Embed Size (px)
Citation preview

[ENVIRONMENTAL HEALTH & SAFETY] FACTORY INSPECTION
Introduction
Factory inspection is a procedure to make sure that the owner of the factory is following
the standard to operate their factory. Usually, this inspection is done There are a few criteria
that considered during the inspection such as cleanliness of surrounding preparation area,
certificate of typhoid injection for all food handlers and method of keeping and handling of raw
materials. Here we are doing Hazard Analysis Critical Control Point (HACCP) in order to
determine the factory is following the standard to operate or not.
HACCP is used to described steps in food processing operation where rapid
microbiological, chemical or physical can be used with good assurance and in a reasonable time
to assess and control the potential for pathogenic or other microbial growth as well as prevent
environment contamination of the food with unsafe substance which would render the product
unfit to eat, harmful and possibly illegal. The concept of control describes those methods such
as monitoring pH, time/temperature recording and others that could be used in place of after
the fact microbial or chemical analysis, to control the process on-line so that the product is
always made safely. According to the National Advisory Committee on Microbiological Criteria
for Foods (NACMCF), HACCP is the responsibility of the food and implement HACCP plans and
for regulatory agencies to facilitate this process. Here we will adapt HACCP in making sweet
potato scratch (Kuih Cakar Ayam).
Administrative Data
Date : 2014
Time : 10.00 am – 12.00 pm
Location : Kampung Lubuk Katak
Activity : Food factory inspection at Tapah
Person Incharge : Miss Faezah, Food Technology Officer
Staff Involved : Driver and UiTM students
General Objectives
1

[ENVIRONMENTAL HEALTH & SAFETY] FACTORY INSPECTION
To ensure that the factory is operate according to certain standard that have been stated in
the Food Act 1983 (Act 281) and Food Regulation 1985.
Specific Objectives
To expose the student the correct procedure in carrying out the food factory inspection and
procedure in enforcing law under Section 11, Food Act 1983.
To ensure the sanitary of the factory is always in good condition.
To evaluate the hygiene of food processing by carrying out HACCP evaluation.
To examine the aspects of food premises facilities and structure of building such as roof,
floor, wall and ceiling.
Equipment Used
1. KKM-PPKM-2/09 form
2. Sampling bag
3. Calculator
4. Clipboard
5. Permanent Marker
6. Camera
7. Film
8. Official seal
9. Stamp pad
10. Torchlight
11. Ball Pen
12. Probe Thermometer
13. Closure notice form
14. Facemask
15. Stapler
16. Sterile glove
17. Authority card
Procedure
2

[ENVIRONMENTAL HEALTH & SAFETY] FACTORY INSPECTION
1. The equipment for inspection was prepared and checked.
2. Once arrived, the owner of the factory was found and had introduced ourselves and also
purpose of visit was explained.
3. Then, all details were collected such as owner IC number, address and license number was
recorded in the KKM-PPKM-2/09 form.
4. The owner of the factory was asked to follow along the inspection.
5. Before doing the inspection, authority card was shown and permission was asked from the
owner.
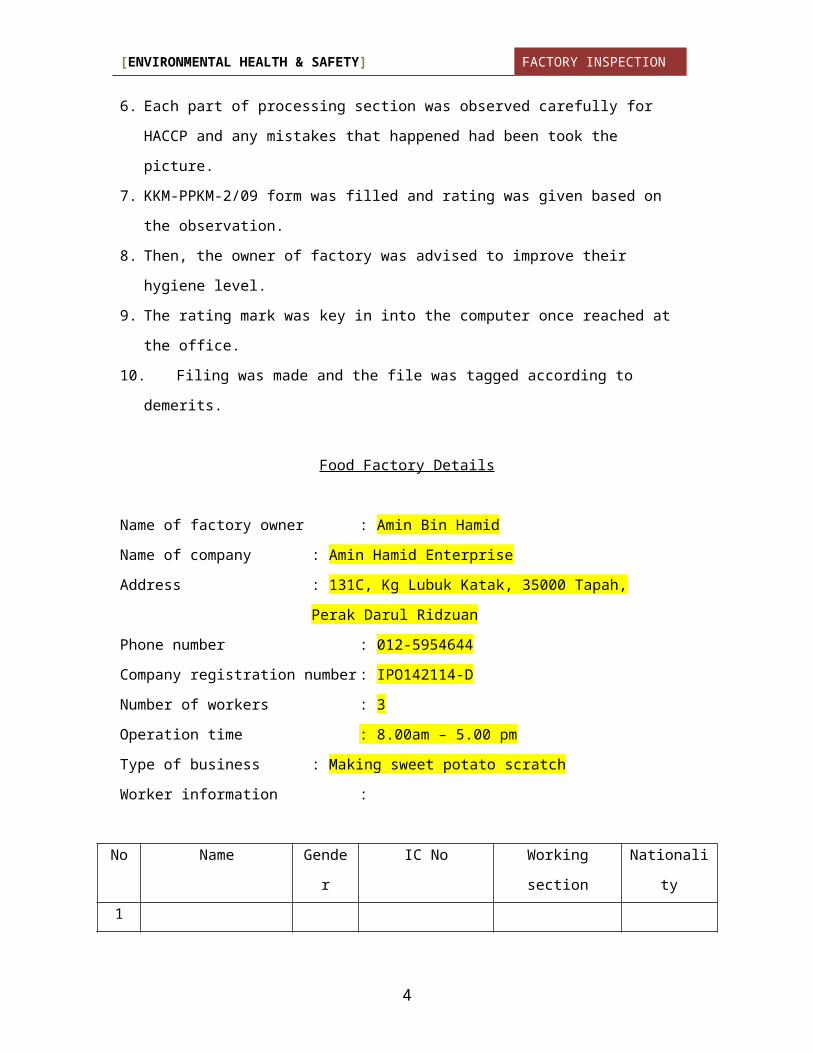
6. Each part of processing section was observed carefully for HACCP and any mistakes that
happened had been took the picture.
7. KKM-PPKM-2/09 form was filled and rating was given based on the observation.
8. Then, the owner of factory was advised to improve their hygiene level.
9. The rating mark was key in into the computer once reached at the office.
10. Filing was made and the file was tagged according to demerits.
Food Factory Details
Name of factory owner : Amin Bin Hamid
Name of company : Amin Hamid Enterprise
Address : 131C, Kg Lubuk Katak, 35000 Tapah,
Perak Darul Ridzuan
Phone number : 012-5954644
Company registration number : IPO142114-D
Number of workers : 3
Operation time : 8.00am – 5.00 pm
Type of business : Making sweet potato scratch
Worker information :
No Name Gender IC No Working section Nationality
1
2
3
[ENVIRONMENTAL HEALTH & SAFETY] FACTORY INSPECTION
3
4
5
Factory location plan :
4

[ENVIRONMENTAL HEALTH & SAFETY] FACTORY INSPECTION
Floor plan of factory
Keys :
Door
Factory site condition :
Based on my observation, the factory was build close to the river about a few meters
from the back of the factory. Furthermore, around the building also have too much hole that
contain stagnant water. This will lead to breeding of mosquito especially Aedes mosquito.
Drainage system of the premise also is not in proper condition. Drain water was built to flow to
the nearest river.
Type, structure and building sanitary :
No Structure Type Condition Cleanliness Comment
1 Floor
2 Wall
3 Roof
5

[ENVIRONMENTAL HEALTH & SAFETY] FACTORY INSPECTION
4 Ceiling
Natural lighting and ventilation :
In certain building structure lighting and ventilation is the most important thing that was
considered when wants to build certain building. As a result, Uniform Building By-Law or UBBL
was create to make sure when the certain building wants to build, it have enough lighting and
ventilation. In UBBL 1984, Section 39(1) state that “every room designed, adapted or used for
business or other purpose except hospitals and schools shall be provided with natural lighting
and natural ventilation by means of one or more windows having a total area not less than 10%
of clear floor area of such room and shall have openings capable of allowing a free passage of air
not less than 5% of such floor area.”
Windows area
X 100 =
Floor area
Must not less than 10% of clear floor area as stated
in UBBL 1984, Section 39(1)
Open spaces
X 100 =
Floor area
Must not less than 5% of such floor area as stated
in UBBL 1984, Section 39(1)
No Space Floor
area
Lighting and ventillation
Comment
Free open window
area (m2)
Permenant open
space area (m2)
Already
have
Should
have
Already
have
Should
have
6

[ENVIRONMENTAL HEALTH & SAFETY] FACTORY INSPECTION
(m2) (m2) (m2) (m2) (m2)
1 Processing
area
≥4.5m2
(≤5%)
2 Storage
room
≥1.05m2
(≤5%)
Mechanical ventilation :
No. Space Type Amount Condition Sanitary Comment
1. Processing area
2. Storage room
Mechanical lighting :
No. Space Type Amount Conditions Sanitary Comment
1. Processing
area
2. Storage room
Principles of HACCP
1. Conduct hazards analysis
Determining the potential hazards and asses the severity and risks. The hazard
can be physical, chemical and biological hazard.
7

[ENVIRONMENTAL HEALTH & SAFETY] FACTORY INSPECTION
2. Identify or Determine Critical Control Points (CCPs)
After hazards have been identified with severity and risk had been assessed
through step-by-step preparation of a food, CCP can be determined. A CCP is an
operation which control measures will be implements to eliminate, prevent or
minimize the hazards.
3. Establish critical limits at each CCP
Criteria for controlling hazards must be specified. These come from
recommendations according to investigations of food borne outbreaks, research
data and specified requirements in food safety regulations or code of practices.
4. Establish monitoring procedures
For the HACCP system to function properly, critical control points (critical
operations) must be monitored. Monitoring is done by persons involved with
the operation.
5. Establish Control or Corrective Action Procedures
Whenever the results of monitoring indicate that the criteria are not met or the
process is out of control, immediate action must be taken to correct the
situation. Assessment of hazards and risks dictates appropriate action.
6. Establish verification procedures
HACCP should be verified. No matter who develops a HACCP system, an outside
party should verify that correct CCP have been selected, effective criteria for
control have been specified, control measures are in place and monitoring
procedures are the most effective that are available.
7. Establish documentation procedures, as appropriate
This will include records of hazards and their control methods, the monitoring of
safety requirements and action taken to correct potential problems.
8

[ENVIRONMENTAL HEALTH & SAFETY] FACTORY INSPECTION
Description of Food Manufacturing
Firstly, the potatoes were clean and cut. Then, it will be washed with camphor water.
Then, it will be filter to dry and fry it. Next, the oil will be filter and the potatoes were lift to
other container. In another wok, water and brown sugar was cooked thoroughly. The fried
potatoes were poured into the brown sugar and mix well. Immediately, it was lift and put into
round mould. Then, it will be press to compact it and left cool. Once it has been cooled, it was
packed into plastic packaging. Then the plastic packaging was sealed and pack into box to
distribute to groceries in Tapah area.
Type of Food Manufactured
Raw Material
No Raw material Source Physical
Condition
Comment
1
2
3
4
5
9

[ENVIRONMENTAL HEALTH & SAFETY] FACTORY INSPECTION
Protection and Storage of Raw Materials
No Raw materials Storage
method
Protection method
Rack/refri/container
Comment
1
2
3
4
10

[ENVIRONMENTAL HEALTH & SAFETY] FACTORY INSPECTION
Hazard Analysis for Raw Material
Ingredients Hazard
Potential
Rational Source
of Hazard
Significant of Hazard
Does
manufacturer
will eliminate
the hazard?
Potential of
cross
contamination
to other
product
Preventive
Measure
Sensitivity
of the raw
material
Give
serious
effects
Possibility
to happen
Significant?
High High Yes
High Low Yes
Low High Yes
Low Low No
Potatoes
Biological
Pathogenic
microorganism
Chemical
Pesticide
residue
Physical
Sand
Biological
No Hazard
Chemical
11

[ENVIRONMENTAL HEALTH & SAFETY] FACTORY INSPECTION
Camphor
No harmful
chemical
Physical
No physical
hazard
Brown sugar
Biological
No hazard
Chemical
Other chemical
powder
Physical
Impurities
Cooking oil
Biological
No hazard
Chemical
No hazard
Physical
No hazard
Biological
12

[ENVIRONMENTAL HEALTH & SAFETY] FACTORY INSPECTION
Water
E.coli
Chemical
No hazard
Physical
Suspended solid
Process Flow Chart
Hazard Analysis for Processing Method
Processing
Method
Hazard
Potential
Rational Source of
Hazard
Significant of Hazard
Control Measure CCP
Give serious
effects
Possibility to
happen
Significant?
High High Yes
High Low Yes
Low High Yes
Receiving of raw materials
Filter
Wash with camphor waterWashingStorage
Frying (CCP)Cooling (CCP)Packaging (CCP)
13

[ENVIRONMENTAL HEALTH & SAFETY] FACTORY INSPECTION
Low Low No
Receiving of
Raw
Materials
(Potatoes
and brown
sugar)
Biological
Pathogenic
bacteria
Chemical
No hazard
Physical
Sand
Storage of
potatoes
Biological
Growth of
fungus
Chemical
No hazard
Physical
Insects and
Mouse
Biological
No hazard
Chemical
No hazard
14

[ENVIRONMENTAL HEALTH & SAFETY] FACTORY INSPECTION
Washing Physical
Suspended solid
Frying
Biological
Pathogenic
bacteria
Chemical
No hazard
Physical
No hazard
Cooling
Biological
Microorganism
Chemical
No hazard
Physical
No hazard
Packaging
Biological
Microorganism
Chemical
No hazard
Physical
No hazard
15

[ENVIRONMENTAL HEALTH & SAFETY] FACTORY INSPECTION
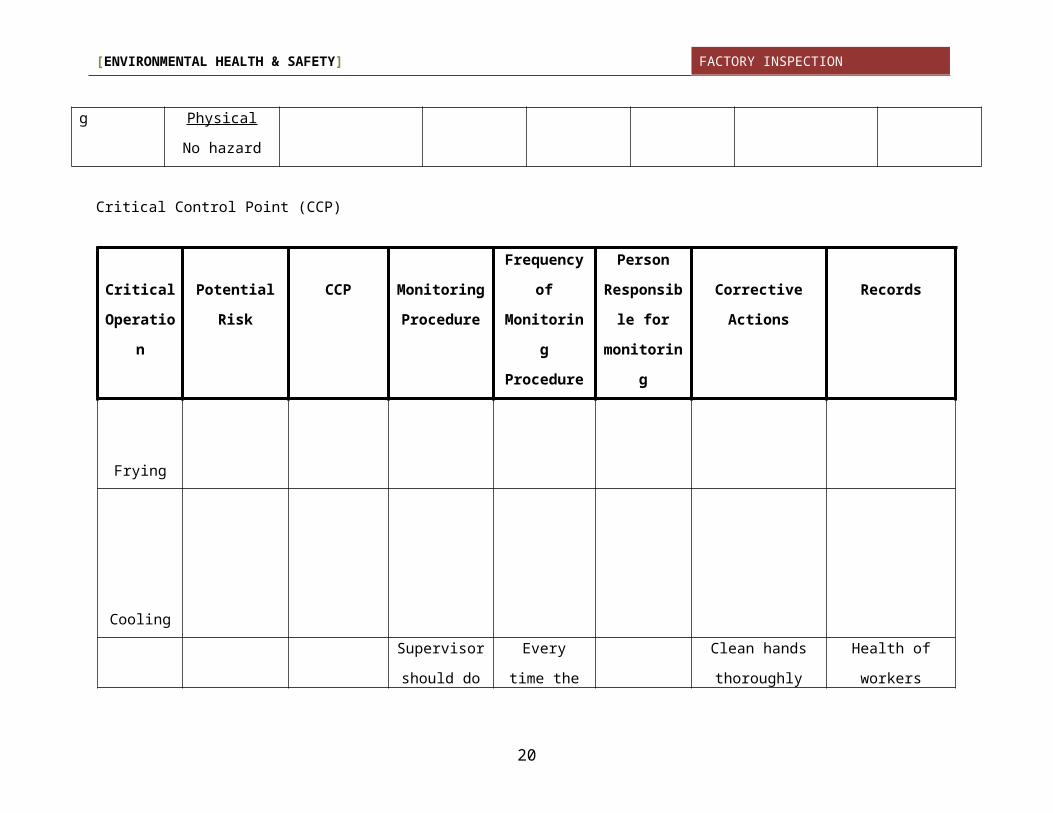
Critical Control Point (CCP)
Critical
Operation
Potential Risk CCP Monitoring
Procedure
Frequency of
Monitoring
Procedure
Person
Responsible
for
monitoring
Corrective Actions Records
Frying
Cooling
Packaging Cross-
contamination
From food
handler
Supervisor
should do
inspection
frequently
Every time the
worker wants
to start
working
Supervisor
Clean hands
thoroughly and
wearing gloves
before handling
food
Health of workers
should be
recorded and
updated
16

[ENVIRONMENTAL HEALTH & SAFETY] FACTORY INSPECTION
Final Product
Packaging Technique
After sweet potato scratch had been fully cool, it was packed into a plastic. This packaging was
packed manually by hand.
Storage method
Here, they not store the product because it was made based on order. Once the products pack
into box it was straight distribute to the customer. Storage room are use only to keep raw
materials.
Distribution method
Products were sent to the customer by using van to mini market and groceries around Tapah
and Bidor town.
Utensils and Equipment Facilities
No Equipment Made of Condition Sanitary Cleaning
technique
Caring
technique
Comment
1
Wok
2
Sudip
3
Container
4 Stove
5 Basin
17

[ENVIRONMENTAL HEALTH & SAFETY] FACTORY INSPECTION
6
Plastic
sealing
machine
7 Tray
Worker Health Status and Behavior
Worker health status
No. Name
Health Status
Health problem
Comment
Thyphim
injection
Medical
check -up
1
2
3
4
5
Habit and self-hygiene of workers
No. Name Self Cleanness
and cloth
Bad behavior Comment
1
2
3
4
18

[ENVIRONMENTAL HEALTH & SAFETY] FACTORY INSPECTION
5
Sanitary Facilities
Water source
Source of water for this factory is from PAIP.
Toilet Facilities
No. Gender
Toilet Urinal
Condition Sanitary CommentAlready
have
Must
have
Already
have
Must
have
1 Male 1 - -
2 Female 1 - -
Drainage condition
Drain condition of this factory is in good condition. There is no sign or break and the water
move smoothly. It is made up from concrete and cement.
Waste management facilities
All waste from the production of food product will be throwing into rubbish bin and local
authority will collect the rubbish and dispose it at the landfill.
Hand washed or foot bath facilities
Hand washed
19
[ENVIRONMENTAL HEALTH & SAFETY] FACTORY INSPECTION
Workers Foot bath Condition Sanitary CommentAlready
have
Must
have
3 -
Other facilities
No. Items Yes No
1. Vermin/pest/vector Control
2. Health Poster/Notice
3. Fire Extinguisher Facilities
4. Cleaning Schedule
5. First Aid Kit
Evaluation result
Total point (Demerits) =
Total point (Evaluation) 100% - ___ = ___
(See appendix for food factory form)
Comments
Broken ceiling should be repaired immediately because it is dangerous to the workers.
Furthermore, the ceiling also was dirty and full of dust.
The dirty wok should be replaced when there is too much dirt on it.
The workers are not using proper hat to cover their hair during handling the food.
20

[ENVIRONMENTAL HEALTH & SAFETY] FACTORY INSPECTION
At packaging area, there is worker where did not use face mask during packing the food into
the plastic.
Hand wash facilities are not meet the requirement where it should have 3 at least.
No health poster or notice displayed.
No fire extinguisher.
No cleaning schedule.
Suggestion
Better use concrete ceiling instead of asbestos which is tougher, and safe for environment.
The owner should always inspect the workers either they are following the rules of handling
food or not such as using face mask, apron, hat and gloves.
Fans should be clean regularly and make sure in good condition.
Owner of the factory should display some poster on health such as correct ways of washing
hand and other related information.
Owner also should provide and display cleaning schedule so that workers will know their job.
The most important is factory owner should provide fire extinguisher for safety precaution.
Equipment or utensil that use should be stainless steel so that it will not rusting and must be
in good condition.
Hand wash facilities should be provide more so that easier for the workers to clean
themselves.
Reference
Uniform Building by Law 1984 (UBBL 1984)
Guidelines HACCP 1Malaysia
21

[ENVIRONMENTAL HEALTH & SAFETY] FACTORY INSPECTION
Appendix
Collapse ceiling Rack for storing
Workers packing without using face mask Making jelly
22

[ENVIRONMENTAL HEALTH & SAFETY] FACTORY INSPECTION
23





























