Embed Size (px)
Citation preview
Examensarbete
Effektivisering av internt materialflöde – Plastal Simrishamn
Februari - 2004
Henrik Esbjörnson Magnus Löwgren Hybinette Institutionen för Teknisk Ekonomi och Logistik Lunds Tekniska Högskola Handledare Sten Wandel

Innehållsförteckning
Förord…….……............ ..............................................................................................................I Summary…… .......................................................................................................................... III Sammanfattning......................................................................................................................... V 1. Inledning….............................................................................................................................. 1
1.1 Bakgrund .......................................................................................................................... 1 1.2 Problematisering............................................................................................................... 1 1.3 Syfte ................................................................................................................................. 2 1.4 Fokus och avgränsningar.................................................................................................. 2 1.5 Målgrupp .......................................................................................................................... 2 1.6 Rapportens uppbyggnad................................................................................................... 2
2. Metod…… ............................................................................................................................... 5 2.1 Undersökningsmetoder..................................................................................................... 5
2.1.1 Använda undersökningsmetoder ............................................................................... 6 2.2 Teknik för datainsamling ................................................................................................. 6
2.2.1 Dokument .................................................................................................................. 7 2.2.2 Intervjuer och enkäter................................................................................................ 7 2.2.3 Observationer ............................................................................................................ 8 2.2.4 Använda metoder för datainsamling ......................................................................... 8
2.3 Benchmarking .................................................................................................................. 9 2.3.1 Använda metoder för benchmarking......................................................................... 9
2.4 Bearbetning utav insamlad information ........................................................................... 9 2.4.1 Använda metoder för bearbetning av insamlad information................................... 10
2.5 Osäkerhet i informationsinsamlandet............................................................................. 10 2.5.1 Eftertanke kring osäkerheten i informationsinsamlandet........................................ 10
2.6 Arbetsgång ..................................................................................................................... 11 3. Teori…….. ............................................................................................................................. 15
3.1 Produktionsprocessen..................................................................................................... 15 3.2 Produktionens mål.......................................................................................................... 15 3.3 Ledtid ............................................................................................................................. 17 3.4 Kapitalbindning.............................................................................................................. 18 3.5 Lageromsättningshastighet............................................................................................. 18 3.6 Från funktionsbaserade till flödesorienterade aktiviteter ............................................... 18 3.7 Flödesorienterade företag............................................................................................... 19 3.8 Processflödesanalys........................................................................................................ 21 3.9 Effektivisering av processer ........................................................................................... 22 3.10 Lean production (resurssnål produktion) ..................................................................... 25 3.11 JIT (Just in time) .......................................................................................................... 27 3.12 SWOT- analys .............................................................................................................. 28 3.13 Teorianvändning........................................................................................................... 28
4. Empiri 1 - Företagsbeskrivning........................................................................................... 29 4.1 Plastal Group AB ........................................................................................................... 29 4.2 Gilde Investment Management ...................................................................................... 29 4.3 Plastal AB i Simrishamn ................................................................................................ 30
5. Empiri 2 – Nulägesbeskrivning: Produktions och materialflödet.................................... 31 5.1 Överblick över produktionen ......................................................................................... 31 5.2 Inleverans utav råmaterial och emballage...................................................................... 34

5.2.1 Ankomst .................................................................................................................. 34 5.2.2 Certifiering av råmaterial ........................................................................................ 35 5.2.3 Transport till Råvarulagret ...................................................................................... 35 5.2.4 Tält 2 ....................................................................................................................... 35 5.2.5 Extern lagerhållning; Stenkilssons Åkeri AB ......................................................... 35
5.3 Råvaruhallen................................................................................................................... 36 5.3.1 Råvarulagret, RVL .................................................................................................. 36 5.3.2 Transport i Råvaruhallen samt mellan Råvaruhallen och produktionen ................. 37 5.3.3 Laddning av råvarudistributionssystem .................................................................. 37
5.4 Formsprutshallen............................................................................................................ 38 5.4.1 Formsprut ................................................................................................................ 38 5.4.2 Gradning.................................................................................................................. 41 5.4.3 Kontroll ................................................................................................................... 41 5.4.4 Hantering av emballage........................................................................................... 42 5.4.5 Transportlager från Formsprut ................................................................................ 42 5.4.6 Transport av detaljer från Formsprut ...................................................................... 42
5.5 Maskering....................................................................................................................... 43 5.5.1 Ankomstlager inför Maskering ............................................................................... 43 5.5.2 Maskeringsstation.................................................................................................... 44 5.5.3 Hantering av detaljer och emballage....................................................................... 46 5.5.4 Transportlager i väntan på transport........................................................................ 46 5.5.5 Transport av detaljer från Maskeringen .................................................................. 46
5.6 Mellanlager lack............................................................................................................. 46 5.6.1 Transport från Mellanlager lack till Lackering ....................................................... 47
5.7 Lackering........................................................................................................................ 47 5.7.1 Lackeringsavdelningen - överblick ......................................................................... 48 5.7.2 E-hallen ................................................................................................................... 48 5.7.3 Transport från E-hallen till Påhäng lackering / Hantering ...................................... 49 5.7.4 Ankomstlager inför Påhäng..................................................................................... 50 5.7.5 Påhäng ..................................................................................................................... 50 5.7.6 Rengöring ................................................................................................................ 50 5.7.7 Lackering - operation .............................................................................................. 51 5.7.8 Avplock och demaskering....................................................................................... 51 5.7.9 Kontroll ................................................................................................................... 51 5.7.10 Hantering............................................................................................................... 51 5.7.11 Transportlager inför tält A / Id-punkten / Lagerpacken och slussen..................... 52
5.8 Lagerhållning Packen och Slussen................................................................................. 52 5.9 Transport ........................................................................................................................ 52
5.9.1 Transport från Avplock till Tält A .......................................................................... 52 5.9.2 Transport mellan Avplock och Id-punkten ............................................................. 52
5.10 Id-punkten .................................................................................................................... 53 5.10.1 Ankomstlager inför Id-punkten............................................................................. 53 5.10.2 Id-punkten ............................................................................................................. 53 5.10.3 Transportlager inför tält A..................................................................................... 53 5.10.4 Transport mellan Id-punkten och tält A ................................................................ 53 5.11 Tält A och Utlastning ............................................................................................... 53
5.12 Utlastning ..................................................................................................................... 54 6. Empiri 3 – Nulägesbeskrivning: Inrapportering och planering ...................................... 55
6.1 Ankomst av råmaterial ................................................................................................... 55 6.2 Råvarulagret ................................................................................................................... 55

6.3 Formsprut ....................................................................................................................... 55 6.4 Maskering....................................................................................................................... 56 6.5 Mellanlager lack............................................................................................................. 56 6.6 Lackering........................................................................................................................ 56
6.6.1 E-hallen ................................................................................................................... 56 6.6.2 Lackering – Påhäng................................................................................................. 57 6.6.3 Lackering - Avplock................................................................................................ 57
6.7 Id-punkten ...................................................................................................................... 57 6.8 Tält A/Utlastning............................................................................................................ 57 6.9 Transporter allmänt ........................................................................................................ 57
7. Empiri 4 – Stödjande aktiviteter ......................................................................................... 59 7.1 Emballage....................................................................................................................... 59 7.2 Kvalité, transportflöde och lagerhållning....................................................................... 61 7.3 Spärrat och kasserat material.......................................................................................... 61 7.4 Planering......................................................................................................................... 62 7.5 Hemtagning av råmaterial .............................................................................................. 64
8. Problemanalys....................................................................................................................... 67 8.1 Översikt .......................................................................................................................... 67 8.2 Trucktrafik...................................................................................................................... 67 8.3 Effektiva transporter i Sekvensen .................................................................................. 70 8.4 Kalkylerade Saab volymer för 9-3 och 9-5 .................................................................... 72 8.5 Utnyttjande av produktionsanläggning .......................................................................... 73 8.6 Ytor................................................................................................................................. 75
8.6.1 Utnyttjande av E-hallen - lageryta .......................................................................... 76 8.6.2 Utnyttjande av E-hallen - produktionsvolymer....................................................... 77 8.6.2 Utnyttjande av ”Huvudlagret” och Tält A............................................................... 78 8.6.3 Utnyttjande av Råvarulagret.................................................................................... 79
8.7 Kapitalbindning.............................................................................................................. 80 8.8 Organisatoriskt ............................................................................................................... 81 8.9 Affärssystem................................................................................................................... 82 8.10 Rapportering................................................................................................................. 83 8.11 Flexibilitet och anpassningsförmåga............................................................................ 83 8.12 Effektivt flöde .............................................................................................................. 83
9. Internt framtagna förbättringsåtgärder ............................................................................ 87 10. Uppsatsens förbättringsåtgärder ...................................................................................... 89
10.1 Inför hyllplan i Råvaruhallen ....................................................................................... 89 10.2 Inför konsignationslager i Råvaruhallen ...................................................................... 90 10.3 Inför distributionssystem av granulat till samtliga formsprutor i Formsprut 1 ............ 91 10.4 Inför förvärmningsutrustning till de stora verktygen ................................................... 91 10.5 Låt transport mellan Formsprut och E-hallen skötas av WGL-truckar ........................ 92 10.6 Konstruera E-hallen i enlighet med FIFO-principen.................................................... 95 10.7 Inför rapportering av Trösklar och Spoilrar i Avplock ................................................ 96 10.8 Flytta lagerhållningen av sekvensartiklar till Huvudlagret, d.v.s. disponera om Huvudlagret .......................................................................................................................... 97 10.9 Flytta lagerhållningen av ”Racksen” till Råvarugården............................................... 98 10.10 Inför truckdatorer hos servicetruckarna ..................................................................... 98 10.11 Inför lagerpositioner i tält A....................................................................................... 99 10.12 Förslag på Helhetsförbättring................................................................................... 100
10.12.1 Sammanfattning av Förbättringsförslagens resultat .......................................... 102 10.12.2 Flödeskarta över trucktransporter efter införandet utav förbättringsförslag 12 103

11. Slutsats, generalisering och reflektioner ........................................................................ 105 11.1 Slutsats och rekommendationer ................................................................................. 105 11.2 Framtida studier.......................................................................................................... 107 11.3 Arbetets generaliserbarhet.......................................................................................... 108
12. Referenser.......................................................................................................................... 111 Bilaga A: Benchmarking Plastal Uddevalla ......................................................................... 115 Bilaga B: Benchmarking Plastal Arendal ............................................................................ 119 Bilaga C: Benchmarking Collins & Aikman, C&A............................................................. 123 Bilaga D: Fabrikskarta .......................................................................................................... 127 Bilaga E: Layoutflödesschema över produktionen.............................................................. 129 Bilaga F: Flödesdiagram över trucktransporter ................................................................. 131 Bilaga G: Truckutnyttjande .................................................................................................. 133 Bilaga H: Kalkylerade Saab volymer ................................................................................... 135 Bilaga I: Kalkylerade utnyttjande av formsprutor ............................................................. 137 Bilaga J: Karta över Råvaruhallen....................................................................................... 141 Bilaga K: Karta över E-Hallen.............................................................................................. 143 Bilaga L: Införande av ett nytt rapporteringssystem i realtid ........................................... 145 Bilaga M: Ordlista .................................................................................................................. 147

Förord
I
Förord Denna studie är utförd som det sista momentet i vår civilingenjörsutbildning vid Lunds Tekniska Högskola. Vi vill härmed ta tillfället i akt och tacka Jan Carlsson, Jan Svedman, Nils Ivar Andersson, Magnus Wiege och övriga i styrgruppen på Plastal samt vår handledare professor Sten Wandel, utan vars hjälp och handfasta råd längs vägen detta arbete aldrig varit möjligt. Vi vill också tacka alla andra på Plastal dels för att de tog sig tid och svarande på våra frågor men även för de intressanta diskussioner som kom till stånd och som verkligen bidraget till arbetets framgång. Vi tror och hoppas att denna studie, förutom på Plastal, även kan ha relevans hos andra företag som arbetar med flödeseffektiviseringar och därigenom kanske fungera som en källa till inspiration. Det är med mycket praktiska erfarenheter kring internlogistik och materialhantering som vi nu går vidare mot nya utmaningar.


Summary
III
Summary Plastal Group AB is a leading manufacturer and supplier of surface treated, injection moulded plastics to the European automotive industry. The group has production facilities in eleven European countries including Simrishamn in Sweden. The factory in Simrishamn has more than 400 employees and its most important customers are Saab, Scania, and Volvo Cars. Their main products are bumper systems, interior and exterior components, and wheel covers. Plastal’s most important customer is Saab, for which Plastal assembles and delivers products to Saab`s production line in Trollhättan in the planned sequence order. The sequence delivering process passes through Plastal in Uddevalla where the final assembling of bumpers is conducted. The automotive industry is a mature industry, characterised by stern competition among its competitors. A steady growth of the Simrishamn´s factory, heavy and immobile machine units, limited financial backup from former and current owners, price reduction demands from customers, as well as demand of increased productivity from owners have lead to a factory layout that not is optimal structured and the implementation of often temporary solutions in order to keep production and material flows running. By the end of the nineties Plastal accepted two major projects from Saab and Volvo which increased its production volumes and the number of articles produced in the factory. The two projects made Plastal realise its factory’s production and logistical capacity limitations. Plastal´s expansions in volumes and articles as well as the complexity of its production have had negative impact on its material flow The purposes of this project is therefore to map the production and material flows in detail and thereafter give recommendations on how to make internal logistics and material flows more efficient. The objective has been to form more rational material flows, better arranged warehouse spaces and locations, increased profitability and logistical preparedness for future increases in production volumes. The project is focused on the internal production and material flow that is a part of the “assemble and sequence delivery flow” to Saab. Associated information flow with a focus on reporting is also addressed. Investment calculations and implementation strategies are not included in this report. In order to give recommendations for future efficiency improvements, extensive analyses have been performed of today’s production and material flows. The theory based on “process flow analysis” has been an important tool in this accomplishment. Our recommendations are practical approaches that originate from the theory of “flow oriented firms”, “the Toyota principles”, “lean production”, and other efficiency improvements theories. The report concludes that there exists substantial “transportation waste”, for instance much transportation over very long distances between warehouses and production units, to a large extent, outdoors. The manual transportation of goods has increased considerable over the last three years on the account of the automated transportations. This, in combination with a low degree of automation has lead to great “process waste”. “Resource waste” is occurring, due to a significant low proportion of the total amount of rented “transportation hours” are being used. “Warehouse waste” is taking place due to lack of the FIFO-principle and the use of external warehousing, which also leads to extensive amounts of capital being tied up in raw materials.

Summary
IV
There also exist a number of other problems related to the material flow. Many functions within the company are being performed on routine. Movex, their enterprise resource system, for instance, is not being used for production planning of the “sequence delivery flow”. A routine for optimality in the order-processing for raw materials is also missing. In many cases, the in-data for Movex is highly unreliable, which to a large extent is due to the poor reporting system. We have developed eleven efficiency recommendations that can be implemented independently of each other. A twelfth recommendation, which we prefer, is to implement all the eleven recommendations as one, in order to gain synergy effects. Recommendations that, for instance, include, rearranging warehouse layouts, increasing the automation in the material flows, and introducing more information-technological tools. A recommendation estimated to reduce the yearly expenses by at least 4.1 mkr, approximately 0.8 percentages of total sales which is substantial in comparison with the real profit, and free 4.7 mkr in tied up capital, approximately 30 percentage of total tied up capital in warehouses. We draw the conclusion that it is not possible to reach a perfectly working material flow just by making changes in the physical flow. There are great synergy effects to achieve by also obtaining an efficiently working reporting and supporting information system. We therefore highly recommend further investigations into a possible introduction of a new reporting system that register events in real time.

Sammanfattning
V
Sammanfattning Plastal Group AB är en ledande tillverkare av injektionsmodulerade och ytbehandlade plastkomponenter till den Europeiska person och lastbilsindustrin. Gruppen har fabriker på elva produktionsorter i Europa, däribland Simrishamn. Fabriken i Simrishamn har mer än 400 anställda och dess viktigaste kunder är Saab, Scania och Volvo PV. Tillverkningen består bl.a. utav stötfångare, spoilrar, trösklar, ventilationslock, komponenter till SIPS (Side Impact Protection System) och navkapslar. Plastals viktigaste kund är Saab, till vars produktionslina i Trollhättan man levererar sekventiellt. Sekvenseringen går via Plastal i Uddevalla där slutmontering utav färdiga stötfångare sker. Fordonsindustrin är en mogen industri, vilket resulterat i en allt hårdare konkurrens mellan dess aktörer. En genom åren konstant utbyggnad av fabriken, p.g.a. volymsökningar, tung och ickemobil produktionsutrustning, begränsade ekonomiska resurser från såväl gamla som nya ägare, krav om prisreduktioner från kunder samt ökade produktivitetskrav från ägare har lett till en ickeoptimal fabrikslayout och att Plastal har fått arbeta i ett högt tempo ofta med temporära lösningar. I slutet utav nittiotalet antog Plastal två större projekt från Saab och Volvo, vilket ökade volymerna och antalet artiklar avsevärt för anläggningen. Dessa båda projekt fick Plastal att inse fabrikens produktions och logistikbegränsningar. Plastals expansion beträffande volym, antal artiklar samt processkomplexitet har påverkat materialflödet negativt. Arbetets syfte är därför att kartlägga produktions och materialflödet, för att därför utarbeta förslag på effektiviseringar av det interna materialflödet. Målet är att skapa rationellare materialflöden, bättre disponerade lagerytor, höja dagens lönsamhet och skapa logistisk beredskap för framtida produktionsökningar. Uppsatsen berör framförallt det interna sekventiella produktions och materialflödet på Plastal i Simrishamn och där tillhörande internlogistik. Arbetet berör även tillhörande informationsflöde med fokusering på inrapportering. Några investeringskalkyler för de förbättringsförslag som ges samt förslagens implementering beaktas inte. En omfattande nulägesanalys har gjorts av fabrikens produktions och materialflöden. En nulägesanalys vars tankesätt framförallt vilar på teorin kring processflödesanalys. Ett viktigt redskap i nulägesanalysen har varit de omfattande intervjuer som gjorts med berörd personal. Därefter har problemområden analyserats för att verka som grund till de förslag på effektivisering som getts. I skapandet av effektiviseringsförslagen har vi utgått från teorin kring flödesorienterade företag och den japanska filosofin kring lean production samt effektivisering av materialflöden i supply chains. I rapporten konstaterar vi att det förkommer omfattande transportslöserier genom att det existerar många och långa trucksträckor som även i många fall går utomhus. Den manuella trucktrafiken har ökat markant de senaste tre åren, bl.a. på de automatiserade truckarnas bekostnad, vilket tillsammans med en tämligen låg grad av automation leder till ett stort processlöseri. Resursslöseri uppstår bland annat p.g.a. den omfattande okynneskörningen bland truckarna, samt genom avsaknaden av lagerplatser. Lagerslöserier uppstår bl.a. genom avsaknaden av FIFO-principen, delvis utomhuslagring, utnyttjandet av extern lagring samt p.g.a. att för stora lager hålls, vilket även resulterat i omfattande kapitalbindning. Det förekommer även en rad andra materialflödesrelaterade problem. Många funktioner och uppgifter inom företaget utförs mycket på rutin, te.x. utnyttjas Movex endast delvis för planering. I många fall är även indata till Movex bristfällig, vilket bl.a. beror på ett

Sammanfattning
VI
undermålligt inrapporteringssystem. Det saknas även optimeringsrutiner för hemtagning av råmaterial. Vi har i denna studie arbetat fram elva stycken förbättringsförslag som kan införas oberoende av varandra. Ett tolfte förslag, vilket vi förespråkar, är att genomföra samtliga de elva förslagen för att uppnå de synergieffekter som finns. Ett förslag som bl.a. innebär omdisponering av lagerytor, högre automatisering i flödet och införande av informationstekniska hjälpmedel. Vi bedömer att man frigör cirka 4,7 mkr, cirka 30 procent av totalt lagervärde och reducerar sina årliga kostnader med ungefär 4,1 mkr, cirka 0,8 procent av årlig omsättningen vilket är en betydande del av vinsten Vi bedömer att man inte kan skapa ett till fullo väl fungerande materialflöde genom att endast göra förändringar i det fysiska flödet. Det finns stora synergieffekter att uppnå genom att ha ett fungerande rapporterings och informationssystem varför vi även rekommenderar att fortsatta studier görs för att utreda införandet av ett nytt inrapporteringssystem i realtid.

Inledning
1
1. Inledning I detta kapitel redogörs för syftet med arbetet. I kapitlet görs även en beskrivning av bakgrund, problemformulering och vilka mål som satts upp. En kortfattad beskrivning görs även över rapportens uppbyggnad. I bilaga M återfinns en ordlista som kan vara läsaren till hjälp.
1.1 Bakgrund Plastal Group AB är en ledande tillverkare av injektionsmodulerade och ytbehandlade plastkomponenter till den Europeiska person- och lastbilsindustrin. Gruppen har fabriker i stora delar av Europa däribland Simrishamn, Göteborg och Uddevalla i Sverige. Fortsättningsvis kommer refereringen Plastal att hänföra till fabriken i Simrishamn. Fabriken i Simrishamn har något mer än 400 anställda och dess viktigaste kunder är Saab, Scania och Volvo PV. Tillverkningen består av utvändiga och invändiga plastartiklar till kundernas slutprodukter. Fordonsindustrin är en mogen industri vilket resulterat i en allt hårdare konkurrens mellan dess aktörer. I takt med att konkurrensen har tilltagit har också fokuseringen på kostnader blivit allt tydligare. En ökad outsourcing av delkomponenter hos fordonstillverkarna kan ses som ett steg i dess försök till ökad fokusering på sina kärnkompetensområden samt ett sätt att minska sina kostnader. Denna utveckling har lett till att underleverantörerna satts under allt hårdare press ifråga om kvalité, utveckling, leverans och volymer. Plastal har under de senaste åren vuxit kraftigt och man har genom åren genomgått en konstant expansion vad beträffar volym och antalet utlevererade artiklar. Samtidigt som volymerna ökat avsevärt har också antalet olika artiklar som producerats inom Plastal ökat vilket sammantagit lett till en ökad grad av komplexitet. Fabriken i Simrishamn byggdes redan 1961 vilket inneburit att den byggts ut och om flertalet gånger under årens lopp för att möta de efterfrågeförändringar som uppstått. Man har bland annat installerat flertalet nya formsprutor samt en lackeringsavdelning. Detta har varit en utveckling som skett stegvis vilket, i kombination med en tung och otymplig produktionsutrustning, har lett till att produktionslayouten inte blivit optimal. Plastal Group AB köptes 2001 av Gilde Investment Management tillsammans med ledande anställda inom Plastal Group AB. Gruppens förre ägare var SAPA AB, en industrigrupp specialiserad inom värdeadderande produkter i aluminium. Plastal och dess verksamhet sågs under denna tid inte som någon högprioriterat affärsområde, vilket inneburit att Plastals ekonomiska resurser för expansion och förändring av fabriken har varit och till viss del fortfarande är begränsade. Företaget har, för att förbli en konkurrenskraftig underleverantör, fått krav från sina kunder om att uppnå tre procentiga prisreduktioner per år. De nya ägarna har också framfört krav på Plastal att öka sin produktivitet eftersom denna inte anses vara tillräckligt hög.
1.2 Problematisering I slutet utav nittiotalet antog Plastal två större projekt från Saab och Volvo vilket ökade volymerna och antalet artiklar avsevärt för anläggningen. Dessa båda projekt fick Plastal att inse fabrikens begränsade produktions- och logistikkapacitet. Tillsammans har en konstant

Inledning
2
utbyggnad av fabriken, tung och ickemobil produktionsutrustning, begränsade ekonomiska resurser från såväl gamla som nya ägare, krav på prisreduktioner från kunder, ökade produktivitetskrav från ägare samt accepterandet av flera nya stora projekt lett till att Plastal har fått arbeta i ett högt tempo ofta med temporära lösningar. Detta har resulterat i att man försökt att utnyttja de givna resurser som finns, såväl ekonomiska som fysiska, för att klara ökade volymer och fler artikelslag. Plastals expansion beträffande volym, antal artiklar samt process komplexitet har påverkat materialflödet negativt. Stigande volymer och en mer komplex produktion kan i framtiden ge upphov till ytterligare problem rörande kapacitet, produktion, materialflöde och lageryta, vilket kan resultera i störningar gentemot kund och påverka företagets lönsamhet negativt i ett större perspektiv.
1.3 Syfte Arbetets syfte är att kartlägga materialflödet och därefter utarbeta förslag på effektiviseringar. Utredningsmål:
• Rationellare materialflöde • Bättre disponerade lagerytor • Höja dagens lönsamhet • Skapa logistisk beredskap för framtida produktionsökningar
1.4 Fokus och avgränsningar Uppsatsen kommer framförallt att beröra det interna sekventiella produktions- och materialflödet på Plastal AB i Simrishamn och där tillhörande internlogistik. Andra materialflöden kommer även att diskuteras där vi anser det nödvändigt för att kunna förstå helheten. Denna fokusering och avgränsning har gjorts för att det sekventiella flödet är fabrikens största produktionsflöde mätt i såväl omsättning som resursutnyttjande. Det är således här den största effektiviseringsvinsten finns. Vi kommer även att beakta tillhörande informationsflöde med fokusering på inrapportering. Vi har avgränsat bort det finansiella flödet, de delar av informationsflödet som ej nämnts ovan, organisatoriska frågeställningar, investeringskalkyler för de förbättringsförslag som ges samt implementering av våra förbättringsförslag.
1.5 Målgrupp Rapporten riktar sig främst till logistikavdelningen, ledningsgruppen och övriga intresserade inom Plastal. Andra målgrupper innefattar Avdelningen för Teknisk Logistik vid Institutionen för Teknisk ekonomi och logistik vid Lunds Tekniska Högskola, studenter samt andra som är intresserade av denna typ av problem.
1.6 Rapportens uppbyggnad I kapitel 1, inledningskapitlet, beskrivs bakgrunden till rapporten. Vi avhandlar här även problemformulering samt fokus och avgränsningar. I kapitel 2 diskuteras undersökningsmetoder, insamling och bearbetning av data. Här beskrivs även hur rapporten har vuxit fram.

Inledning
3
I kapitel 3 beskrivs de viktigaste teorierna som vi använt oss av när vi analyserat företaget och som stödjer de förbättringsförslag och rekommendationer som ges. I kapitel 4 görs en utförligare beskrivning av företaget, företagsgruppen och dess ägare. I kapitel 5 görs en nulägesbeskrivning av Plastals interna materialflöden. Kapitlet är uppbyggt så att en beskrivning görs av varje processteg med tillhörande materialflöde. Hela produktionsflödet med tillhörande problematik, från det att råmaterial anländer till fabriken tills en färdig produkt lämnar densamma, beskrivs ingående. I kapitel 6 beskrivs hur den interna rapporteringen tillgår vad gäller förflyttningar, intag och uttag av detaljer från lager för såväl färdiga produkter som halvfabrikat. I kapitel 7 beskrivs de aktiviteter som stödjer materialflödet på ett eller annat sätt och som vi anser är nödvändiga att förstå för att kunna skapa sig en helhetsbild av det interna materialflödet. I kapitel 8 diskuteras och analyseras det insamlade datamaterialet och här lyfts de i kapitel 5 viktigaste identifierade problemområden fram. Här återges även personliga reflektioner som 7uppkommit under arbetets gång. I kapitel 9 presenterar vi de förbättringsåtgärder som uppkommit internt i företaget under rapportens skapande och vi analyserar om dessa ligger i linje med våra förbättringsåtgärder. I kapitel 10 presenterar vi de förbättringsförslag som är resultatet av studien. I kapitel 11 belyser vi de rekommendationer och förslag som ges. Kapitlet avslutas med en diskussion kring arbetets generaliserbarhet samt förslag på fortsatta studier.

Metod
5
2. Metod I detta kapitel presenteras det arbetssätt och de undersökningsmetoder som legat till grund för rapportens utformande. Målet med kapitlet är att skapa en förståelse för vilka arbetsmetoder, viken typ av forskning som gjorts samt hur arbetsupplägget har utformats för att uppnå rapportens syfte. Vi har valt att ange källor i enlighet med Harvadmetoden då vi anser att detta underlättar för läsaren.
2.1 Undersökningsmetoder Det finns flera olika typer av undersökningsmetoder som kan användas. Man brukar klassificera undersökningarna beroende på hur mycket man känner till om ett problemområde innan undersökningen startar. Undersökningar som syftar till att inhämta information för att fylla kunskapsluckor är utforskande. Undersökningar med denna karaktär kallas explorativa undersökningar, vilket alltså syftar till att inhämta så mycket information som möjligt inom ett begränsat problemområde. Det är viktigt att man belyser ett problemområde allsidigt med idérikedom och kreativitet. Detta eftersom dessa undersökningar ofta syftar till att nå en viss kunskapsnivå som ligger till grund för vidare studier. Undersökningar som är mer beskrivande, vilket förutsätter att det redan finns en viss mängd kunskap inom ett problemområde, kallas deskriptiva undersökningar. I dessa fall kan kunskapen identifieras och systematiseras i form utav olika modeller. De analyser man genomför är antingen beskrivningar utav dåtid, d v s förhållanden som ägt rum eller utav nutid, d.v.s. förhållande som existerar nu. Deskriptiva undersökningar är grundliga och detaljerade och man begränsar sig till att undersöka ett begränsat antal aspekter utav det fenomen man analyserar. Undersökningen kan syfta till att analysera enskilda aspekter eller sambandet mellan flera olika aspekter. Om man däremot nått en högre kunskapsnivå och teorier har kommit att utvecklats inom ett visst problemområde kan undersökningen komma att kallas hypotesprövande. Undersökningar som är hypotesprövande förutsätter således att tillräckligt mycket kunskap finns inom ett område så att det blir möjligt att från teorin härleda antagande om rådande förhållande i verkligheten. Ett antagande kan var ”om... så…”, t.ex. ”Om kassationerna minskar så kommer produktionen att öka”. Ett antagande likt detta kallas en hypotes och den uttrycker ett samband av något slag. Det är viktigt att undersökningen utförs på ett korrekt sätt när man prövar hypoteser. Man skall försöka minimera risken att något annat än det som uttrycks i hypotesen påverkar dess resultat. Det är vanligt att dessa tre undersökningar, de explorativa, deskriptiva och hypotesprovande utförs som separata undersökningar. I takt med att ett projekts omfång och komplexitet ökar, blir det allt viktigare att undersökningsmetoderna som används är desto mer pålitliga. T.ex. kan en undersökning vara beskrivande men man saknar tillräckligt med kunskap för att avskärma vilka aspekter som är de mest väsentliga. Det blir då naturligt att inleda med en explorativ undersökning som genom sin generalitet kan belysa de mest centrala problemområdena som blir objekt för fortsatt undersökning genom den deskriptiva studien. (Forskningsmetodikens grunder – Att planera, genomföra och rapportera en undersökning, PatelRuna, Davidson Bo, sid. 10-11)

Metod
6
Ovan har tre olika undersökningsmetoder beskrivits. Göran Wallén diskuterar även två andra typer av forskningsmetodik i sin bok ”Vetenskapsteori och forskningsmetodik”, nämligen förklarande studier och normativa studie. Förklarande studier är en forskningsmetodik som syftar till att utreda ”varför problem”. Man tar upp olika tänkbara förklaringar som kan vara relevanta för att förklara ett visst problem. Te.x. är ”avsikt-effekt, orsak-verkan”, möjliga utredningsfrågor att ta ställning till. Om en forskningsmetodik syftar till att utreda handlingssförslag eller normer av något slag så kallas det normativa studier. Hur bör te.x. fabrikslayouten utformas för att optimera det fysiska materialflödet? I denna typ av forskningsmetodik måste man alltså ta hänsyn till värdefrågor och ibland även mer estetiska och etiska frågor av mer kvalitativt slag. Forskningen skall i normativa studier mynna ut i olika varianter av åtgärdsförslag, och visa problemet från olika synvinklar samt konsekvenserna av förslagen på de ingående faktorerna, te.x. hur kommer truckpersonalen beröras vid införandet av mer automatiserade transporter? Det är viktigt att framhålla när forskaren uttrycket sin egen åsikt eller tar ställning i olika värdefrågor, detta eftersom det annars kan inverka och förvrida forskningsresultaten. (Vetenskapsteori och forskningsmetodik, Wallén Göran, sid.43-44)
2.1.1 Använda undersökningsmetoder De undersökningsmetoder som använts bygger på den teori som beskrivits i avsnitt 2.1 Arbetet in sin helhet kan ses som en normativ studie eftersom rapportens syfte var att utarbeta förslag på effektiviseringar i det interna materialflödet. Arbetet inleddes med explorativa metoder. Detta på grund av den begränsade kunskap som vi hade rörande Plastals organisation och produktion samt interna logistik. Upplägget kring litteratursökande och inläsning var initialt också karakteriserad av ett mera explorativt synsätt, detta för att skapa sig en så bred teoribakgrund som möjligt för att vara förberedda på den inriktning som projektet kom att få. Syftet med de explorativa undersökningsmetoderna var också att uppnå så bred kunskap som möjligt både kring Plastal och valda teoriavsnitt på en förhållandevis kort tid. Detta eftersom vi ansåg det nödvändigt att skapa en bred och övergripande bild av såväl företaget som vald teori som grund för vidare studier. Allt eftersom projektet fortlöpte och kunskapsnivån växte gick undersökningsmetoden och litteraturinläsning över till att bli allt mer deskriptiva. Vi valde således att fokusera på ett antal aspekter som uppkommit som mer intressanta än andra i den explorativa undersökningen. Analyserna blev i detta stadium följaktligen mer detaljerade och djupgående. Denna utveckling var naturlig då arbetets karaktär övergick till mer systematisk strukturering av information, kartläggning av processer, kompletterande informationsinsamlingar, analyser av data och slutligen rekommendationer och slutsatser. I analysfasen valde vi att till viss del använda oss av hypotesprövningar. Dessa hypotesprövningar var dock tämligen generella och användes snarare som en sorts realitetsprövning av potentiella förbättringsförslag än fullständiga utredningar. Den avslutande rekommendationsdelen i uppsatsen har starkt karaktären utav en normativ studie eftersom företaget här ges olika förbättringsförslag och handlingsalternativ för att uppnå ett mer effektivt internt materialflöde.
2.2 Teknik för datainsamling Det finns en mängd olika tekniker som kan användas för att genom informationsinsamling få sina utredningsfrågor besvarade. Man kan te.x. använda sig utav befintliga dokument, databaser, tester och prov, olika former utav självrapportering, observationer samt intervjuer och enkäter. Vilken eller vilka tekniker som används beror på hur problemformuleringen ser

Metod
7
ut och på vilket sätt man bäst kan ge svar på de utredningsfrågor som formulerats med hänsyn tagen till den tid, information och övriga resurser som finns att tillgå. (Forskningsmetodikens grunder – Att planera, genomföra och rapportera en undersökning, Patel Runa, Davidson Bo, sid.54)
2.2.1 Dokument Dokument är i detta sammanhang en beteckning för information som tryckts eller nedtecknats som t.ex.; officiella handlingar, litteratur, tidningar, broschyrer, datoriserad information som t.ex.; Internet och databaser, samt bild och ljuddokument. Det är viktigt att valet av dokument görs så att en så rättvis och fullständig bild som möjligt ges utav det som undersöks. Dokument är användbara för att bland annat kunna besvara frågeställningar kring faktiska förhållanden och faktiska skeenden. Vid användande utav dokument är det viktigt att man är källkritisk och att man tar reda på när, var och varför dokumentet producerats. Vem var upphovsmannen, vilket syfte hade han och under vilka omständigheter tillkom dokumentet? I vissa sammanhang kan det vara lämpligt att befinna sig nära informationslämnaren. Vid dokumentinsamling är det viktigt att man inte bara väljer ut sådant material som stödjer ens egna idéer, vilket i sådana fall kan leda till en viss skevhet kring presentationen utav en händelse. Det är därför viktigt att presentera och diskutera data och fakta, om det existerar, som nödvändigtvis inte stödjer det resultat man försöker påvisa. (Forskningsmetodikens grunder – Att planera, genomföra och rapportera en undersökning, Patel Runa, Davidson Bo, sid. 54-56)
2.2.2 Intervjuer och enkäter Intervjuer och enkäter är olika tekniker för informationsinsamling som baseras på frågeformulär i en eller annan form. Det är viktigt att beakta två olika aspekter när man arbetar med frågor för att samla in information. Först och främst hur mycket ansvar som ska ligga hos intervjuaren i att bestämma frågornas utformning och ordning, vilket kallas grad av standardisering. Det är dock av lika stor vikt att bestämma i vilken utsträckning frågorna är fria för den person som intervjuas att tolkas beroende på graden utav tidigare erfarenheter och inställning till intervjun, vilket kallas grad av strukturering. Vid låg grad av standardisering formuleras frågorna under intervjun och man ställer frågorna i den ordning som lämpar sig. Motsatsen är helt standardiserade intervjuer där frågorna och ordningen är identisk för varje intervjuperson. Intervjuer av denna typ är vanligast då intervjumaterialet ska kunna jämföras eller generaliseras, vilket gör att intervjun får mer karaktären utav en enkät eftersom enkäten är konstruerad så att varje person får samma frågor i samma ordning. Graden utav strukturering bestämmer vilket svarsutrymme som ges till intervjupersonen. Ju mer strukturerad intervjun är desto mindre svarsutrymme ges och ju mer förutsägbart blir svarsalternativet, t.ex. att använda sig utav frågor med helt fasta svarsalternativ. Motsatsen är en ostrukturerad intervju där frågorna ger upphov till maximalt utrymme för intervjupersonen att ge sitt svar på t.ex. öppna frågor som ”Vad anser du om…”. Resultatet för såväl intervjuer som enkäter är beroende på intervjupersonernas villighet och engagemang att svara på frågorna. Personer som medverkar i intervjuer eller enkäter har på ett eller annat sätt blivit utvalda och det finns alltid en risk att de inte ser nyttan med att besvara frågorna. Det är därför av största vikt att man försöker motivera de inblandade personerna. Man skall klargöra syftet med intervjun eller enkäten för de inblandade, försöka relatera syftet

Metod
8
med individens egna mål samt betona vikten utav individens roll i målet för undersökningen. För att förhindra att individen känner sig osäker kring de svar som hon eller han ger är det viktigt att man innan intervjun eller enkäten gör klart på vilket sätt individens bidrag kommer att användas, d.v.s. om intervjun är konfidentiell eller ej och om enkäten är anonym eller personlig. För att en intervju skall flyta så smidigt som möjligt bör man ha en personlig inställning och visa förståelse och intresse för de svar som ges. (Forskningsmetodikens grunder – Att planera, genomföra och rapportera en undersökning, Patel Runa, Davidson Bo, sid.60-64)
2.2.3 Observationer Informationsinsamling genom observationer är troligen den vanligaste tekniken vi använder i vardagslivet. Men observationer används också på ett betydande sätt inom vetenskapen för att insamla information. Såväl planering som informationsregistrering skall ske på ett systematiskt och strukturerat sätt för att uppfylla de krav som ställs på en vetenskaplig teknik. Observationer är framförallt användbara i situationer som berör informationsinsamling rörande beteenden i naturliga situationer. Ett annat användbart område är i samband med explorativa undersökningar. Den kunskap som erhålls genom observationer kan sedan analyseras för att ligga som grund för vidare informationsinsamling med andra tekniker. När man använder sig utav observationer som ett medel för informationsinsamling finns det tre grundfrågor som man måste ta ställning till; Vad ska observeras? Hur ska vi registrera observationerna? Hur ska vi som observatör förhålla oss? Det är sedan graden utav strukturering som skiljer olika tillvägagångssätt åt. Strukturerade observationer kräver att problemet är väl preciserat och att det därmed är givet vilka beteenden som skall ingå i försöket. Är detta fallet kan man använda sig av ett observationsschema. Observationer som används i mer utforskande syfte kallas för ostrukturerade observationer, vilket innebär att man försöker inhämta så mycket information som möjligt kring det utvalda undersökningsområdet. Istället för att använda ett observationsschema väljer man att registrera ”allting”. Observationsmetoden är inte beroende utav enskilda individers uppfattning eller villighet att dela med sig information om saker och ting. Istället kräver den mindre form av samarbete och aktivitet av de inblandade individerna. En nackdel kan dock vara att metoden är tidskrävande och i vissa fall då kostsam. Man skall också vara medveten om de observationer man gör är representativa eller ej beroende på den problemfrågeställning som ställts upp. Noggranna förstudier kan dock reducera risken att fånga oönskat beteende. (Forskningsmetodikens grunder – Att planera, genomföra och rapportera en undersökning, Patel Runa, Davidson Bo, sid.74-81)
2.2.4 Använda metoder för datainsamling De metoder som använts för datainsamling i detta arbete är framförallt dokumentinsamling, intervjuer och observationer. Då det gäller dokumentinsamling syftar vi framförallt på interna dokument, och databaser på Plastal, t.ex. affärssystemet Movex. Insamling av data har även skett genom litteratursökning vid Lunds Universitetsbibliotek, LTHs kursbibliotek, kursbiblioteket vid Institutionen för teknisk ekonomi och logistik. Internet har också använts flitigt vid insamlande av data. Vårt inledande arbete syftade till att i så stor utsträckning som möjligt göra dokumentinsamling. Informationen som uppnåddes genom den initiala dokumentinsamlingen användes för att skapa en bas för vidare analyser. Dokumentinsamling var också en viktig datainsamlingsmetod i slutskedet av projektet då kompletterande data söktes för att styrka analyser och rekommendationer.

Metod
9
Det har även skett ett stor antal intervjuer med lämplig personal från Plastal. Den information som erhållits vid dess intervjuer har varit synnerligen värdefull, vilket resulterat i att viktiga delar utav projektets innehåll är baserat på dessa intervjuer. Intervjuerna som framförallt genomfördes under första halvan av projektet gjordes var och en för sig. Samtliga intervjuer bandades med en diktafon för att säkerställa tillförlitligheten. Varje enskild intervju har därefter ordagrant skrivits ner för att ge möjlighet till att enkelt kunna söka och verifiera specifika uppgifter. Varje intervju inleddes med att förklara syftet med projektet och hur personen ifråga skulle bidra till det. Det gjordes även klart att intervjumaterialet skulle hållas konfidentiellt så till vida intervjupersonen inte ville något annat. De flesta intervjuerna var ganska standardiserade. Till en början var frågorna väl förberedda och hölls i en viss ordning. De flesta intervjuer innehöll ett stort antal identiska frågor men varje person fick också specifika frågor som knöt an till dennes arbetsuppgifter. Intervjuerna hade emellertid ganska låg grad av strukturering vilket gav ett stort utrymme att utveckla svaren för den intervjuade. Följdfrågor ställdes också på de uppgifter som framkom under intervjuns gång. Efterhand som vi fick allt mer rutin i intervjuprocessen övergick intervjuerna även i en lägre grad av standardisering. I samband med framförallt kartläggning utav processer, produktionsytor och produktionsflöden har observationer och mätningar används flitigt. Observationer har också använts för att skapa sig en helhets bild av produktionen och dess delsteg. Vi har framförallt använt oss av ostrukturerade observationer i den mening att så mycket information som möjligt har registrerats kring undersökningsområdet. För att öka tillförlitligheten och minska risken för oönskat beteende har observationer gjorts på samma försöksområde vid flertalet olika tillfällen.
2.3 Benchmarking Benchmarking är en metod som syftar till att uppnå egna förbättringar genom att studera och lära av andra goda förebilder. SIQ, Institutet för kvalitetsforskning, har valt att definiera benchmarking enligt följande; "Benchmarking är en metod att systematiskt lära av goda förebilder oavsett bransch”. Syftet är att få insikt och kunskap som omsätts till effektiva förbättringar i den egna verksamheten". (SIQs definition av benchmarking, http://www.siq.se/page.asp?id=18)
2.3.1 Använda metoder för benchmarking Benchmarking utfördes på Plastals produktionsplats i Uddevalla (se Bilaga A) och Arendal (se Bilaga B) samt på konkurrenten Collins & Aikman (se Bilaga C). Besöken förbereddes genom att frågor och hypoteser arbetades fram, vilka framförallt byggde på den kunskap som vi erhållit kring Plastal och från litteratursökningar. Vi valde att titta extra noga på de områden som vi upplevde inte sköttes tillfredsställande hos Plastal. Väl på företagen försökte vi få våra frågor och hypoteser besvarade i hopp om att få inspiration till våra framtida förbättringsförslag.
2.4 Bearbetning utav insamlad information Den insamlande informationen kan bearbetas och analyseras antingen ”kvantitativt” eller ”kvalitativt”.

Metod
10
Kvantitativ undersökning eller bearbetning syftar till sådan forskning som använder sig utav statistiska bearbetnings- och analysmetoder. Detta innebär att man i viss mån måste kunna kvantifiera, d.v.s. uttrycka sin information eller mätdata i talform. Kvalitativ undersökning eller bearbetning syftar till sådan forskning som använder sig utav verbala analysmetoder . Man kan därför betrakta kvantitativ och kvalitativ forskning som ändpunkterna på en axel. Det är självklart möjligt att bedriva forskning som ligger någonstans mitt emellan ytterligheterna, vilket fallet är i de flesta forskningsstudier. Vilken metod som används i störst utsträckning beror på vilken problemformulering man skapat samt på vilken tillgänglig information som finns att tillgå. (Forskningsmetodikens grunder – Att planera, genomföra och rapportera en undersökning, PatelRuna, Davidson Bo, sid.12)
2.4.1 Använda metoder för bearbetning av insamlad information Vid bearbetning och analys utav informations och datamaterial har vi tagit hänsyn till såväl kvalitativa som kvantitativa aspekter. En stor del av rapporten är uppbyggd av information som erhållits från intervjuer, vilket gjort att vi stundtals fått bearbeta och analysera denna information på ett mer kvalitativt sätt. Vi har även använt oss av en riklig halt av kvantitativt material. För att styrka påstående som kan uttryckas med siffror eller för att försöka återge nödvändig bakgrundsdata har kvantitativ bearbetning gjorts i Excel.
2.5 Osäkerhet i informationsinsamlandet Det är av största vikt att den information och det datamaterial som samlas in vid en undersökning är tillförlitlig och att datainsamlandet har skett på ett så korrekt sätt som möjligt. Är informationen inte trovärdig kan det leda till felaktiga analyser och slutsatser och därmed äventyra syftet och målsättningen med projektet. Det är väsentligt att man har god validitet i de undersökningar som genomförs, vilket innebär att man undersöker det man har som avsikt att undersöka, d.v.s. att man mäter det som är relevant i sammanhanget. (Forskningsmetodikens grunder – Att planera, genomföra och rapportera en undersökning, PatelRuna, Davidson Bo, sid.85) (http://www.infovoice.se/fou/bok/10000035.htm) Det är av samma vikt att reliabiliteten är hög, vilket i sin tur innebär att de undersökningar som görs utförs på ett tillförlitligt sätt, d.v.s. att pålitligheten i de metoder man använder är hög. (Forskningsmetodikens grunder – Att planera, genomföra och rapportera en undersökning, PatelRuna, Davidson Bo, sid.85) För all informationsinsamlande vill man försöka få en uppfattning om hur väl det insamlande mäter det man vill mäta. God validitet och reliabilitet är en förutsättning för att ens resultat skall kunna generaliseras till att gälla även andra än de som är undersökta (http://www.infovoice.se/fou/bok/10000035.htm).
2.5.1 Eftertanke kring osäkerheten i informationsinsamlandet Försök har gjorts att följa de råd och hjälpmedel som finns beskrivna i de teoretiska delarna i metodavsnittet. Då den kvalitativa delen utav uppsatsen till stor del är baserad på

Metod
11
intervjumaterial och observationer har det varit extra viktigt att följde de råd som getts för att åstadkomma så hög validitet och reliabilitet som möjligt. Vi anser att användandet av diktafon vid intervjuerna starkt bidragit till att reliabiliteten i informationsinsamlandet genomgående varit hög. Det bör i sammanhanget nämnas att enda sättet för oss att nå viss kvantitativ data varit genom att låta berörda personer göra ungefärliga uppskattningar. Vi har kritiskt försökt att granska dessa uppgifter för att säkerställa dess rimlighet. På andra områden har emellertid den kvantitativa datamängden varit rikhaltig. Genom att ha återkommande möten med såväl styrgrupp på Plastal samt handledaren på LTH anser vi att validiteten generellt har varit hög.
2.6 Arbetsgång Uppsatsen inleddes med att en problematisering och avgränsning diskuterades fram i samband med ansvariga handledare på Plastal i Simrishamn. Efter att detta gjorts kunde en tydlig målsättning för uppsatsen formuleras, vilket syftade till att skapa riktlinjer för det fortsatta arbetet. Inledningsvis har dock problematiseringen och avgränsningarna haft något flytande gränser vilket beror på att de initialt var tämligen ospecificerade och generella. I takt med att undersökningar och kunskap kring företagets produktions-, material- och informationsflöde växt fram har dock en allt klarare målformulering med tillhörande avgränsningar kunnat göras. Uppsatsen tyngd är på produktions- och materialflödena varefter inrapporteringen till informationssystemet behandlas i den utsträckning som tid gets. En metodkarta skapades även i uppsatsens inledande fas för att skapa en strukturerad arbetsgång. Figur 2.1 visar hur arbetet kring uppsatsen har fortskridit. Efter att en metodik skapats för uppsatsen kunde informations och datainsamlande påbörjas. Projektet försenades något i samband med att en handledare på LTH söktes. Denna tid användes dock till litteraturinsamling och fördjupning i de aktuella teoretiska ämnen som projektet kom att vila på. Som kan tydas av figur 2.1 kom fas 2 att domineras utav datainsamlande, litteraturinsamling, teoriförfattning, egna observationer kring produktionen och intervjuer på ett parallellt stadium. I syfte att skapa en helhetsbild av nuläget studerades också interna dokument och en mer generell kartläggning utav Plastals organisation utfördes. Övergången mellan fas 2 och fas 3 i projektet är troligen inte så klar som metodkartan visar. Fas 3 karakteriseras dock av att tillräcklig kunskap om förtaget och dess produktion har uppnåtts vilket resulterat i fördjupad kartläggning av produktions, material och informationsflödena. Projektets arbetstid kom att fördelas mellan arbete på Plastal i Simrishamn och vid LTH i Lund. Tiden som spenderades i Simrishamn utgjordes framförallt av egna observationer utav produktionen, insamlande utav interna dokument, sökningar i interna databaser, intervjuer med relevant personal samt återkommande möten med den styrgrupp som bildats för att överse vårat projekt vid Plastal. Det arbete som utfördes i Lund kom således att innefatta; litteraturstudier, teoriförfattande, analys av insamlad datamaterial samt kontakt med handledare vid LTH. Efter att huvuddelen av fas 3 avslutas påbörjades det viktiga arbetet med att analysera den kartläggning som gjorts och att bearbeta den information som samlats in. I detta skede tillkom även kompletterande intervjuer och datainsamlande för att fylla de informationsluckor som
Metod
12
uppenbarat sig. Olika benchmarkingundersökningar genomfördes också för att ge inspiration för den avslutande analysen samt de rekommendationer och slutsatser som kom att bli nästa steg i fas 4 (Se bilaga A, B och C). Det skall tilläggas att under hela projektets gång hölls det återkommande möten, ungefär var tredje vecka, med Plastals styrgrupp för projektet samt möte med handledare vid LTH. Syftet med detta var att säkerställa att projektet följde de riktlinjer som satts upp utav såväl Plastal som LTH.

Metod
13
Figur 2.1 Schematisk bild över projektets arbetsgång.
Problemformulering, avgränsning och målsättning.
Litteraturstudie, och teorifördjupning
Intervjuer Egna observationer
Sökning i databaser och
interna rapporter
Fortsatta litteratur studier
Kartläggning utav produktionsflöden, materialflöden och informationsflöden
Benchmarking
Initiala synteser
Framtagande utav kompletterande
uppgifter
Analys
Slutsats, rekom mendationer, generalisering och reflektioner
Fas 1
Fas 2
Fas 4
Omvärlds- analys
Teoretisk- och metodisk
referensram
Framtagande av förslag
Fas 3
Metodframtagning


Teori
15
3. Teori I detta kapitel redogör vi för den teori som arbetet vilar på. Vissa teoriavsnitt är mer till för att orientera läsaren om ämnesområdet medan andra mer aktivt används i problemanalysen.
3.1 Produktionsprocessen Produktionsfunktionen används för att tillverka företagets produkter eller med andra ord så transformeras här olika typer av resurser till färdiga produkter som efterfrågas på marknaden. I det tillverkande företaget så är de ingående primära resurserna anläggningar, maskiner material, arbetskraft och energi. De olika resurserna skiljer sig åt genom graden av rörlighet (likviditet) d.v.s. hur lätt de kan omsättas till pengar. Anläggningar är mer trögrörliga än t.ex. material. Försäljningen av de tillverkade produkterna genererar monetära medel och genom dessa kan ytterligare resurser införskaffas för att sedan i sin tur transformeras. För att produktionen skall flyta så friktionsfritt som möjligt krävs återkoppling av information både vad gäller försäljningsvolymer d.v.s. vad som lämnar fabriken men även information över statusen i transformationsprocessen d.v.s. lagernivåer, resursutnyttjande och kassationer. (Litteratur för kursen materialhantering VT-02, Daniel Knudsen, sid. 1)
3.2 Produktionens mål Produktionens mål är således att transformera resurser till färdiga produkter. Det är emellertid viktigt att denna transformation sker på ett sådant sätt att slutprodukten är mer värd för slutkunden än summan av de ingående resurserna, annars kan ingen vinstdrivande verksamhet komma till stånd. Hur olika åtgärder påverkar företagets förmåga att skapa vinst är emellertid inte alltid så lätt att avgöra. För att ”skingra dimman” brukar man därför dela upp företagets mål i följande delmål. (Litteratur för kursen materialhantering VT-02, Daniel Knudsen, sid. 10) Lönsamhet Lönsamheten är lite grovt uttryckt, företagets rörelseresultat genom totalt använt kapital. Det är emellertid inte allt kapital som kräver förräntning varför man brukar använda sysselsatt kapital. Räntabilitet på avkastningskrävande (sysselsatt) kapital =
kapitalsysselsattjusteratligtGenomsnittultatrörelseresJusterat
Räntabilitetsmåttet eller lönsamhetsmåttet kan multipliceras med omsättningen i både täljare och nämnare varpå nyckeltalet kan uttryckas som vinstprocenten (marginalen) multiplicerat med kapitalets omsättningshastighet. Hög lönsamhet kan alltså antingen bero på att man har höga marginaler eller att man lyckas få till stånd en hög försäljning på en begränsad mängd kapital. (Litteratur för kursen materialhantering VT-02, Daniel Knudsen, sid. 11) Kvalitet Kvalitet är ett mångbottnat uttryck. Man kan tala om antingen produktkvalitet eller produktionskvalitet. En hög produktkvalitet innebär att kunden får en tillfredställande produkt medan en hög produktionskvalitet inbegriper en produktionsprocess som ligger inom, på förhand, bestämda toleranser. Produktionskvalitén driver naturligtvis produktkvalitén så till

Teori
16
vida att en stabil process leder till få kassationer. Problem med kvalitén ställer till stora problem ekonomiskt både direkt och indirekt. Direkt så till vida att man förbrukat råvara i onödan och indirekt på så sätt att man tvingas hålla sig med högre kapacitet än vad som behövt vara fallet. (Litteratur för kursen materialhantering VT-02, Daniel Knudsen, sid. 12) Leveransförmåga Det gäller inte bara att tillverka felfria produkter med få resurser utan det gäller även att se till att kunden erhåller varan i tid. Beroende på kundens preferenser talar man antingen om lagertillgänglighet eller leveranshastighet. Vissa kunder vill ha en specifik vara levererad till en viss plats (kundorderstyrd leverans) medan andra vill kunna räkna med att en standardiserad vara alltid finns på hyllan i butiken (leverans från lager). Vid produktion mot lager är leveranshastigheten noll och leveransförmågan karaktäriseras av lagertillgängligheten.(Litteratur för kursen materialhantering VT-02, Daniel Knudsen, sid. 12) Produktivitet och effektivitet Produktivitet brukar definieras enligt nedan: Produktivitet =
InputOutput
När man talar om produktivitet ligger det nära till hands att även beröra termen effektivitet (verkningsgrad). I industrisammanhang talar man om två olika typer av effektivitet, nämligen inre och yttre effektivitet. Yttre effektivitet handlar om ”att göra rätt saker” och inre effektivitet handlar om ”att göra saker rätt ”. I dagligt tal åsyftar man normalt med effektivitet en kombination av de båda. Ofta utgår man från att företaget är rätt positionerat på marknaden och att det enda utrymmet för förbättring ligger inom ramen för den inre effektiviteten. Med god inre effektivitet avser man t.ex. låg kostnad per producerad enhet. (Litteratur för kursen materialhantering VT-02, Daniel Knudsen, sid. 12-13) Flexibilitet En annan viktig komponent i ett företags lönsamhetsutveckling är graden av flexibilitet. Flexibilitet är anpassningsförmågan till nya händelser och man brukar skilja på flexibilitet på lång och kort sikt. På lång sikt gäller det för företaget att vara flexibel i utvecklandet av nya produkter, marknader och erbjudanden medan det på kort sikt mest handlar om produkt och volymmixflexibilitet. Volymmixflexibilitet är förmågan att under givna produktramar snabbt anpassa sig till en ny produktionsvolym vad avser resurser och kapacitet. Produktmixflexibilitet rör sig istället om att vid en given volym ändra mixen av produkter. För att uppnå produktmixflexibilitet på kort sikt gäller det att se till att reducera omställningstider i maskiner och se till att personalen har kompetens på olika områden. (Litteratur för kursen materialhantering VT-02, Daniel Knudsen, sid. 13-14) Erbjudande Företagets produkter utgör ett erbjudande som tillfredställer en kund och denne betalar för detta erbjudande i förhållande till hur stor nytta denne erhåller. Varje produkt har således ett värde som står i paritet med den kundtillfredsställelse som uppnås.

Teori
17
För att få en konceptuell förståelse för vilka parametrar som ligger till grund i kundens värdering brukar följande samband ställas upp: Kundvärde är = (Kvalitetα*Leveransförmågaβ*Flexibilitetχ)/ Pris Detta säger oss helt enkelt att kunden önskar ett erbjudande som hög kvalitet, hög leveransförmåga och stor flexibilitet till ett lågt pris. Olika kunder och olika produkter skiljer sig däremot åt i hur viktiga de olika parametrarna i täljaren är relativt varandra, därav vikt exponenterna α, β, χ. För att företaget skall uppnå lönsamhet gäller det således att se till att produktionskostnaden är i balans med det kundvärde som kunden upplever. Produktionen är emellertid oftast ingen avskärmad verksamhet utan en integrerad del i en större försörjningskedja eller värdekedja med mer eller mindre starka kopplingar till leverantörer och kunder. I varje led i värdekedjan förädlas produkten d.v.s. dess kundvärde ökar genom att resurser förbrukas. Beroende på vad man vill undersöka kan man fokusera på förädlingsvärdet i det enskilda företagets produktion eller så ser man till förädlingsvärdet i hela försörjningskedjan. (Litteratur för kursen materialhantering VT-02, Daniel Knudsen, sid. 2) Stödjande processer För att få transformationsprocessen att fungera krävs stödjande processer som administrerar att rätt produkter tillverkas, att rätt material anskaffas och att detta görs så att pris och leveransservice är acceptabla för kunden. Det handlar om att sätta samman rätt mix av resurser för att säkerställa att företaget genererar intäkter samtidigt som kapitalbindningen och de interna kostnaderna hålls nere för att skapa god lönsamhet. De stödjande processerna brukar delas upp i två huvudflöden eller huvudprocesser om man så hellre vill. Dessa kallas Time to Market (TTM) och Time to Consumer (TTC). Time to Market handlar om att se till att företaget har en produktutveckling som är tillräckligt snabb för att tillfredställa kundernas krav av nya produkter och hålla konkurrenterna i schakt för att inte förlora marknadsandelar. Time to Consumer handlar om att se till att det nuvarande sortimentet når kunden så snabbt som möjligt. (Litteratur för kursen materialhantering VT-02, Daniel Knudsen, sid. 2)
3.3 Ledtid Ledtid är ett vanligt mått inom produktion och kommer från engelskans lead time, dvs hur långt i förväg en aktivitet måste initieras för att blir klar vid önskad tidpunkt. Det är ett tidsbegrepp som räknar tiden från det att en aktivitet initierats till det att den slutförts. Beroende på hur aktiviteten definieras kan måttet innehålla flera olika operationer. Man talar vanligtvis om tre typer av ledtid och dessa är produktutvecklingsledtid (kommer inte att utvecklas här), leveransledtid och genomloppstid. (Litteratur för kursen materialhantering VT-02, Daniel Knudsen, sid. 3) Leveransledtid Leveransledtid är ledtiden från det att kunden upptäckt ett behov till det att leveransen har ägt rum. Det är både frågan om leveransledtider då det tillverkande företaget beställer material från råvaruleverantören som när företaget levererar till slutkund. Leveransledtiden tar hela tiden utgångspunkt i kunden. (Litteratur för kursen materialhantering VT-02, Daniel Knudsen, sid. 3)

Teori
18
Genomloppstid Genomloppstid är den totala tiden det tar från det att en produktionsorder läggs till det att en färdig produkt levereras. Denna ledtid kan i sin tur delas in i tre delar: Förrådsledtid är tiden som råvaran ligger i lager innan den kommer in i produktionen. Inköpsledtid är tiden det tar att få hem insatsvaror som beställts via kundorder. Produktionsledtid är tiden som produkten förädlas i produktionen d.v.s. tiden från att råvaran tas in i produktion till det att en färdig vara kommer till färdigvarulagret. Detta omfattar alla produktionsled och produkter av denna typ brukar benämnas produkter i arbete (PIA). Lagerledtid är den tid som den färdiga produkten är i lager innan den levereras till kund. (Litteratur för kursen materialhantering VT-02, Daniel Knudsen, sid. 3)
3.4 Kapitalbindning Det material som förvaras i råvarulager, PIA och färdigvarulager binder kapital. Det som styr hur stor denna blir är naturligtvis tiden som produkten ligger i lager men även hur man valt att finansiera sina inköp d.v.s. kapitalkostnaden. Andra kostnader som förknippas med lager är kostnad för lageryta, kostnad för materialhanteringsutrustning, ren personalkostnad samt kostnader för inkurans. Genom att produkten förädlas genom produktionen blir kapitalbindningen per enhet räknat större ju närmare färdig produkt man kommer. Det kostar således mycket mer att ha ett färdigvarulager än ett råvarulager. Kapitalbildningskurvor kan ritas dels för en enskild produktgrupp eller företaget som helhet. I det förstnämnda fallet kan det vara intressant att titta hur kapitalbindningskurvan utvecklats över tiden. (Litteratur för kursen materialhantering VT-02, Daniel Knudsen, sid. 5)
3.5 Lageromsättningshastighet Ett användbart begrepp som har kopplingar till kapitalbildning är lageromsättningshastigheten (LOH):
),(),(
värdekvantitetLagervärdekvantitetomsättningÅrligLOH =
Beroende på om man tittar på en enskild artikelgrupp eller hela lagret brukar formeln ovan avse kvantitet respektive värde. Omsättningshastigheten kan beräknas för alla typer av lager såväl råvaruförråd, PIA som färdigvarulager. (Litteratur för kursen materialhantering VT-02, Daniel Knudsen, sid. 6)
3.6 Från funktionsbaserade till flödesorienterade aktiviteter Redan i slutet av 1700-talet lades genom den berömde skotske filosofen och nationalekonomen Adam Smith grunden till vad som idag är den förhärskande organisationsformen, nämligen den funktionsbaserade organisationen. Denna bygger på arbetsspecialisering som det primära verktyget för att uppnå skalekonomi. Detta synsätt fick emellertid inte riktig betydelse förrän under andra epoken av industrialiseringen och den mekanisering som då tog fart. För att uppnå hög grad av specialisering bildades stora företag med väldefinierade och uppdelade arbetsuppgifter. Frederick Taylor (1856-1915) och Scientific Management rörelsen byggde vidare på detta genom att ytterligare dela upp arbetet

Teori
19
i små mätbara delmoment. För att övervaka alla specialiserade delmoment och sköta planering byggdes stora byråkratiska delar upp. Planeringen och utförandedelen kom därav att skiljas åt med resultatet att stora hierarkiska organisationer växte fram. Under 30-talet växte en mer humanistisk syn på arbetsorganisationen fram som till viss del tog avstånd från de mekanistiska idéerna från tidigt 1900-tal men trots detta fortsatte företagen att organiseras enligt den funktionsbaserade synsättet. (Flödesekonomi - Supply Chain Management, Paulsson, Nilsson, Tryggestad, sid. 17-18) Funktionsbaserade murar I den funktionsbaserade organisationen byggs murar lätt upp mellan de olika, var för sig specialiserade avdelningarna och funktionerna. Det är både frågan om mentala och kunskapsmässiga murar men ofta även fysiska murar. Avdelningarna skiljs åt av stora avstånd eller genom betong. Detta är naturligtvis hämmande för samarbete och gränsöverskridande engagemang. Varje chef tenderar till att endast se till sitt verksamhetsområde och det gör att verksamheten optimeras vertikalt d.v.s. utan hänsyn till de andra avdelningarna (horisontellt). Detta präglar även de anställda som ofta är av uppfattningen ”vi gör vårt bästa på den här avdelningen varför gör inte de andra det”. Detta är emellertid inte konstigt för ofta så ligger, förutom de ovan beskrivna murarna, även andra hinder i vägen för ett mer integrerat synsätt. Te.x.. redovisningssystemet är uppbyggt kring att varje avdelning rapporterar var för sig. Man har avdelningsbudgetar och belöningssystem som endast är knutna till prestationer i den egna avdelningen. Informationen mellan avdelningarna är bristfällig, mätsystemet undermåligt, kvalitetssystemen otillräckliga och karriärvägarna på förhand utstakade inom den egna avdelningen. Chefer i den funktionsorienterade organisationen blir ofta befordrade genom att de utmärkt sig som duktiga specialister. Befordran innebär ofta att man både får hand om processen och tillhörande resurser. Detta är i många fall olyckligt då det inte sällan visar sig att en skicklig tekniker som är mästare på den tekniska processen inte sällan saknar vad som krävs för att ta hand om personal och motivera och utveckla den. Lite överdrivet kan man säga att den funktionsorienterade organisationen tenderar till att befordra individer utanför sitt kompetensområde. Då varje chef ser till sin egen avdelning leder det ofta, som tidigare nämnts, till suboptimering men även till snedstyrning och att information samt lärande som är till gagn för kunden inte sprids över ”murarna”. Utanför organisationen står kunden och denne bryr sig inte om hur leverantören valt att vertikalt organisera sitt företag. Denne ser endast till den horisontella effektiviteten och hur väl den totala processen från identifierat kundbehov till kundtillfredsställelse fungerar. Man kan lite ironiskt säga att i den vertikalt funktionsorienterade organisationen så sköter alla sitt jobb och det är det som är problemet. Det är få som ser helheten eller vad som styr kundtillfredsställelsen. Företaget tenderar att bli ett ineffektivt internt system som är sin egen fiende utan koppling vare sig till övergripande mål, medarbetare eller kunder. Alla problem uppstår således internt men man letar lösningarna externt. (Processbaserad verksamhetsutveckling, Anders Ljungberg, Evert Larsson, sid. 75-80)
3.7 Flödesorienterade företag Under 1980-talet blev Jan Carlson, som var vd för SAS, känd för bl.a. sin devis ”riv pyramiderna” som gick ut på att SAS skulle skapa en plattare organisation genom att reducera

Teori
20
antalet mellanchefer och därigenom få ett mer kundorienterat företag. Däremot så kvarstod gränserna mellan företagets olika avdelningar. På 90- talet har man tagit itu med denna problematik och försökt skapa företag med så få avdelningsgränser eller funktionsgränser som möjligt både inom som mellan företag. Grundtanken är att varje gång man måste passera en funktionsgräns så uppstår kostnader varför dessa bör minimeras. Detta går under namnet Business Process Reengineering eller processorientering. Det handlar alltså om att både riva pyramiderna och se till att ta bort avdelningsgränserna. Detta har visat sig var ett ypperligt sätt för företag att uppnå hög grad av effektivitet. För att vara konkurrenskraftig nu på 2000-talet krävs emellertid att man går längre än så. Det är helt avgörande för företag i framtiden att man organiserar sig i kedjor av processer som sträcker sig från ”ax till limpa” och alltså inbegriper flera olika företag på vägen. Genom att processanalyser sätter flödet i fokus så brukar den här typen av kedjor kallas flödesorienterade kedjor. Det är således inte det enskilda företaget som står i fokus utan det är det gemensamma flödet som är centralt. Beroende på vilken aspekt av flödet som analyseras så talar man om försörjningskedja (supply chain), värdekedja (value chain) och logistisk pipeline (logistical pipeline). Det viktiga är att kunden erhåller rätt produkt, till rätt kvalitet och pris och vid rätt tidpunkt. För att detta skall vara möjligt krävs det att hela flödeskedjan är en väl fungerade helhet. För att administrera denna helhet talar man om Sypply Chain Management. (Flödesekonomi - Supply Chain Management, Paulsson, Nilsson, Tryggestad, sid. 18-24) Flödet i centrum Som konstaterat så är det i flödesorienterade företag flödet som är det centrala. Vad menas då med ett flöde? Man skiljer på tre olika flöden:
• Det fysiska flödet • Informationsflödet • Det finansiella flödet.
Det fysiska flödet är det som man i dagligt tal menar med flödet och naturligtvis det viktigaste. Här återfinns själva varorna, förpackningar, lastbärarna samt transportmedel. Informationsflödet ansvarar för att administrera det fysiska flödet. Informationsflödet är synnerligen viktigt då det hänger intimt samman med det fysiska flödet. Är informationsflödet ofullständigt, försenat eller på annat sätt ofullkomligt leder detta till för stora säkerhetslager, överproduktion och därmed försämrad lönsamhet. Inom industrin är det brukligt att man använder en schablon för att beräkna kostnaden för lager. Denna schablon brukar ligga på 20-25 procent av det genomsnittliga lagervärdet. Då ingår personalkostnad, räntekostnader, kostnader för lageryta, kostnader för in och utleveranser samt kostnad för hanteringsskador och eventuell inkurans. Det finansiella flödet är också av central betydelse. För att kunna upprätthålla ett fungerande fysiskt flöde krävs det att man får betalt av sina kunder på ett både snabbt och kostnadseffektivt sätt och betalar sina leverantörer utan att drabbas av förseningsavgifterh. (Flödesekonomi - Supply Chain Management, Paulsson, Nilsson, Tryggestad, sid. 24-25)

Teori
21
3.8 Processflödesanalys Processflödesanalys är en metod att grafiskt åskådliggöra de processer som ingår i materialflödet. Den syftar till att minska differensen mellan hur folk uppfattar processen och hur den ser ut i verkligheten. Detta för att lättare kunna identifiera vad det är som är värdeskapande i varje process och vad som går att beteckna som slöseri. Processflödesanalyser kan göras med skiftande detaljeringsgrad genom att ta med mer eller mindre av den information som definierar processen. Den kan avse alla ingående aktiviteter i ett produktionsförlopp eller koncentrera sig på bara ett antal utvalda aktiviteter. Processflödesanalysen kan även på ett mer övergripande plan behandla produktionen i sin helhet. De fundamentala stegen i en processflödesanalys är enligt nedan:
1. Identifiera och kategorisera processaktiviteterna 2. Dokumentera processen i sin helhet 3. Analysera och identifiera förbättringspotentialer 4. Rekommendera lämpliga processförändringar 5. Implementera processförbättringarna
Vid processflödesanalys ämnar man besvara frågorna av karaktären Vad? När? Hur? Av vem? Var? Hur länge? Men kanske viktigast av allt, varför? I en processflödesanalys brukar följande beteckningar användas:
= Operation = Transport = Kontroll = Lagring = Hantering
Operation avser den fysiska transformeringen av insatsvaran medan transport utgör förflyttningen mellan två olika flödesaktiviteter. Kontroll innebär att föregående aktivitet kontrolleras med avseende på kvalitet och kvantitet utifrån en på förhand bestämd standard. Lagring inbegriper att varan ligger i lager alternativt mellanlager i väntan på en operation eller kontrollaktivitet. Med hantering avses kortare transporter av karaktären förflyttning från lager vid maskin till maskin eller från maskin till kontroll. Analysen mynnar ut i en grafisk beskrivning och dessa brukar delas in i tre kategorier:
• Processflödesschema
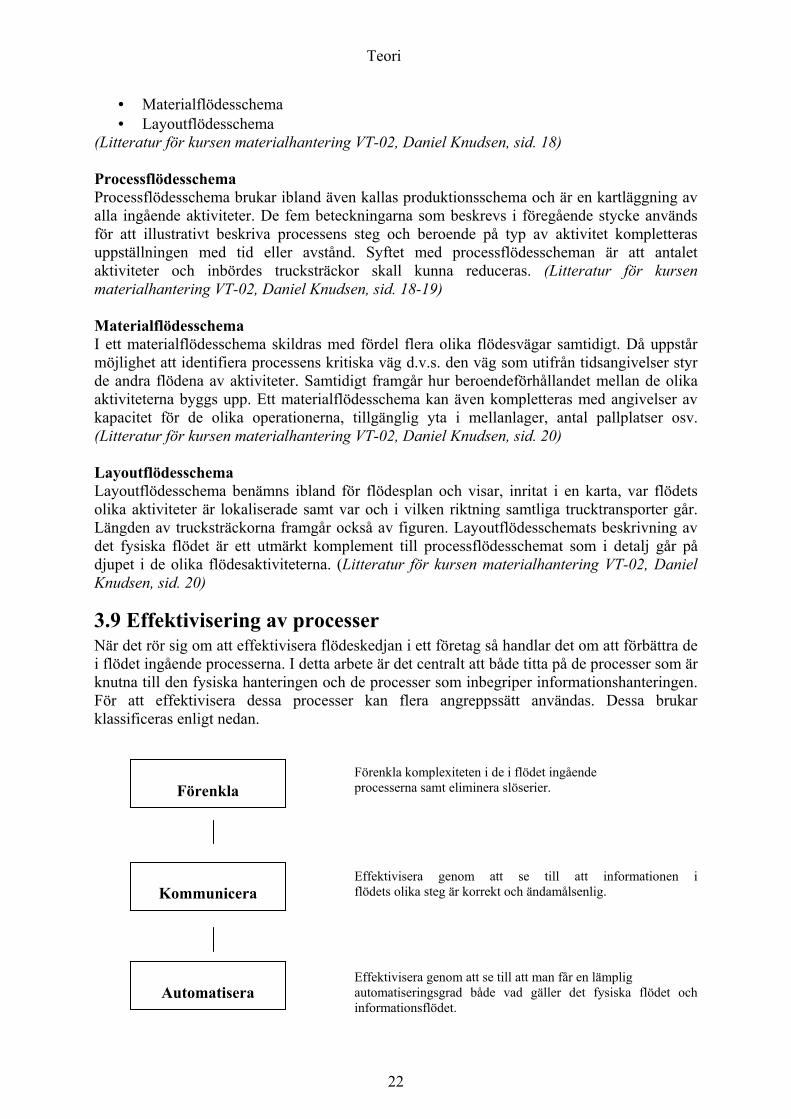
Teori
22
• Materialflödesschema • Layoutflödesschema
(Litteratur för kursen materialhantering VT-02, Daniel Knudsen, sid. 18) Processflödesschema Processflödesschema brukar ibland även kallas produktionsschema och är en kartläggning av alla ingående aktiviteter. De fem beteckningarna som beskrevs i föregående stycke används för att illustrativt beskriva processens steg och beroende på typ av aktivitet kompletteras uppställningen med tid eller avstånd. Syftet med processflödesscheman är att antalet aktiviteter och inbördes trucksträckor skall kunna reduceras. (Litteratur för kursen materialhantering VT-02, Daniel Knudsen, sid. 18-19) Materialflödesschema I ett materialflödesschema skildras med fördel flera olika flödesvägar samtidigt. Då uppstår möjlighet att identifiera processens kritiska väg d.v.s. den väg som utifrån tidsangivelser styr de andra flödena av aktiviteter. Samtidigt framgår hur beroendeförhållandet mellan de olika aktiviteterna byggs upp. Ett materialflödesschema kan även kompletteras med angivelser av kapacitet för de olika operationerna, tillgänglig yta i mellanlager, antal pallplatser osv. (Litteratur för kursen materialhantering VT-02, Daniel Knudsen, sid. 20) Layoutflödesschema Layoutflödesschema benämns ibland för flödesplan och visar, inritat i en karta, var flödets olika aktiviteter är lokaliserade samt var och i vilken riktning samtliga trucktransporter går. Längden av trucksträckorna framgår också av figuren. Layoutflödesschemats beskrivning av det fysiska flödet är ett utmärkt komplement till processflödesschemat som i detalj går på djupet i de olika flödesaktiviteterna. (Litteratur för kursen materialhantering VT-02, Daniel Knudsen, sid. 20)
3.9 Effektivisering av processer När det rör sig om att effektivisera flödeskedjan i ett företag så handlar det om att förbättra de i flödet ingående processerna. I detta arbete är det centralt att både titta på de processer som är knutna till den fysiska hanteringen och de processer som inbegriper informationshanteringen. För att effektivisera dessa processer kan flera angreppssätt användas. Dessa brukar klassificeras enligt nedan. Förenkla komplexiteten i de i flödet ingående
processerna samt eliminera slöserier. Effektivisera genom att se till att informationen i flödets olika steg är korrekt och ändamålsenlig. Effektivisera genom att se till att man får en lämplig automatiseringsgrad både vad gäller det fysiska flödet och informationsflödet.
Förenkla
Kommunicera
Automatisera

Teori
23
Effektivisera genom att integrera processer och ansvar mellan det egna företagets avdelningar, kunden och leverantören Effektivisera genom att se till att både materialflödet och informationsflödet är synkroniserat mellan kund och leverantör. Förenkla Det som styr i vilken omfattning företaget har långa ledtider och höga overheadkostnader är ofta intimt sammankopplat med graden av komplexitet. Det är mycket lättare att lägga upp produktionsplaner och skapa ett effektivt kapacitetsutnyttjande om komplexiteten är låg. Hög grad av komplexitet skapar vidare dyra ”brandkårsutryckningar” som leder till omfattande merkostnader. Problemet i dagens samhälle är emellertid att trenden går mot mer kundanpassade produkter vilket naturligtvis ställer ytterligare krav på specialisering. Ett sätt att lösa detta är modularisering som innebär att produkten byggs upp av ett antal standardiserade element som kan kombineras på olika sätt för att tillgodose den enskilde kundens krav på specialisering. (Flödesekonomi - Supply Chain Management, Paulsson, Nilsson, Tryggestad sid. 84) Kommunicera Ett effektivt flöde är helt beroende av att kommunikationen i de olika stegen fungerar väl. Detta är nödvändigt för att kunna få flexibelt kapacitetsutnyttjande och minimera risken för överproduktion. Av särskilt stor betydelse är prognoser från kunden eftersom det är på dessa som man baserar sina framtida investeringar och produktionsplaner. Undersökningar visar att ju fler mellanled som finns mellan kund och de som ska använda informationen ju mer tilltagen blir prognosen eftersom varje led lägger till lite för att vara på den säkra sidan. Det bästa är således om planeraren har direkt kontakt med kundens planerare och helst även slutkunden. (Flödesekonomi - Supply Chain Management, Paulsson, Nilsson, Tryggestad sid. 84) En annan viktig faktor för effektiv kommunikation är att kundkontakterna administreras genom parallella kontakter d.v.s. att flera personer har kontakt med personer i kundföretaget eller hos leverantören. Det gäller således att distansera sig från det funktionsorienterade synsättet där all kommunikation förs via säljare och köpare. Det är inget som hindrar att huvuddialogen förs via köparen och säljaren men det är viktigt att parallella kanaler tillgodoser snabbt utbyte av korrekt information. (Effektivisering av materialflöden i Supply Chains, Mattson, sid. 172-174) Automatisera Automatisering definieras som den teknologi vilken genom mekaniska och elektroniska system syftar till att värdeförädling sker med begränsade personella resurser.
Integrera
Synkronisera

Teori
24
I det helautomatiserade företaget är manuell arbetskraft helt bortrationaliserad medan man i delautomatiserade företag använder personella resurser till kontroll och vissa arbetsmoment där hög grad av flexibilitet krävs. (Effektivisering av materialflöden i Supply Chains, Mattson, sid. 182) I väst har vi länge varit fokuserade på att automatisera stora, svåra processer för att komma till rätta med dåligt kvalitéutfall, vilket ofta leder till stora tekniktunga robotar och maskiner med dålig lönsamhet p.g.a. höga overheadkostnader. I japanska företag gör man precis tvärtom, man börjar med att automatisera moment som är enkla och monotona för att frigöra personella resurser så att dessa kan användas till mer komplicerade och diversifierade uppgifter. I väst blir ofta det tekniska utvecklingsarbetet så komplicerat att det faller utanför operatörernas kompetens. I japan talar man sällan om automation utan istället om autonomation d.v.s. automation utifrån det mänskliga perspektivet. Det är maskinen eller roboten som ska anpassas till människan och inte tvärt om. (Kompendium i Produktionsledning för I-avslutningen, artikel Mästarföretagens teknologier sid. 211) Integrera Integrera handlar lite bildigt talat om att riva de funktionella murarna som tidigare beskrivits. Det gäller att undvika att skapa fragmentariska ansvarsområden och istället fokusera på att skapa en horisontell arbetsfördelning med flödet i centrum. Ett exempel på detta är att göra olika individer ansvariga för olika produkter genom hela fabrikens flöde för att på så sätt se till att ett integrerat helhetstänkande kommer till stånd. (Effektivisering av materialflöden i Supply Chains, Mattson, sid. 194) Synkronisera Synkronisera rör graden av samarbete mellan företaget, dess leverantörer och kunder. Genom ett intimt samarbeta kan man utnyttja kritiska resurser optimalt genom hela flödet och hjälpa varandra med de eventuella kapacitetsproblem som kan uppstå i flödeskedjan. (Flödesekonomi, Supply Chain Management, Paulsson, Nilsson, Tryggestad sid. 83) Det kan även handla om att balansera materialflöden, skapa behovsorienterade orderkvantiteter och, precis som nämndes tidigare, ha ett stort och intimt informationsutbyte. (Effektivisering av materialflöden i Supply Chains, Mattson, sid. 200) Ett exempel på balanserig av materialflöden handlar om att eliminera olika typer av mellanled i en flödeskedja. Ett typiskt mellanled som brukar vara omfattande är lagerhållning. Inte sällan visar det sig att både kunden och leverantören har buffertar gentemot störningar i flödet. Ett effektivt sätt att skapa större grad av synkronisering och reducera kapitalbindningen är att leverantören placerar sitt buffertlager hos kunden varpå denne slipper sitt buffertlager. Denna typ av lagerhantering går under namnet konsignationslager eller VMI (Vendor Managed Inventory). (Flödesekonomi, Supply Chain Management, Paulsson, Nilsson, Tryggestad sid. 84) Den ordning som de olika momenten ovan brukar utföras i och som anses vara den ordning med vilken maximalt resultat uppnås är följande.
Kommunicera/ Automatisera
Integrera/ Synkronisera
Förenkla

Teori
25
3.10 Lean production (resurssnål produktion) Lean production eller mager produktion om man så hellre vill har sitt ursprung i den japanska bilindustrin och MIT. Detta produktionssätt bokstavligt talat slog undan benen på biltillverkarna i väst i början på 80-talet genom sin överlägsna effektivitet. Det nya med den japanska filosofin som brukar kallas Toyotism, efter företaget där den skapades, är att man sätter kunden i fokus samt Total Quality management (TOM) som innebär ett kontinuerligt kvalitetsarbete på alla plan. Vid ett större fel stoppas produktionen och ett systematiskt felsökande tar vid. Toyotismen låter vidare flödet vara styrande vilket åstadkoms med ett påfyllnadssystem som kallas Kanban.
Det japanska angreppssättet att placera kunden i förgrunden mynnar också ut i att man fokuserar eller rättare sagt försöker minimera slöserier av alla de slag. De huvudsakliga slöserierna som man försöker stävja är de sju som specificeras nedan. De sju slöserierna är:
1 Slöseri på grund av överproduktion 2 Slöseri på grund av väntetider 3 Transportslöseri 4 Processlöseri 5 Slöseri på grund av för stort lager 6 Resursslöseri 7 Slöseri på grund av dålig kvalité
Slöserier på grund av överproduktion Detta är det allvarliga slöseriet så till vida att det ger upphov till en rad andra oönskade effekter. Överproduktion handlar om att produktionen av en eller annan anledning hamnat före i tillverkningen. Företaget tillverkar mer än vad marknaden efterfrågar. Detta innebär, förutom att företaget binder onödigt mycket kapital i produktionen, dessutom att det tvingas handskas med en rad andra oönskade aktiviteter. Slöseri på grund av väntetider Det föregående slöseriet är svårt att detektera medan slöseri p.g.a. av väntetider lättare visar sig genom mätningar. Det handlar ofta om att en maskinoperatör inte är sysselsatt till 100 procent utan ibland står och väntar på att en maskin skall genomföra ett visst moment. Ett sätt att stävja detta är att genomföra bemanningsanalyser eller att disponera maskinernas lokalisering på ett sätt som gör att väntetider undviks. Många gånger handlar det om att skapa en mentalitet på produktionsgolvet som gör att den enskilde operatören eller montören anmäler när denne inte anser sig vara fullt sysselsatt. Transportslöseri I många fabriker så flyttas material både en och två gånger i onödan p.g.a. att produktionslokalen inte är optimerad efter den verksamhet som bedrivs. Det kan också handla om att man inte har erforderliga rutiner för hur ett visst moment skall genomföras vilket naturligtvis skapar en godtycklig hantering. Transportslöseri kan förhindras om olika sekventiella moment placeras i närhet till varandra så att sträckan produkten behöver flyttas minimeras.

Teori
26
Processlöseri Processlöseri handlar precis som namnet antyder om att en viss tillverkningsprocess inte utförs på ett optimalt sätt. Det kan handla om att en för övrigt automatisk process innehåller ett manuellt moment som utan vidare kunnat automatiseras. Därmed inte sagt att Toyotismen och Lean production förespråkar oinskränkt automatisering. Tvärtom betonas automatisering utifrån mänskliga förutsättningar vilket, som vi tidigare nämnde, brukar kallas autonomation. Det är meningen att maskinen eller processen skall anpassas efter människan och inte tvärt om. Slöseri på grund av för stort lager Ett för stort lager brukar lite ironiskt kallas för ”roten till allt ont”. Precis som överproduktion skapas en rad andra problem, så innebär ett för stort lager många implikationer. Det är emellertid inte alltid lätt att i dessa sammanhang avgöra vad det är som är ”hönan eller ägget”, d.v.s. ibland är ett för stort lager bara symtomen på en rad andra olyckliga omständigheter. Detta brukar illustreras genom en modell som kallas japanska sjön (se figur 3.1 nedan).
Figur 3.1 Den japanska sjön.
Genom att sänka lagernivåerna kommer de olika grynnorna i dagern och måste således elimineras för att ytterligare sänkningar skall bli möjliga utan att företaget drabbas av problem. Resursslöseri Resursslöseri handlar kort och gott om att resurser används till annat än att skapa kundvärde. Kunden betalar för den produkt denne erhåller och inte för att te.x. en montör p.g.a. en dåligt disponerad arbetsplats sprungit och letat efter en skiftnyckel i en halvtimme. Förflyttning är inte samma sak som arbete, d.v.s. det gäller att förvissa sig om att allt som görs ökar kundvärdet. Om så inte är fallet är aktiviteten att beteckna som slöseri.
Mycket av resursslöseriet kommer man tillrätta med om företaget har ”ordning och reda” på arbetsplatsen, d.v.s. varje sak har sin plats vilket många gånger är lätt att säga men svårt att leva upp till i praktiken.
Färdiga produkter Råmaterial
LAGER SJÖN
Dålig planering Kvalitets- problem Obalans i
linjen
Långa transport- sträckor
Maskinhaveri
Kommunikations- problem
Långa ställtider

Teori
27
Slöseri på grund av dålig kvalité Att producera något med sämre kvalité än företaget utlovat är också ett omfattande slöseri. I bästa fall räcker det att gå tillbaks och rätta till felet men i många fall tvingas företaget kassera produkten varpå alla nedlagda resurser varit förgäves. Hinner produkten nå kunden leder felet till att företaget får garantikostnader samt riskerar att förlora sitt goda rykte. Det gäller således att alla inom företaget arbetar med kvalité. Många gånger förväntar sig operatören att det är kvalitetsingenjörens uppgift att förbättra kvalitén, men i den japanska modellen poängteras operatörens stora ansvar eftersom det är denne som har bäst insikt i hur ett visst moment skulle kunna utföras bättre och därmed förhoppningsvis med högre kvalité. (Kompendium i produktionsledning för I avslutningen, artikeln Eliminating Waste) Lean production har under årens lopp utvecklats och kan idag sammanfattas i de tre punkter nedan och som inbegriper hela flödeskedjan. I sammanhanget kan det vara värt att notera att lean production inte är likvärdigt med kostnadsminimering utan det är ett sätt att använda resurserna smartare.
• Aggressiv kundtillfredsställelse. Det gäller att behålla kunden för evigt när man väl en gång fått förtroendet. För att uppnå detta samlas mycket raffinerad kunddata in för att kunna ligga ett steg före. Målet är att identifiera kundens framtida behov. Ofta bryts marknaden ner i små nischer för att om möjligt i så stor utsträckning som möjligt tillfredställa den enskilde kunden.
• Resurssnål verksamhet i hela flödeskedjan. Man angriper alla former av slöserier längs
hela flödet. Detta gäller både löpande kostnader och fasta overheadkostnader.
• Integrerat resursnätverk. För att uppnå de två övriga punkterna rensas bland leverantörerna. Bara de med bäst förutsättningar att tillfredställa slutkunden blir kvar och med dessa utvecklar man ett nära samarbete. För att skapa hög grad av integrering används informations- och kommunikationsteknologi t.ex. EDI (electronic data interchange) samt samordnad produktutveckling. (Litteratur för kursen materialhantering VT-02, Daniel Knudsen, sid. 17-18).
3.11 JIT (Just in time) En av hörnstenarna I den japanska produktionsfilosofin är vad som kallas ”just in time” (JIT). JIT innebär att producera rätt vara vid rätt tillfälle, d.v.s. då den behövs, varken före eller efter. Detta öppnar upp för möjligheten att drastiskt sänka lagernivåerna och därmed genom minskad kapitalbindning kraftigt reducera sina kapitalkostnader. JIT bygger på vad som kallas ett pull-system, d.v.s. att efterfrågan initieras av efterföljande station. För att på ett enkelt sätt administrera detta sug används kanbankort som cirkulerar mellan stationerna. JIT är väldigt fördelaktigt men det ställer stora krav på produktionen. JIT är vad man skulle kunna säga ”kronan på verket” av en rad förbättringar vad gäller ställtider, genomloppstider och flödesorientering. För att JIT ska kunna införas krävs även att man har uppnått små partistorlekar, en engagerad och flexibel personal som verkar i en flödesorienterad organisation med ett utpräglat kvalitetstänkande på alla nivåer. Vägen till JIT beskrivs i figur 3.2 nedan. (Litteratur för kursen materialhantering VT-02, Daniel Knudsen, sid. 16)

Teori
28
Ställtidsreduktion Kvalitetsförbättringar Flödesorienterad layout Flexibel personal Små buffertar Små partistorlekar Automatiserade stopp Kanban Utjämnad produktion JIT Figur 3.2 Schematisk bild över vägen till JIT.
3.12 SWOT- analys En swot-analys sammanfattar styrkorna, svagheterna, möjligheterna och hoten (strengths, weaknesses, opportunities and threats) i en affärsmiljö för en organisation och dess strategiska potential. Målet är att identifiera till vilken grad, organisationens nuvarande strategi har möjligheten att anpassa sig till förändringar i dess omgivning. Vilka styrkor och svagheter har organisationen och är dessa relevanta för framtiden? Analysen syftar även till att undersöka möjligheten att fördjupa organisationens kärnkompetens inom de områden som stärker företaget. Analysen är tänkt att vara mer djupgående än att bara lista organisationens styrkor, svagheter och leda fram till ny kunskap som kan användas i formulerandet utav en effektiv strategi. (Exploring Corporate Strategy, fifth Editon, Johnsson, Scholes, sid. 190)
3.13 Teorianvändning Teorianvändningen i studien kan konceptuellt anses vara uppdelad i tre delar. Den första delen utgörs av ett avsnitt som syftar att definiera termer som genomgående har relevans för ämnesområdet och som flitigt används i vår analys. Dessa avsnitt är 3.1, 3.2, 3.3, 3.4 och 3.5. Den andra delen är mer övergripande och fyller en generell funktion som teoretisk referensram. Uppgiften är att orientera läsaren om vad som är centralt för problemområdet och därav öka förståelsen i analysen. Det rör sig särskilt om avsnitten 3.6, 3.7 och 3.11. Den tredje delen är mer pragmatisk så till vida att vi här använder teorin oavkortat för att komma fram till slutsatser och resultat som ligger till grund för våra förbättringsförslag. De delar som här används är 3.8, 3.9, och 3.10. SWOT- analysen är egentligen tänkt att användas vid strategival men det är inget som hindrar att den används vid andra ” vägval” för att på ett kärnfullt och koncist sätt redogöra för olika aspekter.

Empiri 1 - Företagsbeskrivning
29
4. Empiri 1 - Företagsbeskrivning Detta kapitel ger en beskrivning av företaget, företagsgruppen samt dess ägare. Syftet med kapitlet är att ge en djupare bakgrundsbeskrivning och därmed möjliggöra för en bredare förståelse av företaget.
4.1 Plastal Group AB Plastal Group AB (PG) är, som vi tidigare konstaterat, en ledande koncern verksam inom injektionsmodulerade och ytbehandlade plastkomponenter till den Europeiska bil och lastbilsindustrin. Dess huvudprodukter utgörs utav exteriöra delar som t.ex. stötfångare, spoilers och trösklar samt dekorativa interiörsdelar för premiumbilar samt interiörmoduler för lätta lastbilar. Företaget grundades 1934 i Trelleborg och har under åren genomgått ett stort antal förvärv och sammanslagningar, varav den största expansionen skedde under 90-talet. År 2002 sålde dåvarande ägaren Sapa AB sin Autoplastic Division till Gilde Investment Management för 1220 miljoner SEK, varav gruppen fick namnet Plastal Group, PG. Gruppen har idag elva produktionsenheter i Belgien, Italien, Norge, Polen, Spanien och Sverige med cirka 2200 anställda. Dess kunder utgörs av flertalet av de största Europeiska fordonstillverkarna, såsom t.ex. Alfa Romeo, Audi, BMW, Mercedes, Saab, Scania och Volvo. Den största tillverkningen finns i Sverige och Italien med huvudkontoret förlagt i Kungälv utanför Göteborg. I Sverige finns förutom huvudkontoret i Kungälv också tillverkning i Simrishamn, Arendal (Göteborg) och Uddevalla. PG har under nittiotalet expanderat kraftigt, bl.a. har en sammanslagning sketts med Zanussi Componenti Plastica S.p.A Italia, ett köp utav Safeman AB, AutoMontage i Kungälv, konkurrenten Raufoss del i RPC, samarbete med Iberofen Plasticos S.A i Spanien samt investeringar i Polen och Italien. Omsättningen har vuxit från 1199 MSEK, 1995, till 3700 MSEK, 2003, vilket är en ökning med över 200 procent. Antalet anställda inom gruppen har mellan åren 1995 och 2003 mer än fördubblats från 1050 personer år 1995 till 2200 anställda år 2003. PG är indelat i tre stycken affärsområden, affärsområde nord, syd och väst. De tre områdena positionerar sig mot olika kundsegment, nords kunder finns framförallt inom Saab, Scania och Volvo PV medan syds kunder återfinns inom först och främst Alfa Romeo och Audi. Affärsområde väst servar framförallt Volvo.
4.2 Gilde Investment Management Gilde Investment Management är en ledande global private equity investerare med mer än 1.5 miljarder EURO under förvaltning. Sedan Gilde grundades 1982 har investeringar gjorts i mer än 200 företag. Gilde är specialiserat inom buy-out investeringar men erbjuder inte bara finansiering utan också expertis inom strategiutveckling, marknadsföring och organisation. 2001 annonserades Gilde sitt köp utav Plastal Group AB från SAPA AB för 1220 MSEK. PG leds efter förvärvet utav Christer Palm, koncernchef, samt Danilo Fattor, MD Plastal Italien, d.v.s. samma nyckelpersoner som ledde gruppen under SAPAs ägande med den skillnaden att de nu är delägare. Plastal Group ABs utveckling kommer att stå som plattform för fortsatt tillväxt så väl organisk som genom förvärv, enligt Gilde. PG har bland annat gjort försök till att förvärva en av sina största konkurrenter i Europa. Det återstår dock att se vilken strategi som finns utstakad för Plastal, Simrishamn.

Empiri 1 - Företagsbeskrivning
30
4.3 Plastal AB i Simrishamn Plastal AB i Simrishamn (Plastal) har cirka 400 anställda och en omsättning på mer än 500 MSEK för räkenskapsåret 2002. Plastal AB i Simrishamn ingår i affärsområde nord och dess omsättning utgörs av Saab, cirka 40 procent, Scania, cirka 30 procent och Volvo PV, cirka 30 procent. Plastal producerar stötfångarsystem, spoilrar, trösklar, dörrlister, hjulhuslister, dörrpaneler, ventilationslock, komponenter till SIPS (Side Impact Protection System), navkapslar med mera. Huvudprodukten är dock formsprutade höljen som efter vidare förädling slutligen blir stötfångare. Totalt sett produceras cirka 500 artiklar i formsprut vilket ger upphov till cirka1400 slutprodukter enligt Movex. Plastals viktigaste kund mätt utifrån omsättning är Saab i Trollhättan. Plastal levererar sekventiellt till Saabs produktionslina via Plastal i Uddevalla. I Uddevalla sker slutmontering utav färdiga stötfångare som sedan levereras sekventiellt till Saabs produktionslina.
Figur 4.1 Hölje formsprutat på Plastal i Simrishamn. Höljet slutmonteras till färdig stötfångare i Uddevalla innan det sekvenslevereras till Saabs farbrikslina i Trollhättan.
Empiri 2 – Nulägesbeskrivning: Produktions och materialflödet
31
5. Empiri 2 – Nulägesbeskrivning: Produktions och materialflödet Detta kapitel ger en helhetsbild av hela produktionskedjan (produktion, förädling och förflyttning) av detaljer för Sekvensflödet. En processflödesanalys har gjorts för att identifiera samtliga relevanta delar i flödet för att på så sätt kunna belysa de delar som har störst inverkan på det fysiska materialflödet. Syftet med kapitlet är att dels göra en kartläggning av produktionen med tillhörande materialflöden men även att användas som bakgrundsmaterial för fortsatta analyser och förbättringsförslag.
5.1 Överblick över produktionen Produktionskedjan börjar med att råmaterial (granulat), övriga artiklar och emballage anländer till Plastal. Från råvarulagret transporteras råmaterialet ut till formsprutorna där detaljerna formsprutas. Efter formsprutning delas produktionsflödet upp i tre flöden.
• Vissa detaljer är färdiga produkter efter formsprutning varefter de transporteras ut och lagras i Huvudlagret. Denna typ av produktion görs mestadels i den delen av produktionshallen som kallas ”Formsprut 1” (se Bilaga D). I figur 5.1 kallas detta flödet för ”Lilla formsprutsflödet”.
• Andra detaljer, framförallt höljen, trösklar och spoilrar skall lackeras och vissa höljen
skall även maskeras (tejpning utav ytor som inte skall lackeras). Dessa detaljer mellanlagras efter formsprutning innan lackering sker. Efter lackering skickas en överväldigande majoritet av höljena till Plastals fabrik i Uddevalla där slutmontering till färdig stötfångare sker innan de tas in till Saabs produktionslina i Trollhättan. Detta produktionsflöde där produkterna skickas vidare till Uddevalla och sedan vidare till Saabs lina kallas för Sekvensflödet. I figur 5.1 kallas detta flödet för ”Sekvensflödet”. En del utav produktionen som ingår i Sekvensflödet skickas till Plastals fabrik i Österrike, detta är dock en mindre volym. Sekvensproduktionen äger rum i den delen av produktionshallen som kallas ”Formsprut 2” (se Bilaga D).
• Ett tredje flöde är detaljer som formsprutas och eventuellt lackeras men som också
monteras ihop till färdiga produkter i Simrishamnsfabriken. I figur 5.1 kallas detta flödet för ”Monteringsflödet”.

Empiri 2 – Nulägesbeskrivning: Produktions och materialflödet
32
Figur 5.1 Förenklad flödeskarta över Plastals produktion. I kapitel 5.1.2, nedan, ges en detaljerad schematisk bild över Sekvensflödet. Varje steg i flödesprocessen kommer i kommande kapitel sedan att noggrant beskrivas. Läsaren uppmanas att referera tillbaka till flödesbilden som ses i kapitel 5.1.2 men även att se över Bilaga D – Fabrikskarta, Bilaga E – Flödeslayoutdiagram över produktionen samt Bilaga F – Flödesdiagram över trucktransporter.
FLÖDESKARTA
Huvudlager
Mellanlager Maskering Råvarulager
Formsprut
Montering
Lackering Färdigvarulager
Huvudlager
Formsprut
”Sekvensflödet”
”Lilla formsprutsflödet”
”Monteringsflödet

Empiri 2 – Nulägesbeskrivning: Produktions och materialflödet
33
Rengöring
E-hallen
Certifiering Distribution av granulat
Tält B
RVL
Stenkilsson
Transport lager Emballage hantering Ankomst lager
Ankomst lagerEmballage hantering
Transport lager
Emballage hantering
Påhäng
Utlastning
Formsprut GradningKontroll
Mellanlager lack
5.1.2 FLÖDESKARTA - SEKVENSEN
MaskeringRengöring
Lackering
Avplock
Id-punkten
Tält A
Lager sluss
Emballage hantering Transport lager
Ankomst lager
Kontroll
Transport lager
Ankomst

Empiri 2 – Nulägesbeskrivning: Produktions och materialflödet
34
5.2 Inleverans utav råmaterial och emballage
Figur 5.2. Schematisk bild över ankomstprocessen.
5.2.1 Ankomst Råmaterial (granulat), och emballage anländer till gårdsplanen utanför råvarulagret, RVL, där lossning sker. Avlastningen från lastbilar sker utomhus utan skydd utav skärmtak. Lastbärare och emballage som är utav mer tåligt material, t.ex. lastpallar, förvaras utomhus på den asfalterade gårdsplanen. Inomhusemballage, t.ex. mellanskivor och plastlådor, förvaras i tält 1 (röda tältet utanför port 2, se Bilaga D). Det mesta råmaterialet, granulatet, är placerat i plastsäckar som i sin tur omsluts av en pappkartong, en så kallad oktabin. Oktabinerna väger cirka ett ton och är placerad på en lastpall. Beroende på hur mycket material som anländer samt hur mycket plats som finns i RVL kan man antigen ta in materialet internt eller välja att skicka det till extern lagring, vilket sker på Stenkilssons lagerhotell. Internt och externt emballage - På Plastal skiljer man mellan internt och externt emballage. Med internt emballage avses emballage som ägs utav Plastal och med externt menas emballage och paketeringsmaterial som ägs utav kund eller annan extern part. Då det externa emballaget redan varit mål för en tidigare utredning kommer vi inte att undersöka detta vidare. Volvo och Scania är de två kunder som i störst utsträckning använder externt emballage medan Saab, Plastals största kund, använder sig i större utsträckning utav internt emballage. En orsak till detta är att man levererar sekventiellt till Saab via Plastals Uddevalla fabrik. Se kapitel 7.1 för vidare beskrivning av emballage. Upplevda problem - Eftersom lastbärare och vissa emballage förvaras utomhus händer det att dessa skadas utav regn och väder. T.ex. om det regnat tas i regel de översta lastbärarna bort eftersom de är fuktiga, varefter de placeras längst in. Efterhand kasseras obrukbara lastbärare och emballage. Avlastningen sker under bar himmel vilket gör att råmaterialet, som är känsligt för fukt och temperaturskillnader, kan suga åt sig fukt. Kunderna kräver egentligen att allt emballage skall stå inomhus eller åtminstone under tak som skydd för regn.
Stenkilsson
Ankomst Certifiering
Tält B

Empiri 2 – Nulägesbeskrivning: Produktions och materialflödet
35
5.2.2 Certifiering av råmaterial Vid ankomst skall allt råmaterial godkännas enligt kundens önskemål och certifieras enligt ISO9000 standard, en uppgift som sköts utav en kontrollant (Roger Nilsson). Följesedeln för det ankommande materialet jämförs med ett certifikat som erhållits elektroniskt för att säkerställa en sorts validering. En ”K-märkning” placeras på det godkända råmaterialet för att indikera att transport till RVL kan ske. Certifikaten anger att den erhållna batchen är godkänd enligt leverantörens standard.
5.2.3 Transport till Råvarulagret Råmaterialet körs in i RVL utav samma truckpersonal som ansvarar för lossningen. Dessa ansvarar förutom utav lossningen av råmaterial, halvfabrikat och emballage även för lastning utav färdiggods från Huvudlagret. Truckpersonalen använder gasoldrivna motviktstruckar med en lyftkraft på över två ton.
5.2.4 Tält 2 Råmaterial som inte blivit godkänt förvaras i tält 2 (blått tält utanför porten till RVL, se Bilaga D), eftersom ickegodkänt material inte får förvaras inne i RVL under normala omständigheter. Det kan dock hända att material som måste användas i produktionen körs in i RVL där det tydligt märks upp. Produkter som formsprutas med ocertifierat material märks noggrant upp och följs grundligt tills den dag råmaterialet blivit kontrollerat och produkten kan godkännas för att släppas till kund. Upplevda problem - Det ickecertifierade råmaterialet som förvaras i tält 2 kan utsättas för fukt och för stora temperaturskillnader, innan det tas in i produktionen. Denna påverkan är naturligtvis, som tidigare nämnts, inte bra för råmaterialet och kan leda till sämre kvalité.
5.2.5 Extern lagerhållning; Stenkilssons Åkeri AB Råvaruhallen på Plastal har inte kapacitet att lagerhålla all den mängd råmaterial som i nuläget dagligen lagerhålls. Extern lagring sker därför på Stenkilssons Åkeri AB, Stenkilssons, belägget cirka 500 meter från Pastal. Stenkilssons är ett företag inom transportnäringen som bl.a. erbjuder spedition, distribution och lagerhållning. I snitt lagerhåller företaget cirka 30-40 ton granulat hos Stenkilssons, vilket kan jämföras med cirka 100-150 ton intern lagerhållning av granulat i råvaruhallen på Plastal. Den totala merkostnaden för extern lagerhållning utgörs av intagningskostnader, uttagningskostnader samt transportkostnader av materialet och uppgår till cirka 100-150tkr per år. I normala fall brukar material beställas ner från Stenkilssons en dag före det behövs i produktionen. I nödfall kan dock material skickas ned samma dag och bli tillgängligt inom cirka 15 minuter. Detta innebär dock en extra insatt körning från Stenkilssons sida vilket man får betala extra för och som därför i det längsta undviks. Efter klockan 16.00 har man inte längre tillgång till materialet som lagerhålls hos Stenkilssons.

Empiri 2 – Nulägesbeskrivning: Produktions och materialflödet
36
5.3 Råvaruhallen Figur 5.3 Schematisk bild över Råvaruhallen.
5.3.1 Råvarulagret, RVL Råvarulagret kan delas in i tre olika sektorer. En del för lagring utav råvarumaterial och en del för sammansättning utav emballage samt en del för distributionsutrustningen inklusive torkar som förser formsprutningsmaskiner med granulat. Råmaterial placeras i lagret på lämplig plats men det saknas detaljspecifika lagringsplatser. Truckföraren försöker placera materialet där denne anser det vara lämpligt, t.ex. jämte likartat granulat. Vid svårigheter att placera materialet tillfrågas lageransvarig (Jan Jönsson) var det skall placeras. Det finns således inget system, elektroniskt eller i pappersform, som talar om var oktabinerna står placerade i lagret. Lagrets sköts och administreras utav en person som är anställd mellan klockan 7.30-15.00. Lagret saknar hyllplan för placering utav oktabinerna, vilket gör att allt material placeras utmed markplan. Vissa mindre oktabiner kan dock placeras på höjden, staplade på varandra för att spara markyta. De större okatabinerna är i regel för tunga för att placeras staplade på varandra. Risk finns att kartongens övre del sjunker ihop vilket kan resultera i att den översta oktabinen faller ner. Uttag av granulat till produktion ska ske enligt FIFO (first in first out) principen, vilket personalen lyckas med i cirka 95 procent av fallen. Ansvarig försöker efterfölja principen genom att ”ha koll” på var gammalt material placerats. Omsättningshastigheten för råmaterialet varierar mellan sorterna. Råmaterial som används till t.ex. höljeproduktion omsätts mer än 120 gånger per år medan vissa andra materialsorter omsätts ungefär 12 gånger per år. Emballage bygge - Cirka 35 procent utav råvarulagrets yta utgörs utav ett emballagelager där även sammansättning till färdigt emballage t.ex. pall med krage sker. Ytan är i dagsläget tämligen upptagen utav emballage men inte i den mån att det upplevs påverka effektiviteten negativt för emballagesammansättningen Upplevda problem - Lagerytan anses vara begränsad eftersom man använder sig utav extern lagring. Stundtals kan det bli trångt vilket gör att oktabiner placeras utmed transportgångar. Den begränsade lagerytan stör dock inte det dagliga arbetet nämnvärt. Torkarna som används för att torka granulatet, som skall distribueras till de större formsprutorna, anses av viss personal inte ha tillräcklig kapacitet för att torka den mängd granulat som behövs i formsprut, vilket kan leda till kvalitetsbrister.
Distribution av granulatRVL

Empiri 2 – Nulägesbeskrivning: Produktions och materialflödet
37
Interna förbättringsförslag som diskuterats - Diskussioner har förekommit om att införa lagerhyllor i lagret för att därmed öka lagrets lagerkapacitet. Olika åsikter har framförts huruvida detta skulle öka kapaciteten eller inte. Vissa menar att en ökning inte skulle vara möjlig p.g.a. att man med hyllor inte kan ”pressa” ihop oktabinerna på samma sätt som görs idag. Andra menar dock att möjligheten att lagra på höjden skulle övervinna det man förlorar på att pressa ihop oktabinerna. Det råder också skilda meningar hur vida den asfalterade golvytan skulle klara den belastning som skulle uppstå vid användning utav hyllplan. Via kontakter med Skanska har vi emellertid slutit oss till att golvet under hyllorna måste förstärkas för en kostnad av cirka 700 kr per kvadratmeter. Eventuellt måste även andra truckar användas för att kunna sköta eventuell lagerhållning på hyllplan. Det finns beslut på att införa silos för lagerhållning utav två granulatsorter som används i stora mängder till höljeproduktionen. Fyra stycken silos skall placeras inomhus utmed väggen vid porten till RVL. Silosarna skall kunna fyllas på utifrån via rörsystem och ska fungera som konsignationslager. Nivån i silosarna mäts automatiskt vid bestämda tidpunkter och skickas via inbyggda modem till leverantören. Leverantören kan sedan bedöma när påfyllning anses nödvändigt. Två stycken dagtankar suger materialet från silosarna till torkning eller för distribution via rörsystemet till formsprutorna. Investeringen bedöms vara cirka 750 tkr och kalkyler tyder på att investeringen bör betala av sig på cirka ett år.
5.3.2 Transport i Råvaruhallen samt mellan Råvaruhallen och produktionen Vid förflyttningar och framtagande utav oktabiner inne i RVL används en eldriven truck, utrustad med truckterminal, med en lyftkraft på cirka 1600 kg. Råmaterial plockas ut ifrån lagret och ställs ut vid distributionsutrustningen, varvid personal inom ”serviceenheten” tar vid. En stor del utav formsprutningsmaskinerna i Formsprut 1 kan inte nås med distributionssystemet utan de måste laddas manuellt var för sig. Det är lageransvariges uppgift att köra ut oktabinerna i produktionen med truck och placera dem jämte respektive formspruta som skall betjänas, varvid servicepersonal tar vid och fyller på tanken vid respektive formspruta. Det är också lageransvariges uppgift att placera oktabinerna vid distributionssystemet. Arbetet med att plocka fram råmaterialet från lagret och göra det tillgängligt för servicepersonalen samt att placera ut det i produktionen sker till stor del under förmiddagen. Skulle material behövas senare under eftermiddagen eller natten, varvid det inte finns plats att placera ut det i produktionen under förmiddagen, har lageransvarige märkt upp och placerat dessa oktabiner i lagret så att berörd servicepersonal kan finna dessa för att köra ut dem i produktionen med truck.
5.3.3 Laddning av råvarudistributionssystem Tredje och sista delen utav råvarulagrets yta utgörs utav ett distributionssystem, d.v.s. sug, värmetorkar, lagerplats och rörsystem, som förser de större formsprutningsmaskinerna, 2000- 4000 tons maskinerna, med granulat. En sug placeras i oktabinen så att granulatet kan sugas upp i ett rörsystem och sedan fördelas ut i fabriken till de formsprutor som skall betjänas. En del granulatsorter måste innan de sugs upp i rörsystemet, först gå via en värmetork där materialet torkas, eftersom fuktigt granulat kan åstadkomma kvalitetsbrister i vissa extra känsliga detaljer.

Empiri 2 – Nulägesbeskrivning: Produktions och materialflödet
38
5.4 Formsprutshallen Figur 5.5 Schematisk bild över formsprutsprocessen.
5.4.1 Formsprut Produktionshallen är uppdelad i Formsprut 2 där större 2000-3000 tons maskiner ingår och i Formsprut 1 där de mindre maskinerna ingår. I dagsläget byggs även en 4000 tons maskin som skall tas i bruk under våren 2004. Plastal har idag 25 stycken formsprutor med följande fördelning vad gäller låstryck: 1st 60 ton, 4st 420 ton 3st 800 ton, 1st 2300 ton, 1st 4000 ton 3st 150 ton, 2st 500 ton, 3st 1000 ton, 2st 2300 ton, 1st 350 ton, 3st 650 ton, 1st 2150 ton, 1st 3150 ton, Granulatet sugs ut till formsprutorna i Formsprut 2 via det uppbyggda rörsystemet. Till Formsprut 1 körs, som vi tidigare nämnde, granulatet ut med truck varefter maskinen laddas manuellt. Granulatet hettas upp inne i formsprutan och pressas sedan under högt tryck in injektionsmodulen i för att detaljen ska få modulens form. Detaljen plockas av modulen via en robotarm som också placerar detaljen på ett rullband. I formsprut arbetar man treskift med cirka 70 personer per skift. Formsprut föredrar att köra så långa serier (batcher) som möjligt utav de formsprutade detaljerna. Detta beror på långa ställtider vid verktygsbyten och det faktum att det ofta krävs omfattande inkörning för att detaljerna skall nå den kvalitetsnivå som ställts upp.
Formsprut GradningKontroll Emballage hantering Transport lager
Figur 5.4 Två stycken oktabiner med granulat som har kopplats till distributionssystemet. En sug har stuckits ner i granulatet för att möjliggöra transport via rörsystemet högst upp i bild.

Empiri 2 – Nulägesbeskrivning: Produktions och materialflödet
39
Ökat antal formsprutor och verktyg - Nya och större projekt har lett till flera nyinvesteringar av formsprutor och verktyg till dessa. Allt eftersom nya projekt tas in måste verktygen, modulerna, skräddarsys för de detaljer som skall produceras. Det är därför kunden som äger verktygen. En förutsättning för att få nya projekt från kunder som Saab, Scania och Volvo är att kunna fortsätta leverera reservdelar efter det att ett projekt avslutats, d.v.s. att en viss bilmodell utgått. I flera fall rör det sig om upp till 15 års reservdelsproduktion. Verktyg som ägs av kund kan därför inte säljas eller avskaffas, vilket gör att verktygen fortsätter att ta allt mer plats i anspråk och därigenom begränsar t.ex. lagerytor. T.ex. gjordes det plats för cirka 40 nya verktyg i fabriken under år 2002 då projekt P28 (Volvo XC90) och 440 (nya Saab 9.3) gick i produktion. Ett verktyg upptar en yta av cirka 1m2 – 4m2. Produktion Formsprut fortsättning – Som vi tidigare konstaterat är Sekvensflödet mätt utifrån omsättning och resursutnyttjande det största flödet. Det är emellertid även det största flödet vad gäller, storleken på detaljerna och trucksträckor . De stora formsprutorna används framförallt till följande produktion: Formsprut 2001; framförallt spoilrar Formsprut 2302; mest höljen (en del reservhöljen) men även trösklar och spoilrar Formsprut 3151; mest höljen men även trösklar och spoilrar Formsprut 3201; höljen Formsprut 4000; kommer framförallt att användas för större detaljer till Scania. I både Formsprut 1 och Formsprut 2 finns taktravers installerad som når största delen av respektive hall. Traversen används bl.a. vid verktygsbyten. Verktygsbyten i maskinerna ovan sker i snitt 1.5-2 gånger per maskin och dygn, d.v.s. cirka åtta byten för ”sekvensformsprutorna” per dygn. Om ett eventuellt produktionsstopp uppstår, t.ex. vid verktygshaveri, måste ett nytt verktyg snarast sättas upp för att påbörja produktionen utav en ny detalj för att inte äventyra produktionsplanen. Formsprutsprocessen, framförallt för sekvensdetaljerna, är en tämligen instabil process med ett litet ”processfönster”, vilket gör att kvalitetsnivån kan skifta förhållandevis dramatiskt mellan olika batcher. En genomsnittlig kassationsgrad för sekvensdetaljerna är cirka 15 procent. I nuläget körs minimal helgbemanning (tre operatörer per skift) för
Figur 5.6 En 3151 tons formspruta. Formsprutan är i detta läget i sin låsta sammanpressade position, och modulen formar i detta läget plastdetaljen till önskad form.

Empiri 2 – Nulägesbeskrivning: Produktions och materialflödet
40
”sekvensformsprutorna”. På grund av den instabila processen undviks helgproduktion utav hölje samtidigt som ett intensivt arbete under namnet ”stabila processer” initierats för att få bukt med problemet. Serviceenheten - Serviceenheten stödjer materialhanteringen i formsprut. Enheten har i uppgift att bygga ihop pallar och emballage, förse och tömma maskiner med material samt agera som truckförare och transportera detaljer från formsprut till Id-punkten, maskering, mellanlager, krossen, montering, lackering samt utföra övriga interna truckuppgifter som kan uppstå. Vid skiftbyten delas en planeringslista ut med vad som ska produceras under dagen i formsprut, vilket gör att personalen får en viss känsla för hur de ska planera sin tid. Som truckförare så arbetar man inte efter någon speciellt schema utan assistans erbjuds där det behövs, vilket bedöms visuellt av truckförarna. Upplevda problem i serviceenheten - Ett problem är den bristande koordineringen mellan skiften. T.ex. händer det att för stora mängder emballage eller material körs in och placeras vid maskinerna, vilket leder till att nästkommande skift kan bli tvungen att köra bort det. Det förekommer också att emballage fulla med detaljer står placerade på ett olämpligt och platskrävande sätt. Fulla emballage med nyproducerade detaljer kan stå förhållandevis länge vid maskinerna utan att inrapporteras, eftersom detta först sker vid Id-punkten. Detta gör att det i Movex kan se ut som det saknas detaljer. Racks som används som emballage vid produktion utav spoilrar förvaras utomhus vid tält B, vilket gör att truckförarna får köra långa sträckor, cirka 1 km tur och retur, för att hämta ner dessa till produktionen. En truck kan endast ta två stycken racks åt gången och en körning tar cirka 7 minuter (för transport se Bilaga F, sträcka 8). Det kan ibland bli något trångt i gången i Formsprut 1, vilket gör att slingertruckarna kan få svårt att ta sig fram då de går denna väg tillbaka ifrån Id-punkten. Slingertruckarna är programmerade att stanna i gången mellan montering och formsprutsmaskin 3151, om de inte har några andra uppgifter, vilket gör att viss platsbrist kan uppstå. Formbytesenheten - Formbytesenheten har i uppgift att sköta framtagandet utav nya verktyg till formsprutningsmaskinerna samt att utföra själva bytet. Vid verktygsbyte körs det nya verktyget fram och placeras vid formsprutan. Luft och vatten släpps ut från det gamla verktyget så att detta kan lyftas ned och placeras på en framkörd stålbärare. Det nya verktyget lyfts upp med hjälp av en travers. Via disketter läses sedan det förprogrammerade programmet, som styr det specifika verktyget, in med uppgifter om doseringsmängd granulat, laskraft, kyltid osv. Ett formbyte tar cirka en timme att utföra för de större formsprutorna. De mindre formsprutorna är mer krävande och kan ta upp till två timmar, vilket beror på att dessa verktygsbyten inte kan utföras med samma automatik. De flesta verktyg väger över 1600kg vilket gör att eltruckarna inte kan användas. Istället används en speciell verktygstruck, kallad Elof som tar fram verktygen till de större formsprutorna i samband med att bytet skall ske. Att transportera ett verktyg från dess förvaringsplats till formsprutan med denna truck tar i genomsnitt 15 minuter.

Empiri 2 – Nulägesbeskrivning: Produktions och materialflödet
41
Upplevda problem i formbytesenheten - Den allt större mängden verktyg gör att platsutrymmet blivit allt mer ansträngt. Detta har lett till att verktyg blivit placerade i två rader på de ställen där plats getts. De flesta verktygen står placerade i gången från Formsprut 2 upp mot Maskeringen (E4:an) (se Bilaga D). Resultatet har blivit en mer otympligt och tidskrävande hantering, vilket försvårat framtagande av verktyg. Man saknar också fasta lagerpositioner för var verktygen ska placeras, vilket gör att tid går åt för att hitta det korrekta verktyget. Det är svårt att förbereda verktygsbyten eftersom personalen upplever att det inte finns tillräckligt med plats för att placera fram verktygen bredvid formsprutan utan att störa övrig trucktrafik.
5.4.2 Gradning Från rullbandet sker manuell avplockning. Under formsprutsprocessen finns det risk att detaljerna bildar, icke önskvärda, plastutgjutningar p.g.a. komplikationer som uppstår när man formsprutar stora detaljer under mycket högt tryck. Personal måste i dessa fall manuellt skära bort dessa grader som uppstått med ett knivliknande verktyg. En operation som tar cirka 30 sekunder att utföra. Upplevda problem – Det finns alltid en viss risk att detaljerna tar skada av verktyget vid denna operation eller att operatören missar någon grad som uppstått.
5.4.3 Kontroll En visuell kontroll görs av alla detaljerna för att kontrollera att de uppfyller de kvalitetskrav som finns. ”Id-etikett” - I detta skede placeras också en ”id-etikett”, streckkodslapp, på varje detalj som innehåller information om produktionsdatum och batchtillhörighet. Liknande etikett, som informerar om artikelnumret, antalet detaljer i emballaget samt produktionsdatumet, placeras också på det emballage som detaljen skall placeras i. För höljen används antingen emballagetypen kassett eller vagn.
Figur 5.7 Ett formverktyg placerat på en stålbärare för att möjliggöra förflyttning med truck. Väl framme vid formsprutan lyfts verktyget upp med travers genom att en vajer fästs i verktygets översta del.

Empiri 2 – Nulägesbeskrivning: Produktions och materialflödet
42
5.4.4 Hantering av emballage Efter att kontroll utförts placeras således detaljen i sitt emballage. För sekvensdetaljerna används kassetter, racks, vagnar och ”träkistor” (medan detaljer som går direkt via Id-punken till Huvudlagret läggs i kundägt emballage, ofta lastbärare med krage och lock) För att hantera vissa emballage, t.ex. kassetter och racks, krävs assistans av truckförare. T.ex. måste en full kassett lyftas undan för att ersättas med en tom etc. Detta gör att operatören är beroende av att det finns en truckförare i närheten som hjälper till att hålla ordning på emballagen.
5.4.5 Transportlager från Formsprut Mellanlagring sker endast för emballagetypen kassett som används för höljena. Kassetterna staplas ovanpå varandra och när det finns fyra fulla kassetter så transporteras de bort från formsprut. Detta innebär att kassetterna och höljena står jämte formsprutan i cirka en timme innan de skickas vidare. Andra artiklar som t.ex. spoilrar och trösklar skickas vidare så fort dess emballage är fulla.
5.4.6 Transport av detaljer från Formsprut Samtliga emballagetyper utom kassetterna kan transporteras vidare från formsprut till Mellanlager lack, E-hallen eller Maskering med automatiska slingertruckar (WGL), medan kassetter måste transporteras med manuell motviktstruck. För närvarande finns det två stycken servicetruckar som hjälper till att betjäna detta flöde (dessa två servicetruckar betjänar även Formsprut 1). Till sitt förfogande finns även åtta stycken automatiska slingertruckar, varav tre stycken är avsedda för Sekvensflödet, som följer en i golvet nedfräst slingerbana. Slingertruckarna kan gå dubbelriktat och de rör sig med en hastighet av cirka 42 meter per minut. De kan t.ex. frakta en vagn med höljen åt gången, två stycken ”träkistor” med trösklar eller två stycken ”gula lådor” med navkapslar. Slingertruckarna är programmerade att gå till olika destinationer t.ex. Id-punkten, Maskering, Mellanlager lack eller E-hallen. Destinationen bestäms utav den person som skickar iväg trucken. Id-etiketten (TO lappen) som sitter på emballaget talar om vilken detaljens nästa process i flödet är varvid slingertrucken skickas dit.
Figur 5.8 En automatisk slingertruck som lastats med ett rack med spoilrar.

Empiri 2 – Nulägesbeskrivning: Produktions och materialflödet
43
I gången upp mot Maskering och Mellanlager lack kan två slingertruckar eller en slingertruck och en gaffeltruck mötas samtidigt. De höljen som inte skall maskeras körs direkt in till E-hallen med slingertruckarna eller så placeras de i Mellanlager lack (se Bilaga D) i väntan på att de hämtas av truckförare från lackeringsavdelningen (för transport se Bilaga F, sträcka 1 och 2). De detaljer som skall lagerhållas i E-hallen placeras temporärt i Mellanlager lack eftersom de inte får köras in i E-hallen av de manuella truckar som används utanför lackeringsavdelningen, detta p.g.a. kvalitetsbestämmelser. En lampa, en så kallad ”saftblandare”, tänds så att personal inifrån lackering görs medvetna om att det finns detaljer ute i Mellanlager lack som kan hämtas in. Spoilrar och trösklar transporteras också upp till Mellanlager lack där de mellanlagras inför lackeringen. Vissa spoilrar och trösklar har på senare tid även börjat lagerhållas inne i E-hallen. En fördel med slingertruckarna, är att de får köra rakt in i lackavdelningen med detaljer. De behöver alltså inte släppa av detaljerna utanför lackavdelningen för att låta personal ifrån lack hämta in dem. Upplevda problem - Ett stort problem är att alldeles för många slingertruckar skickas till Maskeringen (se nedanstående avsnitt) trots att dessa kan skickas direkt till lackeringen, Mellanlager lack eller Id-punkten. Detta på grund av felaktig kod slagits in, vilket beror på bristande kunskap om informationen på emballagets TO lapp alternativ stress eller slarv. Även detaljer som inte ingår i Sekvensflödet, utan som ska gå direkt till Id-punkten, skickas flera gånger per dag felaktigt till Maskeringen. Det händer ofta att det anländer flera slingertruckar t.ex. med vagnar lastade med höljen, samtidigt. Onödiga stopp, p.g.a. att flera slingertruckar skickas samtidigt, gör att det dagligen uppstår långa köer, utav stillastående slingertruckar, vid Maskeringen som väntar på ny order. Eftersom tomma slingertruckar från Lackeringen eller Mellanlager lack går tillbaka samma väg förstärks problemet. Interna lösningsförslag som diskuterats - Undersökningar har gjorts om det finns möjlighet att köra även kassetter på slingertruckarna. Detta är tekniskt möjligt men det uppstår dock problem med det dubbelriktade flödet utav slingertruckarna. Kassetterna är nämligen för breda för att mötas utmed dagen slingersträckning. Det råder även klämrisk i svängarna.
5.5 Maskering Figur 5.9 Schematisk bild över maskeringsprocessen.
5.5.1 Ankomstlager inför Maskering Till Maskeringen skickas endast höljen som skall maskeras, d.v.s. inte spoilrar, trösklar etc. (se vidare nästa avsnitt), detta innebär att höljen anländer till maskeringsoperationen liggande
Maskering Transport lager Ankomst lager Emballage hantering

Empiri 2 – Nulägesbeskrivning: Produktions och materialflödet
44
i kassetter eller på vagnar. Så länge det finns yta vid Maskeringen så lagerhålls kassetterna och vagnarna med höljen här. Detta gör att den yta som återfinns i Maskeringshallen, på motsatt sida av själva maskeringsstationerna, fungerar som ett litet mellanlager i väntan på maskering. Mellanlagring sker till viss del även i truckgången om så måste.
5.5.2 Maskeringsstation Vid Maskeringen utförs arbetet att maskera d.v.s. täcka vissa ytor på höljen med tejp för att förhindra att dessa ytor färgsätts då detaljerna lackeras. Det finns sex stycken maskeringsstationer där arbete kan utföras. Varje station har en fixtur där detaljen som ska maskeras hängs upp. Det krävs olika fixturer för olika detaljer, vilket gör att man måste lagerhålla en mängd olika fixtursorter.
Det är mycket ovanligt att maskering sker direkt mot lackeringslinan. Istället försöker man maskera höljen som skall köras i Lackeringen ett skift framåt, men många höljen maskeras också för att mellanlagras i E-hallen en längre tid. Detta sker p.g.a. att kapaciteten i Maskeringen är så pass mycket lägre jämfört med Lackeringen. Eftersom Maskeringen även är en flaskhals gentemot Formsprut innebär det att ett stort antal detaljer skickas förbi Maskeringen direkt till E-hallen från Formsprut. Detaljerna transporteras sedan ner till Maskeringsstationen för maskering, när en kapacitetslucka uppstår. Idag utförs maskering på cirka 40 procent utav det detaljflöde som går mellan Formsprut och Lackering. Under 2002 var denna siffra nästan 100 procent. Minskningen i maskering beror på att flera av de modeller som började produceras under 2003 inte kräver maskering, en utveckling som antas fortsätta. Arbetet kräver en viss arbetsskicklighet tillsammans med fingerkänslighet, vilket bidraget till att det för tillfället endast är kvinnor som arbetar inom Maskeringen. Det tar olika lång tid att maskera ett hölje beroende på modell (mellan 10-15 minuter). P.g.a. arbetets natur anser personalen att det är viktigt att de kan utföra maskering utav detaljer i ett jämnt flöde. Ett ojämnt flöde eller oregelbunden maskering minskar effektiviteten i utförandet och höjer felprocenten i maskeringsutfallet. Den starka belysningen vid Maskeringen gör att kvalitetskontroll kan utföras utav höljena för att förhindra att defekta höljen släpps igenom. Denna kontrollfunktion är inte lika uttalad som
Figur 5.10 En maskerare utför maskering utav ett hölje. Höljet är fastspänt på en fixtur som gör att höljet kan vridas runt i alla vinklar för att underlätta maskeringsarbetet. Maskeringen görs med specialtejp.

Empiri 2 – Nulägesbeskrivning: Produktions och materialflödet
45
andra kontrollfunktioner som finns längs med produktionskedjan, d.v.s. vid Formsprut (se 5.4.3) och Avplock i lackeringen (se 5.7.9). Istället utförs kontrollen i samband med att maskeringen görs (kontrollen har därför inte beskrivits som en aktivitet i processflödesanalysen). ”Id-etikett” – Efter att höljet maskerats färdigt placeras precis som i Formsprut en ”id-etikett”, streckkodslapp, på varje detalj som innehåller information om produktionsdatum och batchtillhörighet. Liknande etikett placeras också på emballaget, vilken informerar om detaljens artikelnummer, antalet detaljer i emballaget samt produktionsdatum. Upplevda problem - Kapacitetsmässigt är Maskeringen, som konstaterats ovan, en flaskhals gentemot Formsprut och Lackering. Men eftersom Maskeringen maskerar detaljer mot mellanlager, inför lackeringen, är detta i dagsläget inte något uttalat problem. Under 2002 då stora mängder höljen skulle maskeras blev produktionsflödet dock något lidande just p.g.a. kapacitetsbristen inom Maskeringen. Maskering är en tämligen tidskrävande operation vilket gör att planering måste göras i god tid för att klara leveransen till Lackering. Under 2002 förekom det t.ex. att man inte fick planeringen i tid, vilket bidrog till att Maskeringen inte hann med att maskera tillräckligt med detaljer. Under 2003 har Maskeringen varit enklare och mindre förekommande, vilket tillsammans med god bemanning bidragit till att man rent kapacitetsmässigt inte haft några allvarliga problem. Stundtals har Maskeringen under 2003 dock haft kapacitetsproblem då stora mängder höljen avsedda till reservdelar planeringsmässigt råkat sammanfalla med Maskeringen utav nya höljen. Idag transporteras cirka 70-80 procent utav det som maskeras på kassetter, vilket gör att viss platsbrist uppstår p.g.a. Maskeringshallens begränsade yta. Maskeringsstationerna med tillhörande yta är egentligen inte byggd för att kunna hantera kassetter utan istället vagnar. Själva utformningen utav Maskeringshallen gör att kassetterna blir mycket otympliga att hantera. Även fulla kassetter, som inte skickats iväg till Lackeringen, tar stor yta i anspråk. De kassetter som placeras i truckgången kan störa slingertruckarna (WGL-truckarna) medan de som placeras utmed maskeringsstationerna gör att det kan bli problematiskt för truckföraren att plocka bort fulla kassetter och placera in tomma vid själva arbetsstationen. Den omfattande trucktrafiken, framförallt dagtid, gör att damm och annan smuts lätt kan hamna på de höljen som är placerade i de undre kassetterna. Höljen kan också lätt bli statiska p.g.a. den mänskliga kontakten som sker vid Maskeringen, vilket försvårar nedsmutsningseffekten ytterligare. Bristande lagersaldo tillsammans med kortsiktig planering gör vidare att mycket tid läggs på inventering och transporter mellan Formsprut och Maskering samt mellan Maskering och Lackering. T.ex. händer det att det inte finns möjlighet att maskera genom att plocka omaskerade höljen från mellanlager, vilket kan ställa till problem eftersom produktionstakten i Formsprut och Lackering är så mycket högre. Planeringen kan också försvåras p.g.a. att det kan vara oklart hur många detaljer (både maskerade och ickemaskerade) som finns mellan skiftbytena. Planeringen tar inte alltid hänsyn till hur bemanningen ser ut på Maskeringen, vilket kan ge upphov till kapacitetsbekymmer. Vidare kan inte all personal maskera alla detaljer, vilket gör att det kan uppstå situationer då man får maskera t.ex. andra detaljer med lägre prioritet p.g.a. att det inte finns adekvat personal.

Empiri 2 – Nulägesbeskrivning: Produktions och materialflödet
46
5.5.3 Hantering av detaljer och emballage För att förhindra att personal som maskerar måste böja sig ner när ett hölje skall tas ifrån en kassett och hängas på fixtur är två stycken kassetter placerade på varandra vid varje arbetsstation. Detta bidrar till att det måste finnas en serviceman redo att plocka bort kassetter, med motviktstruck, efterhand som de blir fulla. Används vagnar som emballagetyp kan maskören dock själv hantera dessa.
5.5.4 Transportlager i väntan på transport Mellanlagring sker av kassetterna och vagnarna i väntan på att de blir fulla och kan skickas iväg mot E-hallen. Denna mellanlagring sker i princip på den yta där också omaskerade höljen temporärt lagerhålls.
5.5.5 Transport av detaljer från Maskeringen Kassetterna transporteras med motviktstruckar till E-hallen medan man försöker utnyttja WGL-truckarna för transport utav vagnarna (se utförligare beskrivning i kapitel 5.13) (För transport se Bilaga F, sträcka 2).
5.6 Mellanlager lack Figur 5.11 Schematisk bild över Mellanlager lack. Mellanlager lacks yta är ungefär till hälften avdelad för mellanlager till Sprimags (lackeringsstation) produktion av framförallt navkapslar, och den andra hälften avser lageryta för trösklar och spoilrar som ska till den ”riktiga” Lackeringen (Superline). Här lagerhålls även tomma blå stålkassetter (internt emballage för höljen, se kapitel 7.1). Tomma blå stålkassetter transporters ut ifrån Påhänget i Lackeringen efter det att höljena ”tagits in” i Lackeringsoperationen. Kassetterna transporteras sedan ner till Formsprut av truckförare vid behov. Anses kassetterna ta upp för mycket plats i Mellanlager lack transporteras de upp till tält B (se Bilaga D) för mellanlagring inför transport till Formsprut (för transport se Bilaga F, sträcka 5). Mellanlager lack kan nås utav WGL truckar som kan programmeras att lämna av ”träkistor” innehållande trösklar, racks för spoilers eller ”gula lådor” med navkapslar (för emballagetyper se kapitel 7.1). Hela Mellanlager lack saknar i princip ställage eller lagerhyllor för förvaring utav emballage. ”Träkistorna”, ”gula lådorna” samt racksen kan dock staplas ovanpå varandra på höjden. Lagret ligger öppet d.v.s. det saknar slutna väggar, slussystem eller eget ventilationssystem. I anslutning till Mellanlager lack ligger en tvättanordning för rengöring utav hängen, som används inne i Lackeringen. Trucktrafiken som går längsmed Mellanlager lack är tämligen livlig och här kör såväl gasol som eldrivna truckar. Spoilrarna i Mellanlager lack bör inte stå längre än en vecka, helst inte mer än 3-4 dagar, detta p.g.a. risken att annars smutsas ner. Trösklarna kan i många fall ligga längre p.g.a. att emballagetypen ”träkista” är sluten. Personal menar att trösklarna ibland ligger lagrade i flera
Mellanlager lack

Empiri 2 – Nulägesbeskrivning: Produktions och materialflödet
47
veckor. Ett logistikmål är att endast lagerhålla täckta detaljer i Mellanlager lack för att minimera föroreningar på detaljerna.
Upplevda problem – Lagermiljön är inte bra för de detaljer som senare skall lackeras. Den livliga trucktrafiken gör att smuts och föroreningar sätter sig på de lagrade detaljerna, vilket kan leda till högre kassationer efter lackering. Detta är en av orsakerna till att man inte valt att lagerhålla höljena i detta mellanlager utan endast spoilers och trösklar då deras förädlingsvärde är lägre. Tvätten som är placerad i anslutning till lagret använder sig utav olika lösningsmedel som används för att rengöra hängen (detaljstöd som detaljerna placeras på då de skall lackeras) från lackeringen. Det finns en uppfattning bland personal att dessa medel bildar en beläggning på detaljerna som kan skada dem och orsaka kassationer efter att de lackerats. Det finns ingen statistik eller undersökning som bekräftar detta, men genom erfarenhet har man konstaterat att detaljer som varit placerade i mellanlagret en längre tid har orsakat högre kassationsutfall.
5.6.1 Transport från Mellanlager lack till Lackering De detaljer som lagerhålls i Mellanlager lack hämtas liggande i sina emballage med motviktstruckar inifrån lackeringen.
5.7 Lackering Figur 5.14 Schematisk bild över lackringsprocessen.
E-hallen Ankomst lager Emballage hantering Rengöring Lackering
Avplock och demaskering
Emballage hantering
Kontroll
Rengöring
Transport lager
Figur 5.12 ”Träkistor” innehållande trösklar lagerhållna i Mellanlager lack
Figur 5.13 Tomma kassetter som körts ut ifrån Påhänget i lackeringen lagerhålls i Mellanlager lack i väntan på att tas till Formsprut.
Empiri 2 – Nulägesbeskrivning: Produktions och materialflödet
48
5.7.1 Lackeringsavdelningen - överblick Till lackeringsavdelningen har vi valt att räkna; E-hallen, Sprimag (lackeringsstation för lackering av framförallt navkapslar), UV-lack (lackeringsstation som används mycket begränsat), Påhäng, Superline (lackering) samt Avplock. Slussystem används vid samtliga ingångar där det sker trucktrafik. De eldrivna truckar som används inne i lackeringen får inte användas ute i produktionen. Allmänna problem inom Lackeringsavdelningen - Lackeringsavdelningen är inte ett helt slutet system, vilket leder till att damm och smuts tar sig in. Exempel på detta är livlig trafik genom slussarna, förorenat emballage tas in i Lackeringsavdelning (emballage som tidigare förvarats ute i produktionen), truckar avsedda för trafik inom lackeringens väggar gör ibland transporter i övriga fabriken. Även vid påhängningen av detaljhängen, i anslutning till Avplocket, finns det passager som är öppet anslutna till Huvudlagret. Det är lätt att pressa ut damm från själva lackeringsanläggningen (Superlinen) med övertryck, genom att luften trycks ut mot Påhäng och Avplock. Något liknande system finns dock inte för lackeringshallen i sin helhet. Ute i lokalen är det istället mycket damm och där återfinns en hel del smutsiga emballage. Det saknas schema för tvättning utav detaljhängen, vilket kan leda till att detaljer förorenas i onödan, t.ex. av avflagad färg. Det händer ibland att hela batcher innehåller ett återkommande fel, vilket upptäcks vid Påhäng eller Avplock. Fel som gör att hela serien måste kasseras. Denna typ av fel har uppkommit vid flera tillfällen efter helgkörningar i Formsprut. Eftersom Lackeringen inte kör på helger upptäcks felet först den dag då serien ska lackeras. Lageryta detaljhängen - Detaljhängen lagerhålls på den ytan i Huvudlagret som är närmast Avplock (se Bilaga D). Detaljhängen lagerhålls i ställningar som placeras på järnhyllor i två våningar och de tas in till Avplock via en öppning mellan Huvudlagret och Lackeringshallen. Upplevda problem - I takt med att nya projekt tas in måste nya detaljhängen tas fram eller redan existerande hängen modifieras. Man upplever att den yta som disponeras i dagsläget inte kommer att räcka för att lagerhålla dessa nya detaljhängen. Man kommer då troligen att få ta yta från Huvudlagret eller eventuellt försöka lagerhålla detaljhängena genom att placera ytterligare ett hyllplan ovanpå dagens två.
5.7.2 E-hallen I E-hallen (se Bilaga D) lagras sekvensdetaljer som skall lackeras. Främst lagras här höljen. Ungefär en tredjedel utav ytan tas upp utav ställage med tre våningar där emballagetypen vagnar kan placeras. Vagnarna staplas på glidskivor i ställagen, vilka är slitna, t.ex. förekommer det hack/grader på glidskivorna. Halva västra kortsidan tas upp utav ställage anpassade för att hålla vagnar avsedda för detaljer som körs i Sprimag, d.v.s. inte några detaljer som ingår i Sekvensflödet. Utmed den norra långsidan lagras höljen på kassetter. På senare tid har man börjat omdisponera E-hallen vilket gjort det möjligt att även lagerhålla en del spoilrar och trösklar här. WGL-truckarna kan programmeras (av t.ex. operatörer i Formsprut eller Maskering) att transportera emballage med detaljer till E-hallen. En slingersträcka är dragen in i E-hallen där WGL-truckarna kan vända. WGL-truckarna kan dock inte själva lasta av sitt emballage utan detta måste göras av en serviceman som sedan åter skickar ner trucken till produktionen.

Empiri 2 – Nulägesbeskrivning: Produktions och materialflödet
49
Lageromsättningshastigheten i E-hallen varierar ganska mycket beroende på artikel. Vissa detaljer eller modeller står endast någon dag medan andra kan stå upp till flera veckor. Det används inget system (lagerstyrningssystem) i E-hallen som kontinuerligt uppdaterar vad som lagerhålls, dess saldo, position av detaljer eller hur länge detaljerna lagerhållits.
Upplevda problem - Det händer tämligen ofta att vagnar fastnar i ställagen p.g.a. att hjulen fastnar i grader på glidskivorna. Detta gör att vagnen hugger till, vilket kan få som följd att höljen trillar av. Personal uppskattar att cirka 7-8 procent utav alla höljekassationer är relaterade till detta problem. Vagnar kan också fastna i ställagen, vilket gör att personal då måste klättra upp i ställagen för att frgöra dessa, vilket är tämligen riskfyllt. Avsaknandet utav ett lagerstyrningssystem som kontinuerligt uppdaterar vad som lagerhålls, dess saldo, hur länge detaljerna lagerhållits samt detaljernas position gör att man måste inventera manuellt tre gånger per dygn. En inventering tar cirka 45 minuter att genomföra. Personalen har uppfattningen att lagerytan är maximalt utnyttjad, vilket tillsammans med avsaknande av FIFO-principen gör att utplockning utav detaljer inte fungerar tillfredsställande. Lagret har en förhållandevis hög genomströmningshastighet i sin helhet, men karaktäriseras av en låg genomströmningshastighet på detaljnivå. Detta p.g.a. att FIFO inte fungerar som det borde, vilket bl.a. bidrar till att detaljer som står längst bak i stuvarna ofta står väldigt länge i lagret. Det finns härmed en uppenbar risk att detaljerna förorenas onödigt mycket, vilket leder till högre kassationssiffror. Efter 3-4 dagar kan även tejpen släppa på de höljen som genomgått maskering, vilket innebär att höljena måste skickas tillbaka till Maskeringen för att maskeras om. Detaljer av samma modell men olika batcher placeras ofta i samma stuvar. Det finns inget system som på ett enkelt och effektivt sätt talar om vilka detaljer som tillhör vilken batchkörning. Utplock utav detaljer följer inte något upplagt system, vilket gör att man inte på ett enkelt sätt kan se från vilka batcher detaljer har plockats ut för att lackeras. Sammantaget får detta till konsekvens att det uppstår stora problem när man måste spåra och spärra detaljer som tillhör en viss batchkörning.
5.7.3 Transport från E-hallen till Påhäng lackering / Hantering Detaljer som ska hängas upp på detaljhängen transporteras fram från mellanlager, d.v.s. från E-hallen eller Mellanlager lack, manuellt med motviktstruck. Detaljerna är fortfarande
Figur 5.15 Kassetter med höljen staplade inne i E-hallen.
Figur 5.16 Ställage avsedda för lagerhållning av vagnar i E-hallen.

Empiri 2 – Nulägesbeskrivning: Produktions och materialflödet
50
placerade i sina respektive emballage under denna transport. Används emballagetypen kassett måste en truckförare assistera med att ta bort tomma kasseter samt placera fram nya. Emballgetypen vagn är, precis som vi konstaterat vid de föregående flödesstationerna, mer lätthanterlig för operatören, p.g.a. av att dessa kan förflyttas utan assistans utav truck (för transport se Bilaga F, sträcka 3).
5.7.4 Ankomstlager inför Påhäng Detaljer lagerhålls temporärt på disponibel yta i anslutning till Påhänget i väntan på att de placeras på detaljhängena till lackeringsprocessen.
5.7.5 Påhäng Vid Påhäng placeras detaljerna som ska lackeras på detaljhängen. Detaljhängena är påhängda på ett takband som roterar igenom lackningsanläggningen. Varje typ av detaljhänge är anpassad för en viss detalj, vilket innebär som vi tidigare beskrev att ett stort antal olika sorter av detaljhängen måste lagerhållas för att kunna lackera de olika detaljerna. Varje detaljhängesort kan hålla ett bestämt antal detaljer, vilket tillsammans med dess skiftande antal vad gäller de olika modellerna, resulterar i varierande genomströmningskapacitet för respektive detalj. Transport av tomma emballage – Tomma emballage transporteras bort från Påhänget utav lackeringens motviktstruckar. T.ex. kassetter transporteras ut till Mellanlager lack (se Bilaga F, sträcka 4) medan vagnar körs in i E-hallen och placeras i ställagen i väntan på att de behövs nere i Formsprut.
5.7.6 Rengöring Efter att detaljerna hängts på detaljstöden borstas varje enskild detalj manuellt med borste med inbyggd luftutblåsning. Efter detta moment blåses detaljerna manuellt med ett tryckluftsmunstycke. Båda operationerna syftar till att få bort eventuella fiber och annan smuts som fastnat längs flödesvägen.
Figur 5.17 Höljen placerade på detaljstöd som i sin tur hängts på den bana som går igenom lackeringen. En operatör rengör här höljet med en borste med luftutblåsning.

Empiri 2 – Nulägesbeskrivning: Produktions och materialflödet
51
5.7.7 Lackering - operation Anläggningen är idag försedd med totalt sex stycken sprutboxar där fem stycken elektriska TR5002-ABB robotar med konventionella sprutspetsar är installerade. Anläggningen styrs och övervakas från processcentralen placerad centralt i vad som kallas lacktorget, varifrån också lackeringsrobotarna styrs med en centraldator. Färgtillförseln till robotarna sker via rörsystem från ett pumprum där samtliga färger blandas och kontrolleras på förhand. Lackeringen kör idag endast dagtid med en utnyttjandegrad i själva lackeringsprocessen på cirka 90 procent. Upplevda problem - Problem kan uppstå i lackeringsprocessen om för många stora detaljer placeras på varje detaljhänge. Lackeringsrobotarna är placerade i boxar och ju större yta som ska lackers ju högre turbulens uppstår i boxarna. För många detaljer kan leda till att ventilationssystemet inte klarar av att suga ut tillräckligt med förorenad luft för att hålla kvalitén på den nivå man önskar. Om man skulle utöka boxarnas storlek anser personalen att de rent tekniskt sätt skulle kunna placera t.ex. fyra stycken höljen på ett detaljhänge. Detta skulle då resultera i en högre genomströmningshastighet. Normalt kör man med tre stycken hölje på varje detaljhänge, men i dagsläget kör man endast med två stycken hölje per hänge, vilket är ett försök att öka kvalitetsutfallet.
5.7.8 Avplock och demaskering Detaljerna som lackerats kommer ut från lackeringsslingan placerade på detaljstöd. Detaljerna plockas manuellt av och placeras på en fixtur varefter de demaskeras. Normalt arbetar cirka sex personer med denna uppgift. Inne i Avplock sker även upphängning och byte utav detaljhängen på lackeringsslingan.
5.7.9 Kontroll Efter det att detaljen placerats på fixturen och demaskerats utförs visuell kontroll av samma personal. Detaljerna kontrolleras noggrant så att de uppfyller de kvalitetskrav som finns. Uppfylls inte kvalitetskraven så kasseras detaljen eller så skickas detaljen till putsning (se nästa stycke nedan). Detta är en mycket arbetskrävande procedur men enda sättet att säkerställa att inga höljen med defekter skickas till linan på Saab. Putsning – De detaljer som inte anses ha allt för allvarliga kvalitetsbrister skickas till putsningsstationen som ligger i anslutning till Avplocket. Här utförs manuell putsning av detaljer i syfte att i efterhand rädda vissa höljen från att kasseras.
5.7.10 Hantering Efter att kontroll utförts placeras detaljen i sitt emballage. I regel används samma emballage, för nedpackning av detaljerna, som tidigare använts i det interna materialflödet i fabriken. Spoilrar paketeras t.ex. efter lackeringen i samma racks som använts tidigare i det interna flödet. Höljena paketeras dock i grå aluminiumkassetter istället för de blå stålkassetter som tidigare använts i flödet. Trösklarna paketeras inte längre i de ”träkistor” som tidigare användes utan istället paketeras de på en sorts stålrack. Kassetterna, med höljen, staplas på höjden varefter de plastas in. För att hantera vissa emballage, t.ex. kassetter och racks, krävs som vi tidigare nämnt assistans av truckförare. En full kassett måste t.ex. lyftas undan för att ersättas med en tom etc. Detta gör att operatören är beroende utav att det finns en truckförare i närheten som hjälper till att hålla ordning på emballagen.

Empiri 2 – Nulägesbeskrivning: Produktions och materialflödet
52
5.7.11 Transportlager inför tält A / Id-punkten / Lagerpacken och slussen Emballagen med detaljer lagerhålls temporärt, intill kontrollplatserna, i väntan på att emballagen ska bli fulla innan vidare transport sker.
5.8 Lagerhållning Packen och Slussen Figur 5.18 Schematisk bild över lackeringsprocessen. Uppstår det ej fulla kassetter vid paketeringen, så kallade ”slattar”, lagerhålls dessa inne i Avplocket eller i slussen mot Huvudlagret och Mellanlager lack. Det händer att personalen väljer att skicka ut kassetter med höljen till distributionslagret, tält A, som ”nästan” är fulla, d.v.s. innehåller korrekt antal höljen. Detta markeras genom att placera en lapp på kassetten som talar om det nya antalet detaljer på kassettern. Upplevda problem – Det kan uppkomma saldodiffar i senare skeden utav flödet, p.g.a. av att emballage har skickats iväg med ett annat antal än vad streckkodsetiketten säger. Personalen har endast satt på t.ex. en handskriven lapp som talar om att antalet är annorlunda. Lappen har då inte uppmärksammats av personal senare i flödet.
5.9 Transport
5.9.1 Transport från Avplock till Tält A Höljen (som skall skickas till Uddevalla) körs med motviktstruck till Tält A där de lagerhålls inför transport till Uddevalla. Transporten passerar slussen mellan Avplock och Huvudlagret för att sedan gå vidare genom Huvudlagret och slutligen färdas utomhus till tält A. Detta materialflöde betjänas av en och samma truck (för transport se Bilaga F, sträcka 6). Upplevda problem - Eftersom man lagerhåller slattar inne i slussen gör detta att truckar från Avplock tämligen ofta trafikerar slussen. Trucktrafiken mellan Huvudlagret och Mellanlager lack är också tämligen omfattande, vilket leder till att det uppstår ganska mycket väntan för truckarna. Den livliga trucktrafiken kan göra att smuts och föroreningar hamnar på de detaljer som lagerhålls här. Transporten sker under bar himmel vilket gör att detaljerna kan skadas genom att de utsätts för vädrets makter. Plastals kunder har ifrågasatt lämpligheten att denna frakt sker utomhus. Transporten sker på en ojämn asfaltsväg som kan få detaljerna att hoppa till och skadas eller placeras olämpligt i kassetterna, vilket kan framkalla skador i ett senare skede. Truckförarna håller vidare stundtals höga hastigheter, tar snäva svängar och utför kraftiga inbromsningar, vilket också kan leda till att detaljerna skadas eller felplaceras i emballaget.
5.9.2 Transport mellan Avplock och Id-punkten Spoilrar och trösklar transporteras inte direkt till tält A utan via ID-punkten med motviktstruck (för transport se Bilaga F, sträcka 7).
Lager sluss

Empiri 2 – Nulägesbeskrivning: Produktions och materialflödet
53
5.10 Id-punkten Figur 5.19 Schematisk bild över processen kring Id-punkten.
5.10.1 Ankomstlager inför Id-punkten Spoilrar och trösklar lagerhålls temporärt på lagerplatser i anslutning till Id-punkten.
5.10.2 Id-punkten Inrapportering till Movex för spoilrar och trösklar som passerat Lackeringen sker vid Id-punkten.
5.10.3 Transportlager inför tält A Spoilrar och trösklar lagerhålls temporärt på lagerplatser i anslutning till Id-punkten i väntan på transport till tält A.
5.10.4 Transport mellan Id-punkten och tält A Efter att inrapportering av spoilrar och trösklar har skett transporteras detaljerna till tält A med truck där lagerhållning sker i väntan på transport till Uddevalla.
5.11 Tält A och Utlastning Figur 5.20 Schematisk bild över processen kring tält A. Tält A, kallat distributionslager, lagerhåller som beskrivits ovan sekvensartiklar som ska vidare med transport för slutmontering i Uddevalla. Tältet är indelat i stuvar men detaljer saknar bestämda lagerplatser. På en speciell utlastningsruta placeras detaljer som förberetts för utlastning och för vidare transport. I tält B (som egentligen inte ingår i flödet, se Bilaga D) förvaras huvudsakligen detaljer som används i Formsprut och i Lackeringen. Här lagerhålls t.ex. vissa detaljhängen till lackeringen, förpackningsmaterial, stålkassetter, aluminiumkassetter och spärrade artiklar. Upplevda problem - Avsaknaden av bestämda lagerplatser gör att det vid stora volymer kan vara tidskrävande att finna detaljer samt bestämma var nya detaljer bäst placeras i väntan på transport. Speciella stuvar för spärrat material saknas, vilket ibland leder till onödigt sökarbete för att hitta detta. Porten till tältet står näst intill konstant öppen, vilket resulterar i att smuts fritt blåser in i tältet och smutsar ner detaljer och emballage.
Id-punktenAnkomst lager Transport lager
Tält A Utlastning

Empiri 2 – Nulägesbeskrivning: Produktions och materialflödet
54
Ofta ses detaljer ligga felplacerade i emballagen, t.ex. att höljen ligger utanför i kassetterna. Personal upplever stundtals att den verkliga lagerhållningen av artiklar i tältet inte alltid överensstämmer med vad Movex anger. En bidragande orsak kan vara att de slattar som rent fysiskt lagerhålls i slussen mellan Avplock och Huvudlagret enligt Movex står på distributionslagret (tält A). Personal påträffar ibland detaljer med fel status, d.v.s. artikelnummer som inte stämmer överens med detaljens produktionssteg, eftersom detaljerna skall ändra artikelnummer efter hand som de förädlas. Ett problem som kan leda till att fel detaljer skickas till Uddevalla. Det upplevs vidare som att väldigt mycket ”onödigt” material förvaras i tält B.
5.12 Utlastning Truckförare lastar lastbilarna med hjälp utav gasoltruckar. Godset placeras som vi tidigare beskrivit på en speciell utlastningsruta i väntan på utlastning. Lastbilar avgår till Uddevalla klockan 07.00, klockan 14.00 och klockan 22.00 En transport som normalt tar 6-6.5 timmar. Upplevda problem - Stundtals lastas felaktiga artiklar på lastbilarna. Uddevalla anser att de dagligen erhåller detaljer som inte finns med på de följesedlar som medföljer (se Bilaga A), t.ex. kan ett parti utav någon detalj på följesedeln ha bytts ut mot en ny detalj och en annan mängd. Något som kan ha skett utan att artikelnumret har ändrats på följesedeln. Detta gör att det kan uppkomma lagersaldofel såväl i Simrishamn som i Uddevalla då man bokar av följesedeln och streckkodsetiketterna på emballagen.

Empiri 3 – Nulägesbeskrivning: Inrapportering och planering
55
6. Empiri 3 – Nulägesbeskrivning: Inrapportering och planering Detta kapitel beskriver hur rapporteringen sköts utav producerade, förädlade eller förflyttade produkter längs med produktionskedjan. Här beskrivs också hur planeringen av produktionen görs i dess olika produktionssteg. Syftet med kapitlet är att verka som bakgrundsmaterial för den analys som avser att utröna hur rapporteringen och planeringen indirekt får konsekvenser på det fysiska materialflödet samt för de förbättringsförslag som ges.
6.1 Ankomst av råmaterial Rapportering - Det sker ingen rapportering under själva avlastningsmomentet av råmaterial. Kontrollanten (som utför certifieringen) rapporterar och lägger in uppgifter om det nyanlända råmaterialet efter det att det kontrollerats och certifierats. Rapporteringen sker normalt med någon timmes fördröjning efter det att råmaterialet har anlänt. Planering - Se kapitel 7.4 – Hemtagning av råmaterial.
6.2 Råvarulagret Rapportering - Under förmiddagen, ungefär mellan klockan 8.30 – 12.00, sker som tidigare nämnts de flesta uttagen utav råmaterial. Dessa bokförs efterhand på en lista utav lageransvarige. Efter klockan 12.00 för sedan lageransvarige in uttagen och saldona i Movex. Truckterminalen används inte i detta skede. Detta innebär alltså en fördröjning utav aktuella lagersaldon i Råvaruhallen på mellan 1- 4 timmar. Uttag som sker under sen eftermiddag eller natt har saldoförts under dagen om lageransvarige kunnat förbereda framtagandet utav råmaterial under förmiddagen. Detta innebär ett tidigläggande utav aktuellt saldo på mellan 1-16 timmar. Har servicepersonal varit tvungen att hämta material utan lageransvariges vetande lämnas en lista till lageransvarige på vad som tagits ut ifrån lagret. Klockan sju på morgonen går lageransvarige igenom om något tagits ut under natten utan hans vetande. Han kontrollerar och mäter också hur mycket råmaterial som tagits tillbaka till Råvaruhallen och utför de korrigeringar som behövs till Movex. Då det gäller reservartiklar (artiklar som används i t.ex. monteringen) så sker realtidsrapportering från truckterminal. Planering - Klockan 8.00 hålls ett planeringsmöte där lageransvarige (Jan Jönsson), gruppledare i Formsprut (Bo Jönsson eller Johny Hermansson) och Planering (Jan Hallersten) ingår. En genomgång görs av vilka verktygsbyten som kommer att ske i formsprutorna, d.v.s. indirekt vilka granulat som kommer att användas, och när bytena kommer att ske. En planering görs även för hur mycket granulat som skall beställas från Polykemi (en utav flera leverantörer av granulat till Plastal, se vidare kapitel 7.5) i Ystad. Detta eftersom Polykemi endast har en leveranstid på ett dygn. Som beslutsunderlag för beställning av Polykemi används bl.a. ett kanbansystem. Beställningar som görs före klockan 12.00 anländer efterföljande dag före klockan 12.00 för dessa granulatsorter, vilket gör att man kan hålla förhållandevis låg lagernivå av just denna sort.
6.3 Formsprut Rapportering - Rapportering sker manuellt där varje skift fyller i antalet prima, antalet kassationer samt kassationsorsak på arbetskort. Operatörerna fyller i för respektive maskin och detalj. Samtliga arbetskort samlas i en låda och tas omhand utav nästa skift som har i

Empiri 3 – Nulägesbeskrivning: Inrapportering och planering
56
uppgift att rapportera in till Movex i början av sitt skift. Rapporteringen blir på så sätt ett skift förskjutet. Planering - Dagligen hålls ett planeringsmöte (samma planeringsmöte som beskrevs i 6.2) klockan 8.00 med planeraren (Jan Hallersten), gruppledaren och produktionsansvarige i Formsprut. Dygnets produktion utav samtliga detaljer utom höljen och vissa spoilrar gås igenom. Klockan 8.30 samlas gruppledaren, en serviceman ansvarig för materialet, en formbytare, samtliga ställföreträdare och en processtekniker där gruppledaren går igenom dagens produktion, formbyten, materialframtagning etc. och vid vilken ungefärlig tid dessa operationer skall utföras. Klocka 11.30 hålls planeringsmöte för höljena och vissa spoilrar, vilket leds utav planeraren för höljen (Rickard Kullman). Gruppledaren för Lackering deltar även i detta planeringsmöte. En halvtimme före varje skiftbyte håller gruppledarna ett möte för att överlämna produktionsplaneringen. Produktionen planeras i båda fallen ett dygn framåt. I vissa fall, 2-3 gånger i veckan, måste justeringar göras i den aktuella plan som finns för dagens produktion. Detta kan bero på att planerarna har fått in orders med högre prioritet.
6.4 Maskering Rapportering - Arbetskort används för att fylla i antalet prima, antalet kassationer samt kasseringsorsak. Vid skiftets slut förs uppgifterna sedan in i Movex. Inrapportering sker alltså tre gånger per dygn, cirka klockan 13.45, klockan 22.00 samt klockan 06.00 Detta innebär att färdigmaskerade detaljer kan lämna Maskeringen och skickas till Lackering med en inrapporteringsfördröjning på mellan 1-7 timmar. Vid Maskeringen får man också in listor med kassationer som uppkommit/upptäckts vid Påhänget i Lackeringen. Dessa listor lämnas in vid skiftbyten i Lackeringen vilka sammanfaller med Maskeringens skiftbyten. Planering - Ställföreträdaren på Maskering erhåller en körorder från gruppledaren på Lackering. Körordern talar om hur många höljen som finns i lager, behovet av antalet maskerade samt vad som produceras i Formsprut under dagen. Ställföreträdaren skall sedan se till att maskera behovsantalet, genom att först maskera prioriterade höljen från Formsprut och om nödvändigt uppfylla behovet genom att plocka från lager.
6.5 Mellanlager lack Rapportering - Det görs ingen rapportering om vilka detaljer eller hur många som finns i lagret. Det förekommer inte heller någon rapportering om vilka eller hur många detaljer som plockas ut ifrån lagret vid olika tidpunkter. Manuell inventering görs, utav gruppledaren från Lackering, tre gånger dagligen, cirka klockan 05.00, klockan 11.00 samt klockan 21.00
6.6 Lackering
6.6.1 E-hallen Rapportering - Det görs ingen rapportering om vilka detaljer eller hur många som finns i lagret. Det förekommer inte heller någon rapportering om vilka eller hur många detaljer som plockas ut ifrån lagret vid olika tidpunkter. Manuell inventering görs, utav gruppledaren från Lackering, tre gånger dagligen, cirka klockan 05.00, klockan 11.00 samt klockan 21.00. En inventering som inkluderar Mellanlager lack tar cirka 45 minuter att genomföra.
Empiri 3 – Nulägesbeskrivning: Inrapportering och planering
57
6.6.2 Lackering – Påhäng Rapportering - Det sker ingen rapportering utav påhängda detaljer. Om det uppstår kassationer antecknas antalet och kassationsorsaken på ett formulär som vid varje skiftbyte lämnas ner till Maskeringen, d.v.s. cirka klockan 13.45, klockan 22.00 samt klockan 06.00. Om ett större parti skulle vara skadat rapporteras detta till gruppledaren på Lackering, som därefter skall vidta lämplig åtgärd.
6.6.3 Lackering - Avplock Rapportering - Arbetskort används för att fylla i antalet prima, till putsning, antalet kassationer samt kasseringsorsak. Inrapporteringen följer inte något bestämt schema. I vissa fall förs uppgifterna in i Movex vid skiftets slut, d.v.s. cirka klockan 13.45, klockan 22.00 eller klockan 06.00 medan i andra fall kan registreringen ske flera gånger per skift. Avplock rapporterar inte spoilrar eller trösklar utan dessa skickas till Id-punkten för rapportering.
6.7 Id-punkten Rapportering - Vid Id-punkten sker inrapporteringen utav spoilrar och trösklar som kommer hit ifrån lackeringen. Personal får visuellt inventera hur många detaljer som temporärt lagerhålls innan själva inrapporteringen till Movex görs. Själva inrapporteringen görs inte vid några bestämda tidpunkter eller efter något bestämt schema. Istället görs inrapportering utav truckförare på Huvudlagret när tid ges.
6.8 Tält A/Utlastning Rapportering - Truckföraren skjuter av TO-etiketten med hjälp av en handscanner. Det sker en lagerpositionsförflyttning från distributionslagret (tält A) till en annan post i Movex (från lagerplats 100 till lagerplats 400) som innebär att detaljerna finns under transport till Uddevalla. Detaljerna finns alltså varken på Simrishamns eller Uddevallas lagersaldo. Planering - Se kapitel 7.5 Planering.
6.9 Transporter allmänt Rapportering - Truckförare som gör förflyttningar av emballage och detaljer mellan produktionsplatser eller till och från lager, tillhörande Sekvensflödet, utför inga rapporteringsfunktioner. Truckarna är inte utrustade med truckterminaler till skillnad från truckarna i Råvaruhallen, Huvudlagret och vid Utlast/tält A. I huvudlagret sker realtids- rapportering utav flyttat material. Planering - Till sin hjälp för att planera dagens arbete får truckförarna (förarna som jobbar i serviceenheten i Formsprut) en lista med dagens planerade produktion i Formsprut. Utefter denna lista utförs individuell planering.


Empiri 4 – Stödjande aktiviteter
59
7. Empiri 4 – Stödjande aktiviteter Detta kapitel beskriver de aktiviteter som stödjer eller påverkar produktionen på ett eller annat sätt. Syftet med kapitlet är att ge en bredare förståelse för andra aktiviteter än de som ingår i produktionskedjan men som likväl påverkar materialflödena i fabriken. Kapitlet svarar också som bakgrundsmaterial för fortsatta analyser och förbättringsförslag.
7.1 Emballage För de detaljer som inte ingår i Sekvensflödet används speciella kundemballage (vilket inte kommer att utredas vidare eftersom detta ligger utanför arbetets avgränsningar). För detaljer som ingår i Sekvensflödet används internt utvecklade emballage. Dessa emballage har utvecklats under åren och modifierats för att bättre klara de olika modeller utav t.ex. höljen som produceras.
Höljen transporteras i antingen kassetter eller på vagnar. Blå stålkassetter används inom Plastal Simrishamn medan gråa aluminiumkassetter (se figur 7.2) används vid transporten mellan Simrishamn och Uddevalla. En av anledningarna till detta är att man vill att de interna kassetterna ska vara så rena som möjligt och således ej smutsas ner under externa transporter.
Figur 7.1 Racks avsedda för lagerhållning av spoilrar staplade på varandra.
Figur 7.2 Blå stålkassetter avsedda för lagerhållning av höljen staplade på varandra.
Figur 7.3 Tröskelracks avsedda för lagerhållning av trösklar. Dessa racks används inte internt utan trösklarna placeras på dessa racks efter att lackering skett och transport skall ske till Uddevalla.
Figur 7.4 ”Träkistor” används som internt emballage för trösklar.

Empiri 4 – Stödjande aktiviteter
60
Trots uppdelningen utav blå och grå kassetter förekommer det att man vid brist på externa kassetter använder blå kassetter även för transport till Uddevalla. Någon speciell rengöring utav de blå kassetter som eventuellt använts externt förekommer inte. Egentligen skall allt emballage som går mellan Simrishamn och Uddevalla (t.ex. kassetter och racks) samt internt emballage rengöras vid jämna mellanrum för att förhindra att de förorenar formsprutade detaljer. Så sker ej och inte sällan är de interna kassetterna täckta av ett litet smutslager vilket är mindre lämpligt. Spoilrar transporteras i racks (se figur 7.1) medan trösklar transporteras i lådor (se figur 7.4) Det har utvecklats ett nytt emballage för trösklar som går ut på att varje tröskel ligger i ett hårt skumgummimaterial. Detta medför att de kan ligga synnerligen tätt varför denna emballagetyp klarar 48 stycken trösklar jämfört med ”träkistorna” som tar 16 stycken.
Emballage typ Artikel som transporteras
Ungefärligt antal detaljer/emballage
Blå kassett Hölje 10 Grå kassett Hölje 10
Vagn Hölje 8 Låda – ”Träkista” Tröskel 16
Racks Spoiler 30 Nytt racks Tröskel 48
Figur 7.5 De viktigaste emballagetyperna. Upplevda problem - Då nya projekt tas i produktion inom Plastal måste i regel modifikationer göras på de interna emballagen för att de skall kunna hantera detaljen på ett lämpligt sätt. I ett par fall måste helt nya emballage tas fram. De vagnar som används för att transportera dagens modell utav hölje är egentligen framtagna för ett annat hölje. Höljet vilar endast på två klackar, vilket gör att det inte sitter fast speciellt hårt. Vid vårdslös körning med truck eller om trucken får en stöt av annan orsak är det lätt att ett hölje hoppar av. I många fall gäller detta det översta höljet, vilket ibland då leder till att ytterligare två eller tre höljen faller av och skadas. En olycklig omständighet är att höljen som trillar av och således med stor sannolikhet skadats åter placeras tillbaka på vagnen. Vad detta beror på låter vi vara osagt. Liknande transportskador uppstår också vid transporter med kassetter, vilket även berörts tidigare i rapporten. Höljen placeras tätt liggande intill varandra i kassetterna varför det ofta händer att kassetterna vid stöt och mindre försiktig körning trycks ihop och skadas. Det är mycket sällan som denna skada rapporteras eller undersöks närmare, vilket gör att skadan kan upptäckas i ett senare förädlingssteg. Emballage, som t.ex. kassetter och vagnar, rengörs mycket sällan, vilket gör att detaljer kan smutsas ner. Trots att kunden kräver att alla kassetter (allt emballage) skall rengöras innan det på nytt förs in i produktion finns det, som vi beskrev ovan, inget utarbetat system för hur detta skall skötas. Det har förekommit att kassetter rengjorts inne vid maskinerna genom att borsta av dem med borste, vilket hur kvalitetssynpunkt är direkt olämpligt.

Empiri 4 – Stödjande aktiviteter
61
Skadade kassetter, vagnar eller racks följs inte upp på något sätt, inte heller hur många kassetter som lämnat Simrishamn för Uddevalla eller Österrike. Detta gör att det bland annat är svårt att veta hur många emballage man har tillgängligt. Det saknas även ett system som hanterar saldot av antalet emballage i Sekvensflödet (kassetter, vagnar, racks etc.), d.v.s. det antal som befinner sig i Simrishamn, Uddevalla, Österrike eller som är under transport, på reparation eller liknande. Detta resulterar ibland i att blå stålkassetter skickas vidare till Uddevalla p.g.a. avsaknaden utav aluminiumkassetter.
7.2 Kvalité, transportflöde och lagerhållning Råmaterial som levereras till Plastal är certifierat så att det säkerställs att det håller den kvalité som det skall. Råmaterialet, granulatet, är känsligt för fukt och stora temperaturskillnader, t.ex. växling av förvaring i kallt och varmt utrymme. Granulat kan vidare suga åt sig fukt som kan ge upphov till skador i senare processteg. Den största andelen av granulatet förvaras i plastinslutningar i pappförpackningar, oktabiner, men det förekommer även plastsäckar. Trots detta är det möjligt att materialet suger åt sig fukt som kan hållas kvar inne i oktabinerna och plastinslutningarna. Materialet påverkas ständigt utav förändringar i dess omgivning. För att materialet skall ge upphov till så god kvalité som möjligt krävs stabila processer. Formsprutade detaljer är mycket stötkänsliga och detaljer kan lätt repas med en nagel, eller något annat vasst föremål. Höljen, spoilrar och trösklar är stora och sladdriga detaljer vilket gör dem extra utsatta för hanteringsskador t.ex. i Maskeringen, vid Påhäng och vid Avplock. Detaljer vistas olika länge ute i fabriken där de utsätts för föroreningar. Inte minst under transport i fabriken utsätts detaljerna för industridamm, smuts och gummistoft från truckhjul som kan påverka lackeringsprocessen och ge upphov till högre kassationssiffror. Efter att detaljer lackerats är detaljerna fortfarande ömtåliga eftersom lacken ännu inte härdats.
7.3 Spärrat och kasserat material Om ett eventuellt fel på en detalj upptäcks skall en gruppledare och eventuellt en processkontrollant tillkallas, för att avgöra om detaljerna är godkända eller ej. Till deras hjälp finns bl.a. ritningar och motprover. Är defekten av sådan grad att operatören kan ta beslutet själv så kasseras detaljen i annat fall tillkallas en gruppledare eller en kvalitetskontrollant. Upptäcks en större mängd defekta detaljer d.v.s. om det finns ett återkommande fel i en serie så larmas Formsprut att någonting är fel. För att undvika att hela serien kasseras kan en provlackning ske för att se om detaljen håller kvalitetsmåttet efter lackering. Det finns utarbetade rutiner för hur kvalitetskontroller skall utföras i det dagliga arbetet. I början av varje nytt projekt utarbetas en kontroll och styrplan tillsammans med kunden, vilket skall leda fram till instruktioner för hur processtegen skall skötas. Instruktionerna är verifierade vilket innebär att de vid efterlevnad ska resultera i, ur kvalitetssynpunkt, tillfredställande produkter. Är detaljer i sådant skick att det inte råder någon tvivel om att de kan kasseras så använder man sig av åtgärden ”kasserat material” och kasserar detaljerna. Röda lappar sätts på de emballage som innehåller de kasserade detaljerna. Truckförare tar hand om det kasserade materialet och transporterar det till Krossen. I Krossen mellanlagras detaljerna i väntan på att det mals ner för att åter bli granulat. Detta granulat används inte internt utan säljs vidare.

Empiri 4 – Stödjande aktiviteter
62
”Spärrat material” är detaljer som inte tillåts levereras till kund p.g.a. det är svårt att avgöra om kvalitén är tillåten eller ej. Kan kontrollanten inte avgöra om detaljerna är godkända eller ej så väljer kontrollanten således att ”spärra detaljerna”. Detaljerna märks med gula lappar där information om vilken åtgärd som skall utföras, ansvarig för åtgärden och vem som tagit beslutet skall finnas. ”Spärrat material” kan uppkomma i princip var som helst under produktionsflödet. Det kan t.ex. vara att felaktigheter upptäcks i plastytan, så som flytmärken, eller att lackeringsresultatet inte blivit fullt tillfredställande. En grupp under betäckningen ”utökad kontroll av spärr” tar hand om kvalitetskontrollen av detaljer som personal från produktionen inte själva hinner gå igenom. Spärrade detaljer kan också uppkomma genom att man får in reklamationer från kunder. Felaktiga detaljer som inte uppfyller den standard som utlovats har av misstag då skickats till kund. Om man misstänker att det finnas fler detaljer som ingår i den batch från vilken de felaktiga detaljerna kom ifrån måste alla detaljer i den batchen spärras, för att sedan kvalitetskontrolleras. ”Produktrevision” ansvarar för inkomna reklamationer. Upplevda problem - Varje vecka spärras relativt stora mängder detaljer. Det kan röra sig om hundratals hölje, spoilrar eller trösklar. Även cirka 600-700 pallar från det Lilla formsprutsflödet (se kapitel 5.1), som alltså lagerhålls i Huvudlagret, måste spärras. Det saknas idag ett klart system som redogör för hur det spärrade materialet skall hanteras. Det är svårt att lokalisera var gods finns som skall spärras eftersom detaljer som ingår i samma batchkörning kan vara lagersatt på olika lagerplatser. Lokaliseringen av spärrat material försvåras av det faktum att det i vissa fall saknas bestämda lagerplatser för detaljer samt avsaknaden av egentliga spärrutor. Det händer att stora delar av ett lager får spärras av för att kunna utföra sökning av detaljer som skall spärras. Problemet är något mindre utbrett för Sekvensflödet, men anses fortfarande som allvarligt. Spärrat material skall ha en ”spärrat-lapp” påhängd som innehåller nödvändig information om orsak, åtgärd, datum, ansvarig etc. Det förekommer inte sällan att all nödvändig information ej är ifylld vilket leder till onödigt och försvårande arbete. Det förekommer även att ”spärrat-lappar” tas bort och detaljer åter skickas in i flödet utan att åtgärd vidtagits (mindre vanligt för Sekvensflödet), t.ex. på grund av att vidtagen åtgärd saknas. Interna lösningsförslag - Personalen uttrycker att det hade underlättat avsevärt om det hade gått att följa detaljerna i produktionsflödet i realtid, d.v.s. att det funnits information var detaljer och emballage är, vad som produceras samt vad som lagerhålls var.
7.4 Planering Planering av formsprutor och lackering görs dagligen utav två planerare (Rickard Kullman och Jan Hallonsten). En planerare (Rickard) ansvarar för planeringen utav höljen d.v.s. formsprutor, lackering och utleverans. För planeringen av sekvensdetaljer har planeringen tillgång till Saabs produktionsplaner 26 veckor fram i tiden. Planen ändras i princip varje dag, vilket gör att planeraren dagligen får uppdaterade kundorders från Saab, en så kallad ”delint” order från Saabs fabrik i Trollhättan. Ordern läggs in i Movex, varvid planeraren överför planen från Movex via ett accessprogram till ett Excellark. Med hjälp av Excellarket utförs den praktiska planeringen. Som beslutsunderlag för den närmaste planeringen ingår bl.a. Saabs efterfrågan fem dagar fram i tiden, Uddevallas lagersaldo, vad som är på transport till Uddevalla, lagersaldo i

Empiri 4 – Stödjande aktiviteter
63
Simrishamn samt vad som är i produktion. Förutom att planera vilka modeller som ska levereras bestäms prioriteringsordningen i lackeringen samt transportprioriteringsordningen. Vid normala fall skall planeraren försöka planera så att samtliga detaljer kan skickas med någon av de tre lastbilarna som avgår cirka klockan 07.00, klockan 14.00 och klockan 22.00. Vid behov kan planeringen sätta in extra transporter för att klara leveranserna gentemot Uddevalla och Saab, vilket naturligtvis innebär att man får betala extra för transporterna. Att riskera att stanna Saabs produktionslina i Trollhättan är emellertid helt otänkbart och skulle bli mycket dyrt och skada företaget. Planeringen måste ta hänsyn till att Saabs produktionsplaner kan ändras. Innevarande dag samt nästkommande dag är så kallade frysta dagar, vilket innebär att maximalt halva nästkommande dygns produktion kan förflyttas en dag framåt. En regel som följde med då Saab ändrade sin produktion från veckoplaner till dagsplaner Teoretiskt skulle denna förskjutning från en dag till framförvarande dag kunna ske längs med hela tidsaxeln och därmed kraftigt öka den initiala produktionsplanen. Detta är en av anledningarna till att Plastal har ett säkerhetslager på tre produktionsdagar gentemot Saab. Detta säkerhetslager kan antingen finnas i Uddevalla eller i Simrishamn. Det finns inga direktiv som reglerar var säkerhetslagret skall hållas. I regel finns det 2.5-3 dagars säkerhetslager i Uddevalla och någon dag i Simrishamn. Dagligen får planeraren i Simrishamn rapporter om lagersaldot i Uddevalla. Planeraren utför dagligen manuell inventering utav antalet färdiga detaljer i Simrishamn. Denna inventering utförs efter det att morgonlastbilen har lämnat för att på så sätt veta hur många detaljer som är under transport till Uddevalla. Inför planeringen har planeraren fått in manuellt räknade saldon för formsprutade detaljer som finns i mellanlagren. Planeraren kontrollerar också var någonstans såväl Lackering som Formsprut är i sina respektive körplaner och uppskattar ett utfall på dess detaljer. Tillsammans med Saabs delintplaner ingår detta i underlaget för nästa dygns planering utav produktionen. Den själva praktiska planeringen utförs mycket på känsla. Några exakta batchstorlekar bestäms inte utan det händer att Formsprut producerar fler eller färre beroende på bl.a. verktygshaverier, verktygsbyten, höga eller låga kassationssiffror. Planeraren samlar, klockan 11.30 varje dag, gruppledarna för Formsprut och Lackering samt en formbytare för att gå igenom dygnsplaneringen. Upplevda problem - Att inte kunna lita på lagersaldona i Movex gör att tid ständigt måste avsättas för att kontrollera de korrekta saldona. Planeraren vet inte vad som finns i tält A (lagret inför transport till Uddevalla), i E-hallen (mellanlager inför lackeringen), i Maskering eller hos Formsprut. Planeraren spenderar mycket tid på att dagligen behöva utföra inventeringar utav antalet färdiga detaljer. Det måste samtidigt ske en koordinering med Uddevalla om att säkerhetsställa deras saldon, vilket sker genom att Uddevalla dagligen skickar sina manuellt räknade lagersaldon (man är \ har precis infört ett system för att slippa den manuella inventeringen) till planeraren i Simrishamn. Tidigare har planeraren dubbelkollat vad Uddevalla kunde förväntas ha på sina lagersaldon, genom att räkna baklänges (antal skickade till Uddevalla – byggda och levererade till Saab = lagersaldo) och jämfört med de saldona som erhållits från Uddevalla. En viss uppfattning bland personalen finns att Uddevalla inte har skött sin rapportering utav kassationer, leveranser och lagersaldon på ett tillfredsställande sätt. Personalen anser även att ju fler människor som är inblandade i rapportering, inventering, överföring utav data etc. ju större är riskerna att mänskliga fel uppstår och tillförlitligheten i

Empiri 4 – Stödjande aktiviteter
64
data minskar. Detta har gjort att lagersaldona och de produktions- och planeringsfunktioner som finns i Movex inte används i någon större utsträckning. I värsta fall menar planeringen att det kan hända att detaljer blir formsprutade, maskerade, lackerade och skickade på lastbil till Uddevalla innan detaljerna har blivit inrapporterade i formsprut. Detta gör att det uppstår onödiga svårigheter och tidskrävande operationer för planeringen. Det anses att det hade underlättat för planeringen om det gått att följa detaljerna i produktionsflödet på ett mer tillförlitligt och realt sätt. Eftersom Saab kan välja att tidigarelägga halva nästkommande dags produktion en dag i förväg komplicerar detta planeringen något. Försök har gjorts för att ändra på dessa regler gentemot Saab utan någon framgång.
7.5 Hemtagning av råmaterial Huvudkontoret (för Plastal Group AB) i Kungälv sköter inköp av råvaror, inköpskomponenter etc. Simrishamn ansvarar dock för själva hemtagningen och så att det finns tillräckligt med råmaterial för produktionen. Priser, leveransvillkor etc. bestäms och förhandlas av huvudkontoret. Vilken leverantör som används dikteras antingen av kunden själv eller genom förhandling Plastals huvudkontor och kund emellan. Scania och i vissa fall Saab har t.ex. valt att sköta förhandlingar med leverantören själv, vilket innebär att Plastal har en tämligen svag förhandlingsposition i förhandlingar kring leverantörer, priser, leveransvillkor etc. De flesta leverantörer som används finns i Belgien, Tyskland, Österrike samt Polykemi i Ystad. Totalt används cirka 15 stycken leverantörer utav granulat och allt granulat som beställs är unikt för den enskilda leverantören. Granulat till vissa reservdelar beställs mycket sällan, t.ex. cirka två gånger per år från Kvaerner, medan granulat till de vanligare höljena beställs ungefär två-tre gånger per vecka. Stora leverantörer som används är t.ex. Basell i Tyskland, Brojalis i Österrike, Polykemi i Ystad och General Electrics produktionsanläggning i Holland. Vid beställning från Polykemi i Ystad används kanbankort. Polykemis produktion är baserat på leveransplaner från Plastal varvid själva hemtagningen sker med en ledtid på 24 timmar. På liknande sätt fungerar det med flera andra leverantörer där Plastals leveransplaner blir underlag för deras produktion. Plastal avropar då med fax vid beställning. Övriga leverantörer levererar enligt så kallade ”gällande” leveransplaner där beställning sker efter behov. Ledtiden för de flesta leverantörerna på kontinenten är cirka fem dygn. Vid hemtagning utav material från de Europeiska leverantörerna beställs fulla lastbilar. Detta beror på att fraktkostnaderna betalas av leverantörerna, som i sin tur låter kunden (Plastal) betala. Resultatet blir att kostnaden per kilo blir lägst vid transporter med full lastbil. En straffavgift, som växer ju mindre leverans, betalas vid icke fulla lastbilsleveranser. Råvarulagret är begränsat vilket gör att extern lagring används. Man använder inte någon optimeringsrutin som tar hänsyn till transportkostnader samt interna och externa lagringskostnader vid hemtagningen av material. Själva beställningen görs mer på känsla och rutin. Beslutsunderlaget för att bestämma hur stora kvantiteter som beställs utav respektive granulat beror på vilken detalj granulatet används till. För ”stabila” produkter, så som t.ex. bottensvällare och dörrlister till Volvo, grundar sig beställningen till stor del på vilka kvantiteter som Movex föreslår. Tillverkningen utav dessa detaljer sker enligt fast plan, vilket

Empiri 4 – Stödjande aktiviteter
65
innebär att leveranserna är förtidsbestämda veckor i förväg. Hemtagaren behöver i dessa fall endast justera för eventuell ökning eller minskning i kundorder, högre eller lägre kassationer etc. Vid hemtagning utav granulat till exempelvis höljeproduktion (i Sekvensflödet) kan Movex inte användas i någon nämnvärd utsträckning. Detta eftersom höljeproduktionen inte anses vara stabil (sett utifrån hemtagarens ögon), vilket innebär att det förekommer höga kassationssiffror som varierar kraftigt samt oförutsedda verktygsbyten som kräver annan granulatsort. Hemtagaren kan inte se planeringen utav höljeproduktionen eftersom den inte utförs i Movex. Den praktiska hemtagningen görs istället genom att man försöker fylla transportbilar för att få så låg hemtagningskostnad som möjligt. Det finns möjlighet att planera in extra beställningar om så skulle behövas, men då får Plastal betala extra för detta. Upplevda problem - Eftersom planeringen utav höljeproduktionen inte sker i Movex kan Movex inte heller ge förslag på mängden granulat som skall beställas. Avsaknaden av kassationssiffror i Movex, samt kassationssiffrornas fluktuationer bidrar också till att man inte kan använda sig utav Movex vid beställning av råmaterial till många utav sekvensartiklarna. Fem dagars ledtid för hemtagning av råvaror försvårar planeringen eftersom all planering sker manuellt. Den begränsade ytan i Råvarulagret upplevs som ett störningsmoment ur beställningssynpunkt eftersom extern lagring är nödvändig. De stora saldofelen i Movex gör att systemet inte känns tillförlitligt, framförallt var gäller höljena. Hemtagaren anser att om detta problem gällt alla detaljer hade Movex inte kunnat används för beställning utav råmaterial över huvudtaget. Granulatet till de små formsprutorna i Formsprut 1 körs ut och placeras jämte maskinerna eftersom här saknas rör-distributionssystem. I samband med detta görs en lagerförflyttning i systemet vilket gör att hemtagaren tror att materialet är förbrukat. I själva verket kan materialet stå ute vid maskinerna i någon dag, vilket gör att hemtagning ofta görs för tidigt.


Problemanalys
67
8. Problemanalys I detta kapitel diskuterar och analyserar vi de problem som vi identifierat i nulägesbeskrivningen. Syftet med kapitlet är att framhålla de viktigaste problemområdena som påverkar internlogistiken. Kapitlet är också avsett att verka som bakgrundsmaterial för de förbättringsförslag som presenteras i kapitel 10.
8.1 Översikt I projektets mål ingick det att göra en nulägesanalys av produktions, material och informationsflödena med fokus på materialflöden. Under arbetes gång har vi insett att det finns mycket som kan göras för att skapa förutsättningar för mer rationella och lönsamma materialflöden. Nedan återger vi en koncis analys av den empiri och de problem som tidigare presenterats. Plastal har i nuläget en ganska låg grad av automatisering inom produktionen, istället utförs många moment manuellt. Industri som karaktäriseras av förhållandevis enkel produktion och där arbetskostnaderna står för en betydande kostnad får allt hårdare konkurrens från låglöneländer i Östeuropa och Baltikum. Detta understryker vikten av att Plastal noggrant överväger hur icke värdeskapande operationer kan minimeras i sin verksamhet bl.a. genom att automatisera delar av produktionen, förenkla och minimera materialflöden och transportsträckor, göra layoutmässiga flödesförändringar samt integrera och utnyttja information och teknik på ett bättre sätt. Plastal i Arendal (se Bilaga B) som till allra största del fokuserar på stötfångartillverkning till Volvo PV har en hög grad av automatisering i sin fabrik. Arendal karaktäriseras i våra ögon av snabbhet, stora produkter, sekvensering och automation. Konkurrenten till Plastal (i Simrishamn) Collins & Aikman (se Bilaga C) har snarare en produktion som karaktäriseras av mängder av små artiklar och försök till automatisering. En produktion som liknar den som finns i Formsprut 1 fast med högre automatisering. I våra ögon är Plastal något av en hybrid mellan de båda där man försöker tillgodose två ganska skilda flöden. Vi anser därför att det är viktigt att man försöker särskilja dessa båda flöden genom att optimera dem var för sig. Samtidigt måste det dock finnas en helhetsbild så att optimeringen av ett flöde inte försämrar för det andra.
8.2 Trucktrafik Truckutnyttjandet (mätt i antal timmar) har de senaste åren skiftat något i omfattning. Det totala utnyttjandet var 2003 endast cirka fem procent högre än 1998. Om vi emellertid ser till de senaste åren har det totala truckutnyttjandet ökat avsevärt. Truckutnyttjandet har sedan 2001 ökat cirka sex procent per år (se figur 8.1). Antalet manuella truckar i användning har också ökat över åren. 1998 användes 21 stycken, vilket växte till 28 stycken under 2002 och 2003 (se figur 8.2). Det har funnits åtta stycken WGL-truckar mellan åren 1998 – 2003, av vilka en främst verkat som reserv WGL-truck. Sedan september 2002 har dock även reserven använts i den dagliga verksamheten. Totalt används 13 procent mer trucktimmar under 2003 jämfört med 2001. Totala trucktrafiken mätt i timmar var cirka nio procent större under 2003 jämfört med det årliga medelutnyttjandet för 1998 – 2002 (se figur 8.1 nedan). Denna ökning kan dock till viss del ses som naturlig eftersom ökningen sammanfaller med införande av P28 (Volvo, komponenter till XC90 modellen) och 440 (Saab, komponenter till 9.3 modellerna) flödena.

Problemanalys
68
Totalt truckutnyttjande
46000480005000052000540005600058000
1998 1999 2000 2001 2002 2003P
Tid
Tim
mar
totalt
Figur 8.1 Totalt truckutnyttjande mellan 1998 och 2003.
Truckutveckling - Manuella
05
1015202530
1998 1999 2000 2001 2002 2003
Tid
Ant
al totaltPoly. (totalt)
Figur 8.2 Tillväxt utav antalet manuella truckar mellan 1998 och 2003. Ett uppskattat andragradspolynom indikerar trendriktningen. Det är emellertid intressant att konstatera att ökningen till stor del skett på WGL-truckarnas bekostnad. WGL-truckarnas utnyttjande sjönk cirka 30 procent och den manuella trucktrafiken ökade cirka 28 procent under tidsperioden (se bild 8.3 och 8.4 nedan). Till viss del beror detta säkert på införande av kassetter som det huvudsakliga emballaget för höljen. Det är även troligt att utnyttjandet av manuella truckar setts som ett enkelt och flexibelt redskap att införa för att skapa ett fungerande materialflöde. Den ökade trucktrafiken och införskaffandet av fler manuella truckar anser vi vidare beror på att det förekommer långa och orationella trucksträcker som delvis sker utomhus, vilket vi menar bl.a. beror på feldisponerade lagerytor.

Problemanalys
69
Truckutnyttjande - WGL
0
5000
10000
15000
20000
1998 1999 2000 2001 2002 2003P
Tid
Tim
mar Totalt
Poly. (Totalt)
Figur 8.3 WGL-truckutnyttjande mellan 1998 och 2003. Ett uppskattat andragradspolynom indikerar trendriktningen.
Truckutnyttjande - Manuella
0100002000030000400005000060000
1998 1999 2000 2001 2002 2003P
Tid
Tim
mar totalt
Poly. (totalt)
Figur 8.4 Manuellt truckutnyttjande mellan 1998 och 2003. Ett uppskattat andragradspolynom indikerar trendriktningen. Vi anser också att det förekommer mycket okynneskörning med truckar som beror på att truckförarna inte har några informationstekniska hjälpmedel som underlättar och prioriterar deras arbetsuppgifter. Istället kör truckförarna runt och ”letar uppgifter”, ett arbete som utförs mycket på rutin. Vi anser att detta arbetssätt är tidskrävande, ineffektivt och ickekontinuerligt, vilket bidrar till ökad trafik, ett mer stötaktigt materialflöde genom fabriken samt onödiga kostnader och flöden. Vi bedömer mot bakgrund av ovan att det därför finns potential för att reducera dagens manuella truckkörning avsevärt. Flertalet av de operationer som den manuella trucktrafiken idag utför skulle istället kunna utföras av WGL-truckar om dessa utnyttjades i större utsträckning. Förvisso bidrar manuella truckar till flexibilitet men detta till ett mycket högt pris i form av personalkostnader och minskad säkerhet. Vi anser därför att ökad manuell truckkörning är en kortsiktig lösning på anläggningens internlogistiska problem och att en fortsatt sådan utveckling är ohållbar bl.a. mot bakgrund av att Saab kräver kostnadsreduktioner på tre procent årligen. I det ännu längre perspektivet kan Östeuropa och Baltikum, med låga

Problemanalys
70
lönekostnader som sitt främsta vapen, ses som ett hot och som redan nu måste adresseras genom minimerade manuella transporter och ökat teknikinnehåll i produktionen. ÅR 1998 1999 2000 2001 2002 2003P CAGR
Volyms ökning/minskning -6,0% 6,6% -4,9% 7,4% 15,6% 4,3%Volyms ökning/minskning gentemot 2001 8,0% 27,9% 13,1%
Volyms ökning/minsing/minskn -9,3% 1,1% -10,4% -5,9% -25,1% -10,0%Volyms ökning/minskning gentemot 2001 -5,6% -29,3% -15,9%
Volyms ökning/minskning -6,5% 5,4% -6,0% 4,5% 8,1% 0,9%Volyms ökning/minskning gentemot 2001 4,5% 13,0% 6,3%
Manuella truckar
WGL truckar
Totalt
Figur 8.5 Sammanfattning av truckutnyttjandet för manuella truckar, WGL-truckar samt totala truckutnyttjandet mellan 1998 och 2003. Oktober, november och december för 2003 har prognostiserats. Se Bilaga G för truckutnyttjande över tiden samt tillväxten av antalet truckar per modell.
8.3 Effektiva transporter i Sekvensen I kapitel 8.2 ovan har vi visat hur truckutnyttjandet har förändrats över tiden. Vi har därför valt att analysera den befintliga trucktrafiken något mer i detalj för att avgöra exakt var resurserna används. Företaget hyr in merparten av sina truckar via en avtalsform som kallas rental. Detta innebär att leverantören står för såväl service som eventuella reparationer av truckarna. Rental gällde tidigare även WGL-truckarna men då Plastal köpt loss dessa får man numera själv stå för service och reparationskostnaderna. Denna kostnad är med tanke på att WGL-truckarna är gamla inte att förringa. Totalt hyrs det in cirka 50 000 trucktimmar på Plastal per år varav cirka 22 000 används i sekvensen. Vår analys visar emellertid att endast drygt 2600 av de sistnämnda timmarna går att hänföra till effektiva transporter. Figur 8.6 nedan visar hur dessa transporttimmar fördelar sig mellan delsträckorna i Sekvensflödet. Med effektiv transporttid avser vi den tid det tar att transportera någonting från punkt A till punkt B.
Antal Effektiva Trucktimmar i Sekvensen 2004
0
200
400
600
800
Tält B -Formsprut
Formsprut -E-hallen
E-hallen -Påhäng
Avplock-TältA
Avplock - ID-punkten
Delsträcka
Tim
mar
Figur 8.6 Antal effektiva trucktimmar mellan olika delsträckor som ingår i Sekvensflödet. Som synes av figur 8.6 så är åtgången av trucktimmar som störst mellan Avplock och tält A. Denna sträcka går, som tidigare nämnts, utomhus vilket är olämpligt. Sträckan är även olycklig ur närhetsprincipen då det, som synes i figur 8.7, är den stäcka som sammanlagt över året svarar mot den längsta trucksträckan.

Problemanalys
71
Sammalagda Trucksträckor i Sekvensen 2004
0
2000
4000
6000
8000
Tält B -Formsprut
Formsprut-E-hallen
E-hallen -Påhäng
Avplock-TältA
Avplock - ID-punkten
Delsträcka
Kilo
met
er
Figur 8.7 Antal effektiva kilometer som trucktransporterna ger upphov till mellan olika delsträckor som ingår i Sekvensflödet. Poängteras i sammanhanget bör emellertid att sträckan Avplock - tält A inte är den enskilt längsta transportsträckan. Detta är istället sträckan mellan tält B och Formsprut. Anledningen till att denna sista sträcka inte är den sammanlagt längsta sträckan är att truckfrekvensen här inte är lika stor. Det enda som transporteras mellan tält B och Formsprut är tomracks som skall ner till produktionen i Formsprut 2. Trots detta är alltså sträckan ändå i paritet med de två största flödena, d.v.s. Avplock –tält A och Formsprut – E-hallen (se figur 8.7). När detta står klart kan man fråga sig vilka sträckor som går att hänföra till en ickeoptimal fabriksdisponering och därigenom skulle kunna betecknas som tranportslöserier (se avsnitt 3.10). De röda staplarna i figur 8.8 motsvarar sträckor som ger upphov till transportslöserier. Som synes i figur 8.8 nedan gäller detta alltså merparten av de effektiva trucksträckorna i Sekvensen. Sträckan Formsprut – E-hallen är inte transportslöseri utan istället processslöseri p.g.a. här används manuella truckar i större utsträckning än vad som, med smärre justeringar, behöver vara fallet ( se avsnitt 3.10). Därav har sträckan Formsprut – E-hallen fått rödrutig färg. Den blåa stolpen, i figur 8.8, d.v.s. sträckan E-hallen – Påhäng, kan inte klassas som onödig. Hur vi eliminerar de röda staplarna i figur 8.8 (transportslöserierna) återkommer vi till i kapitel 10.
Antal Effektiva Trucktimmar i Sekvensen 2004
0
200
400
600
800
Tält B -Formsprut
Formsprut -E-hallen
E-hallen -Påhäng
Avplock-TältA
Avplock - ID-punkten
Delsträcka
Tim
mar
Figur 8.8 Röda stolpar motsvarar delsträckor som ger upphov till transportslöserier. Rödrutig stolpe klassas som processlöseri, p.g.a. av transporten delvis utförs av manuella truckar. Blå stolpe klassas som icke onödig delsträcka.

Problemanalys
72
8.4 Kalkylerade Saab volymer för 9-3 och 9-5 De senaste månaderna av 2003 har produktionen mattats av något jämfört med tidigare under året, mycket beroende på lägre uttag från Saab. Under 2004 är Saabs kalkylerade volymer endast sex procent större än 2003. Volymökningen inträffar framförallt de första fyra månaderna för att sedan följa 2003 års volymer eller till och med minska något (se figur 8.10). Mellan åren 2005 – 2007 är Saabs kalkylerade volymer väsentligt över 2003 års volym (se figur 8.9). Jämfört med 2003 är 2005 års volym nästan 19 % högre och för 2006 och 2007 ungefär 35 % högre. Som synes i figur 8.8 är tillväxten för modellen 9:3 något större än för 9-5, däremot mattas båda modellerna av något under 2007. Detta är helt naturligt eftersom de då av allt att förmoda kommer att ersättas av nya modeller. Se Bilaga H för volymsjämförelse mellan Saabs olika modeller för 2003 och 2004. År 2004 2005 2006 2007 CAGRVolyms ökning/minskning 6,0% 11,6% 16,4% -2,6% 7.6% Figur 8.9 Saabs totala kalkylerade volyms ökningar eller minskningar för modell 9-5 och 9-3.
Saab - Beräknad bil per månad
0
5000
10000
15000
20000
25000
1 2 3 4 5 6 7 8 9 10 11 12
Månad
Ant
al Totalt 2004Totalt 2003
Figur 8.10 Jämförelse av Saabs volym år 2003 och kalkylerad volym för år 2004 för modell 9-5 och 9-3.
Kalkylerade Volymer - Saab
0
50000
100000
150000
200000
2003 2004 2005 2006 2007
År
Ant
al
Saab 9-3Saab 9-5TotaltPoly. (Totalt)
Figur 8.11 Saabs kalkylerade årsvolymer för modell 9-5 och 9-3 för åren 2003 – 2007 samt ett uppskattat andragradspolynom som indikerar trendriktningen.
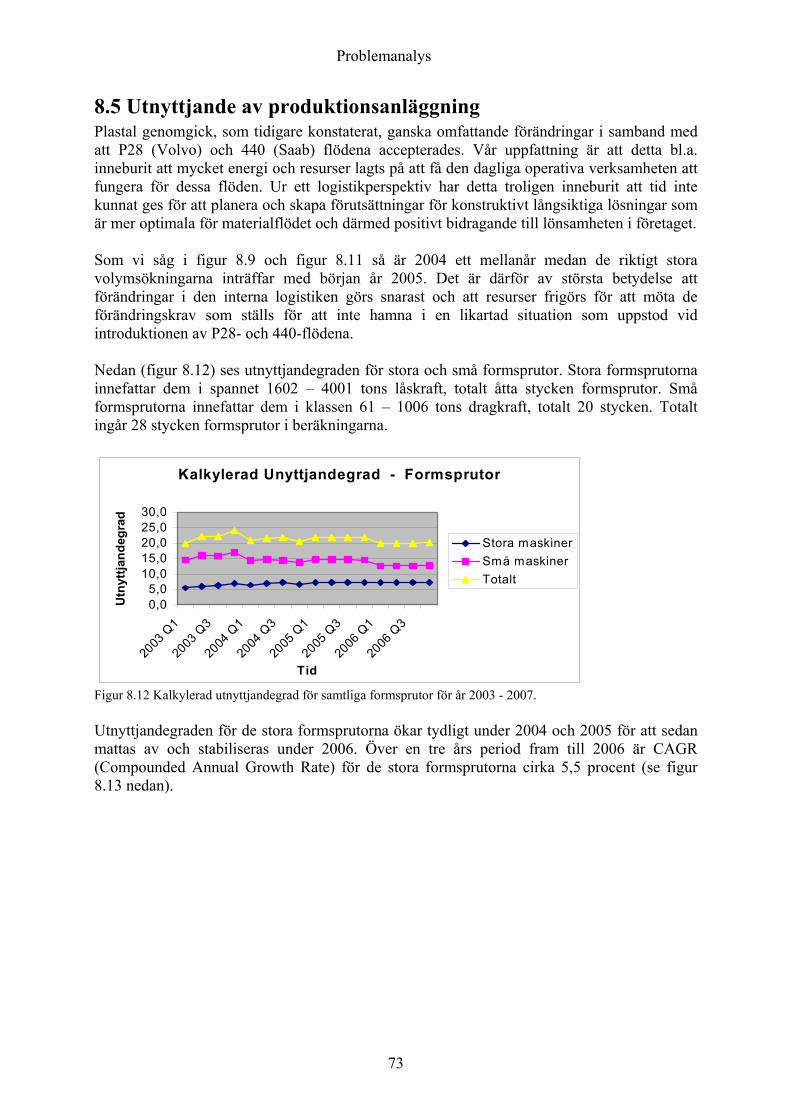
Problemanalys
73
8.5 Utnyttjande av produktionsanläggning Plastal genomgick, som tidigare konstaterat, ganska omfattande förändringar i samband med att P28 (Volvo) och 440 (Saab) flödena accepterades. Vår uppfattning är att detta bl.a. inneburit att mycket energi och resurser lagts på att få den dagliga operativa verksamheten att fungera för dessa flöden. Ur ett logistikperspektiv har detta troligen inneburit att tid inte kunnat ges för att planera och skapa förutsättningar för konstruktivt långsiktiga lösningar som är mer optimala för materialflödet och därmed positivt bidragande till lönsamheten i företaget. Som vi såg i figur 8.9 och figur 8.11 så är 2004 ett mellanår medan de riktigt stora volymsökningarna inträffar med början år 2005. Det är därför av största betydelse att förändringar i den interna logistiken görs snarast och att resurser frigörs för att möta de förändringskrav som ställs för att inte hamna i en likartad situation som uppstod vid introduktionen av P28- och 440-flödena. Nedan (figur 8.12) ses utnyttjandegraden för stora och små formsprutor. Stora formsprutorna innefattar dem i spannet 1602 – 4001 tons låskraft, totalt åtta stycken formsprutor. Små formsprutorna innefattar dem i klassen 61 – 1006 tons dragkraft, totalt 20 stycken. Totalt ingår 28 stycken formsprutor i beräkningarna.
Kalkylerad Unyttjandegrad - Formsprutor
0,05,0
10,015,020,025,030,0
2003
Q1
2003
Q3
2004
Q1
2004
Q3
2005
Q1
2005
Q3
2006
Q1
2006
Q3
Tid
Utn
yttja
ndeg
rad
Stora maskinerSmå maskinerTotalt
Figur 8.12 Kalkylerad utnyttjandegrad för samtliga formsprutor för år 2003 - 2007. Utnyttjandegraden för de stora formsprutorna ökar tydligt under 2004 och 2005 för att sedan mattas av och stabiliseras under 2006. Över en tre års period fram till 2006 är CAGR (Compounded Annual Growth Rate) för de stora formsprutorna cirka 5,5 procent (se figur 8.13 nedan).

Problemanalys
74
Utnyttjandegrad - Stora formsprutor
0,0
2,04,0
6,0
8,0
2003
Q1
2003
Q3
2004
Q1
2004
Q3
2005
Q1
2005
Q3
2006
Q1
2006
Q3
Tid
Utn
yttja
nde
Gra
d
Stora maskiner
Poly. (Storamaskiner)
Figur 8.13 Kalkylerad utnyttjandegrad för stora formsprutor för år 2003 –2007 samt ett uppskattat andragradspolynom som indikerar trendriktningen. Utnyttjandegraden når aldrig taket om man ser till den totala kapaciteten på de totalt åtta stycken stora formsprutorna (se figur 8.13 ovan), men ser man till de enskilda formsprutorna så har flera av dem en utnyttjandegrad på mellan 1-1,5 för hela perioden 2004-2007 (se Bilaga I). De tre stora formsprutorna som i nuläget framförallt används för höljetillverkning ligger alla i detta intervall. Rent kapacitetsmässigt finns det alltså utrymme för att klara en volymökning av Saab men det kommer att ställas allt högre krav på att planeringen av formsprutorna kan skötas flexibelt och verkningsfullt. Det krävs alltså trots att man under hösten 2003 införskaffat den åttonde stora formsprutan en noggrann planering av formsprutornas produktion. Se Bilaga I för mer detaljerade grafer över enskilda formsprutors utnyttjandegrader samt kalkylerade utnyttjanden uttryckt i antal timmar. Uppsatsens primära syfte har inte varit att kartlägga Superline (lackeringsmaskinen), Sprimag (lackeringsmaskin för lackering av bl.a. navkapslar) eller de små formsprutornas roll i produktionen. Vi har dock inte kunnat bortse helt från dessa flöden eftersom de inverkar på Sekvensflödet på flera olika sätt. Utnyttjandegraden på Superline kommer att var ungefär fem procent högre 2004 och 2005 jämfört med 2003. Utnyttjandegraden ligger runt 0,8 (se figur 8.14 nedan) och passerar alltså inte sitt tak. Detta innebär att några drastiska förändringar av materialflödena kring lackeringsprocessen inte är nödvändiga. Enutnyttjande grad under 1 samt en hög produktionstakt gentemot Formsprut och Maskering skapar förutsättningar för minimala mellanlager. Sprimags utnyttjandegrad halveras nästan under 2004 för att sedan öka marginellt under 2005 (se figur 8.14 nedan). Utnyttjandegraden ligger runt 0,20 för hela denna period vilket vi anser vara mycket lågt. Sprimag upptar värdefull yta i anslutning till Påhänget av lackeringen på nästan 500m2. Sprimagen är förhållandevis gammal vilket kan innebära att den redan är avskriven och därmed inte påverkar, varken resultat eller balansräkningen. Eftersom den fortfarande är i dugligt skick bör det kanske undersökas vidare på vad en försäljning kan inbringa. Skulle Sprimagen avyttras skulle en avsevärd lageryta skapas i direkt närhet till påhänget av lackeringen. Det är därför viktigt att beakta detta för vidare planering.

Problemanalys
75
Kalkylerad Utnyttjandegrad - Lackering
0,00
0,20
0,40
0,60
0,80
1,00
2003
Q1
2003
Q3
2004
Q1
2004
Q3
2005
Q1
2005
Q3
Tid
Utn
yttja
ndeg
rad
SPRIMAG 1472
SUPERLINE 5178
Poly. (SUPERLINE5178)Poly. (SPRIMAG1472)
Figur 8.14 Kalkylerad utnyttjandegrad för Sprimag och Superlinen för år 2003 –2006 samt andragradspolynom som indikerar trendriktningar. Utnyttjandegraden bland de små formsprutorna tycks avta något de närmsta åren (bortsett från något enskilt kvartal), CAGR är under perioden 2003-2006 -7,3 procent (se figur 8.15). Vi tror dock inte, under dagens förutsättningar, att denna minskning kommer att underlätta materialflödet nämnvärt i Formsprut 1. Se Bilaga I för mer detaljerade grafer över enskilda formsprutors utnyttjandegrader samt kalkylerade utnyttjanden uttryckt i antal timmar.
Utnyttjandegrad - Små formsprutor
0,05,0
10,015,020,0
2003
Q1
2003
Q3
2004
Q1
2004
Q3
2005
Q1
2005
Q3
2006
Q1
2006
Q3
Tid
Utn
yttja
ndeg
rad
Små Formsprutor
Poly. (SmåFormsprutor)
Figur 8.15 Kalkylerad utnyttjandegrad för små formsprutor för år 2003 – 2007 samt ett uppskattat andragradspolynom som indikerar trendriktningen.
8.6 Ytor Det råder en uppfattning inom organisationen att fabriks- och lagerytor är maximerade, vilket bidrar till komplicerade materialflöden och tidskrävande operationer. Det anses vidare att det behövs större lagerytor för att kunna arbeta effektivare. Vi anser dock att det i flera fall istället handlar om att ytorna är feldisponerade snarare än för små och att vi misstänker att lagernivåerna är för stora. Detta gäller t.ex. för E-hallen där analys tyder (se kapitel 8.7) på att man bör kunna minska lagerhållningen av detaljer och i sådana fall frigöra en betydande yta.

Problemanalys
76
Utrustning och detaljer lagerhålls i vissa fall på felaktiga ställen samt det saknas bestämda lagerplatser, vilket bidrar till resursslöseri i form av oreda, ineffektivitet, upptagande av disponibel yta, ökad trucktrafik och ökade kostnader. Exempel på detta är avsaknaden av lagerplatser i Råvaruhallen, tält A samt tidigare under hösten 2003, även E-hallen. I tält A te.x. hinner inte truckföraren alltid knappa in förändringar i distributionsorderna p.g.a. det ibland intensiva arbetet med att hitta rätt detaljer som skall utlastas. Ett annat exempel är lagerhållningen av racksen som utgör emballage till spoilrarna. Dessa förvaras utanför tält B i anslutning till anläggningens huvudingång, vilket gör att de måste transporteras nästan 500 meter till andra ändan av fabriken när spoilrar produceras i formsprut. Att lagerhålla artiklar som tillhör det viktigaste flödet, d.v.s. Sekvensflödet, i tält A, långt ifrån lackeringen och dit transport sker utomhus anser vi inte heller vara optimalt. Det är trångt med utrymme kring många av formsprutorna, framförallt i Formsprut 1, där ytorna i anslutning till maskinerna stundtals kan upplevas som ganska kaotiska. Runt formsprutorna lagerhålls granulat i väntan på laddning, här kan finnas mobila torkar och här finns emballage för färdiga detaljer. Denna miljö gör det svårare för WGL-truckarna att utnyttjas effektivt vilket i sin tur bidrar till en ökad manuell trucktrafik. Avsaknaden av ett rör-distributionssystem gör att betydande resurser måste läggas på att hantera råmaterial vid maskinerna i Formsprut 1. Materialservicepersonal uppskattar att cirka 70 procent av dess tid går åt till att serva Formsprut 1. Vi anser att Formsprut 2 inte drabbats i lika stor utsträckning av de problem som Formsprut 1 gjort. Detta p.g.a. att laddningen utav granulatet inte sker vid maskinerna utan istället via det uppbyggda rör-distributionssystemet. Emballage som finns runt formsprutorna för paketering av detaljer tar emellertid upp avsevärd plats. Dessa emballage står inte sällan fulla i väntan på att transporteras till lager vilket bidrar till trånga ytor. Vidare gör disponeringen runt formsprutorna i nuläget att verktygsbyten inte alltid kan förberedas så pass lång tid i förväg som skulle vara önskvärt.
8.6.1 Utnyttjande av E-hallen - lageryta Under projektets gång har personalen i produktionen ofta uttryckt att de anser att lagerytorna är en kraftigt begränsande faktor. För att klara ett större framtida flöde så anser många internt att nya lagerytor måste tas fram, framför allt genom att E-hallen byggs ut eller kompletteras med ny yta. Vi anser dock att den yta som finns i E-hallen, korrekt disponerad, är mer än tillräcklig för att kunna betjäna Sekvensflödet av artiklar. Nedan i figur 8.16 ser vi fem olika alternativ som visar på hur lagringskapaciteten kan förändras. Vi har valt att uttrycka lagernivåerna i antalet höljen. Lagringsmöjligheter E-hallen Antal höljenAlt.1 Nuläge 7754Alt.2 Tag bort racks ersätt med kassett 2880Alt.3 Tag bort stellage ersätt med kassett 4806Alt.4 Lagerhåll vid "påhäng" - nuläge 864Alt.5 Lagerhåll vid "påhäng" - byt ut racks mot kassett 864 Figur 8.16 Lagrings möjligheter i E-hallen. Genom att kombinera alternativen ovan kan lagerhållning ökas avsevärt i E-hallen. Figur 8.14 nedan beskriver hur lagerhållningen förändras genom att kombinera de olika alternativen.

Problemanalys
77
E-hallens maximal lagerhållningskapacitet uttryck i antal höljenAlt.1 Alt.2 Alt.3 Alt.4 Alt.5
Alt.1 7754 10634 12560 8618 8618Alt.1+ Alt.2 - - 15440 11498 11498Alt.1+ Alt.2+ Alt.3 - - - 16304 16304Alt.1+ Alt.2+ Alt.3+ Alt.4 - - - - 17168 Figur 8.17 Kalkylerade maximala lagervolymer vid ett och samma tillfälle i E-hallen. Slutsatsen från figur 8.17 ovan är att lagerkapaciteten i E-hallen kan ökas avsevärt. Genom att kombinera alternativ 1 och 3 (som är ett mycket realistiskt alternativ) ökas lagerhållningen från 7,754 hölje till 12,560 hölje, vilket motsvarar en ökning på 60 procent. Vi anser att detta tyder på att lagerytan kan utnyttjas mer effektivt. Vi har gett bevis på att E-hallen skulle kunna utnyttjas mer effektivt. Frågan som återstår att besvara är om ytan trots förändringar klarar av att lagerhålla de volymer som produceras. Se vidare kapitel 8.6.2 nedan.
8.6.2 Utnyttjande av E-hallen - produktionsvolymer För att ge ett svar på denna fråga har vi analyserat september månad år 2004, vilken är den månad som har störst produktionsvolymer under året gentemot Saab. Denna månad valdes för att se hur E-hallen kunde möta de största tänkbara volymer under 2004. Minst tre dagars säkerhetslager har lagts till volymerna. Figur 8.18 nedan beskriver maximala produktionsvolymer av hölje, spoilrar och trösklar som kan komma att lagerhållas under en och samma tidpunkt under 2004. I beräkningar har vi tagit hänsyn till att alla höljen, sekvenshöljen och reservhöljen samt trösklar och spoilrar lagerhålls i E-hallen och vid Påhäng. De större höljena (9.3 fram och bak samt 9.3 Cab och Aero bak samt tillhörande spoilrar och trösklar) har haft tre dagars produktion i lager, medan övriga detaljer har haft en veckas produktion i lager. Vi har således antagit mycket väl tilltagna säkerhetslager. Kalkylerade maximala lagervolymer
År Höljen Spoilrar Trösklar2004 5726 5026 36332005 6374 5632 40432006 7359 6668 42262007 7145 6544 4085
Figur 8.18 Kalkylerade maximala lagervolymer vid ett och samma tillfälle i E-hallen. I nuläget har E-hallen en kapacitet att lagerhålla 7754 höljen, 5580 spoilrar och 1920 trösklar (ej inräknat de lagerplatser som återfinns vid Påhäng). Se figur 8.19 nedan. Detta innebär att E-hallen utan problem har kapacitet att lagerhålla samtliga sekvensartiklar under år 2004 om endast en liten omfördelning av lagerplatser görs (ersätt lagerplatser för höljena med lagerplatser för trösklar).
Sekvensartiklar E-hallen Påhäng Totalt max månadHöljen 7754 864 8618 5726Spoilrar 5880 2520 8400 5026Trösklar 1920 0 1920 3633
Lagrinskapacitet Lackeringen - Nuläge
Figur 8.19 Lagerkapacitet av höljen, spoilrar och trösklar i lackeringsavdelningen.

Problemanalys
78
Under år 2005 - 2007 ökar volymerna betydande för höljen, spoilrar och trösklar (se figur 8.18). Vi kan dock se i figur 8.18 att de maximala produktionsvolymer som kan komma att lagerhållas på en och samma gång aldrig överstiger maximala lagringskapaciteten i lackeringen (E-hallen plus Påhäng) för höljen eller spoilrar (se figur 8.19). I nuläget finns det dock för få lagringsplatser för trösklarna. Detta kan dock ganska lätt avhjälpas genom att göra om lagerplatser för höljen eller spoilrar, som finns i överkapacitet, till lagerplatser för trösklar. Skulle volymerna öka av någon anledning, t.ex. större uttag av Saab eller ökade säkerhetslager, kan lagerkapaciteten i lackeringsavdelningen ökas, förslagsvis genom att kombinera alternativ 1 och 3 (se figur 8.20 nedan). Görs dessa förändringar ökas lagringskapaciteten avsevärt i lackeringsavdelningen. Genom att endast göra om några få lagerplatser, avsedda för höljen, till spoilrar och trösklar har man mer än väl kapacitet för att klara detta flöde (en reservbuffert av lagerplatser för att klara ytterligare över 4000 stycken höljen).
Sekvensartiklar E-hallen Påhäng Totalt Max månad 2004 Max månad 2007Höljen 11210 864 12074 5726 7145Spoilrar 7560 0 7560 5026 6544Trösklar 2880 1920 4800 3633 4085
Lagrinskapacitet Lackering - Efter förändringar
.Figur 8.20 Lagerkapacitet av höljen, spoilrar och trösklar i lackeringsavdelningen efter möjliga förändringar av lagerdisponeringen.
8.6.2 Utnyttjande av ”Huvudlagret” och Tält A I nuläget lagerhålls, som beskrivits tidigare, Sekvensflödet av detaljer i tält A. I det stora Huvudlagret (se Bilaga D) lagerhålls detaljer som tillverkats i Formsprut 1, d.v.s. detaljer som ingår i det Lilla formsprutsflödet (se kapitel 5.1). Detta är alltså artiklar som inte levereras sekventiellt, utan istället tillverkas i större batcher. Dessa detaljer lagerhålls sedan en ”längre tid” relativt sekvensartiklarna. Lagerpersonal uppskattar att detaljerna står ungefär en vecka i detta lager innan utlastning sker. Det rör sig om cirka 600 pallar med detaljer om dagen och cirka 200 trucktransporter. Detta kan jämföras med Sekvensflödets cirka 80 trucktransporter om dagen till tält A. I detta fall står detaljerna dock endast cirka en dag eller två i tältet innan vidare transport sker. Eftersom Sekvensflödet är Plastals viktigaste flöde kan det tyckas anmärkningsvärt att lagerhållning sker i ett tält lång ifrån lackeringsprocessen samt att transporten av ”högförädlade” (i jämförelse med andra Plastalprodukter) produkter också sker utomhus. Nedan i tabell 8.21 görs en jämförelse mellan hur Huvudlagret och tält A disponeras.

Problemanalys
79
KvadratmeterTotal lageryta 4400
Lager 01 utgör 500Lastrutor utgör 610
Utnyttjad lageryta 1400*1 Scania utgör 40% 560
VPV utgör 40% 560Saab utgör 20% 280
*2 "Träkistor" utgör 10% 140*3 Visuellt detekterade "träkistor" 350Utnyttjandegrad (totalt/utnyttjand) 31,8%
Total lageryta 800Lastrutor utgör 70
Utnyttjad lageryta 330Utnyttjandegrad (totalt/utnyttjad) 41,3%
*1 Procentsiffrorna har uppskattats av lagerpersonal*2 "Träkistor" utgör emballage som inte behöver passera id-punkten för bandning*3 Av oss uppskattade siffror
Huvudlager
Tält A
Figur 8.21 Sammanfattning av hur Huvudlagret och tält A disponeras. Av tabellen ovan kan vi dra slutsatsen att det bör gå att omdisponera utnyttjandet utav Huvudlagret. Utnyttjad lageryta för Sekvensen är cirka 330 m2 medan total lageryta är 800 m2. Lagerhållningen av Scania och Volvo PV tar cirka upp 560 m2 vardera, vilket innebär att det finns goda möjligheter att rymma något av dessa flöden i tält A. Än bättre kan vi konstatera att träkistorna tar upp cirka 350 m2, vilket är nästan identisk med den yta som Sekvensflödet kräver. Det skulle vara extra fördelaktigt att lagerhålla träkistor-flödet i ett tält eftersom dessa inte behöver transporteras via Id-punkten för bandning. Det skall dock tilläggas att lagerhållningen utav Sekvensflödet kan kräva lite större truckgångar p.g.a. emballagens storlek. Vi anser, av ovan, att det bör kunna gå att bereda plats i Huvudlagret för sekvensartiklarna genom att flytta lagerhållningen av antingen Scania, Volvo PV eller träkistor, eller en kombination av dessa.
8.6.3 Utnyttjande av Råvarulagret I nuläget utnyttjas extern lagring av råvarumaterial hos Stenkillsson samt lagring av ocertifierat material i tält 2. Detta eftersom råvarulagret saknar kapacitet att rymma all lagerhållning av granulat. Vi anser dock att råvaruhallen utnyttjas tämligen begränsat eftersom här helt saknas lagerhyllor. Istället lagerhålls allt granulat på marken. Det planerade införandet av fyra silos (se vidare kapitel 9) kommer emellertid att frigöra yta. Vi anser att man bör kunna utnyttja råvaruhallen bättre eftersom det är högt i taket, vilket gör att lagerhållning även på höjden avsevärt skulle kunna öka lagringskapaciteten. I figur 8.22 nedan görs en sammanfattning av konsekvenserna för införande av hyllplan för att öka lagringskapaciteten i råvaruhallen.

Problemanalys
80
Råvaruhallen - NulägeTotalt antal oktabiner 187
StenkilssonsUngerärligt antal oktabiner - Stenkilssons 30Ungefärlig årlig kosnad - Stenkilssons 130 000 kr
Inför hyllplan längs med väggarTotalt antal oktabiner 230
Resultat införande av hyllplan längsmed väggarÖkning av antal oktabiner 43Ungerärligt antal oktabiner - Stenkilssons 0Ökning av antal oktabiner - procent 23,0%Minskade årliga kostnader för extern lagerhållning 130 000 kr
Råvarulagring
Figur 8.22 Sammanfattning av dagens råvarulagring samt resultatet av införande av hyllplan längs med väggar för att öka lagerytan. En utökning av lagerhållningen i råvaruhallen skulle således kunna leda till att den externa lagerhållning, hos Stenkilsson, minimeras och att granulat (t.ex. ocertifierat material) som temporärt lagerhålls utomhus eller i tält 2 kan tas in i hallen. En sådan utveckling skulle vara gynnsam bl.a. av följande två anledningar; kostnader för extern lagerhållning minimeras samtidigt som flexibiliteten ökas för såväl planering som produktion.
8.7 Kapitalbindning Vi anser att det finns betydande kapitalbindning i såväl Råvarulagret som i E-hallen. E-hallen - I normala fall (tidigare under hösten 2003) lagerhölls endast sekvenshöljen i E-hallen, d.v.s. inga reservhöljen, spoilrar eller trösklar. Inte heller var det helt klar var säkerhetslagret av höljen stod, i Simrishamn eller Uddevalla? Trots dessa faktorer upplevdes E-hallen med tillhörande lagring vid Påhäng som alldeles för liten. Under september, oktober och november månad år 2003, var produktionsvolymerna cirka 18,000 bilar per månad, vilket är i samma storleksordning som max månaden för 2004. Tidigare under året har produktionsvolymerna varit runt 13,000 bilar. Det har förekommit klagomål om att E-hallen har varit för liten en längre tid, trots att det varit:
• Lägre produktionsvolymer. • Tidigare endast lagerhållning av höljen i E-hallen.
Vi har nu emellertid kunnat konstatera att E-hallen har kapacitet att lagerhålla den maximala volymen av höljen samt även reservhöljen, spoilrar och trösklar under år 2004. Det är därför svårt att dra någon annan slutsats än att alldeles för stora säkerhetslager har hållits. Detta har i viss mån bekräftats under våra intervjuer med personalen i produktionen som menat att det finns detaljer som stått veckor i E-hallen. Många höljen har också fått maskeras om eftersom de stått så länge att maskeringstejpen släppt. Vi uppskattar att lagerhållning därför har varit/kan vara 20-40 procent för stor. Detta resulterar i att kapital binds i ”onödigt” stora säkerhetslager och att för mycket lageryta används till fel detaljer. Råvarulagret - Planeringen utav hemtagningen av råmaterial till Sekvensflödet (framförallt höljeproduktionen) sker inte med hjälp av planeringsrutiner i Movex. Planeringen utav hemtagningen sker istället mycket på känsla (se kapitel 7.5). Någon optimeringsrutin som tar hänsyn till transportkostnader, interna och externa lagringskostnader används inte. Vi anser det därför vara mycket troligt att kapital binds i ett för stort råvarulager. Rapporteringen av

Problemanalys
81
uttag av råmaterial till Formsprut 1 bidrar också till för stora lager. Detta eftersom det kan stå oktabiner med råmaterial vid de små formsprutorna i Formsprut 1 långt innan det ska användas. Råmaterialet har dock redan bokats ut ifrån lagersaldot, vilket gör att hemtagning ofta sker tidigare än nödvändigt. Nedan ses lagerutvecklingen av råmaterial under år 2003.
100 PLASTMATERIAL
0
2 000
4 000
6 000
8 000
10 000
12 000
Lage
r 01
Lage
r 02
Lage
r 03
Lage
r 04
Lage
r 05
Lage
r 06
Lage
r 08
Lage
r 09
Lage
r 10
Lage
r 11
Lage
r 12
Lage
r 01
Lage
r 02
Lage
r 03
Lage
r 04
Lage
r 05
Lage
r 06
Lage
r 08
Lage
r 09
Lage
r 10
Lage
r 11
Lage
r 12
Värd
e kk
r lag
er, i
nköp
t, fö
rbru
knin
g
0,0
5,0
10,0
15,0
20,0
25,0
30,0
(Mån
aden
s fö
rbru
kade
vär
de /
Utg
åend
e la
gerv
ärde
)
LagervärdeInköptFörbrukatLageromsättning
Figur 8.23 Utveckling utav inköpt och förbrukat råmaterial samt lagervärde i kkr under år 2003. I figuren ses även lageromsättningshastigheten. Av figur 8.23 ovan kan vi se att det genomsnittliga lagervärdet i råvaruhallen är cirka fyra miljoner kronor. Detta kan jämföras med en genomsnittlig inköpskvantitet per månad till ett värde av cirka sju miljoner kronor. Tolkar man det genomsnittliga lagervärdet som ett sorts säkerhetslager innebär det att säkerhetslagret utgör cirka 70 procent av det totala inköpta värdet under månaden. Ett sätt att minska säkerhetslagret är att skapa effektivare och mer optimala rutiner för planering utav hemtagning av råmaterial. Ett annat sätt att minimera kapitalbindningen är att låta leverantören stå för medparten av kostnaden genom att lagret konstrueras som ett konsignationslager. Under vårt besök på Collins & Aikman (se Bilaga C) kunde vi konstatera att så var fallet hos dem. I Plastals fall bestäms ofta granulatsort och leverantören av kunden, vilket dock kan tänkas försvåra en sådan utveckling.
8.8 Organisatoriskt Vi anser att en förutsättning för att få ett väl fungerande materialflöde är en organisation som har viljan och resurserna att pådriva ständiga förändringar. Vi uppfattar Plastals organisationen som tämligen funktionellt orienterad där varje avdelning sköter sitt. Individer inom en viss funktion har begränsad kunskap kring andra avdelningar och funktioners möjligheter och problem. Det kan ibland tyckas att många individer har en tämligen låg ansvarskänsla för områden som de anser ligga utanför deras ordinarie arbetsuppgifter. Vi anser att det verkar finnas ett visst motstånd till förändringsarbete inom organisationen. En bidragande orsak till detta kan vara den höga medelålder bland anställda i kombination med många års arbete inom organisationen, vilket kan ha lett till att invanda mönster kan vara svåra att bryta upp. En annan orsak anser vi vara de många projekt, som krävt resurser från
Problemanalys
82
anställda inom organisationen, och som ofta ”runnit ut i sanden”. Dessa faktorer är naturligtvis hämmande för flödet som går genom samtliga avdelningar och ansvarområden. Inte sällan tappar personalen ansvarskänsla efter det att man utfört sin ”uppgift” och i vissa fall förekommer det dubbelarbete. Nedan ges exempel på hur materialflödet påverkas:
• Låg ansvarskänsla för WGL-truckarna leder till stopp och till att de skickas fel,
vilket leder till att flödet stoppas upp. • Skickar detaljer och emballage felaktigt inom fabriken. • ”Kontroll” av detaljer sker såväl vid Formsprut som Id-punkten. • Dålig koordinering mellan truckskift leder till att fel mängder emballage och
granulat körs fram till maskinerna. • Förekommer i vissa fall oklarheter vem som skall ansvara för vissa funktioner.
T.ex. vem ska hämta racks och kassetter uppe vid tält B? Vi anser att företaget hade varit mer förtjänt av ett mer flödesorienterat synsätt där de interna ”murarna” rivs. Detta kan uppnås genom att poolgrupper upprättas och att horisontella ansvarområden skapas, d.v.s. ansvarsområden som sträcker sig längs hela flödet istället för som idag endast ha vertikal indelning, d.v.s. ansvarsområden utifrån processteg.
8.9 Affärssystem Företaget har valt att satsa på ett avancerat affärssystem, nämligen det av Intentia utvecklade Movex. Detta innebär att Plastal har förutsättningar för att skapa ett väl fungerande informationssystem. Vi anser dock att Movex inte har fått det genomslag som vore önskvärt. Vår tolkning är att den allmänna uppfattningen bland personalen är att det förekommer felaktigheter i Movex, t.ex. felaktigheter i lagersaldon, vilket leder till en viss skepsis och misstro till dess funktionalitet och till att systemet inte utnyttjas fullt ut, vilket ytterligare försvårar problematiken. Vi anser att personalen inte är tillräckligt medveten om vikten av korrekt grunddata i systemen, vilket säkerligen bidrar till att noggrannheten vid t.ex. inrapportering minskar. Eftersom en stor del av rapporteringen sker manuellt får detta stora konsekvenser för validiteten på grunddata. En av Movex huvuduppgifter är att användas som ett planeringsverktyg för produktionen. Idag används systemet inte alls för planeringen av produktionen eller hemtagning av råmaterial som ingår i Sekvensflödet. Dessa båda funktioner görs istället i sidosystem, t.ex. i Excell, och mycket på rutin och känsla (se kapitel 7.4. och 7.5). Vikten av leveranssäkerhet gentemot Saab, svårigheter såsom produktionsstopp, verktygshaverier och fluktuerande kassationer bidrar också till en viss osäkerhet. Eftersom en omfattande och komplex produktion ska planeras anser vi att det är föga troligt att denna planering görs optimalt, detta p.g.a. ovan nämnda orsaker. Det är därför rimligt att anta att betydande kapital binds i såväl råvarulager som mellanlager i onödan, vilket indirekt ökar materialhanteringen. En viktig orsak till varför Movex inte används i den utsträckning som det borde är den bristfälliga grunddata som finns i systemet, inte minst dess lagersaldon. Vår mening är att de problem som finns kring Movex och dess grunddata medför att betydande resurser från personalen läggs på att ”endast” få den dagliga verksamheten att fungera, t.ex. genom inventeringar. Resurser som istället borde läggas på att försöka optimera och göra verksamheten effektivare på lång sikt.

Problemanalys
83
8.10 Rapportering Dagens rapporteringssystem är långt ifrån ett realtidssystem. Rapportering i de olika produktionsstegen sker istället vid skiftbyte eller i vissa fall efter en viss batchkörning. I flertalet fall görs rapporteringen inte av den personal som är ansvarig för själva produktionen utan istället lämnas uppgiften för rapportering till det kommande skiftet eller till en annan grupp. I princip kan detaljer hinna gå igenom hela produktionskedjan och lastas på lastbil för transport till Uddevalla innan Formsprut har inrapporterat sin produktion. För att komplicera saken ytterligare kan t.ex. Utlast ha rapporterat innan Formsprut, vilket i sin tur skulle kunna innebära att lagersaldot blir negativt. Eftersom det saknas kontinuitet och utstakade regler för när och hur rapportering skall ske uppkommer en situation där felaktiga lagersaldon uppstår och där den data som rapporteras omöjligen kan användas i den operativa dagliga planeringsverksamheten. De stora tidsmässiga fördröjningarna i rapporteringen gör att de endast kan användas för efterkontroll. I våra ögon är det en mycket stor brist att det inte sker någon rapportering i mellanlager, varken på vad som går in i mellanlagren eller vad som tagits ut. Detta innebär att man saknar en realistisk kontroll över sina lager, vilket resulterar i onödiga inventeringar, svårigheter att finna och spärra detaljer, försvårad produktionsplanering, minskad flexibilitet för omställningar i produktionen och därigenom ökad materialhantering och för stora lager. Effekter som alla leder till att kostsam tid åsidosätts för att få den dagliga verksamheten att fungera, istället för att öka effektiviteten och lönsamheten långsiktigt.
8.11 Flexibilitet och anpassningsförmåga Vi anser det nödvändigt för en organisation som Plastal att kunna möta oförutsedda förändringar såväl internt som externt. En viktig förutsättning är att organisationen inte förlamas om ett visst personalbortfall skulle ske. Det finns en stor grupp inom Plastal som har arbetat på företagen en längre tid och deras rutin och erfarenhet har blivit viktiga för att ha en fungerande och någorlunda effektiv planering och produktion med tillhörande materialflöde. Råvarulagret är t.ex. starkt förknippat med en persons kunskap kring dess organisation. Det saknas t.ex. bestämda lagerplatser för formsprutsverktyg samt bestämda lagerplatser i de flesta lager (inte Huvudlagret) vilket gör att flödet är beroende av att truckförare och att personalen har rutin och kunskap om var saker och ting finns. En stor del av det planeringsmässiga arbetet för produktionen samt hemtagning av råvaror utförs av individer som utför sitt arbete mycket på rutin och erfarenhet. De använder sig t.ex. av system som är mer eller mindre individuellt utformade. Vi anser att beroendet av specifika individers kunskap bör minimeras, istället bör man införa rutiner (t.ex. bestämda lagerplatser och rapporteringssystem) och stödjande informationstekniska hjälpmedel (t.ex. planerings- och beställningsverktyg) som underlättar arbetet för personalen och minimerar individuellt hållen kunskap. Vi bedömer att det finns stora risker och ineffektiviteter i dagens materialflöde som härstammar från ovanstående resonemang.
8.12 Effektivt flöde Vår målsättning har varit att skapa ett flöde som precis som vattnet i bäcken sakta och jämt rinner fram på enklast möjliga sätt och med minimalt utnyttjande av resurser. Varje förslag som presenteras i kapitel 10 står på ”egna ben” men utgör trots detta pusselbitar i en större helhet. Hur denna helhet byggs upp återkommer vi till i kapitel 10 men vi börjar här med koncist redogöra för de tankar som utgjort grogrunden för våra förslag

Problemanalys
84
Vi har i vårt arbete för att skapa ett effektivare sekvensflöde utgått från figur 8.24 och 8.25 (se avsnitt 3.9). Figur 8.24 Schematisk bild över förenklingsprocessen. Figur 8.25 Schematisk bild över hur vi anser materialflödet i största möjliga mån bör se ut. Förenkla - Vår utgångspunkt vid skapandet av ett effektivt materialflöde genom fabriken är att allt material ska komma in i anläggningen på ett ställe och därefter följa ett så rakt produktions/materialflöde som möjligt för att slutligen lämna densamma på ett ställe. Detta för att i så stor utsträckning som möjligt se till att trucksträckorna minimeras och ett enkla flödesvägar kommer till stånd. Plastal förlitar sig i dagsläget på att transporterna ska ske med manuella truckar vilket gör att antalet mantimmar i produktionen är tämligen högt. Vår analys visar att man har cirka 22 000 kontrakterade trucktimmar per år i sekvensen medan endast cirka 2600 går att hänföra till effektiva transporter. Det gäller alltså att i så stor utsträckning som möjligt övergå till automatiserade transporter. Då detta är fastställt gäller det att ta bort olika typer av hinder såväl fysiska som sådana som beror på bristande kommunikation längs vägen för att se till att inga inskränkningar hämmar produktions- och materialflödet. Denna typ av begränsningar leder till att trycket ökar vilket gör att alla moment måste utföras snabbare utan att man för den sakens skull ökar utflödesvolymen. Kommunicera och automatisera – Förbättrad intern kommunikation via truckdatorer och tillförlitliga rapporteringssystem är t.ex. lösningar på hinder som har med kommunikation att göra. Användning av distributionssystem av granulat till formsprutorna istället för manuella
Kommunicera/ Automatisera
Integrera/ Synkronisera
Förenkla
UTEGÅRD
OMKLÄDN HERR
SNIC
KER
I
OMKLÄDN DAMREP. och
UNDERHÅLL
HUVUDLAGER
SKÄRMTAK
ID-PUNKT
RÅVARULAGER TÄLT 2
VTG-VERKSTADSPRUT
FORMSPRUT 2
FORMSPRUT 1
KALLAGERKROSSEN
MONTERING
MASKERING
FORMLAGERFIXTUR
UTEGÅRD
MOTPROVER
PROD REV
PROVLACKERINGTVÄTT
FORMVERKSTAN
MÄT-RUM LAB
MELLANLAGER LACK
UV-LACKLACKTORG
SPRIMAG
SUPERLINE
PACKENSUPERLINE
FÄRG
SPILL
3151
2001
154 421
654 501
502
1003
353652 803
1004423
424
422
1005
2301
2302
2151
LAGER -01TVÄTTHÄNGE
LACKERING
PUMPRUMSUPERLINE
ÅTE
RVINN
ING
LÖSN
. MEDE
L
CO2
RECEPTION
FABIK I SIMRISHAMNPLAN 1SKALA: 1:1300
SPS
Cyklar
3201
FÄRG-LAGER
TÄLT 1
1006
TÄLT B TÄLT A
152
655
425
1602
61
802
E-hallen
4001
UT
IN

Problemanalys
85
laddningen är exempel på automatisering. Ett annat exempel är utnyttjande av WGL-truckar istället för manuella truckar. Integrera och synkronisera – Integrera handlar om att riva de funktionella murar och den vertikala ansvarsindelning och istället bygga upp ansvarsområdena utifrån flödet, d.v.s. horisontella ansvarsområden. Detta för att de anställda lättare skall får en överblick över hur en viss förändring får konsekvenser för det interna flödet. Synkronisera handlar om att genom intimare samarbete med leverantören, via te.x. konsignationslager sänka kapitalbindningen.


Internt framtagna förbättringsåtgärder
87
9. Internt framtagna förbättringsåtgärder I detta kapitel presenterar vi de stora förbättringsåtgärder som internt har kommit upp och satts igång under projektets gång. Syftet är att analysera dem för att se om de är i linje med de förbättringsåtgärder som vi själva avser att presentera. På Plastal bedrivs ett kontinuerligt arbete för att förbättra den interna logistiken och därtill hörande processer. Detta arbeta har naturligtvis även pågått under hösten och lett till att en del förändringar föreslagits. Då dessa förbättringsförslag är planerade att genomföras under år 2004 har vi i vårt arbete och de förslag vi utarbetat antagit att dessa förändringar skall genomföras. De internt föreslagna förändringarna som är planerade att genomföras under år 2004 är:
• Maskeringen flyttas till E-hallen. • Bestämda lagerplatser införs i E-hallen. • Spoilrarna och majoriteten av trösklarna flyttas från Mellanlager lack till E-hallen. • Fyra silos för lagring av granulat kommer att placeras i Råvaruhallen.
Fyra förslag som vi bedömer vara helt i linje med ett effektivare och mer rationellt materialflöde. Maskeringsflytten kommer att medföra ett mycket enklare flöde och mindre onödiga trucksträckor. Det är samtidigt en mer logisk placering då maskering är en operation som direkt föregår lackering och därmed bör ligga i dess närhet. Bestämda lagerplatser i E-hallen kommer att vara organisatoriskt och planeringsmässigt fördelaktigt då det med stor sannolikhet kommer att medföra bättre kontroll på vad som lagras i detta lager. Det torde också medföra att spårning av spärrat material, d.v.s. material som är inkurant, underlättas. Införskaffandet av fyra silos är ett sätt att försöka lagerhålla så mycket som möjligt av materialet internt och på så sätt minska extern lagring på Stenkilsson. Det är även ett första steg mot upprättande av konsignationslager då det är tänkt att leverantören ska ombesörja att silosarna alltid har en adekvat mängd granulat.


Uppsatsens förbättringsåtgärder
89
10. Uppsatsens förbättringsåtgärder I detta kapitel presenterar vi de förbättringsåtgärder som vi har arbetar fram med utgångspunkt från det material som presenterats. Syftet är att belysa hur dessa förbättringsförslag kommer möjliggöra för Plastal att skapa förutsättningar för en mer rationell materialhantering. Vi har i vårt arbete på Plastal identifierat en rad problemoråden. Inte sällan hör flera problem samman. Däremot har vi i vårt arbete för att lösa dessa problem försökt utveckla lösningar som går att genomföra var för sig men även i kombination med varandra. Mot bakgrund av att allt förbättringsarbete bör genomföras i steg anser vi detta vara korrekt både konceptuellt och ur ett mer ekonomiskt perspektiv. Det står alltså företaget fritt att själv botanisera bland lösningsförslagen och avgöra i vilken ordning dessa bör genomföras. Naturligtvis är det så att vissa kombinationer leder till synergier men hur denna samverkan ser ut kommer vi redogöra för senare.
Vi presenterar förbättringsförslagen genom att börja vid flödets början och går därefter framåt genom produktionskedjan.
Figur 10.1: Schematisk bild över vilket område som förbättringsförslagen framförallt adresserar.
10.1 Inför hyllplan i Råvaruhallen Nuläge - I dagsläget får inte allt beställt material plats i Råvaruhallen. Detta beror på att hemtagning av material oftast sker genom att beställa full bil vid leverans. Lösningen på detta är i dagsläget att man utnyttjar Stenkilssons lagerhotell som ligger några hundra meter bort. Här lagerhålls cirka 30-40 ton, till en kostnad av cirka 130 tkr årligen. Till viss del kommer denna kostnad förmodligen att reduceras i och med införandet av silos.
Förslag - Förslaget går ut på att införa hyllplan med tre våningar längs väggarna i Råvaruhallen (se Bilaga J).
Resultat av förslag - Förslaget innebär att man ökar lagerytan med cirka 40m2. Detta möjliggör för företaget att ta hem de cirka 30 ton som förvaras externt. Genom hyllplanen borde även plats kunna beredas, inomhus, för att förvara material som levererats men som inte certifierats och som idag mycket olyckligt förvaras i tält 2 eller i vissa fall utomhus. Den totala kostnadsreduceringen bör kunna uppgå till 130 tkr årligen.
Förslag 1
Förslag 2
Förslag 3
Förslag 4
Förslag 5
Förslag 6 Förslag 7
Förslag 8
Förslag 9
Förslag 10
Förslag 10
Förslag 11
Förslag 12
RVL E-Hallen Mask- ering
Form- sprut Lack Lager

Uppsatsens förbättringsåtgärder
90
Genom detta förslag sänks även ledtiden vad gäller material. Idag tar det en dag att få ner material från Stenkilssons lagerhotell till Råvaruhallen Det skapas vidare, även högre flexibilitet för byte av material när all förvaring sker internt.
Investering - Det krävs investeringar i hyllplan och eventuell förstärkning av golvet i Råvaruhallen.
SWOT
Styrkor - Stor kostnadsreduktion - Ökad flexibilitet vid materialbyte
Svagheter - Golvet i råvaruhallen måste förstärkas - Ökad administrativ kontroll av lagret
Möjligheter - Minimerat behov av extern lagring - Ocertifierat material kan förvaras
inomhus - Kortare leveransledtid för material - Förenklad planering
Hot - Bristande motivation
10.2 Inför konsignationslager i Råvaruhallen NuIäge - I dagsläget binds mycket kapital i råvarumaterial. I Råvarulagret binds cirka 7 mkr. Man använder sig av ett säkerhetslager som motsvarar ungefär 60-70 procent av inköpt material under en månad, vilket alltså motsvar cirka 4 mkr. Hemtagningen av material sker inte på ett optimalt sätt, p.g.a. att det saknas optimeringsrutiner som tar hänsyn till transportkostnader kontra interna och externa lagringskostnader. Det kan även förekomma råmaterial som bokats ut från lagersaldon i förtid trots att det inte använts i produktionen (materialet står då placerat jämte formsprutorna i Formsprut 1 i väntan på användning). Tillsammans anser vi att detta leder till för stora lager och att mycket kapital binds i råvarumaterial alldeles i onödan.
Förslag - Förslaget går ut på att hela råvarulagret ,dvs inte bara det material som ska förvaras i silos, görs om till ett konsignationslager genom förhandling med kunder och leverantörer.
Resultat av förslag - Genom att leverantören äger lagret binds mindre kapital samtidigt som betydande administrationskostnader kan reduceras. Vi anser att man bör kunna eliminera kapitalbindningen i säkerhetslagret, d.v.s. frigöra cirka 4 mkr (se kapitel 8.6). De faror och svårigheter som det innebär att planera och beställa hem material från leverantörer med fem dagars ledtid minimeras också.
Investering - Ingen fysisk investering krävs. Krävande förhandlingar med kunder och leverantörer kan bli nödvändigt.
SWOT
Styrkor - Lägre kapitalbindning - Lägre administrationskostnader
Svagheter - Ingen intern kontroll av
beställningsprocessen
Möjligheter - Ökad flexibilitet - Kortare leveranstid
Hot - Fördelarna med lägre kapitalbindning
reduceras av högre kostnader för råmaterial

Uppsatsens förbättringsåtgärder
91
10.3 Inför distributionssystem av granulat till samtliga formsprutor i Formsprut 1 Nuläge - Till de stora formsprutmaskinerna har man i dagsläget installerade rörsystem som distribuerar granulatet till maskinerna genom att oktabiner med granulat kopplas in till systemet från Råvaruförrådet. Till de mindre maskinerna i Formsprut 1 har man emellertid inget motsvarande system varför en truckförare manuellt måste betjäna varje maskin med material. Detta leder bl.a. till omfattande och onödigt truckarbete och att det blir mycket trångt kring maskinerna. Här skall ju förutom råvaran även ny råvara för kommande körningar placeras och emballage med färdiga produkter samt torkningsmaskiner för granulatet.
Förslag - Det här förslaget går ut på att ett rör-distributionssystem byggs till samtliga maskiner och därmed skapas ett helautomatiserat materialflöde även i denna del av fabriken.
Resultat av förslag - Betydande yta frigörs i anslutning till de små maskinerna vilket kommer att underlätta för bl.a. förberedande av verktygsbyten och borttagning av fulla emballage. Utnyttjandet av WGL-truckar kan samtidigt ökas då plats frigörs. Behovet av materialservicepersonal minimeras samtidigt som trucktransporterna från Råvarulagret elimineras. Uppskattningar tyder på att en tjänst per skift kan reduceras, vilket rör sig om kostnadsbesparingar på minst 0,9 mkr om året. Då har man dock inte tagit hänsyn till de kostnadsbesparingar som kan hänföras till den frigjorda yta som uppkommit, det ökade utnyttjandet av WGL-truckar samt minskad manuell trucktrafik. Vidare är det så att de som beställer råvarumaterial ser den exakta förbrukningen och därmed underlättas planeringen för hemtagning av material och risken för förtidiga beställningar minimeras. Vi bedömer att man kan frigöra 0,1 mkr genom att hemtagningsrutinerna förenklas.
Investering - Det krävs att man investerar i ett rörsystem vilket uppskattningsvis kostar 1,5 miljoner kronor enligt teknikansvarige på företaget.
SWOT
Styrkor - Stor kostnadsreduktion vad gäller
personal - Frigjord yta - Minskad manuell trucktrafik
Svagheter - Personal kanske behöver friställas
Möjligheter - Kortare ledtid för material som skall
till maskin - Minde kapitalbindning - Ökat utnyttjande av WGL-truckar
Hot - Stor investering
10.4 Inför förvärmningsutrustning till de stora verktygen Nuläge - Ställtiderna för formsprutorna är i nuläget förhållandevis långa och kassationssiffrorna för de initiala körningarna höga.
Förslag - Vårt förslag går ut på att man investerar och inför förvärmningsstationer för verktygen till de stora formsprutorna. Stationerna/stationen bör ligga i de stora formsprutornas närhet eftersom verktygen är mycket otympliga att flytta. Förslaget går således ut på att sänka

Uppsatsens förbättringsåtgärder
92
ställtiderna för formsprutorna (även minska kassationssiffrorna), vilket vi anser är viktigt mot bakgrund av att vi önskar reducera lagret innan lack och begränsa hur stora serier som kan tillverkas i formsprut (se förbättringsförslag 6). Så väl Plastal Arendal (se Bilaga A) som Collins & Aikman (se Bilaga C) använder förvärmningsstationer i stor utsträckning.
En omfördelning av dagens placering utav verktyg till formsprutorna görs så att förvärmningsstationerna placeras i formsprutornas absoluta närhet medan verktyg sedan placeras längre och längre bort från formsprutorna med sjunkande användningsfrekvens. Ett av de interna förbättringsförslagen var att flytta Maskeringen till E-hallen. Detta kommer innebära att den yta där man idag maskerar kommer friläggas, vilket således kan användas för förvaringsplats av verktyg.
Resultat av förslag - Vår bedömning är att man skulle kunna sänka ställtiden för verktygsbyten tills att produktionen går igång med 15-30 minuter genom införandet av förvärmningsstationer. Genom reducerade ställtider skapas ett mer jämt produktionsflöde, möjlighet att nå lönsamhet i kortare serier mindre PIA (produkter i arbete) och bättre maskinutnyttjande.
Investering - Investeringar måste göras i förvärmningsstationer samt eventuellt förstärka golvet i maskeringshallen om man väljer att förvara verktyg till formsprutorna här. Ny yta på cirka 75m2 måste frigöras för att göra plats för stationerna.
SWOT
Styrkor - Ställtiderna i reduceras med mellan
17-33 procent
Svagheter - Svår att placera nära formsprutorna
Möjligheter - Bättre lönsamhet i mindre serier - Mindre lager i E-hallen - Bättre maskinutnyttjande - Jämnare flöde
Hot - Investeringskostand i utrustning
10.5 Låt transport mellan Formsprut och E-hallen skötas av WGL-truckar
Nuläge - Idag så förekommer en omfattande manuell trucktrafik på Plastal. Som synes i figur 8.3 och figur 8.4, se kapitel 8.2, så har den manuella trucktrafiken de senaste tre åren stigit med 28 procent medan trucktrafiken på WGL-truck minskat med 30 procent.
Detta är en utveckling som drivits av det faktum att mer och mer av höljeproduktionen sker på kassett medan vagnutnyttjandet minskat. Idag så klarar WGL-truckarna inte av att transportera emballagetypen kassett. Detta beror inte på den tekniska prestandan på WGL-trucken utan på att två kassetter som är 1,6m x 2,4m inte klarar att mötas utmed nuvarande slingersträckning. Möte är i dagsläget nödvändigt då man har två typer av kassetter, en typ som används internt (stål) och en som används externt (aluminium).
Förslag - Förslaget går ut på att hela flödet mellan Formsprut och Lackering/Maskering ska skötas med WGL-truckar. Alltså inte bara spoilrar, trösklar och höljen på vagn utan även höljen på kassett.

Uppsatsens förbättringsåtgärder
93
Det är emellertid en del förutsättningar som måste uppfyllas för att det ska bli möjligt att låta WGL-truckarna svara för flödet. Dessa listas nedan:
• Externa och interna kassetter skiljs inte åt.
• Tält B flyttas till råvarugården.
• Lackmaterial, som idag lagras i tält B, flyttas till Mellanlager lack.
• Det inrättas en emballagetvätt i anslutning till tältets nya lokalitet.
• Lastbilen står för transport av såväl kassetter som racks (se även förslag 9).
• Skapar ökat ansvarsmedvetandet för WGL.
Det är enligt vårt menande fullt möjligt att inte skilja på kassetterna. Det är naturligtvis så att stålkassetterna är mer robusta än motsvarigheten i aluminium men då företaget har nära 2000 kassetter blir den andel tid som aluminiumkassetterna är inne i produktionen inte så stor att skillnaden i material borde komma att leda till ökade reparationskostnader. Skall nya kassetter införskaffas eller ersättas förordar vi emellertid att nya stålkassetter köps in eftersom dessa förutom att vara robustare även är billigare. Det finns ingen anledning att använda sig av emballagetypen vagn i framtiden. Den tar färre höljen och utformningen av tillhörande ställage i E-hallen leder till att artiklarna kan låsas in och bli stående i veckor. Tält B som idag bl.a. inhyser tomma externa kassetter (även överflödiga interna kassetter), som lossats av lastbil från Uddevalla, kan vid upphörandet av distinktionen externa och interna kassetter flyttas till råvarugården. Lastbilen lämnar alltså precis som med racksen (se förslag 9) alla tomma kassetter där flödet börjar. Det blir emellertid nödvändigt att inrätta en emballagetvätt på råvarugården eftersom kassetter enligt detta förslag även kommer att skickas till Uddevalla och därmed troligen utsättas för mer nedsmutsning under transporterna.
När dessa förändringar gjorts är all ”mark beredd” för att skapa WGL-automatiserade transporter mellan Formsprut och Lackering. Det finns emellertid två olika sätt att genomföra detta på: Alt 1- Trucktrafiken dirigeras enligt nuvarande slingersträckning med justeringar i svängarna. Eftersom vi inte skiljer på externa och interna kassetter så kommer det inte att förekomma några krockande materialflöden i fabriken. En tom WGL-truck kommer dock att gå tillbaka till Formsprut samma väg som den kom. WGL-trucken kan dock utan vidare möta en annan WGL-truck lastad med en kassett med höljen. En del slingerjusteringar kan emellertid bli nödvändiga i svängarna för att klämrisken skall elimineras.
Alt 2- Trucktrafiken enkelriktas Ett annat sätt är att låta enkelrikta trucktrafiken. Detta leder naturligtvis till att sträckan varje truck måste gå blir längre, men de beräkningar vi gjort visar på att höljeproduktionen utan vidare kan betjänas med endast en WGL-truck. Då ska det kommas ihåg att anläggningen har åtta stycken.
Uppsatsens förbättringsåtgärder
94
Oavsett vilket alternativ som används kommer fabriken att bestå av två WGL-flöden. Ett som, nyss beskrivits, går från Formsprut till Lackering, d.v.s. Sekvensflödet. Det andra flödet är det som kommer att betjäna Id-punkten i Huvudlagret med artiklar som inte skall lackeras, d.v.s. artiklar från Formsprut 1 (”Det Lilla formsprutflödet” se kapitel 5.1). I det sist nämnda flödet kommer även i fortsättningen, jämte WGL-truckar, manuella truckar att användas eftersom dessa ändå tvingas betjäna maskinerna med material och dylikt. Eftersom vi nu således har erhållit ett helautomatiserat flöde mellan Formsprut och Lackering är det naturligtvis viktig att ansvarsmedvetandet för WGL-truckarna ökar. Idag saknas detta delvis och en WGL-truck kan ofta bli stillastående i tiotals minuter innan den betjänas. Eftersom vi har två flöden är det lämpligt att måla WGL-truckarna i två olika färger för att minimera risken för att Sekvensflödet står utan truck.
Resultat av förslag - Personskaderisken minskar vilket är en faktor som kanske är viktigare än någon annan parameter. Fabriksgolvet är inte helt jämt viket normalt sett inte har någon betydelse men när vi kommer upp i de hastigheter som en erfaren truckförare kör i kan detta få inverkan. Ojämnheterna kan få lasten att hoppa till vilket kan leda till transportkassationer. Detta undviks genom att skapa ett automatiserat flöde. Företaget sparar cirka 657 trucktimmar 2004 vilket sedan stiger de efterföljande åren vilket vi värderar till en kostnadsreduktion på 329 tkr för 2004, 347 tkr för 2005, 384 tkr för 2006 och 373 tkr år 2007. Lösningen innebär alltså således odiskonterat en besparing på ungefär 1 400 tkr de närmsta fyra åren vilket av allt att bedöma är en försiktig uppskattning. Vi har i samförstånd med handledare antagit ett pris på 500 kr per effektiv trucktimme och då ingår alla kostnader såväl hyr som personalkostnad.
Lösningen innebär vidare att vi slipper krockande flöde av material. De manuella truckarnas hjul drar vidare upp smuts, gummistoft, (varför dessa ej får köra in i lackeringsavdelningen där speciella lacktruckar opererar), en effekt som också minimeras. Lacken hålls skyddad genom en sluss utanför vilken materialet måste lämnas för att sedan hämtas av en lackeringstruck. WGL- truckarna får däremot köra in direkt till Lackeringsavdelningen varför förbättringsförslaget även leder till minimerad slusshantering.
Investering - Det krävs investering i form av omfräsning i vissa av svängarna längs den flödesbana som WGL-truckarna följer. Detta för att tillgodose att klämrisken elimineras. Detta är emellertid ingen stor investering i förhållande till den besparing som förslaget innebär. Företagets nuvarande WGL-truckar ägs helt av företaget och de är dessutom helt avskrivna vilket ökar förtjänsterna ytterligare. Naturligtvis ska företaget inte långsiktigt förlita sig på dessa gamla WGL-truckar men vi föreslår att man börjar med dessa och sedan i takt med att de slits ner ersätter dem med nya hyrda autopiloter vilket är en modern typ av WGL-truck.

Uppsatsens förbättringsåtgärder
95
SWOT
Styrkor - Stor kostnadsreduktion
Svagheter - Mindre flexibilitet - Ökade underhållskostnader
Möjligheter
- Jämnare flöde - Minskad personskaderisk - Undviker krockande flöde av material - Slipper slusshanteringen
(Lackeringstrucken behöver aldrig köra utanför ”lacken”
Hot - Mindre flexibilitet
10.6 Konstruera E-hallen i enlighet med FIFO-principen. Nuläge - Idag fungerar inte FIFO-principen i E-hallen. Detta leder bl.a. till sämre genomströmning av detaljer vilket gör att detaljer smutsas ner samt till att vissa maskerade artiklar får stå så länge att maskeringstejpen lossnar varpå ommaskering måste ske. Grunden för att lyckas med FIFO har lagts i och med skapandet av särskilda lagerplatser (se kapitel 9). Det krävs emellertid att lagret även minskas för att möjliggöra så att trucken kan lasta bakifrån och hämta framifrån. Vi har gjort beräkningar som visar på att det teoretiskt skulle vara möjligt att minska detta mellanlager (se kapitel 8.7) för att därigenom möjliggöra att lagerytan disponeras om så att FIFO-principen kan införas (se Bilaga K).
Förslag - Varje artikel tilldelas bestämda lagerplatser. Ett system utarbetas som möjliggör att Formsprut inte får producera förrän lagernivån har sjunkit till en viss nivå. På detta sätt skapas en hybrid mellan Kanban och traditionell planering. Förslaget bygger således vidare på att man internt valt att skapa specifika lagerplatser i E-hallen (se kapitel 9).
Resultat av förslag - Förslaget leder till en högre omsättningshastighet på detaljnivå men även på lagret totalt sett p.g.a. reducerade lagernivåer. Bättre åtkomlighet åstadkoms vilket gör att det blir lättare att nå inkurant material som skall spärras. Planeringen och vid behov manuella inventeringar underlättas då det är lättare att få en överblick över lagrets innehåll. Genom detta förslag uppnås mindre merarbete genom att ingen ommaskering behöver ske. Det reducerade lagret leder även till mindre kapitalbindning och att resurserna som krävs för att administrera lagret minskar. Vi bedömer att den disponibla lagerytan i E-hallen kommer att minska med cirka 30 procent.
Investering - Det krävs ingen fysiskt investering däremot blir det än viktigare att Formsprut vet hur mycket som vid varje givet tillfälle finns i E-hallen. Naturligtvis kan detta initialt, innan man få in rutinerna, leda till något fler manuella inventeringar men vi är övertygade om att detta med tiden, i samband med att ett realtidsrapporteringssystem införs, kommer lösa sig.

Uppsatsens förbättringsåtgärder
96
SWOT
Styrkor - Högre genomströmning av detaljer - Mindre administrationskostnader - Förenklad spårning av detaljer - Förenklad manuell inventering - Bättre åtkomlighet för att spärra
material
Svagheter - Tvingas köra mindre batcher i
Formsprut - Mindre total lageryta
Möjligheter - Lägre kapitalbindning - Förenklad planering
Hot - Nya arbetsrutiner - Något annorlunda planering - Bristande motivation
10.7 Inför rapportering av Trösklar och Spoilrar i Avplock Nuläge - Idag så rapporteras trösklar och spoilrar som lackerats vid Id-punkten. Detta trots att höljen rapporteras i Avplock samt att spoilrarna och trösklarna efter Avplock skall transporteras ut till tält A i likhet med höljena.
Dagens rapportering av sekvensdetaljer som sker vid både Avplock och Id-punkten leder till ickekonsekventa rapporteringstider och därmed försvårad planering. Rapporteringen vid Id-punkten bidrar också till onödig trucktrafik och upptagande av värdefull lageryta runt Id-punkten.
Förlag - Detta förslag går ut på att all rapportering av spoilrar och trösklar sker vid Avplock i likhet med höljen.
Resultat av förslag - Genom denna förändring sparas 217 trucktimmar per år eftersom trucktransporterna ner till Id-punkten helt elimineras. Detta innebör en besparing på 188,5 tkr för 2004, 115 tkr för 2005, 125,5 tkr för 2006 och 124,5 för 2007. Dessutom frigörs kapacitet vid Id-punkten och därmed undviks med stor sannolikhet den köbildning och ansamling av material som ofta äger rum runtomkring denna. Inrapporteringen sker mer konsekvent, vilket resulterar i underlättad planering och bättre överblick.
Investering - Ingen fysisk investering krävs. Eventuellt måste nya rutiner i Movex skapas.
SWOT
Styrkor - Eliminering av onödiga trucksträckor
Svagheter - Merjobb för personalen i Avplock
Möjligheter - Förenklad planering - Mer konsekvent inrapportering
Hot - Bristande motivation

Uppsatsens förbättringsåtgärder
97
10.8 Flytta lagerhållningen av sekvensartiklar till Huvudlagret, d.v.s. disponera om Huvudlagret Nuläge - När man för ett par år sedan på Plastal gjorde bedömningen att antalet nya projekt skulle komma att öka volymerna införskaffades två tält (tält A och tält B, se Bilaga D) som placerades i anslutning till fabriken ingång. Tälten syftade till att användas som utökad lageryta. Därigenom kunde man skilja på lagerhållningen och utlastningen för artiklar som tillhör Sekvensen och som skall levereras till Uddevalla samt de artiklar som förvaras i Huvudlagret och som ska levereras direkt till kund. Detta har fått till följd att det viktigaste flödet av detaljer lagerhålls långt ifrån lackeringen. Transporterna måste ske över stora sträckor som delvis går utomhus, vilket är djupt olyckligt.
Förslag - Lösningen går ut på att flytta lagerhållningen av sekvensartiklar från tält A till Huvudlagret. För att frigöra plats från Huvudlagret, som ligger i direkt anslutning till utlastningshallen, föreslår vi att man flyttar tält A till port 2 i anslutning till Formsprutshall 1. I tält A, på dess nya plats, sker istället lagerhållning av de artiklar som tagits bort från Huvudlagret för att bereda plats för sekvensartiklarna. Antingen skapas en ny utlastningsplats, för de förflyttade artiklarna, i anslutning till det förflyttade tält A eller så sker utlastningen som idag från Huvudlagret.
Antingen väljer man att lagerhålla samtliga Scaniaprodukter, Volvo PV-produkter eller produkter som inte behöver bandas (träkistor-flödet) i detta tält (se analysen i kapitel 8.5.2). Vi anser att träkistor-flödet bör förvaras i det nya tältet eftersom dessa inte behöver bandas och därmed inte behöver gå förbi Id-punkten. Detta innebär i sådana fall att man minimerar de nya trucksträckor som tillkommer. Detta förutsätter dock att servicetruckarna har truckdatorer så att rapporteringen kan göras av truckförarna.
Resultat av förslag - Genom detta förslag sparar vi 390 meter per truckörning och för 2004 innebör innebär det att vi sparar cirka 680 trucktimmar vilket försiktigt räknat svarar mot 340 tkr. År 2005 blir besparingen 330 tkr, 2006 366 tkr och 2007 357 tkr. Detta innebär således en osdiskonterad kostnadsreduktion på 1660,5 tkr de närmaste fyra åren. Vidare är det så att den här lösningen innebär att fabrikens båda flöden nu går inomhus vilket minskar riken för transportskador.
Det är dock viktigt att poängtera att ett nytt transportflöde kommer att uppstå. Placeras det ”nya” tält A precis utanför port 2 i Formsprutshall 1, vilket alltså skulle möjliggöra transporter genom port 2, minimeras trucksträckorna. Kan transport dock inte ske genom port 2 måste en ny port göras eller så få det nya transportflödet gå genom Råvaruhallen. Går det nya transportflödet genom Råvaruhallen kommer detta att öka transportsträckan något gentemot hur det sker idag, d.v.s. detaljerna transporteras från formsprutorna i Formsprut 1 till Id-punkten och därefter utplacering i Huvudlagret. Skulle ett nytt transportflöde uppstå skulle det således resultera i att den kostnadsbesparing som uppstår genom att flytta lagerhållningen av sekvensartiklar till Huvudlagret skulle bli något lägre p.g.a. högre transportkostnader för det nya flödet. Vi anser dock att denna nya, eventuella, transportkostnad är betydligt lägre än de kostnadsbesparingar som uppnås genom flytten.
Investering - Flytt av tält A till en lämplig yta utanför Formsprut 1. Införskaffande av truckdatorer i servicetruckarna.

Uppsatsens förbättringsåtgärder
98
SWOT
Styrkor - Det viktigaste flödet går under tak - Radikalt reducerade trucksträckor
Svagheter - Plats måste beredas i Huvudlagret - Ett nytt flöde av produkter kommer att
uppstå
Möjligheter - Stor kostnadsbesparing
Hot - Motivationen hos personalen - Ryms Scania-, Volvo PV- eller
träkistor flödet i ”nya” tält A?
10.9 Flytta lagerhållningen av ”Racksen” till Råvarugården Nuläge - Emballaget i vilket spoilrar transporteras går som bekant internt under namnet ”racks” (se kapitel 7.1). Efter att spoilrar transporterats till Uddevalla kommer racksen tomma tillbaka med lastbil, varpå de lossas vid tält B (se Bilaga D). De förvaras sedan utomhus längsmed långsidan till tält B innan de transporteras ner till Formsprut nästa gång spoilrar produceras och ett emballagebehov uppstår. Lokaliteten för förvaring av racks är inte optimal och leder till onödigt långa trucktransporter.
Förslag - Vårt förslag innebär att lastbilen som kommer tillbaka med tomma racks från Uddevalla lossar dessa på den nyasfalterade råvarugården i anslutning till Råvaruhallen. Därigenom är det lastbilen som står för merparten av den sträcka man idag tvingas köra med truck
Resultat av förslag - Detta leder till en mer ekonomisk hantering. Genom detta förslag skapas ett rakare flöde och vi sparar totalt 652 trucktimmar 2004, vilket motsvarar 326 tkr. Motsvarande belopp för 2005 blir 365 tkr, 2006 430 tkr och 2007 421 tkr.
Investering - Det krävs igen investering utan endast tydlig kommunikation med lastbilsförarna så att dessa är införstådda med att lämna racksen i fabrikens andra ända.
SWOT
Styrkor - Stor kostnadsreduktion - Minskade trucksträckor - Minskat flöde
Svagheter
Möjligheter - Större flexibilitet (närhet till
produktion)
Hot - Kan bli trångt att låta lastbilarna
lämna racksen på råvarugården
10.10 Inför truckdatorer hos servicetruckarna Nuläge - Idag så sker all rapportering och tillhörande kontroll av produkter som förvaras i Huvudlagret vid Id-punkten. Förutom kontroll och identifikation så sker bandning vid Id-punkten. Inte sällan uppstår det köbildning vid Id-punkten, vilket även får till konsekvens att här ofta står obetjänade WGL-truckar. Vidare är det så att servicetruckarna som har till uppgift att tjäna maskinerna med material, emballage etc. i båda formsprutshallarna själv identifierar uppgifter. Detta leder helt naturligt till en hel del okynneskörning.

Uppsatsens förbättringsåtgärder
99
Förslag - Denna lösning går ut på att vi genom att införa truckdatorer i servicetruckarna kan låta kontrollen och rapportering vid Id-punkten ske av truckförarna när de hämtar materialet vid maskinen. Samtidigt kommer betjäningen av formsprutsmaskinerna (bortplockning av fulla emballage, framtagning av nytt material etc.) att ske genom att truckförarna blir kallade till betjäning av operatörerna.
Resultat av förslag - Det enda som behöver ske vid Id-punkten är bandningen. Truckdatorerna möjliggör även för operatörerna att kalla på truckarna genom ett truckterminalsystem, vilket leder till minskad okynneskörning och alltså minskad trucktrafik. Vi bedömer att man kan minska antalet trucktimmar med cirka 740 samt att en person (två skift) vid Id-punkten rationaliseras bort. Detta leder till årliga kostnadsbesparingar på cirka 0,97 mkr.
Investering - Installering av truckdatorer i servicetruckarna samt system för operatörerna vilket gör det möjligt för dem att kalla på servicetruckarna vid behov.
SWOT
Styrkor - Mindre okynneskörning med
truckarna - Effektivare betjäning av
formsprutorna
Svagheter - Förlitar sig mer på truckförarnas
noggrannhet vid kontroll och inrapportering
Möjligheter - Mindre köbildning vid Id-punkten - Mindre personalbehov vid Id-punkten - Kostnadsbesparing
Hot - Kräver investering i truckdatorer - Bristande motivation
10.11 Inför lagerpositioner i tält A Nuläge - I tält A så förvaras de detaljer som tillhör Sekvensflödet och som skall transporteras vidare till Uddevalla. Detta flöde utgörs huvudsakligen av höljen, tröskar och spoilrar (se kapitel 5.1). Det saknas emellertid bestämda lagerplatser i tältet eller att detaljerna lagerläggs på lagerplatser via ett lagerstyrningssystem. Den enda bestämda lagerplatsen är en specifik utlastningsruta där det material som skall med nästa lastbil ställs. Avsaknaden av bestämda lagerplatser eller ett lagerstyrningssystem får till följd att truckföraren som arbetar i tältet inte sällan får köra och leta efter detaljer samt till att en onödigt stressad situation ibland uppstår. Här sker ibland även rapporteringsmissar och dessa torde kunna hänföras till denna stress som uppstår.
Förlag - Vårt förslag går ut på att vi inför bestämda lagerplatser i tält A alternativt att man använder sig av ett lagerstyrningssystem (samma som redan idag används i Huvudlagret).
Resultat av förslag - Genom införandet skapas mer ordning och reda samt hanteringen kan ske snabbare och förhoppningsvis ökar rapporteringskvalitén. Vi bedömer att kostnadsbesparingen knuten till minskad trucktrafik är cirka 10 tkr årligen, till detta tillkommer även kostnadsreduktioner som kan hänföras till minskade rapporteringsmissar.
Investering - I princip krävs ingen investering för införandet av bestämda lagerplatser. Det enda som krävs är att man märker upp ytan i tält A samt tydligt kommunicerar med truckförarna var olika saker ska stå. Väljer man att använda lagerstyrningssystemet som

Uppsatsens förbättringsåtgärder
100
används i Huvudlagret måste eventuellt en truckdator installeras i den servicetruck som kör ut detaljerna till tält A.
SWOT
Styrkor - Mer ”ordning och reda”
Svagheter - Svårare att få plats med allt material i
tältet
Möjligheter - Mindre stress - Mindre rapporteringsmissar
Hot - Bristande intern motivation - Tidskrävande att logga in detaljer till
lagerpositionsbestämning (endast vid införande av lagerstyrningssystem).
10.12 Förslag på Helhetsförbättring Nuläge - Detta förbättringsförslag är en kombination utav de tidigare elva förslagen. I nuläget finns det ett förhållandevis komplicerat materialflöde i fabriken. Råvarorna lagerhålls inte bara internt utan även externt (Stenkilssons). Onödigt mycket kapital binds i råmaterialet. Distributionen utav granulat till formsprutorna sköts både genom rör-distributionssystem (Formsprut 2) och manuell påfyllning (Formsprut 1). I Formsprut är ställtiderna förhållandevis långa vilket hämmar flödet. Transport utav formsprutade detaljer till mellanlager (Mellanlager lack och E-hallen), Huvudlager eller till Lackering förlitas i hög grad på manuella trucktransporter och det förekommer mycket okynneskörning i samband med att förarna ”letar” uppgifter. Mellanlagring inför lackering sker i två olika lager (E-hallen och Mellanlager lack) och uttag utav detaljer sker inte enligt någon FIFO-princip, vilket resulterar i låg genomströmningshastighet för detaljerna. Huvudflödet (sekvensdetaljer) skicks till mellanlagring i tält A, placerat långt ifrån lackeringen, i väntan på transport till Uddevalla. Vissa detaljer passerar även Id-punkten helt i onödan.
Förslag - Förbättringsförslaget går ut på att kombinera alla de tidigare förbättringsåtgärderna för att därigenom skapa en helhetsförbättring av flödet istället för en suboptimering.
• Råvaruhallen byggs upp enligt ett konsignationslager med hyllplan. • Distribution av granulatet från Formsprut sköts genom att rör-distributionssystem
installeras till samtliga formsprutor, d.v.s. även till Formsprut 1. • Inför förvärmningsstationer till formsprutorna. • Truckdatorer installeras hos servicetruckarna. • All transport mellan Formsprut och Lackering sköts av WGL-truckar (autotruckar
längre fram i tiden). • Inför ett flöde av kassetter, d.v.s. stål och aluminiumkassetter blandas (emballagetyp
för höljen). • E-hallen konstrueras om så att FIFO-principen fungerar. • Flödet av trösklar och spoilrar till Id-punkten elimineras genom att all rapportering
sker i Avplock. • Tält A och tält B flyttas till gårdsplanen utanför Råvaruhallen.

Uppsatsens förbättringsåtgärder
101
• Mellanlager lack lagerhåller material som behövs i Lackeringen och som tidigare lagerhållits i tält B. Underlättas genom att E-hallen lagerhåller samtliga sekvensartiklar.
• Lagring av sekvensartiklar sker i Huvudlagret medan Scania, Volvo PV eller träkistor- flödet lagerhålls i det förflyttade tält A. Utlastning för artiklarna i det ”nya” tält A sker antingen vid en ny utlastningsplats vid det förflyttade tält A eller sker utlastningen som idag från Huvudlagret.
• Inför lagerplatser i det förflyttade tält A. • Racks och kassetter lagerhålls i det förflyttade tält B.
Resultat av förslag - Genom detta förslag skapas ett rakare materialflöde, kortare interna ledtider, kortare trucksträckor och större flexibilitet. Ett förslag som har positiva effekter på lönsamheten genom att personal- och truckkostnader hålls nere samtidigt som kapitalbindning minimeras. Vi bedömer att Plastal frigör cirka 4,7 mkr och reducerar sina årliga kostnader med cirka 4,1 mkr. Kostnadsbesparingen kan bli något lägre p.g.a. det nya flöde som uppstår genom att Scania, Volov PV, eller träkistor- flödet nu istället lagerhålls i det flyttade tält A. Se kapitel 10.13 för sammanfattning av resultaten från förslaget. Se även kapitel 10.14 för en flödeskarta som indikerar hur de nya transportflöden kommer att se ut.
Investering - Kostnader för flytt av de två tälten, installation av truckdatorer, hyllplan och förvärmningsstationer.
SWOT
Styrkor - Rakare flöde - Kortare trucksträckor - Det viktigaste flödet (Sekvensflödet)
går helt under tak - Större genomströmning av detaljer i
E-hallen
Svagheter - Stora förändringar för personalen
Möjligheter - Kortare ledtid för material som skall
till maskin - Minskad kapitalbindning - Ökad utnyttjande av WGL - Minskade personalkostnader
Hot - Nya materialflöden - Mer kompakt flöde på råvarugården - Var skall utlastningen för artiklarna i
det förflyttade tält A göras? Från Huvudlagret eller en ny plats i anslutning till tältet

Uppsatsens förbättringsåtgärder
102
10.12.1 Sammanfattning av Förbättringsförslagens resultat Kolonnerna i matrisen beskriver de besparingar som uppnås genom respektive förslag. Yta m2- anger den yta som besparas, Transp. km – anger besparad trucksträcka, Truck h – anger besparat antal trucktimmar, Antal Transp. – anger besparade antal trucktransporter, Kr frigjort anger hur mycket kapital som frigörs samt Summa kr – anger totala årliga kostnadsbesparingen som förslaget ger upphov till. X – innebär svåruppskattade uppgifter varför vi lämnat dessa därhän.
Summa kr
Kr (frig.)
Transp.hKmm2Förslag
4,1 mkr4,7 mkr53 1402 96723 60175Helhetsförslag
340 225X16 8996806 804xDisponera om Huvudlagret
10 000XX20200xBestämda lagerplatser
970 000XX740XxTruckdatorer i servicetruckar
108 269X10 8272172 165xRapportering sköts i Avplock
XXXxXxFörvärmningsstationer i FS
920 000100 000Xx1 33235Distributionssystem av granulat
800 0004,1 mkrXxXxKonsignationslager
130 000XXxX40Hyllplan i Råvaruhallen
100 000500 000XxXxFIFO i E-hallen
328 928X19 9356586 579xÖka utnyttjandet av WGL
326 031X5 4806526 521xFlytta lagerhållningen av ”racks”
Summa kr
Kr (frig.)
Transp.hKmm2Förslag
4,1 mkr4,7 mkr53 1402 96723 60175Helhetsförslag
340 225X16 8996806 804xDisponera om Huvudlagret
10 000XX20200xBestämda lagerplatser
970 000XX740XxTruckdatorer i servicetruckar
108 269X10 8272172 165xRapportering sköts i Avplock
XXXxXxFörvärmningsstationer i FS
920 000100 000Xx1 33235Distributionssystem av granulat
800 0004,1 mkrXxXxKonsignationslager
130 000XXxX40Hyllplan i Råvaruhallen
100 000500 000XxXxFIFO i E-hallen
328 928X19 9356586 579xÖka utnyttjandet av WGL
326 031X5 4806526 521xFlytta lagerhållningen av ”racks”

Uppsatsens förbättringsåtgärder
103
10.12.2 Flödeskarta över trucktransporter efter införandet utav förbättringsförslag 12 Figur 10.1 Efter införande av förbättringsförslag 12 motsvarar de blå sträckorna de sträckor som kvarstår, röda transportsträckor har helt eliminerats genom förslaget medan de blåprickade transportsträckorna motsvarar nyauppkomna transportsträckor. Gul pil indikerar inflödet av råmaterial och emballage. Grön pil indikerar utflödet av artiklar.
UTEGÅRD
OMKLÄDN HERR
SN
ICK
ERI
OMKLÄDN DAMREP. och
UNDERHÅLL
HUVUDLAGER
SKÄRMTAK
ID-PUNKT
RÅVARULAGER TÄLT 2
VTG-VERKSTADSPRUT
FORMSPRUT 2
FORMSPRUT 1
KALLAGERKROSSEN
MONTERING
MASKERING
FORMLAGERFIXTUR
UTEGÅRD
MOTPROVER
PROD REV
PROVLACKERINGTVÄTT
FORMVERKSTAN
MÄT-RUM LAB
MELLANLAGER LACK
UV-LACKLACKTORG
SPRIMAG
SUPERLINE
PACKENSUPERLINE
FÄRG
SPILL
3151
2001
154 421
654 501
502
1003
353652 803
1004423
424
422
1005
2301
2302
2151
LAGER -01TVÄTTHÄNGE
LACKERING
PUMPRUMSUPERLINE
ÅTE
RVINN
INGLÖ
SN. M
EDEL
CO2
RECEPTION
FABIK I SIMRISHAMNPLAN 1SKALA: 1:1300
SPS
Cyklar
3201
FÄRG-LAGER
TÄLT 1
1006
TÄLT B TÄLT A
152
655
425
1602
61
802
E-hallen
4001 Tält B
Tält A


Slutsats, generalisering och reflektioner
105
11. Slutsats, generalisering och reflektioner I detta kapitel presenterar vi våra slutsatser och belyser våra rekommendationer. Vi avslutar med en diskussion kring framtida studier samt arbetets generaliserbarhet.
11.1 Slutsats och rekommendationer Vi har i denna rapport konstaterat att Plastals expansion beträffande volym, antal artiklar samt processkomplexitet har påverkat dess materialflöde negativt. Rapportens mål har varit att kartlägga produktionskedjan för att därefter kunna utarbeta förslag på mer rationella och effektivare materialflöde samt väl disponerade lagerytor för att höja dagens lönsamhet och för att skapa beredskap för framtida produktionsökningar. Sammanfattningsvis har vi bl.a. kunnat konstatera att:
• Den manuella trucktrafiken har ökat markant de senaste tre åren på WGL-truckarnas bekostnad. Vi har konstaterat mycket okynneskörning bland truckförarna bl.a. på grund av att dessa tvingas ”leta” uppgifter. Vi har detekterat många långa och orationella trucksträcker som ofta sker utomhus.
• Lagerytor utnyttjas inte optimalt. Utrustning förvaras på lagerplatser långt ifrån var de
används, t.ex. förvaringen av racks. Vi anser vidare att många lagerytor är feldisponerade, t.ex. lagerhålls Plastals viktigaste flöde, Sekvensflödet, i ett tält långt ifrån produktionen.
• Vi har genom analys av E-hallen konstaterat att dess lageryta är mer än tillräcklig för
att kunna lagerhålla hela Sekvensflödet av detaljer och därmed motbevisat de interna krafter som velat bygga ut för att skapa mer lageryta. Vi har i samma analys även sett tendenser på att man hållit för stora säkerhetslager vilket bidragit till stor kapitalbindning och upptagande av värdefull lageryta.
• Råvaruhanteringen sker i nuläget inte på ett optimalt sätt. Extern lagring används
flitigt och mycket kapital binds i råvarulagret bl.a. på grund av avsaknaden av optimerad hemtagning av råmaterial.
• Vi anser det finns organisatoriska problem som bidrar till ett försvårat materialflöde.
Personalen har i många fall en låg ansvarskänsla för områden utanför deras huvudsakliga arbetsuppgifter. T.ex. skickas detaljer ofta fel, WGL-truckarna servas inte korrekt och det sker dålig koordinering mellan truckskift.
• Affärssystemet Movex används inte i den utsträckning som vore önskvärt, bl.a. görs
planeringen av produktionen och hemtagning av råmaterial i ”hemmagjorda” sidosystem, viket sannolikt bidrar till en ickeoptimal planering. Resultatet är för stora lager och att kostsam tid åsidosätts för att få den dagliga verksamheten att fungera.
• Rapporteringssystem är långt ifrån ett realtidssystem, vilket bidrar till att man saknar
realistisk kontroll över sina lager. Detta resulterar bl.a. i onödiga inventeringar, svårigheter att finna och spärra detaljer, försvårad produktionsplanering, minskad flexibilitet för omställningar i produktionen och därigenom ökad materialhantering och för stora lager.

Slutsats, generalisering och reflektioner
106
• Många funktioner som har direkt eller indirekt anknytning till materialhanteringen
utförs mycket på rutin. Detta gäller såväl planeringen av produktion, hemtagning av råmaterial, Råvarulagrets administration samt enskilda truckförares kunskap om var saker och ting lagerhålls. Resultatet är att materialflödet hämmas kraftigt vid bortfall av viktig personal.
Under höstens gång har vi uppmärksammat ett par interna förbättringsförslag, t.ex. införandet av silos i råvaruhallen, flytten av Maskeringen till E-hallen samt införandet av bestämda lagerplatser i E-hallen. Förslag som vi anser ligga helt i linje med ett effektivare flöde och som stödjer våra förbättringsförslag. Vi har arbetat fram elva stycken förbättringsförslag som kan införas oberoende av varandra. Det tolfte förslaget är en kombination av alla de elva enskilda förslagen och således det förslag där flest synergieffekter kommer till stånd. För att stå väl rustade för framtida produktionsökningar gentemot kund samt öka sin konkurrensförmåga mot bl.a. låglöneländer anser vi att Plastal bör överväga ett genomförning av förslag tolv, d.v.s.:
• Låta Råvaruhallen byggas upp enligt ett konsignationslager med hyllplan. • Sköta distribution av granulatet till samtliga formsprutor med rör-
distributionssystem. • Införa förvärmningsstationer till formsprutorna. • Låta all transport mellan Formsprut och Lackering skötas av WGL-truckar
(autopiloter längre fram i tiden), vilket möjliggörs genom att använda ett flöde av kassetter för höljen (skilj inte på interna stålkassetter och externa aluminiumkassetter).
• Installera truckdatorer hos övriga servicetruckar. • Förbättra lagerhållningen genom att konstruera E-hallen enligt FIFO-principen. • Låta lagerhållningen av sekvensartiklar ske i Huvudlagret. Detta möjliggörs
genom att låta Tält A och tält B flyttas till gårdsplanen utanför Råvaruhallen. Plats i Huvudlagret frigörs genom att Scania, Volvo PV eller träkistor- flödet lagerhålls i det förflyttade tält A. Utlastning för de artiklar som nu lagerhålls i tält A, sker antingen genom att en ny utlastningsplats skapas eller så sker utlastningen som idag från Huvudlagret.
• Låta racks och kassetter lagerhållas i det förflyttade tält B. Material som behövs i Lackeringstillbehör som tidigare lagerhållits i tält B lagerhålls istället i Mellanlager lack. Detta underlättas genom att E-hallen lagerhåller samtliga sekvensartiklar.
• Avslutningsvis införs lagerplatser i det förflyttade tält A och flödet av trösklar och spoilrar till Id-punk elimineras genom att all rapportering sker i Avplock.
Genom detta förslag skapas:
• Rationellare materialflöde • Bättre disponerade lagerytor • Förbättrad lönsamhet • Logistisk beredskap för framtida produktionsökningar
Detta helhetsförslag har stora positiva effekter på lönsamheten genom att personal och truckkostnader hålls nere samtidigt som kapitalbindning sänks. Vi bedömer att man frigör
Slutsats, generalisering och reflektioner
107
cirka 4,7 mkr, cirka 30 procent av totalt lagervärde och reducerar sina årliga kostnader med ungefär 4,1 mkr, cirka 0,8 procent av årlig omsättningen vilket är en betydande del av vinsten Avslutningsvis rekommenderar vi att logistiken bör få en hög prioritet i organisationen eftersom ett mer systematiskt arbetssätt kring logistik kan underlätta materialflödena i fabriken och skapa förutsättningar för en mer flexibel, rationell och lönsam produktion. Vi bedömer att man inte kan skapa ett till fullo väl fungerande materialflöde genom att endast göra förändringar i det fysiska flödet. Det finns stora synergieffekter att uppnå genom att ha ett fungerande rapporterings- och informationssystem.
11.2 Framtida studier Vi har under arbetets gång stött på flertalet mycket intressanta frågeställningar. Det har stundtals varit svårt att bortse från många av dessa eftersom de påverkat materialflödet på ett indirekt sätt. Nedan presenterar vi frågeställningar som dykt upp under projektets gång och som vi anser bör tas upp för diskussion för vidare studier. Punkt två och tre anser vi bör ges extra mycket uppmärksamhet:
• De förändringsförslag som presenterats visar framförallt på vilka möjliga besparingar som kan uppnås. Flertalet av dessa förändringar kräver initiala investeringar varför investeringskalkyler måste göras för att skapa ytterligare beslutsunderlag.
• Vi har i detta projekt konstaterat att vi anser att rapporteringssystemet är undermålligt.
Vi har dock inte utfört några djupgående analyser av hur ett nytt rapporteringssystem baserat på t.ex. RFID teknik (Radio Frequency Identification) skulle kunna utformas. Vidare studier måste självklart göras på detta område för att fastställa dess potential samt hur en integration skulle se ut med Movex och dess planeringsrutiner. Vi anser dock att det är av allra största vikt att snarast om möjligt arbeta vidare på införande av ett nytt realtidssystem. Movex planeringsrutiner (vare sig det rör planering av sekvensproduktionen eller hemtagning av granulat till denna produktion) används inte i nämnvärd utsträckning. Att Movex inte utnyttjas full ut är beklagligt. Vi anser att det finns stor potential att Movex kan utnyttjas bättre i framtiden om ett nytt realtids rapporteringssystem införs som säkerställer korrekt indata i systemet. Se Bilaga L för hur ett nytt rapporteringssystem skulle kunna utformas.
• Produktionen, framförallt höljeproduktionen, dras med relativt stora och fluktuerande
kassationer. Dessa medför bl.a. oönskade materialflöden, försvårat planeringsarbete och ökade säkerhetslager. Konsekvenser som alla inverkar negativt på lönsamheten och leveransförmågan. Att utreda och kartlägga kassationsorsaker vore därför önskvärt. Inte minst fick vi intrycket av att Plastal Arendal med nästan identisk produktion lyckats minska sina kassationer och därigenom skapat bättre lönsamhet (se Bilaga B). Vad vi kan förstå beror kassationer på vissa artiklar av så kallade ”inbyggda fel”, d.v.s. konstruktionsfel som funnits sedan verktyget togs i bruk.
• Det vore lämpligt att utföra en mer grundlig kartläggning för hur den interna
arbetsorganisationen/fördelningen ser ut och arbetar i produktionen. Vi anser att det kan finnas potential för rationellare och mer effektiv materialhantering genom eventuella omorganisationer.
o För att öka flexibiliteten i produktionen, öka kompetensen bland de
produktionsanställda samt göra det dagliga arbetet mer stimulerande kan man

Slutsats, generalisering och reflektioner
108
t.ex. tänka sig införandet av poolgrupper, d.v.s. att personalen (delar av personalen) delas in i grupper med blandad kompetens och där varje anställd får lära sig flera arbetsuppgifter, vilket gör att arbetsresurser lättare kan omfördelas och sättas in där de behövs.
o Införa arbetsrotation som gör att arbetsuppgifterna upplevs som mer
stimulerande samtidigt som kompetensen sprids.
o Undersöka möjligheten att skapa en mer flödesorienterad arbetsfördelning istället för den vertikala ansvarsindelning utifrån process som sker i dagsläget.
o Det kan ifrågasättas om det är lämpligt att ha servicetruckförare som sköter
transporten av gods till Id-punkten för att sedan låta truckförare från Huvudlagret lagerlägga det.
o Volymerna och modellerna fluktuerar något över året, vilket innebär att t.ex.
produktionen använder sig av helgkörning, nattskift etc. För att undvika eventuell kostsam övertidspersonal som syftar till att täcka upp dessa skiftningar i produktionen kan man tänka sig att ersätta dessa med inhyrd personal (t.ex. Poolia etc.). Det finns även exempel från näringslivet där flera olika företag har ”delat” på personalgrupper för att därigenom kunna täcka upp skiftningar i produktionsvolymer
11.3 Arbetets generaliserbarhet Vi anser att det finns flera delar av detta arbete som relativt lätt kan generaliseras och vara till nytta för andra projekt inom snarlika områden. Vi vill framförallt framhålla:
• Kartläggning av produktion och materialflöden samt insamlandet av interna åsikter och förbättringsförslag.
Arbetsmetodiken som vi använt oss av anser vi vara synnerligen generaliserbar för projekt/studier som syftar till att uppnå underlag för fortsatt effektiviseringsanalys av såväl en organisation som produktion. T.ex. har användandet av diktafon underlättat och säkerställt en hög grad av validering i vårt arbete.
• De positiva synergieffekter som finns att uppnå mellan det fysiska flödet och ett stödjande rapporterings - och informationssystem. Vi anser att detta inte är unikt för Plastal i Simrishamn utan för att uppnå en rationell och effektivt materialhantering så kan rapporterings- och informationshanteringen inte förbises. Utan korrekt information drabbas den dagliga materialhanteringen annars av ett tidsödande merarbete. Vi bedömer därför att arbeten som syftar till att effektivisera den fysiska materialhanteringen även i viss utsträckning bör kartlägga hur den understödjande informationshanteringen fungerar. Det finns annars en uppenbar risk att problem i materialhanteringen förbises eller att begränsade delar av flödet suboptimeras.
• Vikten av att analysera drivkrafter och ansvarsfördelning vad gäller lagerhållning

Slutsats, generalisering och reflektioner
109
Vi anser att tillverkande industri ofta förbiser den omfattande kapitalbindning som finns i lager. Möjligheten att använda konsignationslager återfinns hos i princip alla företag och branscher. Om produktionen kräver stora volymer råvaror och det finns stora transportavstånd mellan leverantör och kund finns det en uppenbar risk att betydande kapital binds upp i råvarulager. I branscher som karakteriseras av detta, vilket är fallet för Plastal, bedömer vi att vikten av att undersöka möjligheten för konsignationslager är mycket stor.


Referenser
111
12. Referenser Muntliga källor - Intervjuade personer Plastal Simrihamn Namn Befattning Jan Jönsson Materialansvarig Råvarulagret Nils Inge Persson Truckförare, Huvudlagret, Utlast, Ankomst Lars Persson Gruppledare, Montering Hans Johansson Gruppledare lag 12, Lackering Magnus Fransson Serviceman Peter Berlin Produktionsteknisk chef Lars Persson Marknad Gert Nilsson Gruppledare lag 27, Lackering Claes Sköld Chef Formsprut Richard Kullman Planering Michael Andersson Chef Superline Jan Erik Trucksamordnare Eva-Karin Eriksson Inköp K-G Nilsson Chef kvalité, logistik och miljö Christer Frank Stf gruppchef Maskering Leif Åkesson Chef Huvudlagret och ID-punkt Johny Hervaldsson Gruppledare, Formsprut lag 12 Nils Ivar Andersson Senior Engineer. Process development, Logistics Christopher Maguire Kvalité – Validation group Plastal Uddevalla Namn Befattning Anki Berntsson Logistikansvarig Plastal Arendal Namn Befattning Lilli Kostovska Logistikchef Collins & Aikman Namn Befattning Mikael Åberg Logistikchef Automation System Namn Befattning Niklas Hild Sales Engineer RFID - System Intentia Namn Befattning Jörgen Ljunggren Konsult

Referenser
112
Skriftliga källor – Referenslitteratur, Böcker Effektivare logistik med hjälp av IT, Edifact Transport AB (1999), ISBN 91-630-8288-8. Ljungberg, Larsson (2001). Processbaserad verksamhetsutveckling, Studentlitteratur, ISBN 91-44-01270-5. Matsson, S.A (2001). Effektivisering av materialflöden I Sypply Chains, Växsjö Universitet, ISBN 9176362051.
Patel, Davidsson (1994). Forskningsmetodikens grunder - Att planera, genomföra och rapportera en undersökning, Studentlitteratur, ISBN 91- 44 – 30952-X. Paulsson, Nilsson, Tryggestad (2000). Flödesekonomi-Sypply Chain, Studentlitteratur, ISBN 91-44-00729-9. Scholes, Johnson, Prentice Hall Europe (1999), fifth edition, Exploring Corporate Strategy, ISBN 0-13-080739-7 Wallén, Göran (1993). Vetenskapsteori och forskningsmetodik, Studentlitteratur, ISBN 91-44-36651-5. Skriftliga källor – Referenslitteratur, Kompendium FEK 502, Extern redovisning och räkenskapsanalys, Vårterminen 2001, Per Arvidson. Kompendium i Materialhantering VT-02, Institutionen för Teknisk Ekonomi och Logistik vid LTH. Daniel Knudsen. Kompendium i Produktionsledning för I-avslutningen (2001), Institutionen för Teknisk Ekonomi och Logistik. Litteratur för kursen Materialhantering VT-02, Institutionen för Teknisk Ekonomi och Logistik vid LTH, Daniel Knudsen.
Skriftliga källor - Orienteringslitteratur Andersson, Ljungfeldt, Wandel (1970). Produktionsstyrning, Studentlitteratur, ISBN 91-44-01682-4. Coyle, Bardi, Langley (1996). The management of business logistics, WEST, ISBN 0-314-06507-5. Hill, (2000). Manufacturing strategy, Palgrave, ISBN 0-333-76222-3. Lumsden, Kent (1998). Logistikens grunder, Studentlitteratur, ISBN 91-44-00424-9. Persson, Virum, Ericsson (1991). Materialadministration för konkurrenskraft, Liber Ekonomi, ISBN 91-40-31127-9.

Referenser
113
Persson, Virum (2001). Logistik för konkurrenskraft, Liber Ekonomi, ISBN 91- 47- 04331-8. Vollmann, Berry, Whybark (1984). Manufacturing planning and control systems, Dow Jones-Irwin, ISBN 0-87094-452-5. Skriftliga källor - Internt material Broschyr Plastal - A total supplier Broschyr Plastal - Plants and production processes Internetsidor http://www.aimglobal.org/technologies/rfid/ 2003-12-04 http://www.automationsystem.se 2003-12-06 http://www.collinsaikman.com 2003-11-15 http://www.gilde.nl 2003-11-02 http://www.infovoice.se 2003-10-08 http://www.plastal.com 2003-10-01-2004-02-20 http://www.siq.se 2003-10-05


Bilaga A
115
Bilaga A: Benchmarking Plastal Uddevalla Plastal produktionsenhet i Uddevalla är slutleverantör av kompletta stötfångare till Saabs produktionsenhet i Trollhättan. Produktionskedjan utgörs utav mellanlagring av höljen, som ankommit från Simrishamn, slutmontering av höljen till färdig stötfångare och därefter sekvensleverering till produktionslinan i Trollhättan. Det förekommer också en viss formsprutning av detaljer till Volvo PV och Saab. Fabriken har i nuläget cirka 90 anställda. Produktionsflödet Produktionsflödet – Ankomst - Godsmottagning sker under bar himmel utan skärmtak. Produktionsflödet - Lager för inkommet gods - Inkommet material förvaras i tält där lagerytan är uppdelad i stuvar. Tidigare fanns inte bestämda lagerplatser i lagerområdet utan artiklar placerades godtyckligt efter att de anlänt. Förändringen har reducerat lagersaldodifferensen från 200.000 kr till 400 kr per månad. Eftersom inkommande höljen, idag, inte följer FIFO-principen när de lämnar Simrishamn medför detta att principen inte heller utnyttjas i Uddevalla för utplockning utav höljen till monteringen. Det anses dock att FIFO skulle kunna tillämpas om de inkommande höljena från Simrishamn följde FIFO. För de artiklar som formsprutas internt i Uddevalla fungerar FIFO principen dock tillfredställande. Produktionsflödet - Mellanlager, kallagret - Till ”mellanstation sekvensen” (kallager i anslutning till fabrikslokalen) förflyttas allt material (höljen, monteringsartiklar, emballage etc.) temporärt som skall tas in till monteringen eller till formsprutshallen. Produktionsflödet - Mellanlager produktion - Kassetterna med höljen tas efter kallagret in i produktionshallen, av truckförare, där själva monteringen och sekvenseringen till Saab sker. I väntan på en produktionsorder från Saab, lagerhålls kassetterna i ställage med tre våningar, vilka finns i monteringsstationernas närhet. Varje artikelnummer har bestämd lagerplats och plockplats. På varje våning placeras tre stycken kassetter. Uttag från ställagen sker alltid från markplan vilket innebär att våningsplan två och tre fungerar som buffert. Då kassetten placerats på markplan, d.v.s. plockplats, görs en lagertransaktion och höljena flyttas till en ny lagerplats och saldot räknas ner från bufferten. Tidigare fanns det inte bestämda lagerplatser för artiklarna, vilket bidrog till stora lagersaldodifferenser samt ett försvårat operativt arbete. Omsättningen för buffertlagret utav köpkomponenter, som används i monteringen, är cirka fem dagar. Ett kanban system används gentemot leverantör för beställning utav flertalet av dessa köpkomponenter. Produktionsflödet – Ordermottagning - När en order initieras från Saab skall monteringsarbetet påbörjas så fort som möjligt i Uddevalla. I detta skede skrivs det automatiskt ut identifikationsetiketter (streckkodsetiketter), från en dator, som sedan placeras på respektive hölje. Varje etikett innehåller information om höljet (bilmodell, färg etc.) och vilken utrustning som skall monteras på (dimljus, blinker etc.) för att erhålla den kompletta stötfångaren. Produktionsflödet - Montering, produktsäkring Vid monteringen läser montören av streckkodsetiketten på höljet med en handskanner. På en datorskärm ser denne sedan en bild av hur monteringen skall utföras för att färdigställa

Bilaga A
116
stötfångaren för just den specifika modellen. Den färdiga stötfångaren placeras efter monteringen på en vagn. I samband med att en order initierats skrivs en lista ut som talar om vilka färdigmonterade stötfångare som skall ingå i respektive vagn som sedan transporteras till Saab. En noggrann kontroll sker så att rätt stötfångare placeras på rätt vagn. Denna kontroll görs genom att läsa av och jämföra streckkodsetiketterna på höljena respektive vagnen. Det är mycket viktigt att rätt stötfångare är på rätt vagn eftersom det annars kan skapa stora problem vid Saabs produktionslina. Produktionsflödet - Montering, felaktigheter - Höljen som är/blivit skadade skickas till polering och förs sedan in i systemet om det är möjligt. Hur själva ”bokföringen” görs av kasserade detaljer eller om felaktig stötfångarmodell monterats är ganska oklart. Kan stötfångaren putsas upp så förs den ”bara” in i systemet. Måste en kassering göras så bokförs kassationen manuellt på ett formulär för att nästkommande dag bokas av mot systemet. Har en felaktig stötfångarmodell monterats så försöker montörerna komma ihåg detta tills nästa gång Saab efterfrågar just en sådan modell. Produktionsflödet – Färdigvarulager, transport - Efter att monteringen utförts, stötfångarna placerats på Saabs transportvagnar och därefter kontrollerats att korrekt stötfångare är placerad på rätt vagn så tas vagnarna med stötfångarna till färdigvarulagret i väntan på lastning. Om Saab anser att det förekommit felaktigheter i leveranser så placerar Saab en intern kontrollant som ännu en gång kontrollerar att rätt stötfångare finns på rätt vagn. Realtidsrapportering Realtids rapportering - Lagerförflyttning - Det upplevs som det finns en bra struktur för att veta vad som finns i de olika lagren. Förflyttning mellan de olika mellanlagren samt förflyttning från våningsplan två och tre till ”plockplats” sker i realtid. Operationen att lagerförflytta detaljerna utförs av truckförarna från terminaler monterade på truckarna. Systemet förutsätter då att korrekt antal höljen ligger i respektive kassett. Efter att kassetterna flyttats ner från våning två till plockplatsen så upphör realtidssystemet. Realtids rapportering - Montering - Antalet höljen som finns i plockplatsen, under montering, kasserade under montering, korrekt monterad men lagd åt sidan för att det är fel modell, under transport till Saab eller hur många som verkligen levererats till Saab kan inte följas i realtid. En gång per dygn (cirka klockan 8.30 dagen efter) sker nedbokning utav saldot för antalet höljen som levererats till Saab, vilket i princip är grundat på vad Saab säger sig mottagit. Då görs även nedbokningen utav saldot för ingående monteringsartiklar. I detta steg justeras också de lagersaldofel som uppkommit under montering (t.ex. antalet kasserade och antalet felmonterade modeller). Planeringen i Simrishamn (Rickard Kullman) tar idag hänsyn till vad som finns i plockplatsen, vilket manuellt inverteras dagligen i Uddevalla. Logistikchefen i Uddevalla menar emellertid att endast hänsyn borde tas till vad som finns i tält plus våning två och tre i ställagen i monteringshallen. Realtids rapportering - Varför problem? - Ett troligt problem till varför realtidssystemet inte fungerar i skedet mellan plockplatsen och leverans till Saab är det komplicerade system i Movex som bygger upp vilka monteringsartiklar som ingår i respektive stötfångare. Det är önskvärt att saldona för samtliga monteringsartiklar, som ingår i en viss stötfångare, ändras

Bilaga A
117
när saldot för stötfångaren som helhet bokas ned. Idag är dock systemet uppbyggt med en ickefungerande trädstruktur för ingående artikelnummer i stötfångarmodellerna. Systemet uppdateras inte på ett tillfredställande sätt om det sker förändringar av ingående monteringsartiklar för en viss stötfångarmodell. Detta försvårar nedbokningen avsevärt eftersom monteringsartiklarna ofta byter artikelnummer. Framtiden, problem och sammanfattning
• Ökning av buffertlager Idag undersöks det om buffertlagret för antalet olika artiklar i monteringshallen kan utökas, detta p.g.a. den ökade artikelfloran som är att förvänta. Lagrets yta eller den totala kapaciteten, för antalet höljen, kommer inte att ökas. Istället skall ett ställage verka som buffertplats för två stycken artiklar mot dagens ett styck, vilket istället leder till minskade buffertlager i monteringshallen. Denna minskning kommer emellertid innebära en ökning i tälten.
• Ny artikelstruktur
Det undersöks hur en ny artikelstruktur för beskrivning av vilka monteringsartiklar som ingår i de olika stötfångarmodellerna ska byggas upp. Syftet är att det skall bli enklare att uppdatera systemet om ingående artikelnummer i en stötfångare förändras. Detta skulle vara en förutsättning för ett realtidssystem mellan ”plockplatsen” och leverans till Saab.
Upplevda problem gentemot Simrishamn
• Inkommet material Enligt personalen, händer det dagligen att Uddevalla erhåller transportsändningar från Simrishamn med innehåll som inte finns med på fraktlistan. Ofta har någon artikel på fraktsedeln bytts ut och ersatts med en annan artikel och en annan mängd. Det stora problemet är att ändringarna inte har gjorts på fraktsedeln, vilket leder till att fel saker stundtals läses av samt att den planering som gjorts för det ankomna godset måste göras om. Detta i sin tur kan förorsaka förseningar och felaktigheter i lagersaldona.
• Bättre organisation
Uddevalla anser att det måste ske ett bättre och effektivare informationsutbyte mellan Simrishamn och Uddevalla. T.ex. måste det meddelas om det skett ett byte eller en förändring utav artikelnummer som ingår i en stötfångare. Detta är en förutsättning för att få korrekta lagersaldon samt möjliggöra realtidsrapportering.

Bilaga A
118
Sammanfattning - bild
Fabrik –ställage Buffert i våning 2 o 3, Lagertransaktion sker,
realtidssystem
Plockplats Lagertransaktion sker, realtidssystem upphör.
Tält – buffertlager Lagertransaktion
sker, realtidssystem
Placering utav streckkodsetikett på
höljemodell.
Montering Hölje läses av med streckkodsskanner.
Monteringsbild för resp. hölje visas på skärm för
att säkerställa montering.
Placering av stötfångare på vagn. Visuell
kvalitetskontroll.
Avsyning Streckkodsläsare läser av hölje och vagn för att säkerställa att korrekt
stötfångar är på rätt vagn
Placering i FVL Ytterligare
kontroll utav rätt hölje på rätt
vagn.
Lastning och transport utav hölje till Saab. Saab har ibland en
egen kontrollant som kontrollerar att rätt saker hamnar på
lastbilen.
Saab initierar order Framplockning av
korrekta höljen
Bilaga B
119
Bilaga B: Benchmarking Plastal Arendal Plastal produktionsenhet i Arendal är huvudleverantör av kompletta stötfångare till Volvo Personvagnar. Huvudflödet består av sekvensleverering av stötfångare direkt till produktionslinan i Torslanda. Produktionen är uppbyggd av formsprut, maskering, lackering, montering och slutligen sekvenslevereras. Fabriken har cirka 300 anställda och omsätter cirka 600mkr. Produktion - Formsprut arbetar idag tre skift medan övriga produktionen arbetar två skift. Det finns fyra stycken 4000 tons formsprutor. Kring varje formspruta finns en anslagstavla som informerar om aktuella cykeltider, verktyg etc. detta bl.a. för att öka intresset och förståelsen för produktionen hos personalen. Vid besökstillfället, var cykeltiden 83 sekunder gentemot börvärdet på 90 sekunder för en av de stora formsprutorna. Produktionen sköts helt automatiskt. En robot plockar av höljet från formsprutan och placerar det i ett emballage. När emballaget är fullt åker det automatiskt in ett höglager. Operatören kontrollerar kvalitén ungefär på var tionde hölje. Förvärmning görs utav verktygen, vilket sker på en plats i direkt anslutning till formsprutan. Ett verktygsbyte tar efter förvärmningen cirka 45-60 minuter att genomföra. Maskeringsoperationen ligger i anslutning till ”höglager 1”, och påhänget ligger i sin tur i anslutning till maskeringen. Detta gör att höljena inte behöver någon trucktransport för att tas ifrån mellanlager till maskering och därefter till lackering. Maskeringen tar cirka fem minuter att genomföra för de mest krävande höljena. I nuläget hängs tre stycken höljen på varje detaljhänge som går igenom lackeringen. Lackeringsanläggningen är uppbyggd med en tvätt som tar bort mycket utav den smuts som ansamlas på höljena i mellanlagret. Vid avplock och demaskering sker noggrann visuell kontroll utav höljena, endast två anställda jobbar med dessa uppgifter åt gången. Putsningsoperationen flyttades ganska nyligen till att ligga i anslutning till avplocket och demaskeringen, vilket förkortade och gjorde materialflödena avsevärt rationellare. Lackeringskostnaderna (kostnader för att byta lack) har gått ner ifrån 250.000 kr i veckan till 10.000 kr i veckan efter man ifört batchkörningar i lackeringen. Lager - Det finns två stycken helautomatiska höglager som används. ”Höglager 1” (mellanlager innan maskering och lackering) och ”höglager 2” (mellanlager innan montering). ”Höglager 1” har ett maximalt buffertlager utav två skifts totala produktion utav höljen. ”Höglager 2” kan lagra 1879 kassetter (x9) eller cirka 7500 detaljer (stötfångare för 3500 bilar). ”Höglager 1”, lagret innan maskering och lackering, används också som avkylningsplats innan maskering. I anslutning till råvarurlagret finns fyra stycken silos som används för de vanligaste granulatsorterna. Silosen fungerar som ett konsignationslager gentemot leverantören. Totalt sett användes tio stycken granulatsorter. Planering och leverering - Planeringen har tillgång till Volvos preliminära leveransplaner 62 veckor fram i tiden. Kortsiktigt ser planeringen Volvos produktion av de nästkommande 200 bilarna. Dagligen inkommer ”synkro-orders” vilket innebär att man har fyra timmar på sig att leverera en komplett stötfångare till Volvos produktionslina. Normalt försöker Arendal hålla sig med en två timmars buffert av stötfångare gentemot Volvo. Arendal lät tidigare Sekvensflödet styra hela produktionen men man har idag övergått till batchtillverkning. Formsprut, höglager 1), maskering och lackering fungerar numera som batchleverantörer gentemot varandra medan höglager 2 och montering fungerar som sekvensleverantör. Orsaken till denna förändring var att man vill skapa ett jämnare

Bilaga B
120
materialflöde genom fabriken, eftersom flödet och arbetsmiljön tidigare upplevdes som väldigt stressig. Resultatet blev något större buffertlager. Rapportering - Företaget har realtidsrapportering i varje steg utav produktionen, vilket sköts genom att det finns fixa streckkoder på varje kassett. Vid uttag eller inskickning i mellanlager läses streckkoden av manuellt med en laserhandskanner. Det finns även en identifikationslapp på varje enskilt hölje för spårbarhet. Dessa försvinner emellertid lätt i tvätten. Organisation - Arendal har en låg medelålder bland sina anställda. Man försöker nu medvetet att öka medelåldern. Detta eftersom ledningen upplevt att många av de yngre har sett jobbet som ett temporärt jobb i väntan på något annat, vilket bidragit till ett inte önskvärt uppträdande. Affärssystem - Arendal använder sig utav SAP som affärssystem, vilket man anser eventuellt kan komma att bli standard för hela koncernen. Förbättringar av materialflödet Ett jämnare och mer rationellt materialflöde har man försökt att skapa bl.a. genom följande idéer:
- Längre batchstorlekar ger bättre utfall. o Gått ifrån sekvensleverantör i alla produktionssteg.
- Minimerat ledtider genom fördjupat samarbete med leverantörer. - I planeringsarbetet låter man formsprutsansvarige ”köpa” den planeringsplan som
gjorts. o Är planen överlämnad har ansvarige också gett sitt godkännande att
produktionen klarar av att leverera. o Skapar större ansvarskänsla.
- Flyttat putsningsoperationen efter lackering till att ligga i anslutning till avplock och demaskering
- Operatören har utbildats i att lösa vissa enklare problem som kan uppstå för att på så sätt minska stilleståndstiden samt beroendet av servicetekniker
- Infört renodlade verktygstekniker. Ett jämnare och mer rationellt materialflöde har man också försökt att skapa genom att försöka minska kassationerna genom bl.a. följande idéer:
- Låtit fler ur personalen vara mer delaktiga i projektens uppstart för att tillgodose att många synpunkter beaktas
- Mer förebyggande arbete och underhåll, t.ex. ett väl utvecklat samarbete med ABB. - Undersökt hur råmaterialsorter påverkar verktygen och vilka krav som måste ställas på
verktyget. - Utökat samarbetet med verktygsleverantörer och experter inom formsprutsområdet. - Hårdare ifrågasatt orsaker till uppkomna kassationer, t.ex. om ett brännmärke
uppkommer frågar man sig;. varför har det uppkommit ett brännmärke? Övrigt nytänkande som påverkar materialflödet positivt:
- Hårdare krav på operatörerna. De är skyldiga att kontrollera så att man levererar godkända detaljer.

Bilaga B
121
- Renodlat kund och leverantörsförhållandet. Försökt klargöra deras respektive skyldighet och satsat på tvärutbildning och informationsutbyte dem emellan.
- Bättre internutbildning. Anställda har utfört benchmarking i olika former. Operatörer och montörer har t.ex. besökt Volvo för att öka deras förståelse av hela produktionskedjan och vikten av den enskilde operatörens arbete
- Ledningen har försökt att visa mer uppskattning gentemot personalen om ett bra arbete utförts.
- En viktig vändpunkt eller startskott i förändringsarbetet på Arendal var införandet utav PGT (Plastal growing together), vilket anses fungera tillfredsställande.
- För något år sedan friställdes många anställda. Ledningen har försökt att göra personalen medveten om vikten utav förändring och att det är ”deras jobb som står på spel”.
- Diskuterat införandet av ny teknik, t.ex. bluetooth sändare inpressade i höljen för att kunna möjliggöra total spårning och realtidsrapportering utav produktionen. Än så länge är tekniken dock mycket kostsam.


Bilaga C
123
Bilaga C: Benchmarking Collins & Aikman, C&A Collins & Aikman Collins & Aikman producerar formsprutade plastdetaljer till den Europeiska personbilsindustrin. Omsättningen är cirka 490 mkr per år och antalet anställda är cirka 390. Utöver detta finns även en grupp anställda som är verksamma inom utveckling samt en annan grupp som sköter försäljning för stora delar av den Europeiska marknaden. Volvo är den största kunden och står för cirka 40-50 procent av omsättningen. Volvo lastvagnar, Scania och Saab är andra stora kunder. Collins & Aikman är även förhållandevis stora inom ESM- segmentet (expanding sealing material) där man bl.a. är en stor leverantör till Audi, Volkswagen och BMW. ESM-segmentet står för cirka 25 procent av omsättningen Collins & Aikman har också en mindre plywoodproduktion för tillverkning utav av den skiva som separerar bagageutrymmet och baksätet i vissa modeller. Fabrik - Fabriksbyggnaden är uppbyggd med flera mindre lämpligt placerade bärande väggar, vilket begränsar möjligheterna till att ändra fabrikslayouten. Det anses att dagens produktionslayout är långt ifrån optimal. Inte minst förekommer det långa trucktransporter från vissa av formsprutorna till färdigvarulagret. Produktion – I produktionen finns 48 stycken formsprutor, de minsta är 48 tons maskiner medan de största ligger på 2700 ton. Huvudflödet av detaljer produceras dock av maskiner i 1000 tons klassen. Majoriteten av de formsprutade detaljerna är interiörsdelar Ett betydelsefullt flöde är t.ex. interiören till bagageutrymmet (sidostolpar, sidopaneler och trösklar) i Volvo V70. De största formsprutade detaljerna utgörs av ”solskärmen” och inneskärmen som återfinns på lastvagnar. Granulatet torkas i torkar som är placerade i anslutning till råvarulagret och distribueras sedan ut till formsprutorna via ett rörsystem. I produktionen använder man sig av förvärmning av verktyg. Förvärmningsstationer är utplacerade på strategiska platser i formsprutningshallen. Uppfattningen är att förvärmningen ger ett rationellt inslag i materialflödet eftersom uppstartskassationerna minskar samt den personaltid som är relaterad till inställningssvårigheter. Produktionen räknar med en minskning av cykeltiden med 15-30 minuter. Det finns planer på att investera i förvärmningsutrustning som innesluter hela verktyget och därigenom förbättra förvärmningsresultatet. Flertalet av de artiklar som formsprutas kräver ett eller flera monteringssteg innan de är klara för leverans till kund. För att minimera transportsträckor har de flesta monteringsstationer placerats i direkt anslutning till många formsprutor. Detaljerna transporteras, efter formsprut, till monteringsstationerna via rullbanor i så stor utsträckning som möjligt. När detaljerna är klara för leverans förbereds transporterna så tätt inpå ankomst utav lastbilarna som möjligt. Detta för att minimera efterfrågan på lagerytor i samband med leveranser.
Bilaga C
124
Stillestånd som uppstår i produktionen kan ofta bero på bristen på tekniker. Även torktiden av granulat, cirka fyra timmar, kan störa flödet i produktionen. Lager - Råvarulagret omsätts ungefär 25-27 gånger per år. Omsättningshastigheten anses inte vara högre på grund av stora leveranser från kunder på kontinenten med lång ledtid. I råvarulagret används inte hyllplan för lagring bl.a. på grund av den låga takhöjden. Råvarulagret är uppbyggt enligt ett konsignationslager där alltså leverantören äger granulatet och Collins and Aikman betalar endast för de förpackningar med granulat som bryts. Leverantörer av granulat är framförallt Polykemi, General Electrics, BASF och Basell. För att öka säkerheten i lagersaldon och för att få bättre koll på vad som finns och används i produktionen lagerhålls allt material som tas ut i produktionen på separata lagerplatser till skillnad från det material som ingår i säkerhetslagret. I produktionen finns ett system med ”mobila konsignationslager”, som består av vagnar som innehåller mindre monteringsartiklar (muttrar, skruvar etc.) och som används dagligen i produktionen. Beställning och påfyllning sker genom ett kanbansystem. FIFO-principen används för såväl råvarulagret som färdigvarulagret, vilket fungerar tillfredsställande. För att kunna använda FIFO, även om det uppkommer spärrade produkter, flyttas spärrat material till speciella rutor/stuvar avsedda för spärrat material. Detta innebär endast en lagerförflyttning, vilket gör att datummärkningen inte ändras. På så sätt kan de när/om de förs in i systemet igen fortfarande tillämpa FIFO. På de ställen där man använder kanbansystem finns en risk att material som står längst bak inte kommer att användas. I dessa fall har man beslutat att godset måste roteras vid bestämda tidpunkter för att FIFO skall kunna tillämpas i bästa mån. Truckar - De manuella transporterna i fabriken sköts till största del utav motviktstruckar. I nuläget använder man nio stycken truckar. Den totala trucktiden per år är cirka 40.000 trucktimmar, fördelade på 23 förare och tre skift. Emballage - För ESM-produktionen används interna emballage. Dessa fraktas sedan till en anläggning i Tyskland där ompaketering sker till kundemballage (kunder är framförallt Audi, Volkswagen och BMW). De flesta formsprutade artiklar lagerhålls och levereras i kundägt emballage. Collins & Aikman erhåller kundägt emballage i regel för fem dagars produktion. Försök har emellertid gjorts för att öka tiden till nio dagar, dock utan framgång. I vissa fall medger kunden bara emballage för tre dagar, vilket ställer till stora problem för produktionen. Produktsäkring - C&A använder sig av ett kvalitetssystem som kallas Prodman, tillverkat av Industrisystem (ägs till 20% utav Intentia), för produktsäkring. Systemet används framför allt när någon form utav montering sker. Montören läser av en streckkodsetikett, med en laserhandskanner, som finns placerad på detaljen. På en skärm visas sedan en bild av hur montering skall utföras. Systemet räknar också att korrekt antal detaljer placeras i varje emballage. För att öka säkerheten att rätt pallar med detaljer lastas på lastbilarna finns ett system med internflaggor och leveransflaggor. I samband med att t.ex. ett emballage placeras i färdigvarulagret sätts en ”internflagga” med artikelnummer, datum, batchnummer etc. på emballaget. När emballaget sedan placeras på utlastningsplatsen placeras en leveransflagga,

Bilaga C
125
som fås i samband med fraktsedeln, på emballaget. Respektive leveransflagga placeras sedan på det emballage där leveransflaggan överensstämmer med internflaggan. Affärssystem och planering - Movex används som affärssystem och lagerstyrningssystem. Det förekommer dock vissa tilläggssystem som används när material skall lagerhållas vid maskin eller vid hanteringen vid Id-punkten. APD, advanced production planning, är ett system som används för planeringen av produktionen. För tillverkningen utav den ”skiva” (plywoodskiva inklädd i filt) som separerar bagageutrymmet och baksätet används ett kanbansystem i de olika produktionsstegen som därigenom skapar ett sug bakåt i produktionen. Lagernivåerna (efterfrågan) kontrolleras här genom att reglera antalet kanbankort i de olika produktionsstegen. Framtid - C&A räknar med att efterfrågan från Saab och Volvo kommer att sjunka den närmaste tiden medan Audi, BMW och troligen Volkswagen kommer att skapa nya projekt. Sex till sju nya formsprutor kommer troligen att installeras framöver. Ökningen kommer framförallt att ske inom ESM-området där antalet formsprutor ökar från sex stycken till 15 stycken. Efter nyår kommer man inom ESM att jobba tre skift plus helger, mot höstens två skift. C&A tror att omsättningen för 2004 kommer gå ner 10 procent men att den sedan kommer öka igen under 2005 och framöver bl.a. på grund av nya 9-3 wagon och ersättaren av nya Volvo S80. Förbättringar av materialflödet Ett jämnare och mer rationellt materialflöde har Collins & Aikman försökt att skapa bl.a. genom följande ”nya idéer”:
• För att minimera risken för teknikerbrist undersöker man möjligheterna att integrera teknikerna, arbetsledningen och planeringsavdelningen i planeringen utav verksamheten. Detta skulle göra att verktygsbyten, underhåll etc. skulle kunna planeras på ett sätt som minimerar störningar i produktionen
• Eftersom paketeringen av artiklar i vissa emballage är tämligen volymkrävande, med
mycket luft mellan detaljerna, undersöks alternativ för hur detaljerna kan placeras på ett bättre sätt. T.ex. undersöks det hur ”skumgummi” påsar kan användas för förvaring av vissa detaljer så att paketeringen i träemballage kan ske på ett mindre volymkrävande sätt.
• I ett försök att öka effektiviteten, minska kapitalbindningen och reducera den
mänskliga hanteringen har det beslutats att sex stycken silos, för lagerhållning av granulat, med tillhörande dagtankar skall införas. Silosen kopplas till torkarna och därefter till distributionssystemet utav granulat till formsprutorna. Införandet så här långt tyder på att tre personer inom lagerhanteringen kan reduceras samt att betydande yta i råvarulagret kan frigöras. Silosen är utrustade med modem som mäter och skickar information till leverantören om dess status. Silosen kommer att fungera som ett konsignationslager. En uppgörelse har gjorts med Tyska BASF som kommer att kunna utföra tester och analyser på granulatet och silosarna. I gengäld kommer BASF att stå för 0.9 mkr av den totala kostanden på 2.5mkr.
• Truckförare kör idag omkring och detekterar visuellt var de kan hjälpa till, vilket leder
till mycket okynneskörning enligt logistikansvarige på C&A. Ett system skall införas med truckterminaler i varje truck där föraren får en order från systemet när ett

Bilaga C
126
emballage är fullt. Identifieringen och rapportering sker samtidigt som artikeln lagerplaceras (föraren får en lagerplats tilldelad av systemet). Detta gör att Id-punkten i framtiden endast kommer att används för bandning och slutpaketering, vilket gör att man sparar in en tjänst per skift vid Id-punkten. Resultatet tros också leda till högre artikelsäkerhet och effektivare truckutnyttjande eftersom det är färre antal mänskliga led inblandade.

Bilaga D
127
Bilaga D: Fabrikskarta
UTEGÅRD
OMK LÄ DN HERR
SNI
CKE
RI
OM KLÄDN DAMRE P . och
UN D ER H Å LL
HUVUDLAGER
S KÄ R M TA K
I D-P UN K T
RÅVARULAGER T ÄL T 2
V T G-V E RK S TA DS P RU T
FORMSPRUT 2
FORMSPRUT 1
KALLAGERKROSSEN
MONTERING
MASKERING
FORMLAGERFIXTUR
UTEGÅRD
M OT PR O V ER
P RO D RE V
PR OVLA CKE RI NGTV ÄTT
FORM VERKSTAN
M Ä T-R U M LAB
MELLANLAGER LACK
UV-LACKLA CK T OR G
SPRIMAG
SUPERLINE
PACKENSUPERL INE
FÄR
GS
PILL
3151
2001
154
421
654 50
1
50
2
10
03
353
65
2
803
100
44
23
42
4
42
2
100
5
2301
2302
2151
LAGER - 01T V ÄT T
H Ä N G E
LACKERING
PU MPRU MSU PERLI NE
ÅTE
RVIN
NING
LÖS
N. ME
DEL
CO2
R E CE P TI O N
FAB IK I S IMRISHAMNPLAN 1SKALA: 1:1300
SP S
Cyklar
3201
FÄ R G -LA G ER
T Ä LT 1
10
06
TÄLT B TÄLT A
152
655
42
5
160
2
61
80
2
E-hallen
4001

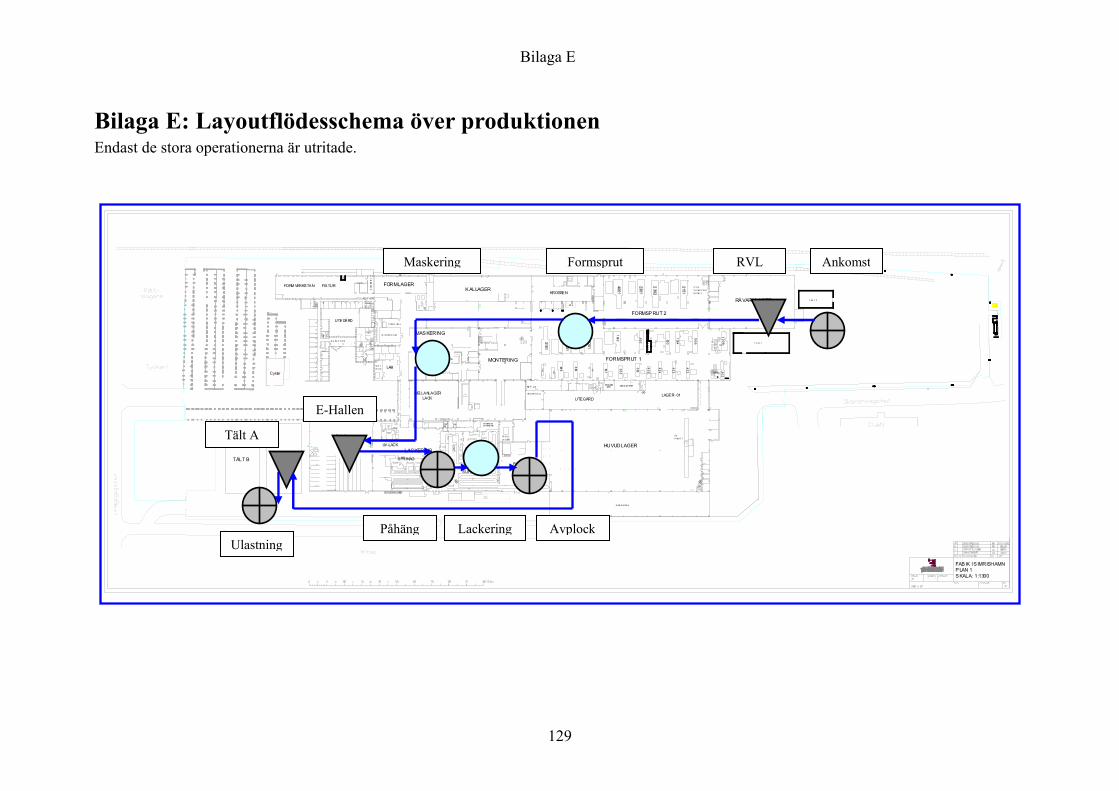
Bilaga E
129
Bilaga E: Layoutflödesschema över produktionen Endast de stora operationerna är utritade.
UTEGÅRD
OMK LÄ DN HERR
SNI
CKE
RI
OM KLÄDN DAMRE P . och
UN D ER H Å LL
HUVUDLAGER
S KÄ R M TA K
I D-P UN K T
RÅVARULAGER T ÄL T 2
V T G-V E RK S TA DS P RU T
FORMSPRUT 2
FORMSPRUT 1
KALLAGERKROSSEN
MONTERING
MASKERING
FORMLAGERFIXTUR
UTEGÅRD
M OT PR O V ER
P RO D RE V
PR OVLA CKE RI NGTV ÄTT
FORM VERKSTAN
M Ä T-R U M LAB
MELLANLAGER LACK
UV-LACKLA CK T OR G
SPRIMAG
SUPERLINE
PACKENSUPERL INE
FÄR
GS
PILL
3151
2001
154
421
654 50
1
50
2
10
03
353
65
2
803
100
44
23
42
4
42
2
100
5
2301
2302
2151
LAGER - 01T V ÄT T
H Ä N G E
LACKERING
PU MPRU MSU PERLI NE
ÅTE
RVIN
NING
LÖS
N. ME
DEL
CO2
R E CE P TI O N
FAB IK I S IMRISHAMNPLAN 1SKALA: 1:1300
SP S
Cyklar
3201
FÄ R G -LA G ER
T Ä LT 1
10
06
TÄLT B TÄLT A
152
655
42
5
160
2
61
80
2
E-hallen
4001
AnkomstRVLFormsprut Maskering
Ulastning
Tält A
E-Hallen
Påhäng Lackering Avplock


Bilaga F
131
Bilaga F: Flödesdiagram över trucktransporter
UTEGÅRD
OMKLÄDN HERR
SN
ICK
ERI
OMKLÄDN DAMREP. och
UNDERHÅLL
HUVUDLAGER
SKÄRMTAK
ID-PUNKT
RÅVARULAGER TÄLT 2
VTG-VERKSTADSPRUT
FORMSPRUT 2
FORMSPRUT 1
KALLAGERKROSSEN
MONTERING
MASKERING
FORMLAGERFIXTUR
UTEGÅRD
MOTPROVER
PROD REV
PROVLACKERINGTVÄTT
FORMVERKSTAN
MÄT-RUM LAB
MELLANLAGER LACK
UV-LACKLACKTORG
SPRIMAG
SUPERLINE
PACKENSUPERLINE
FÄRG
SP
ILL
3151
2001
154 421
654 501
502
1003
353652 803
1004423
424
422
1005
2301
2302
2151
LAGER -01TVÄTTHÄNGE
LACKERING
PUMPRUMSUPERLINE
ÅTER
VINNIN
GLÖ
SN. M
EDEL
CO2
RECEPTION
FABIK I SIMRISHAMNPLAN 1SKALA: 1:1300
SPS
Cyklar
3201
FÄRG-LAGER
TÄLT 1
1006
TÄLT B TÄLT A
152
655
425
1602
61
802
E-hallen
4001
1
3
8
5 7
6
4
2


Bilaga G
133
Bilaga G: Truckutnyttjande
Truckutnyttjande - Manuella
0100020003000400050006000
Jan
FebMars Apr Maj
Juni Ju
liAug
Sept
OktNov Dec
Tid
Tim
mar 1998
19992000200120022003P
Figur 1.2 Manuellt truckutnyttjande månadsvis mellan 1998 och 2003.
Truckutnyttjande - WGL
0
500
1000
1500
2000
Jan
Feb Mar Apr Maj Jun Ju
lAug Sep Okt
Nov Dec
Tid
Tim
mar 1998
19992000200120022003
Figur 1.2 WGL truckutnyttjande månadsvis mellan 1998 och 2003.
Truckutveckling - Modeller
02468
1012
Mits
ubis
hiFr
asse
JUN
GH
E
FG-V
16
Toyo
taFr
asse
Cla
rk E
M15
BT
RT
2000
EB
T V
TG
NY
K P
last
al
RR
AC
I321
697
BT
RR
AC
I321
697
Jung
hein
rich
Modell
Ant
al
199819992000200120022003
Figur 1.2 Tillväxt utav antalet manuella truckar modell för modell mellan 1998 och 2003.


Bilaga H
135
Bilaga H: Kalkylerade Saab volymer Volymsjämförelse mellan Saabs olika modeller för 2003 och 2004.
Saab - Beräknad bil per måndad
02000400060008000
1000012000
1 2 3 4 5 6 7 8 9 10 11 12
Månad
Ant
al
440, 2004Reserv, 2004 9-5, 2004440, 2003Reserv, 20039-3, 20039-5, 2003
Figur 1.2. Jämförelse av Saabs volymer 2003 och kalkylerad volymer för 2004 för modell samtliga modeller som passerar genom lackeringen.


Bilaga I
137
Bilaga I: Kalkylerade utnyttjande av formsprutor Grafer över enskilda formsprutors utnyttjandegrader samt kalkylerat utnyttjande uttryckt i antal timmar.
Kalkylerad Untyttjandegrad - Stora formsprutor
0,00,51,0
1,5
2,0
2003
Q1
2003
Q3
2004
Q1
2004
Q3
2005
Q1
2005
Q3
2006
Q1
2006
Q3
Tid
Utn
yttja
ndeg
rad
16022001215123012302315032014001
Figur 1.2. Enskilda stora formsprutors kalkylerade utnyttjandegrad för år 2003 –2006.
Kalkylerat Utnyttjande (h) - Stora formsprutor
0500
1000150020002500
2003
Q1
2003
Q3
2004
Q1
2004
Q3
2005
Q1
2005
Q3
2006
Q1
2006
Q3
Tid
Tim
mar
16022001215123012302315032014001
a
Figur 1.2. Enskilda stora formsprutors kalkylerade utnyttjande uttryckt i antal timmar för år 2003 –2006.

Bilaga I
138
Kalkylerat Utnyttjande (h) - Stora formsprutor
0
2000
4000
6000
8000
2003 2004 2005 2006
Tid
Tim
mar
16022001215123012302315032014001
t
Figur 1.2. Enskilda stora formsprutors kalkylerade utnyttjande uttryckt i antal timmar för år 2003 –2006.
Kalkylerad Utnyttjandegrad - Små formsprutor
0,0
0,5
1,0
1,5
2,0
2,5
2003
Q1
2003
Q3
2004
Q1
2004
Q3
2005
Q1
2005
Q3
2006
Q1
2006
Q3
Tid
Utn
yttja
ndeg
rad
611521543534214224234244255015026526546558028031003
Figur 1.2. Enskilda små formsprutors kalkylerade utnyttjandegrad för år 2003 –2006.

Bilaga I
139
Kalkylerat Utnyttjande (h) - Små formsprutor
0
500
1000
1500
2000
2500
3000
3500
2003
Q1
2003
Q3
2004
Q1
2004
Q3
2005
Q1
2005
Q3
2006
Q1
2006
Q3
Tid
Tim
mar
6115215435342142242342442550150265265465580280310031004
Figur 1.2. Enskilda stora formsprutors kalkylerade utnyttjande uttryck i antal timmar för år 2003 –2006.


Bilaga J
141
Bilaga J: Karta över Råvaruhallen
Formsprut
stuvar
Torkar
Råvaru- gården
Hyllplan
Formsprut
stuvar
Torkar
Råvaru- gården
Hyllplan
Råvaruhallen efter förändringsförslag
Silos
Tält 2
Tält 2
Alt 1. Enligt bild ovan. Alt 2. Placera silos inne i Råvaruhallen längsmed östra väggen.
Norr Nuläge Råvaruhallen
Emballage bygge
Emballage bygge


Bilaga K
143
Bilaga K: Karta över E-Hallen Blå lageryta kommer att elimineras för att möjliggöra FIFO hantering.

Bilaga L
145
Bilaga L: Införande av ett nytt rapporteringssystem i realtid Vi anser att stora lagersaldodiffar, manuell inventering, försvårad planering av formsprutor, inköp (ej utnyttjande av Movex planeringsrutiner) och spärrning av detaljer är exempel för att nämna några som kan hänföras till dagens undermåliga rapporteringssystem. Brister som alla leder till ett mer komplicerat och tidskrävande materialflöde. Vi föreslår därför att ett nytt rapporteringssystem införs. Vi kommer inte att gå in i detalj på hur detta bör utformas istället ger vi två olika alternativ som bör undersökas vidare för att få en helhetsbild. Alternativ 1- Rapporteringssystem baserat på streckkoder Streckkodstekniken är en billig och beprövad teknik. Vi anser dock inte att rapporteringssystem baserat på streckkodsteknik är det mest optimala. Huvudargumentet är att det kräver en ganska omfattande mänsklig inblandning. Det finns alltid risk att människan glömmer bort, slarvar, att hon inte följer de regler och hänvisningar som finns, vilket i vår mening underminerar rapporteringssäkerheten. Fördelen är att det är relativt billigt att genomföra. Ett tänkt system skulle innebära:
- Varje kassett har en unik streckkodsetikett - Varje arbetsstation utrustas med laser handskanners, en lista med förprogrammerade
streckkodsetiketter för varje artikelnummer. Information om artikeln, antal som placeras i emballaget etc.
- De förprogrammerade streckkodsetiketterna för artikelnumren och för kassetterna är kopplade till ett lagerstyrningssystem.
- Truckarna utrustas med truckterminaler och laserskanners Rapportering skall således ske i varje produktionssteg och lagerförflyttning. I produktionsstegen ”aktiveras” kassetterna genom att operatören läser av artikeln ur sin lista, vilket innebär att emballaget (kassetten) förutsätter ett bestämt antal detaljer. Operatören behöver således endast ”aktivera” artikeln som produceras/förädlas för att systemet ska veta hur många detaljer som finns i emballaget efter att detaljerna lämnar produktionsstället. Truckföraren skannar endast av kassetterna varje gång det görs en förflyttning. Uppkommer t.ex. en kassation under en förflyttning skannar truckföraren endast av kassetten och ändrar saldot för den enskilda kassetten. Liknande system kan givetvis användas även på detaljnivå. Detta förutsätter dock en betydligt större mänsklig insatts vilket kan äventyra rapporteringssäkerheten. Alternativ 2- Rapporteringssystem baserat på RFID-teknik (radio frequency identification) RFID tekniken har länge varit ganska dyr och obeprövad men idag har intresset från industrins sida ökat avsevärt. Tekniken minimerar den mänskliga inblandningen, vilket vi starkt förutspråkar. Tekniken har blivit avsevärt billigare jämfört med tidigare men dess nackdel är dock den förhållandevis stora initiala investeringen, eftersom det troligen kommer att krävas betydande uppgraderingar av såväl hård som mjukvara. Vid lämpliga platser t.ex. porten vid ingången till Formsprut 1 vid krossen, ingången till Mellanlager hlack, ingången till E-hallen, ingången till FVL etc. placeras läsarantenner för

Bilaga L
146
identifiering. Man kan tänka sig två olika lösningar. Antingen ett system med RFID-tags på kassettnivå eller på detaljnivå (höljeninvå).
- Att använda sig av identifiering med RFID-tags på kassettnivå är den billigare lösningen. Lösningen förutsätter att man har ett system liknande det för streckkodslösningen att informationen på kassetterna ändras efter vissa produktions- eller förädlingssteg (t.ex. antalet detaljer som finns på kassetten). Systemet möjliggör även lagerpositionsbestämning.
- Att använda sig av identifiering med RFID-tags på hölje nivå är ett mer komplicerat och dyrbart alternativ. I samband med formsprutning kan man tänka sig att en RFID-tag sätts fast och som sedan följer med höljet genom hela flödet i Simrishamn och Uddevalla för att tas av precis i samband med leveransen till Saabs produktionslina. Tagsen skickas sedan tillbaka till Simrishamn för att återanvändas. Ett sådant system skulle innebära nästintill 100 procent rapporteringssäkerhet samtidigt som det ger lika hög grad av spårbarhet. Systemet skulle även fungera exceptionellt bra för efteranalyser eftersom alla data i produktionen t.ex. alla parameterinställningar för formsprut och lackering, batchtillhörighet, tid i olika lager etc. sparas i varje RFID-tag och blir således unikt för varje hölje. När RFID-tagen återvänder sparas informationen i en databas, vilket gör att den sedan kan återanvändas i produktionen. Varje hölje får även ett unikt nummer ingraverat som kopplas till tagen, vilket alltså möjliggör full spårbarhet även efter detta att höljet/stötfångaren lämnat såväl Uddevalla som Saab.

Bilaga M
147
Bilaga M: Ordlista Hölje: Formsprutad detalj som i senare produktionssteg monteras till en färdig stötfångare till en personbil. Spoiler: Den ”plastlist” som sitter under höljet/stötfångaren fram och bak på en personbil. Tröskel: Den ”plastlist” som sitter utmed bilens underdrev mellan främre och bakre hjulen, under dörrarna på en personbil. Sekvensflödet: Ett utav de produktionsflöden som finns inom Plastal kallas internt för sekvensflödet. Detta p.g.a. att artiklarna; hölje, spoiler och tröskel formsprutas och lackeras på Plastals fabrik i Simrishamn varefter de skickas till Plastals fabrik i Uddevalla. I Uddevalla mellanlagras dessa artiklar tills man erhåller en sekvensorder från Saabs fabrik i Trollhättan. När orden erhålles från Saab har fabriken i Uddevallan en bestämd tid på sig att montera ihop ett formsprutat och lackerat hölje till en komplett stötfångare som sedan levereras i samma sekvens som de ska skall monteras på bilarna på produktionslinan. Formsprut 1: Den del utav produktionshallen som innehåller de mindre formsprutorna och vars tillverkning inte räknas till sekvensflödet (se ovan). Formsprut 2: Den del utav produktionshallen som innehåller de större formsprutorna och vars tillverkning räknas primärt till sekvensflödet (se ovan). Sekvensdetaljer: Benämning på de detaljer som ingår i sekvensflödet (se ovan). Kassett: Emballagetyp för förvaring utav höljen. Finns blå stålkassetter som används internt i Simrishamn och grå aluminiumkassetter som används för extern leverans från Simrishamn till Plastal fabrik i Uddevalla. Rack/ Racks: Emballagetyp för förvaring utav spoiler. Träkista: Emballagetyp för förvaring utav trösklar. Träkisteflödet: Ofta en benämning på det flöde av emballage som innehåller träkistor (se ovan) eller liknande emballagetyper med den gemensamma nämnaren att de inte behöver passera en bandningsstation innan de skickas till ett färdigvarulager. Huvudlager: En benämning på det färdigvarulager som i nuläget är lagerplats för artiklar som inte ingår i sekvensflödet (se ovan). E-hallen: Mellanlager för detaljer i sekvensflödet (se ovan), som skall lackeras. Tält A: Färdigvarulager för sekvensdetaljer (se ovan). FIFO: First in First out. Plockmetod vid lagerhantering som innebär att man plockar ut den detalj som först kom in, d.v.s. den äldsta detaljen skall hela tiden tas ut först.





























