Embed Size (px)
Citation preview

SAIL-BHILAI STEEL PLANT 1
ENHANCING
THE PREHEATING TEMPERATURE
OF TAPPING LADLES
AT STEEL MELTING SHOP-1 OF
BHILAI STEEL PLANTKAMALENDU DAS, GM (SMS-1), K RAMA KRISHNA, DGM (SMS-1)
D LALITHANANDA KUMAR, AGM (SMS-1)BHILAI STEEL PLANT

SAIL-BHILAI STEEL PLANT 2
Bhilai Steel Plant
• Eleven - times winner of Prime Minister's Trophy for best Integrated Steel Plant in the country.
• Among the long list of national awards it has won, Bhilai has bagged the CII-ITC Sustainability award for three consecutive years.
• Certification of IMS (ISO:9001,ISO:14001,ISO:18001 and SA:8000)

SAIL-BHILAI STEEL PLANT 3
Steel Melting Shop-1
Initially SMS-1 was planned to produce 1 MT steel annually from 6 Open-hearth furnaces of 250 T capacity each.
First tapping was done on 12th October 1959.
The capacity of the shop was increased from 1.0 MT to 2.5 MT by installing 4 more open hearth furnaces of 500 T capacity and converting OH no. 6 from 250 T to 500 T capacity which was completed on 14th April 1967.
The Open Hearth Furnaces were converted into Twin Hearth Furnaces from 1986-1998
At present the shop is having 4 TWIN HEARTH FURNACES (3 Running and 1 in repair)

SAIL-BHILAI STEEL PLANT 4
FAD
FLOW-SHEET OF SMS-I
IRO
N O
RE
&LI
ME
STO
NE
SC
RA
P
MAGNETIC YARD BULK CHARGE YARD
HO
T M
ETA
L FR
OM
BLA
ST
FUR
NA
CES
HOTMETAL
HOTMETAL
OXY
GE
N F
RO
MO
P-1&
OP
2
MIXER-1 MIXER-2FURNACE SECTION
T H F -2
PIT SIDE
T H F -3 T H F -4 T H F -1
TEEMINGLADLE
MOULDS
CRUDESTEEL
TEEMING
MOULDS
HEATS FORSTRIPPING
ING
OTS
INGOT STORAGE YARD
MOULDS
MOULD YARD 2
INGOTS
STRIPPER YARD
HOT MOULDS
MOULDTRAINS
HOT MldsTO
MOULD YARDS
COLDINGOTS
THIMBLE
FLUSHINGSLAG
SLAG FORDISPOSAL
HO
T M
ETA
L FR
OM
BLA
ST
FUR
NA
CES
MOULDS
MOULD YARD 1
HOT INGOTSTO BBM
THIMBLE
COLD INGOTSTO BBM
FER
RO
M
AN
GA
NES
E
FAD
FLOW-SHEET OF SMS-I
IRO
N O
RE
&LI
ME
STO
NE
SC
RA
P
MAGNETIC YARD BULK CHARGE YARD
HO
T M
ETA
L FR
OM
BLA
ST
FUR
NA
CES
HOTMETAL
HOTMETAL
OXY
GE
N F
RO
MO
P-1&
OP
2
MIXER-1 MIXER-2FURNACE SECTION
T H F -2
PIT SIDE
T H F -3 T H F -4 T H F -1
TEEMINGLADLE
MOULDS
CRUDESTEEL
TEEMING
MOULDS
HEATS FORSTRIPPINGHEATS FORSTRIPPING
ING
OTS
ING
OT S
INGOT STORAGE YARD
MOULDS
MOULD YARD 2
INGOTS
STRIPPER YARD
HOT MOULDS
MOULDTRAINSMOULDTRAINS
HOT MldsTO
MOULD YARDS
COLDINGOTS
THIMBLE
FLUSHINGSLAG
SLAG FORDISPOSAL
HO
T M
ETA
L FR
OM
BLA
ST
FUR
NA
CES
MOULDS
MOULD YARD 1
HOT INGOTSTO BBM
HOT INGOTSTO BBM
THIMBLE
COLD INGOTSTO BBM
COLD INGOTSTO BBM
FER
RO
M
AN
GA
NES
E

SAIL-BHILAI STEEL PLANT 5
Tapping Ladle

SAIL-BHILAI STEEL PLANT
Ladle Cycle
6
Tapping
Teeming (Casting)
Nozzle Cleaning
Ladle Inspection
OK
Not OKMech.Repair /
Patching
Ladle heating
Ladle Preparation for
Next tapping

SAIL-BHILAI STEEL PLANT 7
Ladle Life
Apr-13 May-13 Jun-13 Jul-13 Aug-13 Sep-13 Oct-13 Nov-13 Dec-13 Jan-14 Feb-14 Mar-14 Apr-14 May-14 Jun-1430
32
34
36
38
40
42
44
46
48
50
43.97

SAIL-BHILAI STEEL PLANT 8
Ladle pre-heating system
• The ladles are to be preheated after relining before placement for tapping.
• the re-circulation of ladles occur where preheating could be done only once either after new relining or repair in mid-campaign.
• Initially the heaters provided for the purpose were raising the temperature of ladles to 250-300oC.
• Modified designs were obtained but they could raise the temperature of the lining to around400-450oC only

SAIL-BHILAI STEEL PLANT 9
Ingot Rejection
Double Pouring
Insufficient metal Temperature
Nozzle chocking
Less temperature of teeming ladle , especially
in the 1 heat of ladle life or after repair

SAIL-BHILAI STEEL PLANT 10
LADLE HEATING SYSTEM

SAIL-BHILAI STEEL PLANT 11
1210
308
128
1065
55
190
350
260
10
15
Ladle Heating Burner
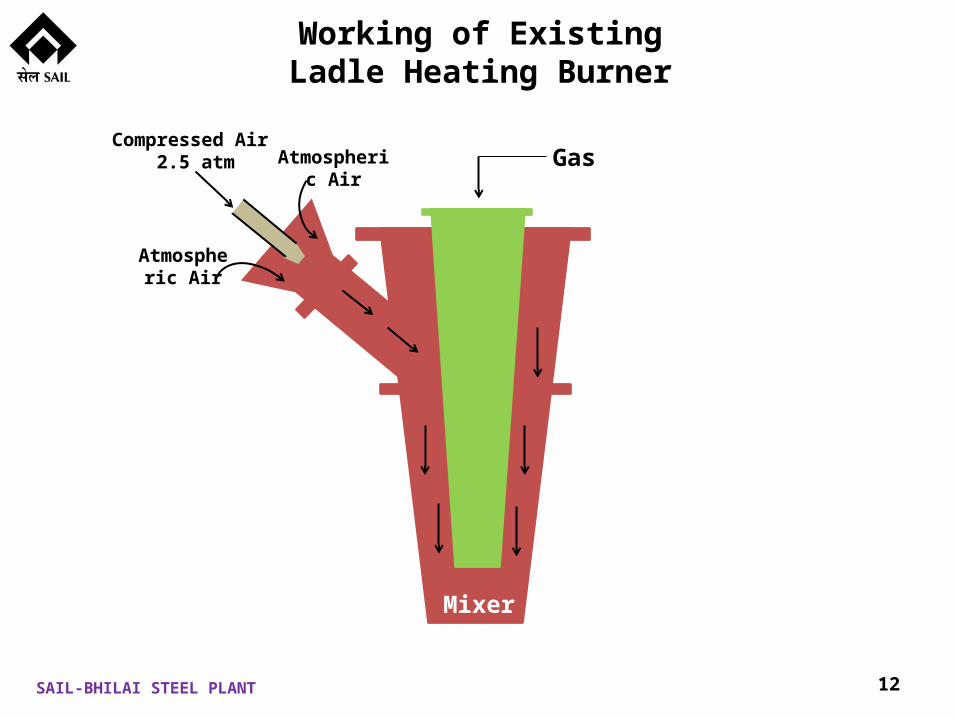
SAIL-BHILAI STEEL PLANT 12
GasCompressed Air
2.5 atm
Mixer
Atmospheric Air
Atmospheric Air
Working of Existing Ladle Heating Burner

SAIL-BHILAI STEEL PLANT 13

SAIL-BHILAI STEEL PLANT 14

SAIL-BHILAI STEEL PLANT 15

SAIL-BHILAI STEEL PLANT 16

SAIL-BHILAI STEEL PLANT 17
Premixed flame of a simple gas burner
Lf = Li + + Ls
For a laminar premixed flame, = 0 and
Lf = Li + Ls
SAIL-BHILAI STEEL PLANT 18
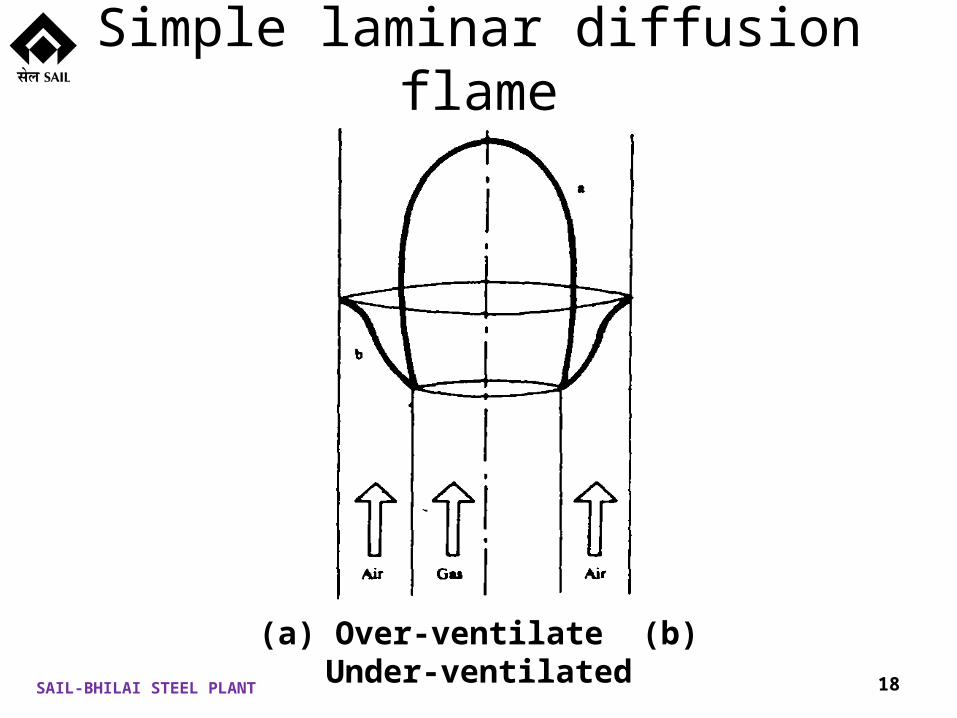
Simple laminar diffusion flame
(a) Over-ventilate (b) Under-ventilated

SAIL-BHILAI STEEL PLANT 19
Progressive change in flame type with increase in jet velocity

SAIL-BHILAI STEEL PLANT 20
Laminar Flame
L = where,
L = flame lengthv = jet velocityV = volume flow-rate of jet.
For a given fuel and burner, r and D are constant.
The length of a laminar diffusion flame is directly proportional to its jet velocity.

SAIL-BHILAI STEEL PLANT 21
Turbulent Flame
The length of turbulent diffusion flameL where, d= burner tube diameter = eddy diffusivity But, = 1' v‘ where l' = scale of turbulence v' = intensity of turbulence Experimental data show thatl' d and v' vTherefore, dvHence, L or L dor = constantSo in case of turbulent diffusion flame the length of flame is directly proportional to the nozzle diameter but independent of the gas velocity.

SAIL-BHILAI STEEL PLANT 22
Operation characteristics of an aerated gas burner
Stable burner operation is possible in the middle region confined by the curves 1, 2, 3 and 4.

SAIL-BHILAI STEEL PLANT 23
10
45
Compressed Air 4 atm
Modification
P1
V1
v1
P2
V2
v2
vg
vr

SAIL-BHILAI STEEL PLANT 24
Modified burner (without funnel)

SAIL-BHILAI STEEL PLANT 25
Increased flame length with modified burner

SAIL-BHILAI STEEL PLANT 26
RESULTS & DISCUSSION

SAIL-BHILAI STEEL PLANT 27
Flame temperature
Flame temperature with old burner Flame temperature with new burner
SAIL-BHILAI STEEL PLANT 28
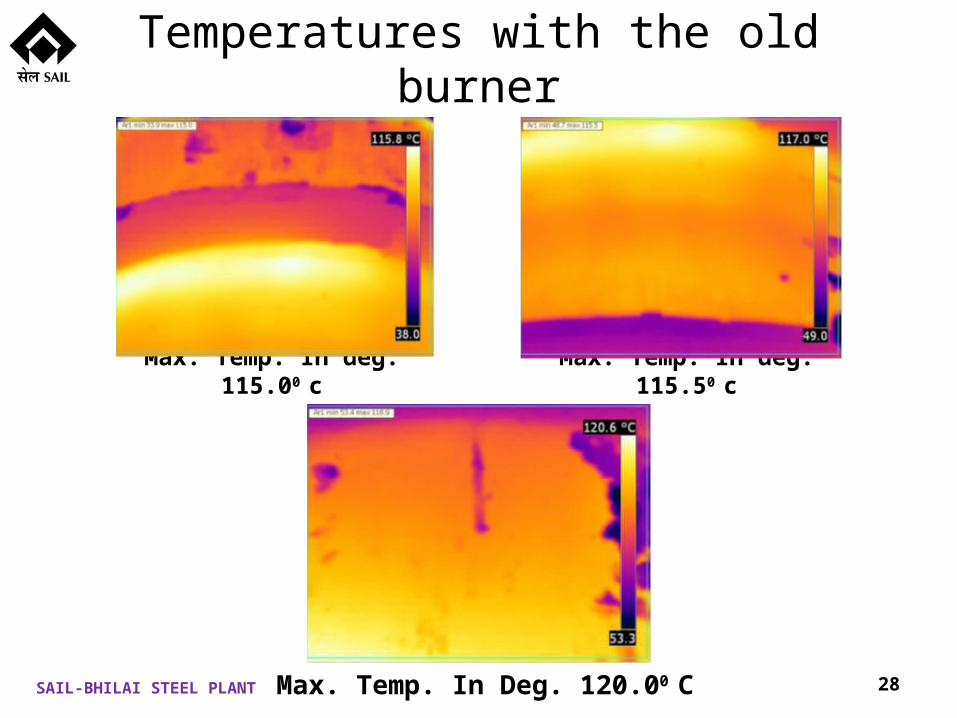
Temperatures with the old burner
Max. Temp. In deg. 115.00 c Max. Temp. In deg. 115.50 c
Max. Temp. In Deg. 120.00 C

SAIL-BHILAI STEEL PLANT 29
Temperatures with the New burner
Max. Temp. In Deg. 349.00
Max. Temp. In Deg. 348.00 C
Max. Temp. In Deg. 348.00 C

SAIL-BHILAI STEEL PLANT
TEEMING LADLE TEEMING LADLETEEMING LADLE
EXISTING TRIAL
Compressed air 4 atm
MODIFIED
30
Compressed air 2.5 atm

SAIL-BHILAI STEEL PLANT 31
Ladle heating performance

SAIL-BHILAI STEEL PLANT 32
Ladle Refr. temp.
4 6 8 10 12 14 16 18 20 22 240
100
200
300
400
500
600
700
800Before After
Time (Hours)
Tem
pera
ture
oC

SAIL-BHILAI STEEL PLANT 33
Rejection due to Double pouring ingots (%)
Apr-13
May-13
Jun-13Jul-1
3
Aug-13
Sep-13
Oct-13
Nov-13
Dec-13
Jan-14
Feb-14
Mar-1
4
Apr-14
May-14
Jun-14Jul-1
4
Aug-14
Sep-14
Oct-14
Nov-14
Dec-14
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0.80
0.90
1.00
0.52
0.28

SAIL-BHILAI STEEL PLANT 34
Specific Aluminium Consump.
JUN JUL AUG SEP OCT NOV DEC JAN0.000
0.050
0.100
0.150
0.200
0.250
0.300
0.350
0.400
0.450
0.500NORM ACTUAL
(2014-15)
( KG
/TCS
)

SAIL-BHILAI STEEL PLANT 35
Ladle Life
Apr-13
May-1
3Jun-13
Jul-13
Aug-13
Sep-13
Oct-13
Nov-13
Dec-13
Jan-14
Feb-14
Mar-1
4
Apr-14
May-1
4Jun-14
Jul-14
Aug-14
Sep-14
Oct-14
Nov-14
Dec-14
30
32
34
36
38
40
42
44
46
48
50
43.97
45.71

SAIL-BHILAI STEEL PLANT 36
Cost Benefits
With the application of modified burners we
expect to save approximately Rs. 2.7 Crore per annum.
In addition to this Gas Energy of 6 hours is saved per
every new ladle heated up.

SAIL-BHILAI STEEL PLANT 37
Advantages The challenging task was taken up and executed with the
available infrastructure facilities and in-house modifications.
The temperatures could be raised to around 7000C.
This helped in avoiding high tapping temperatures in the first heats, the high erosion of refractories and also taking care of ladles with bottom jam formation.
This has helped in increasing the ladle life and also facilitated in reclaiming the problematic ladles.
Gas of 6 hrs heating is saved per every new ladle heated.

SAIL-BHILAI STEEL PLANT 38
Safety
At various turn down ratios of gas and air
burner found to be functioning satisfactorily and
burner body was not getting heated up.

SAIL-BHILAI STEEL PLANT 39
THANK YOU





























