Embed Size (px)
Citation preview

FABRAP | ACADEMY
BASIC TRAINING Inspection – Handover-LISL
Page 1 Of 10
The LISL (Line inspection Summary List) is major item of an inspection/ hand over.

FABRAP | ACADEMY
BASIC TRAINING Inspection – Handover-LISL
Page 2 Of 10
INSPECTION – (Your product on display) The moment you must, may and can prove that you have met all (verification) requirements. Those requirements and conditions are laid down in a KNR which stands for inspection and new construction report. An old name from the STOOMWEZEN era. KNR Inspection requirements are laid down in different ways. Usually the customer has a specific format, however, in our project has been asked if we want to supply and set it up. For this project we have used the FABRAP KNR maker, an Excel file.
This KNR-Create tool allows you to get overview of the Total scope of KNR's. You will immediately see thattheinspection points of all pipe numbers are the same. Do we really need so many KNR's? Can’t we organize this differently? If you read a line as the production process You can also see that the red H is rather hindering in the production progress. Besides that to finish of a KNR's generates a lot of work for our inspection department as well as that of the customer. It is of great importance to think carefully about the distinction between what makes sense and what is pointless and discuss this during a pre-inspection meeting. At each step, define the added value of that step. If there is non, do not add that step to the KNR as H-W-R-E.– Point. You can collect KNR's under a denominator e.g.;
• On ISO number (preferably not) • On lead number (as in above), see the result. • On product group, it is already less. • On material type, also becomes less. • Op Test-Systeem…… of PED Cat.. possible.
Consult with the client, come to a pointvols agree and lay it, everyone benefits. In addition it is meaningful to separate the KNR into project phases.
• On items prior project start • After and during prefabrication • After and during installation/assembly to show
Saves a lot of signatures. (and therefore time/contact Moments)
FABRAP | ACADEMY
BASIC TRAINING Inspection – Handover-LISL
Page 3 Of 10
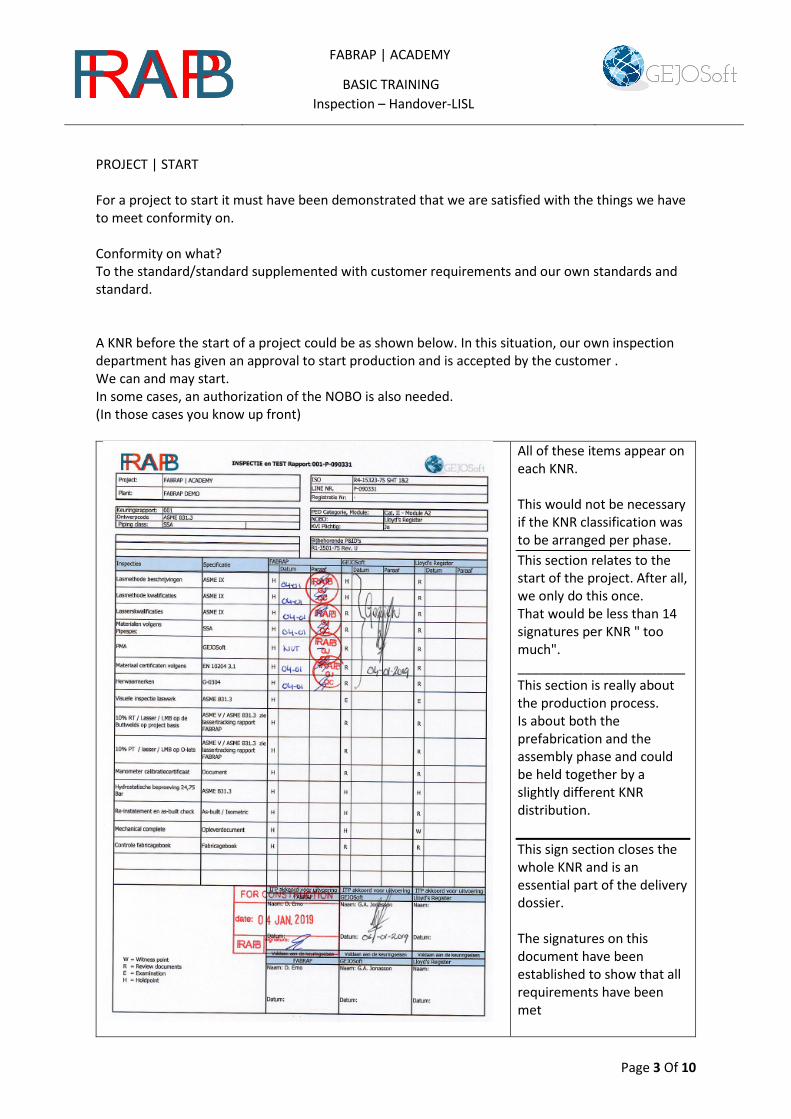
PROJECT | START For a project to start it must have been demonstrated that we are satisfied with the things we have to meet conformity on. Conformity on what? To the standard/standard supplemented with customer requirements and our own standards and standard. A KNR before the start of a project could be as shown below. In this situation, our own inspection department has given an approval to start production and is accepted by the customer . We can and may start. In some cases, an authorization of the NOBO is also needed. (In those cases you know up front)
All of these items appear on each KNR. This would not be necessary if the KNR classification was to be arranged per phase. This section relates to the start of the project. After all, we only do this once. That would be less than 14 signatures per KNR " too much". _______________________ This section is really about the production process. Is about both the prefabrication and the assembly phase and could be held together by a slightly different KNR distribution. This sign section closes the whole KNR and is an essential part of the delivery dossier. The signatures on this document have been established to show that all requirements have been met
FABRAP | ACADEMY
BASIC TRAINING Inspection – Handover-LISL
Page 4 Of 10
REAL TIME | HAND OVER FILE In case of a decrease, you need not only a signed KNR, but also all other documents that also serve as a projectnavigatie tool. Consider (not limited to);
• Certificate index sorted by index number or/and by material description • RE-Marking In accordance with G-0304 (if required, is no longer obligatory) • ISO Overview and Bald Isometrics • AS Built Isometric’s • Technical Query rapportage • Reporting deviation (NON CONFORMITY) • Line inspection Summary list’s per Isometric • Test System Overview • Staff qualifications (private and third parties) • Welding method Descriptions • NDT reporting (Reports and films) • Welder tracking Reporting (10% per WPS per welder) • Hydrotest Report • Pressure gauge certificates and calibration reports • INSPECTION reports (own and third parties) • Treatment reports (own and third parties) • PMA – DAD • NOBO/Customer Visitation reports • Internal auditrapporten • CE declaration (own and third parties)
This is quite a bit of documentation that you must have ready to show that you have met the requirements of the contract and Dit immediately after the production delivery. It is therefore important to follow closely the FABRAP way of working.
• Fixed places for the documents both digitally and hard copy (save daily). Don't let documents swing onOffices, leaves and so on.
• Update the data daily, make sure you receive data. • Communicate via FABRAP, inform your team be clear. • Inspect, check and correct your cases for a third party purchase. • Monitor Project appointments during production rather than correcting after production. • Set out your product during a decrease and present the handover documents.
Whom takes care of all this???? The whole team, the fitters, welders, mechanics, work preparers, project coordinators, QC officers, PROJECT leaders, QA officers, customers, third parties, SUPPLIERS, NDT firms, NOBO.. Everyone is a part of the system it. "Many hands make light work" (fun). As long as there are FABRAP rules.

FABRAP | ACADEMY
BASIC TRAINING Inspection – Handover-LISL
Page 5 Of 10
THE HANDOVER Today there is a prefabricated handover in the workshop. We have all the spools on wood, displayed with the charge numbers, which of course are all in the same plane approx. 100mm of the weld, rotated as much as possible to the top . All spools are clean, free of internal contaminants and rust, sealed from the environment by means of flange caps and caps and clearly identifiable by labels. You have the Isos and the LISL's at hand and are ready for the decrease of the spools (outside). It is going to rain, the inspector who has just arrived complains about it and is annoyed. We drink a bake of coffee, the rain is not about , unfortunately, we have to go outside. The decrease is very smoothby the way of showcase and presenting, you even get a compliment on how you have prepared all this, besides the fact that everythingalso stillright... SUPER. Then within everything is looked at in detail, you have everything that is needed at hand in your REAL | TIME Delivery Dossier, the certificates, NDT reporting etc.. It doesn't matter what the inspector is asking for, Je can show it on demand. At last you can demonstrate that all Inspection Requirement are met. Perfect. All documents as well as the PUNCH LIST are therefore easily signed and stamped off. The (stainless steel) Prefab is demonstrably ready and can be moved to the installation "lay down area" for mounting. The supporting which has also been reduced can be taken to the painter for preservation which we will inspect and register during preservation and after the Ready Notification of the preservation. The signed documents are uploaded to FABRAP and filed in the Hard Copy file . In the ISO overview you could mention the status of the Iso’s in the comments box so that everyone is informed.
FABRAP | ACADEMY
BASIC TRAINING Inspection – Handover-LISL
Page 6 Of 10
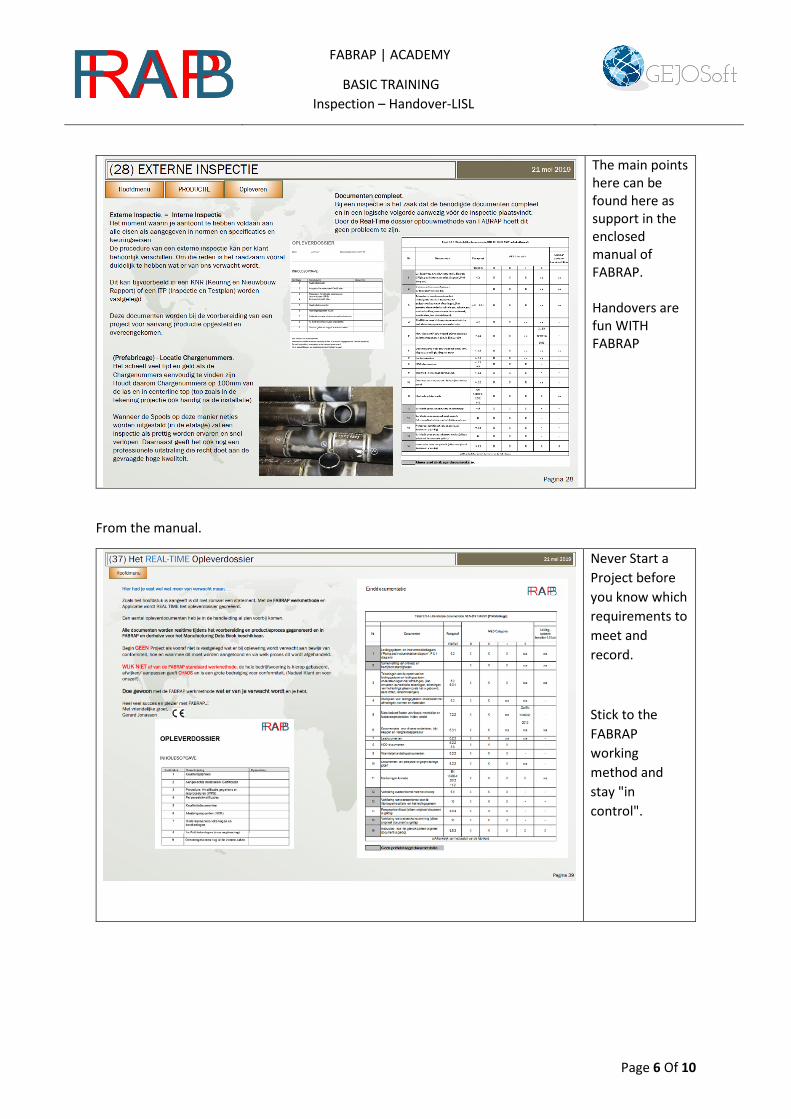
The main points here can be found here as support in the enclosed manual of FABRAP. Handovers are fun WITH FABRAP
From the manual.
Never Start a Project before you know which requirements to meet and record.
Stick to the FABRAP working method and stay "in control".

FABRAP | ACADEMY
BASIC TRAINING Inspection – Handover-LISL
Page 7 Of 10
The weak spot “DATA Collection”
Present this production process on In the project introduction, before the employees are deployed so that everyone knows what is expected of him/her.
DATA COLLECTION The data-reporting circuit is reasonably easy to realize during the prefabrication in the workshop. During installation on Site it is often a lot trickier to get the data into the system. WHY? The environment has changed from workshop to site which is usually "partly" or fully in operation. People get to deal with extra distractors (which are, moreover, badly needed) as;
• Work under a work permit system, rules and safety procedures. • Possible exposure to products, constant attention to this. • Exposure to weather conditions and to take provisions against them. • Waiting, e.g. on equipment like a crane, scaffold. Labor to be done by others like
disconnecting instruments, Insulation, inspection, cleaning... • Working in shifts where the work package is transferred to the next team and therefore not
updated before production is finished. • Working with foreigners, appointments are not well understood. • Work in a physically ever changing environment through progress and circumstances. • Time pressure of a project gives stress and increases the likelihood of errors and corrects
more time. In short, a lot more attention is needed for the preservation of the data reporting circle and therefore needs to be given team attention. In addition to processing data for demonstrable, the data collection is also important for the project's progress report. You know exactly where you are. If the data arrives too late, inspections and surveys will not be carried out or have been performed at all because this is simply forgotten.

FABRAP | ACADEMY
BASIC TRAINING Inspection – Handover-LISL
Page 8 Of 10
In good and timely processed data, the ISO overview screen is good to follow where we are. Not only the progress but also the NDT status is on the screen as well as comments that could, for example, be in the way of production progress.
FAB-CALC shows the required man hours needed for delivery.
PROCESSING | LASBRIEVEN – ndt – PUNCH ITEMS – Preparing make The production runs, the data comes in well and in time. We are well able to correct the internal and external inspectionsto handleand is updated on THE KNR. The Flang install data also comes in well and the flange inspectors immediately corrected the abnormalities. All this has led that during production all found defects are removed from the product and there are no defects left to be found. This is recorded by QC on an "internal" Punch list that is confirmed by the client inspection departement after the punch round and signed off. Then all other inspection requirements will be checked and if THE KNR is also signed up to this stage in the project.
FABRAP | ACADEMY
BASIC TRAINING Inspection – Handover-LISL
Page 9 Of 10
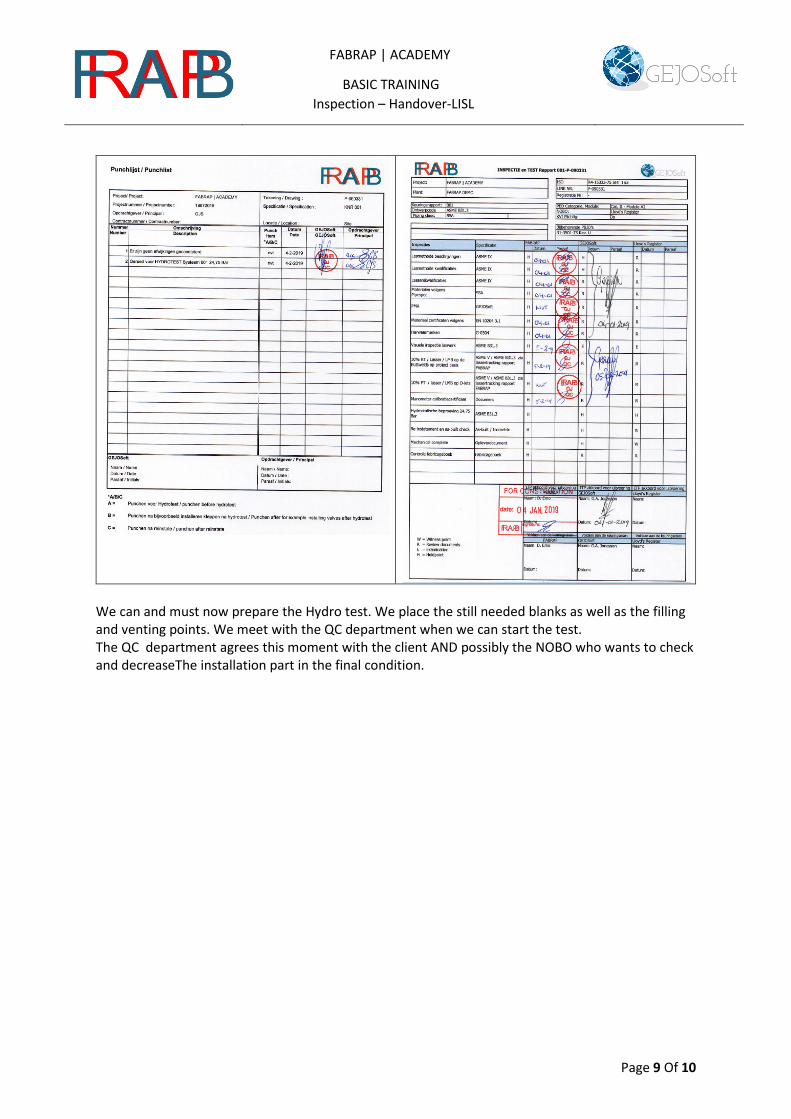
We can and must now prepare the Hydro test. We place the still needed blanks as well as the filling and venting points. We meet with the QC department when we can start the test. The QC department agrees this moment with the client AND possibly the NOBO who wants to check and decreaseThe installation part in the final condition.

FABRAP | ACADEMY
BASIC TRAINING Inspection – Handover-LISL
Page 10 Of 10
HOW DOES A QC TEAM LOOK LIKE How a QC team looks is obviously entirely dependent on the type and size of the assignment. However, a QC Lead is always needed on a project. The QC Lead looks, checks AND sends from a PULL vision to a scope of work. IE from from the project goal back to what is (still) necessary to achieve the goal. The inspection requirements, Steps, Mapped on a WALL Paper will inform the whole ProjectTeam and gives Overview. Set up a maintenance location where perhaps one hundred small assignments per year could be a single QC man could be sufficient.Provided oNdersteund by the production teamand work Preparationwhicheby himIN QC Fieldis controlled. For example, in a workshop , one QC Lead can certainly track multiple simultaneous projects in a proper way. On a larger project, it is advisable to DEPLOY a fixed QC Lead , possibly supported by QC staff, who will mainly perform administrative tasks and tasks such as marking of NDT work and carrying PUNCH rounds and flange inspections. In a Turn Around (TA) situation where in a very short time a lot needs to be done it is advisable to have a heavier team.Much is happening different Business Overlapping and at the same time. NDT at the of the TA will only roll up the work by all sorts of setbacks. No concessions are made to the quality of the delivery documents. At all times you must be able to prove compliance with the inspection requirements. A TA QC Team for a TA of ca 12,000 man-hour in 3 weeks could consist of; Pre-TA in 1th week Ta 1 QC Lead 1 QC Assistant 2th week TA completed by; 1 QC Medewerkers (MLT) 1 QC Assistant 2 Flensinspecteurs 3th week TA supplemented from the existing/present occupation by; 1 Foreman with a PUNCH team (as required) 1 foreman with a PRESS /REINSTATEMENT team (as required) 4e week POST-TA 1 QC Lead 1 QC Assistant We're going to do a hydrotest....





























