Embed Size (px)
Citation preview

21News
Preparados farmacéuticos
Pesaje industrial e inspección de productos
Durante muchos años, la fabricación continua en la industria farmacéutica ha sido una
idea prometedora pero aparentemente inalcanzable. Sin embargo, gracias a años de
desarrollo y a las recientes innovaciones técnicas, se han puesto en marcha las primeras
líneas de producción continua aprobadas, que han convertido el sueño en realidad.
Fabricación continuaDe la idea a la realidad
Ahora es el momentoLas empresas farmacéuticas están colabo-rando con las universidades con el fin de superar los desafíos tecnológicos. Los pro-veedores de equipos están desarrollando soluciones innovadoras para salvar las de-ficiencias de los procesos de producción y apoyar a los fabricantes en la implemen-tación de soluciones continuas.
Por ejemplo, la mezcla y dosificación precisas de sustancias pulverulentas son pasos críticos en la producción continua de dosis orales sólidas (consulte la entre-vista de la página 2). Al final de la línea, los sistemas de inspección de productos y detección de contaminación garantizan que solo lleguen al mercado los produc-tos en perfecto estado.
En abril de 2016, la Agencia de Alimentos y Medicamentos de Estados Unidos aprobó el primer cambio de la producción por lotes a la producción continua en la fa-bricación de comprimidos de Janssen, un fabricante de productos farmacéuticos de Johnson & Johnson.
Cambio en la fabricaciónLos fabricantes se muestran cada vez más dispuestos a invertir en los beneficios que pueden aportar los procesos continuos, por ejemplo:• Mayor facilidad y rapidez a la hora
de escalar • Instalaciones de producción peque-
ñas y flexibles• Control de calidad de los procesos en
tiempo real

METTLER TOLEDO Preparados farmacéuticos News 212
Editor/producciónMettler-Toledo GmbHIndustrial DivisionHeuwinkelstrasseCH-8606 NänikonSuiza
Sujeto a modificaciones técnicas© 02/2017 Mettler-Toledo GmbH
Fabr
icac
ión
cont
inua
¿En qué puede beneficiar a un fabricante de comprimidos un enfoque continuo?Una prensa de comprimidos ya puede considerarse un sistema continuo. Sin embargo, la mezcla del contenido de los comprimidos tradicionalmente se ha pre-
parado por lotes. Conseguir que todo el proceso sea continuo aporta ventajas de eficacia considerables y contribuye a me-jorar la calidad del producto.
¿Qué papel desempeñan la dosificación y la mezcla en este proceso?El módulo de dosificación y mezcla con-tinuo es un elemento esencial de la pro-ducción continua de OSD. Normalmente, consta de alimentadores gravimétricos para API y excipientes, así como de un módulo de mezclado que alimenta direc-tamente a la prensa de comprimidos, el granulador o el dispositivo de extrusión. Este tipo de sistema ocupa mucho menos espacio en la planta y reduce considera-blemente el tiempo de desarrollo y vali-dación, gracias a que ya no es necesario el escalado. Los sistemas actuales pueden procesar entre 50 gramos y 250 kilogra-mos por hora.
¿Qué se debe tener en cuenta a la hora de cambiar a un proceso continuo?La calidad del producto depende en gran medida de la precisión y la coherencia de los procesos de dosificación gravimétricos en fases anteriores. Cualquier error afec-tará a la calidad deseada. Además, la ho-mogeneidad de la mezcla depende del di-seño de la cámara y la paleta de mezcla, de la frecuencia de rotación (velocidad
Un avance en la eficacia de los procesosDosificación continua de productos sólidos
La fabricación continua de dosis orales sólidas (OSD, por sus siglas en inglés) aporta ventajas
considerables en materia de calidad y eficacia, pero también puede generar importantes
retos en el desarrollo de procesos. El Dr. Ralf Weinekötter, experto en mezcla y dosificación
continuas, aporta su opinión sobre las capacidades y limitaciones de tales sistemas.
Dr. Ralf WeinekötterDirector general, Gericke AG, Suiza
El Dr. Weinekötter estudió Ingeniería Química en la Universidad de Karlsruhe, Alemania y en la escuela superior ENSIC en Nancy, Francia. Obtuvo su doctora-do en "Mezcla continua de sólidos finos" en la escue-la suiza ETH-Zürich. Weine-kötter es un autor respetado de artículos y libros, inclui-do "Mixing of Solids", pu-blicado por Springer Verlag (Alemania).

METTLER TOLEDO Preparados farmacéuticos News 21 3
Principales ventajas: Procesamiento continuo de sólidos
• Mejor calidad: fácil integración con los procesos posteriores, como la compresión de comprimidos, lo que reduce el riesgo de segregación.
• Mayor eficacia: la fabricación continua es un proceso automatizado que integra sofisticados dispositivos de medición on-line y tecnologías de control con el fin de garantizar fórmulas precisas.
• Menor tiempo de comercialización: ya no es necesario escalar del laboratorio a la versión piloto y a la fase de producción. Ampliación del tiempo de funcionamiento del módulo piloto a fin de alcanzar la salida de producción normal es suficiente.
• Menos espacio: el tamaño de un módulo con-tinuo de mezcla y dosificación es de solo 2 x 2 x 2 metros.
www.mt.com/ind-continuous-dosing-ph
de corte) y de la distribución del tiempo de estancia. Los procesos continuos pre-sentan un riesgo de segregación reducido en comparación con los mezcladores por lotes, debido a que el producto pasa direc-tamente al siguiente proceso sin necesi-dad de usar ubicaciones intermedias con un riesgo elevado de segregación.
Las propiedades de los materiales tam-bién pueden suponer un desafío. Los ma-teriales uniformes, por ejemplo, requie-ren tareas de ingeniería exhaustivas para garantizar la precisión en la mezcla y la dosificación.
¿Por qué la tecnología de pesaje es parte fundamental de los sistemas de dosificación continuos?La dosificación de microcomponentes, como las API, requiere un nivel de preci-sión que solo es posible conseguir con ali-mentadores de dosificación gravimétri-cos. Otras tecnologías de dosificación de sustancias pulverulentas, como los me-didores de flujo, son considerablemente menos precisos.
¿Cuáles son las especificaciones importantes para los sensores de pesaje en estos sistemas?La alimentación precisa requiere un pe-saje avanzado, un diseño óptimo del ali-mentador de tornillo y un controlador so-fisticado que analice los datos del sensor de pesaje y seleccione la configuración óptima para garantizar una velocidad de alimentación constante.
El sensor de pesaje debe combinar un alto nivel de precisión con una gran ca-
pacidad. La capacidad es esencial, ya que el sensor debe soportar el alimentador de tornillo con la tolva de alimentación, que contiene el material de dosificación. No muchas empresas de tecnología de pes-aje, aparte de METTLER TOLEDO, pueden ofrecer sensores que permitan superar el desafío de alta capacidad y precisión im-pecable. Además, el sensor de pesaje debe proporcionar una gran velocidad de ac-tualización de las medidas y una trans-misión rápida de los datos de pesaje al controlador. Esto es necesario para con-trolar el alimentador de tornillo de forma precisa y garantizar una productividad material constante. ¿Son los procesos continuos el futuro de la preparación de productos farmacéuticos?Los procesos continuos aportan ventajas significativas en términos de eficacia, ca-lidad y seguridad del proceso. Hemos lle-gado a un punto en el que disponemos de los sistemas apropiados para que las em-presas realicen la transición al método continuo y pensamos que en los próximos años tendrán lugar muchos más avances interesantes.
www.gericke.net
Sistemas de dosificación y mezcla gravimé-tricos continuos para la producción de OSD con una precisión del 0,1-0,5 por ciento.

METTLER TOLEDO Preparados farmacéuticos News 214
Seria
lizac
ión Se agota el tiempo
Cambios legislativos con respecto a la serialización
La serialización se está convirtiendo en un requisito estricto en todo el mundo. Para
comerciar en los principales mercados internacionales, los fabricantes de productos
farmacéuticos deben cumplir la legislación existente y futura. ¿Está preparada su empresa?
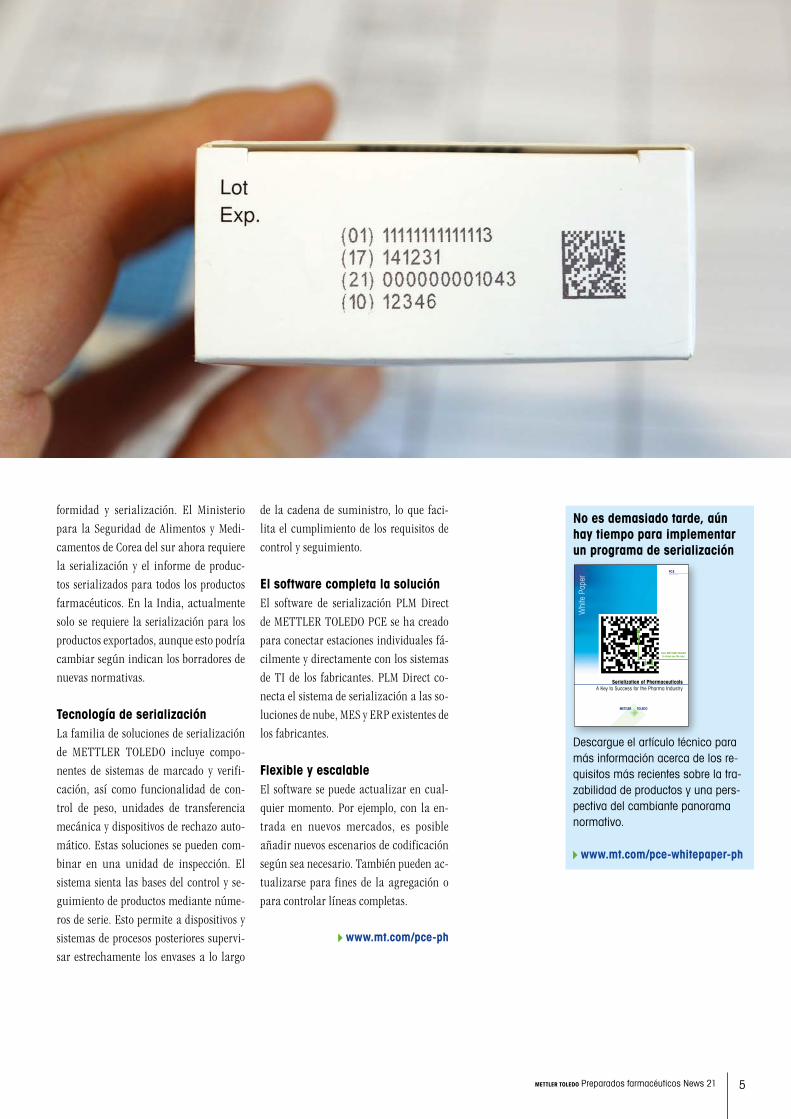
Impresión y verificación individuales de códigos de serialización
total en tiempo real de los productos far-macéuticos desde su origen.
Fecha límite en Europa a la vistaLa Unión Europea ha abordado el uso de la serialización para evitar la falsificación de medicamentos mediante la introduc-ción de la Directiva sobre medicamentos falsificados (DMF). La serialización diri-gida a fabricantes de productos farmacéu-ticos, incluido el diseño de envases modi-ficado, entrará en vigor en 2018.
Cambios en AsiaLa Agencia de Alimentos y Medicamentos de China exige que todos los productos farmacéuticos incluyan informes de con-
La amenaza global de medicamentos fal-sificados está bien documentada. Las nue-vas normativas que se implementarán en los próximos años generarán a corto plazo presión para los fabricantes por cumplir los requisitos de conformidad, pero, a la larga, servirán para mejorar la seguridad de los consumidores.
Nuevas normativas inminentesLa introducción de nuevas normativas en Norteamérica, Europa y Asia ayudará a abordar la amenaza que representan los medicamentos falsificados a lo largo de la cadena de suministro al hacer de la se-rialización un requisito obligatorio. Las normativas optimizarán la trazabilidad de los productos y facilitarán la identifi-cación por parte de los comerciantes y las autoridades de los productos falsificados en la cadena de suministro, lo que garan-tizará la seguridad del consumidor y pro-tegerá la integridad de las marcas de los fabricantes farmacéuticos.
Se agota el tiempoLa implementación de soluciones de se-rialización dentro de la línea de envasado de productos farmacéuticos ya no es op-cional. Se agota el plazo para que los fa-
bricantes garanticen su conformidad con las nuevas normativas. El panorama le-gislativo varía de una región a otra.
Fecha límite para Norteamérica inminenteEn los Estados Unidos, a partir de no-viembre de 2017, la Ley de Seguridad en la Cadena de Suministro de Medicamen-tos (DSCSA, por sus siglas en inglés) exi-girá que el envase del producto incluya información específica. Para el año 2023, la DSCSA requerirá la interconectividad completa, es decir, la propiedad compar-tida de los datos entre todos los partici-pantes de la cadena de suministro, lo que permitirá disfrutar de una trazabilidad
METTLER TOLEDO Preparados farmacéuticos News 21 5
formidad y serialización. El Ministerio para la Seguridad de Alimentos y Medi-camentos de Corea del sur ahora requiere la serialización y el informe de produc-tos serializados para todos los productos farmacéuticos. En la India, actualmente solo se requiere la serialización para los productos exportados, aunque esto podría cambiar según indican los borradores de nuevas normativas.
Tecnología de serializaciónLa familia de soluciones de serialización de METTLER TOLEDO incluye compo-nentes de sistemas de marcado y verifi-cación, así como funcionalidad de con-trol de peso, unidades de transferencia mecánica y dispositivos de rechazo auto-mático. Estas soluciones se pueden com-binar en una unidad de inspección. El sistema sienta las bases del control y se-guimiento de productos mediante núme-ros de serie. Esto permite a dispositivos y sistemas de procesos posteriores supervi-sar estrechamente los envases a lo largo
de la cadena de suministro, lo que faci-lita el cumplimiento de los requisitos de control y seguimiento.
El software completa la soluciónEl software de serialización PLM Direct de METTLER TOLEDO PCE se ha creado para conectar estaciones individuales fá-cilmente y directamente con los sistemas de TI de los fabricantes. PLM Direct co-necta el sistema de serialización a las so-luciones de nube, MES y ERP existentes de los fabricantes.
Flexible y escalableEl software se puede actualizar en cual-quier momento. Por ejemplo, con la en-trada en nuevos mercados, es posible añadir nuevos escenarios de codificación según sea necesario. También pueden ac-tualizarse para fines de la agregación o para controlar líneas completas.
www.mt.com/pce-ph
No es demasiado tarde, aún hay tiempo para implementar un programa de serialización
Descargue el artículo técnico para más información acerca de los re-quisitos más recientes sobre la tra-zabilidad de productos y una pers-pectiva del cambiante panorama normativo.
www.mt.com/pce-whitepaper-ph
Whi
te P
aper
Serialization of Pharmaceuticals A Key to Success for the Pharma Industry
Trust METTLER TOLEDO to show you the way

METTLER TOLEDO Preparados farmacéuticos News 216
Analizador de carga biológicacontinuo, en línea, preciso
La medición de los niveles de microorganismos en aguas purificadas ha dependido casi
exclusivamente de mediciones de laboratorio con cultivos que llevan mucho tiempo y
son proclives a los errores. Ahora, el 7000RMS permite la determinación exacta, con-
tinua y en línea de la contaminación microbiana.
cho tiempo y de ser retroactivo, suele tener como consecuencia una inves-tigación costosa de los resultados falsos positivos.
Además, debido al número elevado de puntos de uso (POU, por sus si-glas en inglés) en una planta de producción media, solo se analiza un punto de uso algunas veces al mes. Esto puede hacer que la iden-tificación y la eliminación de los microorganismos planteen un reto significativo.
Requisito de la industria para los analizadores en líneaPor lo tanto, la industria farmacéu-tica precisa control en tiempo real para notificar de inmediato el au-mento de microbios. Tras reconocer esto, un grupo de siete empresas farmacéuticas líderes fundó en 2013 el grupo de trabajo Online Water Bio-burden Analyzer (OWBA, Analizador de carga biológica de aguas en línea).
Las mediciones en laboratorio son lentas y costosas El control en tiempo real de la con-ductividad y el nivel de carbono or-gánico total de agua purificada y agua para inyección está bien esta-blecido y se emplea de forma gene-ralizada. Sin embargo, para la otra medición vital de las aguas farma-céuticas, el recuento microbiano, domina la medición de laboratorio tradicional del crecimiento de culti-vos celulares en un medio de agar. Este método, además de llevar mu-
7000RMS analizador de carga biológica
Anal
izad
or d
e ca
rga
biol
ógic
a

METTLER TOLEDO Preparados farmacéuticos News 21 7
El OWBA opina que las empresas farmacéuticas se pueden beneficiar de un analizador microbiano en lí-nea de diferentes formas, como por ejemplo:
1. Coste inferior gracias a la reduc-ción del trabajo debido al menor muestreo y la reducción de las comprobaciones y los materiales convencionales.
2. Menos investigaciones y mejora de la respuesta al aumento de microorganismos.
3. Mejor comprensión del proceso y seguridad de los productos gra-cias al control en tiempo real.
Técnica de medición espectroscópicaLa fluorescencia inducida por láser (LIF, por sus siglas en inglés) es una técnica de medición de la carga bio-lógica que puede satisfacer las ne-cesidades de la industria. Todos los microorganismos contienen meta-bolitos que se emplean para regular el crecimiento y el desarrollo de or-ganismos. Estos metabolitos emiten
una señal fluorescente cuando se exponen a luz con ciertas longitu-des de onda. La LIF es una técnica muy sensible que se basa en este fenómeno para detectar microorganismos.
Datos sobre carga biológica exacta y en tiempo real El 7000RMS de METTLER TOLEDO Thornton es un nuevo analizador en línea para la medición en tiempo real de la carga biológica en sistemas de aguas farmacéuticas. Aplica la LIF para medir de forma instantánea y continua los niveles de microorga-nismos y también determina la con-taminación de partículas inertes que pueden proceder de diafragmas, filtros, etc.
La exactitud de las mediciones del analizador permite reducir notable-mente los resultados falsos positivos. A diferencia de otros analizadores microbianos, el 7000RMS no utiliza colorantes ni reactivos y no tiene pie-zas móviles. Por este motivo, resulta muy sencillo de manejar y mantener.
La interfaz de la pantalla táctil del analizador muestra las lecturas de microbios y partículas inertes. Se pueden ajustar alarmas para aler-tas, acciones y límites de especifica-ción. El 7000RMS ofrece conectivi-dad SCADA con ModBus TCP y múltiples salidas analógicas y es compatible con Wi-Fi.
Mejora de la calidad de los productos con un coste inferiorLa tecnología LIF avanzada em-pleada en el analizador 7000RMS puede ofrecer datos continuos y exactos acerca de la contaminación por carga biológica en un sistema de agua. La garantía de los niveles de microorganismos dentro de las especificaciones y la identificación en tiempo real del aumento mejoran la calidad de los productos, mejora la comprensión del proceso, reduce los riesgos y disminuye los costes de funcionamiento.
www.mt.com/7000RMS-ph

8 METTLER TOLEDO Preparados farmacéuticos News 21
Superar la auditoríaVerificación de procesos basada en los riesgos
¿Tiene una respuesta fundamentada cuando un auditor le pregunta por qué usa una pesa
determinada para calibrar una báscula? Klosterfrau Healthcare Group siempre tiene una
respuesta competente con respecto a su rutina de prueba de básculas y procesos de pesaje,
por lo que les resulta más fácil superar las auditorías en una industria con tantas normativas
como es la farmacéutica.
Verifi
caci
ón d
e lo
s pr
oces
os
lanza sean adecuadas para la aplicación, una documentación sólida debe probar a los auditores tal idoneidad. Los operado-res también deben recibir formación en función de procedimientos normalizados de trabajo válidos para garantizar que las pruebas, la calibración y la cualificación periódicas de los equipos se llevan a cabo con precisión.
Cuando Brostmeyer conoció la solu-ción Good Weighing Practice™ (GWP®) Verification de METTLER TOLEDO, supo inmediatamente que ese enfoque le facili-taría mucho la vida. "GWP es un concepto bien pensado y aceptado que proporciona una base científica para nuestras necesi-dades de verificación de equipos de pes-aje", afirma.
Garantía de procesos basada en los riesgos Después de que METTLER TOLEDO lle-vara a cabo una evaluación de GWP Verification en la planta de Klosterfrau en
Durante más de 200 años, la empresa ba-sada en Alemania Klosterfrau Healthcare Group ha desarrollado, fabricado y ven-dido productos farmacéuticos. Su car-tera combina soluciones tradicionales con modernas terapias de fármacos e incluye más de 30 marcas y casi 220 productos dispensados sin receta.
En su planta de Berlín, la empresa opera líneas de producción de última genera-ción. Las básculas y las balanzas, ya sea en las fases de producción o de control de calidad, son parte integral de los proce-sos. Cada pieza de los equipos de pesaje en uso se debe calibrar y cualificar regu-larmente para garantizar la conformidad con la normativa.
El reto de la conformidadPara Claudia Brostmeyer, responsable de control de calidad en la planta de Berlín, el reto consiste en garantizar que en todos los lugares de trabajo, con su variedad de procesos y responsabilidades, se calibra y cualifica el equipo de pesaje basándose en estrictos estándares de buenas prácti-cas de fabricación y buenas prácticas de laboratorio.
La operación de una estación de pesaje conforme con la normativa es más com-pleja de lo que puede parecer. Además de asegurarse de que una báscula o una ba-

METTLER TOLEDO Preparados farmacéuticos News 21 9
Berlín, Brostmeyer recibió una evaluación basada en los riesgos y recomendaciones de pruebas para cada báscula y balanza.
"Lo que me gusta del documento de ve-rificación es que indica claramente si el equipo es apto para el proceso en cues-tión. También proporciona recomenda-ciones sobre qué pruebas deberían rea-lizarse, a qué intervalos y con qué pesas de prueba", afirma Brostmeyer. "Eso me
ayuda a formar a los operadores y al per-sonal de mantenimiento sobre los proce-dimientos de prueba adecuados".
Poco después de que METTLER TOLEDO verificara el equipo de pesaje, una au-ditoría de producción puso a prueba el nuevo proceso y no quedaron preguntas sin respuesta.
www.klosterfrau.de
GWP® VerificationLas normas ISO 9001 y GMP requieren que los equipos de pesaje se calibren y verifiquen a intervalos definidos, pero no especifican cómo deben realizarse las pruebas ni con qué frecuencia.
GWP Verification ofrece recomendacio-nes para las pruebas en función de sus requisitos de proceso. Le ayudará a: • Optimizar las comprobaciones
periódicas para garantizar resultados uniformes.
• Ahorrar costes al eliminar pruebas innecesarias.
• Proporcionar documentación traza-ble, incluidos los procedimientos y la frecuencia de las pruebas.
www.mt.com/gwp-verification-ph

METTLER TOLEDO Preparados farmacéuticos News 2110
Conformidad y precisiónTecnologías de inspección que cumplen estándares
Cont
rol d
e pe
so y
det
ecci
ón d
e m
etal
es
Cuando se exportan productos farmacéuticos en todo el mundo, la lista de estándares y
directrices que deben cumplirse puede ser abrumadora. Sin embargo, un fabricante ubicado
en España usa diversas tecnologías de inspección para garantizar que sus productos sean
completos, sin contaminantes y conformes con todas las normativas aplicables.
Las controladoras de peso garantizan que las cajas contienen el número correcto de blís-teres y un prospecto informativo.
Para lograrlo, la controladora de peso es una herramienta muy efectiva que se usa junto con un programa de control de ca-lidad muy bien diseñado. Al instalar con-troladoras de peso específicamente dise-ñadas para la producción farmacéutica, Cinfa puede confirmar que se comprueba la integridad de todos los productos. Esto ayuda a garantizar la seguridad del pa-ciente y a mantener su credibilidad como fabricante de primer nivel.
Las controladoras de peso también pro-porcionan a Cinfa transparencia en el
La empresa farmacéutica española Cinfa confía en las tecnologías más recientes de control de peso y detección de metales de METTLER TOLEDO.
Detección de la contaminación por metalesLa empresa ha instalado detectores de metales Tablex-PRO, que inspeccionan cada comprimido de forma fiable y detec-tan contaminantes metálicos de menos de 0,3 milímetros de diámetro.
La contaminación metálica pueden aca-bar en los productos debido al uso y des-gaste de las máquinas. Esto puede suce-der, por ejemplo, cuando se prensan las pastillas y los comprimidos.
"Necesitábamos un sistema de detección de metales muy sensible que pudiera de-tectar todos los metales y cumpliera todos los estrictos estándares de nuestra indus-tria", explica Óscar Torres, director de ingeniería en Cinfa. "Los detectores de metales se integraron sin problema en
nuestros desempolvadores de comprimi-dos y otros equipos de la línea de produc-ción. Con el software exclusivo, tenemos el control total de nuestros procesos. Para hacer frente a los requisitos de la FDA 21 CFR parte 11, ahora podemos capturar firmas electrónicas y controlar el acceso de los operadores".
Control de blísteres y prospectosCinfa debe además asegurarse de que cada caja incluya el número adecuado de blísteres y de que no falte el prospecto con información para el paciente.

METTLER TOLEDO Preparados farmacéuticos News 21 11
Conformidad y precisiónTecnologías de inspección que cumplen estándares
Los detectores de metales Tablex-PRO ga-rantizan que todos los comprimidos y las cápsulas no contienen metales.
proceso de producción. "Las controlado-ras de peso ofrecen datos en tiempo real sobre gestión de acceso, de modo que po-demos rastrear completamente todos los cambios del sistema", afirma Torres.
Funciones avanzadasLa manipulación eficaz de los productos a altas velocidades es fundamental para
que los procesos sean eficaces. Las funcio-nes mejoradas mecánicas y del software de las controladoras de peso, permiten la detección de tapas abiertas y paque-tes torcidos, por lo que ayudan a prote-ger el equipo en procesos posteriores y a evitar atascos. Con una opción de ajuste transversal, las cajas se vuelven a centrar automáticamente, lo que conlleva la co-locación óptima de los productos en el transportador de pesaje. La construcción de las controladoras de peso es modular, lo que facilita adaptaciones futuras para cumplir nuevos requisitos, como medidas contra la falsificación o para la serializa-ción farmacéutica.
Cinfa actualmente está actualizando al-gunas de sus líneas de producción con una solución de marcado y visión de METTLER TOLEDO, que ayudará a la em-presa a cumplir con las nuevas directrices para luchar contra la falsificación.
www.mt.com/productinspection-ph
Cómo pueden las controladoras de peso mejorar la seguridad de los procesos en la industria farmacéutica
Consulte información más detallada acerca de la optimización de la se-guridad de los procesos en nuestro artículo técnico.
www.mt.com/cw-pharma-process-safety-ph
Whi
te P
aper
Enhancing Process Safety Checkweighing in the Pharmaceutical Industry
Contents
1 Introduction
2 Dynamic Checkweighing in Today‘s Pharma Market
3 Enhancing Process Safety and Process Management
4 Effective Product Handling to Maintain Process Safety
5 Advantages of Integrated Pharma Solutions
6 Factors to Consider When Choosing a Solution Partner

Mettler-Toledo GmbHIndustrial DivisionCH-8606 Nänikon, Suiza
Información de contacto local: www.mt.com/contacts
MTSI 30321410
Para más informaciónwww.mt.com/ind-ph
Sin sorpresasControl de equipos en tiempo real
No espere a Industry 4.0. Comience a controlar hoy mismo el rendimiento de su equipo de pesaje con los Servicios remotos InTouchSM. Las básculas conectadas envían alertas proactivas que permiten responder inmediatamente ante problemas de rendimiento.
De esta forma, aumenta el tiempo de actividad y se garantiza una calidad de medición constante.
Para más información acerca del control de equipos en tiempo real, visite:
www.mt.com/ind-intouch-remote-ph
Seguridad sin concesiones• Certificación ISO27001-2013• Control de acceso y autentica-
ción de operadores• Sin cambios en la
infraestructuras de TI o de seguridad existentes
Gestión eficaz de los equipos• Información del estado de los
equipos en tiempo real• Programación basada en hechos
de actividades de mantenimiento preventivo
Control del rendimiento mejorado• Control continuo del rendimiento
de las mediciones• Informes periódicos del estado
de los activos para optimizar los procesos
Pharma WorkflowTodo bien Evento
Even
to
Todo
bie
n
Todo
bie
n
Todo
bie
n
Todo
bie
n
Todo
bie
n
Alar
ma
Alarma Alarma





























