Embed Size (px)
DESCRIPTION
Ethanol Production from Wastepaper. Ben DaltonMarie Labrie Cassia DavisAlex Saputa John OzbekSteve Wild Murat Ozkaya4/15/09. Outline. Project Purpose Assumptions Process Flow Pre-Treatment Saccharification & Fermentation Distillation/Purification Energy Utilization/Usage - PowerPoint PPT Presentation
Citation preview

Ethanol Production Ethanol Production from Wastepaperfrom Wastepaper
Ben DaltonBen DaltonMarie LabrieMarie LabrieCassia DavisCassia Davis Alex Alex SaputaSaputaJohn OzbekJohn OzbekSteve WildSteve WildMurat OzkayaMurat Ozkaya 4/15/094/15/09

OutlineOutline Project PurposeProject Purpose AssumptionsAssumptions Process FlowProcess Flow
Pre-TreatmentPre-Treatment Saccharification & FermentationSaccharification & Fermentation Distillation/PurificationDistillation/Purification
Energy Utilization/UsageEnergy Utilization/Usage COCO22/H/H22O Footprint O Footprint Economics Economics SummarySummary

Project PurposeProject PurposeDesign a facility that is:Design a facility that is:
State-of-the-artState-of-the-art FlexibleFlexible AdaptibleAdaptible Bio-chemical processing plantBio-chemical processing plant Optimizing Ethanol productionOptimizing Ethanol production

Project PurposeProject PurposeOptimizing includes:Optimizing includes:
Water usageWater usage Energy usageEnergy usage COCO22
Waste Stream Utilization/CogenerationWaste Stream Utilization/Cogeneration Return on investmentReturn on investment

AssumptionsAssumptions 100 Tons of Waste Paper per Day100 Tons of Waste Paper per Day Waste Paper Contains 50% Waste Paper Contains 50%
CelluloseCellulose 81% Conversion of Cellulose to 81% Conversion of Cellulose to
Ethanol in 24 hours Ethanol in 24 hours Target Purity: 99.5wt% EthanolTarget Purity: 99.5wt% Ethanol

PAPER
PRE-TREATMENT
WATER
YEAST &
ENZYME PRODUCTION
SACCHARIFICATION &
FERMENTATION
PURIFICATION
Ethanol

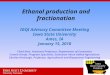
Pre-Treatment
Conveyor
Mixing Tank
Shredder Filter
P-2 P-3 P-4
Paper Water Acid
Undesirables

Enzymes-What are they?Enzymes-What are they? Enzymes are catalysts that are biological Enzymes are catalysts that are biological
moleculesmolecules Like all catalysts, enzymes dramatically Like all catalysts, enzymes dramatically
increase the rate of reactionincrease the rate of reaction

Breaking up Cellulose Breaking up Cellulose (Saccharification) (Saccharification)
Breaking up cellulose requires three Breaking up cellulose requires three enzymes collectively called cellulases enzymes collectively called cellulases

Where Do You Get Where Do You Get Enzymes?Enzymes?
Trichoderma reeseiTrichoderma reesei (yeast)(yeast)
Secretes cellulasesSecretes cellulases One of the most One of the most
powerful secretors powerful secretors of cellulases known of cellulases known to dateto date

+
Producing Enzymes Producing Enzymes
Yeast Pre-Culture
25 lbs
Yeast Enzyme Production
Culture600 lbs
Yeast Water
NutrientsWater Nutrients
300 lbs/day Enzyme
20 lbs/dayMixture

Saccharification Saccharification by by
Enzymatic HydrolysisEnzymatic Hydrolysis
CelluloseCellulose Enzymes CC66HH1212OO66
(Glucose)(Glucose)

FermentationFermentation
CC66HH1212OO66Yeast
2C2C22HH55OHOH
++
2CO2CO22

Non-Isothermal Continuous Saccharification and Fermentation
(NCSF)
CO2
Yeast
Enzyme
EthanolSlurry
Enzymatic Hydrolysis
Fermentation

NCSF Material Balance
20 Tons CO2
Yeast
Enzyme
400 Tons H2O
50 Tons Cellulose
50 Tons Lignin
40ºC45ºC50ºC 35ºC 30ºC 400 Tons H2O
21 Tons Ethanol
59 Tons Undigested Paper

NCSF Energy Balance
40ºC45ºC50ºC 35ºC 30ºC
40 MMBtu/DayCooling H2O
HPS
55 MMBtu/Day

T-101
TK-502
P-502
P-501
TK-501
L-501
Recycle
F
F
L-510
F
L-507
L-508
L-505
L-508
L-502
L-514
1
E-501
E-502
L-511
L-504
L-503
L-512
L-509
2
L-506
3
4
6
V-2
V-4
T-102
L-513
V-1
5
L-508
V-3
Feed
Distillate
Molecular Sieve
Product Storage
Distillation & Purification

Distillation: Material Distillation: Material BalanceBalance
FEEDF= 420 tons/dayXF= 5.0 wt% EtOH
DISTILLATED= 20 tons/dayQC= 110 MMBtu/dayXD= 90.6 wt% EtOH
BOTTOMSB= 400 tons/dayQR= 200 MMBtu/day

Distillation: Column Distillation: Column SpecificationsSpecifications
11 ft
Sieve tray
2 ft1 stage
40 ft20 stages

21 Tons EtOH
+
2 Tons H2O
~21 Tons EtOH
Water Adsorption by a Molecular Sieve
11 Tons
Synthetic Zeolite

7.1 MMBtu/Day
6 Tons CO2/ Day
~ 6 Tons Hot CO2 +
2 Tons H2O Vapor
Per Day11 Tons
Synthetic Zeolite
Regeneration of the Molecular Sieve

Waste Stream UtilizationWaste Stream Utilization
SteamBoiler
Undigested Paper
720 MMBtu/Day
High-Pressure Steam
520 MMBtu/Day
Flue Gases
200 MMBtu/Day

Energy: Ethanol from Energy: Ethanol from WastepaperWastepaper
PapernolPlant
200 MMBtu/Da
y
500 MMBtu/D
ay
Cogenerated Electricity
Ethanol

CornBased
EthanolPlant
500 MMBtu/D
ay
Ethanol
450-550 MMBtu/D
ay
Fossil Fuels
Energy: Ethanol from Energy: Ethanol from CornCorn

COCO22 Footprint Footprint
Papernol
Papernol ProducesPapernol Produces
120 tons CO120 tons CO2 2 / day/ day
Average CO2 released by vehicles in Chattanooga = 3,300 tons per /day

HH22O FootprintO Footprint
Grey Water
Papernol Plant Uses
20 tons/day
Papernol

Capital CostsCapital Costs Reactor Vessels $1.5M Steam Boiler $1.0M Enzyme Tanks $1.0M Shredder/Conveyer $500K Distillation Column $240K Prep Tank $90K Molecular Sieve $70K Total $4.4 Million

Economic AnalysisEconomic AnalysisCapital CostsCapital Costs
Equipment Cost = $4.4M
Plant Heuristic x (4.7)
Total Capital Cost = $20M

Annual Operating CostsAnnual Operating Costs•Wastepaper $300K
•Water $200K
•Electricity $120K
•Nutrients $86K
•Enzyme & Yeast $33K
•Cooling Water $21K
•Total $1.2 Million

Production CostsProduction Costs Annual Capital Cost
5 Year Payback Annual Operating Cost
Annual Production
Production Cost
$4M
$1.2M
2.3M Gal
$2.56/Gal

Return On InvestmentReturn On Investment
$2.56/gal
5 Year
ROI
$1.66/gal
10 Year
ROI

SummarySummary Project PurposeProject Purpose AssumptionsAssumptions Process FlowProcess Flow
Pre-TreatmentPre-Treatment Saccharification & FermentationSaccharification & Fermentation Distillation/PurificationDistillation/Purification
Energy Utilization/UsageEnergy Utilization/Usage COCO22/H/H22O Footprint O Footprint Economics Economics

ConclusionConclusion• Facility Produces 21 tons of Ethanol Daily
• Net Energy Usage is (+)700 MMBtu/day
• Return on Investment of 5 Years
Gives a Cost = $2.56/gallon