENTAL” Pasos 1 Capacidad 100 BHP Generación a 212°F 3.450 lb/hr Presión de trabajo máxima 150 Psig Presión de prueba hidrostática 225 Psig Combustible Bagazo de caña
El intercambiador se diseña con la información recibida de los gases que se generan en la
cámara seca que no será suministrada por nuestra compañía.
Incluye:
Aislamiento en acero inoxidable Bases de suportación (a la altura indicada en sitio) Conexión a cámara seca Puerta trasera con acceso total a los tubos Todas las conexiones necesarias para control y operación.
52
2. SISTEMA DE CONTROLES Y OPERACIÓN
Operación Semiautomática Alimentación Manual Operación ON OFF Parrilla Fija Voltaje principal 220 V / 440 / 60 Hz Voltaje de control 115 V / 60 Hz
Incluye sistema de control y alarmas completo para asegurar su operación segura:
Control de presión límite y de operación marca Honeywell. Control de nivel de flotador marca Mc Donnell & Miller. Control límite de nivel de agua marca Warrick. Control de falla de llama marca Honeywell o similar. Contactores y protecciones de motores. Ventiladores de tiro forzado e inducido. Válvulas de purga y alimentación de agua tipo estándar. Válvulas de seguridad marca Kunkle o similar.
Incluye tolva y ducto para la dosificación manual del bagazo. No incluye la plataforma que
puede ser construida con la obra civil.
3. EQUIPOS AUXILIARES
Se incluyen 15 metros de chimenea en lámina A36 de 1/8” y un ciclón sencillo.
Se incluye el sistema de alimentación de agua con tanque de 100 galones fabricado en
lámina A36 y su bomba respectiva.
4. MONTAJE EN SITIO
Incluye la mano de obra y los materiales necesarios para la instalación de los equipos en
sitio. Solo se incluye el costo de los materiales de interconexión de los equipos a “0”
metros (entendido a la entrada del equipo, no a pared).
No se incluye ningún costo de transporte, movimiento de partes en sitio, fletes o seguros.
No se incluye el montaje de la chimenea.

53
PRECIO EX WORKS PLANTA BOGOTA 138.300.000 PESOS
Fig. 1 Caldera tipo combinado
NOTA 1: La caldera se construye y está dotada de conformidad con el Código ASME
vigente.
CALDERAS CONTINENTAL LTDA. entregará con el equipo un Manual de
Instrucciones sobre su Operación y Mantenimiento y un Manual de Control de
Calidad que incluye los siguientes documentos:
- Copia de los Certificados de Calidad de la lámina y tuberías utilizadas en la fabricación del vaso de presión. - Copia de los análisis radiográficos de las soldaduras sometidas a tensión. - Copia del registro del tratamiento térmico de alivio de tensiones.

54
- Copia del registro de prueba hidrostática de la caldera.
NOTA 2:
- En esta cotización NO se incluye el costo de fabricación del hogar seco ni su instalación
en sitio, tampoco incluyen los costos de descargue y movimiento de las partes
de la caldera dentro de la planta del cliente.
- Solo se encuentran incluidos los costos de 15 metros de ductos de interconexión sin
plataforma de muestreo.
- Se encuentra incluida la puesta en marcha y capacitación en sitio (3 días) luego de que
todas las interconexiones del equipo se encuentren listas para su correcto funcionamiento.
- La operación del equipo es completamente manual.
IVA NO INCLUIDO. SE LIQUIDARA A LA TASA VIGENTE AL MOMENTO DE
FACTURAR.
PLAZO DE ENTREGA EX WORKS PLANTA BOGOTA 90 a 120 días después de recibir el anticipo FORMA DE PAGO 50% Anticipo 40% Al despacho en planta 10% A la puesta en marcha VALIDEZ DE LA OFERTA 30 días
Cordialmente,
Diana Barbosa,
Gerente

55
ANEXO 2
56
Anexo 3
57
ANEXO 4

58
ANEXO 5
59
ANEXO 6. CÓDIGO EES AISLAMIENTO TÉRMICO "Propiedades" T_vapor=180+273 T_amb=20+273 D_in=0,0254 espesor=0,01 D_out=0,045 h_vapor=60 h_amb=18 k_acero=20 k_lana=0,05 e_al=0,05 "Resistencias" R_conv_in=1/(h_vapor*2*3,1416*(D_in/2)) R_cond_steel=(ln((D_out)/(D_in)))/(2*3,1416*k_acero) R_lana=(ln(((D_out/2)+t_lana)/(D_out/2))/(2*3,1416*k_lana)) R_conv_out=1/(h_amb*2*3,1416*((D_out/2)+t_lana)) h_rad=sigma#*e_al*(T_3^4-T_amb^4) R_rad=1/(h_rad*2*3,1416*((D_out/2)+t_lana)) "Calores" Q_lana=(-T_3+T_vapor)/(R_conv_in+R_cond_steel+R_lana) Q_rad=(-T_amb+T_3)/(R_rad) Q_conv_out=(-T_amb+T_3)/(R_conv_out) Q_lana=Q_rad+Q_conv_out





























