Embed Size (px)
Citation preview

1
§ Lexique anglais – français
§ 2 processus inséparables
§ Terminologie
§ Méthodologie de l'évaluation
§ Méthodes d'analyse statistique
§ Indices de capacité
§ Exemple
Évaluation d’un processus mesure
Bernard CLÉMENT, PhDÉvaluation processus mesure
2Bernard CLÉMENT, PhD
Lexique anglais - français
Precise ……………………………… précise
Acuracy …………………………….. juste
Bias …………………………………. biais
Repeatability ……………………….. répétitivité
Reproductibility …………………….. reproductibilité
Measurement system evaluation …. évaluation système mesurage
(évaluation : précision et justesse)
Gage R&R ……………...............étude Répétitivité et Reproductibilitéd’un instrument de mesure (jauge)
( évaluation : précision )
Évaluation processus mesure
3Bernard CLÉMENT, PhD
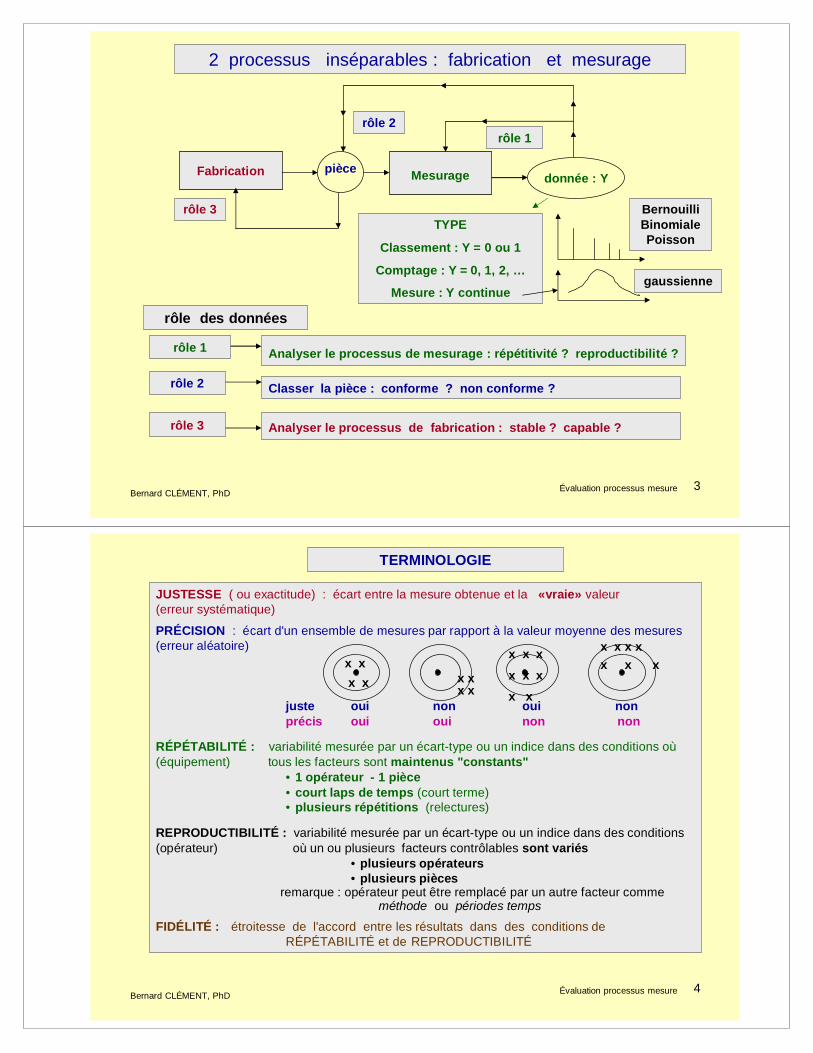
2 processus inséparables : fabrication et mesurage
Fabrication pièce Mesurage donnée : Y
TYPE
Classement : Y = 0 ou 1
Comptage : Y = 0, 1, 2, …
Mesure : Y continue
Bernouilli Binomiale Poisson
gaussienne
rôle 1rôle 2
rôle 3
rôle 1 Analyser le processus de mesurage : répétitivité ? reproductibilité ?
rôle 2 Classer la pièce : conforme ? non conforme ?
rôle 3 Analyser le processus de fabrication : stable ? capable ?
rôle des données
Évaluation processus mesure
4Bernard CLÉMENT, PhD
TERMINOLOGIE
JUSTESSE ( ou exactitude) : écart entre la mesure obtenue et la «vraie» valeur (erreur systématique)
PRÉCISION : écart d'un ensemble de mesures par rapport à la valeur moyenne des mesures(erreur aléatoire)
juste oui non oui nonprécis oui oui non non
RÉPÉTABILITÉ : variabilité mesurée par un écart-type ou un indice dans des conditions où(équipement) tous les facteurs sont maintenus "constants"
• 1 opérateur - 1 pièce• court laps de temps (court terme)• plusieurs répétitions (relectures)
REPRODUCTIBILITÉ : variabilité mesurée par un écart-type ou un indice dans des conditions(opérateur) où un ou plusieurs facteurs contrôlables sont variés
• plusieurs opérateurs• plusieurs pièces
remarque : opérateur peut être remplacé par un autre facteur commeméthode ou périodes temps
FIDÉLITÉ : étroitesse de l'accord entre les résultats dans des conditions deRÉPÉTABILITÉ et de REPRODUCTIBILITÉ
x xx x x x
x x
x x xx x xx x
x x x xx x x
Évaluation processus mesure

5Bernard CLÉMENT, PhD
TERMINOLOGIE
STABILITÉ processus libre de toute source de variabilité spéciale (hors contrôle statistique
BIAIS présence ou influence d’un facteur qui fait paraître les donnéesdifférentes de ce qu’elles sont par l’ajout d’un écart systématique;méthode de détection d’un biais : utiliser des pièces déjà calibrées
CALIBRATION processus par lequel l’appareil est employé avec de pièces calibrées dont les valeurs sont connues ; le résultat observé permet unajustement normatif de l’appareil (calibrage) ; cette opération doit sefaire périodiquement
LINÉARITÉ la précision ou la justesse varient à l’intérieur de l’espace de mesure;l’absence de linéarité est désirable : la précision et la justesse sont constantes
FACTEURS pouvant contribuer à la variabilité (non qualité ) d’une mesure Y écart type
1. variabilité humaine : opérateur à opérateur ……………………………………………. σo
2. variabilité unités mesurées : pièce à pièce / lot-à-lot ……………………………….. σp
3. variabilité répétition = erreur de mesure de l’appareil = précision appareil……….. σe4. variabilité temporelle : heure à heure, jour à jour, semaine à semaine, mois à mois …
OBJECTIFS DE L’ÉVALUATION DU PROCESSUS DE MESURAGE- quantifier contribution (absolue, relative) de chaque facteur avec des écarts types / indices- détecter la variabilité entre les produits- décider si le processus de mesurage doit être amélioré
Évaluation processus mesure
6Bernard CLÉMENT, PhD
DONNÉES : modèle - plan - objectifsFacteurs retenus dans une étude Répétitivité et Reproductibilité
O : Opérateur P : Pièce R : Répétition
MODÈLE Y i j k = μ + β + Oi + Pj + (OP)i j + E i j koù Y i j k : mesure obtenue / pièce j / opérateur i / répétition k
μ : «vraie valeur » β : biais
O i : effet opérateur ~ N ( 0, σo2 ) i = 1, .. , I
P j : effet pièce ~ N ( 0, σp2 ) j = 1, .. , J
OP i j : interaction O x P ~ N ( 0, σop2 )
E k : effet répétition ~ N ( 0, σ e2 ) k = 1, .. , K
Hypothèses β = 0 on suppose que l’appareil est calibré
simplificatrices σop2 = 0 aucun effet d’interaction entre opérateur et la pièce
( sinon il y a un « problème » )
PLAN de collecte des données souvent employé :
I : 2 ou 3 J : au moins 10 K : 2 ou 3Important : les pièces doivent provenir d’un plan d’échantillonnage reflétant
les sources de variabilité potentielles de la production
OBJECTIF : estimation des écarts types σe / σo / σp / indices
Évaluation processus mesure

7Bernard CLÉMENT, PhD
EXEMPLE: Y = épaisseur ( Angstoms = 10 - 8 mm )
PLAN DE COLLECTE DE DONNÉES- pièces : échantillonnage d’au moins 10 provenant la production
important : faire un échantillonnage représentatif de la variabilité de la production - opérateurs : 2 ou 3 - répétitions : chaque opérateur mesure chaque pièce 2 ou 3 fois
MÉTHODOLOGIE DE L’ÉVALUATION DU PROCESSUS MESURAGE
Opérateur 1 2 3
Répétition 1 2 3 1 2 3 1 2 3Pièce 1 15,641 15,641 15,625 15,625 15,656 15,625 15,686 15,701 15,701
2 18,056 18,056 18,056 18,056 18,056 18,036 18,096 18,096 18,0963 16,857 16,857 16,875 16,840 16,875 16,857 16,893 16,910 16,9834 16,382 16,365 16,382 16,365 16,348 16,348 16,382 16,398 16,3985 24,772 24,772 24,772 24,735 24,772 24,735 24,772 24,772 24,7726 16,928 16,910 16,928 16,910 16,910 16,910 16,945 16,945 16,9457 24,659 24,585 24,585 24,585 24,622 24,548 24,657 24,597 24,5788 16,991 17,016 16,999 16,963 16,981 16,999 17,016 17,016 17,0169 16,415 16,432 16,432 16,415 16,415 16,415 16,481 16,498 16,498
10 17,016 17,016 17,016 17,016 17,016 17,016 17,016 17,088 17,016
Évaluation processus mesure
8Bernard CLÉMENT, PhD
ANALYSE STATISTIQUE
MÉTHODE Cartes de Shewhart Xbar & R Analyse de la variance (ANOVA)
AVANTAGE graphique /calculs faciles /conviviale plus générale
INCONVÉNIENT interaction Opérateur x Pièce = 0 plus difficile à comprendre
EXEMPLE : carte R - utilisation du module PROCESS ANALYSIS de Statistica
Combined Range ChartOperators by Parts
Average Range: 21.7000Sigma (Range): 11.3895
No. of Trials: 3
1 2 3
Operators (variable: OPER)
0
10
20
30
40
50
60
70
80
90
Ran
ges
(var
iabl
e: Y
_EPA
IS)
21.7000
55.8686
Remarque
pièce # 7 hors contrôle
et pièce # 10 erreur
d’entrée de données
17088 est erronée
valeur corrigée 18018
nouvelle carte R
sans la pièce # 7
et valeur corrigée
Évaluation processus mesure
9Bernard CLÉMENT, PhD
Combined Range ChartOperators by Parts
Average Range: 13.1111Sigma (Range): 6.88155
No. of Trials: 3
1 2 3
Operators (variable: OPER)
0
5
10
15
20
25
30
35
40
45R
ange
s (v
aria
ble:
Y-C
OR
RC
T)
13.1111
33.7558
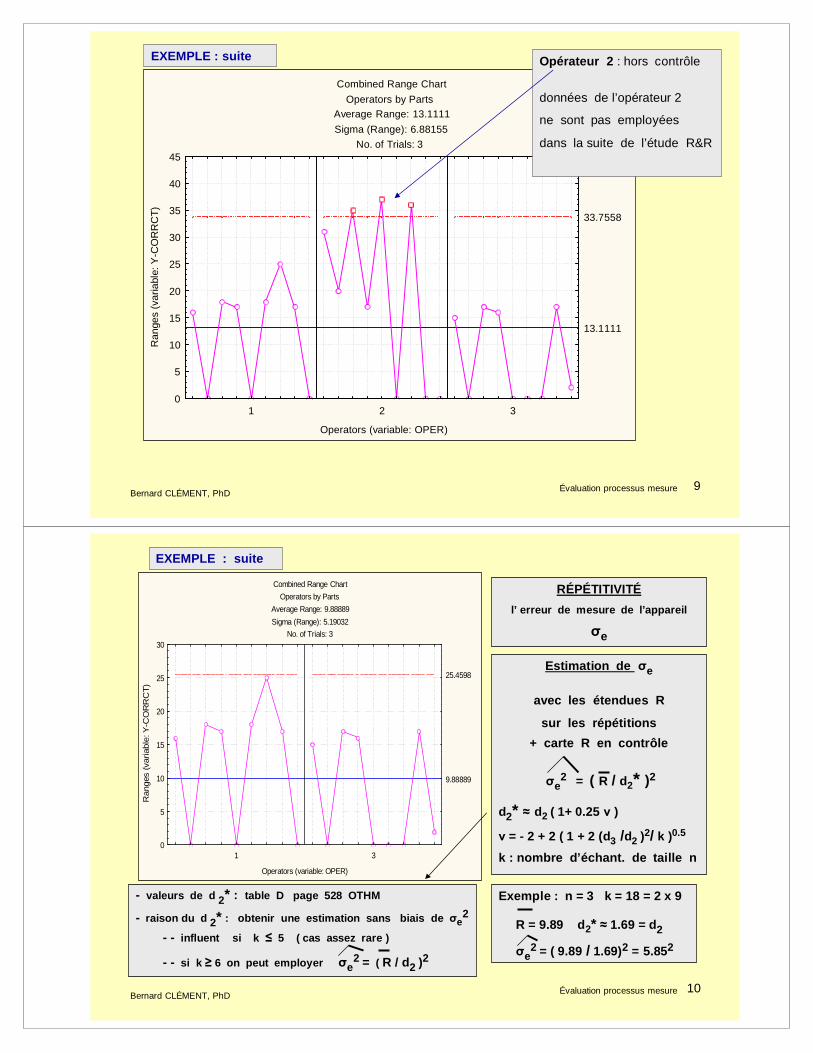
EXEMPLE : suite Opérateur 2 : hors contrôle
données de l’opérateur 2
ne sont pas employées
dans la suite de l’étude R&R
Évaluation processus mesure
10Bernard CLÉMENT, PhD
EXEMPLE : suite
Combined Range ChartOperators by Parts
Average Range: 9.88889Sigma (Range): 5.19032
No. of Trials: 3
1 3
Operators (variable: OPER)
0
5
10
15
20
25
30
Ran
ges
(var
iabl
e: Y
-CO
RR
CT)
9.88889
25.4598
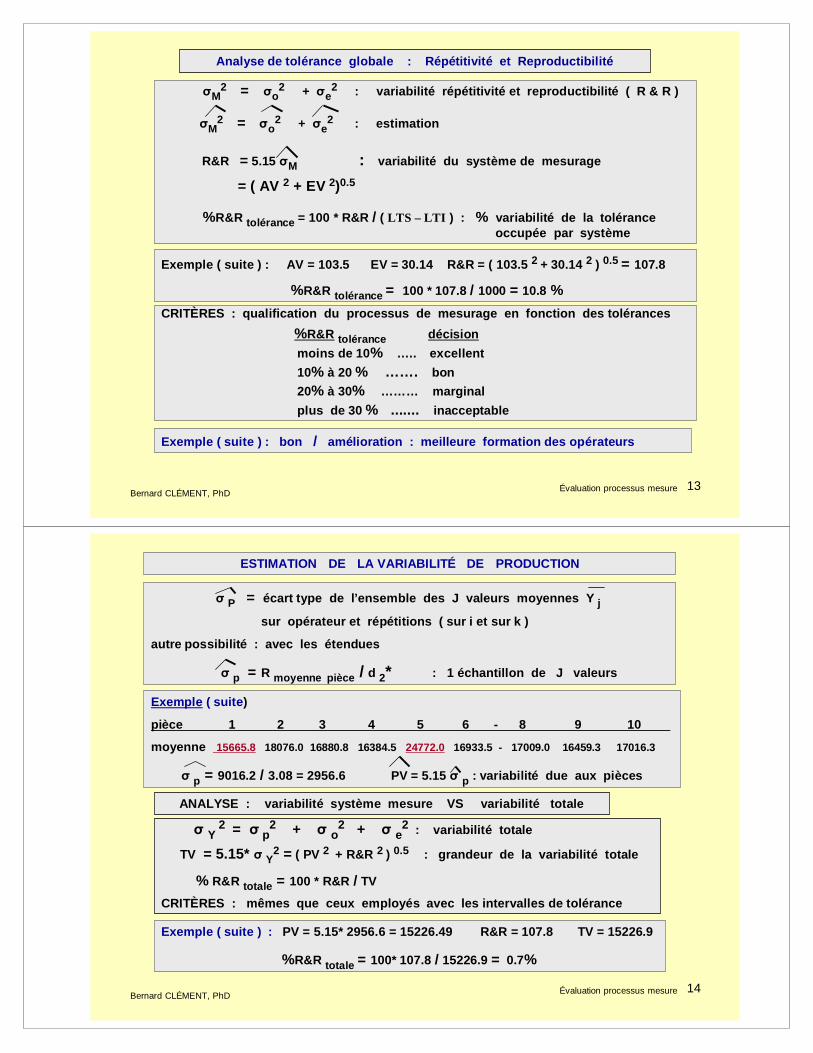
RÉPÉTITIVITÉl’ erreur de mesure de l’appareil
σe
Estimation de σe
avec les étendues R
sur les répétitions+ carte R en contrôle
σe2 = ( R / d2* )2
d2* ≈ d2 ( 1+ 0.25 ν )
ν = - 2 + 2 ( 1 + 2 (d3 /d2 )2/ k )0.5
k : nombre d’échant. de taille n
- valeurs de d 2* : table D page 528 OTHM
- raison du d 2* : obtenir une estimation sans biais de σe2
- - influent si k ≤ 5 ( cas assez rare )
- - si k ≥ 6 on peut employer σe2 = ( R / d2 )
2
Exemple : n = 3 k = 18 = 2 x 9
R = 9.89 d2* ≈ 1.69 = d2
σe2 = ( 9.89 / 1.69)2 = 5.852
Évaluation processus mesure

11Bernard CLÉMENT, PhD
Exemple ( suite) : EV = 5.15 x 5.85 = 30.14 LTS = T + 500 LTI = T – 500
tol = LTS - LTI =1000 %EVtolérance = 100*EV / tol =100*30.14 / 1000 = 3.1%
- grandeur de variation due à l’équipement- couvre 99% de la variabilité due à l’équipement- convention qui diffère de celle employée dans les études
de capacité des processus de fabrication ( 99.73% )
remarque : 5.15 = 2 x z 0.995 = 2 x 2.575
z 0.995 : quantile d’ordre 99.5 loi gaussienne
EV = 5.15*σe : variation due à l’appareil ( « equipment variation » )
%EVtolérance = 100 * EV / ( LTS – LTI ) : % variabilité de la tolérance
tolérance = LTS - LTI occupée par l’instrument
- 2.575 0 2.575
DÉFINITIONS
Estimation de la reproductibilité
σ Y 2 = ( R Y / d2* )2
où R Y : étendues entre les J valeurs moyennes opérateurs ( sur i et k ) Y j
d2* : table D avec 1 ( valeur de N dans la table ) échantillon de taille n = J
Évaluation processus mesure
12Bernard CLÉMENT, PhD
Exemple ( suite) : Y 1 = 17674.4 , Y 3 = 17702.8 , R y = 17702.8 – 17674.4 = 28.4
d 2* = 1.41 , σ Y 2 = ( 28.4 / 1.41 )2 = 20.12 angstroms2
Estimation de σ o
σo2 = σY
2 - ( σe2 / JK ) J = nombre pièces K = nombre répétitions
= 0 si la différence est négative
Exemple ( suite) : σ Y 2 = 20.12 σ e
2 = 5.852 J = 9 K = 3
σo2 = 20.12 - ( 5.852 / 27 ) = 20.12
Analyse de tolérance reproductibilitéAV = 5.15 σo : variation due à l’opérateur ( «appraiser variation »)
%AVtolérance = 100 * AV / ( LTS – LTI ) : % variabilité de la toléranceoccupée par l’opérateur
Exemple ( suite) : AV = 5.15 x 20.1 = 103.5
%AVtolérance = 100 * 103.5 / 1000 = 10.4 %
Évaluation processus mesure
13Bernard CLÉMENT, PhD
Analyse de tolérance globale : Répétitivité et Reproductibilité
σM2 = σo
2 + σe2 : variabilité répétitivité et reproductibilité ( R & R )
σM2 = σo
2 + σe2 : estimation
R&R = 5.15 σM : variabilité du système de mesurage
= ( AV 2 + EV 2)0.5
%R&R tolérance = 100 * R&R / ( LTS – LTI ) : % variabilité de la toléranceoccupée par système
Exemple ( suite ) : AV = 103.5 EV = 30.14 R&R = ( 103.5 2 + 30.14 2 ) 0.5 = 107.8
%R&R tolérance = 100 * 107.8 / 1000 = 10.8 %CRITÈRES : qualification du processus de mesurage en fonction des tolérances
%R&R tolérance décisionmoins de 10% ….. excellent10% à 20 % ……. bon20% à 30% ……… marginalplus de 30 % ....... inacceptable
Exemple ( suite ) : bon / amélioration : meilleure formation des opérateurs
Évaluation processus mesure
14Bernard CLÉMENT, PhD
ESTIMATION DE LA VARIABILITÉ DE PRODUCTION
σ P = écart type de l’ensemble des J valeurs moyennes Y jsur opérateur et répétitions ( sur i et sur k )
autre possibilité : avec les étendues
σ p = R moyenne pièce / d 2* : 1 échantillon de J valeurs
Exemple ( suite)
pièce 1 2 3 4 5 6 - 8 9 10
moyenne 15665.8 18076.0 16880.8 16384.5 24772.0 16933.5 - 17009.0 16459.3 17016.3
σ p = 9016.2 / 3.08 = 2956.6 PV = 5.15 σ p : variabilité due aux pièces
ANALYSE : variabilité système mesure VS variabilité totale
σ Y 2 = σ p
2 + σ o2 + σ e
2 : variabilité totale
TV = 5.15* σ Y2 = ( PV 2 + R&R 2 ) 0.5 : grandeur de la variabilité totale
% R&R totale = 100 * R&R / TV
CRITÈRES : mêmes que ceux employés avec les intervalles de tolérance
Exemple ( suite ) : PV = 5.15* 2956.6 = 15226.49 R&R = 107.8 TV = 15226.9
%R&R totale = 100* 107.8 / 15226.9 = 0.7%
Évaluation processus mesure
15Bernard CLÉMENT, PhD
UTILISATION de STATISTICA
les résultats présentés proviennent de la version 6 de Statistica;
il y a de légères différences si on utilise une version antérieure
analyse de capacité des procédés de fabrication ( process capability analysis ) l’analyse de capacité des processus de mesure ( gage repeatability & reproductibility)
fabrication
mesure
recommandation : commencer avec une carte Xbar et R ( module CONTROL CHART )groupes = opérateur x pièce
but : visualiser les données + critère de qualité de l’étude
module PROCESS ANALYSIS
Évaluation processus mesure
16Bernard CLÉMENT, PhD
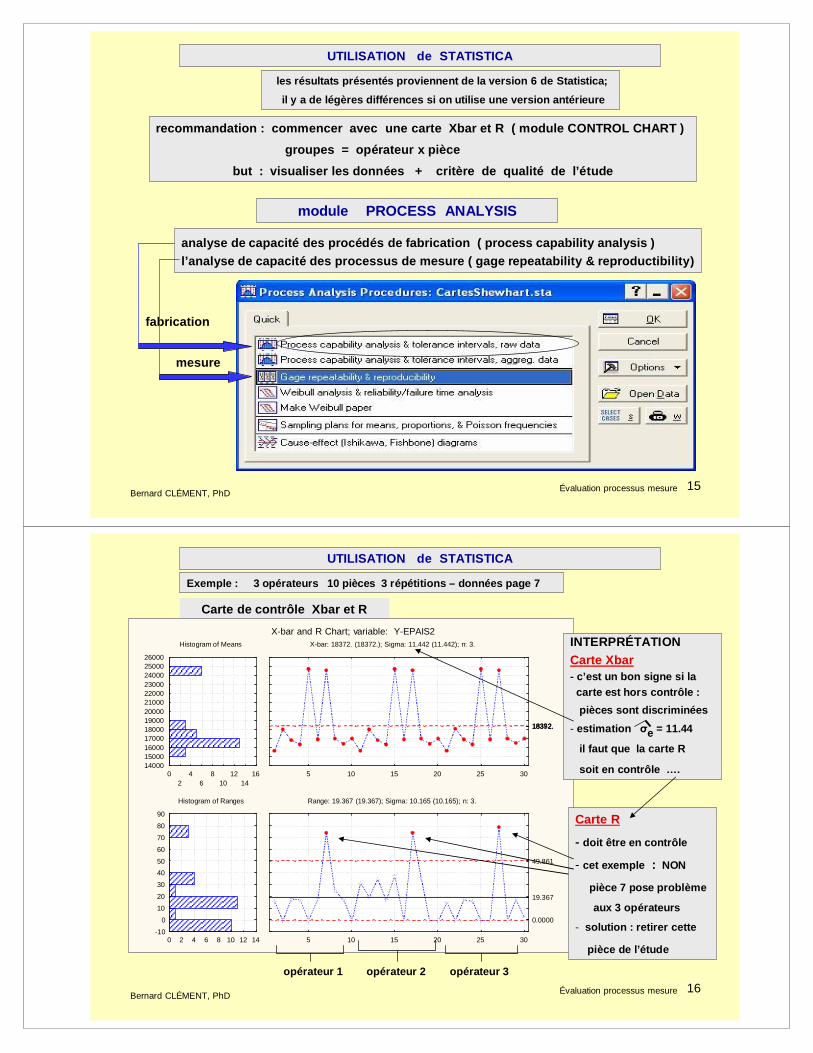
UTILISATION de STATISTICA
Exemple : 3 opérateurs 10 pièces 3 répétitions – données page 7
Carte de contrôle Xbar et RX-bar and R Chart; variable: Y-EPAIS2
Histogram of Means
02
46
810
1214
1614000150001600017000180001900020000210002200023000240002500026000
X-bar: 18372. (18372.); Sigma: 11.442 (11.442); n: 3.
5 10 15 20 25 30
18352.18372.18392.
Histogram of Ranges
0 2 4 6 8 10 12 14-10
0
10
20
30
4050
60
70
80
90
Range: 19.367 (19.367); Sigma: 10.165 (10.165); n: 3.
5 10 15 20 25 30
0.0000
19.367
49.861
INTERPRÉTATIONCarte Xbar- c’est un bon signe si la
carte est hors contrôle :pièces sont discriminées
- estimation σe = 11.44
il faut que la carte R
soit en contrôle ….
opérateur 1 opérateur 2 opérateur 3
Carte R
- doit être en contrôle
- cet exemple : NON
pièce 7 pose problème
aux 3 opérateurs
- solution : retirer cette
pièce de l’étude
Évaluation processus mesure
17Bernard CLÉMENT, PhD
UTILISATION de STATISTICA
Exemple : 3 opérateurs 10 pièces 3 répétitions – données page 7
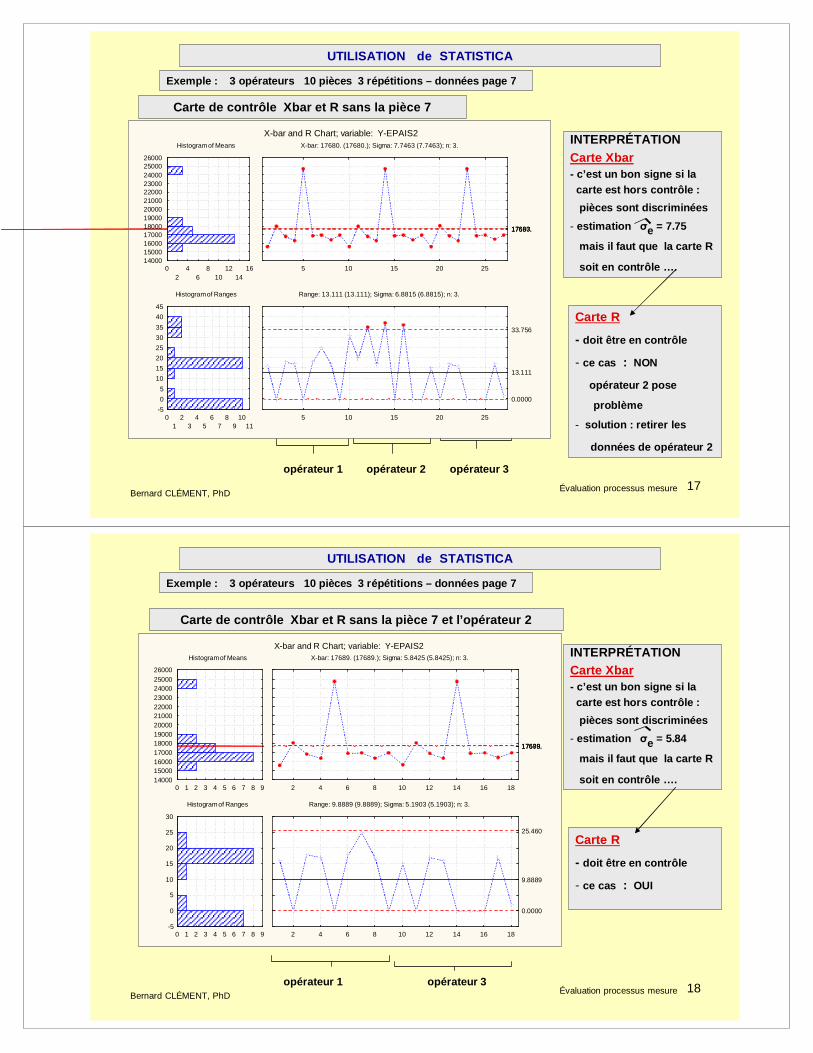
Carte de contrôle Xbar et R sans la pièce 7
INTERPRÉTATIONCarte Xbar- c’est un bon signe si la
carte est hors contrôle :pièces sont discriminées
- estimation σe = 7.75
mais il faut que la carte R
soit en contrôle ….
opérateur 1 opérateur 2 opérateur 3
Carte R
- doit être en contrôle
- ce cas : NON
opérateur 2 pose
problème
- solution : retirer les
données de opérateur 2
X-bar and R Chart; variable: Y-EPAIS2Histogram of Means
02
46
810
1214
1614000150001600017000180001900020000210002200023000240002500026000
X-bar: 17680. (17680.); Sigma: 7.7463 (7.7463); n: 3.
5 10 15 20 25
17667.17680.17693.
Histogram of Ranges
01
23
45
67
89
1011
-505
1015202530354045
Range: 13.111 (13.111); Sigma: 6.8815 (6.8815); n: 3.
5 10 15 20 25
0.0000
13.111
33.756
Évaluation processus mesure
18Bernard CLÉMENT, PhD
UTILISATION de STATISTICA
Exemple : 3 opérateurs 10 pièces 3 répétitions – données page 7
Carte de contrôle Xbar et R sans la pièce 7 et l’opérateur 2
INTERPRÉTATIONCarte Xbar- c’est un bon signe si la
carte est hors contrôle :pièces sont discriminées
- estimation σe = 5.84
mais il faut que la carte R
soit en contrôle ….
opérateur 1 opérateur 3
Carte R
- doit être en contrôle
- ce cas : OUI
X-bar and R Chart; variable: Y-EPAIS2Histogram of Means
0 1 2 3 4 5 6 7 8 914000150001600017000180001900020000210002200023000240002500026000
X-bar: 17689. (17689.); Sigma: 5.8425 (5.8425); n: 3.
2 4 6 8 10 12 14 16 18
17678.17689.17699.
Histogram of Ranges
0 1 2 3 4 5 6 7 8 9-5
0
5
10
15
20
25
30
Range: 9.8889 (9.8889); Sigma: 5.1903 (5.1903); n: 3.
2 4 6 8 10 12 14 16 18
0.0000
9.8889
25.460
Évaluation processus mesure
19Bernard CLÉMENT, PhD
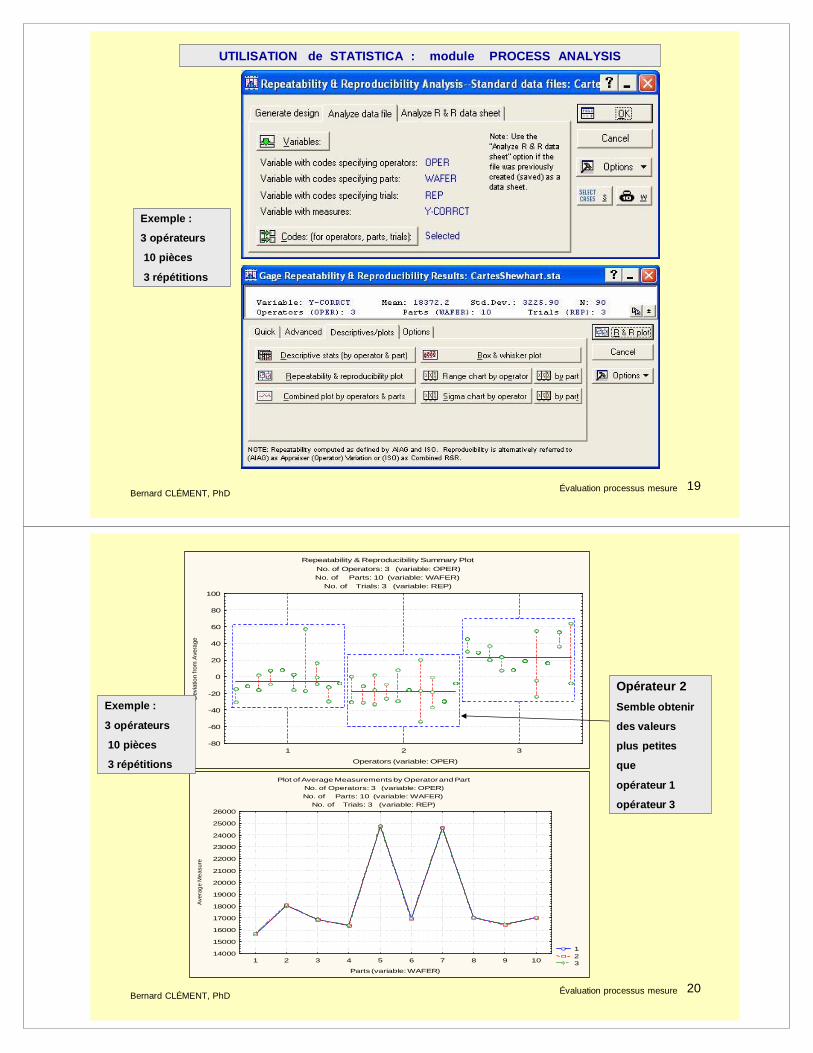
UTILISATION de STATISTICA : module PROCESS ANALYSIS
Exemple :
3 opérateurs
10 pièces
3 répétitions
Évaluation processus mesure
20Bernard CLÉMENT, PhD
Repeatability & Reproducibility Summary PlotNo. of Operators: 3 (variable: OPER)No. of Parts: 10 (variable: WAFER)
No. of Trials: 3 (variable: REP)
1 2 3
Operators (variable: OPER)
-80
-60
-40
-20
0
20
40
60
80
100
Dev
iatio
n fro
m A
vera
ge
Plot of Average Measurements by Operator and PartNo. of Operators: 3 (variable: OPER)No. of Parts: 10 (variable: WAFER)
No. of Trials: 3 (variable: REP)
1 2 31 2 3 4 5 6 7 8 9 10
Parts (variable: WAFER)
14000
15000
16000
17000
18000
19000
20000
21000
22000
23000
24000
25000
26000
Ave
rage
Mea
sure
Opérateur 2Semble obtenir
des valeurs
plus petites
que
opérateur 1
opérateur 3
Évaluation processus mesure
Exemple :
3 opérateurs
10 pièces
3 répétitions

21Bernard CLÉMENT, PhD
Combined Range ChartOperators by Parts
Average Range: 21.7000Sigma (Range): 11.3895
No. of Trials: 3
1 2 3
Operators (variable: OPER)
0
10
20
30
40
50
60
70
80
90
Ran
ges
(var
iabl
e: Y
_EP
AIS
)
21.7000
55.8686
Combined Range ChartParts by Operators
Average Range: 21.7000Sigma (Range): 11.3895
No. of Trials: 3
1 2 3 4 5 6 7 8 9 10
Parts (variable: WAFER)
0
10
20
30
40
50
60
70
80
90
Ran
ges
(var
iabl
e: Y
_EP
AIS
)
21.7000
55.8686
pièce 7
pose
problème
Évaluation processus mesure
Exemple :
3 opérateurs
10 pièces
3 répétitions
22Bernard CLÉMENT, PhD
Exemple ( suite ) : données / opérateur ( 1 et 3 ) / pièces ( 1 à 10 sauf 7 )
100.000087416142956.622Total
0.0050100.000044020.975Combined R & R
99.995087411742956.548Part-to-Part
0.004692.217340620.142Reproducibility
0.00047.7827345.851Repeatability
% oftotal
% oftolerance
Estimatdvariance
Estimatdsigma
tolerance = 1000
estimation
σe
σoσp
Évaluation processus mesure
23Bernard CLÉMENT, PhD
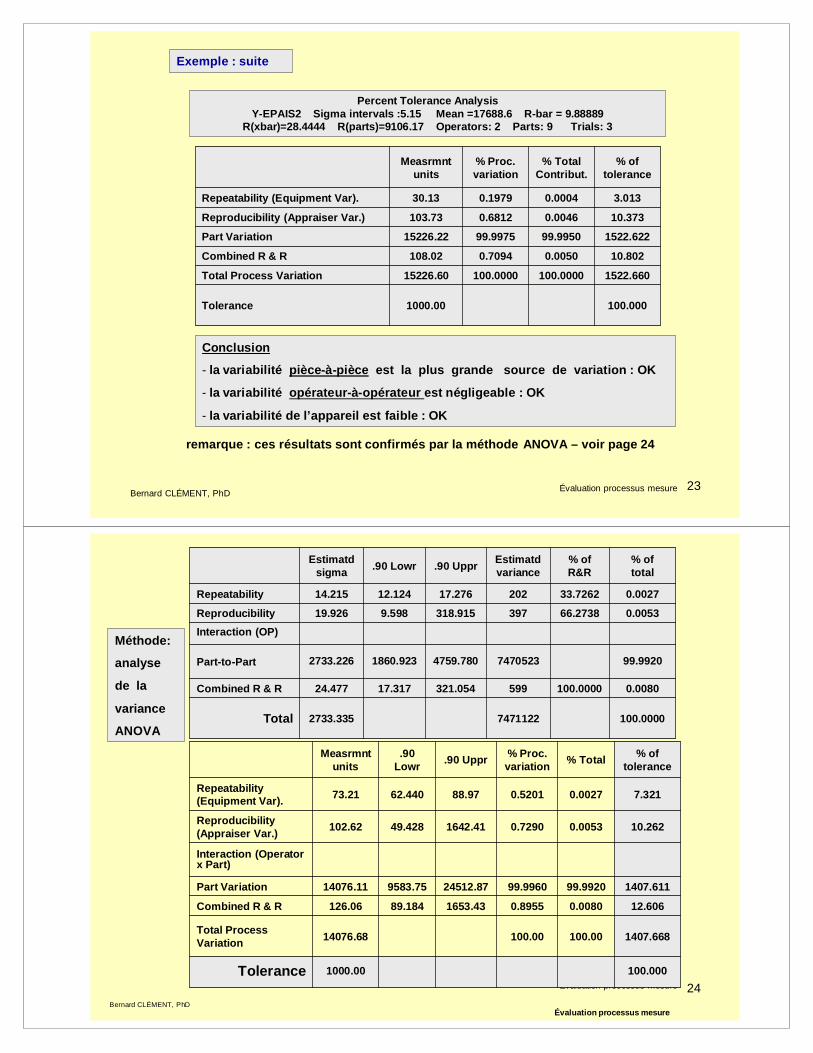
Percent Tolerance AnalysisY-EPAIS2 Sigma intervals :5.15 Mean =17688.6 R-bar = 9.88889
R(xbar)=28.4444 R(parts)=9106.17 Operators: 2 Parts: 9 Trials: 3
100.0001000.00Tolerance
1522.660100.0000100.000015226.60Total Process Variation
10.8020.00500.7094108.02Combined R & R
1522.62299.995099.997515226.22Part Variation
10.3730.00460.6812103.73Reproducibility (Appraiser Var.)
3.0130.00040.197930.13Repeatability (Equipment Var).
% oftolerance
% TotalContribut.
% Proc.variation
Measrmntunits
Exemple : suite
Conclusion
- la variabilité pièce-à-pièce est la plus grande source de variation : OK
- la variabilité opérateur-à-opérateur est négligeable : OK
- la variabilité de l’appareil est faible : OK
remarque : ces résultats sont confirmés par la méthode ANOVA – voir page 24
Évaluation processus mesure
24Bernard CLÉMENT, PhD
Évaluation processus mesure
100.000074711222733.335Total
0.0080100.0000599321.05417.31724.477Combined R & R
99.992074705234759.7801860.9232733.226Part-to-Part
Interaction (OP)0.005366.2738397318.9159.59819.926Reproducibility
0.002733.726220217.27612.12414.215Repeatability
% oftotal
% ofR&R
Estimatdvariance.90 Uppr.90 LowrEstimatd
sigma
Méthode:
analyse
de la
variance
ANOVA
100.0001000.00Tolerance
1407.668100.00100.0014076.68Total Process Variation
12.6060.00800.89551653.4389.184126.06Combined R & R
1407.61199.992099.996024512.879583.7514076.11Part Variation
Interaction (Operatorx Part)
10.2620.00530.72901642.4149.428102.62Reproducibility (Appraiser Var.)
7.3210.00270.520188.9762.44073.21Repeatability (Equipment Var).
% oftolerance% Total% Proc.
variation.90 Uppr.90 Lowr
Measrmntunits
Évaluation processus mesure





























