Embed Size (px)
DESCRIPTION
Both directional and isothermal annealing experiments have been performed on the hot-rolled ODSnickel-based superalloy MA 754. Directional annealing of MA 754 produced an elongated, coarse grainstructure with a {110}100 texture for all hot-zone velocities examined, with the grain aspect ratio andtwin boundary density decreasing with increasing hot-zone velocity. Isothermal annealing also producedelongated structures, but with larger grain aspect ratios and a stronger {110}100 texture. In order toelucidate the results of the experimental studies, a front-tracking computer-based model [H.J. Frost, C.V.Thompson, C.L. Howe, J.H. Whang, Scripta Metall. 22 (1988) 65–70] was modified to simulate the directional/isothermal annealing processes for materials with particles. Simulations of directional annealingwith particles aligned in the direction of hot-zone movement could produce (at the appropriate hot-zonevelocities) columnar grain structures with some finer grains clustered around the particles. Contrary toexperimental observations, simulations of isothermal annealing in similar particle-containing materialdid not produce columnar grain structures, but equi-axed grains whose size was defined by the spacingbetween the lines of particles. Thus, the simulation results suggest that it is the texture, and not theparticles, of the hot-rolled MA 754 that leads to a columnar grain structure.
Citation preview

Materials Science and Engineering A 492 (2008) 353–363
Contents lists available at ScienceDirect
Materials Science and Engineering A
journa l homepage: www.e lsev ier .com/ locate /msea
Experiments and simulations of directionally annealed ODS MA 754
I. Baker ∗, B. Iliescu, J. Li, H.J. FrostThayer School of Engineering, Dartmouth College, Hanover, NH 03755, United States
hermA 75
0 0〉 tecreaswithe exp. Whang prhe dir
strus, simr graarticMA
a r t i c l e i n f o
Article history:Received 12 September 2007Received in revised form 24 March 2008Accepted 25 March 2008
Keywords:Directional annealingIsothermal annealingMA 754Simulations
a b s t r a c t
Both directional and isotnickel-based superalloy Mstructure with a {1 1 0}〈1twin boundary density deelongated structures, butelucidate the results of thThompson, C.L. Howe, J.Htional/isothermal annealiwith particles aligned in tvelocities) columnar grainexperimental observationdid not produce columnaing between the lines of pparticles, of the hot-rolled
1. Introduction
Nickel-based oxide-dispersion strengthened (ODS) alloys,obtained by mechanical alloying [2–4] are mainly used foraerospace applications. Inert oxides are uniformly dispersed intothe matrix, which leads to an increase of high temperature strengthcompared to the unreinforced superalloy. One of the major charac-teristics of the consolidated alloy is that the microstructure consistsof very fine (submicron) equi-axed grains, characterized by highlevels of stored energy and extremely high hardness. The alloys aresubjected to subsequent heat treatments that lead to the develop-ment of a very coarse, highly anisotropic grain structure. In this way,the creep resistance of the ODS superalloys with such structures isdramatically improved, making them very suitable for use in hightemperature environments [5].
Inconel alloy MA 754, the first mechanically alloyed ODS Ni–Cralloy, is used as a turbine vane and blade material in advanced jetengines. The development of a columnar grain structure, whichis highly desirable for elevated temperature applications, in bothMA 754 and in the nickel-based superalloy MA6000 occurs duringisothermal annealing [6]. This microstructural evolution has beenattributed to the effects of the linear distributed second-phase par-
∗ Corresponding author. Tel.: +1 603 646 2184.E-mail address: [email protected] (I. Baker).
0921-5093/$ – see front matter © 2008 Elsevier B.V. All rights reserved.doi:10.1016/j.msea.2008.03.032
al annealing experiments have been performed on the hot-rolled ODS4. Directional annealing of MA 754 produced an elongated, coarse grainxture for all hot-zone velocities examined, with the grain aspect ratio and
ing with increasing hot-zone velocity. Isothermal annealing also producedlarger grain aspect ratios and a stronger {1 1 0}〈1 0 0〉 texture. In order toerimental studies, a front-tracking computer-based model [H.J. Frost, C.V.ng, Scripta Metall. 22 (1988) 65–70] was modified to simulate the direc-
ocesses for materials with particles. Simulations of directional annealingection of hot-zone movement could produce (at the appropriate hot-zonectures with some finer grains clustered around the particles. Contrary toulations of isothermal annealing in similar particle-containing material
in structures, but equi-axed grains whose size was defined by the spac-les. Thus, the simulation results suggest that it is the texture, and not the754 that leads to a columnar grain structure.
© 2008 Elsevier B.V. All rights reserved.
ticles – an arrangement produced by the hot rolling – which inhibitgrain growth perpendicular to the lines of particles [7].
ODS superalloys have been processed by both directional pri-mary recrystallization and directional secondary recrystallization,although the distinction between the two processes is not always
clear—even when primary recrystallization was supposed to haveled to an elongated grain structure it may have simply precededsecondary recrystallization.Directional primary recrystallization appears to have been usedto produce large, [1 1 0]-oriented columnar-grained specimens ofsome ODS superalloys [8–12]. The critical parameters in the pro-cessing were the deformation prior to recrystallization and therecrystallization temperature. The particles did not coarsen or dis-solve (the reason they were incorporated into the alloy) duringthe processing, and thus provided a pinning force. However, at thelevels present (say, radius, 10 nm; volume fraction, 0.025), did notprevent abnormal grain growth [10]. The largest grain aspect ratioswere obtained at the slowest rates of hot-zone movement [8,11].For example, for MA 760, the grain aspect ratio increased (from∼10:1 to grains encompassing the entire specimen length) as thezone-annealing speed decreased (from 60 to 4.2 cm/h) [12]. Oddly,when isothermally annealed this material produces a smaller grainaspect ratio of 4 [12].
Directional secondary recrystallization of as-extruded or as-rolled ODS nickel-based superalloys, such as PM 3030 [13],MA 760 [12] and MA 6000 [6,14–17] has also been performed.

354 I. Baker et al. / Materials Science and En
Fig. 1. BE SEM image of as-received MA754. Arrow 1 points to dark oxide particles,and arrow 2 points to some elongated grains.
Fig. 2. BE SEM image of MA 754 directionally annealed at 1100 ◦C at various hot-zone vThe rolling direction (RD) is vertical.
gineering A 492 (2008) 353–363
Table 1Nominal composition of MA 754 (wt.%)
Ni Cr Al Ti C Fe Y2O3
77.55 20 0.3 0.5 0.05 1 0.6
Although these alloys had undergone primary recrystallization,nevertheless they typically have very fine (<1 �m) grains, and thus,have a large driving force for secondary recrystallization. Direc-tional recrystallization has been shown to produce elongated grainstructures in these materials if the (grain) interface velocity isgreater than the zone-annealing speed [6,18]. Again, 〈1 1 0〉 textureswere often produced by directional annealing [16]. Interestingly, asthe zone-annealing rate is increased the density of annealing twinsand “stray” grains decreases [15].
Several computer simulation techniques have been success-fully applied to study nucleation and grain growth processes inmetals and alloys. One of the two main techniques is Monte Carlosimulation. This was first used for this purpose by Srolovitz’sgroup [19,20] and has been successfully modified to simulatethree-dimensional grain growth, the development of rolling andrecrystallization textures [21], grain growth with particles [22],and even directional recrystallization [23]. The second techniqueis the front-tracking, curvature-driven model, which was initiallyprogrammed by Frost et al. [1]. This model has been successfullyused to simulate both normal and abnormal grain growth inthin films [24,25], directional recrystallization without particles
elocities. (a) v = 2 mm/h, (b) v = 10 mm/h, (c) v = 50 mm/h and (d) v = 100 mm/h.

I. Baker et al. / Materials Science and En
imen from one end to the other end have been given elsewhere[29]. Briefly, if the grain boundary velocity, v, is defined as:
v = �k
where � is the product of the boundary mobility and the bound-ary energy also known as the reduced mobility, with a unit ofm2/s, and k is the local boundary curvature. The simulation timecan be represented by a normalized dimensionless unit �, givenby
Fig. 3. BE SEM images of MA 754 isothermally annealed specimens at (a) 1200 ◦Cand (b) 1300 ◦C for 2 h. The rolling direction (RD) is vertical.
[26–30], and the effects of variable grain boundary energy andmobility, and, thus, to some extent, textures. In addition, second-phase particles have been introduced into this model to simulatetheir effects on isothermal grain growth [31,32].
In this paper, a comparison is made between the effects on themicrostructure of MA 754 of directional annealing at different hot-zone velocities and isothermal annealing. As an aid to understandthe microstructural evolution, a front-tracking, curvature-drivenmodel [1,33] was modified to simulate grain growth during direc-tional annealing with and without second-phase particles, whichwere either randomly dispersed or arranged in lines.
2. Experimental
The composition of MA 754, which was produced by mechanicalalloying a mixture of Ni and Cr powders and a master Ni-based alloy
gineering A 492 (2008) 353–363 355
containing the reactive elements Al and Ti, is given in Table 1 [34].The 20–40 nm Y2O3 particles were introduced into the mixture as1 �m clusters [3]. The as-received MA 754 powder alloy had beenconsolidated by canning followed by hot rolling into rectangularbars, but had not been otherwise heat-treated.
Specimens, 4 mm × 20 mm × 155 mm, were cut from the MA754 bars with their long axes parallel to rolling direction. Direc-tional annealing was performed in air, using a Tsukuba Asgal ModelF2SS35W optical image furnace with the hot-zone temperature of1100 ◦C at growth velocities of 2, 5, 7, 10, 50 and 100 mm/h. Furtherdetails of the directional recrystallization processing can be foundelsewhere [35]. Isothermal annealing was also performed in air for2 h at both 1200 and 1300 ◦C.
For examination in a scanning electron microscope (SEM), spec-imens were cut from either the as-received or annealed specimensand mechanically polished on SiC paper with 1 �m alumina pow-der, and then electropolished at room temperature in a mixtureof 2 g citric acid, 48.9 ml sulfuric acid and 44.1 ml orthophos-phoric acid in water. For backscattered electron (BE) imaging,specimens were electro-etched in 10% phosphoric acid in waterat 3 V for 20–25 s. Alternatively, final polishing was conductedusing vibratory polisher with an acidic alumina suspension inwater.
Microstructural characterization was performed in a Zeiss DSM962 SEM operated at 30 kV and equipped with a HKL Technology,Inc. Channel 5 automated electron back-scattered diffraction pat-terns (EBSP) system. In order to measure the length and the widthof the columnar grains several backscattered images were acquiredand electronically “stitched” together to cover the entire width ofthe specimens. Although most of the grains were contained in thewidth of the specimen investigated, some were longer than this.Therefore, the grain aspect ratios reported here should be taken asa lower limit of length-to-width ratio.
Details of the simulation technique using the front-trackingmodel, where a narrow infinite hot-zone travels along the spec-
� = t�
A0
where t is the real time, and A0 is the average initial grain area. Thehot-zone moving along the specimen at a velocity, V (=�x/�t), canalso be represented by a normalized dimensionless parameter, VN,given by
VN = �x√A0
(1
�t
A0
�
)= V
√A0
�
Table 2Grain aspect ratio of MA 754, directionally annealed at 1100 ◦C at various hot-zonevelocities
Zone-anneal velocity (mm/h) Grain aspect ratio Standard deviation
2 11 3.310 8 3.350 7 2.3
100 6 2.1

356 I. Baker et al. / Materials Science and Engineering A 492 (2008) 353–363
Fig. 4. Orientation maps obtained by EBSP analysis of MA 754 directionally annealed at 11and (f) 100 mm/h. Grains in different shades of blue show a 〈1 0 0〉 texture (within 20◦
hot-rolling direction. The rolling direction (RD) is vertical. High angle boundaries (>15◦) a
Simulations of isothermal annealing using this front-trackingmodel produce normal grain growth [24,25]. Simulations ofdirectional annealing using this model at various hot-zone veloci-ties produce: (1) fine equi-axed grains (high hot-zone velocities);
00 ◦C at velocities of: (a) 2 mm/h, (b) 5 mm/h, (c) 7 mm/h, (d) 10 mm/h, (e) 50 mm/h,) while grains in red exhibited larger deviations of the 〈0 0 1〉 direction from there shown in black and low angle boundaries (2–15◦) in yellow.
(2) somewhat elongated grains (intermediate hot-zone velocities);or columnar grains (low hot-zone velocities) [29]. It is worth notingthat large equi-axed grains were observed experimentally duringdirectional recrystallization of copper at very low hot-zone veloc-
I. Baker et al. / Materials Science and En
ities [36], whereas the front-tracking model did not reproducethis behavior [29]. This is due to the infinite temperature gradientused in the simulation, which is not present in the experiments.The development of large equi-axed grain structures at low hot-zone velocity has been observed in Monte Carlo simulation with amedium temperature gradient [23].
Hau-Riege [26,32] successfully introduced circular particles intothe front-tracking simulation. The positions of particles, which layinside the grain, on the grain boundary and on the triple points,were updated in each time step. The possible 2D interactionsbetween the grain boundaries or triple points and the particles havebeen summarized elsewhere [31]. The same approach was usedhere except that the particles were added both in random arrays
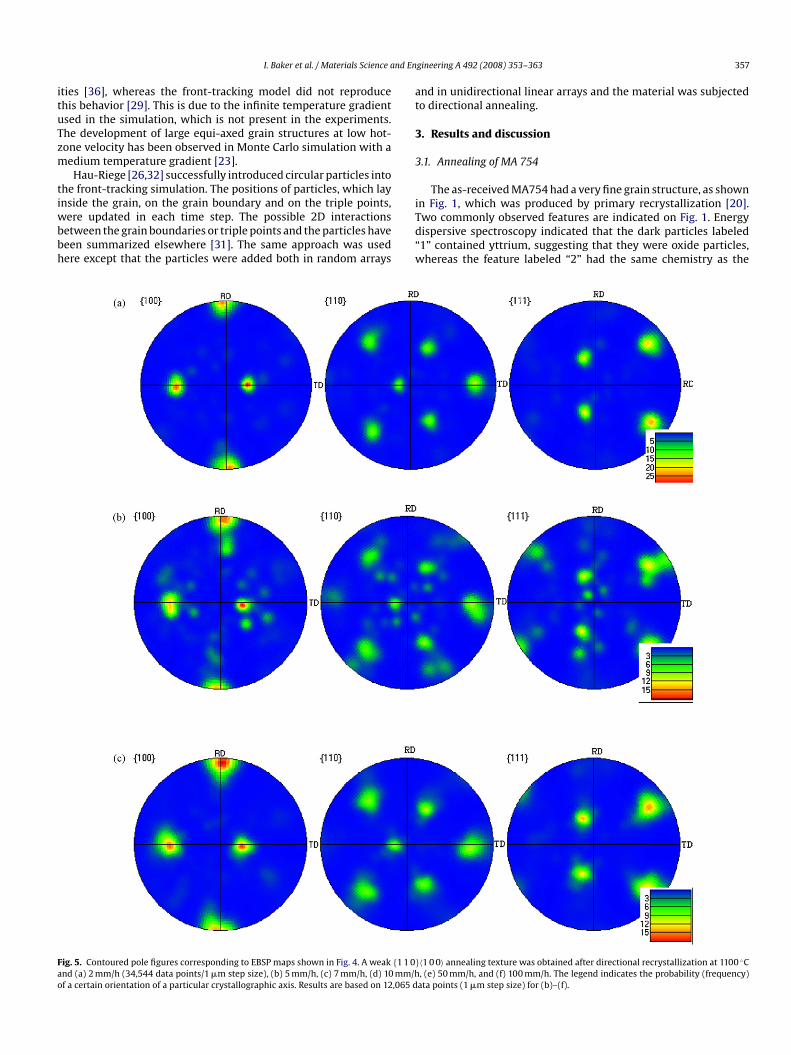
Fig. 5. Contoured pole figures corresponding to EBSP maps shown in Fig. 4. A weak {1 1 0and (a) 2 mm/h (34,544 data points/1 �m step size), (b) 5 mm/h, (c) 7 mm/h, (d) 10 mm/hof a certain orientation of a particular crystallographic axis. Results are based on 12,065 d
gineering A 492 (2008) 353–363 357
and in unidirectional linear arrays and the material was subjectedto directional annealing.
3. Results and discussion
3.1. Annealing of MA 754
The as-received MA754 had a very fine grain structure, as shownin Fig. 1, which was produced by primary recrystallization [20].Two commonly observed features are indicated on Fig. 1. Energydispersive spectroscopy indicated that the dark particles labeled“1” contained yttrium, suggesting that they were oxide particles,whereas the feature labeled “2” had the same chemistry as the
}〈1 0 0〉 annealing texture was obtained after directional recrystallization at 1100 ◦C, (e) 50 mm/h, and (f) 100 mm/h. The legend indicates the probability (frequency)ata points (1 �m step size) for (b)–(f).

358 I. Baker et al. / Materials Science and Engineering A 492 (2008) 353–363
Fig. 5. (Cont
rest of the material, indicating that they were simply elongatedgrains.
Directional annealing of MA754 produced elongated coarse-grained microstructures for all hot-zone velocities examined, withthe length-to-width grain aspect ratio decreasing as the hot-zonevelocity increased, see Fig. 2. Isothermal annealing experimentsproduced similar columnar-grained microstructures as can be seenin Fig. 3. Isothermal annealing at 1300 ◦C produces a coarser grainstructure than that from isothermal annealing at 1200 ◦C. The band-like character of the columnar microstructures produced fromdirectional annealing at slow hot-zone velocities is very similarto the microstructures produced by the isothermal annealing. Thefine thin grains within the large columnar grains such as the onemarked by the arrow in Fig. 3(a) are formed due to an incompletegrain coarsening process [8].
inued )
The development of the highly anisotropic columnar grain struc-ture in MA 754 after both directional annealing and isothermalannealing has been attributed to the linear alignment of the fineyttria particles along the rolling direction [12,20]. These particlespin grain boundaries that are migrating perpendicular to the rollingdirection, and thus prevent the grain growth along those directions[37].
Measurements of grain aspect ratio (grain length to grain width)performed after directional annealing showed that the largest grainaspect ratio (11) was obtained for the lowest hot-zone velocity(2 mm/h), see Table 2, in a good agreement with previous studies onODS superalloys [7]. The decreasing grain aspect ratio with increas-ing hot-zone velocity is attributed to the fact that the grain growthfront cannot keep up with the moving hot-zone at higher hot-zonevelocities. By comparison, the grain aspect ratio after isothermal

nd Engineering A 492 (2008) 353–363 359
I. Baker et al. / Materials Science aannealing was measured to be 19 ± 8.6 at 1200 ◦C and 15 ± 6.3 at1300 ◦C, i.e. significantly larger than that from directional anneal-ing.
Fig. 4 shows EBSP orientation maps of MA 754 after direc-tionally annealed at various hot-zone velocities. A columnar grainstructure with significantly elongated grains is dominant at slowhot-zone velocities (2–10 mm/h). However, as the hot-zone velocityincreased to 50 and 100 mm/h, the elongation of the grains is gradu-ally reduced and the band-like character of the microstructure thatwas predominant at slow hot-zone velocity is greatly reduced. Inthe figure, the grains in blue shades indicate a predominant 〈0 0 1〉crystallographic direction parallel to the hot-rolling direction withmisorientation less than 20◦. Grains exhibiting this texture makeup more than 65% of the total area investigated for each orientationmap presented.
Further analysis of the texture was conducted by means of con-toured pole figures, which show the strength of clustering of polesin terms of the probability of finding an orientation consistent witha given texture upon probing a point on the specimen. The centerof the pole figure is normal to the rolling direction, which is thesame as the annealing direction. The contoured pole figures corre-sponding to the orientation maps from Fig. 4(a)–(f) are shown inFig. 5(a)–(f).
The columnar coarse-grained microstructure obtained afterdirectional recrystallization at 1100 ◦C with a hot-zone velocity of2 mm/h had a weak {1 1 0}〈1 0 0〉 texture (Fig. 5(a) [38]). The elon-gated grain structure is still present as the hot-zone velocity wasincreased to 5, 7 and 10 mm/h, while maintaining the 〈0 0 1〉 direc-tion parallel to the hot-rolling direction, as seen in Fig. 5(b)–(d).Further increases of the hot-zone speed to 50 and 100 mm/h signif-icantly reduced the columnar character of the microstructure, butthe weak {1 1 0}〈0 0 1〉 texture [38] was still preserved as shown inFig. 5(e) and (f).
During recrystallization and grain growth, materials with lowto medium stacking fault energy such as nickel and nickel-basedalloys tend to produce a high proportion of annealing twins, i.e.�3 boundaries [39]. Thus, the frequency of the �3 boundarieswas determined for each directional annealing processing con-dition from plots of the coincident site lattice (CSL) boundaryfrequency. Analysis of the EBSP data showed that the sample direc-tionally annealed at 1100 ◦C with a hot-zone velocity of 2 mm/hhad an average twin boundary frequency of 56%. A high frequencyof annealing twins (∼52%) was also obtained at hot-zone veloc-ity of 5 mm/h. However, as the hot-zone velocity was increased
to 7 mm/h and then to 10 mm/h, the fraction of annealing twinsdecreased to 43 and 24%, respectively. At a hot-zone velocity of50 mm/h, the twin boundary density decreased to ∼36%. The den-sity of �3 twin boundaries was similar (∼37%) after a furtherincrease of hot-zone velocity to 100 mm/h. Thus, as the hot-zonevelocity was increased from 2 to 100 mm/h, the density of annealingtwins decreased, a feature that has also been observed in a previ-ous study of this alloy [40]. Li and Baker [36] also found that thenumber of twin boundaries per unit area decreased with increasinghot-zone velocity and with decreasing annealing temperature fordirectionally annealed cold-rolled copper. These observations areconsistent with the suggestion of Mahajan et al. [41] who arguedthat “Shockley partial loops nucleate on consecutive {1 1 1} planesby growth accidents occurring on migrating {1 1 1} steps associatedwith a moving grain boundary” and produce twins. Hence, theyargued that “the higher the velocity of the boundary, the higherthe twin density”. In other words, greater grain growth and, hence,larger grains lead to more annealing twins. In the present work, thedecrease in twin boundary frequency at higher hot-zone velocitiesis attributed to the decreased time available for grain growth in thehot-zone.Fig. 6. Orientation maps of MA754 isothermally annealed at (a) 1200 ◦C and b)1300 ◦C for 2 h. The rolling direction (RD) is vertical. Grains in shades of blue show a〈0 0 1〉 texture while grains in red exhibited large deviations of the 〈0 0 1〉 directionfrom the hot-rolling direction. High angle boundaries (>15◦) are shown in black and
low angle boundaries (2–15◦) in yellow.An elongated columnar grain structure also developed afterisothermal annealing, see Fig. 6. EBSP analysis revealed the pres-ence of a strong 〈1 0 0〉 texture component in the direction parallelto the rolling direction. This texture predominates, representing∼88% for each area shown in the figure, i.e. this texture is strongerafter isothermal annealing of MA754 than that after directionalannealing.
Again, EBSP analyses by means of contour pole figures showeda weak {1 1 0}〈1 0 0〉 texture (Fig. 7(a) and (b)) after isothermalannealing at either 1200 ◦C or 1300 ◦C similar to the one obtainedafter directional recrystallization at 1100 ◦C.
The presence of a strong 〈1 0 0〉 crystallographic texture aftereither directional recrystallization or isothermal annealing ofMA754 is beneficial. This texture gives a low modulus of elastic-ity in the longitudinal direction, improving the thermal fatigueresistance [34].
The density of annealing twins after isothermal recrystalliza-tion was comparable to that after directional annealing, i.e. ∼41%at 1200 ◦C and 24% at 1300 ◦C.

360 I. Baker et al. / Materials Science and Engineering A 492 (2008) 353–363
Fig. 7. Contoured pole figures corresponding to EBSP maps shown in Fig. 6. A weak {1 1 0}〈1 0 0〉 annealing texture was obtained after static annealing at (a) 1200 ◦C and (b)1300 ◦C. The legend indicates the probability (frequency) of a certain orientation of a particular crystallographic axis. Results are based on 12,065 acquired data points witha 5-�m step size.
Fig. 8. Simulated microstructural evolution of directional annealing at the different hot-zone velocities and times shown. (a) Initial microstructure, � = 0.5; (b) v = 0.1, � = 500;(c) v = 0.5, � = 100; (d) v = 0.8, � = 70. The black rectangle represents the hot-zone.

I. Baker et al. / Materials Science and Engineering A 492 (2008) 353–363 361
Fig. 9. Microstructures evolution of directional annealing with randomly dis-tributed particles with v = 0.1. (a) � = 0.5 and (b) � = 4000. The black rectangularindicates the position of the hot-zone.
It is worth noting that the fatigue behavior at high temperatureof various materials, in particular superalloys, is greatly affected bythe presence of twin interfaces [41]. Significant reductions of twindensity in metals and alloys can be achieved additions of solutessuch as of boron, as shown in studies by Mahajan et al. [41] andRath et al. [42] due to the poisoning of the grain boundary steps onwhich twins form.
3.2. Simulation of directional annealing with particles
Fig. 8(b)–(d) shows examples of directional annealing at dif-ferent hot-zone velocities of an initially equi-axed grain structurewithout particles, as shown in Fig. 8(a). Columnar grain structures
can be produced at favorable hot-zone velocities with neither parti-cles present nor an initial texture in the material (Fig. 8(b)), a featureborne out experimentally in experimental studies of directionalrecrystallization of cold-rolled nickel [35,36,43–44].Fig. 9 shows the results of directional annealing of the same grainstructure as in Fig. 8(a) but with 534 particles randomly distributedin the microstructure (196 particles on the grain boundaries, 201particles at the triple points and 137 particles inside the grains).The hot-zone velocity used was 0.1, which was the velocity thatproduced the columnar grain structure when no particles werepresent shown in Fig. 8(b). The grains in the particle-containingmaterial underwent limited growth before they were pinned byparticles. No columnar grains structures were produced. Simula-tions at different hot-zone velocities showed that hot-zone velocityhad relatively little effect on the grain growth process.
Fig. 10 shows the results of both isothermal annealing anddirectional annealing at different hot-zone velocities of the sameinitial grain structure as in Fig. 8(a) but with the addition of 322particles distributed in five straight lines. The resulting isother-mally annealed microstructure shown in Fig. 10(a) with linearlydistributed particles is completely different from both those with
Fig. 10. Microstructural evolution of isothermal (a) and directional (b)–(e) anneal-ing process at the different hot-zone velocities and times with linearly distributedparticles. (a) Isothermal annealing at � = 200, (b) directional annealing at v = 0.1 and� = 200, (c) directional annealing at v = 0.2 and � = 130, (d) directional annealing atv = 0.3 and � = 180 and (e) directional annealing at v = 0.4 and � = 130. There are322 particles in total, in 5 lines.

nd En
362 I. Baker et al. / Materials Science arandomly distributed particles shown in Fig. 9(b) and those with-out particles [29]. Grain growth stopped when the grain boundarieswere pinned by particles, while the grain boundaries between par-ticle lines having a propensity towards perpendicular to the particleline direction. The grain size is defined by the spacing between theparticle lines. Some small grains that survived near the particleshad most of their grain boundaries pinned by the particles.
With randomly distributed particles, small, equi-axed grainstructures were produced during both isothermal annealing anddirectional annealing, with all of the grain boundaries being even-tually pinned by the particles. In contrast, over an optimumrange of hot-zone velocities, for the microstructure containingthe linearly distributed particles, large columnar grains wereproduced along the hot-zone movement direction as shown inFig. 10(b)–(d). By increasing the hot-zone velocity, the colum-nar grains became shorter and more small equi-axed grains wereleft near particles, due to some of their boundaries being pinnedby particles. As for the isothermal anneal, the widths of thecolumnar grains were limited by the spacing between the parti-cle lines. At the highest hot-zone velocities, the columnar grainstructure largely vanished and was replaced with the more equi-axed grains structure with a few elongated grains as shown inFig. 10(e).
The simulation results indicate that lines of particles alone canlead to a columnar grain structure during directional annealing aslong as the hot-zone velocity is not too high. In other words, thereis no need for strong texture in the material for the columnar grainsto form. Conversely, the simulation results also indicate that linesof particles alone do not produce a columnar grain structure dur-ing isothermal annealing. This implies that a texture is requiredfor columnar grains to form. In fact, as noted earlier, columnargrains can be produced in high-purity nickel by directional recrys-tallization, in the absence of particles, at the appropriate hot-zonevelocities if the appropriate texture is present [35,36,43–45]. Inother words, particles are not necessary to produce a columnargrain structure, which is in agreement with the conclusion of Balochand Bhadeshia [6]. In contrast, Somani et al. [7] suggested that thelines of particles were the reason for the production of columnargrains in ODS superalloys.
Previously, we argued [36] that texture pinning [46–48] of thesmall cube-oriented grains produced by primary recrystallization(coupled with a high temperature gradient) was the main reasonthat a columnar grain structure could be produced during direc-tional (secondary) recrystallization of cold-rolled nickel. It appears
likely that texture pinning is the key to producing the columnargrain structure in the MA 754 studied here.4. Conclusions
The effects of directional annealing on the microstructuralevolution of hot-rolled MA 754 have been investigated, and sim-ulations, using a front-tracking model, of directional annealing ofmaterials containing particles have led to the following conclu-sions:
(1) Directional annealing of MA 754 produced an elongated, coarsegrain structure for all hot velocities examined, similar to thatproduced after isothermal annealing, with the grain aspect ratiodecreasing with increasing hot-zone velocity.
(2) Both isothermal and directional annealing produced a{1 1 0}〈1 0 0〉 texture, with a stronger 〈1 0 0〉 texture beingpresent after isothermal annealing.
(3) The twin boundary density decreased as the hot-zone velocityincreased from 2 to 100 mm/h during directional annealing.
[
[
[[[[[[
[[
[[[[[
[[
[
gineering A 492 (2008) 353–363
(4) Simulation of directional annealing with particles aligned inthe direction of hot-zone movement produced columnar grainstructures with some finer grains clustered around the parti-cles.
(5) Simulation of isothermal annealing with unidirectional lines ofparticles in a material did not produce columnar grain struc-tures, but equi-axed grains whose size was defined by thespacing between the lines of particles. This observation impliesthat it is the texture, rather than the particles, of the hot-rolledMA 754 that leads to a columnar grain structure.
Acknowledgements
This research was supported by National Science Foundationgrants 9976509 and 0217565 and Air Force Office of ScienceResearch grant F 49620-00-1-0076. Any opinions, findings, andconclusions or recommendations expressed in this material arethose of the author(s) and do not necessarily reflect the views ofthe National Science Foundation, the Air Force Office of ScientificResearch or the U.S. Government. The authors wish to thank Dr.C.P. Daghlian of Dartmouth College for help with the EBSP workand Dr. Richard Hech of Inco, Huntington, W.Va. for supplying theMA 754.
References
[1] H.J. Frost, C.V. Thompson, C.L. Howe, J.H. Whang, Scripta Metall. 22 (1988)65–70.
[2] J.S. Benjamin, T.E. Volin, Metall. Trans. 5 (1974) 1929–1934.[3] M.J. Fleetwood, Mater. Sci. Technol. 2 (1986) 1176–1182.[4] H.K.D.H. Bhadeshia, Contribution to the ‘Structure of Materials’, Section of
Materials Congress, Cirencester, UK, April 12–14, 2000.[5] J.S. Benjamin, Metall. Trans. 1 (1970) 2943–2951.[6] M.M. Baloch, H.K.D.H. Bhadeshia, Mater. Sci. Technol. 6 (1990) 1236–1246.[7] M.C. Somani, K. Muraleedharan, N.C. Birla, V. Singh, Y.V.R.K. Prasad, Metall.
Mater. Trans. A—Phys. Metall. 25 (1994) 1693–1702.[8] R.L. Cairns, L.R. Curwick, J.S. Benjamin, Metall. Trans. A 6A (1975) 179–186.[9] R.E. Allen, Superalloys—Processing, Proc. 2nd Int. Conf. MCIC-72-10, 1972, p. 1.
[10] A. Tetkin, M. Mujahid, J.W. Martin, S.W.K. Shaw, G.M. McColvin, I.C. Elliot, in:S.D. Antolovich, et al. (Eds.), Superalloys 1992, TMS, Warrendale, PA, 1992, p.457.
[11] E.H. Gessinger, Metall. Trans. A 7A (1976) 1203.[12] W. Sha, H.K.D.H. Bhadeshia, J. Mater. Sci. 30 (1995) 1439–1444.[13] J. Motsch, M. Ruhle, R. Schneider, K. Zoltzer, Prakt. Metallogr. 29 (1992) 453.[14] C.A. Gater, J.W. Martin, Mater. Sci. Technol. 12 (1996) 613.[15] A.O. Humphreys, S.W.K. Shaw, J.W. Martin, Mater. Charact. 34 (1995) 9.[16] J.M. Marsh, J.W. Martin, Mater. Sci. Technol. 7 (1991) 183.[17] B.A. Wilcox, A.H. Clauer, Trans. Metall., Soc. A.I.M.E. 236 (1990) 570.[18] H.K.D.H. Bhadeshia, Mater. Sci. Eng. A223 (1997) 64–77.
[19] M.P. Anderson, D.J. Srolovitz, G.S. Grest, P.S. Sahni, Acta Metall. 32 (1984)783–791.20] D.J. Srolovitz, M.P. Anderson, P.S. Sahni, Acta Metall. 32 (1984) 793–802.
[21] A.D. Rollett, D.J. Srolovitz, M.P. Anderson, Acta Metall. 37 (1989) 1227–1240.22] A.D. Rollett, D.J. Srolovitz, M.P. Anderson, R.D. Doherty, Acta Met. Mater. 40
(1992) 3475–3495.23] E.A. Holm, N. Zacharopoulos, D.J. Srolovitz, Acta Metall. 46 (1998) 953–964.24] H.J. Frost, Mater. Charact. 32 (1994) 257–273.25] H.J. Frost, C.V. Thompson, D.T. Walton, Acta Met. Mater. 40 (1992) 779–793.26] S.P. Hau-Riege, C.V. Thompson, Appl. Phys. Lett. 75 (1999) 1464–1466.27] S.P. Hau-Riege, C.V. Thompson, Appl. Phys. Lett. 76 (2000) 309–311.28] C.S. Hau-Riege, S.P. Hau-Riege, C.V. Thompson, J. Electron. Mater. 30 (2001)
11–16.29] A.Y. Badmos, H.J. Frost, I. Baker, Acta Mater. 50 (2002) 3347–3359.30] A.Y. Badmos, H.J. Frost, I. Baker, Acta Mater. 51 (2003) 2755–2764.
[31] S.P. Riege, C.V. Thompson, H.J. Frost, Acta Mater. 47 (1999) 1879–1887.32] C.S. Hau-Riege, Ph.D. Thesis, Massachusetts Institute of Technology, 2000.33] H.J. Frost, Acta Metall. 35 (1987) 519–527.34] http://www.specialmetals.com/.35] J. Li, S.L. Johns, B.M. Iliescu, H.J. Frost, I. Baker, Acta Mater. 50 (2002) 4491–4497.36] J. Li, I. Baker, Mater. Sci. Eng. A392 (2005) 8–22.
[37] E. Nes, N. Ryum, O. Hunderi, Acta Metall. 33 (1985) 11–22.38] B. Iliescu, M.S. Thesis, Dartmouth College, 2003.39] S.M. Kumar, W.E. King, in: E. Ankem, C.S. Pande (Eds.), Advances in Twinning,
The Minerals, Metals and Materials Society, 1999 (No. UCRL-JC-131664).40] F.J. Humphreys, M. Hatherly, Recrystallization and Related Annealing Phenom-
ena, Pergamon Press, Oxford, 1995.[41] S. Mahajan, C.S. Pande, M.A. Imam, B.B. Rath, Acta Mater. 45 (1997) 2633–2638.

[[[
[
I. Baker et al. / Materials Science and En
42] B.B. Rath, M.A. Imam, C.S. Pande, Mater. Phys. Mech. 1 (2000) 61–66.43] I. Baker, J. Li, H.J. Frost, TMS Lett. 1 (2004) 67–68.44] I. Baker, A.Y. Badmos, J. Li, H.J. Frost, Proceedings of the AFOSR Metallic Materials
Contractors Meeting, Bar Harbor, ME, 14th–16th August, 2002.45] I. Baker, H. Chang, J. Li, Proc. Mater. Res. Soc. 819 (2004) 255–263.
[[[
gineering A 492 (2008) 353–363 363
46] G. Abbruzzese, K. Lucke, Acta Metall. 34 (1986) 905.47] H. Eichelkraut, G. Abbruzzese, K. Lucke, Acta Metall. 36 (1988) 55–68.48] G. Abbruzzese, K. Lucke, H. Eichelkraut, ICOTOM 8 Metallurgical Society, War-
rendale, PA, 1988, p. 693.





























