Embed Size (px)
Citation preview

I
Evaluación técnica, económica y ambiental de una biorefinería a partir
de materias primas con alto contenido en lignina en el contexto
Colombiano
Juan Camilo Carvajal Ocampo
Universidad Nacional de Colombia
Facultad de Ingeniería y Arquitectura, Departamento de Ingeniería Química
Manizales, Colombia
2015


III
Techno-economic and environmental assessment of a biorefinery from raw materials with high lignin content in
the Colombian context.
Juan Camilo Carvajal Ocampo
Universidad Nacional de Colombia
Facultad de Ingeniería y Arquitectura, Departamento de Ingeniería Química
Manizales, Colombia
2015.


V
Evaluación técnica, económica y ambiental de una biorefinería a partir
de materias primas con alto contenido en lignina en el contexto
Colombiano.
Juan Camilo Carvajal Ocampo
Tesis o trabajo de investigación presentado como requisito parcial para optar al título de:
Magister en Ingeniería Química
Director:
Ph.D., M.Sc, Ingeniero Químico Carlos Ariel Cardona Alzate
Co-director:
M. Sc, Ingeniero Químico Álvaro Gómez Peña
Línea de Investigación:
Aprovechamiento de residuos agroindustriales.
Grupo de Investigación:
Procesos Químicos, Catalíticos y Biotecnológicos
Universidad Nacional de Colombia
Facultad de Ingeniería y Arquitectura, Departamento de Ingeniería Química
Manizales, Colombia
2015.

A Dios y a la vida por ponerme en el lugar
que estoy.
A mis padres por ser el motor que hace
mover los engranajes de mi vida.
A mi abuela porque algún día me dijo “Tienes
el éxito asegurado, porque confías en ti y
tienes el cariño de todos lo que te rodean”

Agradecimientos
A Dios y a la vida por ponerme en el lugar que estoy hoy, por darme la oportunidad de
compartir y tener a mi lado seres maravillosos que me llenan de vida cada día.
A mis padres Carlos Alberto y Luz Mery porque son ellos a los que les debo cada logro
conseguido, las personas que fueron elegidas para enseñarme cada uno de los andares
de la vida y forjarme para ser cada día no solo un buen profesional sino una gran
persona.
A mi abuela Lucila que es un integrante más de mi pequeña familia, pues ella ha sido y
será siempre un ser muy importante para mi vida, un ejemplo a seguir y una razón por la
cual seguir adelante.
A mi novia Cindy, por acompañarme en este año y medio de mi vida, por ser mi punto de
fuga, mis motivos de alegría y un apoyo incondicional en los momentos difíciles.
A mis familiares y amigos porque cada uno de ellos aportó lo mejor de su parte para
regalarme una palabra de aliento que siempre me impulso a conseguir mis metas.
A mi profesor y tutor Carlos Ariel Cardona porque de él he aprendido que la vida cada
día nos da un motivo para levantarnos felices a aprender algo nuevo.
A mi cotutor, profesor Álvaro Gómez por su acompañamiento, disponibilidad y consejos.
A cada uno de mis compañeros de la maestría Valentina Hernández, Carlos Andrés
García, Manuel Maje, Valentina Aristizábal, Sebastián Serna, Ángela Idarraga, Laura
Daza (La coste), Miguel Rojas, Jonathan Moncada, Eduvier Arango, Ángela Gonzáles,
Héctor Forero y Javier Dávila por los consejos, risas y momentos de apoyo en cada paso
del camino, porque más que ser considerados mis compañeros de trabajo son mis
hermanos y de cada uno me llevo lo mejor.
A la Universidad Nacional y el Instituto de Biotecnología y Agroindustria y todas las
personas que me han acompañado durante estos dos años y medio en el camino que
emprendí.
Al profesor Luis C. Duarte del LNEG- Laboratorio Nacional de Energía e Geología en
Lisboa-Portugal por el tiempo dedicado y la cordialidad con la que fui recibido por parte
de él y su grupo de investigación.
A la Dirección de Investigación Manizales (DIMA) y a la Dirección de Investigación y
Extensión de la FIA de la Universidad Nacional de Colombia Sede Manizales por la
vinculación a diferentes proyectos.


Contenido IX
Resumen.
El objetivo de esta tesis de maestría es dar una visión general de una plataforma versátil
como la lignina usándola de una manera eficiente para obtener productos con alto valor
agregado en el mercado a partir residuos agroindustriales con alto contenido en lignina,
aplicando el concepto de biorefinería y usando un enfoque de ingeniería de procesos. Se
seleccionaron y caracterizaron materias primas con alto contenido en lignina en el
contexto colombiano. Posteriormente con base en tecnologías de proceso, cinéticas,
rendimientos, conversiones y selectividades reportadas en la literatura se diseña la
síntesis conceptual de procesos de extracción de lignina, procesos de conversión de
energía como gasificación y biorefinerías con productos de alto valor agregado como
compuestos fenólicos y aromáticos BTX a partir de la lignina. Se realiza una etapa
experimental que evalúa la remoción de lignina para diferentes condiciones de operación
y producción de compuestos fenólicos en el licor negro, los datos obtenidos se utilizan
para la etapa de deslignificación del material lignocelulósico. Con el modelamiento y la
simulación se validan datos experimentales y se plantean las mejores alternativas, las
cuales son utilizadas para realizar análisis técnicos, económicos y ambientales de los
respectivos procesos. Todo lo anterior permitirá comparar de una manera técnica y
científica si la alternativa propuesta es factible y se pueden obtener compuestos
derivados de la lignina.
Palabras clave: Biorefinerías, Extracción, Gasificación, Hidrólisis, Lignina,
Lignocelulósicos.

X Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
Abstract
The goal objective of this master thesis is to give an overview of a versatile platform as
lignin using it to obtain market products with high added value in an efficient manner from
agro-industrial wastes with high lignin content using the biorefinery concept and process
engineering approach. Raw materials were selected and characterized, then based on
process technologies, kinetics, yields, conversions and selectivities reported by literature
the conceptual synthesis processes was performed for the lignin extraction process,
energy conversion processes such as gasification and production of phenolic and
aromatic compounds based on biorefinery from lignin. An experimental stage was
performed in order to evaluate the lignin removal for different operating conditions and
production of phenolic compounds in the black liquor, the data obtained is used for
delignification stage the lignocellulosic material is carried out. Finally, modeling and
simulation are used to validate the experimental data and to propose the best
alternatives, which are used for the technical, economic and environmental assessments.
All this allows comparisons and to understand if the proposed alternative is feasible and if
it is possible to obtain lignin derived compounds.
Keywords: Biorefineries, Extraction, Gasification, Hydrolysis, Lignin, Lignocellulosics.

Contenido XI
Contenido
Pág.
Resumen. ........................................................................................................................ IX
Lista de figuras ............................................................................................................. XV
Lista de tablas ........................................................................................................... XVIII
Lista de Publicaciones ................................................................................................ XXI
Introducción. ................................................................................................................... 1
Hipótesis. ......................................................................................................................... 1
Objetivo General. ............................................................................................................. 1
Objetivos Específicos. .................................................................................................... 1
Mapa conceptual del desarrollo de la Tesis. ................................................................. 1
1. Capítulo 1. Lignina. .................................................................................................. 3 1.1 Estructura de la lignina. ................................................................................... 4 1.2 Tipos de lignina y procesos de extracción. ....................................................... 5
1.2.1 Proceso Alcalino. .................................................................................. 8 1.2.2 Proceso con Solventes (Organosolv). ................................................... 9 1.2.3 Proceso Kraft. ....................................................................................... 9 1.2.4 Proceso con Sulfito. .............................................................................. 9
1.3 Lignina como plataforma hacia productos de valor agregado. ....................... 11 1.3.1 Producción de Gas de Síntesis. .......................................................... 14 1.3.2 Producción de Acido Fenólicos. .......................................................... 15 1.3.3 Producción de Aromáticos BTX. .......................................................... 15
1.4 Materias primas de origen lignocelulósico con alto contenido en lignina en el contexto Colombiano. ............................................................................................... 17 1.5 Concepto de biorefinería. ............................................................................... 19
2. Capítulo 2. Caracterización de materias primas. ................................................. 21 2.1 Caracterización de materias primas. .............................................................. 21
2.1.1. Reactivos. ........................................................................................... 21 2.1.2. Preparación de la muestra. ................................................................. 21 2.1.3. Determinación de la humedad. ............................................................ 22 2.1.4. Determinación de componentes solubles (extractivos). ....................... 22 2.1.5. Determinación de lignina. .................................................................... 22

XII Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
2.1.6. Determinación de holocelulosa. ...........................................................23 2.1.7. Determinación de celulosa. ..................................................................24
2.2. Resultados y Discusión ..................................................................................25 2.3. Conclusiones. .................................................................................................28
3. Capítulo 3. Evaluación tecno-económica y ambiental de los procesos de extracción de Lignina. ...................................................................................................29
3.1 Síntesis de diagramas de flujo. .......................................................................30 3.2 Procedimiento de Simulación. ........................................................................30
3.2.1 Pretratamiento ácido. ...........................................................................31 3.2.2 Proceso de extracción Alcalino. ...........................................................31 3.2.3 Proceso de extracción con solventes (Organosolv). ............................32 3.2.4 Proceso de extracción Kraft. ................................................................32 3.2.5 Proceso de extracción con Sulfito. .......................................................32
3.3 Descripción de los casos planteados en la simulación. ..................................33 3.3.1 Procesos de extracción de Lignina CON una etapa preliminar de hidrólisis ácida. ..................................................................................................33 3.3.2 Procesos de extracción de Lignina SIN una etapa preliminar de hidrólisis ácida. ..................................................................................................34
3.4 Evaluación Económica. ..................................................................................35 3.5 Evaluación Ambiental. ....................................................................................36 3.6 Resultados y discusión. ..................................................................................37
3.6.1 Procesos de extracción de Lignina CON una etapa preliminar de hidrólisis ácida. ..................................................................................................37 A. Balances de materia y energía. ...........................................................37 B. Evaluación Económica. ........................................................................40 C. Evaluación Ambiental. .........................................................................46 3.6.2 Procesos de extracción de Lignina SIN una etapa preliminar de hidrólisis ácida. ..................................................................................................47 D. Balances de materia y energía. ...........................................................47 E. Evaluación Económica. ........................................................................50 F. Evaluación Ambiental. .........................................................................56
3.7 Conclusiones. .................................................................................................58
4. Capítulo 4. Evaluación experimental de la extracción de lignina por medio de Hidrólisis Alcalina. .........................................................................................................59
4.1 Evaluación experimental de la extracción de Lignina......................................59 4.1.1 Hidrólisis Alcalina. ................................................................................59 4.1.2 Hidrólisis Ácida. ...................................................................................60 4.1.3 Condiciones de operación de la extracción experimental de Lignina. ..60
4.2 Cuantificación de la lignina obtenida por hidrólisis alcalina. ............................62 4.2.1 Determinación de lignina remanente en el material lignocelulósico. .....62 4.2.2 Determinación de holocelulosa remanente en el material lignocelulósico. ..................................................................................................62
4.3 Cuantificación de ácidos fenólicos obtenidos en la hidrólisis alcalina mediante Cromatografía Liquida de Alta Eficiencia (HPLC). .....................................................62
4.3.1 Químicos y Reactivos. .........................................................................62 4.3.2 Método de extracción de Ácidos Fenólicos. .........................................63 4.3.3 Condiciones Cromatográficas e Instrumentales. ..................................63 4.3.4 Preparación de la curva de calibración. ...............................................65

4.4 Resultados y Discusión. ................................................................................. 66 4.4.1 Cuantificación de la lignina obtenida por hidrólisis alcalina para las diferentes condiciones de operación. ................................................................ 66 4.4.2 Cuantificación de ácidos ferúlico y p-cumárico obtenidos en la hidrólisis alcalina a partir de bagazo de caña y cascarilla de arroz mediante HPLC. ........ 69
4.5 Conclusiones. ................................................................................................ 72
5. Capítulo 5. Análisis de la producción de Gas de Síntesis. .................................. 75 5.1. Caracterización próxima y última de las materias primas. ................................. 76
5.1.1. Análisis próximo. ..................................................................................... 76 5.1.2. Análisis último. ........................................................................................ 77
5.2 Producción de gas de síntesis. ........................................................................... 78 5.2.1 Equipo de Gasificación (GEK Gasifier 10 kWh). ....................................... 78 5.2.2 Partes del gasificador. .............................................................................. 79 5.2.3 Modo de operación del Gasificador (GEK Gasifier 10 kWh). .................... 80
5.3. Descripción de los casos de gasificación planteados. ....................................... 81 5.3.1 Biomasa de Referencia. ........................................................................... 81 5.3.2 Caso 1: Zoca de café. .............................................................................. 83 5.3.3 Caso 2: Zoca de café + Bagazo de caña de azúcar. ................................ 83 5.3.4 Caso 3: Pino pátula. ................................................................................. 84 5.3.5 Caso 4: Pino pátula + Cascarilla de arroz + Salvado de arroz. ................. 84
5.4. Evaluación tecno-económica y ambiental de los procesos de gasificación. ....... 86 5.5. Análisis energético. ........................................................................................... 87 5.6. Resultados y Discusión. .................................................................................... 90
5.6.1. Caracterización próxima y última de las materias primas. ....................... 90 5.6.2 Producción de gas de síntesis. ................................................................. 93 5.6.3 Análisis tecno-económico y ambiental de la producción de Gas de Síntesis. 95 5.6.4 Análisis Energético. .................................................................................. 99
5.7. Conclusiones. .................................................................................................. 104
6. Capítulo 6. Evaluación tecno-económica y ambiental de biorefinerías a partir de materias primas con alto contenido en lignina. ........................................................ 107
6.1 Síntesis de diagrama de flujos. ......................................................................... 107 6.2 Procedimiento de Simulación. .......................................................................... 108
6.2.1 Pretratamiento ácido y procesos de extracción de lignina (Alcalino, Organosolv, Kraft y con Sulfito). ...................................................................... 109 6.2.2 Producción de licor de xilosa. ................................................................. 110 6.2.3 Producción de pasta de celulosa. ........................................................... 110 6.2.4 Producción de ácidos fenólicos. ............................................................. 110 6.2.5 Producción de aromáticos BTX. ............................................................. 110
6.3 Descripción de los casos planteados en la simulación. Producción integral de licor de xilosa, pasta de celulosa, ácidos fenólicos y aromáticos BTX basados en el concepto de biorefinería. ........................................................................................ 111 6.4 Evaluación Económica y Ambiental. ................................................................. 114 6.5 Resultados y discusión. .................................................................................... 115
6.5.1 Balances de materia y energía. .............................................................. 115 6.5.2 Evaluación económica. ........................................................................... 117 6.5.3 Evaluación ambiental. ............................................................................ 126
6.6 Conclusiones. ................................................................................................... 128

XIV Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
7. Conclusiones. ....................................................................................................... 131
Referencias .................................................................................................................. 133

Contenido XV
Lista de figuras
Pág.
Figura 1.1 Estructuras de los monómeros fenil-propano en la lignina [5]. ........................ 5
Figura 1.2 Esquema representativo de las principales vías de reacción para la obtención
de productos de valor agregado a partir de Lignina. (Adaptado de [26]). ........................ 12
Figura 1.3 Esquema global de lignina para futuras biorefinerías.(Adaptado de [26]). .... 19
Figura 3.1 Diagrama de flujo de proceso de la extracción de lignina CON una etapa
preliminar de hidrólisis ácida. ......................................................................................... 34
Figura 3.2 Diagrama de flujo de proceso de la extracción de lignina SIN una etapa
preliminar de hidrólisis ácida. ......................................................................................... 35
Figura 3.3 Distribución de costos del proceso de extracción Alcalino de Lignina para
bagazo de caña y cascarilla de arroz. ............................................................................ 40
Figura 3.4 Distribución de costos del proceso de extracción Kraft de Lignina para bagazo
de caña y cascarilla de arroz. ......................................................................................... 41
Figura 3.5 Distribución de costos del proceso de extracción con solventes (Organosolv)
de Lignina para bagazo de caña y cascarilla de arroz. ................................................... 42
Figura 3.6 Distribución de costos del proceso de extracción Sulfito de Lignina para
bagazo de caña y cascarilla de arroz. ............................................................................ 42
Figura 3.7 Costo total de los procesos de extracción de Lignina (Millones USD). .......... 43
Figura 3.8 Costo por kg de Lignina en los procesos de extracción (USD/kg Lignina)..... 44
Figura 3.9 Valor presente neto (VPN) de los procesos de extracción de Lignina. .......... 45
Figura 3.10 Potencial de impacto ambiental de las ocho categorías evaluadas para los
procesos de extracción de Lignina a partir de bagazo de caña y cascarilla de arroz
(PEI/kg producto). .......................................................................................................... 46
Figura 3.11 Potencial de impacto ambiental TOTAL para los procesos de extracción de
Lignina a partir de bagazo de caña y cascarilla de arroz (PEI/kg producto). ................... 47

XVI Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
Figura 3.12 Distribución de costos del proceso de extracción Alcalino de Lignina para
bagazo de caña y cascarilla de arroz. ............................................................................. 50
Figura 3.13 Distribución de costos del proceso de extracción Kraft de Lignina para
bagazo de caña y cascarilla de arroz. ............................................................................. 51
Figura 3.14 Distribución de costos del proceso de extracción con solventes (Organosolv)
de Lignina para bagazo de caña y cascarilla de arroz. .................................................... 52
Figura 3.15 Distribución de costos del proceso de extracción Sulfito de Lignina para
bagazo de caña y cascarilla de arroz. ............................................................................. 53
Figura 3.16 Costo total de los procesos de extracción de Lignina (Millones USD). ........ 53
Figura 3.17 Costo por kg de Lignina en los procesos de extracción (USD/kg Lignina). .. 54
Figura 3.18 Margen de ganancia de los procesos de extracción de Lignina. .................. 55
Figura 3.19 Potencial de impacto ambiental de las ocho categorías evaluadas para los
procesos de extracción de Lignina a partir de bagazo de caña y cascarilla de arroz
(PEI/kg producto). ........................................................................................................... 57
Figura 3.20 Potencial de impacto ambiental TOTAL para los procesos de extracción de
Lignina a partir de bagazo de caña y cascarilla de arroz (PEI/kg producto). ................... 57
Figura 4.1 Estructura química del ácido ferúlico y ácido p-cumárico. ............................. 63
Figura 4.2 Concentración de ácidos fenólicos en el bagazo de caña (mg ácidos
fenólicos/g de BC). .......................................................................................................... 70
Figura 4.3 Concentración de ácidos fenólicos en la cascarilla de arroz (mg ácidos
fenólicos/g de CA). .......................................................................................................... 71
Figura 5.1 Equipo de gasificación GEK Gasifier 10 kWh ubicado en el Instituto de
Biotecnología y Agroindustria en la Universidad Nacional de Colombia. Tomado de [156].
....................................................................................................................................... 78
Figura 5.2 Materias primas, inconvenientes y soluciones presentadas con el bagazo de
caña y la cascarilla de arroz. ........................................................................................... 82
Figura 5.3 Zoca de café utilizada en el proceso de gasificación. a) Selección de la zoca
de café que cumple con las especificaciones, b) Zoca de café seleccionada con rangos
entre 0.5 y 1.5 pulgadas. ................................................................................................. 83
Figura 5.4 Reducción del tamaño de partícula del bagazo de caña para poder ser
ingresado en el gasificador. ............................................................................................ 83
Figura 5.5 Pino pátula utilizado en el proceso de gasificación. ....................................... 84

Figura 5.6 Procedimiento de aglomeración de la cascarilla de arroz con salvado de arroz.
a) Materias primas usadas para la aglomeración, b) Prensa hidráulica manual, c)
Briquetas aglomeradas de cascarilla de arroz. ............................................................... 86
Figura 5.7 Análisis de gases obtenido para cada una de las corridas del gasificador en
cada caso planteado. ..................................................................................................... 93
Figura 5.8 Costo total de los procesos de producción de gas de síntesis a partir de
gasificación de biomasa. ................................................................................................ 95
Figura 5.9 Distribución de costos asociada a los procesos de producción de gas de
síntesis a partir de gasificación de biomasa. .................................................................. 96
Figura 5.10 Potencial de impacto ambiental de las ocho categorías evaluadas para los
procesos de producción de gas de síntesis a partir de gasificación de biomasa. ............ 97
Figura 5.11 Potencial de impacto ambiental TOTAL para los procesos de producción de
gas de síntesis a partir de gasificación de biomasa. ....................................................... 98
Figura 5.12 Comparación entre los resultados obtenidos experimentalmente y por
simulación de la producción de gas de síntesis por gasificación de los casos 1 – 4. ...... 99
Figura 5.13 Eficiencia (%) de cada uno de los casos planteados de gasificación para una
relación de alimentación de aire entre 0.2 y 0.5. ............................................................103
Figura 5.14 Energía aprovechable (kWh) de cada uno de los casos planteados de
gasificación para una relación de alimentación de aire entre 0.2 y 0.5. .........................103
Figura 6.1 Esquema genérico de la Biorefinería planteada a partir de materias primas
con alto contenido lignina. .............................................................................................113
Figura 6.2. Costo total de las Biorefinerías con proceso de extracción de lignina Alcalina
y Organosolv (Millones USD). .......................................................................................118
Figura 6.3 Costo total de las Biorefinerías con proceso de extracción de lignina Kraft y
con Sulfito (Millones USD). ............................................................................................122
Figura 6.4. Valor presente neto (VPN) de las Biorefinerías y sus casos planteados. ....125
Figura 6.5 Potencial de impacto ambiental de las ocho categorías evaluadas para las
Biorefinerías y sus casos planteados (PEI/kg producto). ...............................................127
Figura 6.6. Potencial de impacto ambiental TOTAL para para las Biorefinerías y sus
casos planteados (PEI/kg producto). .............................................................................128

Contenido XVIII
Lista de tablas
Pág.
Tabla 1.1 Procesos de pre-tratamiento de materiales lignocelulósicos [11] [12]. .............. 6
Tabla 1.2 Procesos de extracción para aislar lignina de su matriz lignocelulósica. ......... 10
Tabla 1.3 Calores de combustión de los componentes lignocelulósicos y otras fuentes de
energía [30]. .................................................................................................................... 11
Tabla 1.4 Composición de algunos residuos agroindustriales en el contexto Colombiano
[79]. ................................................................................................................................. 18
Tabla 2.1 Caracterización del bagazo de caña de azúcar ............................................... 25
Tabla 2.2 Composición lignocelulósica de bagazo de caña de azúcar reportada en la
literatura. ......................................................................................................................... 26
Tabla 2.3 Caracterización de la cascarilla de arroz. ........................................................ 26
Tabla 2.4 Composición lignocelulósica de cascarilla de arroz reportada en la literatura. 27
Tabla 2.5 Porcentaje de lignina en base seca reportado en la literatura para bagazo de
caña de azúcar y cascarilla de arroz. .............................................................................. 27
Tabla 3.1 Costos de las materias primas y servicios usados en la evaluación económica
en los procesos de extracción de lignina. ........................................................................ 35
Tabla 3.2 Balance de materia y energía para 100 ton/día de Bagazo de caña. .............. 37
Tabla 3.3 Balance de materia y energía para 100 ton/día de Cascarilla de arroz. .......... 39
Tabla 3.4 Índice de rentabilidad y periodo de recuperación para de los procesos de
extracción de Lignina. ..................................................................................................... 45
Tabla 3.5 Balance de materia y energía para 100 ton/día de Bagazo de caña. .............. 48
Tabla 3.6 Balance de materia y energía para 100 ton/día de Cascarilla de arroz. .......... 49
Tabla 3.7 Índice de rentabilidad y periodo de recuperación para de los procesos de
extracción de Lignina. ..................................................................................................... 55
Tabla 4.1 Condiciones de operación planteadas para la extracción experimental de
lignina por medio de hidrólisis ácida y alcalina. ............................................................... 61
Tabla 4.2 Condiciones de operación para la cuantificación de ácido ferúlico por HPLC. 64

Tabla 4.3 Programación del Gradiente de Elución usando una fase móvil que contiene A
y B para Ácido ferúlico [141]. .......................................................................................... 64
Tabla 4.4 Condiciones de operación para la cuantificación de ácido p-cumárico por
HPLC. ............................................................................................................................ 65
Tabla 4.5 Programación del Flujo Isocrático usando una fase móvil que contiene A y B
para Ácido p-Cumárico. .................................................................................................. 65
Tabla 4.6 Preparación de la curva de calibración para ácido ferúlico. ............................ 66
Tabla 4.7 Preparación de la curva de calibración para ácido p-cumárico. ...................... 66
Tabla 4.8 Extracción experimental de lignina por hidrólisis ácida y alcalina. Condición 1.
....................................................................................................................................... 67
Tabla 4.9 Extracción experimental de lignina por hidrólisis alcalina. Condiciones 2 y 3. 68
Tabla 4.10 Concentración de ácidos fenólicos en ppm en el bagazo de caña. ............... 71
Tabla 4.11 Concentración de ácidos fenólicos en ppm en la cascarilla de arroz. ........... 72
Tabla 5.1 Selección de la biomasa de referencia para cada una de las materias primas.
....................................................................................................................................... 82
Tabla 5.2 Parámetros utilizados para la aglomeración de la cascarilla de arroz. ............ 85
Tabla 5.3 Costos de las materias primas y servicios usados en la evaluación económica
en los procesos de gasificación. ..................................................................................... 87
Tabla 5.4 Relación de alimentación de aire en los procesos de conversión de energía
[161]. .............................................................................................................................. 88
Tabla 5.5 Composición proximal y elemental del Pino pátula, Zoca de café, Bagazo de
caña, Cascarilla de arroz y Salvado de arroz. ................................................................ 90
Tabla 5.6 Datos reportados en la literatura de para análisis próximo y último de las
materias primas trabajadas. ........................................................................................... 91
Tabla 5.7 Balances de materia en las corridas del Gasificador para cada uno de los
casos de gasificación planteados. .................................................................................. 94
Tabla 5.8 Composición del gas de síntesis (%vol.) en procesos de gasificación
reportados en la literatura. .............................................................................................100
Tabla 5.9 Parámetros calculados para cada uno de los casos de gasificación planteados.
......................................................................................................................................102
Tabla 6.1 Materias primas, productos, tecnologías, rendimientos y cinéticas usadas para
realizar las simulaciones el software Aspen plus v8.0. ..................................................108

XX Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
Tabla 6.2 Descripción de los casos planteados relacionados con materia prima,
productos y niveles de integración para las biorefinerías simuladas en el software Aspen
plus v8.0. ...................................................................................................................... 111
Tabla 6.3 Costos de materias primas, agentes delignificantes, productos y servicios
usadas en la evaluación económica de las Biorefinerías a partir de materias primas con
alto contenido lignina. ................................................................................................... 114
Tabla 6.4. Balance de materia y energía para las Biorefinerías con una etapa de hidrólisis
ácida. ............................................................................................................................ 115
Tabla 6.5. Balance de materia y energía para las Biorefinerías sin una etapa de hidrólisis
ácida. ............................................................................................................................ 116
Tabla 6.6 Distribución de costos asociada a las Biorefinerías con proceso de extracción
de lignina Alcalina y Organosolv. .................................................................................. 119
Tabla 6.7 Distribución de costos asociada a las Biorefinerías con proceso de extracción
de lignina Kraft y con Sulfito. ......................................................................................... 123
Tabla 6.8 Índice de rentabilidad y periodo de recuperación para las Biorefinerías y sus
casos planteados. ......................................................................................................... 126

Contenido XXI
Lista de Publicaciones
Artículos en revisión.
1. Comparison of lignin extraction process: Economic and environmental assessment.
Carvajal, J. C., Gómez, A., Cardona, C. A.*
Instituto de Biotecnología y Agroindustria. Universidad Nacional de Colombia at
Manizales.
2. Análisis de la Producción de Acetato de Etilo por Vía Química y Biológica.
Serna, S., Carvajal, J.C., Aristizábal, V., Idarraga, A.M., Cardona, C.A.
Instituto de Biotecnología y Agroindustria. Universidad Nacional de Colombia at
Manizales.
Participación en congresos.
Ponencias Orales.
1. PONENCIA: 2014 AIChE Annual Meeting.
En: Atlanta GA, Estados Unidos. 2014. Título del Trabajo: “Comparison of the
Biochemical and Thermochemical Ways for Use of Lignin”.
2. PONENCIA: 2014 AIChE Annual Meeting.
En: Atlanta GA, Estados Unidos. 2014.
Título del Trabajo: “Small-Scale Biorefineries: Design Strategies and Applications”.
3. PONENCIA: 2014 AIChE Annual Meeting.
En: Atlanta GA, Estados Unidos. 2014.
Título del Trabajo: “GHG Credits: The Misunderstanding in the Lignocellulosic Case”.

XXII Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
4. PONENCIA: 2014 AIChE Annual Meeting.
En: Atlanta GA, Estados Unidos. 2014.
Título del Trabajo: “Simultaneous Pretreatment, Saccharification, Fermentation and
Separation Processes to Obtain Ethanol”.
5. PONENCIA: 2014 AIChE Annual Meeting.
En: Atlanta GA, Estados Unidos. 2014.
Título del Trabajo: “Green House Gas Emissions from lignocellulosic used as raw material
for biorefineries”.
6. PONENCIA: 21st International Congress of Chemical and Process Engineering
CHISA 2014 Prague. 17th Conference on Process Integration, Modelling and
Optimisation for Energy Saving and Pollution Reduction PRES 2014.
En: Praga, Republica Checa. 2014.
Título del Trabajo: “Techno-economic and environmental assessment of a lignin
based biorefinery”.
7. PONENCIA: 21st International Congress of Chemical and Process Engineering
CHISA 2014 Prague. 17th Conference on Process Integration, Modelling and
Optimisation for Energy Saving and Pollution Reduction PRES 2014.
En: Praga, Republica Checa. 2014.
Título del Trabajo: “Design and analysis of small-scale biorefineries in tropical
regions”.
8. PONENCIA: VI Congreso Internacional de Ciencia y Tecnología de los
Biocombustibles, CIBSCOL 2014.
En: Cartagena, Colombia. 2014.
Título del Trabajo:”Biorefinería de segunda generación a partir de cascarilla de café:
análisis tecno-económico y ambiental”.
Posters.
1. POSTER: VI Congreso Internacional de Ciencia y Tecnología de los
Biocombustibles, CIBSCOL 2014.
En: Cartagena, Colombia.

Título del Trabajo: “Análisis tecno-económico de la producción de biocombustibles y
productos de valor agregado bajo el concepto de biorefinería a partir de cáscara de
plátano (musa paradisiaca aab) (Biorefinerías)”.
2. POSTER: VI Congreso Internacional de Ciencia y Tecnología de los
Biocombustibles, CIBSCOL 2014.
En: Cartagena, Colombia.
Título del Trabajo: “Lignina como base para futuras biorefinerías colombianas
(biorefinerías)”.
3. POSTER: XXVII Congreso Interamericano y Colombiano de Ingeniería Química.
En: Cartagena, Colombia.
Título del Trabajo: Análisis de la producción de acetato de etilo por vía química y
biológica.”.
4. POSTER: XXVII Congreso Interamericano y Colombiano de Ingeniería Química.
En: Cartagena, Colombia.
Título del Trabajo: “Producción de Xilitol y Ácido Láctico a partir de cascara de
plátano”.
5. POSTER: 10th International Conference on Renewable Resources &
Biorefineries.
En: Valladolid, España.
Título del Trabajo: “Techno-economic and environmental assessment of small-scale
biorefineries from lignocellulosics”.
6. POSTER: 13th Mediterranean congress of chemical engineering.
En: Barcelona, España.
Título del Trabajo: “Lignin as a raw material of high potential for the design of
biorefineries. Techno-economic and environmental assessment”.
7. POSTER: 36th Symposium on Biotechnology for Fuels and Chemicals.
En: Clearwater Beach FL, Estados Unidos.
Título del Trabajo: “Pre-feasibility analysis of a small-scale biorefinery in tropical
countries”.
8. POSTER: VI Simposio Internacional Biofábricas 2015.
En: Medellín, Colombia.
Título del Trabajo: “Influencia de la escala sobre el desempeño de biorefinerías a
partir de bagazo de caña y mandarina”.

XXI
V
Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
Capítulos de libro.
Techno-economic comparison of Cellulose and Lignin as platforms for future
Biorefineries.
Carvajal, J. C., Gómez, A., Cardona, C. A.*
Instituto de Biotecnología y Agroindustria. Universidad Nacional de Colombia at
Manizales.
Nova Science Publishers, Inc.
Participación en proyectos.
1. ESTUDIANTE AUXILAR DE POSGRADO: Apoyo en actividades de docencia e
investigación en el proyecto “Grupo de investigación en procesos químicos,
catalíticos y biotecnológicos” en la convocatoria DIMA-071-2013.
ENTIDAD: Dirección de investigación Manizales (DIMA). Universidad Nacional de
Colombia Sede Manizales.
RESOLUCIÓN: VR-2287 (21 de Octubre del 2013).
FECHA DE VINCULACIÓN: Octubre 2013-Diciembre de 2013. (2 Meses).
ACTIVIDADES:
Diseñar esquemas conceptuales de proceso para Biorefinerías a partir de materias
primas como el plátano, la cascarilla de arroz y la palma aceitera.
Estudiar, desarrollar, simular y evaluar metodologías de modelado y optimización
(económica y ambiental) de las Biorefinerías propuestas para el plátano, la cascarilla de
arroz y la palma aceitera.
Realizar la simulación del proceso de producción biotecnológica de oligómeros con
ayuda del software Aspen Plus.
Realizar una parte experimental para la producción de un oligómeros a nivel laboratorio y
evaluar los resultados obtenidos con los reportados en la literatura.

Realizar la extracción del compuesto activo de las materias primas Colombianas.
Diseño de proceso para producto de carácter cosmético.
2. ESTUDIANTE AUXILAR DE POSGRADO:
Apoyo en el proyecto de extensión 30901008278-4011 “Levantamiento, inventario y
análisis de la infraestructura educativa del sector oficial en las entidades territoriales
certificadas de Tunja y Buga, efectuados con la metodología y aplicativo SICIED”.
ENTIDAD: Dirección de Investigación y Extensión de la FIA. Universidad Nacional de
Colombia Sede Manizales.
RESOLUCIÓN: DFIA-1191 (01 de Agosto del 2014).
FECHA DE VINCULACIÓN: Agosto 2014-Septiembre de 2014. (2 Meses).
ACTIVIDADES:
Analizar la información demográfica disponible, teniendo en cuenta grupos de edades,
género y grupo étnico.
Establecer los escenarios de crecimiento y decrecimiento de los indicadores de cobertura
del sistema educativo en los municipios evaluados.
Apoyar en la elaboración de informes finales del análisis de variables en el proyecto.
3. ESTUDIANTE AUXILAR DE POSGRADO: Apoyo en el proyecto de extensión
30901008846-4011 “Consultoría para el análisis de la reactividad del líquido de
desecho de decapaje de bobinas de acero”.
ENTIDAD: Coordinación de Proyectos especiales de la F.I.A. Universidad Nacional de
Colombia Sede Manizales.
RESOLUCIÓN: DFIA-2095 (1 de Diciembre del 2014).
FECHA DE VINCULACIÓN: Diciembre 2014-Febrero de 2015. (2 Meses).
ACTIVIDADES:
Realizar pruebas experimentales de reactividad con bases, alcoholes y matrices
lignocelulósicas utilizando el licor de decapado.

XXV
I
Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
Plantear, estructurar y ejecutar la simulación de los procesos de decapado de bobinas
con diferente contenido de hierro.
Evaluar a través de un análisis de sensibilidad la significancia de las variaciones en
composición de las bobinas de acero y el ácido a utilizar para el decapado.
4. ESTUDIANTE AUXILAR DE POSGRADO: Apoyo en el proyecto de extensión
309020010230-4011 “Interventoría técnica, administrativa y financiera para el
programa desarrollo de capacidades científicas y tecnológicas en biotecnología
aplicadas a los sectores de la salud y la agroindustria en el depto. de Risaralda -
segundo período”.
ENTIDAD: Coordinación de Proyectos especiales de la F.I.A. Universidad Nacional de
Colombia Sede Manizales.
RESOLUCIÓN: DFIA-1934 (10 de Noviembre del 2015).
FECHA DE VINCULACIÓN: Noviembre 2015-Enero de 2016. (2 Meses).
ACTIVIDADES:
Recopilar información relacionada con la componente biotecnológica del gusano de seda.
Evaluar los procesos de obtención de metabolitos reportados como productos del
proyecto de biotecnología de la Universidad Tecnológica de Pereira (UTP).
Apoyar en la elaboración de informes y reportes relacionados con el proyecto.
Capacitaciones.
CAPACITACIÓN
Capacitación en Cromatografía de Gases en “Operación de equipo GC2014 con detector
FID y software GCSolutions de Shimadzu”.
Dictada por: Purificación y Análisis de Fluidos Ltda.
Intensidad: 40 horas.
En: Manizales, Colombia.
Fecha: 29 al 31 de Agosto de 2014.

Introducción.
En la actualidad la lignina representa el 30% de todo el carbono orgánico no fósil de la
tierra. Su disponibilidad supera los 300 millones de toneladas y su tasa de aumento esta
alrededor de 20 mil millones de toneladas anualmente en todo el mundo. La industria de
la pulpa y papel es la mayor productora de lignina en el mundo y estima que 50 millones
de toneladas de lignina se extrajeron en 2010 pero sólo 5% ha sido comercializada para
la formulación de adhesivos, dispersantes, agentes tensoactivos, antioxidantes y
cauchos. El restante 95% en su gran mayoría es utilizado para producir energía en
sistemas de cogeneración. Cabe resaltar que el poder calorífico de la lignina es bajo y
oscila entre (21.000 – 26.000 KJ/Kg) en comparación con los combustibles
convencionales que están entre (40.000 – 45.000 KJ/Kg). La deposición de residuos
agroindustriales, los efluentes de lignina como los licores negros de la industria del papel
que salen de los procesos industriales y los gases efecto invernadero que se producen al
quemar de la lignina para la producción de bioenergía son hoy en día considerados
fuentes potenciales de contaminación al medio ambiente.
El constante cambio del mundo debido a la contaminación que genera el hombre, la
declinación de fuentes de petróleo, las fluctuaciones en el precio y la inserción de nuevas
políticas ambientales hacen que se generen nuevos enfoques en la ingeniería para lograr
así superar estos problemas. Estudios recientes se han centrado en la obtención de
biocombustibles en el mundo con el fin de disminuir la carga contamínate de los
combustibles sin darse cuenta que alternativas como estas a la larga no son una solución
pues solo son reducidas las emisiones en el medio ambiente. Por otro lado se piensa que
solo las refinerías de petróleo están enfocadas al desarrollo de gasolinas y no es así, ya
que de esta materia prima no renovable se desprenden una gran cantidad de productos
de uso industrial. En la actualidad ha surgido una nueva onda en función del desarrollo
de biorefinerías que presenta nuevas alternativas reales con fines de obtener y
desarrollar nuevos productos plataforma. A pesar de que Colombia es uno de los países

2 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
más diversos y con la mayor cantidad per cápita de biomasa en el mundo no se conoce
en el país investigaciones serias que traten de analizar todas las posibilidades de
obtención de productos plataforma con alto valor agregado a partir de una materias
primas con alto contenido en lignina, mucho menos se cuenta con un conocimiento claro
si estos productos realmente tienen alguna viabilidad técnica, económica y ambiental.
El objetivo que se busca con el desarrollo de esta tesis de maestría es tener un impacto
principalmente a nivel científico y tecnológico sobre el aprovechamiento de un residuo
como la lignina ya que no es una práctica bien establecida ni conocida en un país como
Colombia y menos aun cuando se aplica el concepto de biorefinería. Se plantea una
visión general de este componente como una plataforma versátil que bajo el concepto de
biorefinerías y por medio de herramientas de simulación pueden ser obtenidos diferentes
productos de alto valor agregado a partir de biomasa lignocelulósica implementando
nuevas rutas de procesamiento. Se realizan caracterizaciones de materiales
lignocelulósicos con alto contenido en lignina, se diseñan diferentes procesos de
extracción de lignina, biorefinerías y procesos de gasificación basados en tecnologías de
proceso, cinéticas, rendimientos, conversiones y selectividades reportadas en la
literatura. Con base en el modelamiento y la simulación se plantean las mejores
alternativas que son tomadas para realizar un parte experimental que consta de la
extracción de lignina por medio de hidrólisis alcalina, además de la producción de gas de
síntesis y energía eléctrica a partir de procesos de conversión de energía como la
gasificación. Adicionalmente, se generaran trabajos a nivel de maestría que permite el
desarrollo de conocimiento científico donde se encuentran nuevos enfoques y puntos de
vista sustentados en bases como aprovechamientos de residuos, cadenas de suministro,
ingeniería de procesos, biotecnología industria, entre otros. Permitiendo así el diseño y la
evaluación de procesos en los campos técnicos, económicos y ambientales. Todo lo
anterior permitirá comparar de una manera técnica y científica si la alternativa propuesta
es factible y se pueden obtener compuestos derivados de la lignina.

Hipótesis.
Es posible obtener gas de síntesis, ácidos fenólicos y aromáticos BTX de una manera
eficiente a través residuos agroindustriales con alto contenido en lignina aplicando el
concepto de biorefinería y mediante un enfoque de ingeniería de procesos.
Objetivo General.
Diseñar y analizar desde el punto de vista técnico, económico y ambiental la obtención
de gas de síntesis, ácidos fenólicos y aromáticos BTX a partir de diferentes residuos
agroindustriales con alto contenido en lignina en el contexto colombiano.
Objetivos Específicos.
1. Realizar la caracterización fisicoquímica de la cascarilla de arroz y el bagazo de caña
de azúcar.
2. Evaluar técnica, económica y ambientalmente cuatro procesos de extracción de
lignina.
3. Realizar experimentalmente la extracción y caracterización de la lignina obtenida por
medio del proceso alcalino.
4. Diseñar los diagramas de flujo de proceso de las biorefinerías a partir de dos
materias primas seleccionadas.
5. Evaluar desde el punto de vista técnico, económico y ambiental la obtención de
ácidos fenólicos, gas de síntesis y aromáticos BTX a partir de diferentes residuos
agroindustriales con alto contenido en lignina en el contexto colombiano.
6. Evaluar experimentalmente la producción de energía eléctrica por medio de
gasificación a partir de cascarilla de arroz y bagazo de caña de azúcar.


Mapa conceptual del desarrollo de la Tesis.
Materias primas. · Bagazo de caña.
· Cascarilla de arroz.
Caracterización
Fisicoquímica.Lignina
Celulosa
Hemicelulosa
Extractivos
Cenizas
Extracción de
Lignina por
Hidrólisis
Alcalina
Caracterización del Sólido.
Contenido de lignina, método
(T 222 os-74).
Contenido de Holocelulosa
(ASTM Standard D1104).
Simulación
Medición de Ácido Fenólicos
por HPLC.
Ácido Ferúlico.
Ácido p-Cumárico.
Experimental
Métodos de
Análsis
Condición 1 Condición 3
Condición 2
Procesos de
extracción de Lignina
Alcalino Sulfito
OrganosolvKraft
Análisis Ambiental con
Algoritmo de reducción de
residuos (WAR)
Análisis Económicos con
Aspen process economic
analyzer
Capítulo 2
Capítulo 3Capítulo 4
Experimental
Caracterización
Próxima y última.Materia Volátil
Cenizas
Carbono fijo
Elementos (C, H, O) Biomasa de
referencia· Zoca de Café.
· Pino Pátula.
Capítulo 5
Caso 1
Caso 2
Caso 4
Caso 3
Materias primas. · Bagazo de caña.
· Cascarilla de arroz.
Simulación Capítulo 5
Capítulo 6
Mezclas entre
ellas
Proceso de
gasificación
Análisis de
gases
Análisis de la
energía producida
Procesos de
Gasificación
Caso 1 Caso4
Caso2 Caso 3
Análisis Ambiental con
Algoritmo de reducción de
residuos (WAR)
Análisis Económicos con
Aspen process economic
analyzer
Simulación
Síntesis de
Biorrefinerías
Análisis Ambiental con
Algoritmo de reducción de
residuos (WAR)
Análisis Económicos con
Aspen process economic
analyzer
Planteamiento de escenariosA. Con Hidrólisis ácida
B. Sin hidrólisis ácida
C. Integración Másica
D. Integración Energética.
Datos experimentales
Mapa conceptual del desarrollo de la tesis de maestría.


EXPERIMENTAL
CUATRO
PROCESOS DE
EXTRACCIÓN DE
LIGNINA
CARACTERIZACIÓN
DE MATERIAS
PRIMAS
CUATRO
PROCESOS DE
GASIFICACIÓN A
PARTIR DE
BIOMASA
EXTRACCIÓN DE
LIGNINA POR
HIDRÓLISIS
ALCALINA
PRODUCCIÓN DE GAS
DE SÍNTESIS Y
ENERGÍA ELÉCTRICA
A PARTIR DE
BIOMASA
SÍNTESIS DE
BIOREFINERÍAS
SIMULACIÓN


Capítulos Experimental Simulación Observaciones
Capítulo 1 - - Capítulo Introductorio.
Capítulo 2 X - Caracterización fisicoquímica del Bagazo de caña y la
Cascarilla de arroz.
Capítulo 3 - X
1. Simulación de cuatro procesos de extracción de lignina.
· Alcalino.
· Kraft.
· Organosolv.
· Sulfito.
2. Análisis económicos (Aspen economic analyzer) y
ambientales (WAR-GUI).
Capítulo 4 X -
1. Extracción de lignina por medio de hidrólisis alcalina.
Se plantean 3 condiciones de hidrólisis:
Condición 1: Hidrólisis ácida seguida de una Hidrólisis
alcalina.
Condición 2: Hidrólisis alcalina.
Condición 3: Hidrólisis alcalina (difiere en la condición 2
únicamente el tiempo de reacción).
2. Se realizan métodos de análisis en la fracción sólida y
en la fracción líquida (licor negro).
Fracción sólida: Cuantificación de lignina y holocelulosa
removida.
Fracción líquida: Cuantificación de ácidos fenólicos por
HPLC.
Capítulo 5 X X
Experimental Simulación
1. Análisis próximos y últimos
de cinco materias primas:
Bagazo de caña, Cascarilla
de arroz, Zoca de café, Pino
pátula, Salvado de arroz.
2. Se realizan mezclas entre
las materias primas para las
corridas experimentales de
1. Simulación de cuatro
procesos de gasificación
basándose en lo
experimental.
· Caso 1.
· Caso 2.
· Caso 3.

2 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
los procesos de gasificación
en el equipo GEK Gasifier 10
kWh:
· Caso 1: Zoca de café
· Caso 2: Zoca de café +
Bagazo de caña
· Caso 3: Pino pátula
· Caso 4: Pino pátula +
Cascarilla de arroz +
Salvado de arroz.
3. Análisis de los gases.
4. Análisis de la producción
de energía eléctrica.
· Caso 4.
2. Análisis económicos
(Aspen economic analyzer)
y ambientales (WAR-GUI).
Análisis energético (Experimental y Simulación)
Con las simulaciones realizadas en el software Aspen Plus
v8.0 se validan y se comparan con los datos obtenidos
experimentalmente en cada una de las corridas del
gasificador.
Capítulo 6 - X
1. Simulación de las biorefinerías para la obtención de licor
de xilosa, pasta de celulosa, ácidos fenólicos y aromáticos
BTX.
2. Planteamiento de escenarios de las biorefinerias.
A. Con hidrólisis acida.
B. Sin hidrólisis acida.
C. Integración Másica.
D. Integración Energética.
3. Análisis económicos (Aspen economic analyzer) y
ambientales (WAR-GUI).

1. Capítulo 1. Lignina.
Resumen.
En este capítulo se presenta una perspectiva generalizada de los principales
componentes de la biomasa lignocelulósica y en especial de la Lignina que es
considerada como el principal recurso renovable aromático del mundo. La biomasa
lignocelulósica está compuesta por celulosa, hemicelulosa y lignina. Este último
compuesto, es el material de interés en el desarrollo de este trabajo. Inicialmente se
desarrolla la forma estructural, tipos de enlaces, unidades que la conforman y ciertas
características que debe tener este material para ser considerada lignina.
Posteriormente, se definen diferentes pre-tratamientos, procesos de extracción y
métodos de separación que son utilizados para aislar la lignina de su matriz
lignocelulósica para obtenerla como producto plataforma. La lignina es considerada la
base para la síntesis de diferentes compuestos con alto valor agregado y de interés tanto
para el sector investigativo como para el industrial. Como materia prima de alto potencial
y siendo una plataforma versátil se mencionan algunas de las posibilidades,
oportunidades y retos que tiene la lignina a futuro. Algunas de las aplicaciones incluyen la
valorización de la lignina para la obtención de bioenergía y biocombustibles, síntesis de
macro y micromoléculas que desempeñan papeles importantes en diferentes sectores
industriales y el uso de la lignina para la obtención de productos intermediarios o
sustitutos que regularmente son obtenidos de fuentes no renovables como el petróleo.
Para finalizar, se hace énfasis en algunas de las fuentes potenciales de las cuales puede
ser obtenida la lignina y se analizan las rutas de transformación de los residuos
lignocelulósicos que impactan fuertemente el medio ambiente para conseguir un
provecho económico y social de esta problemática, diseñando procesos bajo el concepto
de biorefinería

4 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
1.1 Estructura de la lignina.
El término lignina procede del latín lignum que significa madera. El término fue
inicialmente empleado en 1865 por Schulze para describir la parte disuelta de la madera
al ser tratada con ácido nítrico. A mediados del siglo XX, cuando constantes avances se
aplicaron en herramientas analíticas modernas, mayor información se encontró para
conocer a la lignina [1]. Desde entonces la investigación en este componente
lignocelulósico tiene un ritmo avanzado y a su vez constante por lo que ha atraído la
atención por parte de los investigadores y los industriales [2]. Sin embargo la definición
de lignina no es del todo clara, como la de otros polímeros como la celulosa o la
hemicelulosa debido a su complejidad externa, su difícil aislamiento y su caracterización
estructural. Algunas de las características de la lignina se describen a continuación [1] [3]
[4]:
I. Es un polímero amorfo tridimensional, compuesto por tres principales monómeros
fenil-propano primarios.
II. Contiene la mayor parte del contenido metoxilo de la madera.
III. Es parcialmente resistente a la hidrólisis ácida, es fácilmente oxidable, soluble en
soluciones alcalinas y fácilmente condensables con fenoles o tioles.
IV. Su reaccionar con nitrobenceno en una solución alcalina, produce principalmente
ácidos fenólicos de alto valor agregado como vanilina, siringaldehído y p-
hidroxibenzaldehído.
V. Los elementos están unidos por enlaces carbono-carbono que forman una red
tridimensional asociada con la hemicelulosa dentro de la pared de las plantas.
Generalmente es insoluble en todos los disolventes y sólo puede ser degradada por
tratamientos físicos o químicos.
Al igual que otros polímeros, la lignina se polimeriza o se ensambla a partir de
monómeros llamados monolignoles por enlaces éter (C-O) y alquílicos (C-C). En la
Figura 1.1 se presentan las estructuras de estos monómeros fenil-propano.

Capítulo 1 5
Alcohol p-Cumarílico. Alcohol Coniferílico. Alcohol Sinapílico.
Figura 1.1 Estructuras de los monómeros fenil-propano en la lignina [5].
1.2 Tipos de lignina y procesos de extracción.
Los materiales lignocelulósicos son una fuente potencial para la obtención de una gran
cantidad de bioproductos. La producción anual de estos materiales está alrededor de los
1x1010 millones de toneladas, siendo una materia prima de gran uso debido a su bajo
costo y alta disponibilidad [6]. Después de la celulosa y la hemicelulosa, la lignina es
considerada el polímero más abundante en el mundo y se estima que actualmente el
planeta produce alrededor de 300 billones de toneladas métricas [7]. La lignina es
considerada como el principal recurso renovable aromático en el mundo [8]. Su uso y
función específica dentro de los procesos del aprovechamiento de biomasa hace de la
lignina una fuente potencial de productos de valor agregado en el campo de las industrias
químicas, alimenticias, farmacéuticas, textiles y cosméticas [9]. La lignina se encuentra
en diferentes formas y puede aislarse por diferentes procesos de extracción los cuales se
dividen en cuatro categorías que se presentan a continuación [10]:
1. Pre-tratamiento físico (molienda).
2. Fraccionamiento con disolventes (incluyendo el proceso organosolv, junto con el
fraccionamiento de ácido fosfórico y el uso de líquidos iónicos).
3. Pre-tratamiento químico (ácido, alcalina, y oxidativo).
4. Pre-tratamiento biológico (utilizando hongos, predominantemente fungí).

6 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
En la Tabla 1.1 se presenta la descripción de algunos de estos pretratamientos.
Tabla 1.1 Procesos de pre-tratamiento de materiales lignocelulósicos [11] [12].
Método de
pretratamiento Procesos
Posibles cambios en
la biomasa
Observaciones
Notables
Pre-tratamientos
Físicos
Molienda
Molienda de bolas
Molienda de dos
cilindros.
Molienda Hammer
Molienda coloide
Molienda de
vibración
Irradiación
Irradiación Gamma-
ray
Irradiación por rayo
de electrones
Irradiación
Microondas
Otros
Hidrotermal
Vaporización de
alta presión
Expansión
Extrusión
Pirolisis
Aumento de la
superficie accesible
(Área y tamaño de
poro).
Disminución de la
cristalinidad en la
celulosa.
Disminución en
grados de
polimerización.
La mayoría de los
métodos demandan
alto consumo de
energía.
En la mayoría de ellos
no se puede eliminar
la lignina.
Es preferible no
utilizar estos métodos
para aplicaciones de
uso industrial.
Algunos productos
químicos
generalmente no se
requieren para estos
métodos.
Pre-tratamientos
Químicos y
Fisicoquímicos
Explosión
Explosión de vapor.
Explosión Fibra de
amoníaco (AFEX).
Explosión de CO2.
Explosión SO2.
Aumento de la
superficie accesible
(Área y tamaño de
poro).
Deslignificación
Estos métodos son
los más efectivos y
prometedores para la
aplicación en
procesos industriales.
Tiempos de reacción

Capítulo 1 7
Álcali
Hidróxido de sodio
Amoniaco
Sulfuro de amonio
Acido
Ácido sulfúrico
Ácido clorhídrico
Ácido fosfórico
Gas
Dióxido de cloro
Dióxido de
nitrógeno
Dióxido de azufre
Agentes oxidantes
Peróxido de
Hidrógeno
Oxidación húmeda
Ozono
Extracción de lignina
con disolventes
Extracción Etanol-
agua
Extracción Agua-
Benceno
Extracción con
Etilenglicol
Extracción Butanol-
agua
parcial o casi
completa.
Disminución de la
cristalinidad en la
celulosa.
Disminución de los
grados de la
polimerización.
Hidrólisis parcial o
completa de la
hemicelulosa.
bajos.
Generalmente se
aplican condiciones
extremas (Altas
presiones y
temperaturas).
Algunos productos
químicos se requieren
para estos métodos
Pre-
tratamientos
Biológicos
Hongos y
acetomicetos
Deslignificación
parcial.
Reducción de
grado de
polimerización de
Requisitos bajos de
energía.
Buenas condiciones
ambientales.
Bajo costo

8 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
celulosa
Hidrólisis parcial
de hemicelulosa
No se tienen en
cuenta para
aplicaciones
comerciales
Los procesos más utilizados para aislar la lignina de la matriz lignocelulósica incluyen: El
procesos kraft y tratamientos que involucran el uso de sulfitos, obteniendo como
resultado lignina con trazas de azufre; y procesos alcalinos y con solventes donde la
lignina obtenida se da sin trazas de azufre [13]. Adicionalmente, se han planteado
diferentes métodos de separación para la lignina con tres enfoques principales que
involucran el fraccionamiento basado en solubilidad con disolventes orgánicos, la
precipitación ácida a valores de pH bajos y la ultrafiltración [14]. A continuación se
presenta cada uno de los procesos planteados.
1.2.1 Proceso Alcalino.
En el pretratamiento alcalino se lleva a cabo un tratamiento hidrolítico utilizando
soluciones alcalinas como hidróxido de sodio (NaOH), hidróxido de calcio (Ca(OH)2),
amoniaco, entre otros. Se realiza con el fin de remover la lignina, hidrolizar parte de la
hemicelulosa en azúcares C5, e incrementar la eficiencia de acceso de las enzimas en el
proceso posterior de hidrólisis de la celulosa [15]. Este pretratamiento puede ser llevado
a cabo a diferentes temperaturas, concentraciones de solución y tiempos de reacción.
Según Sipponen et al. [16] en su trabajo trata el tallo de maíz a 20 ºC, una concentración
de NaOH del 0.5 M durante 24 horas, sin embargo el pretratamiento puede llevarse a
condiciones diferentes como se observa en Jonglertjunya et al. [17] donde bagazo de
caña de azúcar es tratado a 90 ºC, una concentración de NaOH de 40 % (p/p) durante 4
horas y por último ejemplificando las condiciones más extremas con temperaturas de 140
ºC, concentración de NaOH de 10 % (p/p) durante 10 horas esta lo reportado por Li et al.
[18].

Capítulo 1 9
1.2.2 Proceso con Solventes (Organosolv).
El tratamiento con solventes consiste en términos generales en la separación de
componentes del material lignocelulósico mediante el uso de solventes orgánicos, como
etanol, ácido fórmico, ácido acético y metanol, entre otros [19]. Una gran cantidad de
solventes y mezclas de estos han sido propuestas para el pulpeo y muchas incluyen
ácidos o bases para mejorar los rendimientos [20]. Los procesos Organosolv ofrecen
varias ventajas comparados con otros procesos ya que la lignina puede ser aislada
fácilmente de su matriz lignocelulósica, lográndose mediante la eliminación y
recuperación del disolvente o una combinación de precipitación con agua acompañado
por una destilación, y así obtener nuevamente el disolvente por lo que se considera más
ecológico y ambientalmente amigable que la fabricación de pasta de sulfito o Kraft [21].
En el proceso con solventes se realiza comúnmente tratamientos con etanol al 50 %
como solvente a temperaturas que están entre 150 ºC y 200 ºC.
1.2.3 Proceso Kraft.
El pulpeo Kraft es el proceso utilizado para obtener aproximadamente el 85 % de la
producción mundial de pasta de celulosa, correspondiente a 130 millones de toneladas.
El proceso Kraft se caracteriza por usar maderas y residuos forestales [22]. Consiste en
tratamiento hidrolítico con pH alto en presencia de cantidades sustanciales de hidróxido
de sodio (NaOH) y sulfuro de sodio (Na2S) a temperaturas aproximadas a 170 °C [23].
1.2.4 Proceso con Sulfito.
Los pretratamientos para la fabricación de pasta de sulfito son ampliamente utilizados,
con una producción de 1 millón de toneladas anuales. Las corrientes obtenidas
generalmente en este tipo de proceso es rica en componentes químicos que pueden ser
utilizados hacia la conversión a productos con alto valor agregado, sin embargo la lignina
aislada contiene considerables trazas de azufre en forma de grupos sulfonato presentes
en las cadenas alifáticas [24]. Diferentes estudios se han realizado para este tipo de
proceso, no obstante muchos de estos procesos han sido reemplazados por el proceso
Kraft puesto que se obtienen mejores conversiones y consistencia en la pulpa [25]. El

10 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
procedimiento consiste en un tratamiento hidrolítico con una solución acuosa de azufre
(SO2) y una base de calcio, sodio, magnesio o amonio.
En la Tabla 1.2 se presentan algunas condiciones de operación de los procesos
utilizados para aislar la lignina de su matriz lignocelulósica, así como el tipo de lignina
obtenida, masa molar y sus métodos de separación.
Tabla 1.2 Procesos de extracción para aislar lignina de su matriz lignocelulósica.
Tipos de
lignina
Lignina con trazas
de Azufre
Lignina sin trazas
de Azufre
Procesos Sulfitos Kraft
Pulpeo con
Solventes
(Organosolv)
Alcalina
Condiciones de
operación
pH = 1-2
HSO3
T = 120- 130 ºC
pH = 13
NaOH + Na2S
T = 160 – 180 ºC
T = 150 – 200 ºC
Ácido Acético
Acido Fórmico
Etanol
Butanol
Agua
pH = 11-13
NaOH
T = 150 – 170 ºC
Producto Lignosulfatos Lignina Kraft Lignina
Organosolv Lignina Alcalina
Masa Molar (g
mol-1)
1000 – 50000
(Hasta 150000)
1000 – 5000
(Hasta 25000)
1000 – 3000
(Hasta 15000)
500 – 5000
Método de
Separación
Ultrafiltración
Precipitación
(Cambio de pH)
y Ultrafiltración
Precipitación
(Cambio de pH) y
Ultrafiltración
Extracción con
disolventes
orgánicos
*Basado en [26]

Capítulo 1 11
1.3 Lignina como plataforma hacia productos de valor
agregado.
La lignina como plataforma para la obtención de diferentes productos ha sido poco
explorada ya que el uso que se le da a nivel industrial no necesariamente involucra
reacciones químicas o de transformación y solo cerca del 5 % es comercializada para la
formulación de una gama de nuevos productos tales como adhesivos, dispersantes,
agentes tensoactivos, antioxidantes, revestimientos, pinturas y cauchos [27] [28]. Por otro
lado, el restante 95 % en su gran mayoría es utilizado para producir energía en sistemas
de cogeneración [26] [29]. La quema de la lignina se debe principalmente a que su poder
calorífico es el mayor comparado con los demás componentes de la matriz
lignocelulósica pero no lo suficientemente alto si se compara con el carbón o algunos
biocombustibles. En la Tabla 1.3 se puede observar el poder calorífico de los
componentes lignocelulósicos y otras fuentes de energía.
Tabla 1.3 Calores de combustión de los componentes lignocelulósicos y otras fuentes de energía
[30].
Compuesto Calor de Combustión (MJ/kg)
Celulosa 17.6
Hemicelulosa 16.5
Lignina 23.7
Char o carbón 31.3
Biodiesel 39.5a
Biocombustible para
avión (Jet-A1) 42.8b
a Tomado de Sánchez y Huertas [31].
b Tomado de ASTM D-1655 [32].
En los años recientes hay un considerable interés en la producción de bioquímicos y
biocombustibles a partir de lignina a través de reacciones como hidrogenación,

12 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
reducción, oxidación, hidrólisis, fusión alcalina, pirólisis, pirólisis catalítica, conversiones
enzimáticas, entre otros. Lo que se logra apreciar en la Figura 1.2 es una red de
reacciones con sus diferentes productos a la que la lignina puede someterse. Una serie
de nuevas rutas de proceso que pueden ser aplicadas a esta materia prima y los posibles
productos que como primera aproximación podrían derivarse de ella [33].
Procesos
Redox
Procesos
Biológicos
Procesos
Ácido/Base
Procesos
Térmicos
Lignina
OxidaciónVainillina, sulfuro de
dimetilo, dimetil sulfóxido
Hidrogenación Fenoles, cresoles
y sustitutos de los fenoles.
Hidrólisis
Fenol, fenoles sustituidos.
Fusión Alcalina
Ácidos fenólicos, catecol.
Termólisis
Acetileno y etileno.
Pirólisis RápidaÁcido acético, fenol, metano,
monóxido de carbono.
Conversión
Microbiana Vainillina, ácido ferúlico, p-
coumarico y otros.
Oxidación
Enzimática Lignina oxidada para
pinturas y recubrimientos.
Figura 1.2 Esquema representativo de las principales vías de reacción para la obtención de
productos de valor agregado a partir de Lignina. (Adaptado de [26]).
Estas reacciones crean un nuevo enfoque a la lignina como materia prima de alto
potencial a futuro y con miras a convertirse en una gran plataforma desde la que es
posible obtener un número de productos tales como productos químicos finos (ácidos
fenólicos, aldehídos, vainillina) [34] [35], gas de síntesis [36], carbón activado [37],
resinas fenólicas [38] [39] e incluso la producción de aromáticos (benceno, tolueno y

Capítulo 1 13
xileno - BTX). Estos últimos se consideran de gran interés debido a que generalmente se
producen a partir del petróleo [40].
En lo que concierne con la química a base de petróleo puede ser posible a través de la
lignina obtener productos plataforma a partir de materias primas renovables como los
residuos lignocelulósicos. El desafío es obtener estos productos por un camino que
pueda competir económicamente y ambientalmente con las rutas convencionales
[41][42]. El uso de la lignina incluye (a) Valorización de la lignina para la producción de
biocombustibles y bioenergía, (b) El uso de la lignina de biomateriales poliméricos con
diferentes aplicaciones y (c) El uso de lignina para obtener productos como
intermediarios que sirven de plataforma para la obtención de compuestos de alto
consumo (gas de síntesis, compuestos aromáticos BTX, etc.) [43]. Entonces es posible
predecir que el futuro de la celulosa así como la lignina se basa en un portafolio
multiproducto con alta eficiencia de producción.
Algunos de los usos que se le puede dar a esta materia prima se clasifican a
continuación en tres diferentes grupos [24]:
1. Electricidad-Combustible-Gas de Síntesis.
2. Macromoléculas y micromoléculas.
3. Aromáticos.
Estos grupos se pueden distinguir según la madurez de la tecnología con la que son
producidos este tipo de productos, con el grupo 1 a corto plazo mientras que el grupo 2 y
3 a mediano y largo plazo respectivamente. A continuación se presentan algunos de los
posibles productos con alto potencial de obtención a partir de materiales lignocelulósicos
con alto contenido en lignina. En el primer grupo la lignina es usada como una fuente de
carbono para la producción de energía o convertida en portadores de energía como el
gas de síntesis. En el segundo grupo la lignina es aplicada a la producción de moléculas
de alto peso molecular como adhesivos, fibras de carbono, polímero, entre otros,
mientras que con moléculas de bajo peso molecular se obtienen compuestos bioactivos
como las ácidos fenólicos [24]. Finalmente en el tercer grupo aparecen los compuestos
aromáticos que son ingredientes bases sintetizados principalmente de fuentes no
renovables para la obtención de otros productos.

14 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
1.3.1 Producción de Gas de Síntesis.
El gas de síntesis es un combustible gaseoso obtenido a partir de sustancias ricas en
carbono (hulla, carbón, coque, nafta, biomasa) sometidas a un proceso termoquímico con
temperaturas que oscilan entre los 500 y 900 °C en presencia de un agente gasificante
como aire, oxígeno, vapor de agua, y mezclas entre estos [44]. Sus principales
componentes son el monóxido de carbono (CO) e hidrógeno (H2) y otro tipo de gases
como dióxido de carbono (CO2), metano (CH4), entre otros [45].
Actualmente la producción de energía a pequeña escala mediante el aprovechamiento de
residuos de origen lignocelulósico del sector industrial y agrícola está teniendo un
creciente interés relacionado con el suministro de energía a sectores rurales por medio
de gasificación, generando un gas combustible con propiedades que son a menudo
inferiores a las de los combustibles derivados de hidrocarburos tradicionales como el gas
y la gasolina. Los gases combustibles a partir de material lignocelulósico a menudo son
utilizados en turbinas o motores de combustión interna después de una limpieza
adecuada en el proceso [46].
Los gasificadores pueden ser clasificados de acuerdo al agente gasificante (con aire,
oxígeno y vapor), a la presión (atmosférico o presurizado), a la temperatura (alta y baja),
a la dinámica (Lecho fijo: updraft (corrientes paralelas) y downdraft (contracorriente) y
lecho fluidizado: circulante y burbujeante) y de acuerdo al suministro de calor (directo o
indirecto) [47]. En los gasificadores en contracorriente downdraft, la biomasa tiene un
movimiento descendente mientras que el flujo de gases es ascendente, se caracterizan
por tener poca flexibilidad con respecto al contenido de humedad y el tamaño de
partícula de la materia prima. Los gasificadores en contracorriente se construyen en
tamaños menores a los 500 MWh [48]. En este contexto, este tipo de gasificación tiene la
mayor ventaja ya que su eficiencia de conversión es alta (el calor de los gases
producidos es recuperado por la biomasa en su movimiento descendente mediante un
intercambio directo de calor) y la tasa de alquitranes y material particulado suele ser baja
[49] [50].

Capítulo 1 15
1.3.2 Producción de Acido Fenólicos.
Los ácidos fenólicos son compuestos que poseen uno o más anillos aromáticos con uno
o más grupos hidroxilo. Estos compuestos en una dieta pueden proveer beneficios
asociados a la salud y evitar riesgo de enfermedades crónicas ya que este tipo de
compuestos poseen funciones fisiológicas incluyendo anti-oxidante, anti-microbianas,
anti-inflamatoria, anti-trombosis y actividades contra el cáncer, además puede prevenir
enfermedades coronarias y aumentar la viabilidad de los espermatozoides [51] [52]. Los
compuestos fenólicos principalmente identificados tanto en las paredes primarias y
secundarias de las plantas gramíneas (plantas herbáceas de gran amplitud ecológica
importantes para el alimento de animales y el ser humano) y particularmente en cereales
son el ácido ferúlico (Ácido 4-hidroxi-3-metoxicinámico) y el ácido p-cumárico (Ácido 4-
hidroxicinámico).Estos ácidos hidroxicinámicos actúan en el entrecruzamiento de las
paredes celulares de las plantas y debido a su abundancia representan en conjunto hasta
el 1.5 % en peso de las paredes celulares de los cereales [53].
Por lo general los compuestos bioactivos pueden ser recuperados a partir de fuentes
naturales como la extracción sólido-líquido empleando disolventes orgánicos, otro tipo de
técnicas que se han propuesto incluyen el uso de fluidos supercríticos, extracción asistida
por microondas y extracción asistida por ultrasonido [54]. Sin embargo otro tipo de
extracción de estos ácidos fenólicos se logra realizando tratamientos alcalinos donde la
lignina se disuelve mediante la escisión de los enlaces de éster liberando así los ácidos
fenólicos [55]. Estos compuestos fenólicos son precursores potenciales en la obtención
biocatalítica de productos aromáticos de alto valor agregado, por ende algunos
materiales lignocelulósicos con gran disponibilidad y alto contenido de lignina
(macromolécula polifenólica) han sido evaluados como fuentes alternativas para la
obtención de estos ácidos fenólicos y entre estos encontramos la madera de eucalipto,
salvado de cebada, mazorcas de maíz, hojas de maíz, fibra de avena y bagazo de caña
de azúcar [56].
1.3.3 Producción de Aromáticos BTX.
Los hidrocarburos aromáticos son aquellos que poseen las propiedades especiales
asociadas con el núcleo o anillo del benceno. Principalmente los bien llamados

16 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
aromáticos BTX (benceno, tolueno y xileno) son compuestos básicos para la síntesis de
productos plásticos, cauchos sintéticos, solventes y otros productos orgánicos de interés
industrial [57]. Al considerar las unidades químicas básicas de la lignina se puede prever
que tiene un alto potencial para la preparación de productos como los aromáticos BTX.
Para lograr este potencial se hace necesario desarrollar tecnologías de vanguardia para
la despolimerización de la lignina desdoblando enlaces C-O y C-C que da lugar a una
mezcla de hidrocarburos aromáticos, fenoles y fracciones de alifáticos (C1-C3) que son
de gran uso para procesos petroquímicos convencionales [58]. El benceno se ha utilizado
ampliamente en la fabricación de estireno, fenoles, anhídrido maleico, detergentes,
explosivos, productos farmacéuticos, combustible, colorantes y reactivo químico o agente
de extracción para semillas y frutos secos. Por otra parte el tolueno ha sido utilizado
como disolvente de aceites, resinas, caucho natural y sintético, alquitrán de hulla, asfalto,
brea, diluyente de pinturas, detergentes y cuero artificial. Asimismo el xileno con sus
isómeros orto- (o-), para- (p-) y meta- (m-) siendo el último isómero el de mayor
producción (hasta un 70 %) ha sido empleado como diluyente de pinturas y barnices,
productos farmacéuticos, aditivo de alto octanaje en combustible de aviones, síntesis de
colorantes y producción de ácidos ftálicos [59].
La síntesis de compuestos aromáticos de bajo peso molecular a partir de lignina se
realiza por diferentes vías, entre ellas encontramos las rutas biológicas donde son
utilizadas enzimas (Lignina peroxidasa (LiP), Manganeso peroxidasa (MnP) y Lacassas
(Lacc)), hongos (Hongos de pudrición blanca y marrón) y hasta el caso de bacterias
(Gram-positivas y gram-negativas) allí son empleadas rutas metabólicas para la
degradación de lignina hasta pequeñas moléculas fenólicas [60] [61]. Por otro lado el
proceso de despolimerización de lignina por hidrogenólisis/hidrogenación consiste en
someter la lignina a una reacción de reducción (temperaturas y presiones moderadas) en
presencia de hidrógeno en un medio reactivo que generalmente contiene agua y un
catalizador con propiedades hidrogenantes como las zeolitas para obtener compuestos
tales como fenoles, hidrocarburos aromáticos, alcanos y oligómeros de bajo peso
molecular. Los retos pendientes para la hidrogenación de lignina incluyen mejorar la
selectividad hacia producto y evitar posibles desactivaciones del catalizador [62].

Capítulo 1 17
1.4 Materias primas de origen lignocelulósico con alto
contenido en lignina en el contexto Colombiano.
Las materias primas existentes en el territorio nacional son fuente potencial para la
obtención de muchos productos con alto valor agregado entre las cuáles encontramos la
cascarilla de arroz, el bagazo de caña de azúcar, la zoca de café, los frutos secos de la
malta, el mesocarpio de palma, cáscaras de diferentes frutas tropicales, etc.
El bagazo de caña de azúcar (BCA) es un residuo fibroso que resulta de la extracción del
jugo de caña [63]. A partir de 1 tonelada de caña de azúcar procesada son producidos
alrededor de 280 kg de bagazo de caña de azúcar. Cerca de 540 millones de toneladas
son producidas llegando a ser una materia prima con gran disponibilidad, siendo Brasil,
India y China los principales productores [64]. Aproximadamente la composición del
bagazo de caña es de 44% de celulosa, 29% de hemicelulosa, 24% de lignina, 2% en
cenizas y 3% en otros componentes [65]. En Colombia la producción de caña de azúcar
es de aproximadamente 22.7x10millones de toneladas anuales que están distribuidas en
225 mil hectáreas (ha) a lo largo del territorio nacional, principalmente en las regiones de
Valle del Cauca, Cauca, Risaralda, Norte de Santander, Caldas donde cerca de 6
millones de toneladas son bagazo de caña [66]. Para el bagazo de caña como materia
prima se reportan procesos que incluyen la producción de electricidad, pulpa y papel y
productos basados en la fermentación tales como etanol, xilitol, PHB, entre otros [67] [68]
[69] [70]. La cascarilla de arroz (CA) es el residuo que queda como subproducto de la
molienda del arroz. En esta etapa por cada 100 kg de arroz molido se obtienen de 20 a
22 kg de cascarilla de arroz [71]. Cerca de 120 millones de toneladas son producidas y
es un recurso con gran disponibilidad y abundancia siendo China, India e Indonesia los
mayores productores [72].La composición de la cascarilla de arroz es de 38% de
celulosa, 18% de hemicelulosa, 22% de lignina, 20% de cenizas y 2% de compuestos
orgánicos aproximadamente [73]. En Colombia la producción de arroz es de 2.5 millones
de toneladas anuales que están distribuidas en 455 mil hectáreas (ha) a lo largo del
territorio nacional, principalmente en las regiones de Tolima, Huila, Casanare, Norte de
Santander, Meta, Bolívar, Arauca, Sucre y cerca de 452 mil toneladas corresponden a la
cascarilla [74]. Esta biomasa se utiliza actualmente para la producción de una amplia
gama de productos tales como alimentos para animales, producción de biofertilizantes,
componente del refuerzo en el concreto, biocombustibles y bioenergía [75]. La aplicación

18 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
de esta materia prima abarca diferentes campos como la producción de materiales a
base de silicio, pigmentos, cauchos rellenos, paneles solares y electrónica, concretos,
absorbentes y aplicaciones energéticas [76] [77]. Tiene un poder calorífico de 14MJ/kg y
un contenido alto en cenizas las cuales tienen un mercado importante en la industria del
acero y la construcción [78]. Las materias primas de origen lignocelulósico en el territorio
nacional cumplen con los requerimientos que se buscan ya que el bagazo de caña y la
cascarilla de arroz son materiales con alto contenido de lignina [56]. A continuación se
enumeran en la Tabla 1.4 como ejemplo algunas de las composiciones de los residuos
agroindustriales en el contexto colombiano. Muchos de estos residuos como en otros
países tropicales se caracterizan por las altas tasas de producción, al ser una fuente
potencial de contaminación al medio ambiente sin dirección técnica.
Tabla 1.4 Composición de algunos residuos agroindustriales en el contexto Colombiano [79].
Residuos
Agroindustriales
Producción
por cultivo
(ton)
Residuos
producidos
por cultivo
(ton)
Celulosa Lignina Hemicelulosa Humedad
Bagazo de caña
de azúcar 22,728,758 6,136,765 49.96 22.90 15.20 9.50
Cascarilla de
arroz 2,412,220 451,085 36.89 19.77 16.08 5.40
Residuos de
malta 333,798 316,667 17.44 18.69 11.13 11.00
Cascarilla de
café 558,540 71,493 22.71 16.03 36.34 10.94
Paja de
trigo 15,780 7,890 32.89 15.77 20.27 9.90
Mazorca de
maíz 1,536,290 1,075,403 32.10 12.84 31.91 8.30
Corteza de
madera 660,331 99,050 27.90 12.59 13.75 40.00
Cascarilla de
soja 54,207 2,385 36.44 8.35 23.41 8.20

Capítulo 1 19
1.5 Concepto de biorefinería.
Análogo al concepto de refinería, en una biorefinería un amplio rango de bioproductos
(alimentos, biocombustibles, biomateriales y bioquímicos, entre otros) son obtenidos a
partir del procesamiento sostenible de una materia prima [80]. Las principales diferencias
entre una refinería y una biorefinería son la naturaleza de la materia prima (biomasa en el
segundo caso) y la posibilidad de aplicar diferentes tecnologías tanto existentes como
emergentes para obtener los bioproductos [69]. En la Figura 1.3 se plantea un esquema
de biorefinería mostrando las dos plataformas que se pueden obtener a partir de la
biomasa lignocelulósica tomando como referente la plataforma de la lignina.
TIPOS
DE
LIGNINA
· Alcalina.
· Kraft.
· Organosolv.
· Lignosulfonatos
.
Líneas de
Proceso
Combustibles,
Polímeros y
Productos
Químicos
finos.
Pre-tratamiento
Plataforma de
Azúcares
Plataforma de
Lignina
Celulosa
Hemicelulosa
Biomasa
Lignocelulósica
Celulosa
Hemicelulosa
Lignina
Agua
Extractivos
Cenizas
Otros compuestos
(Aceites,
proteina,taninos)
Figura 1.3 Esquema global de lignina para futuras biorefinerías.(Adaptado de [26]).
Residuos de
fique 18,935 3,408 8.73 3.07 3.74 80.50
Cascara de
plátano 2.724.888 416,908 1.41 1.49 1.58 87.40
Cachaza de
caña 22,728,758 1,508,534 5.20 1.30 3.50 77.50

20 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
Una biorefinería involucra la evaluación y el uso de un amplio rango de tecnologías para
separar la biomasa en sus componentes principales (carbohidratos, proteínas, aceites,
etc.) para ser luego transformados en productos de valor agregado [81]. Una biorefinería
comprende tres etapas principales: La primera, involucra la cadena de suministro de la
materia prima, estudio que se realiza antes de iniciar con el desarrollo de la biorefinería,
entre estos estudios encontramos la procedencia de las materias primas, el estado de
agregación en el que están almacenadas, el medio de transporte por el cual van a llegar
al destino donde van a ser procesadas y finalmente la disponibilidad con la que se cuenta
para suplir las necesidades [82]. Las dos etapas restantes corresponden a la separación
y conversión de dicha materia prima, respectivamente. Para la primera etapa, materiales
agrícolas, forestales, agroindustriales y residuales pueden ser consideradas como
materia prima. La etapa de separación, generalmente se refiere al pre-tratamiento de la
materia prima, con el fin de proveer las siguientes corrientes de proceso: Almidón,
celulosa, hemicelulosa y azúcares manoméricos como fuente de carbohidratos y lignina
como fuente de compuestos aromáticos e hidrocarburos [83] [84] [85] [86]. Después del
pre-tratamiento, la biomasa es sometida a una combinación de tecnologías de conversión
para obtener una familia de especies químicas (bioproductos) y combustibles que sean
económica y ambientalmente sostenibles [87] [88].

2. Capítulo 2. Caracterización de materias
primas.
Resumen.
En este capítulo se presenta la metodología y los resultados de la caracterización
fisicoquímica realizada a las materias primas (bagazo de caña de azúcar y cascarilla de
arroz) usadas en el desarrollo de este trabajo. Inicialmente se describen los métodos
para determinar humedad, componentes solubles (extractivos), lignina, holocelulosa,
celulosa y cenizas de acuerdo a normas y estándares reportados en la literatura.
Finalmente, se realiza una discusión de resultados en donde se compara las materias
primas seleccionadas con base en datos reportados en diferentes artículos de la
literatura.
2.1 Caracterización de materias primas.
2.1.1. Reactivos.
Los reactivos químicos utilizados para este estudio fueron de grado analítico sin
purificación adicional. El hidróxido de sodio fue adquirido por Merck. El ácido acético y
ácido sulfúrico por Carlo Erba. El clorito de sodio se obtuvo de Khermra Technologies.
2.1.2. Preparación de la muestra.
Muchas de las materias primas de origen lignocelulósico contienen impurezas debido a
factores externos en su almacenamiento en la etapa de logística, algunos de ellos alteran
la composición o incluso pueden a llegar a causar daños o descomposición en la matriz
lignocelulósica, por lo que son retirados antes de iniciar algún pretratamiento.
Inicialmente, las materias primas fueron secadas en un horno (Thermo Precision model

22 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
6545) a 45 °C durante 24 horas hasta obtener un peso constante. Posteriormente se
disminuyó el tamaño de partícula utilizando un molino (Retsch GmbH SR200 Gusseisen)
hasta una malla 40 (0.4 mm). Cabe resaltar que las caracterizaciones fisicoquímicas para
todos los residuos de origen lignocelulósico se realizan por triplicado [89].
2.1.3. Determinación de la humedad.
El contenido de humedad se determina midiendo a 105 °C usando una balanza de
humedad (MOC-120H Shimadzu) donde se introducen entre 0.5-0.6 g de cascarilla de
arroz y bagazo de caña de azúcar.
2.1.4. Determinación de componentes solubles (extractivos).
De acuerdo lo reportado por National Renewable Energy Laboratory (NREL/TP-510-
42619) [90] se realiza la extracción de componentes solubles tales como fenoles, grasas,
ácidos grasos, terpenos, taninos.
Agregar en un saco de extracción sellado una muestra de 10 g e introducirlo en un tubo
Soxhlet. Agregar 250 mL de agua destilada a un matraz de fondo plano con perlas de
cerámica (perlas de ebullición) para que se evite la perdida de compuestos por
evaporación. Colocar el vaso receptor en el aparato Soxhlet y ajustar la placa calefactora
(600W MODELO RC) a una temperatura que proporcione de 4 a 5 ciclos por hora y lleve
a cabo este procedimiento durante 24 horas. Llevar a un horno (Thermo Precision model
6545) durante 24 horas y finalmente cuando la tula este seca retirar del desecador y
registrar el peso de la muestra. Repetir nuevamente el procedimiento con el etanol como
disolvente.
2.1.5. Determinación de lignina.
De acuerdo a lo reportado por la norma [91] (TAPPI T222 acid-insoluble lignin in wood
and pulp) se realiza la determinación de lignina. La muestra debe estar libre de
extractivos y humedad.

Capítulo 2 23
Agregar 0.2 g de material lignocelulósico con 2 mL de H2SO4 al 72% (v/v) en un beaker
con capacidad de 100 mL (por cada 100 mg de muestra agregar 1 mL de ácido sulfúrico
a las condiciones mencionadas). Agitar y dispersar la muestra con un agitador de vidrio
para posteriormente ponerlos en un baño de agua (Reciprocal Shaking Bath Model 2870)
de 30 °C durante 1 hora. Añadir 56 mL de agua destilada con lo cual resulta una
hidrólisis secundaria con una concentración de ácido del 4%. Llevar a una autoclave
(Sanyo MLS-3781 L) las muestras a una temperatura de 121 °C durante 1 hora. Retirar
las muestras del autoclave (Sanyo MLS-3781L) y separar con una filtración asistida con
vacío. Lavar el residuo con agua caliente mientras se filtra y secar en un horno (Thermo
Precision model 6545) a 60 °C durante 24 horas para posteriormente mover las muestras
al desecador durante 1 hora y tomar pesos.
2.1.6. Determinación de holocelulosa.
De acuerdo con el método de cloración descrito en la norma(ASTM Standard D1104) [92]
y a lo reportado en [93]. Se realiza la determinación de holocelulosa. La muestra debe
estar libre de extractivos y humedad.
Agregar 2.5 g de muestra con 80 mL de agua destilada caliente, 0.5 mL de ácido acético
y 1 g de clorito de sodio en un erlenmeyer de 250 mL. Un erlenmeyer de 25 mL se ubica
invertido en el cuello del matraz más grande o matraz de reacción. Calentar las muestras
en un baño de agua (Reciprocal Shaking Bath Model 2870) a 70 °C y pasada 1 hora
agregar 0.5 mL de ácido acético y 1 g de clorito de sodio. Durante las siguientes 6 horas
agregar porciones del ácido acético y clorito de sodio. Una vez completado el tiempo,
dejar las muestras sin más adición de reactivos en el baño de agua (Reciprocal Shaking
Bath Model 2870) durante toda la noche. Pasar la muestra a una filtración a vacío para
obtener el material sólido y realizar lavados con acetona hasta que el color amarillo
desaparezca. Introducir las muestras en un horno (Thermo Precision model 6545) a una
temperatura de 105 °C durante 24 horas hasta obtener un peso constante, pasar al
desecador durante 1 hora para registrar el peso de la muestra.

24 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
2.1.7. Determinación de celulosa.
La determinación de celulosa es un procedimiento continuo al procedimiento anterior
[92]. La muestra debe estar libre de extractivos y humedad. Según la norma [92] para la
cuantificación de 𝛼-cellulosa.
Mezclar 2 g de holocelulosa previamente secada en un horno (Thermo Precision model
6545) con 25 mL de NaOH al 17.5% en un erlenmeyer de 250 mL y llevar a una
temperatura de 20 °C haciendo uso de un baño termostatado (Reciprocal Shaking Bath
Model 2870). Adicionar 10 mL de NaOH al 17.5% para disolver totalmente la
holocelulosa. Pasados dos minutos después de la primera adición en intervalos de 5
minutos adicionar 5 mL de NaOH a 17.5% y mantener en agitación mientras se adiciona.
Dejar la muestra a 20 °C durante 30 minutos logrando un tiempo total de reacción con
NaOH de 45 minutos. Añadir 33 mL de agua destilada a la mezcla y reposar durante 1
hora a 20 °C. Filtrar la celulosa en un equipo de filtración al vacío y lavar con 100 mL de
NaOH al 8.3% a 20 °C. Quitar la succión del equipo de filtración y lavar nuevamente el
residuo de holocelulosa con agua destilada. Agregar 15 mL de ácido acético al 10% y
pasados 3 minutos aplicar succión para retirar el ácido. Secar el papel filtro a 60 °C en un
horno (Thermo Precision model 6545) durante 24 horas. Pasar a un desecador durante 1
hora y registrar el peso de la muestra.
2.1.8. Determinación de ceniza.
El contenido de ceniza se determinó de acuerdo a la metodología propuesta por la
National Renewable Energy Laboratory (NREL/TP-510-42622) [94]. El contenido de
ceniza de la fibra se define como el residuo obtenido después de someter el material
lignocelulósico a calcinación, y se realiza siguiendo el procedimiento que se muestra a
continuación:
Pesar entre 0.5-1 g de muestra en crisoles de porcelana. Calentar la mufla (Mufla
Terrígeno D8, Tmax-1100°C) desde la temperatura ambiente hasta 105 °C y conservar la
temperatura a 105 °C por 12 minutos. Calentar con una rampa de 10°C por minuto desde
105 °C hasta 250 °C y conservar la temperatura a 250 °C por 30 minutos. Calentar con
una rampa de 20°C por minuto desde 250 °C hasta 575 °C y conservar la temperatura a

Capítulo 2 25
575 °C por 180 minutos. Dejar caer la temperatura hasta 105 °C y retirar las muestras.
Pesar las muestras y determinar la cantidad de cenizas.
2.2. Resultados y Discusión
Las caracterizaciones de los materiales lignocelulósicos se llevaron a cabo en el Instituto
de Biotecnología y Agroindustria de la Universidad Nacional de Colombia sede Manizales
y se determinó la cantidad de humedad, componentes solubles (extractivos), lignina,
holocelulosa, celulosa y cenizas para las dos materias primas elegidas, los resultados
obtenidos se presentan en la Tabla 2.1.
Tabla 2.1 Caracterización del bagazo de caña de azúcar
Componente. (% b.s).* Desviación
estándar.
Extractivos 8.792 ± 2.377
Lignina 19.710 ± 0.760
Celulosa 46.748 ± 4.400
Hemicelulosa 23.621 ± 2.105
Cenizas 1.130 ± 0.006
Total 100.000 --
*(% b.s): Base seca.
Los resultados mostrados en la anterior tabla denotan que el bagazo de caña de azúcar
es una materia prima con altos contenidos en celulosa y hemicelulosa con porcentajes
reportados en la literatura que están entre el 45 y 55 % para el caso de la celulosa,
mientras que para la hemicelulosa se encuentran entre el 20 y 30 %. Por otro lado
encontramos otro tipo de componentes como las cenizas con valores que se encuentran
entre 1 y 2 % del total del material lignocelulósico, mientras que para los componentes
solubles o extractivos se hallan valores entre 4 y 9 %. Todo lo anterior se condensa en la
Tabla 2.2 y se puede observar a continuación algunos valores reportados por la literatura
para el bagazo de caña de azúcar.

26 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
Tabla 2.2 Composición lignocelulósica de bagazo de caña de azúcar reportada en la literatura.
Componente
(% b.s).
(Chen et al. 2011).
[95]
(Boussarsar et al. 2009).
[96]
(Rocha et al. 2012).
[97]
Celulosa 52.45 45.00 43.10
Hemicelulosa 25.97 26.00 25.30
Cenizas 1.01 2.10 2.80
Otros
componentes 7.85 9.00 4.30
Debido a que esta materia prima posee grandes cantidades de polímeros como la
celulosa y la hemicelulosa ha sido de gran interés tanto a nivel investigativo como
industrial. Lo que conlleva a que posterior a una pre-tratamiento hidrolítico sea un
material lignocelulósico rico en azucares de cadena C6 y C5 de los cuales se pueden
obtener una gran cantidad de productos de alto valor agregado como es caso de los
biocombustibles [98]. Otro uso frecuente que se le atribuye al bagazo de caña de azúcar
es la producción de bioenergía en sistemas de cogeneración [99].
Desde otra perspectiva encontramos la cascarilla de arroz también caracterizada de
acuerdo a humedad, componentes solubles (extractivos), lignina, holocelulosa, celulosa y
cenizas la cual se presenta a continuación en la Tabla 2.3 .
Tabla 2.3 Caracterización de la cascarilla de arroz.
Componente. (% b.s).* Desviación
estándar.
Extractivos 6.125 ± 0.893
Lignina 28.368 ± 5.859
Celulosa 39.685 ± 1.766
Hemicelulosa 15.181 ± 0.217
Cenizas 10.641 ± 1.290
Total 100.000 --
*(% b.s): Base seca.
De acuerdo a lo reportado en la anterior tabla se puede observar que para la cascarilla
de arroz los valores de celulosa y hemicelulosa no son tan altos como los reportados en

Capítulo 2 27
otro tipo de materiales como por ejemplo el bagazo de caña de azúcar. Los porcentajes
varían dependiendo del modo de caracterización para cada materia prima, sin embargo,
los porcentajes de celulosa y hemicelulosa oscilan entre un 30-40 % y 10-20 %
respectivamente. Por otro lado la cantidad de cenizas presentes oscila entre un 17-20 %
y lo que genera que este material lignocelulósico posea estudios en diferentes campos
investigativos ya que el contenido de sílice es aproximadamente el 90% [100] de las
cenizas, lo cual la hace tener un gran potencial en el campo de materiales estructurados
como el concreto [101]. A continuación en la Tabla 2.4 se presentan algunos valores
reportados en la literatura para la cascarilla de arroz.
Tabla 2.4 Composición lignocelulósica de cascarilla de arroz reportada en la literatura.
Componente
(% b.s).
(Zhang et al. 2015).
[102]
(Kirubakaran et al.
2009). [103]
(Muhammad et al. 2013).
[104]
Celulosa 35.86 31.30 41.52
Hemicelulosa 18.20 24.30 14.04
Cenizas 18.85 23.50 14.83
Otros
componentes 2.57 8.40 10.77
Finalmente, de acuerdo a los valores reportados por la Tabla 2.5 se puede observar que
los valores obtenidos de lignina en las caracterizaciones anteriores muestran que el
bagazo de caña de azúcar y la cascarilla de arroz son materiales lignocelulósicos con
alto contenido en lignina y que los valores oscilan entre un 20 y 30 %. Diferentes tipos de
caracterizaciones pueden ser encontradas en la literatura para cascarilla de arroz y
bagazo de caña de azúcar y diferentes normas, estándares, procedimientos y
condiciones de la materia prima pueden ser realizados para las caracterizaciones, por
ende los porcentajes que se obtienen tanto en lignina como en los otros componentes
presentes en los materiales lignocelulósicos pueden variar de un lugar a otro.
Tabla 2.5 Porcentaje de lignina en base seca reportado en la literatura para bagazo de caña de
azúcar y cascarilla de arroz.
Materia
Prima.
Lignina
(% b.s). Referencia.
Este trabajo
(% b.s).
Bagazo de caña de 20.25 [105] 19.71

28 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
azúcar 19.10 [106]
20.30 [107]
Cascarilla de
arroz
24.40 [108]
28.37 23.00 [109]
19.20 [110]
2.3. Conclusiones.
Con base en las caracterizaciones fisicoquímicas realizadas se puede concluir que
las materias primas seleccionadas presentan altos contenidos de lignina lo que
presenta un gran valor a la hora de evaluar si son o no ideales para el desarrollo de
productos plataforma descritos en el capítulo anterior.
Con las caracterizaciones anteriormente realizadas se puede decir que el bagazo de
caña de azúcar y la cascarilla de arroz además de presentar un potencial uso para la
producción de biocombustibles o inclusión en los materiales estructurados, por su alto
contenido en lignina deben ser tenidas en cuenta para encontrar un uso diferente a
los procesos termoquímicos.
Las composiciones reportadas en la literatura se asemejan a los resultados obtenidos
en el laboratorio y validan las mediciones de humedad, compuestos solubles
(extractivos), lignina, holocelulosa, celulosa y ceniza realizadas experimentalmente.

Capítulo 3 29
3. Capítulo 3. Evaluación tecno-económica y
ambiental de los procesos de extracción de
Lignina.
Resumen.
En el capítulo 3 se realiza la evaluación tecno-económica y ambiental de cuatro procesos
de extracción de lignina que se dividen en dos categorías, la primera en donde se obtiene
la lignina libre de trazas de azufre, que incluye los procesos de extracción Alcalino y con
Solventes; y la segunda en donde la lignina extraída contiene trazas de azufre, que
incluye los procesos Kraft y con Sulfito. Además de plantearse los 4 procesos de
extracción de lignina para dos materias primas, se evalúa una etapa preliminar de
hidrólisis ácida en cada uno de los procesos, obteniendo un total 16 casos. Luego, se
diseñan los diagramas de flujo de cada uno de los procesos y se modelan en el software
Aspen plus v8.0 utilizando los rendimientos reportados en la literatura para materiales
lignocelulósicos. Con esto se generan los balances de materia y energía que son las
entradas principales para desarrollar las evaluaciones económicas y ambientales bajo
condiciones Colombianas. A partir del módulo Aspen Process Economic Analyzer se
generan los flujos de caja con los que se calculan la distribución de costos, el costo total,
el valor presente neto y los índices de rentabilidad para cada uno de los procesos. Para
la evaluación ambiental se utiliza el algoritmo de reducción de residuos (WAR) de la
Agencia de Protección Ambiental (EPA) de los Estados Unidos, el cual evalúa 8
categorías de impacto ambiental y con el que se obtiene el potencial de impacto
ambiental por kilogramo de producto (PEI/kg de producto) para cada uno de los
procesos.

30 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
3.1 Síntesis de diagramas de flujo.
Para la síntesis de los diferentes diagramas de proceso de los procesos de extracción de
lignina se parte de la caracterización de las materias primas seleccionadas (bagazo de
caña y cascarilla de arroz). Se realiza un barrido de las tecnologías de extracción para el
aislamiento de la lignina con el fin de seleccionar aquellas que tienen mejores
condiciones para potenciar la obtención de esta, además de otro tipo de productos de
valor agregado como el licor de xilosa y la pasta de celulosa. La lignina es uno de los tres
principales componentes de los materiales lignocelulósicos y cuando estos se someten a
diferentes procesos de extracción se pueden obtener diferentes tipos de lignina con
estructuras, características y configuraciones diferentes [111]. Se tiene en cuenta que los
procesos de extracción de lignina presentan un grado de madurez alto con respecto a
otro tipo de procesos y se pueden clasificar principalmente en cuatro procesos (Alcalino,
con Solventes, Kraft y con Sulfito) los cuales a su vez se dividen en dos categorías las
cuales son: procesos de obtención de ligninas sin trazas de azufre y procesos de
obtención de lignina con trazas de azufre [112].
Para la definición de estas tecnologías se usaron conceptos de vigilancia tecnológica
basada en patentes, artículos científicos, entre otros [113] [114]. Con base en la mejor
configuración obtenida se realizó la síntesis conceptual de los procesos, y a partir de los
rendimientos reportados en la literatura se obtuvieron las rutas de procesamiento
utilizadas para la evaluación de la obtención de la lignina como producto principal.
Adicionalmente se evaluó una posible etapa preliminar de hidrólisis ácida (Allí se evaluó
dos diferentes alternativas del proceso de extracción de lignina teniendo en cuenta varios
parámetros de diseño como una etapa preliminar de hidrólisis ácida) con el fin de retirar
la hemicelulosa en forma de xilosa y valorizar dicha corriente. Finalmente, se procedió a
evaluar los diferentes procesos de extracción de lignina y a analizar desde el punto de
vista económico y ambiental la factibilidad de la mejor configuración.
3.2 Procedimiento de Simulación.
El objetivo de este procedimiento fue generar los balances de materia y energía para el
cálculo de los flujos de materias primas, insumos, servicios públicos y las necesidades de

Capítulo 3 31
energía. La herramienta de simulación usada es el paquete comercial Aspen Plus v8.0
(Aspen Technology, Inc., USA). El modelo cinético usado para calcular la etapa de
hidrólisis fue reportado por Jin et al. [115]. El rendimiento usado para el proceso de
extracción alcalino fue calculado con base a lo reportado en Nikzard et al. [116] y
Fuentes et al. [117] . Para el proceso de extracción con solventes Organosolv se utilizó lo
reportado en Jim et al. [118]. Igualmente para los procesos de extracción Kraft y con
sulfito se utilizaron los valores reportados en Zhao et al [119] y Xu et al. [120]
respectivamente.
El modelo termodinámico Non-Random Two-Liquid (NRTL) fue aplicado para calcular los
coeficientes de actividad de la fase líquida. Además, se utilizaron los modelos
termodinámicos de UNIFAC-DORTMUND y Soave Redlick Kwong para las fases líquidas
y de vapor cuando el modelo NRTL no predijo las propiedades (por ejemplo separaciones
líquido-líquido y columnas de destilación) y la ley de Henry para el cálculo de los gases
disueltos [121].
3.2.1 Pretratamiento ácido.
El material lignocelulósico es sometido en una etapa de hidrólisis ácida con el fin de
solubilizar la fracción de hemicelulosa de la matriz lignocelulósica y aumentar la
porosidad en el material aumentando los rendimientos en la deslignificación y haciendo
más accesible las enzimas en posteriores hidrólisis [56]. En esta etapa la fracción de
hemicelulosa es hidrolizada con ácido sulfúrico (1-2 % en peso) a una temperatura de
100 °C [122]. La corriente que resulta es separada por medio de filtración y la fracción
sólida rica en lignina y celulosa es llevaba posteriormente a un proceso de pulpeo
alcalino entre los que se destacan el proceso de extracción alcalino, Kraft, Organosolv,
entre otros. Por otro lado, la corriente rica en pentosas puede ser utilizada para darle
algún valor agregado y obtener a través de esta plataforma una gran cantidad de
productos [123] [124].
3.2.2 Proceso de extracción Alcalino.
En la etapa de pulpeo alcalino el material lignocelulósico se pone en contacto con
hidróxido de sodio (NaOH) al 2 % (p/v) en una relación de 1:10 sólido:líquido a una

32 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
temperatura de 90 °C durante 1.5 horas. La corriente resultante se separa por medio de
filtración y la corriente solida es una pasta donde el componente principal es la celulosa,
mientras que la fracción líquida es rica en lignina (licor negro) y es allí donde se
encuentran los ácidos fenólicos y muchos otros compuestos e interés.
3.2.3 Proceso de extracción con solventes (Organosolv).
En el proceso de extracción de lignina cuando se usan solventes como agente
delignificante el material lignocelulósico se pone en contacto con un solvente orgánico
que en este caso es etanol (CH3CH2OH) al 50 % (v/v) en una relación de 1:6
sólido:líquido a una temperatura de 170 °C durante 1 hora. La corriente resultante se
separa por medio de filtración y se obtienen dos corrientes principales, la corriente sólida
que es una pasta de celulosa generalmente usada para la producción de papel, mientras
que la corriente líquida o licor negro es la corriente de interés ya que es rica en lignina.
3.2.4 Proceso de extracción Kraft.
Para el proceso Kraft el material lignocelulósico es tratado con una solución de hidróxido
de sodio (NaOH) y sulfuro de sodio (Na2S) con concentraciones de 11.25 % y 3.75 %
(p/v) respectivamente en una relación de 1:5 sólido:líquido a una temperatura de 170 °C
durante 3.5 horas. La corriente resultante se separa por medio de filtración y la lignina
que es el compuesto de interés está ubicada en la fracción líquida o licor negro, mientras
que la corriente sólida es rica en celulosa.
3.2.5 Proceso de extracción con Sulfito.
Para la obtención de lignosulfonatos o lignina de la extracción con sulfitos, el material
lignocelulósico es tratado con una solución de hidróxido de sodio (NaOH) al 11% (p/v) y
bisulfito ácido (HSO3-) a una concentración del 2 % (p/v) en una relación de 1:10
sólido:líquido a una temperatura de 120 °C durante 0.67 horas. La corriente resultante se
separa por medio de filtración y la fracción solida rica en celulosa es separada de la
fracción líquida o licor negro donde está la lignina disuelta con otros compuestos de
interés como ácido fenólicos.

Capítulo 3 33
3.3 Descripción de los casos planteados en la
simulación.
3.3.1 Procesos de extracción de Lignina CON una etapa
preliminar de hidrólisis ácida.
En los procesos de extracción de lignina con una etapa preliminar de hidrólisis con ácido
diluido se tiene que el material lignocelulósico (bagazo de caña y cascarilla de arroz)
entra en el proceso a un tanque de mezclado (1) donde se pone en contacto con una
solución de ácido sulfúrico al 2 % (v/v) en una relación sólido:líquido de 1:10. Luego la
mezcla es calentada en un intercambiador de calor (2) hasta una temperatura de 90 °C
para posteriormente ingresar a un reactor de tanque agitado enchaquetado (3) en donde
se realiza la hidrólisis ácida a una temperatura de 110 °C y 1 bar de presión.
Seguidamente la mezcla es enfriada en un intercambiador de calor (4) a una temperatura
de 90 °C para ser filtrada (5) y recuperar en la fracción líquida (licor rico en xilosa),
mientras que la fracción sólida (mezcla entre celulosa y lignina) es la corriente de
alimento a los procesos de extracción de lignina. Dicha fracción sólida ingresa a un
tanque de mezclado (6) donde se pone en contacto con un agente delignificante que
puede ser hidróxido de sodio, solventes orgánicos y/o mezclas de hidróxido de sodio con
otro tipo de compuestos como bisulfitos o sulfuros. Cada proceso de extracción de lignina
se realizó por separado dando un total de 4 procesos: Alcalino, Organosolv, Kraft y
Sulfito. Paso seguido la mezcla es llevada a un intercambiador de calor (7) con el fin de
adecuar a las condiciones de operación de cada uno de los procesos para finalizar en un
reactor de tanque agitado enchaquetado (8) donde se lleva a cabo la deslignificación.
Posterior a la etapa de aislamiento de la lignina, la mezcla pasa a un intercambiador de
calor (9) con el fin de bajar a temperatura a unos 25 °C y entrar a una etapa final de
filtración (10). A continuación en la Figura 3.1 se observa el diagrama de flujo de proceso
de la extracción de lignina cuando se tiene en cuenta una etapa preliminar de hidrólisis
ácida.

34 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
Ácido Sulfúrico
2% (v/v)
2Materia Prima:
· Bagazo de Caña
· Cascarilla de Arroz3
1 4
5
Celulosa
+
Lignina
Xilosa
7
Alcalino:
NaOH 2 %
Organosolv:
Etanol 50 %
Kraft:
NaOH 11,25 % + Na2S 3,75 %
Sulfito:
NaOH 11 % + HSO3- 2 %
86 9
10
Licor Negro
(Lignina)
Celulosa
HIDRÓLISIS CON
ÁCIDO DILUIDO
EXTRACCIÓN DE
LIGNINA
Convenciones
1: Tanque de mezclado.
2: Intercambiador de calor.
3: Reactor de tanque agitado.
4: Intercambiador de calor.
5: Filtro.
6: Tanque de mezclado.
7: Intercambiador de calor.
8: Reactor de tanque agitado.
9: Intercambiador de calor.
10: Filtro.
Figura 3.1 Diagrama de flujo de proceso de la extracción de lignina CON una etapa preliminar de
hidrólisis ácida.
3.3.2 Procesos de extracción de Lignina SIN una etapa preliminar
de hidrólisis ácida.
En la Figura 3.2 se tiene el proceso de extracción de lignina sin una etapa previa de
hidrólisis ácida. Acá el material lignocelulósico ingresa a un tanque de mezclado (1)
donde se pone en contacto con el agente delignificante. En esta etapa se aplican los
mismos 4 procesos de extracción de lignina anteriormente descritos: Alcalino,
Organosolv, Kraft y Sulfito. Luego la mezcla pasa a un intercambiador de calor (2) con el
fin de adecuar la mezcla a las condiciones de operación requeridas para cada uno de los
procesos. La corriente ingresa a un reactor de tanque agitado enchaquetado (3) donde
se realiza el proceso de deslignificación y se separa la lignina de la matriz lignocelulósica.
Posteriormente en un intercambiador de calor (4) se disminuye la temperatura a 25 °C
para ser filtrada y separar la fracción sólida de la líquida (5).

Capítulo 3 35
Materia Prima:
· Bagazo de Caña
· Cascarilla de Arroz
2
Alcalino:
NaOH 2 %
Organosolv:
Etanol 50 %
Kraft:
NaOH 11,25 % + Na2S 3,75 %
Sulfito:
NaOH 11 % + HSO3- 2 %
31 4
5
Licor Negro
(Lignina)
Celulosa
EXTRACCIÓN DE
LIGNINA
Convenciones
1: Tanque de mezclado.
2: Intercambiador de calor.
3: Reactor de tanque agitado.
4: Intercambiador de calor.
5: Filtro.
Figura 3.2 Diagrama de flujo de proceso de la extracción de lignina SIN una etapa
preliminar de hidrólisis ácida.
3.4 Evaluación Económica.
La evaluación económica de los procesos de extracción se realiza en el paquete de
simulación de Aspen Technology, Inc, USA, ASPEN PROCESS ECONOMIC
ANALYZER, el cual puede trabajar con los reportes generados al resolver los balances
de materia y energía en Aspen Plus [125]. El software Aspen Process Economic Analyzer
puede hacer el dimensionamiento básico de los equipos, para luego, con los parámetros
de inversión especificados por el usuario (Tasa interna de retorno (25 %), impuestos,
capital de trabajo, vida económica del proyecto (10 años), costo de materias primas y
productos, método de depreciación (línea recta), salario de operarios y supervisores,
costo de servicios, etc.), estimar el capital de inversión, los costos de operación y las
ganancias [126] [68]. Con los resultados obtenidos, se generan los flujos de caja
correspondientes y se procede al análisis de rentabilidad. Además, el usuario puede
generar reportes de los costos involucrados en proyecto y los detalles del diseño [127]. A
continuación en la Tabla 3.1 se encuentra los costos de las materias primas y servicios
usados en la evaluación económica de los procesos de extracción de lignina.
Tabla 3.1 Costos de las materias primas y servicios usados en la evaluación económica en los
procesos de extracción de lignina.
Ítem Unidad Precio Referencia
Bagazo de caña USD/ton 15.0 [128]

36 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
Cascarilla de arroz USD/ton 5.0 [128]
H2SO4 USD/kg 0.1 [80]
NaOH USD/kg 0.05 [80]
Etanol USD/kg 0.86 [129]
Na2S USD/kg 0.95 [130]
NaHSO3 USD/kg 0.72 a [130]
Licor de Xilosa USD/kg 0.46 [131]
Pasta de Celulosa USD/kg 0.88 [132]
Lignina USD/kg 6.50 [42]
Vapor de Alta USD/ton 9.86 [80]
Vapor de Media USD/ton 8.18 [80]
Vapor de Baja USD/ton 1.57 [80]
Agua USD/m3 0.74 b -
Electricidad USD/kWh 0.14 b -
Combustible USD/MW 26.81 c -
Labor de Operador USD/h 2.56 d -
Labor de Supervisor USD/h 5.12 d -
*Base de Cálculo: 100 ton/día.
a Precios tomados de las empresas públicas que manejan dichos servicios.
b Costo estimado de gas para un rango de período del 2015-2035 [133].
c Precios tomados del Ministerio de Trabajo.
3.5 Evaluación Ambiental.
Para realizar la estimación del impacto ambiental de los procesos de extracción se
incorporará la metodología del algoritmo WAR desarrollada por el National Risk
Management Research Laboratory de la U.S. Environmental Protection Agency. Para ello
se define el potencial de impacto ambiental de una cantidad dada de materia o energía
como el efecto que esta materia y energía tendrían en promedio sobre el ambiente si las
mismas fueran descargadas fuera del proceso. Dado que la definición implica que el
impacto es una cantidad aún no realizada, el potencial de impacto ambiental es de
naturaleza probabilística. Así, los potenciales de impacto ambiental de una industria
química son generalmente causados por la energía y la materia que el proceso adquiere
o emite al ambiente [134] [135].

Capítulo 3 37
Se evalúa con base en 8 categorías de impacto, divididas en cuatro categorías de
impacto atmosférico global: potencial de calentamiento global (GWP), potencial de
agotamiento de ozono (ODP), potencial de acidificación o lluvia ácida (AP) y potencial de
oxidación fotoquímica o potencial de formación de smog (PCOP), y cuatro categorías de
impacto toxicológico global: potencial de toxicidad humana por ingestión (HTPI), potencial
de toxicidad humana por inhalación o exposición dérmica (HTPE), potencial de toxicidad
acuática (ATP), y potencial de toxicidad terrestre (TTP) [136].
3.6 Resultados y discusión.
3.6.1 Procesos de extracción de Lignina CON una etapa
preliminar de hidrólisis ácida.
A. Balances de materia y energía.
Las simulaciones de los casos estudiados fueron utilizadas para generar los balances de
materia y energía que se utilizan como las entradas principales para el desarrollo de las
evaluaciones económicas y ambientales. A continuación se muestran las entradas y
salidas de cada uno de los procesos de extracción de lignina para el bagazo de caña y la
cascarilla de arroz cuando se evalúa una etapa de hidrólisis acida preliminar. Se
muestran cada uno de los agentes delignificantes y los 3 productos principales obtenidos
que son el licor de xilosa, la pasta de celulosa y la lignina como producto principal.
Además se observan cada uno de los requerimientos energéticos tanto de calentamiento
y enfriamiento de los procesos de extracción de lignina.En la Tabla 3.2 se muestran los
resultados obtenidos en los procesos de producción y los respectivos rendimientos
utilizando bagazo de caña como materia prima.
Tabla 3.2 Balance de materia y energía para 100 ton/día de Bagazo de caña.
Procesos Ácido
diluido Alcalino Kraft Organosolv Sulfito
Materias primas (kg/h)

38 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
H2SO4 773.9 - - - -
NaOH - 643.4 1809.6 - 2123.3
Na2S - - 603.2 - -
HSO3- - - - - 386.1
Etanol - - - 9651.3 -
Agua 29893.3 31527.5 29758.1 9651.3 36095.8
Productos (kg/h)
Lignina - 450.5 690.3 185.2 599.5
Xilosa 2697.9 - - - -
Pasta de Celulosa - 1598.9 1656.4 1030.4 1060.7
Requerimientos energéticos (MWh)
Calentamiento - 11.89 20.19 15.21 21.67
Enfriamiento - 9.00 17.31 12.32 18.78
Rendimientos
(kg Lignina sale /
kg Lignina entra) - 0.58 0.89 0.24 0.78
Igualmente, en la Tabla 3.3 se muestran los resultados obtenidos en los procesos de
producción y los respectivos rendimientos utilizando cascarilla de arroz como materia
prima.

Capítulo 3 39
Tabla 3.3 Balance de materia y energía para 100 ton/día de Cascarilla de arroz.
Procesos Ácido
diluido Alcalino Kraft Organosolv Sulfito
Materias primas (kg/h)
H2SO4 711.7 - - - -
NaOH - 638.6 1796.2 - 2107.5
Na2S - - 598.7 - -
HSO3- - - - - 383.2
Etanol - - - 9579.5 -
Agua 29622.2 31292.9 29536.7 9579.5 35827.2
Productos (kg/h)
Lignina - 726.5 1002.7 268.9 870.8
Xilosa 2643.0 - - - -
Pasta de Celulosa - 1227.8 1419.4 882.9 908.7
Requerimientos energéticos (MWh)
Calentamiento - 11.92 20.17 15.22 21.64
Enfriamiento - 8.85 17.09 12.14 18.56
Rendimientos
(kg Lignina sale /
kg Lignina entra) - 0.64 0.89 0.23 0.77

40 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
B. Evaluación Económica.
Con base en los resultados obtenidos de los balances de materia y energía se procede a
realizar la evaluación económica de los procesos de extracción de lignina con una etapa
preliminar de hidrólisis ácida. Se calcularon para cada uno la distribución de costos, el
costo total, el costo por kilogramo de lignina y el valor presente neto. En el cálculo de la
distribución de costos se tomaron en cuenta 4 ítems principales que son: Costo de la
materia prima, costo de servicios, costos operacionales y depreciación, que básicamente
son los desarrollados en el Aspen Process Economic Analyzer. En la Figura 3.3 se
observa la distribución de costos asociada al proceso de extracción alcalino para bagazo
de caña y cascarilla de arroz. El porcentaje asociado al costo de la materia prima es el
que posee mayor influencia en todo el proceso con un valor que en ambos casos es
cercano al 70 %. Esto se debe principalmente al transporte de la materia prima y al uso
de insumos y reactivos como el ácido sulfúrico, hidróxido de sodio, entre otros. El costo
que ocupa el segundo lugar en la distribución de costos son los servicios con un valor
aproximado de 25 %, las cuales están asociadas a los servicios de enfriamiento y
calentamiento como agua de enfriamiento y vapores de baja. Por último los costos
operacionales y la depreciación están relacionados con los gastos generales y
administrativos del proceso así como el mantenimiento y la desvalorización de los
equipos y estos no presentan un gran porcentaje en la distribución de costos alcanzando
sólo un valor de aproximadamente 5 %.
Figura 3.3 Distribución de costos del proceso de extracción Alcalino de Lignina para bagazo de
caña y cascarilla de arroz.
0
20
40
60
80
Costo MateriasPrimas
Costo de Servicios CostoOperacionales
Depreciación
(%)
Proceso Alcalino bagazo
Proceso Alcalino cascarilla

Capítulo 3 41
En el proceso de extracción Kraft nuevamente el valor que posee una mayor influencia
en la distribución de los costos es la materia prima con un valor aproximado de un 60 %
como se observa en la Figura 3.4. Esto se debe principalmente al uso de reactivos como
el hidróxido de sodio (NaOH) y el sulfuro de sodio (Na2S). En segundo lugar el costo de
servicios para este proceso refleja un aumento en comparación con el proceso de
extracción alcalino alcanzando un valor del 35 % (10 % más comparado con el anterior).
Este incremento se refleja en las condiciones de operación del proceso (requerimientos
de enfriamiento y calentamiento) ya que el proceso Kraft se realiza a una temperatura de
170 °C mientras que el alcalino a una temperatura de 90 °C. Por último los costos
operacionales y la depreciación alcanzan un valor máximo del 8 %.
Figura 3.4 Distribución de costos del proceso de extracción Kraft de Lignina para bagazo de caña
y cascarilla de arroz.
Por otro lado encontramos el proceso de extracción con solventes (Organosolv) y su
distribución de costos en la Figura 3.5. En contraste con los dos anteriores casos, el
costo con mayor influencia en todo el proceso son los servicios con un 45 % (servicios de
enfriamiento y calentamiento) ya que la temperatura de reacción óptima es de 170 °C y
se deben precalentar reactivos como el etanol desde una temperatura de 60 °C, lo que
genera una mayor demanda de energía por parte del reactor donde se lleva a cabo la
hidrolisis. En segundo lugar, el costo de materias primas y los costos operacionales son
de igual magnitud (alrededor de 30%). Estos costos involucran el valor del etanol y otros
costos anteriormente mencionados como el mantenimiento, costos operativos,
administrativos y demás.
0
20
40
60
80
Costo MateriasPrimas
Costo de Servicios CostoOperacionales
Depreciación
(%)
Proceso Kraft bagazo
Proceso Kraft cascarilla

42 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
Figura 3.5 Distribución de costos del proceso de extracción con solventes (Organosolv) de
Lignina para bagazo de caña y cascarilla de arroz.
En la Figura 3.6 se presenta la distribución de costos relacionada con el proceso de
extracción con sulfito. Este caso presenta un comportamiento similar a la extracción
alcalina o Kraft ya que el ítem con mayor influencia sobre el proceso es el costo de las
materias primas con un valor aproximado del 60 %, donde se consideran reactivos como
el hidróxido de sodio (NaOH) y el bisulfito ácido (HSO3-). Por otro lado, el costo de
servicios presenta valores aproximados al 40 %, el cual es un valor típico ya que los
servicios ocupan un lugar importante en la distribución de costos para procesos como las
hidrólisis. Para este caso en particular, la temperatura de operación es de 120 °C la que
está ubicada entre las del proceso alcalino y Kraft, por lo que posee una tendencia
similar. Por último, los costos operacionales y la depreciación ocupan lo que resta del
porcentaje con un valor cercano al 5 %.
Figura 3.6 Distribución de costos del proceso de extracción Sulfito de Lignina para bagazo de
caña y cascarilla de arroz.
0
10
20
30
40
50
Costo MateriasPrimas
Costo de Servicios CostoOperacionales
Depreciación
(%)
Proceso Organosolv bagazo
Proceso Organosolv cascarilla
0
20
40
60
80
Costo MateriasPrimas
Costo de Servicios CostoOperacionales
Depreciación
(%)
Proceso Sulfito bagazo
Proceso Sulfito cascarilla

Capítulo 3 43
En la Figura 3.7 se presenta el costo total de los procesos de extracción de lignina
cuando una se evalúa una etapa preliminar de hidrólisis ácida. Este costo total involucra
los costos fijos de los procesos entre los que se encuentran los costos de los equipos,
costos administrativos (salarios, alquiler de espacios, etc.), costos operacionales
(mantenimiento), servicios externos (electricidad, teléfono, agua, etc.), entre muchos
otros. Como se observa los procesos que resultan tener un mayor costo total son los
procesos donde la lignina obtenida presenta trazas de azufre (Kraft y con Sulfito) con
valores que oscilan entre 60 y 64 millones de dólares. En contraste se tienen los dos
procesos restantes donde la lignina obtenida es libre de trazas de azufre (proceso
Alcalino y Organosolv) los cuales presentan valores alrededor de 47 y 36 millones de
dólares respectivamente.
Figura 3.7 Costo total de los procesos de extracción de Lignina (Millones USD).
Igualmente se calculó el costo por kilogramo de lignina y en la Figura 3.8 se observa que
el proceso con el costo de producción más bajo resulta ser el obtenido con el proceso de
extracción alcalino a partir de cascarilla de arroz (4.2 USD/kg de Lignina), seguido por el
proceso de extracción Kraft nuevamente a partir de cascarilla de arroz (4.8 USD/kg de
Lignina). Cabe resaltar que el proceso que presenta el menor costo por kilogramo de
lignina para ambas materias primas es el proceso alcalino, el cual actualmente es uno de
los más usados puesto que además de presentar altos rendimientos, permite obtener
lignina libre de trazas de azufre, lo cual es esencial para obtener una gran cantidad de
productos basados en lo reportado por Laurichesse et al. [26]. Al contrario del proceso
alcalino, se encuentra el proceso Organosolv que presenta los valores más altos en la
47,1 46,8
64,6 64,2
36,2 34,4
60,8 60,5
0
20
40
60
80
Millones USD ($)
Proceso Alcalino bagazo Proceso Alcalino cascarilla
Proceso Kraft bagazo Proceso Kraft cascarilla
Proceso Organosolv bagazo Proceso Organosolv cascarilla
Proceso Sulfito bagazo Proceso Sulfito cascarilla

44 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
obtención de un kilogramo de lignina con valores de 7.2 y 10.7 USD/kg de Lignina para la
cascarilla y el bagazo respectivamente. Finalmente, los procesos que involucran
compuestos azufrados presentan valores intermedios que oscilan entre 4.8 y 8.0 USD/kg
de Lignina.
Figura 3.8 Costo por kg de Lignina en los procesos de extracción (USD/kg Lignina).
Además del cálculo del costo total de los procesos y del costo de obtención de un
kilogramo de lignina, también se calculó el valor presente (VPN) para cada uno de los
procesos de extracción de lignina y los resultados se presentan en la Figura 3.9. Se
puede observar que los procesos que usan cascarilla como materia prima a excepción
del proceso Organosolv presentan un VPN positivo, mientras que cuando se usa bagazo
para realizar estos mismos procesos de extracción el único proceso que presenta VPN
positivo es el proceso con sulfito con un valor de 49.4 millones de dólares. Cabe resaltar
que el proceso con el mejor margen de ganancia es el de extracción con sulfito para
cascarilla de arroz (VPN de 98.7 millones de dólares).
6,04,2
6,84,8
22,3
14,6
8,05,6
0
5
10
15
20
25
USD/kg deLignina
Proceso Alcalino bagazo Proceso Alcalino cascarilla
Proceso Kraft bagazo Proceso Kraft cascarilla
Proceso Organosolv bagazo Proceso Organosolv cascarilla
Proceso Sulfito bagazo Proceso Sulfito cascarilla

Capítulo 3 45
Figura 3.9 Valor presente neto (VPN) de los procesos de extracción de Lignina.
Los indicadores de rentabilidad tienen como objetivo establecer y expresar la capacidad
de cualquier ente económico para generar ingresos midiendo como aumenta la inversión
en relación con cada unidad monetaria invertida. Con el VPN calculado se obtuvo el
índice de rentabilidad y el tiempo que requiere cada proceso para recuperar su inversión
inicial. Se busca entonces obtener índices de rentabilidad mayores a uno y tiempos de
recuperación lo más bajo posibles. En la Tabla 3.4 se encuentran condensados ambos
indicadores para cada uno de los procesos evaluados.
Se tiene que los índices de rentabilidad mayores pertenecen a los dos procesos de
extracción con sulfito con valores para la el bagazo de caña y cascarilla de arroz de 1,26
y 1,48 respectivamente. Para estos procesos los periodos de pago o el tiempo que se
demoran en recuperar su inversión están cercanos al primer año. De igual forma para el
proceso alcalino y Kraft usando cascarilla de arroz como materia prima se obtuvieron
índices de 1,18 y 1,13. Ambos procesos presentan un periodo de pago de 3 años.
Tabla 3.4 Índice de rentabilidad y periodo de recuperación para de los procesos de extracción de
Lignina.
Proceso de extracción de
Lignina
Índice de
Rentabilidad
Periodo
de pago
(Año)
Proceso Alcalino bagazo 0.99 -
Proceso Alcalino cascarilla 1.18 3
Proceso Kraft bagazo 0.95 -
Proceso Kraft cascarilla 1.13 3
-1,3
41,4
-14,0
38,5
-442,8
-366,9
49,498,7
-500
-400
-300
-200
-100
0
100
200VPN
USD($)
Millo
ne
s
Proceso Alcalino bagazo
Proceso Alcalino cascarilla
Proceso Kraft bagazo
Proceso Kraft cascarilla
Proceso Organosolv bagazo
Proceso Organosolv cascarilla
Proceso Sulfito bagazo
Proceso Sulfito cascarilla

46 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
Proceso Organosolv bagazo 0.22 -
Proceso Organosolv cascarilla 0.29 -
Proceso Sulfito bagazo 1.26 1
Proceso Sulfito cascarilla 1.48 1
C. Evaluación Ambiental.
Como se describió en la metodología, en la evaluación ambiental se analizan ocho
categorías de impacto, con las que se determina el potencial de impacto ambiental (PEI)
por kilogramo de producto para los cuatro procesos de extracción de lignina planteados
con las dos materias primas evaluadas. En la Figura 3.10 se presentan los potenciales de
impacto ambiental. Las categorías que presentan mayor influencia sobre todos los
procesos son aquellas pertenecientes a la categoría de impacto toxicológico global, es
decir, los potenciales de toxicidad humana por ingestión y exposición (HTPI y HTPE) y el
potencial de toxicidad terrestre (TTP). Sin embargo para la categoría de impacto
atmosférico global, el potencial de oxidación fotoquímico (PCOP) presenta los valores
más altos para el proceso de extracción con solventes pues sustancias como el etanol
poseen radicales hidroxilo (OH·) que son los principales contribuyentes a la formación de
smog fotoquímico. El impacto toxicológico de los reactivos usados en los procesos Kraft y
Organosolv presenta valores similares y son los mayores comparados con los otros dos
procesos restantes (proceso alcalino y proceso con sulfito).
Figura 3.10 Potencial de impacto ambiental de las ocho categorías evaluadas para los procesos
de extracción de Lignina a partir de bagazo de caña y cascarilla de arroz (PEI/kg producto).
0
0,02
0,04
0,06
0,08
0,1
HTPI HTPE TTP ATP GWP ODP PCOP AP
PEI/kg producto
Proceso Alcalino bagazo Proceso Alcalino cascarillaProceso Kraft bagazo Proceso Kraft cascarillaProceso Organosolv bagazo Proceso Organosolv cascarillaProceso Sulfito bagazo Proceso Sulfito cascarilla

Capítulo 3 47
La ponderación de cada una de las categorías deja más en claro cuál de los procesos
presenta un mayor potencial de impacto ambiental (PEI) total por kilogramo de producto.
En la Figura 3.11 se observa que el proceso Organosolv con una etapa preliminar de
hidrólisis ácida es el menos amigable con el entorno pues posee un valor de 0.21 PEI/kg
de producto, seguido del proceso Kraft con un aproximado de 0.13 PEI/kg de producto.
Por último los procesos alcalino y con sulfito presentan valores de 0.10 PEI/kg de
producto siendo los de menor impacto ambiental.
Figura 3.11 Potencial de impacto ambiental TOTAL para los procesos de extracción de Lignina a
partir de bagazo de caña y cascarilla de arroz (PEI/kg producto).
3.6.2 Procesos de extracción de Lignina SIN una etapa preliminar
de hidrólisis ácida.
D. Balances de materia y energía.
Se generaron los balances de materia y energía para cada uno de los procesos de
extracción de lignina sin una etapa preliminar de hidrólisis ácida. Nuevamente estas son
las entradas principales con las cuales se propusieron diferentes cálculos económicos y
ambientales.
A continuación se presentan las tasas de flujo de cada uno de los agentes delignificantes
y los dos productos principales obtenidos que son la pasta de celulosa y la lignina como
producto principal. Se observa en comparación con los casos presentados en la sección
0,10 0,10
0,14 0,13
0,21 0,21
0,10 0,09
0
0,05
0,1
0,15
0,2
0,25
PEI/kg producto
Proceso Alcalino bagazo Proceso Alcalino cascarillaProceso Kraft bagazo Proceso Kraft cascarillaProceso Organosolv bagazo Proceso Organosolv cascarillaProceso Sulfito bagazo Proceso Sulfito cascarilla
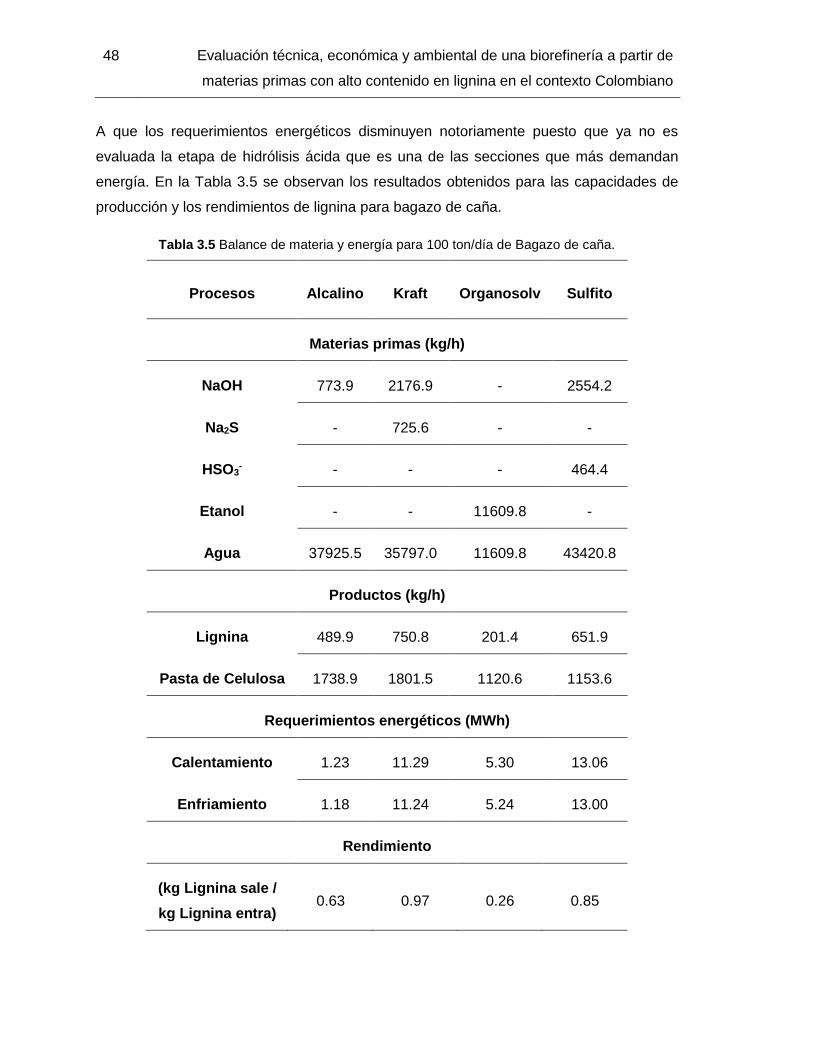
48 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
A que los requerimientos energéticos disminuyen notoriamente puesto que ya no es
evaluada la etapa de hidrólisis ácida que es una de las secciones que más demandan
energía. En la Tabla 3.5 se observan los resultados obtenidos para las capacidades de
producción y los rendimientos de lignina para bagazo de caña.
Tabla 3.5 Balance de materia y energía para 100 ton/día de Bagazo de caña.
Procesos Alcalino Kraft Organosolv Sulfito
Materias primas (kg/h)
NaOH 773.9 2176.9 - 2554.2
Na2S - 725.6 - -
HSO3- - - - 464.4
Etanol - - 11609.8 -
Agua 37925.5 35797.0 11609.8 43420.8
Productos (kg/h)
Lignina 489.9 750.8 201.4 651.9
Pasta de Celulosa 1738.9 1801.5 1120.6 1153.6
Requerimientos energéticos (MWh)
Calentamiento 1.23 11.29 5.30 13.06
Enfriamiento 1.18 11.24 5.24 13.00
Rendimiento
(kg Lignina sale /
kg Lignina entra) 0.63 0.97 0.26 0.85

Capítulo 3 49
De la misma forma en la Tabla 3.6 se tienen los balances de materia y energía para la
cascarilla de arroz. Se muestran en esta tabla los flujos másicos de reactivos, insumos,
productos y rendimientos.
Tabla 3.6 Balance de materia y energía para 100 ton/día de Cascarilla de arroz.
Procesos Alcalino Kraft Organosolv Sulfito
Materias primas (kg/h)
NaOH 711.7 2001.7 - 2348.7
Na2S - 667.3 - -
HSO3- - - - 427.0
Etanol - - 10676.0 -
Agua 34875.0 32917.7 10676.0 39928.3
Productos (kg/h)
Lignina 796.5 1099.3 294.9 954.6
Pasta de Celulosa 1346.0 1556.0 967.9 996.1
Requerimientos energéticos (MWh)
Calentamiento 1.12 10.37 4.85 12.00
Enfriamiento 1.09 10.33 4.81 11.96
Rendimiento
(kg Lignina sale /
kg Lignina entra) 0.71 0.97 0.26 0.85

50 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
E. Evaluación Económica.
En el cálculo de la distribución de costos para los procesos de extracción de lignina sin
una etapa previa de hidrólisis ácida se evaluaron nuevamente los 4 ítems anteriormente
mencionados en la sección anterior (sección B) (Costo de materia prima, costo de
servicios, costos operacionales y depreciación). La Figura 3.12 muestra los resultados
obtenidos para el proceso alcalino a partir de bagazo de caña y cascarilla de arroz.
Nuevamente se tiene que los costos de materia prima ocupan el primer lugar con un
porcentaje aproximado del 90 % del total de los costos evaluados para el proceso. En
comparación con los resultados obtenidos para este mismo proceso en la sección B se
tiene un aumento en el porcentaje de casi un 20 %, dejando así a los costos en los
servicios y los costos operacionales en un segundo plano pues solo alcanzan valores
cercanos al 4 y 7 % respectivamente. El decline de los servicios se puede deber
principalmente a que el proceso no requiere temperaturas tan elevadas ya que la
temperatura de reacción para este proceso es 90 °C.
Figura 3.12 Distribución de costos del proceso de extracción Alcalino de Lignina para bagazo de
caña y cascarilla de arroz.
En la evaluación del proceso de extracción Kraft la distribución de costos posee la misma
tendencia que cuando se tiene una etapa de hidrólisis ácida. Los costos de materia prima
son los de mayor influencia con un porcentaje cercano al 70 % y de nuevo presentan un
aumento del 10 % en comparación con la sección anterior. En segundo lugar
encontramos que los servicios aportan un porcentaje aproximado del 25 % sobre el total
de los costos debido a que los requerimientos de calentamiento y enfriamiento en dicho
0
20
40
60
80
100
Costo MateriasPrimas
Costo de Servicios CostoOperacionales
Depreciación
(%)
Proceso Alcalino bagazo
Proceso Alcalino cascarilla

Capítulo 3 51
proceso son más elevados puesto que la temperatura óptima de reacción se encuentra
entre los 160 y 170 °C. Respecto a los servicios se observa un comportamiento opuesto,
ya que se presenta una reducción de aproximadamente 10 %. Por último tenemos los
costos operacionales con un valor cercano al 5 %. En la Figura 3.13 se observan los
datos referentes a este proceso.
Figura 3.13 Distribución de costos del proceso de extracción Kraft de Lignina para bagazo de
caña y cascarilla de arroz.
Para el proceso Organosolv evaluado en esta sección se presentan cambios en la
tendencia con respecto al anterior. Se puede observar en la Figura 3.14 que las materias
primas ocupan el primer lugar de la distribución de los costos totales del proceso con un
porcentaje cercano al 42 %. Los costos operacionales por su parte presentan un valor
cercano al 35 % y por último están los servicios con un 25 %. Los servicios disminuyeron
mientras que los costos de las materias primas y los costos operacionales aumentaron.
Una posible causa que puede explicar este comportamiento es la inclusión directa del
material lignocelulósico en una etapa de pretratamientos con solventes, ya que se debe
usar mayor cantidad de etanol en el proceso. Por otro lado ya no se cuenta con una
etapa previa de hidrólisis ácida lo que disminuye los requerimientos de calentamiento y
enfriamiento.
0
20
40
60
80
Costo Materias Primas Costo de Servicios Costo Operacionales Depreciación
(%)
Proceso Kraft bagazo
Proceso Kraft cascarilla

52 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
Figura 3.14 Distribución de costos del proceso de extracción con solventes (Organosolv) de
Lignina para bagazo de caña y cascarilla de arroz.
En la Figura 3.15 se observa el comportamiento del proceso de extracción de lignina con
sulfito para las dos materias primas seleccionadas. Se mantiene la misma tendencia en
la distribución de costos con respecto al caso evaluado en la sección A. Los tres
principales costos en la distribución de los porcentajes son los costos de materia prima,
costo de servicios y costos operacionales. En primer lugar tenemos la materia prima con
un valor de aproximadamente 65 %, comparado con el anterior caso se presenta un
aumento de un 8 % que se debe fundamentalmente a la inclusión directa del material
lignocelulósico, por lo que hay un mayor consumo de agente delignificante. Por otro lado
el costo de los servicios presenta un valor cercano al 30 %, se observa su respectiva
disminución la cual se debe a que no hay una etapa de hidrólisis ácida, según se explicó
previamente en otros procesos. Finalmente se tiene que los costos operacionales tienen
el mismo comportamiento que el caso anterior y el porcentaje que ocupa dentro del total
de los costos es bajo con un 6 % aproximadamente.
0
10
20
30
40
50
Costo MateriasPrimas
Costo de Servicios CostoOperacionales
Depreciación
(%)
Proceso Organosolvbagazo
Proceso Organosolvcascarilla

Capítulo 3 53
Figura 3.15 Distribución de costos del proceso de extracción Sulfito de Lignina para bagazo de
caña y cascarilla de arroz.
La Figura 3.16 presenta el costo total de los procesos de extracción de lignina cuando no
se evalúa una etapa previa de hidrólisis ácida. Como se mencionó anteriormente el costo
total evalúa los costos fijos en el proceso entre los cuales encontramos principalmente el
costo de los equipos, por ende al no evaluar la sección de hidrólisis ácida la cantidad de
equipos en el proceso global disminuye logrando así observarse una diminución
alrededor de 10 millones de dólares en cada proceso. De nuevo los procesos que
presentan mayores costos totales son aquellos donde la lignina es extraída con trazas de
azufre (proceso Kraft y con sulfito) con valores de 54 y 53 millones de dólares
respectivamente. De igual forma los procesos que presentan menores costos totales son
aquellos donde la lignina es extraída sin trazas de azufre (proceso Organosolv y alcalino)
con valores que están comprendidos entre 27 y 35 millones de dólares.
Figura 3.16 Costo total de los procesos de extracción de Lignina (Millones USD).
0
20
40
60
80
Costo MateriasPrimas
Costo de Servicios CostoOperacionales
Depreciación
(%)
Proceso Sulfito bagazo
Proceso Sulfito cascarilla
35,3 35,1
55,3 53,6
28,3 26,4
53,7 52,2
0
10
20
30
40
50
60
Millones USD ($)
Proceso Alcalino bagazo Proceso Alcalino cascarillaProceso Kraft bagazo Proceso Kraft cascarillaProceso Organosolv bagazo Proceso Organosolv cascarillaProceso Sulfito bagazo Proceso Sulfito cascarilla

54 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
Posteriormente se obtuvo el costo por kilogramo de lignina para los procesos simulados y
se muestran a continuación en la Figura 3.17. El proceso de extracción con solventes
presenta los valores más altos con 16 y 10,2 USD/kg de Lignina a partir de bagazo de
caña y cascarilla de arroz respectivamente. Esto principalmente se debe a que el proceso
Organosolv es el que registra los rendimientos más bajos en comparación con los
demás. Con relación a los otros procesos se presenta el mismo comportamiento que en
la sección A donde el proceso que alcanza los valores más bajos es la extracción alcalina
a partir de cascarilla de arroz con 3,5 USD/kg de lignina, seguido del proceso Kraft con
4,3 USD/kg de lignina nuevamente a partir de cascarilla de arroz.
Figura 3.17 Costo por kg de Lignina en los procesos de extracción (USD/kg Lignina).
De igual forma se calculó el valor presente neto (VPN) para cada uno de los procesos
planteados sin una etapa previa de hidrólisis ácida y los resultados obtenidos se exponen
en la Figura 3.18. A diferencia de los procesos de extracción con solventes, los procesos
alcalinos, Kraft y con sulfito poseen VPN positivos inclusive cuando se realiza la
extracción de lignina a partir de bagazo de caña. Para este caso en particular el proceso
Kraft a partir de cascarilla de arroz presenta el mayor VPN con 114,8 millones de dólares.
5,13,5
6,34,3
16,0
10,2
7,8
5,3
0
5
10
15
20
USD/kg deLignina
Proceso Alcalino bagazo Proceso Alcalino cascarillaProceso Kraft bagazo Proceso Kraft cascarillaProceso Organosolv bagazo Proceso Organosolv cascarillaProceso Sulfito bagazo Proceso Sulfito cascarilla

Capítulo 3 55
Figura 3.18 Margen de ganancia de los procesos de extracción de Lignina.
Los índices de rentabilidad para los procesos evaluados en esta sección presentan
valores mayores a 1, siendo el mayor el proceso Kraft a partir de cascarilla de arroz con
un valor de 1,51, lo cual es consecuente con el valor del VPN calculado anteriormente.
De igual forma los procesos alcalino y con sulfito a partir de cascarilla presentan valores
cercanos al proceso Kraft con 1,40 y 1,41 respectivamente, y por esta razón el periodo
de pago para estos tres procesos es de un año. Para el bagazo de caña como materia
prima, el proceso que presenta el mayor índice de rentabilidad es el proceso Kraft con un
valor de 1,24 lo que genera un periodo de pago de 2 años aproximadamente. Por último
los procesos alcalino y con sulfito presentan periodos de pago de 3 años cada uno con
un índice de rentabilidad de 1,13 para ambos.
Se observa entonces que la mayoría de los procesos presentan tanto VPN positivos
como índices de rentabilidad mayores a 1 y su inversión inicial puede recuperarse en un
periodo de tiempo finito cuando no se evalúa una etapa preliminar de hidrólisis acida. A
continuación en la Tabla 3.7 se observan los datos correspondientes de ambos
indicadores.
Tabla 3.7 Índice de rentabilidad y periodo de recuperación para de los procesos de extracción de
Lignina.
Proceso de extracción de
Lignina
Índice de
Rentabilidad
Periodo
de pago
(Año)
Proceso Alcalino bagazo 1.13 3
22,472,8 50,0
114,8
-494,6-440,9
24,581,5
-600
-500
-400
-300
-200
-100
0
100
200VPN
USD($)
Millo
nes
Proceso Alcalino bagazo
Proceso Alcalino cascarilla
Proceso Kraft bagazo
Proceso Kraft cascarilla
Proceso Organosolv bagazo
Proceso Organosolv cascarilla
Proceso Sulfito bagazo
Proceso Sulfito cascarilla

56 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
Proceso Alcalino cascarilla 1.40 1
Proceso Kraft bagazo 1.24 2
Proceso Kraft cascarilla 1.51 1
Proceso Organosolv bagazo 0.16 -
Proceso Organosolv
cascarilla 0.20 -
Proceso Sulfito bagazo 1.13 3
Proceso Sulfito cascarilla 1.41 1
F. Evaluación Ambiental.
Para la evaluación ambiental de los procesos de extracción de lignina sin una etapa
preliminar de hidrólisis ácida se puede observar que hay un comportamiento similar a los
evaluados en la sección C pero a simple vista se denota una tendencia a decrecer en la
categoría de impacto toxicológico global (HTPI, HTPE y TTP). La disminución de cada
uno de estas categorías de impacto se debe principalmente al no uso de reactivos
potencialmente contaminantes o tóxicos para el medio ambiente como el ácido sulfúrico
(H2SO4), el cual genera daños severos al entrar en contacto o inhalar los vapores que
produce.
En comparación con la categoría de impacto atmosférico global el único indicador que se
presenta es el potencial de oxidación fotoquímico (PCOP). Este presenta un incremento
con respecto a la evaluación ambiental anterior ya que la cantidad de materia seca
ingresada en el proceso es mayor (pues no hay una hidrólisis ácida donde se pierda
materia seca) y por ende se requiere una mayor cantidad de solvente (etanol) para el
tratamiento, aumentando el porcentaje de radicales hidroxilo (OH·) y por ende mayor
capacidad para producción de smog fotoquímico. En la Figura 3.19 se presentan las ocho
categorías de impacto relacionadas con cada uno de los procesos y sus respectivas
materias primas.

Capítulo 3 57
Figura 3.19 Potencial de impacto ambiental de las ocho categorías evaluadas para los procesos
de extracción de Lignina a partir de bagazo de caña y cascarilla de arroz (PEI/kg producto).
Con las ocho categorías de impacto evaluadas se obtiene el potencial de impacto
ambiental total para cada uno de los procesos (Figura 3.20). A diferencia del proceso
Organosolv el PEI total de cada una de las demás extracciones disminuye y el proceso
alcalino presenta los índices de contaminación más bajos con valores de 0,02 PEI/kg de
producto, seguido del proceso con sulfito que posee valores de 0,03 PEI/kg producto.
Como anteriormente se mencionó, el aumento en el potencial de impacto ambiental en la
extracción con solventes es directamente proporcional al aumento de la relación
sólido:líquido del proceso.
Figura 3.20 Potencial de impacto ambiental TOTAL para los procesos de extracción de Lignina a
partir de bagazo de caña y cascarilla de arroz (PEI/kg producto).
0
0,05
0,1
0,15
0,2
0,25
HTPI HTPE TTP ATP GWP ODP PCOP AP
PEI/kg producto
Proceso Alcalino bagazo Proceso Alcalino cascarilla
Proceso Kraft bagazo Proceso Kraft cascarilla
Proceso Organosolv bagazo Proceso Organosolv cascarilla
Proceso Sulfito bagazo Proceso Sulfito cascarilla
0,02 0,02
0,09 0,09
0,25 0,25
0,03 0,03
0
0,1
0,2
0,3
PEI/kg producto
Proceso Alcalino bagazo Proceso Alcalino cascarillaProceso Kraft bagazo Proceso Kraft cascarillaProceso Organosolv bagazo Proceso Organosolv cascarillaProceso Sulfito bagazo Proceso Sulfito cascarilla

58 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
3.7 Conclusiones.
En términos económicos, se puede concluir que de los cuatro procesos de extracción
de lignina con una etapa de hidrólisis ácida, los procesos con sulfito a partir de
cascarilla de arroz y bagazo de caña presentan los mejores resultados e índices de
rentabilidad económica y una recuperación de inversión en un periodo de tiempo de
un año, sin embargo la calidad de lignina obtenida por estos procesos es baja pues
posee trazas de grupos sulfonato que dificulta la obtención de químicos finos como
compuestos fenólicos. Por otro lado el proceso de extracción alcalino a partir de
cascarilla de arroz presenta un caso opuesto en el cual se obtiene un tipo de lignina
sin trazas de azufre, lo que esencial para la obtención de este tipo de productos y
presentando índices de rentabilidad buenos donde el periodo de recuperación de la
inversión inicial puede lograrse en el tercer año.
En términos ambientales, los procesos alcalino y con sulfito poseen un potencial de
impacto ambiental de 0.10 PEI/kg de producto siendo los que menos contaminan y
son potencialmente más amigables con el medio ambiente.
Por otro lado al realizar la evaluación de los cuatro procesos de extracción de lignina
sin una etapa de hidrólisis ácida los requerimientos energéticos que demanda la
extracción del licor de xilosa disminuye los costos totales en todos los procesos.
Para este caso en particular el proceso Alcalino, Kraft y con Sulfito presentan mejores
índices de rentabilidad, valor presente neto y periodo de recuperación de la inversión
inicial en un tiempo no mayor a los 3 años. Sin embargo el factor limitante sigue
siendo la calidad de la lignina obtenida, lo que limita considerablemente los procesos
que usan compuestos azufrados como agentes delignificantes, por ende la mejor
opción sería elegir el tipo de lignina del cual puedan obtenerse productos de alto valor
agregado.
En términos ambientales, los procesos de extracción alcalina sacan una pequeña
diferencia en términos ambientales para este caso logrando que un PEI/kg producto
de 0.02 que es el más bajo entre todos los otros procesos.

4. Capítulo 4. Evaluación experimental de la
extracción de lignina por medio de
Hidrólisis Alcalina.
Resumen.
En este capítulo se evalúa la extracción experimental de lignina por medio de hidrólisis
alcalina a partir de bagazo de caña y cascarilla de arroz. Se presenta la metodología de
extracción y los resultados obtenidos para la obtención de productos de valor agregado,
como compuestos fenólicos, bajo tres condiciones de operación diferentes. La
cuantificación de los ácidos fenólicos (ácido ferúlico (AF) y p-cumárico (p-AC)) se realiza
por medio de cromatografía líquida de alta eficiencia (HPLC) y se compara los resultados
obtenidos con datos reportados en la literatura. Además se evalúa por medio de las
normas TAPPI T222 y ASTM D1104 en el material lignocelulósico la tasa de
deslignificación, la remoción de holocelulosa y la pérdida de materia seca en cada caso
planteado, con el fin de obtener los mejores resultados potenciando a una mayor
remoción de lignina y una mayor producción de compuestos fenólicos.
4.1 Evaluación experimental de la extracción de Lignina.
4.1.1 Hidrólisis Alcalina.
Tanto el bagazo de caña de azúcar (BC) como la cascarilla de arroz (CA) se sometieron
a una reducción del tamaño de partícula en un molino (Retsch GmbH SR200 Gusseisen)
hasta malla 40 (0.4 mm). Se mezclaron 10 mg de muestra seca (bagazo y cascarilla) con
una solución de hidróxido de sodio (NaOH) al 2 % (p/v) en un erlenmeyer de 250 ml, a

60 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
una relación sólido:líquido de 1:10. Las muestras fueron autoclavadas (Sanyo MLS-
3781L) a 121 °C y 15 psi durante 90 minutos. Posteriormente son retiradas del autoclave
y son dejadas hasta alcanzar temperatura ambiente. Cuando se alcanza la temperatura
deseada se procede a filtrar las muestras en un equipo de filtración al vacío. El licor
negro es almacenado en tubos falcón de 50 ml, mientras que la parte solida es llevada al
horno (Thermo Precision model 6545) durante 24 horas a una temperatura de 60 °C para
retirar la humedad [137].
4.1.2 Hidrólisis Ácida.
A 10 g de muestra seca y molida (hasta malla 40), se agregan 100 ml de una solución de
ácido sulfúrico (H2SO4) al 2 % (v/v) (relación sólido:líquido de 1:10) en un erlenmeyer de
250 ml. Las muestras fueron autoclavadas (Sanyo MLS-3781L) a 121 °C y 15 psi durante
5 horas. Posteriormente, se dejaron enfriar a temperatura ambiente. Cuando se alcanza
la temperatura deseada se procede a filtrar las muestras en un equipo de filtración al
vacío. La fase sólida es llevada al horno (Thermo Precision model 6545) durante 24
horas a una temperatura de 60 °C para retirar la humedad [138] [139]. Mientras que la
fase líquida es almacenada en tubos falcón de 50 ml.
4.1.3 Condiciones de operación de la extracción experimental de
Lignina.
En la Tabla 4.1 se presentan las condiciones experimentales empleadas en la extracción
de lignina. Para la hidrólisis ácida se seleccionó solo una condición experimental,
mientras que la hidrólisis ácido se llevó a cabo a tres condiciones experimentales
diferentes. En la siguiente tabla se plantean tres condiciones de extracción de lignina, en
la condición 1 se evalúa una etapa de hidrólisis ácida inicialmente con el fin de retirar la
hemicelulosa de la matriz lignocelulósica y aumentar la porosidad del material, para
posteriormente realizar una hidrólisis alcalina donde se aislará la lignina de la celulosa.
En las condiciones 2 y 3 se plantea únicamente una hidrólisis alcalina para realizar la
deslignificación de la biomasa lignocelulósica cambiando solamente el tiempo de
hidrólisis a la que es sometido el bagazo de caña y la cascarilla de arroz. No se realizó

Capítulo 4 61
un diseño experimental ya que no era tan necesario en la tesis debido a las siguientes
afirmaciones:
Aunque se pretendía encontrar condiciones de deslignificación y extracción de ácidos
fenólicos altas en ambos casos, no se buscaba encontrar condiciones óptimas de los
proceso.
Los experimentos realizados de deslignificación simplemente se realizaron con base
en unos experimentos preliminares y recomendaciones de la literatura logrando que
los resultados fueran muy cercanos a los reportados.
La simulación precisamente permite hacer los cálculos para poder llegar a las
condiciones más adecuadas.
Tabla 4.1 Condiciones de operación planteadas para la extracción experimental de lignina por
medio de hidrólisis ácida y alcalina.
Hidrólisis ácida
Condiciones
de operación Temperatura (°C)
Concentración
del ácido (H2SO4) Tiempo (h)
Condición 1 120 2 % (v/v) 5
Hidrólisis alcalina
Condiciones
de operación Temperatura (°C)
Concentración de
base (NaOH) Tiempo (h)
Condición 1 120 2 % (p/v) 1.5
Condición 2 120 2 % (p/v) 1.5
Condición 3 120 2 % (p/v) 0.5

62 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
4.2 Cuantificación de la lignina obtenida por hidrólisis
alcalina.
4.2.1 Determinación de lignina remanente en el material
lignocelulósico.
El material sólido proveniente de la hidrólisis alcalina es sometido a medición de la lignina
de acuerdo con lo reportado por la norma [91] (TAPPI T222 acid-insoluble lignin in wood
and pulp), siguiendo el procedimiento descrito en el Capítulo 2.
4.2.2 Determinación de holocelulosa remanente en el material
lignocelulósico.
El material sólido proveniente de la hidrolisis es sometido a determinación de
holocelulosa de acuerdo a lo reportado por la norma [92] (ASTM Standard D1104). El
procedimiento es descrito en el Capítulo 2.
4.3 Cuantificación de ácidos fenólicos obtenidos en la
hidrólisis alcalina mediante Cromatografía Liquida de
Alta Eficiencia (HPLC).
4.3.1 Químicos y Reactivos.
El ácido ferúlico y p-cumárico fueron adquiridos en Insolab S.A. Las estructuras químicas
de estos compuestos son mostrados en la Figura 4.1. El metanol grado HPLC usado fue
adquirido por Vortex Company, mientras que el ácido acético glacial por Mol Labs
Quimiométricas LTDA.

Capítulo 4 63
Ácido ferúlico Ácido p-cumárico
Figura 4.1 Estructura química del ácido ferúlico y ácido p-cumárico.
4.3.2 Método de extracción de Ácidos Fenólicos.
El licor negro obtenido durante el pretratamiento se centrifugó (Centrifuge Z 206 A) a
6000 rpm por 10 min para eliminar compuestos sólidos. Se extrajo el sobrenadante y se
acidificó con ácido clorhídrico al 37 (%v/v) hasta un pH de 2 para precipitar los ácidos
fenólicos. La solución se centrifugó nuevamente a 6000 rpm por 10 min y se extrajo el
pellet resultante. El pellet se diluyó en metanol con agitación manual en tubos falcón de
50 ml. La solución se centrifugó nuevamente a 6000 rpm por 10 min y se descartó el
pellet, de esta manera los ácidos fenólicos quedan diluidos en el metanol. Las muestras
líquidas fueron filtradas con discos de filtración de 0.2 µm de poro y un diámetro de disco
de 2.5 cm (Agilent captiva) y se almacenaron en tubos de ensayo que posteriormente
fueron refrigerados a 4 °C, para su posterior caracterización [140].
4.3.3 Condiciones Cromatográficas e Instrumentales.
Todos los análisis fueron realizados en un sistema Shimadzu de cromatografía líquida de
alta eficiencia (LC-2010A HT, Manizales, Caldas, Colombia) el cual está compuesto de
una bomba (Serial dual pluger, micro volume 10μL and 10μL on primary and secondary
side), desgasificador (Membrane on-line degasser, 5 lines: 4x mobile phase, 1x
autosampler rinsing liquid), horno de columna (Block heating with preheating of the
mobile phase) y un detector UV (Deuterium lamp, Low pressure mercury lamp for
wavelength accuracy check).
El método para la determinación de AF y p-CA se realiza de acuerdo a lo reportado por Li
et al. [141]. La columna analítica fue una C18-Kromasil (150 mm x 4.6 mm, i.d 5 µm).
Todos los análisis se realizaron a 25 °C. La fase móvil fue una mezcla de metanol (A) y
Agua que contiene 0.5 % (v/v) de ácido acético glacial (B). Se programó un gradiente de
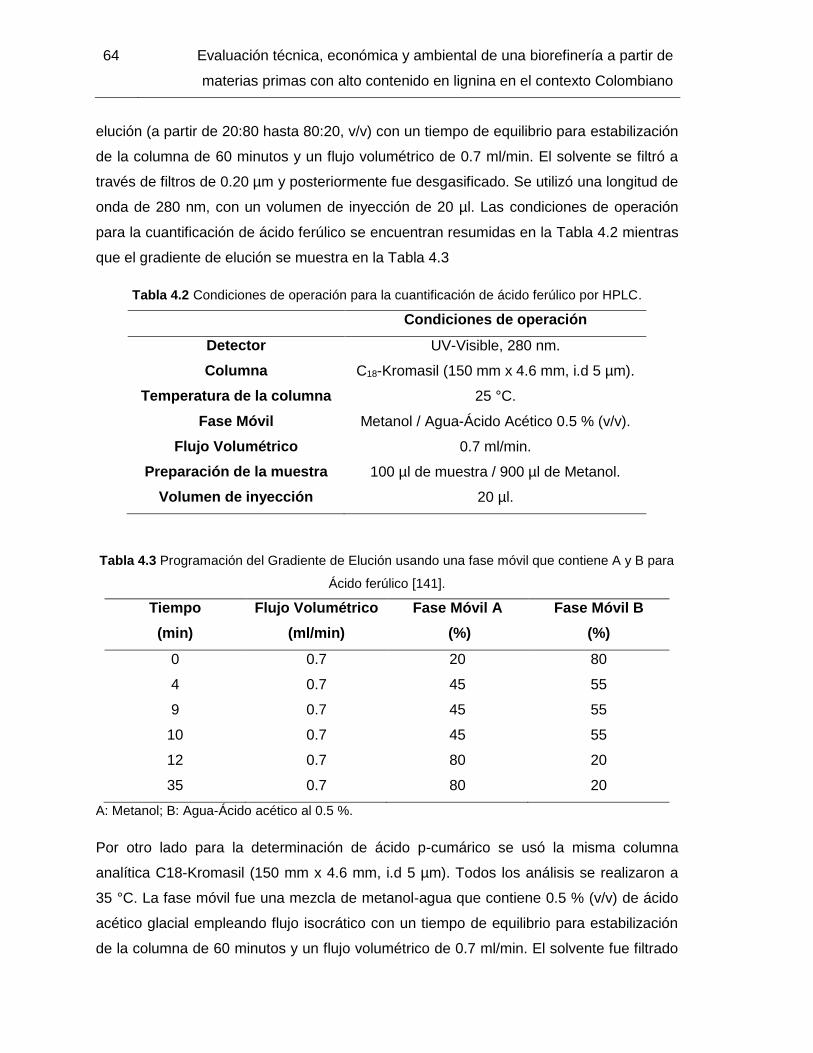
64 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
elución (a partir de 20:80 hasta 80:20, v/v) con un tiempo de equilibrio para estabilización
de la columna de 60 minutos y un flujo volumétrico de 0.7 ml/min. El solvente se filtró a
través de filtros de 0.20 µm y posteriormente fue desgasificado. Se utilizó una longitud de
onda de 280 nm, con un volumen de inyección de 20 µl. Las condiciones de operación
para la cuantificación de ácido ferúlico se encuentran resumidas en la Tabla 4.2 mientras
que el gradiente de elución se muestra en la Tabla 4.3
Tabla 4.2 Condiciones de operación para la cuantificación de ácido ferúlico por HPLC.
Condiciones de operación
Detector UV-Visible, 280 nm.
Columna C18-Kromasil (150 mm x 4.6 mm, i.d 5 µm).
Temperatura de la columna 25 °C.
Fase Móvil Metanol / Agua-Ácido Acético 0.5 % (v/v).
Flujo Volumétrico 0.7 ml/min.
Preparación de la muestra 100 µl de muestra / 900 µl de Metanol.
Volumen de inyección 20 µl.
Tabla 4.3 Programación del Gradiente de Elución usando una fase móvil que contiene A y B para
Ácido ferúlico [141].
Tiempo
(min)
Flujo Volumétrico
(ml/min)
Fase Móvil A
(%)
Fase Móvil B
(%)
0 0.7 20 80
4 0.7 45 55
9 0.7 45 55
10 0.7 45 55
12 0.7 80 20
35 0.7 80 20
A: Metanol; B: Agua-Ácido acético al 0.5 %.
Por otro lado para la determinación de ácido p-cumárico se usó la misma columna
analítica C18-Kromasil (150 mm x 4.6 mm, i.d 5 µm). Todos los análisis se realizaron a
35 °C. La fase móvil fue una mezcla de metanol-agua que contiene 0.5 % (v/v) de ácido
acético glacial empleando flujo isocrático con un tiempo de equilibrio para estabilización
de la columna de 60 minutos y un flujo volumétrico de 0.7 ml/min. El solvente fue filtrado

Capítulo 4 65
a través de filtros de 0.20 µm y posteriormente fue desgasificado. Se usó una longitud de
onda de 320 nm. El volumen de inyección fue de 20 µl. Las condiciones de operación se
encuentran resumidas en la Tabla 4.4 y las condiciones del flujo isocrático se observan
en la Tabla 4.5.
Tabla 4.4 Condiciones de operación para la cuantificación de ácido p-cumárico por HPLC.
Condiciones de operación
Detector UV-Visible, 320 nm.
Columna C18-Kromasil (150 mm x 4.6 mm, i.d 5 µm).
Temperatura de la columna 35 °C.
Fase Móvil Metanol / Agua-Ácido Acético 0.5 % (v/v).
Flujo Volumétrico 0.7 ml/min.
Preparación de la muestra 100 µl de muestra / 900 µl de Metanol.
Volumen de inyección 20 µl.
Tabla 4.5 Programación del Flujo Isocrático usando una fase móvil que contiene A y B para Ácido
p-Cumárico.
Tiempo
(min)
Flujo Volumétrico
(ml/min)
Fase Móvil A
(%)
Fase Móvil B
(%)
35 0.7 10 90
A: Metanol; B: Agua-Ácido acético al 0.5 %.
4.3.4 Preparación de la curva de calibración.
Ácido ferúlico.
Para la preparación de la solución stock se tomaron 10.48 mg de ácido ferúlico en 50 ml
de Metanol para una concentración final de 209.6 ppm. Cada uno de los niveles de la
curva de calibración fue preparado como disolución de la solución stock inicial en
metanol hasta obtener concentraciones de 20, 40, 60, 80 y 100 ppm de ácido ferúlico
(Ver Tabla 4.6).

66 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
Tabla 4.6 Preparación de la curva de calibración para ácido ferúlico.
Concentración
ppm
Volumen stock
(µl)
Metanol
(µl)
20 95 905
40 191 809
60 286 714
80 382 618
100 477 523
Acido p-cumárico.
Para la preparación de la solución stock se tomaron 70.24 mg de ácido p-cumárico en 50
ml de Metanol para una concentración de 1404.8 ppm. Cada uno de los niveles de la
curva de calibración fue preparado como disolución de la solución stock inicial en
metanol hasta obtener concentraciones de 20, 40, 60, 80 y 100 ppm de ácido p-cumárico,
como se presenta en la Tabla 4.7.
Tabla 4.7 Preparación de la curva de calibración para ácido p-cumárico.
Concentración
ppm
Solución
estándar (µl)
Metanol
(µl)
20 200 800
40 400 600
60 600 400
80 800 200
100 1000 0
4.4 Resultados y Discusión.
4.4.1 Cuantificación de la lignina obtenida por hidrólisis alcalina
para las diferentes condiciones de operación.
En la condición 1 para la extracción experimental de lignina por hidrólisis ácida y alcalina
se obtuvieron los resultados que se muestran a continuación en la Tabla 4.8.

Capítulo 4 67
Tabla 4.8 Extracción experimental de lignina por hidrólisis ácida y alcalina. Condición 1.
Condición 1
Hidrólisis Acida Hidrólisis Alcalina
Bagazo de
caña
Cascarilla de
arroz
Bagazo de
caña
Cascarilla
de arroz
Materia seca
perdida (%). 36.50 ±1.93 22.22 ±3.48 22.20 ±1.71 21.41 ±1.09
% Remoción de
Holocelulosa. 27.55 ±1.17 19.85 ±0.47 8.73 ±1.93 6.94 ±2.80
% Remoción de
Lignina. 17.56 ±0.87 15.06 ±1.92 28.28 ±2.31 30.79 ±1.16
Rendimiento (%). 60.08 77.72 77.80 78.59
Como se observa en la Tabla anterior, el porcentaje de pérdida de materia seca en cada
una de las hidrólisis (ácida y alcalina) para ambas materias primas oscila entre 21 y 37
%. La remoción de holocelulosa en la hidrólisis acida es mayor puesto que por este
proceso se retira la mayor cantidad de hemicelulosa, con valores para el bagazo de caña
y la cascarilla de arroz de 27.55 y 19.85 %, respectivamente. Por otro lado, en la
hidrólisis alcalina no se alcanza un porcentaje de remoción de holocelulosa del 10 %, ya
que se retira principalmente la fracción de lignina de la matriz lignocelulósica.
Según lo reportado por Nikzard et al. [116] cuando la cascarilla de arroz es sometida a
hidrolisis ácida la remoción de lignina esta alrededor del 20 %, mientras que en la
hidrólisis alcalina es de aproximadamente del 70 %. En este caso en particular en la
hidrólisis ácida se alcanza un porcentaje de remoción de 15.06 %, que concuerda con lo
reportado en la literatura. Sin embargo, en el caso de la hidrólisis alcalina el porcentaje
de lignina removida solo alcanza un 31 %, esto se debe principalmente a que en la
condición 1 ambas hidrólisis (ácida y alcalina) son simultáneas y se presenta una pérdida
de materia seca en cada proceso. Al realizar el pretratamiento ácido el contenido del
lignina que se pierde esta alrededor del 14 % (p/p) según Mussatto et al. [56].

68 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
Por otro lado, para el bagazo de caña de azúcar es posible alcanzar un porcentaje de
remoción de lignina de aproximadamente 10% mediante hidrólisis ácida [56]. Para este
caso en particular para el bagazo de caña se alcanza un porcentaje de remoción de
17.56%. Por otra parte, para la hidrólisis alcalina el porcentaje de remoción se encuentra
en un rango de 50 y 60 % según Fuentes et al. [117], sin embargo en la condición 1 solo
se alcanza un 28.3 %, esto se debe a que el material lignocelulósico al venir de una
hidrólisis ácida preliminar tiene pérdidas de materia seca en el material lignocelulósico lo
que genera disminución en componentes como hemicelulosa y lignina.
Para las condiciones 2 y 3 de extracción experimental de lignina por hidrólisis alcalina se
obtuvieron los resultados reportados en la Tabla 4.9.
Tabla 4.9 Extracción experimental de lignina por hidrólisis alcalina. Condiciones 2 y 3.
Para las condiciones 2 y 3 que solo difieren en el tiempo de reacción de la hidrólisis
alcalina se obtuvieron porcentajes de materia seca perdida para ambas materias primas
(bagazo de caña y cascarilla de arroz) que oscila entre el 16 y 32 %. En el bagazo de
caña y la cascarilla de arroz se presenta una mayor pérdida de materia seca en la
condición 2 esto debido a que el material lignocelulósico está expuesto por un mayor
tiempo de hidrólisis y por ello la remoción de holocelulosa nuevamente en la condición 2
Condición 2
Hidrólisis Alcalina
Condición 3
Hidrólisis Alcalina
Bagazo de
caña
Cascarilla
de arroz
Bagazo
de caña
Cascarilla de
arroz
Materia seca
perdida (%). 16.85 ±2.61 31.82 ±2.32
Materia seca
perdida (%). 16.79 ±2.54 27.34 ±2.95
% Remoción de
Holocelulosa. 16.06 ±1.03 13.31 ±4.84
% Remoción de
Holocelulosa. 8.39 ±2.91 12.86 ±1.56
% Remoción de
Lignina. 35.79 ±0.17 34.98 ±0.47
% Remoción de
Lignina. 49.43 ±0.07 45.56 ±0.02
Rendimiento (%). 83.15 68.18 Rendimiento (%). 83.21 72.66
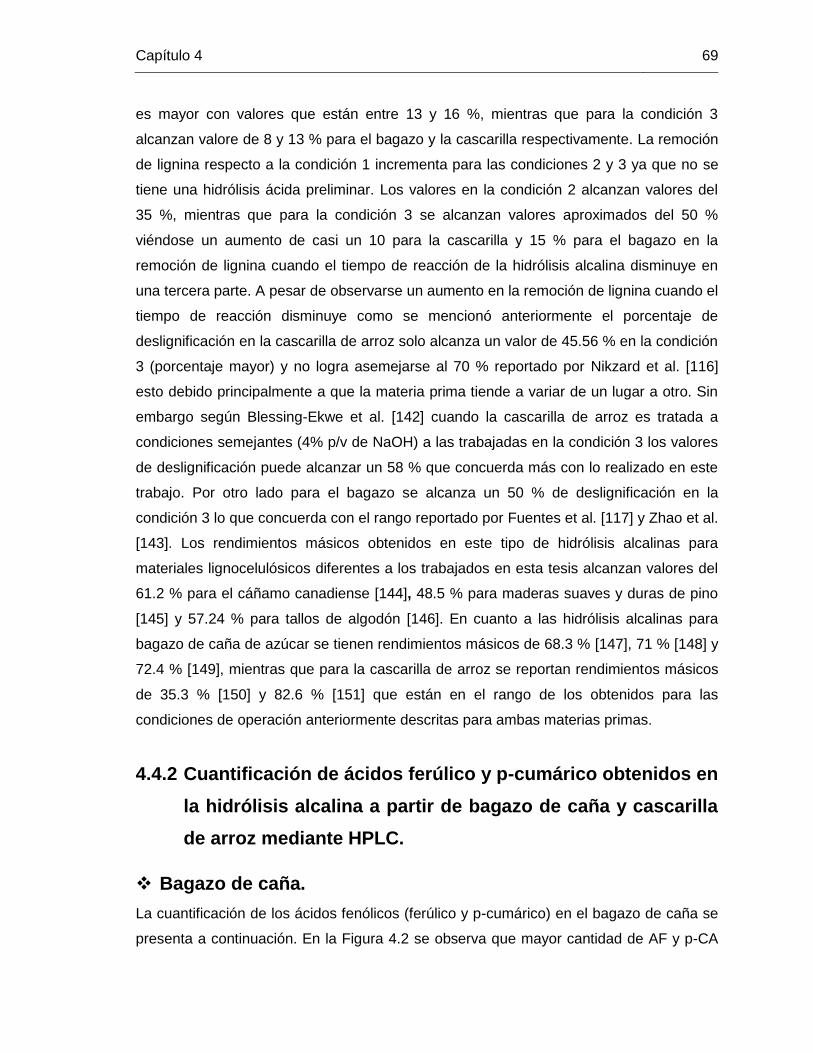
Capítulo 4 69
es mayor con valores que están entre 13 y 16 %, mientras que para la condición 3
alcanzan valore de 8 y 13 % para el bagazo y la cascarilla respectivamente. La remoción
de lignina respecto a la condición 1 incrementa para las condiciones 2 y 3 ya que no se
tiene una hidrólisis ácida preliminar. Los valores en la condición 2 alcanzan valores del
35 %, mientras que para la condición 3 se alcanzan valores aproximados del 50 %
viéndose un aumento de casi un 10 para la cascarilla y 15 % para el bagazo en la
remoción de lignina cuando el tiempo de reacción de la hidrólisis alcalina disminuye en
una tercera parte. A pesar de observarse un aumento en la remoción de lignina cuando el
tiempo de reacción disminuye como se mencionó anteriormente el porcentaje de
deslignificación en la cascarilla de arroz solo alcanza un valor de 45.56 % en la condición
3 (porcentaje mayor) y no logra asemejarse al 70 % reportado por Nikzard et al. [116]
esto debido principalmente a que la materia prima tiende a variar de un lugar a otro. Sin
embargo según Blessing-Ekwe et al. [142] cuando la cascarilla de arroz es tratada a
condiciones semejantes (4% p/v de NaOH) a las trabajadas en la condición 3 los valores
de deslignificación puede alcanzar un 58 % que concuerda más con lo realizado en este
trabajo. Por otro lado para el bagazo se alcanza un 50 % de deslignificación en la
condición 3 lo que concuerda con el rango reportado por Fuentes et al. [117] y Zhao et al.
[143]. Los rendimientos másicos obtenidos en este tipo de hidrólisis alcalinas para
materiales lignocelulósicos diferentes a los trabajados en esta tesis alcanzan valores del
61.2 % para el cáñamo canadiense [144], 48.5 % para maderas suaves y duras de pino
[145] y 57.24 % para tallos de algodón [146]. En cuanto a las hidrólisis alcalinas para
bagazo de caña de azúcar se tienen rendimientos másicos de 68.3 % [147], 71 % [148] y
72.4 % [149], mientras que para la cascarilla de arroz se reportan rendimientos másicos
de 35.3 % [150] y 82.6 % [151] que están en el rango de los obtenidos para las
condiciones de operación anteriormente descritas para ambas materias primas.
4.4.2 Cuantificación de ácidos ferúlico y p-cumárico obtenidos en
la hidrólisis alcalina a partir de bagazo de caña y cascarilla
de arroz mediante HPLC.
Bagazo de caña.
La cuantificación de los ácidos fenólicos (ferúlico y p-cumárico) en el bagazo de caña se
presenta a continuación. En la Figura 4.2 se observa que mayor cantidad de AF y p-CA

70 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
(con valores de 7.59 y 6.55 mg por cada g de materia prima, respectivamente) son
obtenidos mediante hidrólisis alcalina bajo la condición 2. Se puede observar un
incremento no muy grande en la cantidad de ácido ferúlico en la condición 3 con respecto
a la condición 2, por lo que se puede concluir que aunque el porcentaje de
deslignificación del bagazo de caña se ve afectado por la disminución en el tiempo de
reacción, la producción de estos ácidos permanece constante. Finalmente se encuentra
la condición 1 que no llega a producir ni la séptima parte ya que la hidrólisis ácida que se
realiza previamente influye en la extracción de gran cantidad de estos compuestos
fenólicos (más sobre el ácido ferúlico).
Figura 4.2 Concentración de ácidos fenólicos en el bagazo de caña (mg ácidos fenólicos/g de
BC).
Según Xu et al. [152] en el bagazo de caña se reportan cantidades de compuestos
fenólicos para diferentes condiciones de hidrólisis que trabajan temperaturas bajas y
concentraciones de NaOH similares a las realizadas en las condiciones 2 y 3,
obteniéndose valores de 4.12 y 3.18 mg de ácido ferúlico y p-cumárico por g de bagazo
de caña. Por otro lado, según lo reportado por Torre et al. [53] para materiales
lignocelulósicos diferentes a los trabajados en esta tesis como la tallos de maíz se
presentan cantidades de compuestos fenólicos similares a los del bagazo de caña con
valores que están alrededor de 1100 y 2550 mg/l para ácido AF y p-CA con condiciones
0,76
1,49
7,59
6,55
7,61
5,62
0,0
2,0
4,0
6,0
8,0
mg Ácido fenólico/ g de BC
Ferúlico C1 Cumárico C1
Ferúlico C2 Cumárico C2
Ferúlico C3 Cumárico C3

Capítulo 4 71
similares a las trabajas anteriormente. En la Tabla 4.10 se presentan los valores
obtenidos para ambos ácidos en ppm para el bagazo de caña.
Tabla 4.10 Concentración de ácidos fenólicos en ppm en el bagazo de caña.
Concentración Ferúlico
C1
Cumárico
C1
Ferúlico
C2
Cumárico
C2
Ferúlico
C3
Cumárico
C3
ppm 151.71 298.07 1518.48 1310.69 1521.15 1124.51
Cascarilla de arroz.
La cuantificación de los compuestos fenólicos presentes en la cascarilla de arroz se
pueden observar a continuación en la Figura 4.3 donde claramente se muestra que para
este tipo de materias primas la disminución de estos ácidos fenólicos en la matriz
lignocelulósica es menor que para el bagazo de caña en casi un 50 %. En este caso en
particular la condición 3 es la que presenta una mayor cantidad de AF y p-CA con valores
de 2.04 y 3.03 mg por cada g de materia prima respectivamente. La cascarilla de arroz
en particular presenta un comportamiento totalmente diferente al bagazo de caña puesto
que al disminuir el tiempo de hidrólisis la deslignificación se ve menos afectada pero la
producción de compuestos fenólicos incrementa notoriamente en el ácido p-cumárico.
Figura 4.3 Concentración de ácidos fenólicos en la cascarilla de arroz (mg ácidos fenólicos/g de
CA).
0,35
1,31
2,292,61
2,04
3,03
0,0
1,0
2,0
3,0
4,0
mg Ácido fenólico/ g de CA
Ferúlico C1 Cumárico C1Ferúlico C2 Cumárico C2Ferúlico C3 Cumárico C3

72 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
Algunos trabajos propuestos por varios autores reportan cantidades de AF y p-CA para
diferentes residuos del arroz, es el caso de Butsat et al. [153] que presenta contenidos de
30 µg de ácido p-cumárico y 8 µg de ácido ferúlico en la cascarilla de arroz. Por otro lado
Mussatto et al. [56] reporta cantidades de compuestos fenólicos en mg/l (ppm) para los
granos gastados de cerveza (brewer’s spent grain) y se observa un comportamiento
similar que los obtenidos para la cascarilla de arroz en la Tabla 4.11, donde se reportan
valores de 145.3 y 138.8 mg/l para AF y p-CA respectivamente con condiciones de
hidrólisis iguales a las planteadas en el caso 2 (C2).
Tabla 4.11 Concentración de ácidos fenólicos en ppm en la cascarilla de arroz.
Concentración Ferúlico
C1
Cumárico
C1
Ferúlico
C2
Cumárico
C2
Ferúlico
C3
Cumárico
C3
ppm 70.80 261.41 458.02 521.09 407.50 606.84
Finalmente al comparar los resultados obtenidos para la cascarilla de arroz con otro tipo
de residuos lignocelulósicos se observa que las concentraciones de los compuestos
fenólicos obtenidos en esta tesis concuerdan con los reportes de otros autores, es el
caso de Buranov et al. [5] para la paja de trigo, donde se obtuvieron cantidades de AF y
p-CA de 2.0 y 1.5 mg/g respectivamente, también se presentan resultados para la harina
de trigo en Kim et al. [154] donde la cantidad de AF es de 1.92 mg/g y para p-CA es de
0.038 mg/g.
4.5 Conclusiones.
Los resultados de la evaluación de la extracción experimental de lignina por hidrólisis
alcalina indican que los mayores porcentajes de deslignificación se obtienen cuando
se realiza el pretratamiento a 120 °C, 2 % p/v de NaOH durante 0.5 horas (condición
3), donde el material lignocelulósico es sometido a un tiempo menor de hidrólisis, con
valores para el bagazo de caña y la cascarilla de arroz de 50 y 45%,
respectivamente, notando así que el tiempo de contacto del material lignocelulósico
con el agente delignificante a condiciones de operación dadas afecta la tasa de
remoción de lignina.

Capítulo 4 73
La producción de compuestos fenólicos logra concluir que el bagazo de caña de
azúcar es una materia prima potencial para la extracción de este tipo de compuestos
ya que presenta valores que están alrededor de 6.5 mg de ácidos fenólicos/g de
bagazo en comparación con la cascarilla de arroz con valores aproximados de 2.5 mg
de ácidos fenólicos /g de cascarilla.
Al comparar las condiciones de operación 2 y 3 en la hidrólisis alcalina, el bagazo de
presenta un aumento del 6% en la producción de compuestos fenólicos en la
condición 2, sin embargo el porcentaje de deslignificación disminuye en un 15% en el
material lignocelulósico. Por otro lado, para la cascarilla de arroz se presenta lo
opuesto, cuando se trabaja bajo los parámetros de la condición 3 hay un aumento de
un 3% respecto a la cantidad de compuestos fenólicos, sin embargo la tasa de
deslignificación en el material es menor en un 10%.
Con la extracción de este tipo de compuestos fenólicos se demuestra que a futuro la
producción de compuestos fenólicos principalmente el ácido ferúlico y p-cumárico
pueden ser alternativas que además de proveer beneficios asociados a la salud y
evitar riesgo de enfermedades crónicas pueden ser metabolitos con un alto valor
agregado que son extraídos de una manera simple.


Capítulo 5 75
5. Capítulo 5. Análisis de la producción de
Gas de Síntesis.
Resumen.
En este capítulo se presenta el análisis de la producción de gas de síntesis por
gasificación. El uso de materiales lignocelulósicos en este capítulo y no de la lignina en
estado puro se debe a inconvenientes presentados por el equipo de gasificación, ya
que el uso directo de lignina demandaría además de tiempo gastos económicos y se
pondría en riesgo la integridad del equipo adquirido por la Universidad. Inclusive el uso
de bagazo de caña y azúcar y cascarilla de arroz no es recomendado por parte de los
diseñadores de All Power Labs, sin embargo se llegó a la conclusión de mezclar estas
materias primas con otras biomasas (pino pátula y zoca de café) para realizar las
corridas de gasificación. Inicialmente se realizó la caracterización experimental de las
cinco materias primas seleccionadas (Pino pátula, Zoca de café, Bagazo de caña,
Cascarilla de arroz y Salvado de arroz) en términos de materia volátil, cenizas y
carbono fijo (Análisis próximo). Utilizando los resultados del análisis próximo se calculó
el análisis elemental (Contenido de carbono, hidrógeno y oxígeno) para cada material,
con la ayuda de correlaciones reportadas en la literatura. Se plantearon cuatro casos
de gasificación que se desarrollaron experimentalmente en el equipo de gasificación
GEK Gasifier 10 kWh ubicado en el Instituto de Biotecnología y Agroindustria (IBA) de
la Universidad Nacional de Colombia, sede Manizales:(i) materia prima zoca de café,
(ii) zoca de café + el bagazo de caña, (iii) pino pátula y (iv) pino pátula + cascarilla de
arroz + salvado de arroz. Utilizando los datos experimentales obtenidos, se modelaron
y simularon los cuatro casos de gasificación planteados utilizando el software
comercial Aspen plus v8.0. Adicionalmente, los balances de materia y energía
resultantes fueron usados para realizar el análisis económico de cada caso con el
módulo Aspen process economic analyzer v8.0. El algoritmo de reducción de residuos
(WAR) se utilizó para evaluar el Potencial de Impacto Ambiental en PEI/kg de
producto, teniendo en cuenta 8 categorías de impacto. Finalmente se realizó un

76 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
análisis energético de los procesos de gasificación propuestos, con el objeto de
comparar los resultados de la simulación con los obtenidos experimentalmente, en
términos de conversión de energía aprovechable.
5.1. Caracterización próxima y última de las materias
primas.
Acondicionamiento de las muestras.
Muchas de las materias primas de origen lignocelulósico contienen impurezas debido
a factores externos en su almacenamiento en la etapa de logística, las cuales pueden
llegar a alterar la composición o incluso causar daños o podredumbre en la matriz
lignocelulósica. Por lo tanto, estas deben ser retiradas antes de iniciar cualquier
pretratamiento. En primer lugar las materias primas fueron secadas en un horno
(Thermo Precision model 6545) a 45 °C durante 24 horas hasta obtener peso
constante. Posteriormente, se realizó una disminución del tamaño de partícula hasta
malla 40 (0.4 mm) utilizando un molino (Retsch GmbH SR200 Gusseisen). Cabe
resaltar que las caracterizaciones fisicoquímicas para todos los residuos de origen
lignocelulósico se realizan por duplicado [89]. Las materias primas a las cuales se les
realizó el procedimiento de análisis próximo y último fueron las siguientes: Pino pátula,
Zoca de café, Bagazo de caña, Cascarilla de arroz y Salvado de arroz.
5.1.1. Análisis próximo.
Determinación de materia volátil.
Pesar 1 g de muestra en crisoles de platino. Ingresar las muestras y calentar la mufla
(Mufla Terrígeno D8, Tmax-1100°C) desde la temperatura ambiente hasta 950 °C y
conservar la temperatura durante 7 minutos. Dejar caer la temperatura hasta 105 °C y
retirar las muestras. Dejar las muestras en el desecador durante 30 minutos y tomar
peso para determinar la cantidad de materia volátil.
% 𝑴𝒂𝒕𝒆𝒓𝒊𝒂 𝑽𝒐𝒍á𝒕𝒊𝒍 =𝑃𝑚𝑢𝑒𝑠𝑡𝑟𝑎 − (𝑃𝑐𝑟𝑖𝑠𝑜𝑙 + 𝑃𝑚𝑢𝑒𝑠𝑡𝑟𝑎𝑐𝑎𝑙𝑐) − 𝑃𝑐𝑟𝑖𝑠𝑜𝑙𝑣𝑎𝑐𝑖𝑜
𝑃𝑚𝑢𝑒𝑠𝑡𝑟𝑎∗ 100
Donde:
Pmuestra= Peso de la muestra (g).
Pmuestracalc= Peso de la muestra calcinada (g).
Pcrisol= Peso del crisol de platino (g).
Pcrisolvacio= Peso del crisol de platino vacío (g).

Capítulo 5 77
Determinación de cenizas.
Pesar entre 0.5-1 g de muestra en crisoles de porcelana. Ingresar las muestras y
calentar la mufla (Mufla Terrígeno D8, Tmax-1100°C) desde la temperatura ambiente
hasta 105 °C y conservar la temperatura a 105 °C por 12 minutos. Calentar con una
rampa de 10°C por minuto desde 105 °C hasta 250 °C y conservar la temperatura a
250 °C por 30 minutos. Calentar con una rampa de 20°C por minuto desde 250 °C
hasta 575 °C y conservar la temperatura a 575 °C por 180 minutos. Dejar caer la
temperatura hasta 105 °C y retirar las muestras. Pesar las muestras y determinar la
cantidad de cenizas.
% 𝑪𝒆𝒏𝒊𝒛𝒂𝒔 =(𝑃𝑐𝑟𝑖𝑠𝑜𝑙 + 𝑃𝑚𝑢𝑒𝑠𝑡𝑟𝑎𝑐𝑎𝑙𝑐) − 𝑃𝑐𝑟𝑖𝑠𝑜𝑙𝑣𝑎𝑐𝑖𝑜
𝑃𝑚𝑢𝑒𝑠𝑡𝑟𝑎∗ 100
Donde:
Pmuestra= Peso de la muestra (g).
Pmuestracalc= Peso de la muestra calcinada (g).
Pcrisol= Peso del crisol de porcelana (g).
Pcrisolvacio= Peso del crisol de porcelana vacío
(g).
Determinación de carbono fijo.
Con el cálculo de la materia volátil y las cenizas de cada una de las materias primas se
procede a calcular el % de carbono fijo con la siguiente ecuación:
% 𝑪𝒂𝒓𝒃𝒐𝒏𝒐 𝒇𝒊𝒋𝒐 = 100 − 𝐻𝑢𝑚𝑒𝑑𝑎𝑑 − 𝑀𝑎𝑡𝑒𝑟𝑖𝑎 𝑉𝑜𝑙á𝑡𝑖𝑙 − 𝐶𝑒𝑛𝑖𝑧𝑎𝑠.
5.1.2. Análisis último.
Los cálculos de análisis último se basaron en correlaciones encontradas en la
literatura reportadas por [155] y se presentan a continuación para los porcentajes de
C, H y O.
% 𝑪 = 0.635 (𝐶𝐹) + 0.460 (𝑀𝑉) − 0.095 (𝐶𝐸𝑁).
% 𝑯 = 0.059 (𝐶𝐹) + 0.060 (𝑀𝑉) − 0.010 (𝐶𝐸𝑁).
% 𝑶 = 0.340 (𝐶𝐹) + 0.469 (𝑀𝑉) − 0.023 (𝐶𝐸𝑁).
Donde:
CF = Carbono fijo. MV = Materia Volátil. CEN = Cenizas.

78 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
5.2 Producción de gas de síntesis.
5.2.1 Equipo de Gasificación (GEK Gasifier 10 kWh).
En la Figura 5.1 se muestra el equipo de gasificación GEK Gasifier 10 kWh utilizado durante el procedimiento experimental.
Figura 5.1 Equipo de gasificación GEK Gasifier 10 kWh ubicado en el Instituto de Biotecnología y Agroindustria en la Universidad Nacional de Colombia.
Tomado de [156].

Capítulo 5 79
5.2.2 Partes del gasificador.
A continuación se enumeran las partes que componen el gasificador y que se
muestran en la
1. Tolva de almacenamiento.
2. Sección de secado.
3. Interruptor del nivel de combustible.
4. Puerto de escape (Pyrocoil).
5. Reactor.
6. Puerto auxiliar.
7. Cubierta de Gas.
8. Rejilla manual de sacudida.
9. Colector de ceniza.
10. Puerto de Manómetro y
Termocupla.
11. Tarro de condensado del Ciclón.
12. Válvula de entrada de aire.
13. Puerto de ignición manual.
14. Ciclón.
15. Puerto de servicio de gas.
16. Tornillo sin fin.
17. Eyector de aire comprimido.
18. Unidad de expulsión de gas.
19. Quemador de turbulencia.
20. Válvula manual de aire de pre-
mezcla.
21. Válvula de apagado del gas
(Aguja).
22. Filtro de gas de lecho compacto.
23. Tapón de la tolva.
24. Antorcha.
25. Soplador de aire.
26. Radiador.
27. Alternador del motor.
28. Batería para carro de 12V.
29. Interruptor de nivel de combustible.
30. Chaqueta de aislamiento de
escape.
31. Exhausto del motor.
32. Válvula de gas del motor.
33. Filtro empacado de acceso del gas.
34. Puerto de drenado del condensado.
35. Encendedor automático de llama.
36. Soplador de aire.
37. Filtro de aire.
38. Válvula de alivio del sistema de
seguridad.
39. Caja de conexión eléctrica del
generador.
40. Arranque del motor.
41. Trampa de condensado del motor.
42. Filtro de aceite del motor.
43. Acelerador del motor.
44. No reportado
45. Sensor de oxígeno.
46. Sacudidor automático de rejilla.
47. Ventana de observación de la
Tolva.
48. Soplador de gas dual.
49. Intercambiador de calor (Pyrocoil).
50. Puerto de acceso de la línea de
gas.
51. Unidad de control (CPU).
52. Panel de operación.

80 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
5.2.3 Modo de operación del Gasificador (GEK Gasifier 10 kWh).
De acuerdo con el manual del equipo [157] a continuación se detallan los pasos para
operar el mismo durante el arranque, la operación y el apagado:
Antes de iniciar se debe corroborar:
Carbón en el reactor.
Llenado de la tolva de materia prima.
Filtro de gas y aire.
Sello hermético y conexiones.
Refrigerante y aceite en el motor.
Batería cargada.
Termocuplas.
Sistema de presión a vacío.
Sensor de O2.
Medidor de CO.
Alimentación del tornillo sin fin.
Espacio libre alrededor del Gasificador (Aspectos de Seguridad).
Herramientas necesarias.
Inicio del equipo GEK Gasifier 10 kWh.
1. Prender el Gasificador (Botón de encendido).
2. Abrir la válvula de flujo de gas.
3. Prender el soplador de gas entre 1-2 WC (Pulgadas de columna de agua).
4. Alimentar en el puerto de ignición un combustible (para este caso se usó
gasolina).
5. Cerrar el puerto de ignición cuando la temperatura de reducción en tope de la
campana sea mayor a 80 °C.
6. Aumentar la velocidad del soplador hasta 4 WC (Pulgadas de columna de agua).
7. Incrementar el flujo de aire hasta que se observe que la antorcha esta prendida
(color rojo).
8. Incrementar el flujo de aire hasta alcanzar temperaturas que sean mayores a 800
°C pero no superen los 1000 °C.
9. Apagar los sopladores de gas y aire, cerrar la válvula de paso de gas y abrir la
válvula de paso de gas hacia el motor.

Capítulo 5 81
10. Inicie el motor con la con el switch que se encuentra en el tablero principal.
11. Registre los datos de composición de gases (H2, CO, CO2, CH4, etc.) con el
analizador de gases (GASBOARD-3100P, Portable infrared syngas analyzer).
Apagado del equipo GEK Gasifier 10 kWh.
1. Apague el motor y los sopladores de gas y aire.
2. Cierre la válvula de paso de gas hacia el motor y abra la válvula de paso de gas.
3. Asegúrese que las entradas de aire en el gasificador estén cerradas. Espere que
la temperatura descienda hasta 650 °C y abra la tolva de alimentación.
5.3. Descripción de los casos de gasificación
planteados.
5.3.1 Biomasa de Referencia.
El término biomasa de referencia hace alusión a una materia prima seleccionada que
cumple con características similares en términos de composición físico-química y sirve
como referencia o acompañante de otra materia prima similar. Debido a limitaciones
con el equipo de gasificación (GEK Gasifier 10 kWh) se eligió el Pino pátula y la Zoca
de Café como biomasas de referencia para la gasificación de los materiales
lignocelulósicos seleccionados en esta tesis (Bagazo de caña y la Cascarilla de arroz).
El bagazo de caña presentó como inconveniente su forma estructural ya que, al
tratarse de fibras con longitudes entre 20 y 30 cm, evitaba que el tornillo sin fin
cumpliera con su función de alimentar el reactor donde se llevaba a cabo la
gasificación, puesto que las fibras permanecían enredadas en este. Por lo tanto, fue
necesaria una reducción del tamaño de partícula hasta 2 cm. Por otro lado la cascarilla
de arroz tuvo como inconveniente su tamaño de partícula puesto que las cascaras de
arroz son de aproximadamente 2 cm de largo, esto produce en el gasificador
obstrucciones o taponamientos dentro de los filtros de gas que genera incrementos en
las presiones dentro del reactor y condiciones de operación no deseadas. En la Figura
5.2 se presenta las características de las dos materias primas seleccionadas.

82 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
Bagazo de caña.
Problema: Tamaño de partícula grande.
Solución: Reducción del tamaño de partícula del
bagazo.
Cascarilla de arroz.
Problema: Tamaño de partícula pequeño.
Solución: Aglomeración de la cascarilla con
salvado de arroz.
Figura 5.2 Materias primas, inconvenientes y soluciones presentadas con el bagazo de caña y
la cascarilla de arroz.
Inicialmente al ser la zoca de café y el pino pátula materias primas que no presentaban
inconvenientes para ser operadas en el gasificador se decidió mezclarlas con el
bagazo de caña y la cascarilla de arroz para realizar cada una de las corridas Para
cada una de las mezclas se optó por tener la menor cantidad de cenizas y otro tipo de
compuestos como clinker o silicatos cuando se realizó la gasificación, por ende se
mezcló el pino pátula que es la biomasa de referencia que presenta menor cantidad de
cenizas con la cascarilla de arroz que presenta la mayor cantidad de cenizas en su
composición fisicoquímica. En la Tabla 5.1 se presenta la selección de la biomasa de
referencia para cada una de las materias primas.
Tabla 5.1 Selección de la biomasa de referencia para cada una de las materias primas.
Materia prima. Biomasa de
referencia.
Contenido de
cenizas (%).
Total de
contenido de
cenizas (%).
Bagazo de caña Zoca de café 1.18 – 1.27 2.45
Cascarilla de arroz Pino pátula 13.57 – 0.25 13.82
Mezclas seleccionadas.
Bagazo de caña – Zoca de café.
Porcentaje de mezcla: (20 / 80).
Cascarilla de arroz - Pino pátula.
Porcentaje de mezcla: (20 / 80).
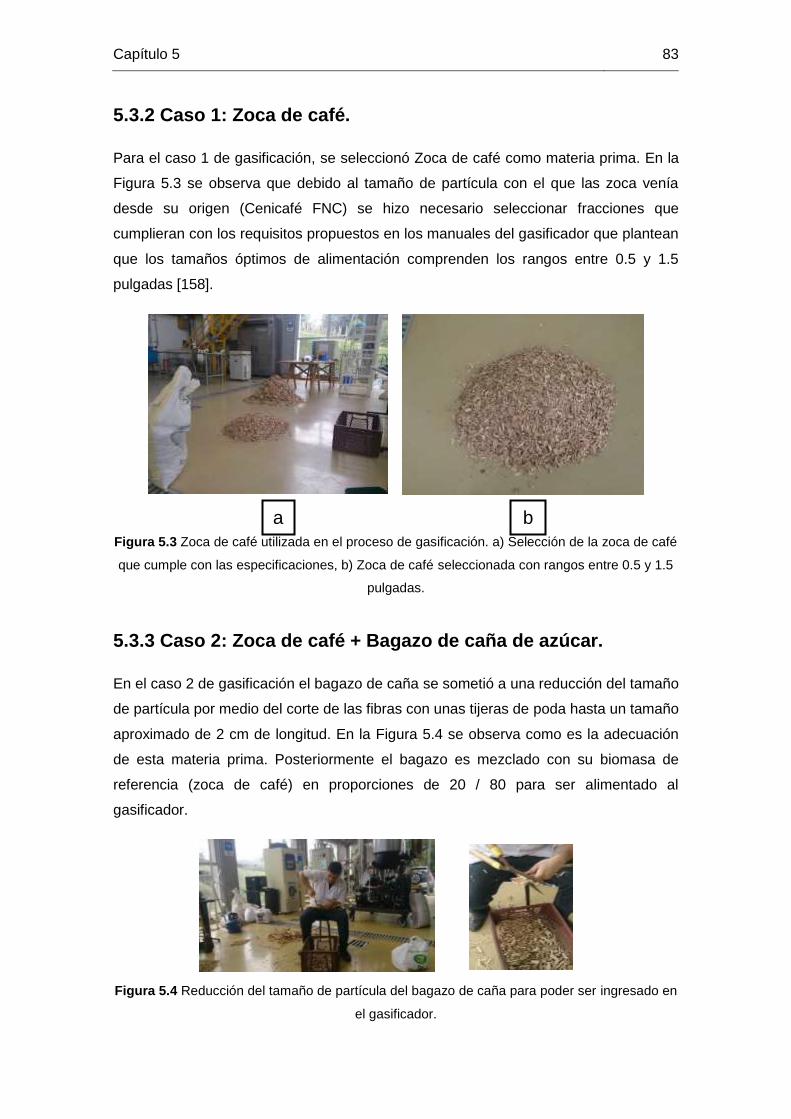
Capítulo 5 83
5.3.2 Caso 1: Zoca de café.
Para el caso 1 de gasificación, se seleccionó Zoca de café como materia prima. En la
Figura 5.3 se observa que debido al tamaño de partícula con el que las zoca venía
desde su origen (Cenicafé FNC) se hizo necesario seleccionar fracciones que
cumplieran con los requisitos propuestos en los manuales del gasificador que plantean
que los tamaños óptimos de alimentación comprenden los rangos entre 0.5 y 1.5
pulgadas [158].
Figura 5.3 Zoca de café utilizada en el proceso de gasificación. a) Selección de la zoca de café
que cumple con las especificaciones, b) Zoca de café seleccionada con rangos entre 0.5 y 1.5
pulgadas.
5.3.3 Caso 2: Zoca de café + Bagazo de caña de azúcar.
En el caso 2 de gasificación el bagazo de caña se sometió a una reducción del tamaño
de partícula por medio del corte de las fibras con unas tijeras de poda hasta un tamaño
aproximado de 2 cm de longitud. En la Figura 5.4 se observa como es la adecuación
de esta materia prima. Posteriormente el bagazo es mezclado con su biomasa de
referencia (zoca de café) en proporciones de 20 / 80 para ser alimentado al
gasificador.
Figura 5.4 Reducción del tamaño de partícula del bagazo de caña para poder ser ingresado en
el gasificador.
a b

84 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
5.3.4 Caso 3: Pino pátula.
Para el caso 3 el pino pátula es traído desde Maderas de oriente S.A y presentó un
tamaño de partícula adecuado para ser ingresado en el gasificador, la única
adecuación que se le realizó al pino fue retirar la humedad hasta tenerlo
aproximadamente en 10 %. En la Figura 5.5 se observa el pino pátula en su lugar de
origen tan solo bajo un techo de plástico por lo que la captación de humedad era
bastante alta.
Figura 5.5 Pino pátula utilizado en el proceso de gasificación.
5.3.5 Caso 4: Pino pátula + Cascarilla de arroz + Salvado de
arroz.
Por último en el caso 4 la cascarilla de arroz se aglomeró con salvado de arroz con el
fin de aumentar el tamaño de partícula y poder así ser ingresada en el gasificador.
Posterior a su aglomeración es mezclada con su biomasa de referencia (pino pátula)
en proporciones 20 / 80 para ser alimentado en el gasificador.
Aglomeración de la cascarilla de arroz.
En el caso de estudio 4 cuando se realizó la corrida del Gasificador con pino pátula,
cascarilla de arroz y salvado de arroz se hizo necesario realizar una aglomeración de
la cascarilla de arroz de acuerdo a lo reportado por [159] ya que el equipo es sensible
a las partículas finas y su operación con ellas presenta la obstrucción de los filtros
aumentando así la presión en el reactor. A continuación en la Tabla 5.2 se presentan
los parámetros usados para la aglomeración de la cascarilla de arroz con salvado de
arroz para posteriormente ser ingresados en el gasificador (GEK Gasifier 10 kWh).

Capítulo 5 85
Tabla 5.2 Parámetros utilizados para la aglomeración de la cascarilla de arroz.
Parámetros Valor
Aglutinante Salvado de arroz.
Temperatura de prensado (°C) 150.
Tamaño de partícula de la
Cascarilla de arroz (mm) < 2.
Relación (%)
Cascarilla de arroz / Salvado de
arroz
80 / 20.
Procedimiento de aglomeración de la cascarilla de arroz:
1. Se molieron aproximadamente 2 kg de cascarilla de arroz en un molino (Retsch
GmbH SR200 Gusseisen) para un tamaño de partícula aproximadamente de 1
mm.
2. Se pesó la cascarilla de arroz con el aglutinante (salvado de arroz) en una
proporción 80 / 20 para preparar 2 kg de cascarilla de arroz aglomerada.
Cascarilla de arroz: 1.6 kg.
Salvado de arroz: 0.4 kg.
3. Se humedeció la mezcla con agua hasta alcanzar una humedad en el conjunto de
47.26 % medida en el equipo (Shimadzu moisture balance MOC-120H).
4. Se calentó la prensa hidráulica durante 15 minutos hasta alcanzar una temperatura
de 150 °C.
5. Se puso en la prensa una cantidad de la mezcla hasta llenar todo el pistón de
prensado y se ejerció presión de forma manual con una palanca.
6. Se dejó durante 30 min la mezcla y pasado este tiempo se retiró de la prensa y se
dejó secar a temperatura ambiente durante 3 días.
A continuación en la Figura 5.6 se observa el procedimiento anteriormente descrito
para la aglomeración de la cascarilla de arroz.

86 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
b
Figura 5.6 Procedimiento de aglomeración de la cascarilla de arroz con salvado de arroz. a)
Materias primas usadas para la aglomeración, b) Prensa hidráulica manual, c) Briquetas
aglomeradas de cascarilla de arroz.
5.4. Evaluación tecno-económica y ambiental de
los procesos de gasificación.
La evaluación económica y ambiental se realiza de acuerdo a lo descrito en el capítulo
3. A continuación en la Tabla 5.3 se encuentran reportados los costos de materia
prima, insumos y servicios que corresponden a la evaluación de los procesos de
gasificación simulados.
a
c

Capítulo 5 87
Tabla 5.3 Costos de las materias primas y servicios usados en la evaluación económica en los
procesos de gasificación.
Ítem Unidad Precio Referencia
Bagazo de caña USD/ton 15.0 [128]
Cascarilla de arroz USD/ton 5.0 [128]
Zoca de café USD/ton 18.0 [128]
Pino pátula USD/ton 7.5 *
Vapor de Alta USD/ton 9.86 [80]
Vapor de Media USD/ton 8.18 [80]
Vapor de Baja USD/ton 1.57 [80]
Agua USD/m3 0.74 a -
Electricidad USD/kWh 0.14 a -
Combustible USD/MW 26.81 b -
Labor de Operador USD/h 2.56 c -
Labor de Supervisor USD/h 5.12 c -
*Base de Cálculo: 30 ton/día. Esto se debe principalmente a que la disponibilidad de la Zoca de café es
de apenas 22,000 ton/año. Por ende se elige una cantidad de materia prima igual al 50 % del total
producido.
* Estimado.
a Precios tomados de las empresas públicas que manejan dichos servicios.
b Costo estimado de gas para un rango de período del 2015-2035 [133].
c Precios tomados del Ministerio de Trabajo.
5.5. Análisis energético.
Con base en los resultados obtenidos de composición de las materias primas y sus
respectivas biomasas de referencia se procedió a realizar un análisis energético de las
gasificaciones planteadas. El poder calorífico de la biomasa es necesario para analizar
y designar la energía producida por cualquier sistema, por ende basándose en los

88 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
análisis próximos y últimos se procedió a calcular el valor calorífico superior de la
biomasa HHV (MJ/kg) con correlaciones reportadas en la literatura. Se buscó que los
porcentajes de error de dichas correlaciones fueran lo más bajo posibles (< 5 %). Por
ello la correlación usada para calcular este valor calorífico superior se observa a
continuación y fue la reportada por [160], la cual se fundamenta en los análisis últimos
de las materias primas y biomasas de referencias trabajadas anteriormente.
𝑯𝑯𝑽 (𝑀𝐽
𝑘𝑔) = −1.3675 + 0.3137 (𝑪) + 0.7009 (𝑯) + 0.0318 (𝑶)
Muchos de los parámetros que afectan las composiciones de los gases de salida de
una gasificación dependen del cambio de muchas variables en el proceso y algunas
de ellas son la temperatura de operación, la humedad de la materia prima, entre
muchas otras. En los procesos de conversión de energía tales como combustión,
gasificación, pirolisis y reformado de combustibles renovables y no renovables la
relación de equivalencia o relación de alimentación de aire (ER) se define de la
siguiente manera:
𝑬𝑹 = (𝐴𝑅
𝑆𝑅)
Donde:
AR= Relación aire/biomasa real (kg de aire/kg de biomasa). Determinada por la
operación de los parámetros.
SR= Relación aire/biomasa teórica (kg de aire/kg de biomasa). Determinada por la
combustión total del combustible.
Una de las principales y más importante variables que determinan el cambio en la
concentración de los gases de salida es la relación de alimentación del comburente
(aire, oxigeno, vapor, etc.) respecto al combustible (gas, gasolina, carbón, biomasa,
etc.) y los cálculos se realizan de acuerdo a lo reportado en [161].
Tabla 5.4 Relación de alimentación de aire en los procesos de conversión de energía [161].
Proceso de conversión de energía.
ER
Pirolisis 0
Gasificación 0.2 – 0.5

Capítulo 5 89
Para el cálculo del 𝑬𝑹ó𝒑𝒕𝒊𝒎𝒐 para cada uno de los casos planteados se realizaron los
siguientes cálculos que se presentan a continuación.
𝑬𝑹 = (
(𝐹𝑙𝑢𝑗𝑜 𝑑𝑒 𝑎𝑖𝑟𝑒
𝐹𝑙𝑢𝑗𝑜 𝑑𝑒 𝑏𝑖𝑜𝑚𝑎𝑠𝑎)
𝑟𝑒𝑎𝑙
(𝐹𝑙𝑢𝑗𝑜 𝑑𝑒 𝑎𝑖𝑟𝑒
𝐹𝑙𝑢𝑗𝑜 𝑑𝑒 𝑏𝑖𝑜𝑚𝑎𝑠𝑎)
𝑡𝑒ó𝑟𝑖𝑐𝑜
)
Se supone un ER (0.3) que este en el rango planteados en la Tabla 5.4 Y se despeja
el 𝐹𝑙𝑢𝑗𝑜 𝑑𝑒 𝑎𝑖𝑟𝑒𝑟𝑒𝑎𝑙
𝐹𝑙𝑢𝑗𝑜 𝑑𝑒 𝑎𝑖𝑟𝑒𝑟𝑒𝑎𝑙 =𝐸𝑅 ∗ 𝐹𝑙𝑢𝑗𝑜 𝑑𝑒 𝑎𝑖𝑟𝑒𝑡𝑒ó𝑟𝑖𝑐𝑎 ∗ 𝐹𝑙𝑢𝑗𝑜 𝑑𝑒 𝑏𝑖𝑜𝑚𝑎𝑠𝑎𝑟𝑒𝑎𝑙
𝐹𝑙𝑢𝑗𝑜 𝑑𝑒 𝑏𝑖𝑜𝑚𝑎𝑠𝑎𝑡𝑒ó𝑟𝑖𝑐𝑜
Con base en las simulaciones realizadas en la sección 5.4 para cada uno de los casos
de gasificación planteados se calcularon las composiciones del gas de síntesis (H2,
CO y CO2) y se compararon con los datos experimentales obtenidos en cada una de
las corridas del gasificador. Los datos con mayor concordancia entre simulación vs.
experimental arrojaron un flujo de aire real. Finalmente se calculó nuevamente el ER
generado en las corridas experimentales.
Para el cálculo de la energía aprovechable de los casos de gasificación planteados se
realizó el siguiente cálculo que se muestra a continuación.
1. Se calcula el peso molecular del gas de síntesis producido.
𝑃𝑀𝑔𝑎𝑠 [𝑘𝑔
𝑘𝑚𝑜𝑙] = 𝑃𝑀𝐻2
∗ 𝑥𝐻2+ 𝑃𝑀𝐶𝑂 ∗ 𝑥𝐶𝑂 + 𝑃𝑀𝐶𝐻4
∗ 𝑥𝐶𝐻4+ 𝑃𝑀𝐶𝑂2
∗ 𝑥𝐶𝑂2+ 𝑃𝑀𝑂2
∗ 𝑥𝑂2+ 𝑃𝑀𝑁2
∗ 𝑥𝑁2
2. Se calcula la fracción másica de los componentes con poder calórico (H2, CO y
CH4).
𝑥𝐻2=
(𝑥𝐻2 ∗𝑃𝑀𝐻2)
𝑃𝑀𝑔𝑎𝑠 ; 𝑥𝐶𝑂 =
(𝑥𝐶𝑂 ∗𝑃𝑀𝐶𝑂)
𝑃𝑀𝑔𝑎𝑠 ; 𝑥𝐶𝐻4
=(𝑥𝐶𝐻4 ∗𝑃𝑀𝐶𝐻4)
𝑃𝑀𝑔𝑎𝑠
3. Se calcula el poder calorífico menor del gas (𝐿𝐻𝑉𝑔𝑎𝑠) con base en los calores de
combustión del componente puro y sus respectivas fracciones.
𝐿𝐻𝑉𝑔𝑎𝑠 [𝑀𝐽
𝑘𝑔] = 𝐿𝐻𝑉𝐻2
∗ 𝑋𝐻2𝑔𝑎𝑠 + 𝐿𝐻𝑉𝐶𝑂 ∗ 𝑋𝐶𝑂𝑔𝑎𝑠 + 𝐿𝐻𝑉𝐶𝐻4
∗ 𝑋𝐶𝐻4𝑔𝑎𝑠
Combustión ≥ 1

90 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
4. Se calcula también el poder calorífico menor del gas (𝐿𝐻𝑉𝑏𝑖𝑜𝑚𝑎𝑠𝑎) con la siguiente
ecuación.
𝐿𝐻𝑉𝑏𝑖𝑜𝑚𝑎𝑠𝑎 [𝑀𝐽
𝑘𝑔] = 𝐻𝐻𝑉𝑏𝑖𝑜𝑚𝑎𝑠𝑎 − 𝜆𝑣𝑎𝑝𝑜𝑟𝑖𝑧𝑎𝑐𝑖ó𝑛 (
𝐹𝑎𝑔𝑢𝑎
𝐹𝑏𝑖𝑜𝑚𝑎𝑠𝑎)
5. Se calcula la eficiencia.
𝜀(%) =𝐹𝑙𝑢𝑗𝑜𝑔𝑎𝑠 ∗ 𝐿𝐻𝑉𝑔𝑎𝑠
𝐹𝑙𝑢𝑗𝑜𝑏𝑖𝑜𝑚𝑎𝑠𝑎 ∗ 𝐿𝐻𝑉𝑏𝑖𝑜𝑚𝑎𝑠𝑎∗ 100
6. Se calcula la energía bruta producida y aprovechable del proceso de conversión de
energía.
𝐸𝑛𝑒𝑟𝑔í𝑎 𝑏𝑟𝑢𝑡𝑎 [𝑘𝑊
ℎ] = 𝐹𝑙𝑢𝑗𝑜𝑔𝑎𝑠 [
𝑘𝑔
ℎ] ∗ 𝐿𝐻𝑉𝑔𝑎𝑠 [
𝑀𝐽
𝑘𝑔] ∗ 0.28
(𝑘𝑊
ℎ)
1 (𝑀𝐽ℎ
)
𝐸𝑛𝑒𝑟𝑔í𝑎 𝑎𝑝𝑟𝑜𝑣𝑒𝑐ℎ𝑎𝑏𝑙𝑒 [𝑘𝑊
ℎ] = 𝐸𝑛𝑒𝑟𝑔í𝑎 𝑏𝑟𝑢𝑡𝑎 ∗ 𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 (𝜀)
5.6. Resultados y Discusión.
5.6.1. Caracterización próxima y última de las materias primas.
La determinación del análisis próximo y último se presenta a continuación en la Tabla
5.5 para cada una de las materias primas usadas en los casos de gasificación
planteados. En cuanto a las biomasas de referencia (zoca de café y pino pátula) y el
aglutinante (salvado de arroz) son materias primas del contexto colombiano por lo que
datos reportados en literatura no son tan sencillos de encontrar y este puede ser un
aporte de este trabajo de tesis de maestría. En cuanto al bagazo de caña y la
cascarilla de arroz más datos son publicados en artículos científicos.
Tabla 5.5 Composición proximal y elemental del Pino pátula, Zoca de café, Bagazo de caña,
Cascarilla de arroz y Salvado de arroz.
Análisis Próximo
Componente Pino (%) Zoca (%) Bagazo (%) Cascarilla (%) Salvado (%)
Materia Volátil 81.83 81.33 82.54 61.28 76.21
Carbono fijo 17.94 17.60 15.87 19.64 15.96

Capítulo 5 91
Cenizas 0.23 1.07 1.59 19.08 7.83
Análisis Último
Componente Pino (%) Zoca (%) Bagazo (%) Cascarilla (%) Salvado (%)
C 49.28 49.22 48.94 49.27 48.83
H 6.00 6.02 6.03 6.37 6.14
O 44.72 44.77 45.03 44.36 45.03
En la Tabla 5.6 se encuentran datos reportados en la literatura para los análisis
próximos y últimos de las materias primas que se plantearon en cada uno de los casos
de gasificación. Se observa que los valores calculados para la determinación de
materia volátil, carbono fijo, cenizas y componentes elementales (C, H, O) están en los
rangos calculados y se presentan a continuación.
Tabla 5.6 Datos reportados en la literatura de para análisis próximo y último de las materias
primas trabajadas.
Materia
prima
Materia
volátil
Carbono
fijo Cenizas C H O Ref.
Bagazo de
caña 82.20 14.70 2.70 47.20 7.00 43.10
[162] Cascarilla
de arroz 61.20 16.30 22.50 38.20 5.60 33.70
Chips de
pino 72.40 21.65 5.95 49.66 5.67 38.07
Materia
prima
Materia
volátil
Carbono
fijo Cenizas C H O Ref.
Bagazo de
caña 83.66 13.15 3.20 45.48 5.96 45.21
[163]
Cascarilla 61.81 16.95 21.24 38.50 5.20 34.61

92 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
de arroz
Materia
prima
Materia
volátil
Carbono
fijo Cenizas C H O Ref.
Pino
(Insignis) 85.85 12.79 1.35 42.80 6.42 49.28
[164]
Cascarilla
de arroz 65.33 10.04 24.63 31.60 5.20 37.79
Materia
prima
Materia
volátil
Carbono
fijo Cenizas C H O Ref.
Bagazo de
caña 73.78 14.95 11.27 44.80 5.35 39.55
[165] Pino
(Needles) 72.38 26.12 1.5 48.21 6.57 43.72
Cascarilla
de arroz 69.3 14.9 15.8 38.92 5.10 37.89
Materia
prima
Materia
volátil
Carbono
fijo Cenizas C H O Ref.
Pino
(Radiata) 84.60 13.90 0.40 49.30 6.42 42.50 [166]
Pino
(Radiata) 87.50 12.20 0.30 50.1 6.07 43.20 [167]
Pino
(Loblolly) 65.70 33.90 0.40 56.30 5.60 37.70 [168]

Capítulo 5 93
5.6.2 Producción de gas de síntesis.
En la Figura 5.7 se presenta los análisis de gases obtenidos en cada una de las corridas del gasificador para los diferentes casos planteados.
Figura 5.7 Análisis de gases obtenido para cada una de las corridas del gasificador en cada caso planteado.
0
5
10
15
20
25
0 2000 4000 6000
(%)
Tiempo (seg)
CO(%)
CO2(%)
CH4(%)
H2(%)
0
5
10
15
20
25
0 2000 4000 6000
(%)
Tiempo (seg)
CO(%)
CO2(%)
CH4(%)
H2(%)
0
5
10
15
20
0 1000 2000 3000
(%)
Tiempo (seg)
CO(%)
CO2(%)
CH4(%)
H2(%)0
5
10
15
20
0 1000 2000 3000 4000
(%)
Tiempo (seg)
CO(%)
CO2(%)
CH4(%)
H2(%)

94 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
Se puede observar en las figuras anteriores el comportamiento de los perfiles de cada
uno de los gases (CO, CO2, CH4 y H2) que son obtenidos en el proceso de gasificación
a medida que se realiza cada una de las corridas con sus diferentes materias primas
seleccionadas en cada caso. Las concentraciones máximas producidas de los gases
que componen el gas de síntesis se observan en la Tabla 5.7 acompañados del
balance de materia para cada una de las corridas del gasificador (GEK Gasifier 10
kWh).
Tabla 5.7 Balances de materia en las corridas del Gasificador para cada uno de los casos de
gasificación planteados.
Inicial (kg) Final (kg) Consumo (kg) Concentraciones
máximas (% vol.)
Caso 1. Zoca de café.
Zoca Zoca Cenizas Zoca H2 CO CO2
13 2.6 1.2 9.2 20.82 20.06 14.60
Caso 2. Zoca de café + Bagazo de caña.
Zoca Bagazo Zoca +
Bagazo Cenizas Zoca + Bagazo H2 CO CO2
9 2 1.0 0.3 9.7 20.58 19.24 16.67
Caso 3. Pino pátula.
Pino Pino Cenizas Pino H2 CO CO2
11 3.2 0.8 6.0 17.30 16.62 16.25
Caso 4. Pino pátula + Cascarilla de arroz.
Pino Cascarilla Pino +
Cascarilla Cenizas Pino + Cascarilla H2 CO CO2
9 2 2.7 0.8 7.5 17.02 15.53 13.77

Capítulo 5 95
Según los perfiles generados en el análisis de gases en la Figura 5.7 los procesos que
poseen mayor concentración de hidrógeno (%vol.) son los casos donde la biomasa de
referencia es la zoca de café (casos 1 y 2) con valores de 20.82 y 20.58
respectivamente. En cuanto a los casos donde la biomasa de referencia es el pino
(caso 3 y 4) están alrededor del 17 %.
5.6.3 Análisis tecno-económico y ambiental de la producción
de Gas de Síntesis.
Evaluación Económica.
La evaluación económica de los procesos se observa a continuación en la en la Figura
5.8. para cada uno de los casos de gasificación planteados. Los casos 1 y 2 que son
los que tienen por materia primas la zoca de café y el bagazo de caña son los que
presentan costos totales mayores con valores de 4.59 y 4.52 millones de dólares.
Posteriormente se observa que los procesos que tienen como biomasa de referencia
el pino pátula presentan valores menores en 1.2 millones de dólares aproximadamente
con respecto a los anteriores.
Figura 5.8 Costo total de los procesos de producción de gas de síntesis a partir de gasificación
de biomasa.
El costo total se encuentra distribuido en cuatro costos o ítems que son principalmente
evaluados en cada uno de los casos planteados. Se observa que en los dos primeros
casos la materia prima es el costo que posee una mayor relevancia sobre el costo total
de los procesos de gasificación y esto se debe a que la zoca y el bagazo son los
materias primas más costosas entre las 4 evaluadas con valores de 18 y 15 USD/ton
respectivamente. En cuanto a los casos 3 y 4 que usan pino y cascarilla como
4,59 4,52
3,34 3,28
0
1
2
3
4
5
Caso 1. Caso 2. Caso 3. Caso 4.
Millones USD ($)

96 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
materias primas los costos que influyen más sobre el proceso son los costos
operativos entre los cuales se encuentran los cargos operativos, mantenimiento,
operacionales, generales y administrativos. Esto debido a que el costo en materias
primas no es tan alto como los dos casos anteriores por ende los costos operativos
logran ser los más relevantes sobre los casos 3 y 4. A continuación en la Figura 5.9 se
presenta la distribución de costos asociadas a los procesos de obtención de gas de
síntesis a partir de gasificación.
Figura 5.9 Distribución de costos asociada a los procesos de producción de gas de síntesis a
partir de gasificación de biomasa.
Evaluación Ambiental.
La evaluación ambiental de los casos de gasificación planteados se observa en la
Figura 5.10, las ocho categorías de impacto ambiental evaluadas en cada uno de los
cuatro casos muestran que los niveles que presentan mayor influencia sobre el
potencial de impacto ambiental total son los índices de potencial de toxicidad humana
por inhalación o exposición dérmica (HTPE), potencial de oxidación fotoquímica
(PCOP) y potencial de acidificación (AP).
El potencial por inhalación o exposición dérmica se debe a que los gases generados
en estos procesos al ser inhalados y entrar en contacto con el organismo son
potencialmente dañinos en la salud de cualquier ser vivo. Además son potencialmente
contaminantes en el medio ambiente como se observa en las categorías que evalúan
el potencial de impacto atmosférico global, allí se encuentran el (PCOP) que evalúa la
producción de smog fotoquímico y el potencial de acidificación (AP), en la cual los
gases generados en estos procesos de conversión de energía son los principales
causantes de este fenómeno, ya que involucra el uso de fuentes externas como gas,
0
10
20
30
40
50
Costo MateriasPrimas
Costo Utilidades CostoOperacionales
Depreciación
(%)
Caso 1. Caso 2. Caso 3. Caso 4.

Capítulo 5 97
gasolina, kerosene, entre otras, que son utilizadas para realizar este tipo de procesos.
Finalmente también se puede observar que otras categorías aportan en el PEI total y
son las referentes a potenciales de calentamiento global (GWP) y toxicidad terrestre
(TTP) que se tienen en cuenta en el cambio climático de la tierra cuando son tratados
este tipo de gases.
Figura 5.10 Potencial de impacto ambiental de las ocho categorías evaluadas para los
procesos de producción de gas de síntesis a partir de gasificación de biomasa.
El potencial de impacto ambiental total (PEI/kg de producto) para cada uno de los
procesos de gasificación presenta valores similares ya que las condiciones de
operación seleccionadas para llevar a cabo cada uno de las corridas del gasificador
son las mismas y solo se observa una variación en la composición de gases obtenida
en el transcurso de cada proceso. Por ende el potencial de impacto ambiental total
esta alrededor de 5.8x10-3 para todos los casos planteados en la gasificación y es
menor que lo obtenido en los procesos de extracción de lignina discutidos en el
capítulo 3, ya que el gas de síntesis es considerado como el producto principal en
estos procesos y a pesar de estar compuesto por gases potencialmente
contaminantes hacia el medio ambiente (CO2, CO, H2, CH4, NOx, SOx, etc.) es
catalogado como un producto plataforma del cual se pueden obtener una gran
cantidad de productos de alto valor agregado.
0,0E+00
9,0E-04
1,8E-03
2,7E-03
3,6E-03
4,5E-03
HTPI HTPE TTP ATP GWP ODP PCOP AP
PEI/kg producto
Caso 1. Caso 2. Caso 3. Caso 4.

98 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
Figura 5.11 Potencial de impacto ambiental TOTAL para los procesos de producción de gas de
síntesis a partir de gasificación de biomasa.
6,1E-035,6E-03
5,1E-03
6,5E-03
0,0E+00
2,0E-03
4,0E-03
6,0E-03
8,0E-03
Caso 1. Caso 2. Caso 3. Caso 4.
PEI/kg producto
Total

Capítulo 5 99
5.6.4 Análisis Energético.
En la Figura 5.12 se presenta la comparación de los resultados obtenidos experimentalmente y por simulación de la producción de gas de
síntesis por gasificación de los casos 1 -4.
Figura 5.12 Comparación entre los resultados obtenidos experimentalmente y por simulación de la producción de gas de síntesis por gasificación de los
casos 1 – 4.
20,0
15,3
23,7
14,9
0
10
20
30
H2 CO
(%)
Caso 1. ExperimentalSimulación
13,8
19,419,5
10,0
0
10
20
30
H2 CO
(%)
Caso 2. ExperimentalSimulación
17,212,9
24,4
12,4
0
5
10
15
20
25
30
H2 CO
(%)
Caso 3. ExperimentalSimulación
13,7 14,8
26,2
17,1
0
5
10
15
20
25
30
H2 CO
(%)
Caso 4. ExperimentalSimulación

100 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
La comparación de los valores obtenidos en la parte experimental con las
simulaciones realizadas en Aspen plus v8.0 validan lo realizado en las corridas de
gasificación para cada uno de los casos planteados. Para los casos 1 y 3 la
composición de monóxido y dióxido de carbono (CO y CO2) presentes en el gas de
síntesis es muy similar y solo la composición de hidrógeno (H2) presenta valores
mayores para la simulación. Para el caso 1 el valor obtenido experimentalmente es de
20.0 % mientras que para la simulación es de 23.7 %, de igual forma en el caso 3 se
tienen valores experimentales y por simulación de 17.2 y 24.4 % respectivamente.
Este incremento posiblemente se debe a que las variables como la relación
aire/biomasa en cada una de las corridas no es controlada, sin embargo siguen siendo
el punto de partida para realizar cada una de las simulaciones y los resultados
obtenidos están dentro de un rango aceptable cuando se habla de simulaciones.
Por otra parte para el caso 2 se obtienen concentraciones de hidrógeno (H2) iguales
en la experimentación como en la simulación y el único compuesto que presenta algún
cambio es el monóxido de carbono (CO) con valores de 15.7 y 13.3 % para la parte
experimental y por simulación respectivamente. Finalmente en el caso 4 es donde se
presenta una menor concordancia entre los valores experimentales y por simulación
para el hidrógeno (H2) y el dióxido de carbono (CO2). Para el caso del hidrógeno los
valores experimentales están alrededor de 14.6 %, mientras que por simulación son
del 25.5 %. Por otro lado para el dióxido no están tan alejados uno del otro ya que se
presentan valores de 14.6 y 11.8 % para simulación y experimentación
respectivamente.
Según lo reportado en la literatura las concentraciones de gases obtenidas para
diferentes materiales lignocelulósicos en procesos de gasificación se nombran a
continuación en la Tabla 5.8.
Tabla 5.8 Composición del gas de síntesis (%vol.) en procesos de gasificación reportados en la
literatura.
Materia
prima H2 CO CO2 CH4 ER Ref.
Pino 27.1 25.1 35.6 9.0 0.27 [169]
Pino
(Elliotti) 23.1 15.1 15.6 0.1 0.35 [170]

Capítulo 5 101
Paja de
arroz 26.4 35.0 N.R 6.4 0.25 [171]
Bagazo de
caña 9.9 23.3 11.4 2.8 0.27 [172]
Bagazo de
caña 10.84 12.78 10.77 2.66 0.25 [173]
Tallo de
algodón 22.4 49.6 N.R 4.5 0.25 [171]
Paja de maíz 13.5 19.8 11.6 3.7 0.32 [174]
Chips de
madera 15.23 23.0 16.4 1.6 N.R [175]
En la Tabla 5.9 se observan los parámetros calculados en cada uno de los procesos
de gasificación entre estos encontramos la relación de aire/biomasa alimentado,
eficiencia del proceso y la energía aprovechable que cada proceso de conversión de
energía posee. Cada uno de los valores de ER obtenidos están en el rango del
proceso de gasificación (0.2 – 0.5) lo que corrobora que cada una de las corridas se
hizo con una relación de aire/biomasa adecuada sin ser la óptima pues no se controló
esta variable. Al no ser controlada esta variable fundamental la eficiencia obtenida en
cada uno de los casos no es la mayor, pero de acuerdo a lo reportado en Daniel et al.
[176] donde se tratan diferentes materiales lignocelulósicos como chips de madera
(48.77 %), cascarilla de arroz (61.49 %), cascaras de avellana (51.53 %) y aserrín
(62.5 %) se encuentran este tipo de eficiencias reportadas, lo que demuestra que las
eficiencias obtenidas para cada uno de los casos de gasificación planteados
anteriormente están dentro del rango permisible de un proceso de gasificación. La
eficiencia calculada en el caso 4 es la mayor con un valor de 66.5 % por ende la
cantidad de energía aprovechable es mayor, lo que da pie para decir que cuando es
agregada una cantidad de cascarilla de arroz aglomerada en la biomasa de referencia
(pino pátula) el poder calorífico de los gases producidos aumenta y el proceso se hace
más eficiente que cuando se trabaja solo el pino, caso opuesto cuando se agrega
bagazo de caña en la zoca de café con proporciones de 80/20 % ya que la eficiencia
decrece en un 2 % con respecto al caso 1 (zoca de café gasificada sola).
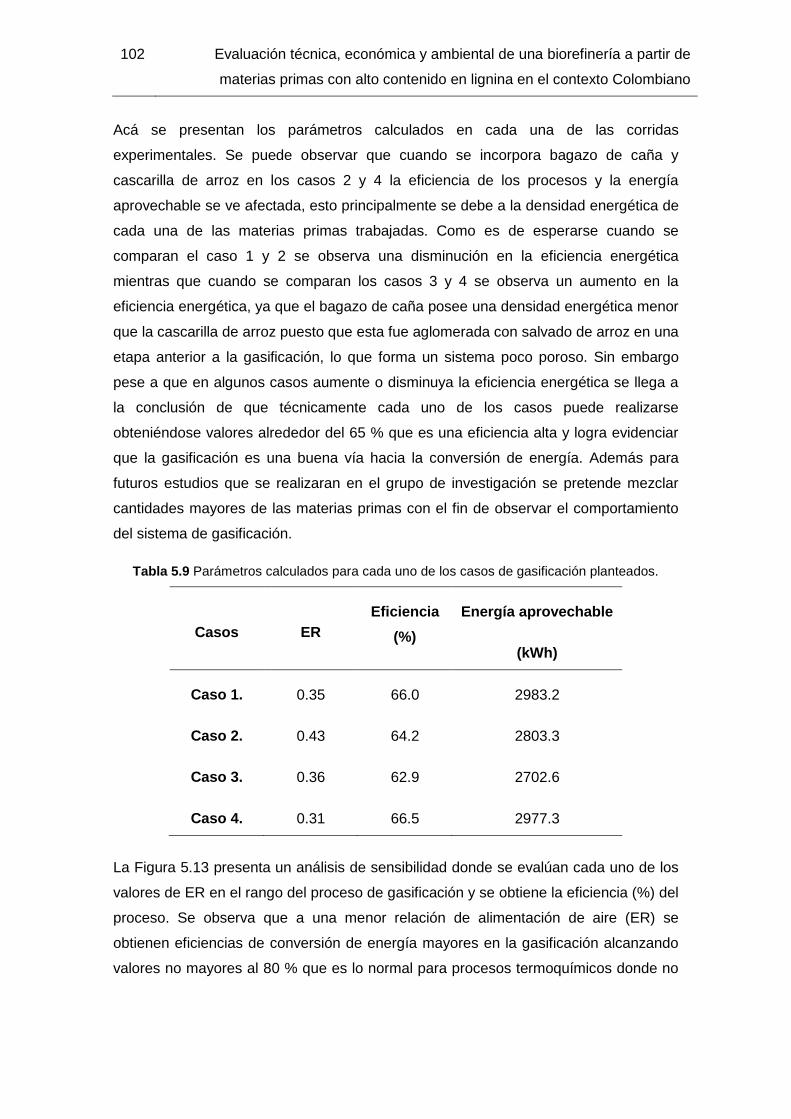
102 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
Acá se presentan los parámetros calculados en cada una de las corridas
experimentales. Se puede observar que cuando se incorpora bagazo de caña y
cascarilla de arroz en los casos 2 y 4 la eficiencia de los procesos y la energía
aprovechable se ve afectada, esto principalmente se debe a la densidad energética de
cada una de las materias primas trabajadas. Como es de esperarse cuando se
comparan el caso 1 y 2 se observa una disminución en la eficiencia energética
mientras que cuando se comparan los casos 3 y 4 se observa un aumento en la
eficiencia energética, ya que el bagazo de caña posee una densidad energética menor
que la cascarilla de arroz puesto que esta fue aglomerada con salvado de arroz en una
etapa anterior a la gasificación, lo que forma un sistema poco poroso. Sin embargo
pese a que en algunos casos aumente o disminuya la eficiencia energética se llega a
la conclusión de que técnicamente cada uno de los casos puede realizarse
obteniéndose valores alrededor del 65 % que es una eficiencia alta y logra evidenciar
que la gasificación es una buena vía hacia la conversión de energía. Además para
futuros estudios que se realizaran en el grupo de investigación se pretende mezclar
cantidades mayores de las materias primas con el fin de observar el comportamiento
del sistema de gasificación.
Tabla 5.9 Parámetros calculados para cada uno de los casos de gasificación planteados.
Casos ER
Eficiencia
(%)
Energía aprovechable
(kWh)
Caso 1. 0.35 66.0 2983.2
Caso 2. 0.43 64.2 2803.3
Caso 3. 0.36 62.9 2702.6
Caso 4. 0.31 66.5 2977.3
La Figura 5.13 presenta un análisis de sensibilidad donde se evalúan cada uno de los
valores de ER en el rango del proceso de gasificación y se obtiene la eficiencia (%) del
proceso. Se observa que a una menor relación de alimentación de aire (ER) se
obtienen eficiencias de conversión de energía mayores en la gasificación alcanzando
valores no mayores al 80 % que es lo normal para procesos termoquímicos donde no

Capítulo 5 103
se obtienen eficiencias iguales a 1. En la figura se observa cada una de las eficiencias
obtenidas experimentalmente para su valor de relación de alimentación de aire (ER).
Figura 5.13 Eficiencia (%) de cada uno de los casos planteados de gasificación para una
relación de alimentación de aire entre 0.2 y 0.5.
La energía aprovechable (kWh) de cada uno de los casos planteados se observa en la
Figura 5.14 se realiza de nuevo un análisis de sensibilidad variando la relación de
alimentación de aire (ER) y se calcula como varia la energía aprovechable del sistema.
Se concluye que a medida que la relación de aire alimentado aumenta la eficiencia
disminuye e igual comportamiento se presenta sobre la energía aprovechable. Cuando
el ER equivale a 0.20 la energía aprovechable en todos los procesos de gasificación
es aproximadamente 4200 kWh y a medida que aumenta hasta un valor de 0.5 la
energía disminuye hasta un valor aproximado en todos los casos de 1200 kWh.
Figura 5.14 Energía aprovechable (kWh) de cada uno de los casos planteados de gasificación
para una relación de alimentación de aire entre 0.2 y 0.5.
20
40
60
80
100
0,20 0,30 0,40 0,50
Eficiencia(%)
ER
Caso 1.
Caso 2.
Caso 3.
Caso 4.
0
1000
2000
3000
4000
5000
0,20 0,30 0,40 0,50
Energía aprovechable
(kWh)
ER
Caso 1.
Caso 2.
Caso 3.
Caso 4.

104 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
5.7. Conclusiones.
En la caracterización correspondiente de las materias primas para los análisis
próximos y últimos se puede observar que los resultados obtenidos son similares a
lo obtenido en reportes de la literatura para cada una de las materias primas. Por
ende en términos de materia volátil, carbono fijo, cenizas y componentes
elementales se puede concluir que los análisis de las materias primas están
validan lo realizado experimentalmente y son el punto de partida para realizar los
análisis energéticos desarrollados para el trabajo.
En términos económicos se puede observar que la diferencia entre el costo total de
los procesos no es muy grande y esto se debe a que las condiciones de operación
que se trabajan son las mismas. Solo existe esa pequeña diferencia en el costo
inicial de las materias primas ya que la zoca de café y el bagazo de caña
presentan valores de adquisición un poco mayor que el pino y la cascarilla de
arroz.
Con respecto a la evaluación ambiental desarrollada para los casos de gasificación
planteados se puede concluir con respecto a los procesos de extracción de lignina
que el potencial de impacto ambiental total (PEI/kg de producto) es menor ya que
los gases producidos es considerado el producto principal de este proceso y
aunque sean potencialmente contaminantes en el medio ambiente su tratamiento
como plataforma de obtención de una gran cantidad de productos hace a estos
procesos de gasificación más amigables con el medio ambiente.
La comparación realizada para cada uno de los casos planteados de gasificación
entre lo desarrollado experimentalmente y por simulación demuestra que los
análisis en el software Aspen plus v8.0 validan lo realizado en cada una de las
corridas del gasificador (GEK Gasifier 10 kWh) y que aunque en algunos casos se
presenten contenidos de hidrógeno (H2) mayores en lo planteado en la simulación
y no suceda así en lo experimental se debe a limitaciones del equipo como a
variables que no son controladas con rigurosidad en cada una de las operaciones,
pero la similitud logra enfocar el trabajo por un buen camino y en trabajos próximos
pueden lograrse mayor similitud entre los dos casos desarrollados (Experimental
vs. Simulación).

Capítulo 5 105
El cálculo de la relación de aire alimentada en los procesos de gasificación (ER)
realizados experimentalmente está dentro del rango planteado (0.2 – 0.5) para un
proceso de gasificación, sin embargo al no poderse controlar en el equipo por
inconvenientes externos la eficiencia alcanzada es baja para cada uno de los
procesos (alrededor de 66 %) pero está dentro del rango en comparación con la
reportada por la literatura. Por ende se podría en trabajos posteriores controlar
esta variable para un mejor desempeño del gasificador tanto en términos de
eficiencia como de energía aprovechable.


Capítulo 6 107
6. Capítulo 6. Evaluación tecno-económica y
ambiental de biorefinerías a partir de
materias primas con alto contenido en
lignina.
Resumen.
En el capítulo 6 se realizaron las evaluaciones tecno-económicas y ambientales de las
biorefinerías a partir de materias primas con alto contenido en lignina. Inicialmente se
diseñaron los diagramas de flujo partiendo de las caracterizaciones de cada una de las
materias primas, se utilizaron las tecnologías de extracción de lignina ya descritas en
el capítulo 3, se seleccionaron dos posibles productos (ácidos fenólicos y aromáticos
BTX) y se realizó la síntesis conceptual de los procesos basándose en rendimientos
reportados en la literatura. Se simularon y modelaron en el software Aspen plus v8.0
cada una de las biorefinerías para un total de 8 casos (cuatro procesos de extracción
de lignina para dos materias primas). Además se plantearon diferentes escenarios que
involucran la evaluación de toda la biorefinería con y sin hidrólisis ácida preliminar, con
integraciones másicas e integraciones energéticas. Finalmente se realizaron las
evaluaciones económicas en el módulo Aspen Plus Economic Analyzer, donde se
calcularon la distribución de costos, el costo total, el valor presente neto y el índice de
rentabilidad de cada una de las biorefinerías y sus escenarios planteados, mientras
que con el algoritmo de reducción de residuos (WAR) se evaluaron las 8 categorías de
impacto ambiental y atmosférico de cada una de las biorefinerías planteadas.
6.1 Síntesis de diagrama de flujos.
Se realiza un barrido de las tecnologías de extracción para la obtención de lignina con
el fin de seleccionar las que tienen mejores condiciones para potenciar la obtención de

108 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
productos de alto valor agregado. La lignina es uno de los principales componentes de
la matriz lignocelulósica y la posibilidad de obtener diferentes productos con alto valor
agregado hace de esta una plataforma muy versátil y los posibles productos que se
pueden obtener a partir de ella de por sí son la tendencia mundial [26] [177] [40] [42].
Se tiene en cuenta que una biorefinería a partir de materias lignocelulósicos con alto
contenido en lignina combina el uso de tecnologías con diferente madurez como lo
son: procesos termoquímicos (alta), biotecnológicos (media) y en general los procesos
catalíticos para la transformación de la lignina (baja) [10] [33] [57][178].
En la definición de las tecnologías más convenientes en cada caso se utilizaron las
estrategias básicas de vigilancia tecnológica basada en patentes, artículos científicos,
entre otros [179] [180] [181]. Con base en la mejor configuración obtenida se realizó la
síntesis conceptual de los procesos y se obtuvieron las rutas de procesamiento a partir
de cinéticas, rendimientos, conversiones y selectividades reportadas en la literatura,
las cuales fueron evaluadas para la obtención de los productos plataforma
anteriormente mencionados. Para el proceso anterior se tomaron como bases
conceptos como secuenciación, jerarquización e integración [80]. Allí se evaluaron las
mejores alternativas de proceso teniendo en cuenta varios parámetros de diseño como
la relación directa de materias primas con los diferentes productos, las tecnologías
propuestas en los procesos de extracción de lignina y obtención de productos de alto
valor agregado, la influencia del porcentaje destinado de un producto intermedio
(lignina) a una zona de proceso específica y el análisis de escenarios de acuerdo a
diferentes niveles de integración desde el punto de vista másico y energético.
6.2 Procedimiento de Simulación.
El objetivo de este procedimiento fue generar los balances de materia y energía para
el cálculo de los flujos de materias primas, insumos, servicios públicos y las
necesidades de energía. La herramienta de simulación utilizada es el paquete
comercial Aspen Plus v8.0 (Aspen Technology, Inc., USA). A continuación en la Tabla
6.1 se encuentran las materias primas, productos seleccionados en las biorefinerías,
las tecnologías de obtención de los productos, cinéticas y rendimientos utilizados en
las simulaciones para generar los balances de materia y energía.
Tabla 6.1 Materias primas, productos, tecnologías, rendimientos y cinéticas usadas para
realizar las simulaciones el software Aspen plus v8.0.

Capítulo 6 109
Materia prima Productos Tecnología Referencia
Bagazo de
caña
y
Cascarilla de
arroz.
Licor de
xilosa. Hidrolisis con ácido diluido. [115].
Pasta de
celulosa.*
Hidrólisis alcalina. [117] y [116].
Hidrolisis con solventes
(Organosolv). [119].
Hidrolisis Kraft. [118].
Hidrolisis con Sulfito. [120].
Ácidos
fenólicos.
Extracción con solventes
(Metanol). [153].
Aromáticos
BTX.
Pirolisis rápida con zeolitas
(HZSM-5). [62] y [61].
*Para la obtención de la pasta de celulosa en la etapa de filtrado la fracción líquida es el licor negro
(corriente de interés) donde está contenida la Lignina.
El modelo termodinámico Non-Random Two-Liquid (NRTL) fue aplicado para calcular
el coeficiente de actividad de la fase líquida. Además, se utilizaron los modelos
termodinámicos de UNIFAC-DORTMUND y Soave Redlick Kwong para las fases
líquidas y vapor cuando el modelo NRTL no predijo las propiedades (por ejemplo
separaciones líquido-líquido y columnas de destilación) y la ley de Henry para el
cálculo de los gases disueltos [121].
6.2.1 Pretratamiento ácido y procesos de extracción de lignina
(Alcalino, Organosolv, Kraft y con Sulfito).
El pretratamiento ácido y los procesos de extracción de lignina fueron desarrollados en
el capítulo 3. Allí se presentan los balances de materia y energía que fueron tomados
en cuenta para simular los respectivos procesos.

110 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
6.2.2 Producción de licor de xilosa.
El licor de xilosa es el producto principal de la hidrólisis con ácido diluido. Cuando el
material lignocelulósico es sometido a este tipo de hidrólisis la fracción líquida
remanente es rica en azúcares C-5 (pentosas). El tratamiento que se realiza a este
tipo de licor es un detoxificación [182] [183] con hidróxido de calcio Ca(OH)2 para
retirar las trazas de ácido sulfúrico que permanecen en el licor. Posteriormente este
licor de xilosa se convierte en un producto plataforma del cual se derivan una cantidad
de productos de alto valor agregado que se obtienen por medio de fermentaciones.
Alguno de estos son etanol, xilitol, furfural, entre muchos otros [184] [185].
6.2.3 Producción de pasta de celulosa.
La producción de pasta de celulosa es un co-producto obtenido de la deslignificación
del material lignocelulósico por diferentes métodos de extracción (Alcalino,
Organosolv, Kraft y con Sulfito). Cuando el material lignocelulósico es sometido a este
tipo de hidrolisis la fracción sólida remanente es una pulpa o pasta que es lavada para
posteriormente ser llevada hacia hidrólisis enzimáticas para desdoblar la celulosa en
glucosa o para la fabricación de papel [186] [187].
6.2.4 Producción de ácidos fenólicos.
Esta etapa consiste en la extracción de los ácidos fenólicos presentes en el licor negro
resultante del pulpeo alcalino. El proceso seleccionado para el aislamiento de los
ácidos fenólicos (ácido ferúlico y ácido p-cumárico) corresponde a una extracción con
metanol donde se recuperan debido a que son altamente solubles en este tipo de
alcohol. Los datos reportados para simular esta etapa de proceso se realizaron
experimentalmente en el capítulo 4.
6.2.5 Producción de aromáticos BTX.
Para la etapa de la producción de aromáticos BTX se realiza una pirolisis rápida
catalizada por zeolitas (HZSM-5) a una temperatura de 500 °C donde se producen
gases (CO2, CO, CH4, olefinas, entre otros), carbón coke además de un bio-oil donde
están presentes el benceno, tolueno, xileno y otros compuestos. La separación se

Capítulo 6 111
realiza con una destilación en donde la parte aromática es separada de la parte no
aromática [188].
6.3 Descripción de los casos planteados en la
simulación. Producción integral de licor de xilosa,
pasta de celulosa, ácidos fenólicos y aromáticos BTX
basados en el concepto de biorefinería.
En la Tabla 6.2 se encuentran condensados la descripción de los casos planteados
para las biorefinerías a partir de materias primas con alto contenido en lignina. Se
parte de las materias primas seleccionadas (bagazo de caña y cascarilla de arroz) y se
evalúan diferentes tipos de productos integrales que se pueden obtener a partir de
lignina tanto directa (compuestos fenólicos y aromáticos) como indirectamente como
es el caso del licor de xilosa y la pasta de celulosa. Así mismo se evalúan las
biorefinerías de acuerdo a la tecnología empleada para la extracción de lignina
(Alcalina, Kraft, Organosolv y con Sulfito) y finalmente se plantea la evaluación con o
sin una etapa de hidrólisis preliminar y bajo dos diferentes niveles de integración
(másica y energética).
Tabla 6.2 Descripción de los casos planteados relacionados con materia prima, productos y
niveles de integración para las biorefinerías simuladas en el software Aspen plus v8.0.
Casos Materia
prima Productos
Tecnología de
extracción de
Lignina
Evaluación conceptual y
niveles de integración
1 Bagazo de
caña. Licor de xilosaa
Pasta de celulosa
Ácidos fenólicos
Aromáticos BTX.
Hidrólisis
Alcalina.
A. Con hidrólisis acida.
B. Sin hidrólisis acida.
C. Integración Másica.
D. Integración Energética. 2
Cascarilla
de arroz.
3 Bagazo de
caña.
Licor de xilosaa
Pasta de celulosa
Ácidos fenólicos
Aromáticos BTX.
Hidrólisis con
solventes
(Organosolv)
E. Con hidrólisis acida.
F. Sin hidrólisis acida.
G. Integración Másica. 4 Cascarilla

112 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
de arroz. H. Integración Energética.
5 Bagazo de
caña Licor de xilosaa
Pasta de celulosa
Ácidos fenólicos
Aromáticos BTX.
Hidrólisis Kraft.
A. Con hidrólisis acida.
B. Sin hidrólisis acida.
C. Integración Másica.
D. Integración Energética. 6 Cascarilla
de arroz
7 Bagazo de
caña Licor de xilosaa
Pasta de celulosa
Ácidos fenólicos
Aromáticos BTX.
Hidrólisis con
Sulfito.
A. Con hidrólisis acida.
B. Sin hidrólisis acida.
C. Integración Másica.
D. Integración Energética. 8 Cascarilla
de arroz
a El licor de xilosa producido en los casos planteados es únicamente obtenido cuando la biorefinería es
evaluada con una etapa de hidrólisis ácida.
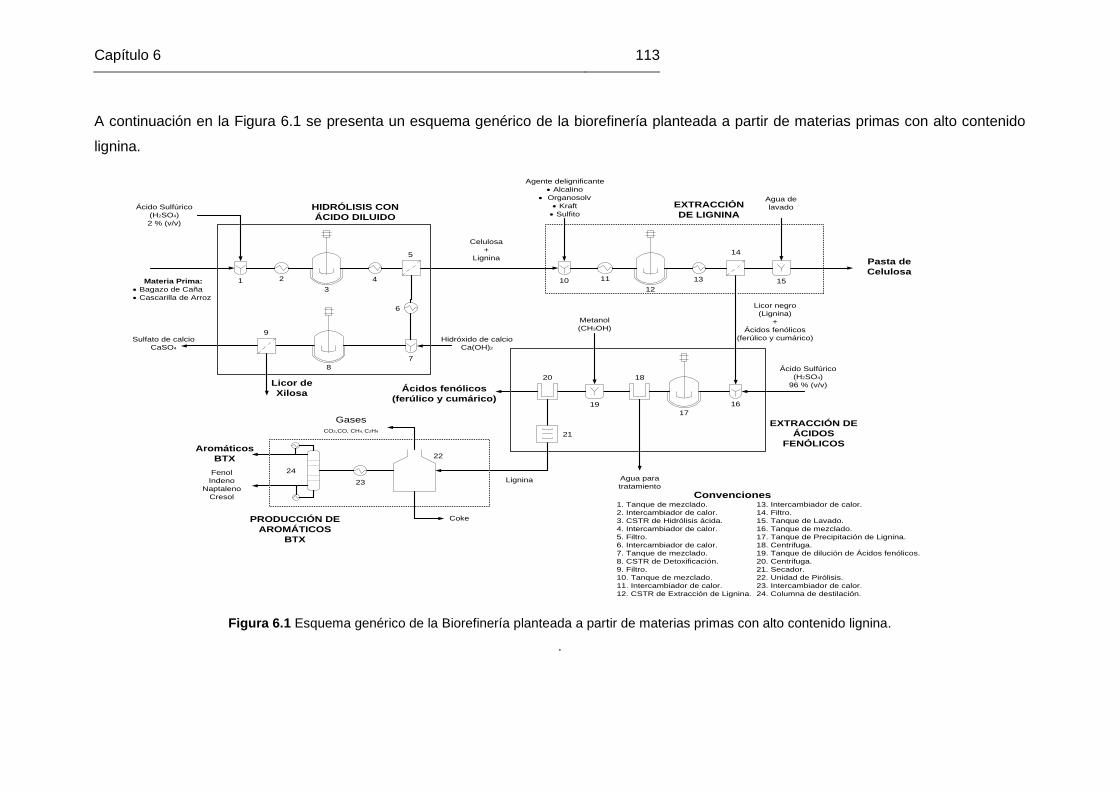
Capítulo 6 113
A continuación en la Figura 6.1 se presenta un esquema genérico de la biorefinería planteada a partir de materias primas con alto contenido
lignina.
Ácido Sulfúrico
(H2SO4)
2 % (v/v)
2Materia Prima:
· Bagazo de Caña
· Cascarilla de Arroz
3
1 4
Celulosa
+
Lignina
Agente delignificante
· Alcalino
· Organosolv
· Kraft
· Sulfito
Pasta de
Celulosa
HIDRÓLISIS CON
ÁCIDO DILUIDO
EXTRACCIÓN
DE LIGNINA
11
12
10 13
Licor negro
(Lignina)
+
Ácidos fenólicos
(ferúlico y cumárico)
15
Agua de
lavado
Licor de
Xilosa
7
Hidróxido de calcio
Ca(OH)2
6
8
Sulfato de calcio
CaSO4
Ácido Sulfúrico
(H2SO4)
96 % (v/v)18
145
9
1619
Agua para
tratamiento
Metanol
(CH3OH)
17
20
Ácidos fenólicos
(ferúlico y cumárico)
Lignina
21
22
Gases
CO2,CO, CH4, C2H4
Coke
23
24
Aromáticos
BTX
Fenol
Indeno
Naptaleno
Cresol Convenciones1. Tanque de mezclado.
2. Intercambiador de calor.
3. CSTR de Hidrólisis ácida.
4. Intercambiador de calor.
5. Filtro.
6. Intercambiador de calor.
7. Tanque de mezclado.
8. CSTR de Detoxificación.
9. Filtro.
10. Tanque de mezclado.
11. Intercambiador de calor.
12. CSTR de Extracción de Lignina.
13. Intercambiador de calor.
14. Filtro.
15. Tanque de Lavado.
16. Tanque de mezclado.
17. Tanque de Precipitación de Lignina.
18. Centrifuga.
19. Tanque de dilución de Ácidos fenólicos.
20. Centrifuga.
21. Secador.
22. Unidad de Pirólisis.
23. Intercambiador de calor.
24. Columna de destilación.
EXTRACCIÓN DE
ÁCIDOS
FENÓLICOS
PRODUCCIÓN DE
AROMÁTICOS
BTX
Figura 6.1 Esquema genérico de la Biorefinería planteada a partir de materias primas con alto contenido lignina.
.

114 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
6.4 Evaluación Económica y Ambiental.
La evaluación económica y ambiental se realiza de acuerdo a lo descrito en el capítulo
3. A continuación en la Tabla 6.3 se encuentran reportados los costos de materia
prima, insumos, servicios y productos que corresponden a la evaluación de las
biorefinerías a partir de materias primas con alto contenido en lignina.
Tabla 6.3 Costos de materias primas, agentes delignificantes, productos y servicios usadas en
la evaluación económica de las Biorefinerías a partir de materias primas con alto contenido
lignina.
Ítem Unidad Precio Referencia
Bagazo de caña USD/ton 15.0 [128]
Cascarilla de arroz USD/ton 5.0 [128]
H2SO4 USD/kg 0.1 [80]
NaOH USD/kg 0.05 [80]
Etanol USD/kg 0.86 [129]
Na2S USD/kg 0.95 [130]
NaHSO3 USD/kg 0.72 [130]
Ca(OH)2 USD/kg 0.07 [128]
Metanol USD/l 0.60 [130]
Licor de Xilosa USD/kg 0.46 [131]
Pasta de Celulosa USD/kg 0.88 [132]
Ácidos fenólicos USD/kg 807.8a [189]
Aromáticos BTX
(Benceno, Tolueno y Xileno) USD/kg 1.26b [130]
Vapor de Alta USD/ton 9.86 [80]
Vapor de Media USD/ton 8.18 [80]
Vapor de Baja USD/ton 1.57 [80]
Agua USD/m3 0.74 c -
Electricidad USD/kWh 0.14 c -
Combustible USD/MW 26.81 d -
Labor de Operador USD/h 2.56 e -
Labor de Supervisor USD/h 5.12 e -
*Base de Cálculo: 100 ton/día.
a Precio de Sigma Aldrich para ácido ferúlico 11.08 USD/g y ácido p-cumárico 12.00 USD/g. Para este
estudio se tiene una mezcla de ácido fenólicos en solución de Metanol (CH3OH) y se toma un precio

Capítulo 6 115
arbitrario de 807.8 USD/kg (Equivalente al 3.5 % del valor total, el restante 96.5 % para costos de
separación y purificación).
b Precio de ICIS Pricing para Benceno 1.35 USD/kg, Tolueno 1.20 USD/kg y Xileno 1.24 USD/kg. Para
este estudio de tiene una mezcla de aromáticos BTX y se toma un precio arbitrario de 1.26 USD/kg.
c Precios tomados de las empresas públicas que manejan dichos servicios.
d Costo estimado de gas para un rango de período del 2015-2035 [133].
e Precios tomados del Ministerio de Trabajo.
6.5 Resultados y discusión.
6.5.1 Balances de materia y energía.
Con base en las simulaciones realizadas para las Biorefinería a partir de materiales
con alto contenido en lignina se obtuvieron los balances de materia y energía que son
la base para generar las evaluaciones económicas y ambientales. Como se observó
en el capítulo 3, los 16 casos planteados se dividieron en dos grupos de ocho cada
uno, donde el primer grupo evalúa las Biorefinerías con una etapa de hidrólisis ácida,
mientras que el segundo grupo evalúa las Biorefinerías sin una etapa de hidrólisis
ácida. A continuación en la Tabla 6.4 se presenta el balance de materia y energía de
las Biorefinerías con una etapa de hidrólisis ácida.
Tabla 6.4. Balance de materia y energía para las Biorefinerías con una etapa de hidrólisis
ácida.
Con Hidrólisis Ácida.
Casos 1 - A 2 - A 3 - A 4 - A 5 - A 6 - A 7 - A 8 - A
Productos (kg/h)
Licor de xilosa 2679.9 2643.0 2679.9 2643.0 2679.9 2643.0 2679.9 2643.0
Pasta de
celulosa 1598.9 1227.8 1030.4 882.9 1656.4 1419.4 1060.7 908.7
Ácido ferúlico 75.8 24.9 75.8 24.9 75.8 24.9 75.8 24.9
Ácido p-
Cumárico 148.9 91.9 148.9 91.9 148.9 91.9 148.9 91.9

116 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
Benceno 16.7 25.2 7.7 10.1 23.6 33.1 20.9 29.3
Tolueno 28.5 43.0 13.1 17.2 40.3 56.6 35.8 50.1
Xileno 10.8 16.3 3.3 6.5 15.3 21.5 15.6 19.0
Requerimientos energéticos (MWh)
Calentamiento 105.8 106.2 137.5 137.6 177.1 177.0 190.1 189.8
Enfriamiento 87.5 85.5 116.9 114.6 169.2 166.6 183.4 180.7
En la Tabla 6.5 se observan los balances de materia y energía para las Biorefinerías
sin una etapa de hidrólisis ácida. En esta tabla como en la anterior están condensadas
las capacidades de producción de los productos principales de cada una de las
Biorefinerías planteadas.
Tabla 6.5. Balance de materia y energía para las Biorefinerías sin una etapa de hidrólisis ácida.
Sin Hidrólisis Ácida.
Casos 1 - B 2 - B 3 – B 4 - B 5 - B 6 - B 7 - B 8 - B
Productos (kg/h)
Pasta de
celulosa 1738.9 1346.0 1120.6 967.9 1801.5 1556.0 1153.6 996.1
Ácido ferúlico 82.5 100.8 82.5 100.8 82.5 100.8 82.5 100.8
Ácido p-
Cumárico 162.0 27.3 162.0 27.3 162.0 27.3 162.0 27.3
Benceno 18.1 27.6 9.9 12.3 25.6 36.3 22.8 32.1
Tolueno 31.0 47.2 16.8 20.9 43.8 62.0 38.9 54.9
Xileno 11.8 17.9 4.2 5.1 16.6 23.5 14.8 20.8

Capítulo 6 117
Requerimientos energéticos (MWh)
Calentamiento 95.1 95.4 127.6 127.2 168.2 167.2 181.5 180.2
Enfriamiento 79.7 77.7 109.8 107.3 163.1 159.8 177.6 174.1
En la tabla anterior se reportan los requerimientos energéticos y se observa una
disminución en los servicios de calentamiento y enfriamiento en cada una de las
Biorefinerías. Esto se puede explicar ya que no se evalúa una de las etapas con mayor
consumo de energía (hidrólisis ácida preliminar).
6.5.2 Evaluación económica.
La evaluación económica de las Biorefinerías se clasifica a continuación en dos tipos
de resultados y el análisis se clasifica de acuerdo al proceso de extracción con el cual
se obtuvo la lignina. Este proceso de extracción se convierte en el principal de las
Biorefinerías pues es de allí donde se tiene la materia para la producción de los
productos principales. En la primera parte se evalúan las Biorefinerías donde en el
proceso de extracción se obtiene una lignina sin trazas de azufre, con cada uno de sus
escenarios planteados. Estos procesos son el alcalino y Organosolv. En la segunda
parte se evalúan las Biorefinerías donde la lignina proveniente del proceso de
extracción presenta trazas de compuestos azufrados, nuevamente con sus casos
planteados. Estos procesos son el Kraft y con sulfito. Para cada caso planteado y sus
respectivos escenarios se presentan los costos totales, la distribución de costos
asociada con cada biorefinería, el valor presente neto, el índice de rentabilidad y el
periodo en el que se recupera si se llegase a hacer una inversión inicial. El
comportamiento que presenta cada una de las Biorefinerías es similar, en cuanto a
que a medida que se aplican los niveles de integración los costos totales se van
disminuyendo.

118 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
Costo total de las Biorefinerías con proceso de extracción de lignina Alcalina y Organosolv.
En la Figura 6.2 se presenta el costo total de las Biorefinerías con procesos de extracción alcalina y Organosolv. Para los casos 1, 2, 3 y 4 se
observa que los costos totales disminuyen cuando no se evalúa una etapa de hidrólisis ácida puesto que los costos de equipos, materias
primas, servicios, operacionales y demás afectan directamente en la disminución de los costos totales del proceso. Cuando se realizan las
integraciones másicas y energéticas también se presenta un decrecimiento en cuanto a los costos totales pero no son tan relevantes como
cuando se retira una etapa de proceso ya que las integraciones másicas solo involucran corrientes de aguas de tratamiento que son
ingresadas nuevamente al proceso y respecto a las integraciones energéticas, en todos los procesos (a excepción de la producción de
compuestos aromáticos) las temperaturas de las corrientes frías y calientes no superan los 120 °C.
Figura 6.2. Costo total de las Biorefinerías con proceso de extracción de lignina Alcalina y Organosolv (Millones USD).
78,7
50,043,2 41,2
78,2
47,5
37,3 36,8
67,3
47,2
37,5 37,0
67,3
47,7
37,6 36,9
0
20
40
60
80
100
USD($)
1 - A 1 - B 1 - C 1 - D 2 - A 2 - B 2 - C 2 - D 3 - A 3 - B 3 - C 3 - D 4 - A 4 - B 4 - C 4 - D

Capítulo 6 119
Las Biorefinerías con proceso de extracción de lignina alcalina para ambas materias primas con una etapa de hidrólisis ácida presentan un
costo total de 78 millones de dólares. Al dejar de evaluar la etapa de hidrólisis ácida los costos disminuyen en un 35 % y se obtienen costos
totales de aproximadamente 50 millones de dólares. Cuando son aplicados los niveles de integración, en el caso másico los costos disminuyen
en un 48 % con respecto al escenario A (biorefinería con hidrólisis ácida) y para el caso energético los costos decrecen en un 50 %
nuevamente con respecto al escenario A. Se observa que la disminución en la mitad de los costos totales a medida que se retiran etapas o se
aplican niveles de integración es una reducción grande. Sin embargo si se mira entre niveles de integración solo se disminuye un 2 % sobre el
total por las razones expresadas anteriormente. Se observar igualmente este comportamiento para las Biorefinerías que extraen lignina por
medio del proceso Organosolv en donde el escenario A presenta un valor de 67 millones de dólares, sin etapa de hidrólisis ácida los costos se
reducen en un 30 % y se obtienen costos alrededor de los 47 millones de dólares. Finalmente cuando se evalúan los niveles de integración
respecto al escenario A, la disminución es de 44.0 y 44.7 % para integraciones másicas y energéticas respectivamente. En este caso la
reducción del costo total entre las integraciones es de solo 0.7 %.
Distribución de costos asociada a las Biorefinerías con proceso de extracción de lignina Alcalina y
Organosolv.
Los costos totales de cada uno de los procesos de las Biorefinerías alcalina y Organosolv se distribuyen principalmente en la evaluación de
cuatro ítems que son las materias primas, servicios, costos operacionales y depreciación de capital. A continuación en la Tabla 6.6 se presenta
la distribución de costos para los casos 1 - 4 y cada uno de sus escenarios.
Tabla 6.6 Distribución de costos asociada a las Biorefinerías con proceso de extracción de lignina Alcalina y Organosolv.
Bagazo de caña

120 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
Ítem
1 - A 1 - B 1 - C 1 - D 3 - A 3 - B 3 - C 3 - D
Millones
US$/año
(%)
Millones
US$/año
(%)
Millones
US$/año
(%)
Millones
US$/año
(%)
Millones
US$/año
(%)
Millones
US$/año
(%)
Millones
US$/año
(%)
Millones
US$/año
(%)
Materias
primas 61.94 78.7 40.81 81.6 34.05 78.8 34.05 82.6 60.31 89.6 42.25 89.5 32.60 86.8 32.60 88.2
Servicios 11.21 14.2 5.55 11.1 5.55 12.8 3.53 8.6 1.54 2.3 1.20 2.5 1.20 3.2 0.64 1.7
Costos
operativos 5.08 6.5 3.52 7.0 3.52 8.1 3.52 8.5 4.95 7.4 3.64 7.7 3.64 9.7 3.64 9.8
Depreciación 0.48 0.6 0.10 0.2 0.10 0.2 0.10 0.2 0.48 0.7 0.10 0.2 0.10 0.3 0.10 0.3
Cascarilla de arroz
Ítem
2 - A 2 - B 2 - C 2 - D 4 - A 4 - B 4 - C 4 - D
Millones
US$/año
(%)
Millones
US$/año
(%)
Millones
US$/año
(%)
Millones
US$/año
(%)
Millones
US$/año
(%)
Millones
US$/año
(%)
Millones
US$/año
(%)
Millones
US$/año
(%)

Capítulo 6 121
Materias
primas 61.63 78.8 42.48 89.5 32.33 86.7 32.33 87.8 60.88 90.4 42.57 89.3 32.46 86.4 32.46 88.0
Servicios 11.06 14.1 1.36 2.9 1.36 3.6 0.87 2.4 1.52 2.3 1.54 3.2 1.54 4.1 0.83 2.3
Costos
operativos 5.05 6.5 3.52 7.4 3.52 9.4 3.52 9.6 4.43 6.6 3.49 7.3 3.49 9.3 3.49 9.5
Depreciación 0.47 0.6 0.10 0.2 0.10 0.3 0.10 0.3 0.47 0.7 0.10 0.2 0.10 0.3 0.10 0.3
Costo total de las Biorefinerías con proceso de extracción de lignina Kraft y con Sulfito.
A continuación en la Figura 6.3 se presenta el costo total de las Biorefinerías donde la lignina es obtenida con trazas de azufre (procesos Kraft
y con sulfito) que son los casos 5, 6, 7 y 8 con cada uno de sus respectivos escenarios. Como en los dos casos anteriores se presenta un
comportamiento similar en el cual a medida que no se evalúa una etapa de hidrólisis ácida o se aplican niveles de integración como el másico
y energético los costos totales disminuyen ya que se afectan directamente los costos en equipos, materias primas, servicios, etc. Se presenta
una reducción en los costos totales un poco mayor cuando se aplican los niveles de integración en estos procesos de extracción de lignina ya
que las temperaturas a las cuales se trabaja son mayores a los 170 °C y es posible realizar mayor cantidad de integraciones energéticas pues
los requerimientos de calentamiento y enfriamiento son mayores y pueden ser aprovechados.
Para el caso 5 y 6 donde la obtención de lignina se realiza por medio del proceso Kraft el costo total para el escenario A es de
aproximadamente 89 millones de dólares, sin etapa de hidrólisis ácida los costos disminuyen en un 35 % con un costo total de 58 millones de
dólares. Cuando se aplican los niveles de integración másicos y energéticos en las Biorefinerías con proceso de extracción Kraft los costos

122 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
totales decrecen en un 46 y 51 % respecto a los escenarios C y D respectivamente. Entre las integraciones se presenta una diferencia del 5 %
que es mayor que en los otros casos anteriormente planteados.
Figura 6.3 Costo total de las Biorefinerías con proceso de extracción de lignina Kraft y con Sulfito (Millones USD).
Por otro lado tenemos el último proceso de extracción de lignina el cual utiliza sulfito como agente delignificante. Este presenta los costos
totales más altos de los 4 procesos de obtención de lignina evaluados con un valor de 99 millones de dólares. Sin etapa de hidrólisis ácida los
costos totales disminuyen en un 31 % con un valor aproximado de 68 millones de dólares. Nuevamente cuando los procesos son sometidos a
integraciones másicas y energéticas se obtienen disminuciones con respecto al escenario A. En el caso de las integraciones másicas se logra
89,2
58,0
48,343,3
88,5
57,6
48,043,0
99,5
68,3
56,652,7
98,7
67,8
56,252,4
0
20
40
60
80
100
USD($)
5 - A 5 - B 5 - C 5 - D 6 - A 6 - B 6 - C 6 - D 7 - A 7 - B 7 - C 7 - D 8 - A 8 - B 8 - C 8 - D

Capítulo 6 123
una disminución del y para las integraciones energéticas se logra una del 47 %. En este caso en particular entre los niveles de integración se
presenta una reducción en los costos de un 4 % que equivale a unos 4 millones de dólares
Distribución de costos asociada a las Biorefinerías con proceso de extracción de lignina Kraft y con
Sulfito.
La distribución de costos asociadas a las Biorefinerías con los procesos de extracción Kraft y con sulfito se encuentra reportados en la Tabla
6.7 con cada uno de los escenarios planteados. Como en los casos anteriores los cuatro ítems evaluados nuevamente son los costos de
materias primas, servicios, costos operacionales y depreciación de capital.
Tabla 6.7 Distribución de costos asociada a las Biorefinerías con proceso de extracción de lignina Kraft y con Sulfito.
Bagazo de caña
Ítem
5 - A 5 - B 5 - C 5 - D 7 - A 7 - B 7 - C 7 - D
Millones
US$/año
(%)
Millones
US$/año
(%)
Millones
US$/año
(%)
Millones
US$/año
(%)
Millones
US$/año
(%)
Millones
US$/año
(%)
Millones
US$/año
(%)
Millones
US$/año
(%)
Materias
primas 61.74 69.3 42.25 72.9 32.60 67.5 32.60 75.3 70.14 70.5 50.64 74.1 38.94 68.8 38.94 73.8
Servicios 21.87 24.5 11.99 20.7 11.99 24.8 6.94 16.0 23.19 23.3 13.31 19.5 13.31 23.5 9.44 17.9

124 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
Costos
operativos 5.06 5.7 3.64 6.3 3.64 7.5 3.64 8.4 5.73 5.8 4.26 6.2 4.26 7.5 4.26 8.1
Depreciación 0.48 0.5 0.10 0.2 0.10 0.2 0.10 0.2 0.48 0.5 0.10 0.1 0.10 0.2 0.10 0.2
Cascarilla de arroz
Ítem
6 - A 6 - B 6 - C 6 - D 8 - A 8 - B 8 - C 8 - D
Millones
US$/año
(%)
Millones
US$/año
(%)
Millones
US$/año
(%)
Millones
US$/año
(%)
Millones
US$/año
(%)
Millones
US$/año
(%)
Millones
US$/año
(%)
Millones
US$/año
(%)
Materias
primas 61.35 69.3 42.04 73.0 32.46 67.6 32.46 75.5 69.60 70.5 50.29 74.2 38.67 68.8 38.67 73.9
Servicios 21.65 24.5 11.95 20.8 11.95 24.9 6.95 16.2 22.96 23.3 13.26 19.6 13.26 23.6 9.44 18.0
Costos
operativos 5.03 5.7 3.48 6.1 3.48 7.3 3.48 8.1 5.69 5.8 4.15 6.1 4.15 7.4 4.15 7.9
Depreciación 0.47 0.5 0.10 0.2 0.10 0.2 0.10 0.2 0.47 0.5 0.10 0.1 0.10 0.2 0.10 0.2

Valor presente neto (VPN), índice de rentabilidad y período de
pago.
Se calculó el valor presente neto (VPN) para cada una de los casos planteados de las
Biorefinerías. Se observa que la obtención de productos con alto valor agregado como
los compuestos fenólicos logra que la rentabilidad obtenida o margen de ganancia en
cada una de las Biorefinerías sea positiva. Las Biorefinerías con procesos de extracción
alcalino, Kraft y con sulfitos a partir de bagazo de caña presentan los valores más altos
en millones de dólares con 852.0, 862.4 y 819.7 respectivamente. Esto se debe
principalmente a que la cantidad de ácidos fenólicos extraídos para el bagazo de caña en
cada una de estas Biorefinerías es mayor respecto a los extraídos en la cascarilla de
arroz como se describe en el capítulo 4.
Figura 6.4. Valor presente neto (VPN) de las Biorefinerías y sus casos planteados.
Los índices de rentabilidad calculados para cada una de las Biorefinerías y los periodos
de pago donde es recuperada la inversión inicial se presentan a continuación en la Tabla
6.8. Las Biorefinerías que presentan el VPN más alto poseen índices de rentabilidad
alrededor de 1.77 seguidas de los casos alcalino con 1.71, Kraft con 1.67 y con sulfito
con 1.65, todos a partir de cascarilla de arroz. Además de esto, los periodos de pago que
presentan cada uno de los casos planteados no exceden el cuarto año para la
recuperación de la inversión inicial. Esto se debe principalmente a que la producción de
compuestos con alto valor agregado logra incrementar el margen de ganancia hasta
lograr que procesos con bajos rendimientos como el Organosolv logre ser auto-sostenible
852,0
693,4
862,4
586,3
299,0
215,6
819,7
552,7
0
200
400
600
800
1.000
VPN
USD($)
Millo
nes
1
2
3
4
5
6
7
8

126 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
en términos económicos ya que cuando es evaluado sólo para la extracción de lignina
presenta márgenes de ganancia negativos.
Tabla 6.8 Índice de rentabilidad y periodo de recuperación para las Biorefinerías y sus casos
planteados.
Casos Índice de
Rentabilidad
Periodo de
pago (Año)
1 1.77 1
2 1.71 2
3 1.77 1
4 1.67 3
5 1.57 4
6 1.55 4
7 1.76 1
8 1.65 3
6.5.3 Evaluación ambiental.
La evaluación ambiental que se realizó para cada uno de los 8 casos planteados se
presenta en la Figura 6.5. Los potenciales de impacto ambiental y los niveles que
presentan mayor influencia sobre las Biorefinerías son los pertenecientes al grupo de
impacto toxicológico global donde se encuentran los índices de potenciales de toxicidad
humana por ingestión y exposición (HTPI y HTPE) y el potencial de toxicidad terrestre
(TTP). Para el grupo que contiene las categorías de impacto atmosférico global el
potencial de oxidación fotoquímico (PCOP) también presenta valores elevados. En el
primer grupo (impacto toxicológico global) el impacto está relacionado principalmente con
las corrientes o efluentes contaminantes que dejan el proceso y deben ser sometidas a
un tratamiento, ya que la deposición arbitraria de todos estos residuos afecta la salud
pues posee compuestos tóxicos que al ser inhalados o puestos en contacto con seres
vivos causan reacciones no deseadas en el organismo. Por otro lado en el segundo
grupo (impacto atmosférico global) la categoría de producción de smog fotoquímico
(PCOP) es la que más contribuye sobre el potencial de impacto ambiental total y esto se
debe principalmente al uso de solventes que poseen radicales hidroxilo (OH·) en su
estructura química el cual es considerado como un compuesto orgánico volátil (VOC) que

Capítulo 6 127
genera reacciones de formación de smog cuando es expuesto a radiación UV [190], los
solventes que son utilizados en estos casos son metanol para la extracción de los
compuestos fenólicos y etanol en la extracción de lignina con el proceso Organosolv.
Figura 6.5 Potencial de impacto ambiental de las ocho categorías evaluadas para las
Biorefinerías y sus casos planteados (PEI/kg producto).
La suma de cada una de las ocho categorías de impacto evaluadas en las Biorefinerías
evidencia qué caso presenta un mayor potencial de impacto ambiental (PEI) total por
kilogramo de producto. En la Figura 6.6 se concluye que cuando se utiliza el proceso
Organosolv para delignificar en las Biorefinerías hay un aumento en el potencial de
impacto ambiental (0.42 PEI/kg de producto), por ende este proceso resulta menos
amigable con el medio ambiente. En segunda instancia se encuentran el proceso Kraft y
con sulfito con valores que esta alrededor de 0.28 PEI/kg de producto y son procesos
que trabajan compuestos azufrados muy dañinos para el medio ambiente. Por último los
procesos alcalinos a partir de bagazo de caña y cascarilla de arroz son entre los cuatro
procesos de extracción para las Biorefinerías lo casos donde el PEI/kg de producto es
menor con un valor de 0.24, logrando así que estas Biorefinerías sean las que presenten
los mejores índices tanto en rentabilidad como mitigando el daño hacia el medio
ambiente.
0
0,04
0,08
0,12
0,16
0,2
HTPI HTPE TTP ATP GWP ODP PCOP AP
PEI/kg producto
1 2 3 4 5 6 7 8

128 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
Figura 6.6. Potencial de impacto ambiental TOTAL para para las Biorefinerías y sus casos
planteados (PEI/kg producto).
6.6 Conclusiones.
El valor presente neto (VPN) demuestra que el proceso Alcalino, Kraft y con Sulfito
presentan los mayores índices de rentabilidad con periodos de recuperación de la
inversión inicial que no superan el primer año. La extracción de lignina es el proceso
más importante en la biorefinería pues define la calidad de la materia prima con la
cual se van a obtener los productos principales y de mayor valor agregado. El
proceso alcalino tiene una ventaja sobre los procesos que usan compuestos
azufrados ya que la lignina obtenida posee una mejor calidad.
Cuando no se evalúa una etapa preliminar de hidrólisis ácida y se aplican los niveles
de integración másicos y energéticos, los costos totales, los costos de materias
primas, los servicios, los costos operativos y la depreciación de capital disminuyen
haciendo que las Biorefinerías sean más sostenibles hablando en términos
económicos.
En términos ambientales, las Biorefinerías que presentan menor potencial de impacto
ambiental por kilogramo de producto (PEI/kg de producto) son las que presentan
0,24 0,240,28 0,28
0,42 0,42
0,27 0,28
0,00
0,10
0,20
0,30
0,40
0,50
PEI/kg producto
Total1 2 3 4 5 6 7 8

Capítulo 6 129
procesos de extracción alcalina donde la lignina obtenida presenta las cualidades
óptimas para la obtención de químicos finos como compuestos fenólicos.

7. Conclusiones.
Con el desarrollo de esta tesis de maestría se lograron realizar y establecer trabajos a
nivel científico y tecnológico sobre el aprovechamiento de residuos lignocelulósicos y
particularmente se demostró que la lignina extraída de materias primas como bagazo de
caña y cascarilla de arroz es una plataforma muy versátil de la cual se pueden obtener
diferentes productos de alto valor agregado. Asimismo, se logró evidenciar que no sólo
los procesos termoquímicos son una tecnología aplicable para el aprovechamiento de la
lignina, sino que existen también otros esquemas de uso, como los planteados en este
trabajo, en donde se utiliza de manera más integral la misma.
La presente tesis demostró que es posible obtener productos de alto valor agregado a
partir de un proceso de deslignificación (con hidrólisis alcalina) que, aunque no se
purificaron ni se llevaron a las especificaciones de un producto comercial, demostraron el
gran potencial económico que poseen. Lo anterior abre un nuevo panorama al momento
de analizar los procesos de deslignificación, enfocándose en determinar la relevancia
económica y los posibles aumentos en índices de rentabilidad del uso de la lignina
cuando se purifican productos como el ácido ferúlico y p-cumárico, los cuales están
orientados a suplir demandas específicas del mercado.
La evaluación de los procesos de extracción de lignina dejó como resultado un análisis
preliminar en términos económicos y ambientales que sirve como punto de partida para
posteriores estudios. Se logró demostrar que la extracción de lignina con Sulfito es el
proceso que presenta los mejores índices económicos y el menor impacto ambiental,
aunque cabe resaltar que la lignina obtenida no presenta las mejores condiciones pues
los compuestos azufrados utilizados en dicho proceso limitan la obtención de químicos
finos.

132 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
Tras la realización del proceso de gasificación se observó que materias primas como el
bagazo de caña y la cascarilla de arroz por sí solas no pueden ser utilizadas para la
producción de energía eléctrica ya que presentan diferentes inconvenientes con respecto
a la tecnología utilizada. Sin embargo, cuando se utilizaron estas materias primas
mezcladas junto con ciertas biomasas de referencia se logró producir gas de síntesis y
por ende energía eléctrica. Adicionalmente, los datos generados en la etapa experimental
se soportaron en las simulaciones realizadas, las cuales validaron y confirmaron los
resultados obtenidos.
Cuando se pasó de evaluar los procesos standalone de extracción de lignina a
integrarlos bajo un esquema de Biorefinería con integraciones másicas y energéticas, se
determinó que la etapa de mayor importancia es la extracción de lignina, ya que la
calidad de la misma es un factor de vital importancia para la obtención de productos con
alto valor agregado. Se observó entonces que la Biorefinería que utiliza un proceso
alcalino en su etapa de deslignificación se torna en una de las opciones más atractivas
en términos técnicos, económicos y ambientales.

Referencias
[1] F. Lu and J. Ralph, Chapther 6 - Lignin, 1st ed. Elsevier.
[2] J. Y. Kim, H. Hwang, S. Oh, Y. S. Kim, U. J. Kim, and J. W. Choi, “Investigation of
structural modification and thermal characteristics of lignin after heat treatment.,”
Int. J. Biol. Macromol., vol. 66, pp. 57–65, May 2014.
[3] M. N. Mohamad Ibrahim and S. B. Chuah, “Characterization of Lignin precipitated
from the soda black liquor of oil palm empy fruit bunch fibers by various mineral
acids.,” vol. 21, pp. 57–67, 2004.
[4] F. Cotana, G. Cavalaglio, A. Nicolini, M. Gelosia, V. Coccia, A. Petrozzi, and L.
Brinchi, “Lignin as Co-product of Second Generation Bioethanol Production from
Ligno-cellulosic Biomass,” Energy Procedia, vol. 45, no. 0, pp. 52–60, 2014.
[5] A. U. Buranov and G. Mazza, “Lignin in straw of herbaceous crops,” Ind. Crops
Prod., vol. 28, no. 3, pp. 237–259, Nov. 2008.
[6] P. Alvira, E. Tomás-Pejó, M. Ballesteros, and M. J. Negro, “Pretreatment
technologies for an efficient bioethanol production process based on enzymatic
hydrolysis: A review,” Bioresour. Technol., vol. 101, no. 13, pp. 4851–4861, 2010.
[7] R. Singh, S. Singh, K. D. Trimukhe, K. V. Pandare, K. B. Bastawade, D. V.
Gokhale, and a. J. Varma, “Lignin-carbohydrate complexes from sugarcane
bagasse: Preparation, purification, and characterization,” Carbohydr. Polym., vol.
62, no. 1, pp. 57–66, 2005.
[8] S. Sahoo, M. Ö. Seydibeyoğlu, A. K. Mohanty, and M. Misra, “Characterization of
industrial lignins for their utilization in future value added applications,” Biomass
and Bioenergy, vol. 35, no. 10, pp. 4230–4237, Oct. 2011.

134 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
[9] B. Kamm, P. R. Gruber, and M. Kamm, “Biorefineries – Industrial Processes and
Products,” Encyclopedia of Industrial Chemical. pp. 1–30, 2012.
[10] J. Zakzeski, P. C. A. Bruijnincx, A. L. Jongerius, and B. M. Weckhuysen, “The
catalytic valorization of lignin for the production of renewable chemicals.,” Chem.
Rev., vol. 110, no. 6, pp. 3552–99, Jun. 2010.
[11] M. J. Taherzadeh and K. Karimi, “Pretreatment of lignocellulosic wastes to improve
ethanol and biogas production: a review.,” Int. J. Mol. Sci., vol. 9, no. 9, pp. 1621–
51, Sep. 2008.
[12] Y. Zheng, J. Zhao, F. Xu, and Y. Li, “Pretreatment of lignocellulosic biomass for
enhanced biogas production,” Prog. Energy Combust. Sci., vol. 42, pp. 35–53, Jun.
2014.
[13] N. E. El Mansouri and J. Salvadó, “Analytical methods for determining functional
groups in various technical lignins,” Ind. Crops Prod., vol. 26, no. 2, pp. 116–124,
2007.
[14] M. Alekhina, O. Ershova, A. Ebert, S. Heikkinen, and H. Sixta, “Softwood kraft
lignin for value-added applications: Fractionation and structural characterization,”
Ind. Crops Prod., vol. 66, pp. 220–228, 2015.
[15] P. B. Subhedar and P. R. Gogate, “Alkaline and ultrasound assisted alkaline
pretreatment for intensification of delignification process from sustainable raw-
material,” Ultrason. Sonochem., vol. 21, no. 1, pp. 216–225, 2014.
[16] M. H. Sipponen, C. Lapierre, V. Méchin, and S. Baumberger, “Isolation of
structurally distinct lignin-carbohydrate fractions from maize stem by sequential
alkaline extractions and endoglucanase treatment.,” Bioresour. Technol., vol. 133,
pp. 522–8, Apr. 2013.
[17] W. Jonglertjunya, T. Juntong, N. Pakkang, N. Srimarut, and C. Sakdaronnarong,
“Properties of lignin extracted from sugarcane bagasse and its efficacy in

Referencias 135
maintaining postharvest quality of limes during storage,” LWT - Food Sci. Technol.,
vol. 57, no. 1, pp. 116–125, Jun. 2014.
[18] Z. Li and Y. Ge, “Antioxidant activities of lignin extracted from sugarcane bagasse
via different chemical procedures.,” Int. J. Biol. Macromol., vol. 51, no. 5, pp. 1116–
20, Dec. 2012.
[19] W. O. S. Doherty, P. Mousavioun, and C. M. Fellows, “Value-adding to cellulosic
ethanol: Lignin polymers,” Ind. Crops Prod., vol. 33, no. 2, pp. 259–276, Mar. 2011.
[20] H. A. Ruiz, D. S. Ruzene, and D. P. Silva, “Development and Characterization of
an Environmentally Friendly Process Sequence ( Autohydrolysis and Organosolv )
for Wheat Straw Delignification,” Appl. Biochem. Biotechnol., vol. 164, no. 5, pp.
629–641, 2011.
[21] Y. Xu, K. Li, and M. Zhang, “Lignin precipitation on the pulp fibers in the ethanol-
based organosolv pulping,” Colloids Surfaces A Physicochem. Eng. Asp., vol. 301,
no. 1–3, pp. 255–263, Jul. 2007.
[22] P. S. B. Dos Santos, X. Erdocia, D. A. Gatto, and J. Labidi, “Characterisation of
Kraft lignin separated by gradient acid precipitation,” Ind. Crops Prod., vol. 55, pp.
149–154, 2014.
[23] F. S. Chakar and A. J. Ragauskas, “Review of current and future softwood kraft
lignin process chemistry,” Ind. Crops Prod., vol. 20, no. 2, pp. 131–141, 2004.
[24] R. J. A. Gosselink, “Lignin as a renewable aromatic resource for the chemical
industry,” 2011.
[25] L. P. Christov, M. Akhtar, and B. a. Prior, “The potential of biosulfite pulping in
dissolving pulp production,” Enzyme Microb. Technol., vol. 23, no. 1–2, pp. 70–74,
Jul. 1998.
[26] S. Laurichesse and L. Avérous, “Chemical modification of lignins: Towards
biobased polymers,” Prog. Polym. Sci., vol. 39, no. 7, pp. 1266–1290, Nov. 2013.

136 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
[27] A. Nadif, D. Hunkeler, and P. Käuper, “Sulfur-free lignins from alkaline pulping
tested in mortar for use as mortar additives.,” Bioresour. Technol., vol. 84, no. 1,
pp. 49–55, Aug. 2002.
[28] G. Sena-Martins, E. Almeida-Vara, and J. C. Duarte, “Eco-friendly new products
from enzymatically modified industrial lignins,” Ind. Crops Prod., vol. 27, no. 2, pp.
189–195, 2008.
[29] S. Kang, X. Li, J. Fan, and J. Chang, “Hydrothermal conversion of lignin : A review,”
Renew. Sustain. Energy Rev., vol. 27, pp. 546–558, 2013.
[30] M. Hamaguchi, M. Cardoso, and E. Vakkilainen, “Alternative technologies for
biofuels production in kraft pulp mills-potential and prospects,” Energies, vol. 5, no.
7, pp. 2288–2309, 2012.
[31] I. A. Sánchez, “Obtención y caracterización de Biodiesel a partir de aceite de
semillas de Ricinus communis. (Higuerilla) Modificadas géneticamente y cultivadas
en el eje cafetero,” 2012.
[32] “Standard Specification for Aviation Turbine Fuels 1 (ASTM D1655-13),” 2013.
[33] H. Lange, S. Decina, and C. Crestini, “Oxidative upgrade of lignin – Recent routes
reviewed,” Eur. Polym. J., vol. 49, no. 6, pp. 1151–1173, Jun. 2013.
[34] S. I. Mussatto, J. Moncada, I. C. Roberto, and C. A. Cardona, “Techno-economic
analysis for brewer’s spent grains use on a biorefinery concept: the Brazilian
case.,” Bioresour. Technol., vol. 148, pp. 302–10, Nov. 2013.
[35] V. E. Tarabanko, Y. V. Chelbina, A. V. Kudryashev, and N. V. Tarabanko,
“Separation of Vanillin and Syringaldehyde Produced from Lignins,” Sep. Sci.
Technol., vol. 48, no. 1, pp. 127–132, Jan. 2013.

Referencias 137
[36] T. Chen, J. Wu, J. Zhang, J. Wu, and L. Sun, “Gasification kinetic analysis of the
three pseudocomponents of biomass-cellulose, semicellulose and lignin.,”
Bioresour. Technol., vol. 153, pp. 223–9, Feb. 2014.
[37] P. J. M. Carrott and M. M. L. R. Carrott, “Lignin--from natural adsorbent to activated
carbon: a review.,” Bioresour. Technol., vol. 98, no. 12, pp. 2301–12, Sep. 2007.
[38] A. Tejado, C. Peña, J. Labidi, J. M. Echeverria, and I. Mondragon, “Physico-
chemical characterization of lignins from different sources for use in phenol-
formaldehyde resin synthesis,” Bioresour. Technol., vol. 98, no. 8, pp. 1655–1663,
2007.
[39] W. Zhang, Y. Ma, C. Wang, S. Li, M. Zhang, and F. Chu, “Preparation and
properties of lignin–phenol–formaldehyde resins based on different biorefinery
residues of agricultural biomass,” Ind. Crops Prod., vol. 43, pp. 326–333, May
2013.
[40] A. Meuwese, “The sustainability of producing BTX from biomass,” 2013.
[41] F. G. Calvo-Flores and J. A. Dobado, “Lignin as renewable raw material.,”
ChemSusChem, vol. 3, no. 11, pp. 1227–35, Nov. 2010.
[42] N. Smolarski, “High-Value Opportunities for Lignin : Unlocking its Potential Lignin
potential,” 2012.
[43] P. Manara, a. Zabaniotou, C. Vanderghem, and a. Richel, “Lignin extraction from
Mediterranean agro-wastes: Impact of pretreatment conditions on lignin chemical
structure and thermal degradation behavior,” Catal. Today, vol. 223, pp. 25–34,
Mar. 2014.
[44] S. N. Naik, V. V. Goud, P. K. Rout, and A. K. Dalai, “Production of first and second
generation biofuels: A comprehensive review,” Renew. Sustain. Energy Rev., vol.
14, no. 2, pp. 578–597, 2010.

138 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
[45] P. Lv, Z. Yuan, C. Wu, L. Ma, Y. Chen, and N. Tsubaki, “Bio-syngas production
from biomass catalytic gasification,” Energy Convers. Manag., vol. 48, no. 4, pp.
1132–1139, 2007.
[46] J. D. Martínez, K. Mahkamov, R. V. Andrade, and E. E. Silva Lora, “Syngas
production in downdraft biomass gasifiers and its application using internal
combustion engines,” Renew. Energy, vol. 38, no. 1, pp. 1–9, 2012.
[47] K. Göransson, U. Söderlind, J. He, and W. Zhang, “Review of syngas production
via biomass DFBGs,” Renew. Sustain. Energy Rev., vol. 15, no. 1, pp. 482–492,
2011.
[48] C. Di Blasi, “Dynamic behaviour of stratified downdraft gasifiers,” Chem. Eng. Sci.,
vol. 55, no. 15, pp. 2931–2944, 2000.
[49] B. V. Babu and P. N. Sheth, “Modeling and simulation of reduction zone of
downdraft biomass gasifier: Effect of char reactivity factor,” Energy Convers.
Manag., vol. 47, no. 15–16, pp. 2602–2611, 2006.
[50] P. N. Sheth and B. V. Babu, “Experimental studies on producer gas generation
from wood waste in a downdraft biomass gasifier,” Bioresour. Technol., vol. 100,
no. 12, pp. 3127–3133, 2009.
[51] Y. Shen, L. Jin, P. Xiao, Y. Lu, and J. Bao, “Total phenolics, flavonoids, antioxidant
capacity in rice grain and their relations to grain color, size and weight,” J. Cereal
Sci., vol. 49, no. 1, pp. 106–111, 2009.
[52] B. Max, A. M. Torrado, A. B. Moldes, A. Converti, and J. M. Domínguez, “Ferulic
acid and p-coumaric acid solubilization by alkaline hydrolysis of the solid residue
obtained after acid prehydrolysis of vine shoot prunings: Effect of the hydroxide
and pH,” Biochem. Eng. J., vol. 43, no. 2, pp. 129–134, 2009.

Referencias 139
[53] P. Torre, B. Aliakbarian, B. Rivas, J. M. Domínguez, and A. Converti, “Release of
ferulic acid from corn cobs by alkaline hydrolysis,” Biochem. Eng. J., vol. 40, no. 3,
pp. 500–506, 2008.
[54] S. Martins, S. I. Mussatto, G. Martínez-Avila, J. Montañez-Saenz, C. N. Aguilar,
and J. A. Teixeira, “Bioactive phenolic compounds: Production and extraction by
solid-state fermentation. A review,” Biotechnol. Adv., vol. 29, no. 3, pp. 365–373,
2011.
[55] S. Ou, Y. Luo, F. Xue, C. Huang, N. Zhang, and Z. Liu, “Seperation and purification
of ferulic acid in alkaline-hydrolysate from sugarcane bagasse by activated
charcoal adsorption/anion macroporous resin exchange chromatography,” J. Food
Eng., vol. 78, no. 4, pp. 1298–1304, 2007.
[56] S. I. Mussatto, G. Dragone, and I. C. Roberto, “Ferulic and p-coumaric acids
extraction by alkaline hydrolysis of brewer’s spent grain,” Ind. Crops Prod., vol. 25,
no. 2, pp. 231–237, Feb. 2007.
[57] P. Azadi, O. R. Inderwildi, R. Farnood, and D. A. King, “Liquid fuels, hydrogen and
chemicals from lignin: A critical review,” Renew. Sustain. Energy Rev., vol. 21, pp.
506–523, May 2013.
[58] F. Cherubini and A. H. Strømman, “Chemicals from lignocellulosic biomass :
opportunities , perspectives and potential of biorefinery systems,” Biofuels,
Bioprod. Biorefining, vol. 5, no. 7491, pp. 548–561, 2011.
[59] “Hidrocarburos aromáticos. Guía de productos químicos.,” Enciclopedia de salud y
seguridad en el trabajo. pp. 1–10, 2012.
[60] M. Chávez-Sifontes and M. E. Domine, “Lignin, Structure and Applications:
Depolymerization Methods for obtaining aromatic derivatives of industrial interest.,”
Av. en Ciencias e Ingenería, vol. 4, no. 4, pp. 15–46, 2013.

140 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
[61] X. Li, L. Su, Y. Wang, Y. Yu, C. Wang, X. Li, and Z. Wang, “Catalytic fast pyrolysis
of Kraft lignin with HZSM-5 zeolite for producing aromatic hydrocarbons,” Front.
Environ. Sci. Eng. China, vol. 6, no. 3, pp. 295–303, 2012.
[62] M. Fan, P. Jiang, P. Bi, S. Deng, L. Yan, Q. Zhai, T. Wang, and Q. Li, “Directional
synthesis of ethylbenzene through catalytic transformation of lignin,” Bioresour.
Technol., vol. 143, pp. 59–67, 2013.
[63] Y. R. Loh, D. Sujan, M. E. Rahman, and C. a. Das, “Sugarcane bagasse—The
future composite material: A literature review,” Resour. Conserv. Recycl., vol. 75,
pp. 14–22, 2013.
[64] C. A. Cardona, J. A. Quintero, and I. C. Paz, “Production of bioethanol from
sugarcane bagasse: Status and perspectives,” Bioresour. Technol., vol. 101, no.
13, pp. 4754–4766, 2010.
[65] P. H. Fernandes-Pereira, H. C. Jacobus-Voorwald, M. O. H. Cioffi, D. R. Mulinari,
S. M. Da Luz, and M. L. Da Silva, “Sugarcane bagasse pulping and bleaching:
Thermal and chemical characterization,” Bioresour. Technol., vol. 6, no. 3, pp.
2471–2482, 2011.
[66] “Sector Azucarero Colombiano (Asocaña). Disponible en:
www.asocana.org/modules/documentos/5528.aspx. Citado: 2015/05/12.” .
[67] A. Pandey, C. R. Soccol, P. Nigam, and V. T. Soccol, “Biotechnological potential of
agro-industrial residues. I: Sugarcane bagasse,” Bioresour. Technol., vol. 74, no. 1,
pp. 69–80, 2000.
[68] J. Moncada, M. . El-Halwagi, and C. A. Cardona, “Techno-economic analysis for a
sugarcane biorefinery: Colombian case.,” Bioresour. Technol., vol. 135, pp. 533–
43, 2013.
[69] J. Moncada, L. G. Matallana, and C. A. Cardona, “Selection of Process Pathways
for Biore fi nery Design Using Optimization Tools : A Colombian Case for

Referencias 141
Conversion of Sugarcane Bagasse to Ethanol , Poly-3-hydroxybutyrate ( PHB ),
and Energy,” 2013.
[70] “Centro de Investigación de la Caña de Azúcar de Colombia - Cenicaña.” .
[71] A. Bazargan, T. Gebreegziabher, C. W. Hui, and G. McKay, “The effect of alkali
treatment on rice husk moisture content and drying kinetics,” Biomass and
Bioenergy, vol. 70, pp. 468–475, 2014.
[72] A. B. Alias, D. C. Shallcross, and A. S. Sharifah, “Rice husk combustion evolved
gas analysis experiments and modelling,” Biomass and Bioenergy, vol. 78, pp. 36–
47, 2015.
[73] F. Adam, J. N. Appaturi, and A. Iqbal, “The utilization of rice husk silica as a
catalyst: Review and recent progress,” Catal. Today, vol. 190, no. 1, pp. 2–14,
2012.
[74] “Federación Nacional de Arroceros (Fedearroz). Disponible en:
www.fedearroz.com.co/new/consumo.php. Citado:2015/05/07.” .
[75] P. Jearanaisilawong, S. Eahkanong, B. Phungsara, and A. Manonukul,
“Determination of in-plane elastic properties of rice husk composite,” Mater. Des.,
vol. 76, pp. 55–63, 2015.
[76] N. Soltani, A. Bahrami, M. I. Pech-Canul, and L. A. González, “Review on the
physicochemical treatments of rice husk for production of advanced materials,”
Chem. Eng. J., vol. 264, pp. 899–935, 2015.
[77] S. J. Yoon, Y. I. Son, Y. K. Kim, and J. G. Lee, “Gasification and power generation
characteristics of rice husk and rice husk pellet using a downdraft fixed-bed
gasifier,” Renew. Energy, vol. 42, pp. 163–167, Jun. 2012.
[78] N. Soltani, A. Bahrami, and L. A. González, “Review on the physicochemical
treatments of rice husk for production of advanced materials,” Chem. Eng. J., vol.
264, pp. 899–935, 2015.

142 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
[79] S. Duque, “Evaluación y Simulación de la Producción de Glucosa a partir de
Plátano como Alternativa competitiva en el Mercado Nacional.,” Universidad
Nacional de Colombia sede Manizales, 2014.
[80] J. Moncada, “Design and Evaluation of Sustainable Biorefineries from Feedstocks
in Tropical Regions,” Universidad Nacional de Colombia. Sede Manizales, 2012.
[81] J. J. Bozell, “Biorefinery Production of Chemicals from Renewable Carbon,” Clean,
vol. 36(8), pp. 641–647, 2008.
[82] J. H. Clark, “Green chemistry for the second generation biorefinery - sustainable
chemical manufacturing based on biomass,” J. Chem. Technol. Biotechnol., vol.
82, no. April, pp. 1115–1121, 2007.
[83] F. Carvalheiro, L. C. Duarte, and F. M. Gírio, “Hemicellulose biorefineries: A review
on biomass pretreatments,” J. Sci. Ind. Res. (India)., vol. 67, no. 11, pp. 849–864,
2008.
[84] C. Jørgensen, H., Kristensen, J.B., Felby, “Enzymatic conversion of lignocellulose
into fermentable sugars: challenges and opportunities,” Biofuels, Bioprod.
Biorefining, vol. 1(2), pp. 119–134, 2007.
[85] Y. H. Percival-Zhang, “Reviving the carbohydrate economy via multi-product
lignocellulose biorefineries,” J. Ind. Microbiol. Biotechnol., vol. 35, no. 5, pp. 367–
375, 2008.
[86] P. Sannigrahi, Y. Pu, and A. Ragauskas, “Cellulosic biorefineries-unleashing lignin
opportunities,” Curr. Opin. Environ. Sustain., vol. 2, no. 5–6, pp. 383–393, 2010.
[87] J. H. Clark, R. Luque, and A. S. Matharu, “Green Chemistry, Biofuels, and
Biorefinery,” Annu. Rev. Chem. Biomol. Eng., vol. 3, no. 1, pp. 183–207, 2012.
[88] S. Octave and D. Thomas, “Biorefinery: Toward an industrial metabolism,”
Biochimie, vol. 91, no. 6, pp. 659–664, 2009.

Referencias 143
[89] B. Hames, R. O. Ruiz, C. Scarlata, A. Sluiter, J. Sluiter, and D. Templeton,
“Preparation of Samples for Compositional Analysis. Laboratory Analytical
Procedure (LAP). Technical report NREL/TP-510-42619,” 2008.
[90] A. Sluiter, R. Ruiz, C. Scarlata, J. Sluiter, and D. Templeton, “Determination of
Extractives in Biomass. Laboratory Analytical Procedure (LAP). Technical Report
NREL/TP-510-42619,” 2008.
[91] “Acid-insoluble lignin in wood and pulp (T-222-om-02). Interlaboratory Evaluation of
Test Methods to Determine TAPPI Repeatability and Reproducibility,” 2011.
[92] J. S. Han and J. S. Rowell, “Chapter 5. Chemical Composition of Fibers,” in Paper
and Composites from Agro-Based Resources, vol. 283, no. 150, 2008, pp. 83–134.
[93] H. Rabemanolontsoa and S. Saka, “Holocellulose Determination in Biomass,”
Green Energy Technol., vol. 108, pp. 135–140, 2012.
[94] A. Sluiter, B. Hames, R. O. Ruiz, C. Scarlata, J. Sluiter, and D. Templeton,
“Determination of Ash in Biomass. Laboratory Analytical Procedure (LAP).
Technical report NREL/TP-510-42622,” 2008.
[95] W. H. Chen, Y. J. Tu, and H. K. Sheen, “Disruption of sugarcane bagasse
lignocellulosic structure by means of dilute sulfuric acid pretreatment with
microwave-assisted heating,” Appl. Energy, vol. 88, no. 8, pp. 2726–2734, 2011.
[96] H. Boussarsar, B. Rogé, and M. Mathlouthi, “Optimization of sugarcane bagasse
conversion by hydrothermal treatment for the recovery of xylose,” Bioresour.
Technol., vol. 100, no. 24, pp. 6537–6542, 2009.
[97] G. J. M. Rocha, A. R. Gonçalves, B. R. Oliveira, E. G. Olivares, and C. E. V.
Rossell, “Steam explosion pretreatment reproduction and alkaline delignification
reactions performed on a pilot scale with sugarcane bagasse for bioethanol
production,” Ind. Crops Prod., vol. 35, no. 1, pp. 274–279, 2012.

144 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
[98] A. K. Chandel, S. S. da Silva, W. Carvalho, and O. V. Singh, “Sugarcane bagasse
and leaves: Foreseeable biomass of biofuel and bio-products,” J. Chem. Technol.
Biotechnol., vol. 87, no. 1, pp. 11–20, 2012.
[99] K. Hofsetz and M. A. Silva, “Brazilian sugarcane bagasse: Energy and non-energy
consumption,” Biomass and Bioenergy, vol. 46, pp. 564–573, 2012.
[100] L. Armesto, A. Bahillo, K. Veijonen, A. Cabanillas, and J. Otero, “Combustion
behaviour of rice husk in a bubbling fluidised bed,” Biomass and Bioenergy, vol. 23,
no. 3, pp. 171–179, 2002.
[101] A. Naji-Givi, S. Abdul-Rashid, F. N. Abdul Aziz, and M. A. Mohd-Salleh,
“Contribution of Rice Husk Ash to the Properties of Mortar and Concrete : A
Review,” J. Am. Sci., vol. 6, no. 3, pp. 157–165, 2010.
[102] H. Zhang, X. Ding, X. Chen, Y. Ma, Z. Wang, and X. Zhao, “A new method of
utilizing rice husk: Consecutively preparing d-xylose, organosolv lignin, ethanol and
amorphous superfine silica,” J. Hazard. Mater., vol. 291, pp. 65–73, 2015.
[103] V. Kirubakaran, V. Sivaramakrishnan, R. Nalini, T. Sekar, M. Premalatha, and P.
Subramanian, “A review on gasification of biomass,” Renew. Sustain. Energy Rev.,
vol. 13, no. 1, pp. 179–186, 2009.
[104] M. S. Abu Bakar and J. O. Titiloye, “Catalytic pyrolysis of rice husk for bio-oil
production,” J. Anal. Appl. Pyrolysis, vol. 103, pp. 362–368, 2013.
[105] X. Zhao, L. Wang, and D. Liu, “Effect of several factors on peracetic acid
pretreatment of sugarcane bagasse for enzymatic hydrolysis,” J. Chem. Technol.
Biotechnol., vol. 82, no. 3, pp. 1115–1121, 2007.
[106] C. Krishnan, L. da Costa Sousa, M. Jin, L. Chang, B. E. Dale, and V. Balan, “Alkali-
based AFEX pretreatment for the conversion of sugarcane bagasse and cane leaf
residues to ethanol,” Biotechnol. Bioeng., vol. 107, no. 3, pp. 441–450, 2010.

Referencias 145
[107] M. Kim and D. F. Day, “Composition of sugar cane, energy cane, and sweet
sorghum suitable for ethanol production at Louisiana sugar mills,” J. Ind. Microbiol.
Biotechnol., vol. 38, no. 7, pp. 803–807, 2011.
[108] N. Worasuwannarak, T. Sonobe, and W. Tanthapanichakoon, “Pyrolysis behaviors
of rice straw, rice husk, and corncob by TG-MS technique,” J. Anal. Appl. Pyrolysis,
vol. 78, no. 2, pp. 265–271, 2007.
[109] N. Johar, I. Ahmad, and A. Dufresne, “Extraction, preparation and characterization
of cellulose fibres and nanocrystals from rice husk,” Ind. Crops Prod., vol. 37, no. 1,
pp. 93–99, 2012.
[110] R. I. Muazu and J. A. Stegemann, “Effects of operating variables on durability of
fuel briquettes from rice husks and corn cobs,” Fuel Process. Technol., vol. 133,
pp. 137–145, 2015.
[111] A. Vishtal and A. Kraslawski, “Challenges in industrial applications of technical
lignins,” Bioresour. Technol., vol. 6, no. 3, pp. 3547–3568, 2011.
[112] R. Singh, A. Shukla, S. Tiwari, and M. Srivastava, “A review on deligni fi cation of
lignocellulosic biomass for enhancement of ethanol production potential,” Renew.
Sustain. Energy Rev., vol. 32, pp. 713–728, 2014.
[113] O. F. Castellanos, A. León, and V. Montañes, “Tendencias actuales en el
entendimiento de la vigilancia tecnológica como instrumento de inteligencia en la
organización.,” in Congreso Internacional de Información, 2006.
[114] O. F. Castellanos, C. Jimenez, and V. Montañes, “La vigilancia tecnológica como
instrumento de integración estratégica entre grupos de investigación a nivel
internacional.,” in Congreso Internacional de Información, 2006.
[115] Q. Jin, H. Zhang, L. Yan, L. Qu, and H. Huang, “Kinetic characterization for
hemicellulose hydrolysis of corn stover in a dilute acid cycle spray flow-through
reactor at moderate conditions,” Biomass and Bioenergy, vol. 35, no. 10, pp. 4158–
4164, Oct. 2011.

146 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
[116] M. Nikzard, G. Movagharnejad, D. Najafpour, and F. Talebnia, “Comparative
Studies on the Effect of Pretreatment of Rice Husk on Enzymatic Digestibility and
Bioethanol Production,” Int. J. Eng., vol. 26, no. 5, pp. 455–464, 2013.
[117] L. L. G. Fuentes, S. C. Rabelo, R. M. Filho, and A. C. Costa, “Kinetics of Lime
Pretreatment of Sugarcane Bagasse to Enhance Enzymatic Hydrolysis,” Appl.
Biochem. Biotechnol., vol. 163, pp. 612–625, 2011.
[118] L. Jim, V. Angulo, E. Ramos, M. J. De la Torre, and J. L. Ferrer, “Comparison of
various pulping processes for producing pulp from vine shoots,” Ind. Crops Prod.,
vol. 23, pp. 122–130, 2006.
[119] X. Zhao, R. Wu, and D. Liu, “Production of pulp , ethanol and lignin from sugarcane
bagasse by alkali-peracetic acid delignification,” Biomass and Bioenergy, vol. 5, pp.
2874–2882, 2011.
[120] H. Xu, G. Yu, X. Mu, C. Zhang, P. Deroussel, C. Liu, B. Li, and H. Wang, “Effect
and characterization of sodium lignosulfonate on alkali pretreatment for enhancing
enzymatic saccharification of corn stover,” Ind. Crop. Prod., vol. 76, pp. 638–646,
2015.
[121] A. García, M. Gonzáles A, R. Llano Ponte, and J. Labidi, “Energy and economic
assessment of soda and organosolv biorefinery processes,” Biomass and
Bioenergy, vol. 5, pp. 1–10, 2010.
[122] M. G. Adsul, J. E. Ghule, R. Singh, H. Shaikh, K. B. Bastawde, D. V. Gokhale, and
a. J. Varma, “Polysaccharides from bagasse: Applications in cellulase and
xylanase production,” Carbohydr. Polym., vol. 57, no. 1, pp. 67–72, 2004.
[123] S. S. Da Silva and A. S. Afschar, “Microbial production of xylitol from D-xylose
using Candida tropicalis,” Bioprocess Eng., vol. 11, no. 4, pp. 129–134, 1994.

Referencias 147
[124] S. B. Kim, S. J. You, Y. T. Kim, S. Lee, H. Lee, K. Park, and E. D. Park,
“Dehydration of D-xylose into furfural over H-zeolites,” Korean J. Chem. Eng., vol.
28, no. 3, pp. 710–716, 2011.
[125] M. Taal, I. Bulatov, J. Kleme, and P. Stehlík, “Cost estimation and energy price
forecasts for economic evaluation of retrofit projects.,” Appl. Therm. Eng, vol. 23,
pp. 1819–1835, 2003.
[126] J. Quintero, J. Moncada, and C. A. Cardona, “Techno-economic analysis of
bioethanol production from lignocellulosic residues in Colombia: a process
simulation approach.,” Bioresour. Technol., vol. 139, pp. 300–307, 2013.
[127] P. Sassner, M. Galbe, and G. Zacchi, “Techno-economic evaluation of bioethanol
production from three different lignocellulosic materials.,” Biomass and Bioenergy,
vol. 32, no. 5, pp. 422–430, 2008.
[128] V. Aristizábal, “Jet biofuel production from agroindustrial wastes through furfural
platform,” Universidad Nacional de Colombia. Sede Manizales, 2015.
[129] “Tomado de Fedebiocombustibles. FEDEBIOCOMBUSTIBLES: Precios de
Biocombustibles en Colombia. Disponible en:
www.fedebiocombustibles.com/estadistica-precios-titulo-
Alcohol_Carburante_(Etanol).htm. Citado: 26/09/2015.” .
[130] “Tomado de ICIS. Indicative Chemical Prices A-Z. Disponible en:
www.icis.com/chemicals/channel-info-chemicals-a-z. Citado: 15/08/2015.” .
[131] A. I. Solenzal, M. D. De los Ríos, E. A. Martínez, M. G. Bueno, and E. M. Santana,
“Tecnología del Proceso de Obtención de Licores de Xilosa a partir de Bagazo de
Caña, para la Producción Biotecnologica de Xilitol.,” Brazilian J. Food Technol., pp.
57–64, 2005.
[132] “Pulpa de celulosa - Precio Mensual - Precios de Materias Primas. Index Mundi,”
2015. [Online]. Available: http://www.indexmundi.com/es/precios-de-
mercado/?mercancia=pulpa-de-celulosa.

148 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
[133] Revista Nueva Mineria y Energía, “NME, N.m.y.E. LyD considers risky the proposal
of an energetic development based on shale gas,” 2013. .
[134] D. Young, R. Scharp, and H. Cabezas, “The waste reduction (WAR) algorithm:
environmental impacts, energy consumption, and engineering economics.,” Waste
Manag, vol. 20, pp. 605–615, 2000.
[135] H. Cabezas, J. C. Bare, and S. K. Mallick, “Pollution prevention with chemical
process simulators: The generalized waste reduction (WAR) algorithm - Full
version,” Comput. Chem. Eng., vol. 23, no. 4–5, pp. 623–634, 1999.
[136] D. M. Young and H. Cabezas, “Designing sustainable processes with simulation:
the waste reduction (WAR) algorithm,” Comput. Chem. Eng., vol. 23, pp. 1477–
1491, 1999.
[137] R. A. Silverstein, Y. Chen, R. R. Sharma-Shivappa, M. D. Boyette, and J. Osborne,
“A comparison of chemical pretreatment methods for improving saccharification of
cotton stalks,” Bioresour. Technol., vol. 98, no. 16, pp. 3000–3011, 2007.
[138] X. Liu, M. Lu, N. Ai, F. Yu, and J. Ji, “Kinetic model analysis of dilute sulfuric acid-
catalyzed hemicellulose hydrolysis in sweet sorghum bagasse for xylose
production,” Ind. Crops Prod., vol. 38, pp. 81–86, 2012.
[139] Q. Jin, H. Zhang, L. Yan, L. Qu, and H. Huang, “Kinetic characterization for
hemicellulose hydrolysis of corn stover in a dilute acid cycle spray flow-through
reactor at moderate conditions,” Biomass and Bioenergy, vol. 35, no. 10, pp. 4158–
4164, 2011.
[140] A. Khoddami, M. A. Wilkes, T. H. Roberts, and F. Sciences, “Techniques for
Analysis of Plant Phenolic Compounds,” Molecueles, vol. 18, pp. 2328–2375,
2013.
[141] X. Li, X. Li, L. Wang, Y. Li, Y. Xu, and M. Xue, “Simultaneous determination of
danshensu, ferulic acid, cryptotanshinone and tanshinone IIA in rabbit plasma by

Referencias 149
HPLC and their pharmacokinetic application in danxiongfang,” J. Pharm. Biomed.
Anal., vol. 44, no. 5, pp. 1106–1112, 2007.
[142] N. Blessing-Ekwe, “The effect of delignification on the saccharification of abakaliki
rice husk,” Pelagia Research library, vol. 3, no. 6. pp. 3902–3908, 2012.
[143] X. Zhao, E. Van der Heide, and D. Liu, “Delignification of sugarcane bagasse with
alkali and paracetic acid and characterization of the pulp,” Bioresour. Technol., vol.
5, pp. 1565–1580, 2010.
[144] F. Correira, D. N. Roy, and K. Goel, “Chemistry and delignification kinetics of
Canadian industrial Hemp,” J. Wood Chem. Technol., vol. 21, no. 2, pp. 97–111,
2001.
[145] B. Esteves, J. Gominho, J. C. Rodrigues, I. Miranda, and H. Pereira, “Pulping Yield
and Delignification Kinetics of Heartwood and Sapwood of Maritime Pine,” J. Wood
Chem. Technol., vol. 25, pp. 217–230, 2005.
[146] L. Jiménez, A. Rodríguez, A. Pérez, A. Moral, and L. Serrano, “Alternative raw
materials and pulping process using clean technologies,” Ind. Crop. Prod., vol. 28,
pp. 11–16, 2008.
[147] C. A. Rezende, M. A. De Lima, P. Maziero, and E. Ribeiro, “Chemical and
morphological characterization of sugarcane bagasse submitted to a delignification
process for enhanced enzymatic digestibility,” Biotechnol. Biofuels, vol. 54, no. 4,
pp. 54–60, 2011.
[148] M. F. Andrade and J. L. Colodette, “Dissolving pulp production from sugar cane
bagasse,” Ind. Crop. Prod., vol. 52, pp. 58–64, 2014.
[149] X. Zhao, F. Peng, K. Cheng, and D. Liu, “Enhancement of the enzymatic
digestibility of sugarcane bagasse by alkali – peracetic acid pretreatment,” Enzyme
Microb. Technol., vol. 44, pp. 17–23, 2009.

150 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
[150] A. Rodríguez, A. Moral, L. Serrano, J. Labidi, and L. Jiménez, “Rice straw pulp
obtained by using various methods,” Bioresour. Technol., vol. 99, pp. 2881–2886,
2008.
[151] Y. S. Cheng, Y. Zheng, C. W. Yu, T. M. Dooley, B. M. Jenkins, and J. S.
Vandergheynst, “Evaluation of High Solids Alkaline Pretreatment of Rice Straw,”
Appl. Environ. Microbiol., vol. 162, pp. 1768–1784, 2010.
[152] F. Xu, R. C. Sun, J. X. Sun, C. F. Liu, B. H. He, and J. S. Fan, “Determination of
cell wall ferulic and p -coumaric acids in sugarcane bagasse,” Anal. Chim. Acta,
vol. 552, pp. 207–217, 2005.
[153] S. Butsat and S. Siriamornpun, “Antioxidant capacities and phenolic compounds of
the husk , bran and endosperm of Thai rice,” Food Chem., vol. 119, no. 2, pp. 606–
613, 2010.
[154] K. Kim, R. Tsao, R. Yang, and S. W. Cui, “Phenolic acid profiles and antioxidant
activities of wheat bran extracts and the effect of hydrolysis conditions,” Food
Chem., vol. 95, pp. 466–473, 2006.
[155] J. Shen, S. Zhu, X. Liu, H. Zhang, and J. Tan, “The prediction of elemental
composition of biomass based on proximate analysis,” Energy Convers. Manag.,
vol. 51, no. 5, pp. 983–987, 2010.
[156] “Introducing the Power Pallet. All Power Labs,” 2012.
[157] “Power Pallet Operation Quick Reference Guide,” 2012.
[158] “Operation Manual GEK gasifier 10 kW. All Power Labs,” 2012.
[159] C. Chou, S. Lin, C. Peng, and W. Lu, “The optimum conditions for preparing solid
fuel briquette of rice straw by a piston-mold process using the Taguchi method,”
Fuel Process. Technol., vol. 90, no. 7–8, pp. 1041–1046, 2009.

Referencias 151
[160] C. Sheng and J. L. T. Azevedo, “Estimating the higher heating value of biomass
fuels from basic analysis data,” Biomass and Bioenergy, vol. 28, pp. 499–507,
2005.
[161] X. Zhu and R. Venderbosch, “A correlation between stoichiometrical ratio of fuel
and its higher heating value,” Fuel Process. Technol., vol. 84, pp. 1007–1010,
2005.
[162] C. Y. Yin, “Prediction of higher heating values of biomass from proximate and
ultimate analyses,” Fuel Process. Technol., vol. 90, pp. 1128–1132, 2011.
[163] S. Munir, S. S. Daood, W. Nimmo, A. M. Cunliffe, and B. M. Gibbs, “Thermal
analysis and devolatilization kinetics of cotton stalk , sugar cane bagasse and shea
meal under nitrogen and air atmospheres,” Bioresour. Technol., vol. 100, pp.
1413–1418, 2009.
[164] J. F. Saldarriaga, R. Aguado, A. Pablos, M. Amutio, M. Olazar, and J. Bilbao, “Fast
characterization of biomass fuels by thermogravimetric analysis (TGA),” Fuel
Process. Technol., vol. 140, pp. 744–751, 2015.
[165] J. Parikh, S. A. Channiwala, and G. K. Ghosal, “A correlation for calculating
elemental composition from proximate analysis of biomass materials,” Fuel
Process. Technol., vol. 86, pp. 1710–1719, 2007.
[166] E. Cetin, R. Gupta, and B. Moghtaderi, “Effect of pyrolysis pressure and heating
rate on radiata pine char structure and apparent gasification reactivity,” Fuel
Process. Technol., vol. 84, pp. 1328–1334, 2005.
[167] V. Strezov, B. Moghtaderi, and J. A. Lucas, “Computational calorimetric
investigation of the reactions during thermal conversion of wood biomass,”
Biomass and Bioenergy, vol. 27, pp. 459–465, 2004.
[168] J. Parikh, S. A. Channiwala, and G. K. Ghosal, “A correlation for calculating HHV
from proximate analysis of solid fuels,” Fuel Process. Technol., vol. 84, pp. 487–
494, 2005.

152 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
[169] P. Lv, Z. Yuan, L. Ma, C. Wu, Y. Chen, and J. Zhu, “Hydrogen-rich gas production
from biomass air and oxygen / steam gasification in a downdraft gasifier,” Renew.
Energy, vol. 32, pp. 2173–2185, 2007.
[170] Z. Mendiburu, A. Carvalho, R. Zanzi, and C. R. Coronado, “Thermochemical
equilibrium modeling of a biomass downdraft gasifier: Constrained and
unconstrained non-stoichiometric models.,” Energy, vol. 71, pp. 624–637, 2014.
[171] M. A. Hamad, A. M. Radwan, D. A. Heggo, and T. Moustafa, “Hydrogen rich gas
production from catalytic gasi fi cation of biomass,” Renew. Energy, vol. 85, pp.
1290–1300, 2016.
[172] C. Erlich and T. H. Fransson, “Downdraft gasification of pellets made of wood ,
palm-oil residues respective bagasse : Experimental study,” Appl. Energy, vol. 88,
pp. 899–908, 2011.
[173] G. Akay and C. A. Jordan, “Gasification of Fuel Cane Bagasse in a Downdraft
Gasifier : Influence of Lignocellulosic Composition and Fuel Particle Size on
Syngas Composition and Yield,” Energy & Fuels, vol. 25, pp. 2274–2283, 2011.
[174] C. Gai and Y. Dong, “Experimental study on non-woody biomass gasification in a
downdraft gasifier,” Hydrog. energy, vol. 7, pp. 1–10, 2012.
[175] Z. A. Zainal, R. Ali, C. H. Lean, and K. N. Seetharamu, “Prediction of performance
of a downdraft gasifier using equilibrium modeling for different biomass materials,”
Energy Convers. Manag., vol. 42, pp. 1499–1515, 2001.
[176] J. Daniel, K. Mahkamov, R. V Andrade, and E. E. Silva, “Syngas production in
downdraft biomass gasifiers and its application using internal combustion engines,”
Renew. Sustain. Energy Rev., vol. 38, 2012.
[177] F. Cherubini, M. Wellisch, and T. Willke, “Toward a common classification
approach for biorefinery systems,” Biofuels, Bioprod. Biorefining, vol. 3, no. 5, pp.
534–546, 2009.

Referencias 153
[178] A. F. Carvalho Azevedo, P. De Oliva Neto, D. Fernandes da Silva, and G. M.
Pastore, “Xylo-oligosaccharides from lignocellulosic materials: Chemical structure,
health benefits and production by chemical and enzymatic hydrolysis,” Food Res.
Int., vol. 51, no. 1, pp. 75–85, Apr. 2013.
[179] L. M. Torres, A. M. Fuquene, and O. F. Castellanos, “Surgimiento y desarrollo de la
vigilancia tecnológica: de las metrías a la gestión del conocimiento,” in X Taller de
Gestión Tecnológica y su Aplicación en la Industria Ponencia, 2006.
[180] O. F. Castellanos, S. Fonseca, and A. M. Fuquene, “Bases de la implementación
de un modelo de inteligencia para fortalecer el desarrollo tecnológico de la
industria de software y servicios asociados en Colombia.,” Ing. E Investig. ISSN
0120-5609, vol. 27, pp. 149–158, 2007.
[181] O. F. Castellanos, S. Fonseca, and A. M. Fuquene, “Valoración, selección y
pertinencia de herramientas de software utilizadas en vigilancia tecnológica,” Ing.
E Investig. ISSN 0120-5609, vol. 26, pp. 92–102, 2006.
[182] R. Purwadi, C. Niklasson, and M. J. Taherzadeh, “Kinetic study of detoxification of
dilute-acid hydrolyzates by Ca (OH)2,” J. Biotechnol., vol. 114, pp. 187–198, 2004.
[183] I. S. Mussatto and I. Conceicao, “Alternatives for detoxification of diluted-acid
lignocellulosic hydrolyzates for use in fermentative processes : a review,”
Bioresour. Technol., vol. 93, pp. 1–10, 2004.
[184] V. Hernández, J. M. Romero, J. A. Dávila, E. Castro, and C. A. Cardona, “Techno-
economic and environmental assessment of an olive stone based biorefinery,”
Resour. Conserv. Recycl., vol. 92, pp. 145–150, 2014.
[185] V. Aristizábal, A. Gómez, and C. A. Cardona, “Biorefineries based on coffee cut-
stems and sugarcane bagasse : Furan-based compounds and alkanes as
interesting products,” Bioresour. Technol., vol. 196, pp. 480–489, 2015.

154 Evaluación técnica, económica y ambiental de una biorefinería a partir de
materias primas con alto contenido en lignina en el contexto Colombiano
[186] C. Ververis, K. Georghiou, N. Christodoulakis, P. Santas, and R. Santas, “Fiber
dimensions , lignin and cellulose content of various plant materials and their
suitability for paper production,” Ind. Crops Prod., vol. 19, pp. 245–254, 2004.
[187] A. L. Hammett, R. L. Youngs, X. Sun, and M. Chandra, “Non-Wood Fiber as an
Alternative to Wood Fiber in China’s Pulp and Paper Industry,” Holzforschung, vol.
55, pp. 219–224, 2001.
[188] M. Fan, S. Deng, T. Wang, and Q. Li, “Production of BTX through Catalytic
Depolymerization of Lignin,” Chinese Jorurnal Chamical Phys., vol. 27, no. 2, pp.
221–226, 2014.
[189] “Tomado de Sigma-Aldrich/Component List/Catalog/Product Pricing. Disponible en:
www.sigmaaldrich.com. Citado: 12/10/2015.” .
[190] “Tomado de Ziengel: Potenciales de impacto ambiental. Disponible en:
www.ziegel.at/gbc-ziegelhandbuch/eng/umwelt/wirkkatvoc.htm. Citado:
15/11/2015.” .





























