Embed Size (px)
Citation preview
50
�����������

1
A New Flammability Test forAirline Blan kets
In 1993, a fire erupted in a stowage binaboard a Northwest Airlines Boeing 727-200 aircraft. The fire was noticed just asthe aircraft was being pushed back fromthe loading gate at Dorval InternationalAirport in Canada. Upon completion oftheir investigation, the TransportationSafety Board (TSB) of Canada determinedthat the original source of the fire was the100% polyester airline blankets. Prior tothis incident, there was no FederalAviation Administration (FAA) regulationthat required flammability testing ofairline blankets. Because of this incident,the U.S. National Transportation SafetyBoard asked the FAA to develop a fireperformance test method and performancecriterion for blankets supplied tocommercial airline operators.
At the time, many airlines only usedblankets that met the FAA vertical Bunsenburner test specified in FAR 25.853-Appendix F. This test, however, wasinappropriate as a measurement ofignitability for certain types of blankets
since the polyester blankets involved inthe Northwest 727 fire met the test criteria.For example, some polyester blanketscompliant with the Bunsen burner testcould be ignited with a match.
The FAA William J. Hughes TechnicalCenter Fire Safety Section conducted atest program to evaluate a number ofdifferent flammability tests for airlineblankets. This program led to thedevelopment of a 4-ply horizontal testmethod that produced consistent testresults, correlated well with full-scaletesting, and was more realistic since theblankets are folded and stored horizontallyin the aircraft stowage bin.
A full report and test method was issued inMarch 1996. In August 1996, a FlightStandards Information Bulletin for AirTransportation (FSIB) went into effect,specifying the FAA recommendation thatair carriers replace old blankets at the endof their service life with blankets that meetthe 4-ply horizontal test. During 1997, the4-ply horizontal test fixture wasredesigned in order to simplify the testprocedure for the operator. New drawings
Blanket Flammability Test

2
were also sent out to laboratories thatperform this test to assure that the testresults are reproducible amonglaboratories. Additionally, the test methodwill be included in the Materials Fire TestHandbook that is scheduled for release inearly 1998. The handbook will be themost comprehensive, detailed descriptionof aircraft material fire test methods andcriteria available as guidance material forFAA certification engineers, designatedengineering representatives, and testmethod operators.
Although not mandated, the majority ofairlines require that replacement blanketsbe compliant with the new flammabilitytest method. The addition of this testmethod is another step in the improvementof fire safety for the flying public.
POC: Ms. Patricia Cahill, AAR 422,(609) 485-6571.
A Microscale CombustionCalorimeter for DeterminingFlammabili ty Parameters ofResearch Materials
A microscale combustion calorimeter hasbeen developed to measure flammabilityparameters of milligram polymer (plastic)samples under test conditions whichapproximate aircraft cabin fires. The testprovides a quantitative measure of the firehazard of new materials in an aircraftcabin fire when only research quantitiesare available for testing.
Figure 1 is the microscale combustioncalorimeter showing, from left to right, thesample pyrolysis stage, the heated oxygenmixing manifold, and the combustionfurnace and oxygen analyzer.
Figure 1. Microscale CombustionCalorimeter.
Figure 2 is a composite plot ofmicrocalorimeter data for differentplastics, some of which are used in aircraftinteriors. A sharp, quantitative, andreproducible heat release rate peak isobtained in the test. After normalizing thecurves for the sample size the results are

3
independent of the physical form of thematerial (e.g., powder, film, fiber, etc.).The microscale heat release rate data areexpressed in kilowatts per gram of originalmaterial. The best and worst samplestested differ by a factor of 100 in peak heatrelease rate.
Figure 3 compares the peak heat releaserate (HRR) measured on milligramsamples in the microcalorimeter to theheat release rate measured for 100 gramsamples in a fire calorimeter. The heatrelease rate plotted along the vertical axisin figure 3 is the steady-state or averagevalue obtained in a fire (cone) calorimeterat 50 kW/m2 incident heat flux accordingto standard procedures.
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
0 50 100 150 200 250 300 350 400
Hea
t Rel
ease
Rat
e (k
W/g
)
Time (seconds)
PEEK
Polyimide
Polyethylene
PMMA
Polyetherimide
Polysulfone
Figure 2. Heat Release Rate Curves forVarious Polymers in the Microcalorimeter.
0
200
400
600
800
1000
1200
1400
Fir
e C
alor
imet
er H
RR
(kW
/m2)
Microcalorimeter HRR (kW/kg)
ABS
PT-30 POMPET
PEEK
PEI
PX-1000 Nyl on 66PMMA PBT
PS
PE
PP
Polysul fone
0 30001000 2000PTFE
Figure 3. Correlation Between Microscaleand Fire Calorimeter Results.
Full-scale fire tests at the FAA haveshown that the heat release rate of interiormaterials measured in a fire calorimetercorrelates with passenger escape time in asimulated postcrash fuel fire. The goodcorrelation between fire and micro-calorimeter results in figure 3 shows thatthe microcalorimeter is also a goodpredictor of passenger escape time and,therefor, of full-scale fire hazard. ADOT/FAA patent has been filed on thisinvention.
POC: Dr. Richard E. Lyon, AAR-422,(609) 485-6076.
4
Fuel Fire Burnthrough ResistanceImprovements
Fuselage burnthrough refers to thepenetration of an external jet fuel fire intothe interior of an aircraft. The time toburnthrough is critical because in amajority of survivable aircraft accidentsaccompanied by fire, ignition of theinterior of the aircraft is caused by burningjet fuel external to the aircraft. Therefore,the integrity of the aircraft and its abilityto provide a barrier against fuel firepenetration is an important factor relatedto the survival of aircraft occupants.Fuselage burnthrough resistance becomesparticularly important when the fuselageremains intact following a crash. The bestexample of an accident where fuselageburnthrough was determined to be criticalto the outcome was the Boeing 737accident in Manchester, England, in 1985.In this accident, the investigatorsconcluded that burnthrough occurredwithin 60 seconds and did not allowsufficient time for all occupants to escape(55 people died from the effects of thefire).
Fuselage burnthrough resistance may besimplistically viewed as the time intervalfor a fuel fire to penetrate three fuselageshell members: aluminum skin, thermalacoustical insulation, and sidewallpanel/cabin flooring. Flame penetrationmay occur in other areas as well, such aswindows, air return grilles, and seams orjoints. The burnthrough resistance of thealuminum skin is well known. It takesonly about 20 to 60 seconds for the skin tomelt, depending on its thickness. Thethermal acoustical insulation is the nextimpediment to burnthrough following themelting of the aluminum skin. In pastFAA outdoor fuel fire burn tests onsurplus fuselages, it was determined that
the fiberglass insulation provided anadditional 1 to 2 minutes of protection, if itcompletely covered the fire area andremained in place. Thus, the method ofsecuring the insulation to the fuselagestructural members is important. Thesidewall panels and flooring offer the finalbarrier to fire penetration. Sandwichpanels comprised of honeycomb cores andfiberglass facings are effective barriers;however, full-scale fire tests also showthat the fire can penetrate into the cabinthrough air return grilles, seams, joints, orwindow reveals. Moreover, someairplanes use aluminum sidewall panels,which offer minimal burnthroughresistance. FAA researchers are focusingon the thermal acoustical insulation as themost potentially effective and practicalmeans of achieving a burnthrough barrier.
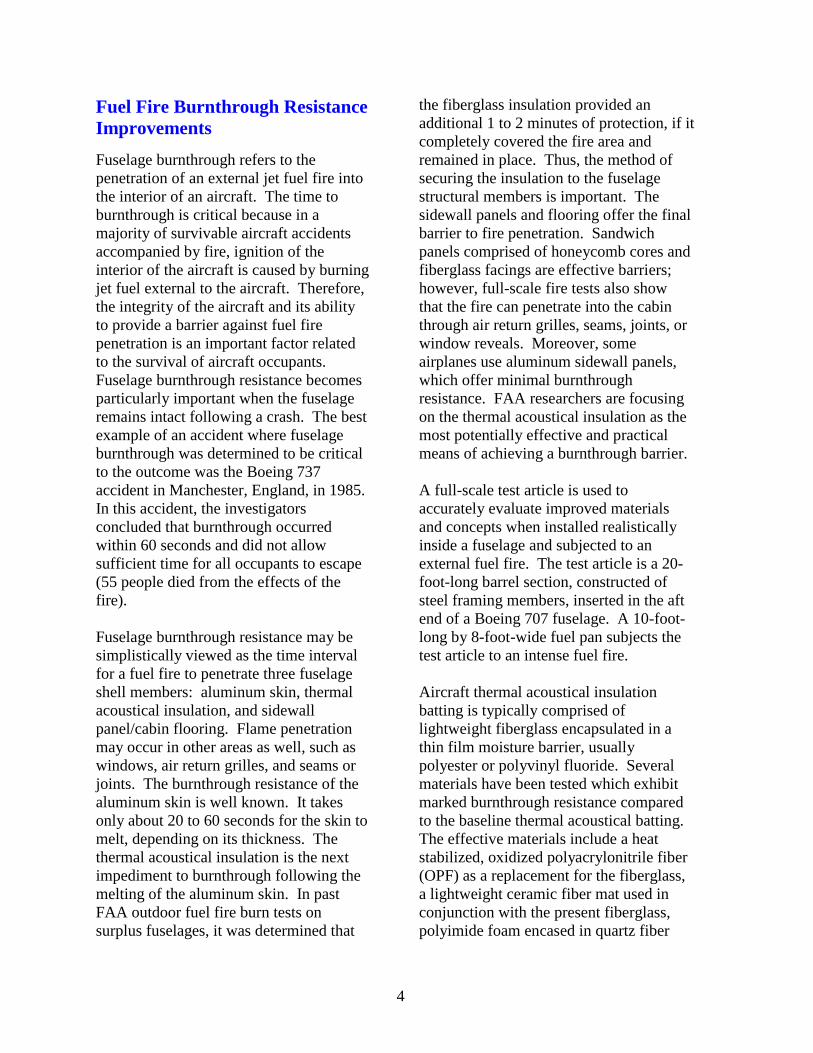
A full-scale test article is used toaccurately evaluate improved materialsand concepts when installed realisticallyinside a fuselage and subjected to anexternal fuel fire. The test article is a 20-foot-long barrel section, constructed ofsteel framing members, inserted in the aftend of a Boeing 707 fuselage. A 10-foot-long by 8-foot-wide fuel pan subjects thetest article to an intense fuel fire.
Aircraft thermal acoustical insulationbatting is typically comprised oflightweight fiberglass encapsulated in athin film moisture barrier, usuallypolyester or polyvinyl fluoride. Severalmaterials have been tested which exhibitmarked burnthrough resistance comparedto the baseline thermal acoustical batting.The effective materials include a heatstabilized, oxidized polyacrylonitrile fiber(OPF) as a replacement for the fiberglass,a lightweight ceramic fiber mat used inconjunction with the present fiberglass,polyimide foam encased in quartz fiber

5
mat, and a polyimide film as areplacement for the polyester or polyvinylfluoride films. A comparison of full-scaletest temperature readings taken at theinside of the insulation and near the ceilingillustrate the burnthrough protectionprovided by the OPF insulation. Both theOPF and fiberglass insulation materialswere securely attached to the framingmembers. It takes about 1.5 to 2 minutesfor the fuel fire flames to penetrate thealuminum skin and fiberglass batting,whereas the OPF insulation did not burnwhen subjected to a fuel fire for over 5minutes. A 5-minute window forpassenger evacuation should cover most, ifnot all, crash accident scenarios.
In summary, full-scale fire tests haveidentified a number of promising materialsthat can significantly improve fuselageburnthrough resistance. The next step is todevelop burnthrough design guidelines,including a small-scale fire test to evaluatematerials and methods of attachment.
POC: Mr. Timothy Marker, AAR-422,(609) 485-6469.
Burn Test with Ineffective Insulation
Burn Test with Effective Insulation

6
Continued Fire Worthiness ofSeat Fire-Blocking Layers
On April 6, 1993, a China Eastern AirlineMD-11 diverted to Shemya, Alaska, due toflight control problems. The aircraft wasable to land without loss of life butsuffered severe interior structural damage.During the subsequent investigation, theNational Transportation Safety Board(NTSB) noticed interior cabin seatcushions with worn fire-blocking layersexposing the polyurethane foam.Typically, a fire-blocking layerencapsulates the passenger and crew seatcushions to minimize the fire hazard of thefoam itself in the event of a cabin fire. Asa result of the NTSB accident report, theFederal Aviation Administration (FAA)was charged with evaluating the continuedfire worthiness of various cabin materialsas they aged. The material particularlyhighlighted was the fire-blocking layerrequired on aircraft seat cushions. The fireperformance for aircraft seat cushions isregulated through 14 CFR and FAR 25,
§25.853; a fire test method fordemonstrating compliance is given inAppendix II of that document.
The fire-blocking layers aboard the ChinaEastern Airline aircraft that was involvedin the accident that lead to the FAAinvestigation were graphite-based fibersnot commonly used by U.S. air carriers.To address the NTSB charge, the FAAinvestigation was shifted to focus on theU.S. civil fleet. Observations were madeon in-service aircraft seat cushions todetermine the level of degradation, andused materials were donated bycooperative U.S. air carriers.
On aircraft in-service seat cushions wereexamined at three airports: NewarkInternational Airport (Newark, NJ),Stewart International Airport (Newburg,NY), and the Atlantic City InternationalAirport (Pomona, NJ). The in-serviceconditions of the fire blocking layers inseat cushions on Shorts 360, ATR 42,Embraer EMB-120RT, McDonnell
After 45Seconds
Fire Blocked Unblocked

7
Douglas DC9/MD80, Boeing 727, andAirbus A300 aircraft were evaluated. Atotal of 176 seats were examined.Evaluations of the in-service seat cushionsindicated the materials were in satisfactorycondition and were not the same materialsfound by the NTSB on the China EasternMD11. U.S. air carriers also donated 38seat cushion sets for destructive testing.The condition of the donated cushions wascompared to the materials observed duringthe on aircraft in-service investigations.The donated materials possessed similardegradation characteristics. The donatedmaterials were destructively tested todetermine their compliance with FederalRegulations. The FAA specified test wasused to evaluate the worn seat cushionmaterials. Although the test conditionswere not precisely applicable, the testresults provided a credible indication ofwhether or not the worn materials werewithin compliance intent. All the donatedmaterials demonstrated an acceptable levelof fire endurance even though materials on
average were 7 years old. From theseresults, it was concluded that the seat fire-blocking materials commonly used byU.S. air carriers retain their fire enduranceeffectiveness during service. These resultseliminated the need to add additional teststo determine the material degradation withage, which would have resulted in costly,periodic inspection of seat cushions, asrecommended by the NTSB. This projectwas done in cooperation with participantsfrom industry and government in theInternational Aircraft Material Fire TestsWorking Group sponsored by the FireSafety Section, AAR-422. A detailedreport has been issued describing thework, “A Study of Continued FireWorthiness of Aircraft Seat Cushion Fire-Blocking Layers,” DOT/FAA/AR-95/49,published in March 1997.
POC: Mr. Douglas Ingerson, AAR-422,(609) 485-4945.

8
Fire-Resistant Elastomers forAircraft Seat Cushions
Commercial transport aircraft containbetween 1000 and 2500 pounds offlammable elastomers (rubber) as seatcushions, pillows, and sealants.Polyurethane rubber seat cushions arefavored for their durability and recoverybut they are among the primarycontributors to the fire hazard in aircraftinteriors.
In 1987 the FAA imposed regulations onthe flammability of aircraft seat cushionsto delay their involvement in cabin fires.Manufacturers responded to theseregulations by wrapping the polyurethaneseat cushion in a fire-resistant barrierfabric. Seat fire blocking allowedmanufacturers to pass the FAAcertification test but the cushions burnvigorously when the fire-blocking layer isconsumed after minutes of exposure to afire.
The flammability of foamed rubberdepends on the chemical composition ofthe polymer from which it is made.Rubbers made from carbon-hydrogen-based (organic) polymers are the mostflammable because of their high fuelvalue. Replacing carbon and hydrogenatoms in the polymer with inorganic atomssuch as chlorine, silicon, nitrogen, sulfur,or phosphorus results in a semiorganicpolymer with reduced flammabilitybecause of the lower fuel value orincreased heat resistance.
In the Fire-Resistant Materials researchprogram we are focusing on semiorganicrubbers for seat cushions. Phenyl-silicon-oxygen backbone (silphenylene)elastomers which are crosslinkable andextremely heat resistant have beensynthesized. The silphenylene whosechemical structure is shown belowcontains only 30% combustible materialand can withstand temperatures of 600ºC(1100ºF).
Si
CH 3
CH 3
O Si
CH 3
OSi
CH3
CH 3 2CH CH
n

9
Polyphosphazenes are semiorganic rubbersbased on a phosphorus-nitrogen backboneas shown below
N = P
R
R
n
where R is an organic group which allowsthe material to be dissolved or crosslinked.Commercial production ofpolyphosphazene was recentlydiscontinued despite the extremely lowtoxicity and ultra fire resistance of thesefoams because the process for makingthem was prohibitively expensive.
We are pursuing a new low-cost, low-temperature synthetic route topolyphosphazenes which eliminates acostly intermediate from the process andallows control over the molecular weightof the polymer. This new direct syntheticroute has provided the first phosphazenecopolymers including an 80-20 urethane-phosphazene copolymer which does notignite in a flame.
POC: Dr. Richard E. Lyon, AAR-422,(609) 485-6076.
Fireproof Composites
The flammability of organic polymermatrix, fiber-reinforced composites limitsthe use of these materials in commercialaircraft where fire hazards are importantdesign considerations because of restrictedegress. At the present time, affordable,processable resins for fire-resistant aircraftinteriors are unavailable since mostorganic polymers used for this purposeignite and burn readily under fuel fireexposure conditions.
The Aircraft Safety R&D Branch, FireSafety Section of the Federal AviationAdministration is conducting a researchprogram to develop aircraft cabinmaterials with an order-of-magnitudereduction in fire hazard when compared toplastics and composites currently used asinterior materials. The goal of theprogram is to eliminate cabin fire as a
cause of postcrash death in aircraftaccidents.
The Geopolymer resin in the beaker aboveis being evaluated as a resin for use infireproof aircraft cabin interior panels andcargo liners (see test at right).Geopolymer is a two-part, water based,liquid potassium aluminosilicate resinwhich cures at 80oC (176oF) to a fireproofsolid having twice the density of water.

10
Geopolymer has the empirical formulaSi32O99H24K7Al. The fire response andmechanical properties of Geopolymercomposites were measured and comparedto lightweight organic matrix compositesand aluminum used in aircraft.
Carbon fabric reinforced Geopolymercrossply laminates were found to havecomparable initial strength to phenolicresin composites currently used in aircraftinteriors. Unlike the phenolic laminateshowever, the Geopolymer composites didnot ignite, burn, or release any heat orsmoke even after extended exposure tohigh heat flux. Geopolymer compositesretained 67 percent of their originalflexural strength after fire exposure whileorganic (e.g., phenolic) composites andaluminum had no residual strength afterthe test. Geopolymer composites havehigher strength and stiffness per unitweight, higher temperature capability, andbetter fatigue resistance than steel oraluminum.
Future work will focus on understandinghow Geopolymer resin protects the carbonfibers from oxidative degradation at 800ºC(1500ºF) in air, optimizing processing toobtain maximum strength, and improvingthe toughness of laminated composites.
POC: Dr. Richard E. Lyon, AAR-422,(609) 485-6076.

11
Lavatory Fire Extinguisher TestStandard
The requirement for an automatic fireextinguisher which discharges into alavatory trash container was proposed inFAA Notice 84-5 as a consequence of twoaircraft accidents. The first involved anaircraft cabin fire (Air Canada, Cincinnati1983) in which 23 people perished. Thesecond occurred at Tampa InternationalAirport in Florida on June 25, 1983, wherepassengers and crew evacuated the aircraftwith no injuries or loss of life. Followingthese accidents, an inspection survey ofthe U.S. carrier fleet by the FAA revealedthat the fire containment capabilities oftrash containers may be compromised bythe wear and tear typical of service.Considering the seriousness of inflightcabin fires, enhanced fire protection wasconsidered necessary. As a result,rulemaking was implemented on April 29,1987, that required each lavatory trashcontainer be equipped with a built-in fireextinguisher which dischargesautomatically into the container whenthere is a fire.
Currently, all aircraft lavatory disposalreceptacle fire extinguishers use Halon1301 as the fire extinguishing agent. Dueto environmental concerns, a total ban onthe production of Halon 1301 was issuedon January 1, 1994. Halons, and Halon1301 in particular, are the mainstay ofaircraft fire protection systems and thusenvironmentally acceptable replacementsmust be identified, as well as the meansfor their approval.
A standard test method is needed toestablish that a replacement will provide alevel of safety equal to Halon 1301. TheFAA established the International HalonReplacement Working Group to address
the development of performance standardsfor aircraft fire extinguishing systemsemploying halons. A specific task groupwas formed to develop a minimumperformance standard for the lavatorytrash receptacle fire extinguishing system.The minimum performance standarddevelopment process started with the testarticle, shown in the photograph below,based on input from the BoeingCommercial Airplane Group. The testarticle is representative of the largest trashreceptacle currently in service. To providesufficient air circulation combustion tostart and continue until the lavatoryextinguisher (Lavex) is discharged,ventilation was provided at both the topand bottom of the test article. Theventilation holes could be closed withdamper flaps so that the agent wouldn’tleak from the bottom of the test articleafter discharging.
Initial tests found that crumpled paperhand towels were the most appropriatematerial to represent lavatory trash. A pairof nichrome coils located close to thebottom of the trash receptacle provided theignition source. This simulated a glowingcigarette buried in the trash, providing adeep-seated, smoldering combustion. Tocover the range of aircraft operational

12
conditions, a minimum test temperaturewas set to ensure the Lavex wouldfunction properly in cold environments,such as can result when an aircraft isparked for extended periods. Several otherrequirements were implemented into theminimum performance standard in order toobtain a repeatable test condition. Theseinclude standardization of the ignitionsource temperature, towel specification, aminimum number of required successfultests for acceptance, and tolerances on theactual “crumpling” tightness of the papertowels. The minimum performancestandard for lavatory trash receptacle fireextinguishers is documented in FAA
Report, “Development of a MinimumPerformance Standard for Lavatory TrashReceptacle Automatic Fire Extinguishers,”DOT/FAA/AR-96/122, dated February1997. The test standard may be used incertification testing of halon alternativesfor lavatory trash receptacles. PolicyLetter TAD-97-003, March 31, 1997,generated by the FAA Transport AirplaneDirectorate was circulated to the variousAircraft Certification Offices to servenotice that this new standard is now inplace.
POC: Mr. Timothy Marker, AAR-422,(609) 485-6469.

13
Nanocomposite Fire-RetardantTechnology for Aircraft Interiors
Commercial transport aircraft containbetween 1500 and 2500 pounds offlammable plastics as seat trim, windows,window shades, wire insulation, andmiscellaneous parts. At present thesemolded parts are not required to meet theheat release rate regulations imposed onlarge area interior panels, stowage bins,ceilings, and partitions. The lowerflammability requirement for molded partsis due to the fact that they are notconsidered to be a significant fuel load.High-temperature plastics that do pass theheat release rate test do not have therequisite toughness, durability,environmental resistance, and aesthetics tofunction effectively in aircraft interiors.
The Federal Aviation Administration iscommitted to developing the enabling
materials technology for a totally fireproofcabin. The goal of the program is toeliminate cabin fire as a cause of death inaircraft accidents. To achieve this goal wewill need interior plastics with an order-of-magnitude reduction in their fire hazardcompared to that of current materials.
Nanocomposite technology is an entirelynew generic approach to reducing theflammability of polymeric (plastic)materials using environmentally friendly,chemical-free additives. The fire-retardanteffect of nanometer sized clay particles inplastics was discovered by the FAAthrough a research grant to CornellUniversity. The National Institute ofStandards and Technology (NIST)subsequently confirmed the effect in firecalorimeter testing. The approach is todisperse individual, nanometer-sized,layered silicates in a molten polymer tocreate a clay-plastic “nanocomposite.”The clay particles are about the same sizeas the polymer molecules themselves (lessthan one millionth of an inch in diameter)so they become intimately mixed andchemically bonded. This has the overalleffect of increasing the thermal stabilityand viscosity of the plastic while reducingthe transmission of fuel gases generatedduring burning.
POLYMER MELT
+
SURFACE TREATED
CLAY
100 nanometers
NANOCOMPOSITE

14
The result is a 60% reduction in the rate ofheat released from a burning nylonnanocomposite containing only 5% clay.This extraordinarily high degree of fireretardant efficiency comes with reducedsmoke and toxic gas emissions and at no
sacrifice in mechanical properties. Thenylon nanocomposite has twice thestiffness and strength of the original nylonand a 150ºF higher softening temperature.
POC: Dr. Richard E. Lyon, AAR-422,(609) 485-6076.
Chemical Oxygen Generator FireTesting
Fire Safety Section personnel at the FAAWilliam J. Hughes Technical Centerparticipated in the National TransportationSafety Board (NTSB) investigation of thecrash of a ValuJet DC-9 near Miami onMay 11, 1996. During the initialinvestigation, it was determined that up to140 unexpended and improperly packagedsodium chlorate oxygen generators were inthe forward cargo compartment of theairplane. As the investigation proceeded,burned pieces of oxygen generators wererecovered at the accident site and thereconstruction of the forward cargocompartment showed increasing evidenceof a severe inflight cargo fire. Althoughthese types of generators were previouslyinvolved in aircraft fires, there was verylittle test data on the likelihood of aninadvertently activated generator starting afire or the magnitude of a fire possibleinvolving up to 140 generators.
The Fire Safety Section began tests toprovide some of this data. Initial testsmeasured the temperature of the steel caseof a variety of types of generators afteractivating the firing mechanism. Thephotograph shows the size of one of the
generators. The temperatures were in the300 to 400oF range, well below themanufacturers specification of a maximumtemperature of 500oF.
The next series of tests involved activatingthe generators in a variety of packagingmaterials. In the majority of tests, thepackaging materials ignited due to thetemperature of the generators and thehigher than normal oxygen concentrationswithin the packages. When multiplegenerators were packaged in the same box,the heat of the burning package wassufficient to initiate the chemical reactionin adjacent generators which producedeven more heat and oxygen. The resultingfire quickly consumed all the generatorsand packaging materials present. The

15
temperatures generated were high enoughto melt steel which has a melting point ofapproximately 2500oF.
A series of three tests were then conductedin an instrumented DC-10 cargocompartment for the NTSB. The threetests were run as follows: (1) one boxcontaining 24 generators, (2) five boxeseach containing 24 generators, and (3) fiveboxes each containing 24 generators andsuitcases and an aircraft tire inflated to 50psi with nitrogen adjacent to thegenerators. The last test, shown below,was designed to be similar to the way theforward cargo compartment of theaccident airplane was loaded. In all of thetests, all of the generators were consumedin the test fires, and, in the last test, theaircraft tire burst from the heat. Theinstrumentation in the cargo compartmentwas able to measure up to 3400oF; thetemperature exceeded that value for ashort period of time. The video recordingof the last test was played at the NTSBpublic hearing for the accident inNovember 1996 and was released to thepress by the NTSB. It was replayednationwide by all the major networks. Thetests corroborated the on-site accidentinvestigation findings and demonstratedthe unusual severity and rapiddevelopment of the fire. It provided
NTSB with additional evidence to supporttheir conclusion that the probable cause ofthe accident was the activation of anoxygen generator in the forward cargocompartment.
A last series of tests was conducted in twodifferent volumes of cargo compartmentsusing a Halon 1301 fire suppressionsystem. Various quantities of oxygengenerators were used for the tests. Thesetests had mixed results. Temperatureswere kept under control when relativelysmall quantities of generators wereinvolved in fires in the large compartmentbut the Halon had minimal impact whenlarger quantities of generators were usedin the smaller compartment. Theaccompanying photos show a sodiumchlorate oxygen generator and the fire testconducted for the NTSB in the DC-10cargo compartment in the FAA Full-ScaleFire Test Facility.
POC: Mr. David Blake, AAR-422, 609-485-4525.

16
Fuel Fire Penetration Test andDestruction of a TransportAircraft
In 1985, a British Airtours B737experienced an engine failure while takingoff from Manchester International Airportin Manchester, England. The left wingtank was punctured releasing fuel into thefire plume trailing from the damagedengine. The plane was safely brought to ahalt on the runway, where fuel continuedto spill from the wing tank creating a poolfire upwind of the aircraft. The windcarried the fire onto the left rear part of theaircraft where it penetrated the hull andignited the interior. Fifty-five people losttheir lives in spite of prompt airport fire-fighter response.
Survivors and accident investigatorsinitially reported that the fire entered theaircraft in as little as 15 seconds after theaircraft was brought to a stop. This rapidburnthrough was inconsistent withprevious accidents and FAA-conductedburnthrough tests. The aircraft should
have resisted fire penetration into thecabin for up to 2 minutes.
In an effort to better understand the rapidburnthrough of the aircraft and resultanthigh loss of life, a test was designed andconducted at the FAA William J. HughesTechnical Center that incorporated manyof the key elements of the Manchesteraccident. A Convair 880 was selected foruse as the test article with modificationsdesigned to emulate the Boeing 737involved in the accident. The aircraft wasequipped with instrumentation thatprovided temperature, heat flux, and toxicgas data designed to track the progress ofthe fire and the resultant cabinenvironmental conditions. Extensivevideo and motion picture camera coveragewas provided to document both theexternal and internal fires. Thephotograph below shows that final stagesof the test conducted at the TechnicalCenter.
The test scenario was derived from theaccident report and included sequenced

17
door openings, external pool fire size andlocation, and wind speed and direction.The external pool fire was lit and the firewas allowed to progress, eventuallypenetrating the aircraft and igniting theinterior. The aircraft was allowed to burnuntil it was completely consumed by thefire.
This test provided what may be the mostrealistic accident reenactment conductedto date. Fire penetration points, cabinsmoke patterns, and fire propagationwithin the cabin closely matched survivorand eyewitness accounts of theManchester accident.
The data collected in this test has providedinsight into the dynamics of external fuelfire penetration and propagation into anaircraft fuselage. The three factors thathad the greatest bearing on survivabilitywere clearly the resistance to burnthrough,the flammability of cabin materials, andthe buildup of toxic gases. The forwardpart of the aircraft remained survivable,despite a raging fire in the rear, until aphenomenon called flashover occurred.Flashover is the sudden combustion ofbuilt up gases that occurs during aninterior fire. When flashover occurs, theavailable oxygen is reduced and lethallevels of toxic gases are produced. Theimportance of reducing the incidence offlashover through the development of fire-resistant materials was clearlydemonstrated. The toxic gases became thedriving factor determining survivability inthe forward cabin, reaching lethal levelsminutes before the smoke and temperaturelevels become unsurvivable.
This test was used as the basis for anongoing effort to improve the resistance ofan aircraft to resist burnthrough from an
exterior fuel fire through the developmentof improved insulation materials.
The data and conclusions derived fromthis test significantly increased ourunderstanding of the mechanism ofburnthrough and the factors that affectsurvivability in a postcrash fuel fireenvironment. For additional informationregarding this test, please refer to the finalreport, DOT/FAA/AR-96/48, published inDecember 1996.
POC: Mr. Harry Webster, AAR-422,(609) 485-4183.