Embed Size (px)
Citation preview

ENGENHARIA MECÂNICA – AUTOMAÇÃO E SISTEMAS
DEMONSTRAÇÃO DO DESENVOLVIMENTO DE UM
MOLDE DE INJEÇÃO PLÁSTICA PARA APLIQUES DE
UM VOLANTE AUTOMOTIVO
Everton Felipe Godoy
Itatiba – São Paulo – Brasil
Novembro de 2005

ii
ENGENHARIA MECÂNICA – AUTOMAÇÃO E SISTEMAS
DEMONSTRAÇÃO DO DESENVOLVIMENTO DE UM
MOLDE DE INJEÇÃO PLÁSTICA PARA APLIQUES DE
UM VOLANTE AUTOMOTIVO
Everton Felipe Godoy
Monografia apresentada à disciplina Trabalho de Conclusão de Curso, do Curso de Engenharia Mecânica – Automação e Sistemas da Universidade São Francisco, sob a orientação do Prof. Ms/Dr Mario Monteiro, como exigência parcial para conclusão do curso de graduação. Orientador : Prof. Mario Monteiro Co-orientador: Prof. Paulo Silveira
Itatiba – São Paulo – Brasil
Novembro de 2005

iii
Demonstração do desenvolvimento de um molde de inje ção
plástica para apliques de um volante automotivo
Everton Felipe Godoy
Monografia defendida e aprovada em 29 de novembro de 2005 pela Banca
Examinadora assim constituída:
Prof. Mario Monteiro (Orientador)
USF – Universidade São Francisco – Itatiba – SP.
Prof. Guilherme Bezzon
USF – Universidade São Francisco – Itatiba – SP.
Prof. Ivo Giannini
USF – Universidade São Francisco – Itatiba – SP.
iv
.Agradecimentos
Agradeço primeiramente ao Professor Mario Monteiro, meu orientador, que acreditou
em mim e incentivou-me para a conclusão deste trabalho, face aos inúmeros percalços
do trajeto.
Alguns experimentos e vários “entendimentos” não teriam sido possíveis sem a
colaboração de todos os colegas de trabalho da empresa Plasdan do Brasil e Takata-
Petri SA, que foram as empresa que eu trabalhei no período do curso e que ajudaram na
formação como profissional.
Eu agradeço fraternalmente a todos.

v
Sumário
Resumo..........................................................................................................................viii
1 - Introdução...................................................................................................................1
2 – Objetivo......................................................................................................................3
3 – Revisão bibliográfica.................................................................................................4
3.1 – Utilização do plástico e suas recentes pesquisas..........................................4
3.2 – Problemas de Injeção....................................................................................6
3.2.1 – Marcas de Chupagem.....................................................................6
3.2.2 – Manchas.........................................................................................8
3.2.2.1 – Manchas de queimado.....................................................9
3.2.2.2 – Manchas de umidade.....................................................10
3.2.2.3 – Manchas de cor..............................................................11
3.2.2.4 – Manchas de ar................................................................11
3.2.3 – Linhas de Emenda........................................................................12
3.2.4 – Efeito Diesel.................................................................................13
3.2.5 – Peças Incompletas........................................................................14
3.2.6 – Peças com Rebarbas.....................................................................16
3.3 – Aços-ferramenta..........................................................................................17
3.4 – Material plástico.........................................................................................17
3.5 – Moldagem por injeção................................................................................18
4 – Desenvolvimento......................................................................................................25
4.1 – Definição do molde.....................................................................................25
4.2 – Definição do produto..................................................................................25
4.2.1 –Modelo matemático 3D.................................................................26
4.3 – Análise dos produtos...................................................................................27
4.3.1 – Linha de extração ou desmoldagem.............................................27

vi
4.3.2 – Linha de fechamento....................................................................30
4.3.3 – Análise de preenchimento............................................................34
4.4 – Modelamento do molde..............................................................................37
4.4.1 – Gavetas e postiços........................................................................37
4.4.2 – Postiços de injeção.......................................................................41
4.4.3 – Macho e matriz.............................................................................43
4.4.4 – Refrigeração.................................................................................51
4.4.5 – Extratores.....................................................................................52
4.5 – Funcionamento do molde............................................................................53
4.6 – Usinagem e Montagem...............................................................................54
4.7 – Injeção.........................................................................................................54
4.8 – Avaliação Dimensional...............................................................................55
5 – Conclusão.................................................................................................................56
Apêndice 1 – Cilindro....................................................................................................57
Apêndice 2 – Molde fechado.........................................................................................58
Apêndice 3 – Cavidade do molde preenchido com plástico liquido..........................59
Apêndice 4 – Lado móvel recuado...............................................................................60
Apêndice 5 – Gaveta recuada para liberar Apliques R/L..........................................61
Apêndice 6 – Extração avançada.................................................................................62
Apêndice 7 – Extração recuada....................................................................................63
Apêndice 8 – Gaveta de volta a posição de moldagem...............................................64
Apêndice 1 – Cilindro....................................................................................................65
Apêndice 2 – Matriz......................................................................................................66
Apêndice 3 – Macho e gavetas......................................................................................67
Apêndice 4 – Eletrodos Aplique C...............................................................................68

vii
Apêndice 5 – Eletrodos Aplique R/L............................................................................69
Apêndice 6 – Lado Fixo montado na injetora.............................................................70
Apêndice 7 – Lado Móvel montado na injetora..........................................................71
Apêndice 8 – Gaveta de volta a posição de moldagem...............................................72
Referencia Bibliográfica................................................................................................73

viii
RESUMO
A utilização do plástico aumento consideravelmente desde a década de 80.
Com isso, a indústria de fabricação de moldes plásticos vem crescendo muito e
buscando novas tecnologias. Este trabalho tem por finalidade mostrar o
desenvolvimento do projeto de uma ferramenta de injeção de 3 peças plásticas, sendo
4 cavidades. O desenvolvimento do trabalho ocorreu observando todos os conceitos
que devem ser utilizados para a fabricação de um molde, como por exemplo,
determinação da linha de extração e fechamento, divisão da peça entre macho e
matriz e determinação de utilização de gavetas, que, para o caso foi utilizado gavetas
com movimento exercido por um cilindro hidráulico. Foi realizada também a simulação
de preenchimento da peça, onde se avaliou como o plástico preencheu as cavidades e
onde se determinou que 2 das peças poderiam ocorrer uma linha de emenda, devendo
então um cuidado especial no projeto para tentar eliminar essa linha de emenda, onde
foi utilizado um material com maior taxa de transferência de calor para levar a
refrigeração até o ponto critico e conseguiu-se eliminar o problema. Terminado o
projeto do molde, foi realizada a usinagem e, posteriormente, a injeção, onde se
conseguiu obter a peça de acordo com as características físicas e dimensionais
exigidas.
Palavras-chave: injeção, plástico, molde de injeção, ferramenta de injeção.
.

1
1 - INTRODUÇÃO
Para se realizar um bom projeto de um molde de injeção para uma peça
plástica é necessário levar em consideração vários conceitos como serão descritos a
seguir.
O projetista de produto deve definir a peça plástica de tal forma para que ela
não tenha problemas para ser desmoldada, mas isso nem sempre ocorre, então o
projetista do molde, ao ter a matemática em mãos deve analisá-la e verificar vários
itens, onde alguns estarão descritos abaixo:
- Linha de desmoldagem da peça: deve-se verificar a melhor posição de saída
da peça onde estarão a maioria dos furos, clipes de fixação, torres, nervuras e
etc, afim de que se evite ao máximo a utilização de elementos móveis
(gavetas, postiços, etc).
- Linha de fechamento: após a definição da linha de desmoldagem deve-se
verificar a linha de fechamento, que é a divisão da peça em duas partes: a que
será moldada pela matriz (que geralmente é a parte visível da peça) e a que
será feita no macho, tomando-se o cuidado para que essa linha não fique
numa região aparente da peça e que não fiquem ângulos negativos de saída
da peça para o macho e a matriz.
- Ângulos de saída: deve-se verificar se os furos, clipes e torres de fixação e
nervuras contidas na peça estão com um ângulo de saída adequado com
relação à linha de desmoldagem da peça, para que facilite a retirada da peça
depois que o molde é aberto e que partes do produto não fiquem grudados na
peça.
- Marcas na região aparente da peça: deve-se verificar se a linha de fechamento
não deixará marcas na região aparente, assim como as linhas de gavetas e
postiços. Deve-se verificar também se as nervuras, torres de fixação, clipes de

2
fixação e etc não deixarão marcas de “chupagem”, que são marcas
provenientes da espessura dessas partes, onde elas não devem ultrapassar
1/3 da espessura do produto, para que se evite uma turbulência no
preenchimento da peça ocasionando essas marcas.
Depois de tomados todos esses cuidados é recomendável utilizar alguma
ferramenta (software) para simulação de preenchimento da peça, onde se definirá a
quantidade e a melhor região da peça onde serão colocados os pontos de injeção,
afim de que se tenha um bom fluxo de material e para amenizar o melhor possível
as linhas de emenda (soldagem) do material, evitando que fique marcas na peça.
Pode-se também com essa ferramenta verificar as regiões onde necessitará de
uma maior refrigeração do molde.
Depois se deve verificar qual é a contração que a peça sofrerá após sair do molde e
aplicar essa contração no molde, ou seja, o molde ficará ligeiramente maior que a
peça. Após a aplicação de contração no produto, inicia-se o modelamento do
molde, utilizando softwares 3D, tomando como base a linha de desmoldagem e a
linha de fechamento pré-definidas, para que se possa definir o macho e a matriz do
molde. As dimensões externas são definidas tomando como base a largura e o
comprimento total do produto e os padrões já utilizados, tomando-se o cuidado em
deixar um bom plano de fechamento entre macho e matriz que resista à pressão de
fechamento da injetora (que é calculada tomando-se como base a área projetada
do produto).
Em paralelo vai se definindo também as placas base (apoio e fixação) do macho e
da matriz, que serão presas na injetora e a placa extratora, responsável pelo
movimento dos pinos extratores e das gavetas, caso existam. É feita também a
escolha dos materiais de cada parte, levando-se em consideração a solicitação que
cada uma tem. A matriz e o macho, por exemplo, devem utilizar um aço especial,
pois são neles que se encontram os maiores esforços. Define-se também o
esquema de refrigeração do macho e da matriz.
Em seguida são usinados todos os componentes do molde, utilizando máquinas
CNC para o macho e a matriz, tomando como base o modelamento dos mesmos.
Após todos os componentes usinados monta-se o molde, coloca-o na injetora e
injeta o produto com o material estabelecido no início do projeto. Depois de obtidas
as primeiras peças, verifica-se o aspecto visual e o dimensional do produto,
tomando as providências de correção do molde caso seja necessário.

3
2 - OBJETIVO
O objetivo do projeto é obter, por intermédio dessa ferramenta ou molde, 4
apliques de um volante automotivo conforme modelo matemático original fornecido
pelo cliente no material especificado e dentro das condições visuais e dimensionais
exigidas, utilizando o know-how da empresa e de seus colaboradores para a
execução do molde de injeção plástica, passando pelas etapas de análise, projeto,
usinagem, injeção e controle, até se obter o produto que atenda as exigências do
cliente.

4
3 - REVISÃO BIBLIOGRÁFICA
3.1 – Utilização do plástico e suas recentes pesqui sas
A utilização do plástico e de outros materiais leves e robustos como alumínio e
magnésio é cada vez maior na indústria automobilística. A utilização desses materiais
proporciona uma diminuição dos custos operacionais e aumentam a competitividade
da montadora ao oferecer produtos mais econômicos. Além disso, esses materiais
podem melhorar o desempenho do produto e até baixar o consumo de combustível,
afirma Olmos e Silva1, num estudo sobre o crescimento da utilização do plástico. De
1977 até os dias atuais a utilização de matérias leves como alumínio e polímeros na
construção de carros teve um aumento de 300%.
Com isso, a indústria mundial de ferramentas de injeção de produtos plásticos
vem crescendo muito, trazendo com elas várias novas pesquisas a fim de melhorar a
qualidade do produto e obter novas tecnologias, pois atualmente a qualidade dos
produtos plásticos depende de muitas variáveis ocorridas no processo, principalmente
durante a injeção. A utilização, por exemplo, de uma ferramenta multicavidades é uma
grande vantagem, pois se podem obter mais peças por ciclo de moldagem, mas, em
contrapartida, a utilização de várias cavidades acaba acrescentando mais variáveis a
serem controladas no processo e, além disso, um problema que ocorra com o molde
requererá uma maior tempo de parada do que nos moldes convencionais de apenas
uma cavidade. A utilização de moldes multicavidades pode ocasionar um
preenchimento desbalanceado das peças, fazendo com que as peças mais externas
ao ponto de injeção não sejam totalmente preenchidas ou demorem muito mais tempo
para preencher, enquanto as mais internas irão preencher mais rapidamente, afetando

5
assim o peso, as dimensões e conseqüentemente o desempenho dessas peças, pois
a pressão de compactação das peças externas e menor e as internas acabam tendo
uma pressão maior que o esperado, afirma Belzzeli2, responsável pelo estudo dos
moldes multicavidades.
O tempo de ciclo de moldagem vem sendo constantemente estudado para que
se obtenha, em menor tempo possível, peças com ótima qualidade de injeção,
garantindo assim a competitividade das empresas responsáveis pela produção
(injeção) de peças plásticas. Uma das variáveis a se controlar é a distribuição de calor
no molde, que pode ser simulada ainda na fase de projeto, com a utilização de
softwares de simulação de preenchimento, como por exemplo, o MoldFlow Part
Adviser, onde, com a utilização do modelo matemático do produto, pode-se verificar
quais regiões do produto irá ter maior temperatura de injeção e aplicar essa teoria no
projeto e na construção do molde. Como normalmente a empresa que injeta o produto
não é a empresa que executou o projeto, ela pode utilizar uma câmara de
infravermelho, conforme propõe Stefan Schmidt3, estudioso do caso. Com essa
câmara de infravermelho pode-se avaliar quais são as regiões do molde que estão
mais quentes e, com isso, pode-se efetuar as modificações necessárias no molde.
Segundo ainda Schmidt, vários aspectos podem influenciar no tempo de ciclo de
moldagem da peça como, falta de estabelecimento de uma metodologia sistemática,
falta de documentação para definição das condições iniciais do processo; falta de
valores comparativos, como por exemplo, a determinação do tempo teórico do ciclo;
dutos, aquecedores e resfriadores defeituosos e também a inexperiência do operador,
que é incapaz de modificar corretamente as variáveis do processo a fim de se obter
uma melhor condição de moldagem e injeção. Schmidt afirma que poderia se
conseguir uma redução de até 50% no ciclo de moldagem através de parâmetros do
processo e de uma boa análise desde o início do projeto do produto e do molde.
Ainda para se garantir a qualidade das peças pode-se aplicar a tecnologia de
medição por coordenadas, conforme afirma Porath e Sousa4, pesquisadores do
assunto. A aplicação desta tecnologia pode ser encontrada em etapas que vão desde
a concepção do produto até o controle da produção.
As vantagens dessa ferramenta são a alta flexibilidade, alta produtividade com
a utilização de máquinas tridimensional CNC (Comando Numérico Computadorizado),
alta informatização, pois se consegue uma interação com sistemas CAD/CAM
(Computer Aided Design/Computer Aided Manufacturing), além de ter alta precisão e
alta confiabilidade.
A aplicação desta tecnologia na concepção do produto é chamada de
engenharia reversa, onde o novo produto é feito a partir de um já existente, fazendo a

6
digitalização do mesmo, onde á maquina bate pontos em toda a peça e cria um
modelo matemático CAD, que pode ser modificado conforme as necessidades e, a
partir daí, todo o desenvolvimento do ferramental é realizado.
Uma outra aplicação desse processo pode ser realizada no molde pronto ou na
sua própria fabricação, onde se pode comparar a usinagem realizada com o modelo
matemático do molde, para que se possam encontrar possíveis desvios em relação ao
modelo, que só seriam percebidos após a obtenção do produto injetado, ganhando
assim tempo e dinheiro, pois com esse controle consegue-se obter peças boas logo na
primeira injeção.
Finalmente, a principal aplicação da tecnologia de medição por coordenadas é
no produto acabado, para se verificar possíveis divergências com o modelo
matemático a fim de serem corrigidos no molde ou no processo, mais comum em
casos de peças protótipos, e é aplicado também no controle estatístico da produção,
para se obter uma melhor qualidade do produto, com alta produtividade e
repetibilidade do processo.
Como se podem observar, vários aspectos podem influenciar na obtenção do
produto plástico. Abaixo serão verificados os problemas de injeção mais comuns e
algumas orientações para o que fazer para contorná-los. Esses problemas e
recomendações devem ser considerados numa eventual alteração do molde e
conseqüentemente do projeto e dever ser tomadas como base para a realização de
novos projetos.
3.2 – Problemas de injeção
3.2.1 - Marcas de Chupagem
As marcas de chupagem geralmente aparecem sob pontos de acúmulo de
material (pontos de variação da superfície da peça, próximo à nervuras e castelos de
fixação), como uma depressão na superfície da peça moldada se a contração do
material não for compensada.

7
Figura 3.1. Peça contendo marca de chupagem
As marca de chupagem ocorrem durante o resfriamento do material se a
contração do material não pode ser compensada em certas áreas. Há três principais
causas físicas para as marcas de chupagem:
- o processo de solidificação do material é muito lento
- o tempo de aplicação efetivo da pressão de compactação é muito curto
- não há transferência da pressão de recalque para o material devido às altas áreas de
resistência ao fluxo no molde.
Para uma melhor transferência da pressão de recalque é recomendado que o
ponto de injeção tenha a maior área possível. Isto deve ser feito a fim de se evitar a
solidificação prematura do material no ponto de injeção e consequente diminuição do
tempo real de compactação.
Importante: Após remover as marcas de chupagem, verifique se não há bolhas
internas ao ponto onde a chupagem ocorria. A espessura da peça deve ter entre 2 e 5
mm.

8
3.2.2 - Manchas
Manchas, especialmente manchas de queimado, manchas de umidade e
manchas de ar, são muito parecidas, tornando a classificação visual muito difícil senão
impossível. O moldador precisa de mais informações sobre a resina, seu
processamento e a influência das condições ambientais para poder identificar o tipo de
mancha existente.
Por este motivo, este item irá fornecer algumas informações sobre os
diferentes tipos de manchas. É importante ressaltar que não é imperativo a aparição
dos sintomas aqui listados, porém estes sintomas nos fornecem suspeitas acerca do
tipo de mancha existente e, portanto, as medidas que devem ser tomadas para sanar
o problema.

9
3.2.2.1 - Manchas de queimado
Se o fundido é danificado termicamente devido à altas temperaturas ou alto
tempo de residência no canhão da máquina, produtos gasosos provenientes da
decomposição do material são criados e passam a ser vistos na superfície da peça
como manchas marrons ou prateadas.
Os sintomas de manchas devido à queima de material são:
- as manchas aparecem periodicamente;
- as manchas aparecem próximas à seções estreitas (alto cisalhamento) ou cantos
vivos no molde;
- a temperatura do fundido está próxima ao limite máximo recomendado pelo
fabricante
- redução na velocidade de injeção tende a diminuir a extensão do problema;
- redução na temperatura do fundido tende a diminuir a extensão do problema;
- o processo utiliza de alto tempo de residência do material na unidade de plastificação
ou o colchão é muito grande;
- alto teor de material moído;
- o molde é equipado com sistema de canais quentes;
- o molde é equipado com bico valvulado.
Figura 3.2 - Peça com manchas de queimado

10
3.2.2.2 - Manchas de umidade
As manchas de umidade, geralmente prateadas, aparecem na superfície da
peça como traços na direção do fluxo do material. A superfície próxima destas
manchas é geralmente rugosa e porosa. Manchas de umidade formadas pela
presença de umidade na parede do molde, não aparecem na forma de riscos na
direção do fluxo, mas sim como manchas extensas e enuveadas.
Os sintomas de manchas devido à umidade são:
- o material usado tende a absorver umidade ou é sensível à umidade (exemplo:
Nylon, ABS, acetato de celulose, PET, PBT, Policarbonato, acrílico, SAN, e suas
blendas)
- quando se purga o material com reduzida velocidade de injeção, o fundido contém
bolhas ou borbulhas
- a frente de fluxo solidificada de peças falhadas mostra estruturas parecidas com
crateras

11
- o teor de umidade do material antes da injeção é muito alto. O material não foi
estufado ou não se seguiu a recomendação de tempo e temperatura do fornecedor
- O teor de umidade do ambiente é muito alto, especialmente em combinação com
molde muito frio e pellets sem estufagem.
Figura 3.3 - Exemplo típico de peça com mancha devido à umidade
3.2.2.3 - Manchas de cor
Manchas de cor são criadas pela distribuição desigual dos componentes ou
pela diferente orientação dos pigmentos durante o fluxo. Degradação térmica ou fortes
deformações também podem causar alterações na cor ou diferença de coloração.
3.2.2.4 - Manchas de ar
Na maioria dos casos, as manchas de ar aparecem como manchas brancas ou
prateadas e podem aparecer próximas à nervuras, castelos de fixação, furos e
transições de espessuras. As manchas também podem aparecer próximas às
entradas de injeção, depressões ou rasgos.
Os sintomas de manchas de ar são:
- o defeito perde extensão quando se reduz a descompressão
- o defeito perde extensão quando se reduz a velocidade de injeção

12
- bolhas podem ser observadas na peça moldada
- a frente de fluxo solidificada de peças falhadas mostra estruturas parecidas com
crateras
Figura 3.4 - Manchas devido ao ar sugado durante a descompressão
3.2.3 - Linhas de Emenda
As linhas de emenda nos plásticos representam um ponto de baixa resistência
mecânica. Um entalhe ou uma mudança de cor podem aparecer nas linhas de
emenda. Os entalhes são articularmente visíveis em cores escuras ou em peças
transparentes com superfícies bem polidas. Alterações nas cores são particularmente
visíveis em peças com pigmentos de efeito metálico.
Linhas de emenda são formadas quando duas ou mais frentes de fluxo se
encontram e se soldam. Este processo requer adesão entre as frentes de fluxo, que a
esta altura já se encontram com material com alta viscosidade. Se a pressão e a
temperatura não são altas o suficiente, os cantos do encontro das frentes não irão se
desenvolver por completo e tem-se a formação de um entalhe. Além disso, por mais
que o material esteja quente e a pressão seja alta , exagerando-se, a linha de junção
pode ser entendida como a adesão das partes da peça e portanto, a resistência das
linhas de emenda jamais se compara a das demais partes da peça, sendo portanto um
ponto de fraqueza da peça moldada. Se a resina utilizada na injeção contém aditivos,
como pigmentos, é possível haver uma forte orientação destes aditivos próximos à
esta linha de emenda e isto pode levar à mudanças de cor próximo à linha de emenda.
Melhoria significativa da qualidade da linha de emenda pode ser obtida
trabalhando-se com altas temperaturas de molde. Entretanto, sabe-se que um
aumento de um grau Celsius causa aumento em torno de 2% no tempo de ciclo.

13
3.2.4 - Efeito Diesel
Manchas pretas de queimado são visíveis na superfície das peças moldadas.
Frequentemente estas manchas aparecem em partes falhadas da peça.
Figura 3.5 - Efeito diesel devido ao ar aprisionado no final do enchimento
O efeito Diesel é um problema de falta de ventilação. Isto geralmente ocorre
próximo a furos cegos, filetes, fim de preenchimento da peça ou pontos onde várias
frentes de fluxo se encontram.
Isto ocorre sempre que o ar fica preso ou não tem tempo hábil para sair pelas
saídas de gás do molde ou dos extratores. Durante o processo de injeção, o ar é
comprimido e por consequência aquecido à altas temperaturas. Estas altas
temperaturas atingidas, por sua vez, causam a queima do material plástico.
Devido à esta queima do material plástico, produtos agressivos provenientes
da degradação do plástico podem ser formados. Tais produtos atacam a superfície do
molde causando sérios danos aos mesmos.

14
3.2.5 - Peças Incompletas
São peças nas quais não se obteve o completo preenchimento da cavidade.
Este tipo de defeito geralmente aparece longe do ponto de injeção se há um longo
comprimento de fluxo, próximo a partes finas e devido à falta de ventilação adequada
no molde.
Figura 3.6 - Peça falhada ou incompleta
Há várias causas para o aparecimento de peças incompletas:
- baixo volume do injetado (baixa dosagem).
- fluxo de material impedido devido à falta de saídas de gás
- falta de pressão de injeção
- congelamento prematuro da seção transversal do canal (baixa velocidade de injeção
ou controle de temperatura inadequado no molde).

15
3.2.6 - Peças com rebarbas
As rebarbas são geralmente criadas próximas às linhas de fechamento, canais
de saída de gás e extratores. As rebarbas surgem como o desenvolvimento de um
filme de material adjacente às peças e geram a necessidade de se agregar mão de
obra para removê-las.
Figura 3.7: Peça com rebarbas
As diferentes causas para o aparecimento das rebarbas são:
- desgaste excessivo do molde ou existência de folgas entre as partes do molde
- máquina com força de fechamento insuficiente ou programada em valor insuficiente
- pressão de injeção muito alta
- baixa viscosidade da resina utilizada

16
3.3 – Aços-ferramenta
A conformação de plástico constitui um importante ramo industrial. Os moldes
de plásticos estão cada vez mais complexos para proporcionar adequada qualidade do
produto final e elevada velocidade de produção.
A usinagem e o acabamento da superfície são etapas críticas na produção de
molde e normalmente corresponde a maior fração do custo total do molde. Portanto, a
utilização de aços de alta qualidade e desempenho é fundamental.
Os aços utilizados em molde de plástico, correspondem os da série AISI P,
principalmente o aço P20. Apesar de muitas vezes poucos ligados, esses tipos de
aços possuem propriedades de limpeza microestrutural e de processamento que o
diferenciam de outros aços convencionados e do carbono. As propriedades mais
importantes desses materiais relacionam-se as características de processamento
como poliabilidade, usinabilidade e resposta ao tratamento térmico.
A superfície do molde é fundamental para o acabamento da peça produzida.
Moldes perfeitamente polidos podem ser necessários para muitas aplicações. Dado o
elevado volume de material removido na confecção de moldes, a usinabilidade é
também muito importante para moldes de plástico. Por todas essas características
favoráveis, o aço P20 é o aço mais utilizado na fabricação de moldes, obtendo assim
uma relação custo/beneficio satisfatória.
17
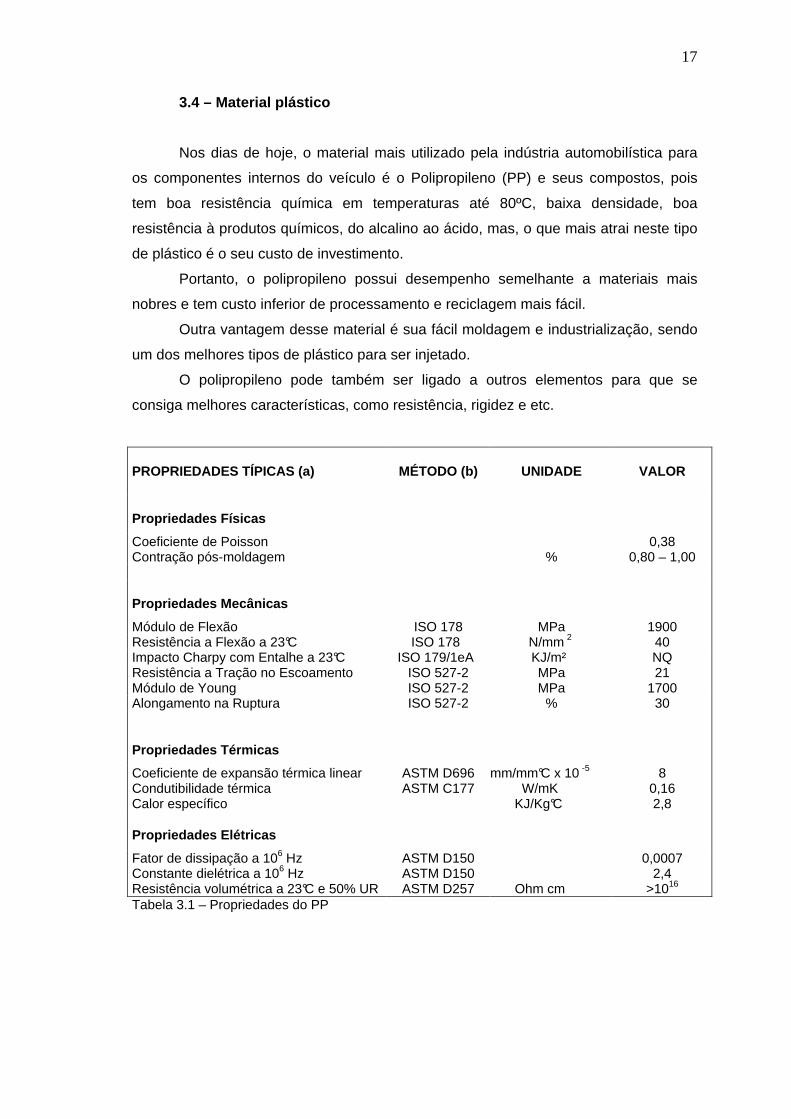
3.4 – Material plástico
Nos dias de hoje, o material mais utilizado pela indústria automobilística para
os componentes internos do veículo é o Polipropileno (PP) e seus compostos, pois
tem boa resistência química em temperaturas até 80ºC, baixa densidade, boa
resistência à produtos químicos, do alcalino ao ácido, mas, o que mais atrai neste tipo
de plástico é o seu custo de investimento.
Portanto, o polipropileno possui desempenho semelhante a materiais mais
nobres e tem custo inferior de processamento e reciclagem mais fácil.
Outra vantagem desse material é sua fácil moldagem e industrialização, sendo
um dos melhores tipos de plástico para ser injetado.
O polipropileno pode também ser ligado a outros elementos para que se
consiga melhores características, como resistência, rigidez e etc.
PROPRIEDADES TÍPICAS (a) MÉTODO (b) UNIDADE VALOR
Propriedades Físicas
Coeficiente de Poisson Contração pós-moldagem
%
0,38 0,80 – 1,00
Propriedades Mecânicas
Módulo de Flexão ISO 178 MPa 1900 Resistência a Flexão a 23°C ISO 178 N/mm 2 40 Impacto Charpy com Entalhe a 23°C ISO 179/1eA KJ/m² NQ Resistência a Tração no Escoamento Módulo de Young
ISO 527-2 ISO 527-2
MPa MPa
21 1700
Alongamento na Ruptura ISO 527-2 % 30
Propriedades Térmicas
Coeficiente de expansão térmica linear Condutibilidade térmica Calor específico
ASTM D696 ASTM C177
mm/mm°C x 10 -5
W/mK KJ/Kg°C
8 0,16 2,8
Propriedades Elétricas
Fator de dissipação a 106 Hz Constante dielétrica a 106 Hz Resistência volumétrica a 23°C e 50% UR
ASTM D150 ASTM D150 ASTM D257
Ohm cm
0,0007 2,4
>1016 Tabela 3.1 – Propriedades do PP

18
3.5 – Moldagem por injeção
A moldagem por injeção é um meio rápido de processamento de materiais
termoplásticos. O plástico granulado é colocado no funil da máquina injetora
abastecendo o cilindro de aquecimento da máquina. Dentro do cilindro existe uma
rosca que dosa e injeta o material plástico. Durante a dosagem, esta rosca gira
transportando o material para frente do cilindro e, simultaneamente, retorna dando
espaço para armazenar o material que está sendo transportado para frente do cilindro
(canhão).
No molde o material percorre através dos canais de alimentação atingindo a
cavidade a ser moldado. A cavidade tem a forma da peça com sua contração, que é o
quanto a peça irá diminuir ao sair do molde. Após a peça moldada, o molde
permanece fechado por tempo suficiente para permitir que o produto endureça. Para
acelerar o endurecimento, faz-se no molde um circuito de refrigeração para circulação
de água. Após injetar o material no molde, a rosca de dosagem é acionada
automaticamente, preparando o material para um novo ciclo e, durante esse tempo é
que acontece o resfriamento da peça, que depois de endurecida o molde se abre e a
peça é extraída em seguida, o molde se fecha para iniciar um novo ciclo de
moldagem.
Normalmente o material é injetado do lado fixo e a moldagem é extraída do
lado móvel do molde, por isso, ao se projetar um molde deve-se prever para que ela
fique presa do lado móvel do molde, para que possa ser extraída do molde
automaticamente. Abaixo está a descrição dos componentes principais de um molde.
- Placa fixa: é a placa que serve para fixar o lado fixo do molde na injetora, no lado do
canhão de injeção.
- Matriz: é o componente formador, geralmente, da parte externa da peça. É a placa
de fechamento do molde junto com a matriz móvel e também se localiza no lado fixo.
- Macho: é o componente formador da região interna da peça. É a placa de
fechamento do molde junto com a matriz fixa e suporta a pressão do molde junto com
a placa intermediária.
- Placa intermediária: é a placa que suporta a pressão do molde junto com a matriz
móvel
- Calço espaçador: é o componente que cria o espaço entre a matriz móvel e o
conjunto extrator e que determina o curso de extração do molde.
- Placa contra-extratora: é a placa que aloja os pinos extratores, pinos de retorno e etc.
- Placa extratora: serve para extrair as peças moldadas.

19
- Placa móvel: é a placa que serve para fixar o lado móvel do molde na lado da
extração da injetora.
- Flange guia: é o componente que centra o molde na injetora.
- Bucha de injeção: é o componente que recebe o material plástico da máquina
através do seu furo central.
- Coluna guia: faz a centragem do molde durante o fechamento do mesmo.
- Bucha guia: juntamente com a coluna guia, faz a centragem do molde durante o
fechamento.
- Coluna extratora: serve para guiar o conjunto extrator.
- Bucha extratora: junto com a coluna, serve para guiar o conjunto extrator.
- Pino extrator: é o componente que extrai a peça do molde.
- Pino extrator do canal: serve para extrair o canal de injeção e o poço frio.
- Pino de retorno: é o componente que retorna o conjunto extrator no fechamento
molde.
- 18 – Contra-pino de retorno: juntamente com o pino de retorno, faz retornar o
conjunto extrator.
- 19 – Top de apoio: serve de apoio ao conjunto extrator.
- 20 – Plug para mangueira: é o componente de adaptação da mangueira que traz e
retira a água para refrigeração do molde.
Nas figuras abaixo segue o esquema de funcionamento do molde, mostrando
praticamente todos seus componentes.
Primeiramente tem-se o molde fechado, pronto para ser injetado, com
praticamente todos os componentes indicados.

20
Figura 3.8 – Molde fechado
Com isso, o canhão da máquina encosta-se à bucha de injeção e começa a
injetar plástico líquido para dentro da cavidade, formando assim o produto. Terminada
a injeção o molde ainda fica por um tempo fechado até que o plástico se solidifique.

21
Figura 3.9 – Plástico sendo injetado
Terminada a solidificação do produto a parte móvel recua para desprender o
produto e o canal de injeção do lado fixo.
22
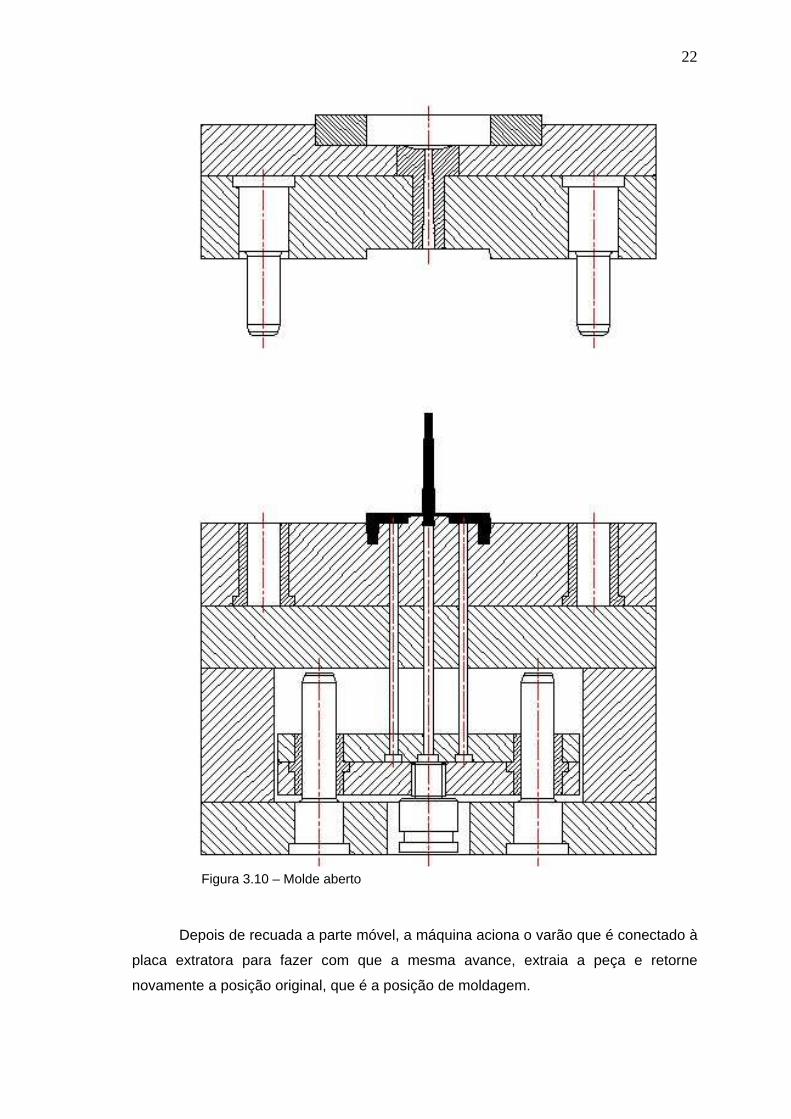
Depois de recuada a parte móvel, a máquina aciona o varão que é conectado à
placa extratora para fazer com que a mesma avance, extraia a peça e retorne
novamente a posição original, que é a posição de moldagem.
Figura 3.10 – Molde aberto

23
Retornada à posição de moldagem, o molde fecha novamente para um novo
ciclo para obtenção de uma nova peça.
Figura 3.11 – Extração da peça

24
4. DESENVOLVIMENTO
4.1- Definição do molde
A definição do molde é normalmente efetuada entre o Departamento de
Vendas e o Departamento de Engenharia, onde o primeiro propõe, de acordo com os
custos do molde, se o mesmo irá possuir mais de uma cavidade ou se executará duas
ou mais peças diferentes do mesmo molde, para diminuir ainda mais os custos com
ferramental e produção. Cabe assim ao Departamento de Engenharia determinar se
será viável a construção do molde proposto por Vendas, avaliando o impacto que
poderá ter na execução do molde ou até mesmo na produção.
O molde em questão foi proposto em ter 4 cavidades, fazendo 3 tipos de
produtos diferentes, sendo um dos produtos com 2 cavidades para fazê-lo, ou seja, 2
peças desse produto a cada injeção. A proposta foi aceita pela Engenharia e, baseada
nessas primeiras informações, começa-se a definir o projeto do molde.
4.2 - Definição do produto
A definição do produto e de sua matéria prima é feita pelo cliente, a não ser em
casos especiais em que o cliente aproveita o know-how do fornecedor para executar
seus produtos.
Há casos em que o produto modelado pelo cliente não é viável para a
construção do molde ou alguns detalhes do produto dificultarão a execução da
ferramenta ou a obtenção da peça no momento da injeção. Cabe assim ao fornecedor
propor alternativas ao cliente para modificar o produto sem que altere suas funções
principais na montagem do carro, para que assim, ambos saiam ganhando em
qualidade, produtividade e custos.
No caso do projeto em questão o produto foi desenvolvido pelo cliente. Para a
execução do projeto do molde o cliente nos envia os arquivos contendo os modelos
25
matemáticos das peças e todas as outras informações necessárias para a execução
da peça, inclusive desenho 2D do produto.
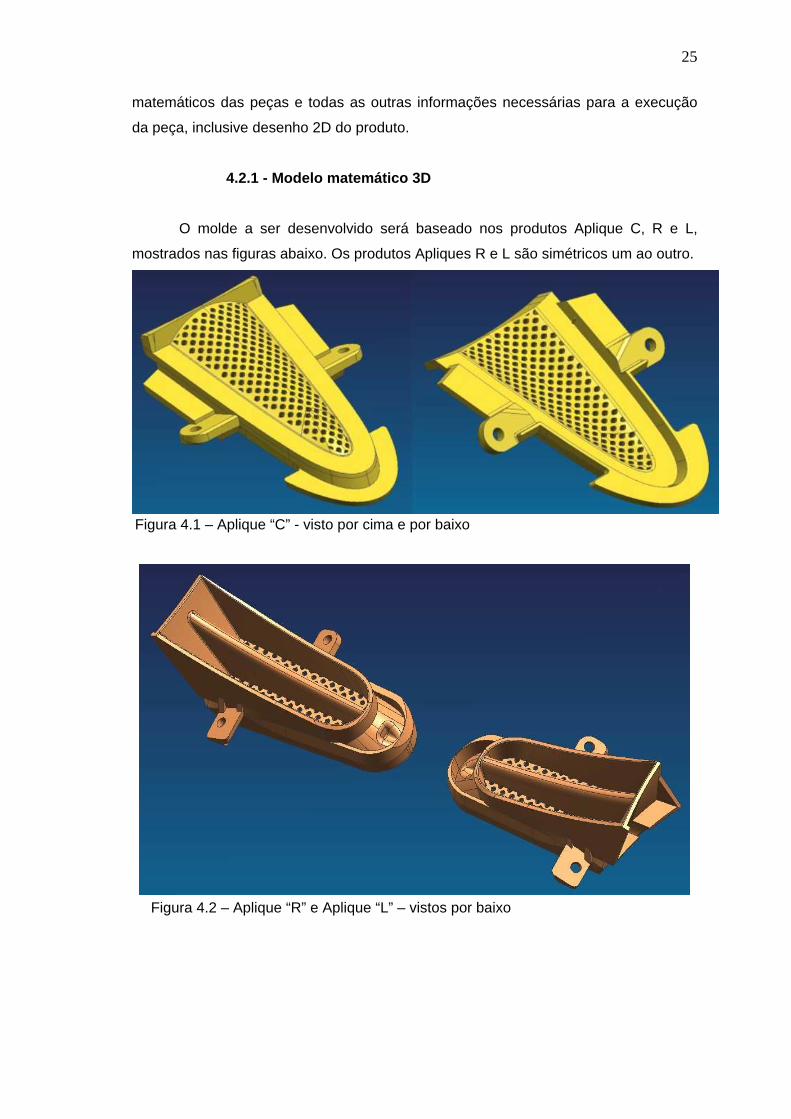
4.2.1 - Modelo matemático 3D
O molde a ser desenvolvido será baseado nos produtos Aplique C, R e L,
mostrados nas figuras abaixo. Os produtos Apliques R e L são simétricos um ao outro.
Figura 4.1 – Aplique “C” - visto por cima e por baixo
Figura 4.2 – Aplique “R” e Aplique “L” – vistos por baixo

26
A montagem dos produtos no automóvel pode ser vista no Anexo 1, onde
constam todos os componentes que fazem parte do volante. Nota-se que as peças em
questão são itens aparentes no veículo, por isso o cuidado com o projeto deve ser
ainda maior.
4.3 – Análise dos produtos
Faz parte do projeto do molde, uma análise minuciosa do produto, onde se
determina a linha de desmoldagem, a linha de fechamento, verificam-se ângulos de
saída etc. Em alguns casos são feitas também simulações de preenchimento da peça
para se determinar a melhor posição de entrada do material (ponto de injeção).
4.3.1 – Linha de extração ou desmoldagem
A linha de extração ou desmoldagem da peça normalmente já vem definida
pelo próprio cliente, já que o projetista de produto deve modelar a peça já pensando
em que posição a mesma irá no molde. Na figura 4.4 e 4.5 pode-se ver a linha de
extração dos produtos, com a peça já posicionada conforme ficará no molde.
Figura 4.3 – Aplique “R” e Aplique “L” – vistos por cima

27
Através desta linha de extração consegue-se determinar se os produtos
necessitarão de postiços e gavetas para auxiliar a injeção e simplificar o molde.
Analisando o produto Aplique C, nota-se que a região do furo de fixação não
está na direção da linha de extração. Com isso, neste caso faz-se necessária a
utilização de 2 postiços para cada furo, como mostrado no corte da seção da figura 4.6
Figura 4.4 – Linha de extração dos Apliques R e L
Figura 4.5 – Linha de extração do Aplique C

28
O mesmo acontece com os Apliques R e L, que tem o mesmo tipo de furação,
tendo assim a obrigatoriedade da utilização desses dois postiços.
Os apliques R e L têm uma região que também não esta na direção da linha e
extração, como se pode ver na figura 4.7. Para isso será necessária a utilização de
uma gaveta, que fará o movimento dentro do molde para que o produto possa ser
extraído. Como o curso dessa gaveta será grande, em torno de 70mm, será então
necessária a utilização de um cilindro acoplado a gaveta para que possa ser feito esse
movimento, que será melhor discutido posteriormente.
Figura 4.6 – Demonstração da utilização de postiços para corrigir contra saída

29
4.3.2 – Linha de fechamento
É a partir da linha de extração que se determina a linha de fechamento. Essa
linha também deve vir definida pelo cliente, já que o projetista de produto deve prever
ângulos de saída na peça para extração da mesma.
Através da linha de fechamento, começa-se a determinar o plano de
fechamento do molde, que é onde as matrizes irão se encontrar e fechar o molde para
a injeção do produto.
Nas figuras 4.8 e 4.9 são mostradas as linhas de fechamento dos produtos.
Figura 4.7 – Corte na região em que será necessária a utilização de gaveta

30
A partir da linha de fechamento consegue-se determinar as regiões ou faces da
peça que serão feitas pela matriz e pelo macho. Como no lado do macho irão todos os
demais componentes do molde, como extratores, gavetas, ponto de injeção e etc., que
inevitavelmente deixam marcas no produto, a região do produto que ficará visível ao
usuário do automóvel deve estar do lado da matriz, que não recebe nenhum
componente, portanto, não deixando marcas.
Figura 4.8 – Linha de fechamento (em preto) dos Apliques R e L
Figura 4.9 – Linha de fechamento (em preto) do Aplique C

31
Nas figuras abaixo os produtos estão divididos, a partir da linha de fechamento,
com as regiões que irão no macho, matriz e das regiões que serão feitas por postiços
ou gavetas.
Figura 4.10 – Aplique C dividido a partir da linha de fechamento

32
4.3.3 – Análise de preenchimento
Figura 4.11 – Apliques R/L dividido a partir da linha de fechamento

33
É parte importante num projeto de um molde a análise de preenchimento da
peça para que se possa determinar com exatidão onde deve ser o ponto de injeção e
prever quaisquer problemas com a injeção. Mas essa análise nem sempre é realizada
em projetos de molde.
Para esses casos, as análises já vieram prontas do próprio cliente, onde ele
definiu o melhor ponto de injeção dos produtos. A análise é realizada por outra
ferramenta da Engenharia, o CAE (Engenharia Auxiliada por Computador) através de
um simulador chamado Mold Flow, onde são inseridos, além da geometria da peça,
todas as informações do material da mesma e todos os parâmetros ou variáveis de
injeção possíveis.
No caso do Aplique C, a simulação se demonstrou satisfatória, com um
preenchimento dentro do esperado, onde a região em vermelho na figura 4.12 é a
última a ser preenchida.
Para o caso dos Apliques R/L, a simulação encontrou um problema que deverá
ter alguns cuidados especiais, tanto no molde quanto na injeção, já que esse foi o
melhor ponto de injeção encontrado para essa peça. Na figura 4.13, na região
Figura 4.12 – Final da análise de preenchimento do Aplique C

34
apontada por uma seta, o material praticamente pára de fluir e segue por outra região
da peça.
Na figura 4.14, se nota que o material vai até o final da peça e volta pela região
central.
O material
praticamente
Figura 4.13 – Peça parcialmente preenchida
O material vem
em duas direções
Figura 4.14 – Peça quase totalmente preenchida

35
A figura 4.15 já mostra a peça totalmente preenchida, ocorrendo uma “emenda”
de material vindo em duas direções diferentes, que pode ocasionar marcas na região
da peça.
Baseado em todas essas informações, começa-se a modelar o molde, levando-
se em consideração também as normas e padrões utilizados na empresa.
4.4 – Modelamento do molde
O modelamento do molde é todo realizado com o auxílio de uma ferramenta
CAD (Desenho Auxiliado por Computador), o software Catia V5, que é uma ferramenta
avançada de modelamento 3D utilizado em várias empresas no mundo, inclusive
montadoras como Volkswagen, Toyota, Honda, Embraer etc.
Utilizando todas as informações disponíveis, começa-se o desenvolvimento do
molde de injeção plástica com 4 cavidades para a fabricação de 3 peças, Aplique C,
Aplique R e Aplique L, sendo que o Aplique C será feito em 2 cavidades e os Apliques
R e L são simétricos um em relação ao outro. O curso de extração a ser utilizado será
de 50mm, que satisfaz a altura do maior produto, a do Aplique R/L, que é de 42mm.
Antes do início, porém, deve-se levar em consideração a contração que o
produto sofrerá após a injeção, devido às propriedades do plástico. Como a contração
Figura 4.15 – Peça totalmente preenchida
Linha de emenda
de fluxo

36
é 0,9%, o produto deve ser aumentado em toda sua proporção em 0,9%. Depois de
feito esse aumento no produto, começa-se a modelar o molde.
4.4.1 – Gavetas e postiços
Como já visto nas figuras 4.10 e 4.11, algumas regiões dos produtos não serão
possíveis de serem realizadas apenas pela matriz e pelo macho, necessitarão então
de postiços e gavetas para auxiliar a injeção e a extração.
Para os casos dos furos existentes nas peças, a utilização de 2 postiços em
cada furo já resolve o problema de contra saída existente nos mesmos. Na figura 4.16,
são mostrados dois postiços que fazem um dos furos do Aplique.
Figura 4.16 – Visualização dos 2 postiços, em corte e em perspectiva

37
Como se pode ver na figura, os dois postiços serão os responsáveis por fazer o
furo na peça, ou seja, os dois postiços fazem fechamento de topo entre eles, para que
a peça possa ser extraída sem esforço. O mesmo conceito vale para o outro furo
desse Aplique e para os furos do Aplique C.
Para o Aplique R/L, tem-se ainda a necessidade da utilização de uma gaveta,
em razão do grande negativo existente na mesma. Em razão do que foi visto na
análise de preenchimento, na figura 4.15, a gaveta será confeccionada em um material
diferente dos demais componentes do molde. O material utilizado será uma liga de
cobre-berílio, que possui uma alta resistência, mas a principal característica e o
principal motivo de utilizá-lo é sua taxa de transferência de calor, que chega a ser 5
vezes maior que a do aço. Como a região que a gaveta irá atuar é exatamente a
região que poderá ocorrer a linha de emenda, foi convencionada utilizar essa gaveta,
para que a refrigeração (ou aquecimento), consiga chegar até na parte frontal da
gaveta, já que não há espaço para furos de refrigeração nessa região. Na figura 4.17
tem-se a gaveta modelada. No corpo principal da gaveta existe um circuito de
refrigeração com o objetivo de resfriar a ponta da gaveta, através da alta taxa de
transferência do material da gaveta.
Na figura abaixo está a gaveta em vista isométrica e a mesma posicionada
junto ao produto. Nota-se que, além da gaveta confeccionar toda a região interna do
produto, ela faz também toda a região de trás do Aplique R/L.
Figura 4.17 – Gaveta modelada

38
Para o funcionamento e a movimentação da gaveta, se faz necessário alguns
componentes, como seguem:
- Suporte da gaveta: será o componente responsável por segurar a gaveta para a sua
movimentação e irá movimentar junto com a gaveta;
- Guia da gaveta: juntamente com o suporte, faz a guia do movimento da gaveta, para
que a mesma fique sempre na mesma posição;
- Régua da gaveta: é a base onde o conjunto da gaveta irá correr;
- Cilindro hidráulico: será o responsável pela movimentação da gaveta (ver apêndice 1
para mais detalhes do cilindro);
- Chave fim de curso: será o responsável de informar à máquina injetora quando a
gaveta está avançada e quando estará recuada, para que a injetora possa fazer os
movimentos corretamente;
- Came fim de curso: é o que aciona a chave fim de curso;
- Haste fim de Curso: é o suporte ligado na gaveta que segura o came fim de curso;
- Haste de refrigeração: é onde será conectada a mangueira de água da injetora para
a refrigeração da gaveta.
- Conexão para mangueira: é onde a mangueira hidráulica irá conectar para o
funcionamento do cilindro.
Todos esses componentes são mostrados nas imagens a seguir.
Figura 4.18 – Gaveta, em vista isométrica (à esquerda) e posicionada junto ao produto (à direita).

39
4.4.2 – Postiços de injeção
Em ambos os apliques, a injeção foi prevista pelo cliente como sendo uma
injeção direta na parte frontal da peça. Para o caso do Aplique R/L foi mantida essa
condição, já que a peça poderá ter problemas de injeção. Já para o caso do Aplique C,
Figura 4.19 – Conjunto da gaveta (vista isométrica)
Figura 4.20 – Conjunto da gaveta (vista lateral)

40
foi convencionado fazer uma injeção tipo “unha de gato”, que é uma injeção por baixo
da peça e que não deixa nenhum tipo de galho ou rebarbas na peça para que seja
retrabalhado posteriormente. Esse tipo de canal de injeção se destaca
automaticamente da peça, não deixando assim nenhum vestígio na mesma.
Para a execução de injeção direta não se necessita de nenhum postiço, o canal
é feito diretamente no macho e na matriz. Para o canal tipo “unha de gato” se faz
necessário a utilização de dois postiços, formando o canal bipartido entre eles. Na
figura abaixo se podem ver esses postiços abertos mostrando o canal “unha de gato”
bipartido.
Na figura abaixo se podem ver os dois postiços junto com o Aplique C.
Na figura abaixo se tem um dos postiços com o produto, mostrando assim onde
exatamente será o ponto de injeção no produto.
Figura 4.21 – Postiços de injeção abertos
Figura 4.22 – Postiços montados juntos com o produto Aplique C

41
4.4.3 – Macho e matriz
Baseado nas condições já vistas e nos componentes já estabelecidos, começa-
se os modelamentos do macho e da matriz, respeitando assim a linha de fechamento,
a linha de extração, os pontos de injeção e todos os alojamento que devem existir para
os componentes como postiços, gavetas e etc.
As dimensões externas do molde serão de 340mm de largura e 500mm de
comprimento, que são medidas padronizadas dos fornecedores de porta-molde e que
satisfaz a disposição dos produtos e dos componentes no molde. O porta-molde é
comprado baseado nessas medidas e com curso de extração de 50mm, como já foi
mencionado anteriormente. Assim, as medidas de todas as placas e demais
componentes do molde já são pré-estabelecidos de acordo com o esforço de um
molde desse porte pode exercer. A altura do macho e da matriz são definidas
conforme a necessidade, sendo 105mm para o macho e 90mm, suficientes para alojar
todos os componentes do molde e ainda ter espaço para refrigeração.
Assim sendo, tem-se o macho modelado, com seus canais de injeção e seus
respectivos alojamentos e furações, inclusive furação de pinos extratores e de
refrigeração, que serão mais bem discutidos posteriormente.
Figura 4.23 – Vista lateral de um dos postiços com o produto

42
Na figura 4.25 está em destaque a cavidade do Aplique C. Note que ao lado da
região que forma o produto estão os planos de fechamento. Em destaque também os
furos para pinos extratores e dos postiços dos furos.
Figura 4.24 – Macho modelado
Figura 4.25 – Detalhe da cavidade do Aplique C

43
Na figura abaixo está em destaque a cavidade do Aplique R/L. Note que ao
lado da região que forma o produto estão os planos de fechamento. Em destaque
também os furos para pinos extratores e dos postiços dos furos, o canal de injeção e o
alojamento da gaveta e seus componentes.
Ainda na figura 4.24, pode-se notar que existe um alojamento para um postiço
exatamente no centro do macho. A razão desse alojamento é a criação de postiços
divisores de fluxo, pois, dependendo do pedido do cliente, a fabricação não se dará
com as 4 cavidades, pois existem na verdade dois tipos de volante, um deles utiliza os
produtos Aplique R/L e apenas um Aplique C, tornando assim desnecessária a
utilização das 4 cavidades. Para isso foi criado um postiço que irá direcionar o fluxo de
material somente para 3 cavidades, como se pode ver na figura abaixo.
Figura 4.26 – Detalhe da cavidade do Aplique R/L

44
O outro tipo de volante utilizará somente o produto Aplique C, por isso foi
criado um postiço que direcionará o fluxo somente para as duas cavidades que
produzem o Aplique C, como se pode ver na figura abaixo.
Para a matriz, segue-se o mesmo conceito do macho. Na figura abaixo está a
matriz modelada.
Figura 4.27 – Postiço Divisor de Fluxo (3 cavidades)
Figura 4.28 – Postiço Divisor de Fluxo (Aplique C)

45
Na figura 4.30 está a cavidade do Aplique C em detalhe. Na figura 4.29 pode-
se notar que existem, além dos furos dos postiços, outros 4 furos, que serão utilizados
para colocar 4 extratores do lado fixo, pois a peça possui muitos detalhes na grade,
que farão com que a peça fique presa na matriz fixa, o que não é viável para o molde.
Por isso a utilização dos postiços que farão a extração da peça pela ação de molas
que existem atrás dos mesmos, como se pode ver na figura 4.31.
Figura 4.29 – Matriz modelada

46
Na região central pode se perceber que existem várias saliências, que serão as
responsáveis por fazer a grade no produto. Essas saliências tendem a prender a peça
depois de injetada, ficando assim do lado fixo do molde. Por isso a obrigatoriedade da
utilização de extratores do lado fixo. A utilização desses extratores só foi possível,
pois, na região em que os mesmo se encontram, não é uma região que irá ficar
aparente no volante, já que esses extratores deixam marcas na peça. A região visível
da peça é somente a região central da mesma, como vimos na figura 4.4.
Figura 4.30 – Detalhe da cavidade do Aplique C

47
Na figura 4.33 está em detalhe a cavidade do Aplique R/L. Note que a região
central também possui as saliências que formam a grade, mas, neste caso não foi
necessário utilizar extratores, já que a gaveta, que faz o interno da peça, será a
responsável por manter a peça do lado móvel da peça, fazendo com que ela seja
extraída normalmente pelos extratores do lado móvel. Restam assim somente os
alojamentos dos postiços que irão fazer os furos no produto, idêntico ao que acontece
no Aplique C.
Ainda na figura 4.29, podemos perceber a existência de um furo central na
matriz. Esse furo é destinado à bucha de injeção (figura 4.33), que é o componente
responsável por levar o material plástico da injetora para dentro do molde.
Na figura 4.33 podemos ver também a flange de guia do molde, que é o
componente que fica na parte superior do molde e é responsável por centralizar o
molde através de um furo existente na máquina, que tem o mesmo diâmetro do flange.
Figura 4.31 – Corte na região do extrator com mola

48
Figura 4.33 – Detalhe da cavidade do Aplique R/L
Figura 4.34 – Corte no centro da matriz, mostrando a bucha
de injeção e sua fixação e logo acima a flange de guia.

49
4.4.4 – Refrigeração
Um estudo ou uma análise de refrigeração poderia ser realizado para projetos
de molde, mas, devido a diversos fatores e variáveis como, geometria da peça, tipo de
material a ser injetado, acabamento das cavidades, material da matriz e do macho,
tipo de canal de injeção, etc, um estudo desse tipo, além de ter um alto custo, não
seria confiável. Por isso, a refrigeração é feita obedecendo a uma regra simples, que é
de passar o mais próxima possível da cavidade que será preenchida com material
plástico e, para moldes com várias cavidades, o circuito deve passar o mais próximo
possível de todas as cavidades. Na maioria dos casos, a refrigeração somente com
água na temperatura ambiente é suficiente. Em outros, é necessária a utilização de
água gelada, e, ainda há casos em que é necessária a utilização de água quente,
deixando assim de ser refrigeração e passando a ser aquecimento, mas é um caso
que acontece com menos freqüência.
Baseado nisso o circuito de refrigeração foi realizado na matriz e no macho,
tomando-se o devido cuidado de não interceptar nenhum furo já existente, o que
poderia acarretar num vazamento. Com isso, tem-se uma vista por dentro do macho e
da matriz, mostrado o circuito de refrigeração nas figuras 4.35 e 4.36.
Figura 4.35 – Circuito de refrigeração (em vermelho) do macho

50
Como havíamos discutido anteriormente, as gavetas também terão refrigeração
e, como a ponta da mesma é muito fina, impossibilitando de se resfriar esta área, elas
foram feitas de cobre-berílio devido à taxa de transferência de calor que ela oferece,
fazendo com que se consiga um melhor resfriamento da ponta.
4.4.5 – Extratores
O conjunto de extração é parte indispensável do molde. É ele quem vai
destacar a peça do mesmo. É importante a colocação de extratores próximos a
regiões da peça que terão dificuldade de extração.
Para o caso do Aplique C, a maior preocupação é que a peça se destaque da
parte fixa do molde, portanto, foram colocados somente 4 extratores para cada peça
no lado móvel, já que, assim que ela se destacar da parte fixa, não terá dificuldades
para fazer o mesmo na móvel.
Para o caso do Aplique R/L, foram colocados 5 extratores para cada peça, 2
frontais, 1 central e 2 traseiros.
Os extratores são presos na placa-extratora do molde. Essa placa extratora,
em conjunto com sua contra-placa e um pino de impacto, são conectados a um varão
na máquina injetora para se fazer o movimento de avanço e retorno de todo o conjunto
extrator.
Existe ainda os extratores do galho, ou canal de injeção. Como existe um canal
de injeção para cada cavidade, foi colocado um extrator próximo a cada ponto de
Figura 4.36 – Circuito de refrigeração (em vermelho) da matriz

51
injeção e um extrator central, para contribuir com a extração do galho. Nos apêndices
2 ao 8 está uma esquematização em seqüência de movimento de todos os
componentes do molde, onde poderemos ver todo o funcionamento do molde,
inclusive os pinos extratores atuando, que será melhor descrito a seguir.
4.5 – Funcionamento do molde
O esquema de funcionamento do molde pode ser visto através dos apêndices 2
ao 8. Parte do molde, nas imagens, está mostrado em corte, para que fique claro o
funcionamento de todo o molde, dando ênfase aos extratores do lado móvel, das
gavetas e dos extratores do lado fixo.
No apêndice 2 o molde esta fechado com todos os componentes na posição de
moldagem e os cilindros avançados com as gavetas, pronto para receber a injeção do
plástico líquido. Note que o cilindro avançado aciona uma chave fim de curso. Na
máquina injetora é programado para que somente com esse fim de curso acionado é
que o molde pode fechar, para que se evite que o molde abra com o cilindro e a
gaveta recuadas, o que causaria danos ao mesmo
No apêndice 3 o plástico preenche toda a cavidade (demonstrado na cor preta),
formando assim os produtos e os canais de injeção. No detalhe do corte podemos ver
a mola comprimida atrás do extrator do lado fixo. Assim que o molde começar a abrir a
mola irá atuar e empurrar o extrator para que o mesmo destaque o Aplique C do lado
fixo do molde.
Após o plástico ter se solidificado, o lado móvel se afasta do lado fixo, liberando
os produtos para serem extraídos. No apêndice 4 podemos ver o lado móvel livre,
somente com os produtos e o canal para serem extraídos.
Assim que o molde termina de abrir, a máquina injetora envia um sinal de
comando para a gaveta abrir e liberar totalmente os Apliques R/L para extração, como
pode ser visto no apêndice 5.
Assim que o cilindro recua, o mesmo aciona um outro fim de curso,
programado para liberar o conjunto de extração do molde. Assim, com os fim de curso
acionados, a extração é realizada, avançando, como se pode ver no apêndice 6, e
retornando à sua posição original com os produtos e canais de injeção já extraídos,
como podemos ver no apêndice 7.
Ao retornar à sua posição original, o conjunto extração aciona um outro fim de
curso, que informa à máquina injetora para acionar novamente os cilindros das
gavetas para voltarem à posição de moldagem, como pode ser visto no apêndice 8.

52
Assim, eles acionarão novamente as chaves fim de curso que começarão novamente
o ciclo.
4.6 – Usinagem e Montagem
A usinagem dos componentes que possuem uma geometria mais complexa,
como matriz, macho, gavetas e postiços, é feita através de máquinas CNC (Comando
Numérico Computadorizado), como fresadoras, eletroerosão e etc. A utilização de
máquinas CNC faz-se necessária a utilização de mais uma ferramenta de engenharia,
o CAM (Manufatura/Fabricação Auxiliada por Computador), que utiliza o modelamento
feito em CAD para que possam ser feitos os programas de usinagem das peças.
A única forma de obtenção do perfil do produto é através da usinagem por
eletroerosão. Nos anexos 4 e 5 se podem ver fotos dos eletrodos que foram utilizados
para a erosão do macho e das matrizes.
Para os componentes de geometria mais simples, pode ser utilizado máquinas
convencionais de usinagem, com operação manual, que atende perfeitamente as
exigências relativas à função do componente.
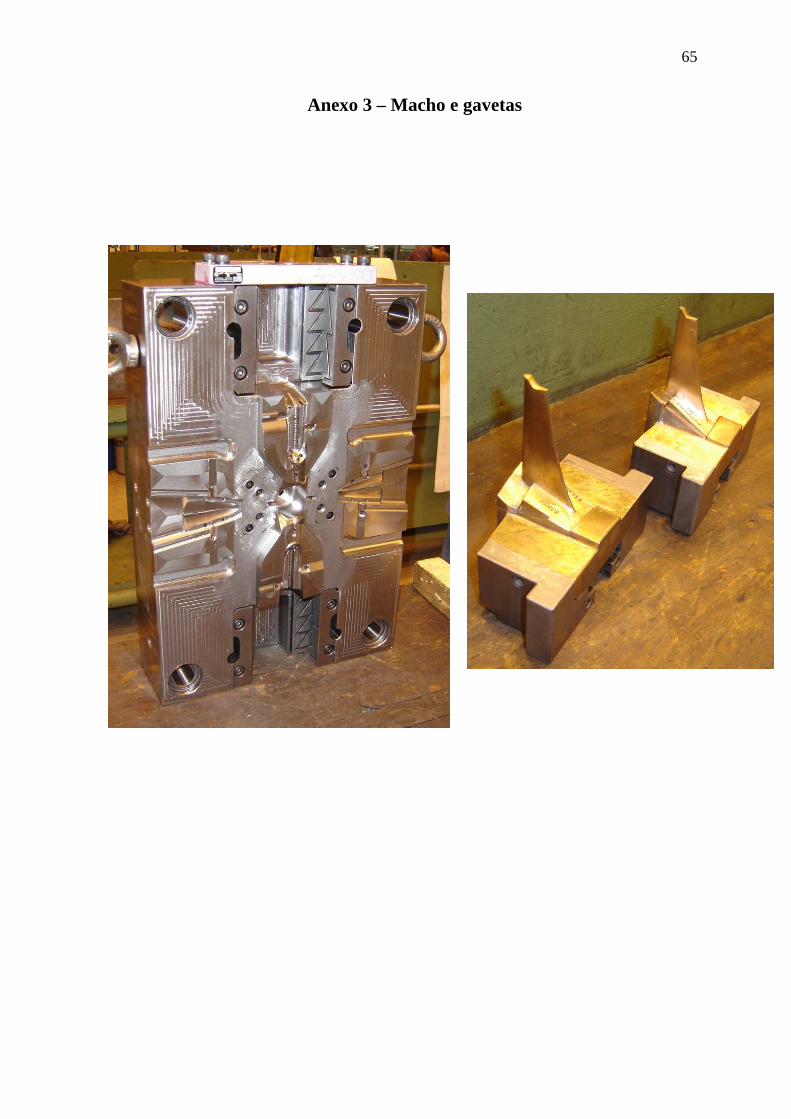
Nos anexos 2 e 3 podemos ver também fotos de vários componentes usinados.
Finalizada a usinagem de todos os componentes, o molde entra na fase final
de ajuste e finalmente sua montagem, como podemos ver na foto do anexo 6,
4.7 – Injeção
Assim que o molde estiver concluído e, estando com material e injetora
adequados disponíveis, monta-se o molde na injetora e começa-se a fazer o pré-
ajuste, de acordo com conhecimento técnico dos responsáveis pela injeção, para se
começar a fazer o primeiro teste no molde. O molde montado na injetora pode ser
visto no anexo 7.
Assim, foram obtidas as primeiras peças, que saíram satisfatórias para um
primeiro teste. Com as peças de primeiro teste em mãos, os responsáveis pela
qualidade final da peça avaliaram que teriam que ser feitas algumas melhorias no
molde, mas nada que afetasse o projeto do mesmo, e sim apenas alguns ajustes de
ferramenta e fechamento para se eliminar pequenas rebarbas e marcas na peça para
que a mesma possa ser apresentada ao cliente.

53
4.8 – Avaliação Dimensional
Depois de concluída a injeção é feita a análise dimensional de acordo com as
dimensões exigidas pelo desenho do cliente. Todas as dimensões encontradas em
ambas as peças estão dentro da tolerância especificada pelo cliente, provando assim
que a contração utilizada no início do projeto estava coerente. Nos anexos podemos
ver fotos das peças injetadas.

54
5 - CONCLUSÃO
Com a realização desse trabalho concluiu-se, de uma maneira geral, que, para
a obtenção de peças injetadas, é necessário uma avaliação prévia dos problemas que
podem ocorrer através de análises de preenchimento e experiência anteriores. Através
desta avaliação é possível desenvolver um projeto para se possa obter peças
injetadas com o mínimo de retrabalho possível, eliminando assim custos produtivos.
Concluiu-se também que a interface entre os sistemas CAE, CAD e CAM, junto com a
usinagem CNC, está tecnologicamente cada vez melhor e cada vez mais
indispensável para a realização de qualquer tipo de projeto.

55
Apêndice 1 – Cilindro
O cilindro a ser utilizado será um disponível no estoque da empresa e que será
reaproveitado.
∅ da camisa: 32 mm
∅ da haste: 16 mm
Curso: 80 mm (a gaveta necessitará de aproximadamente 72mm)
Área de retorno: 172.83 mm2
Área de avanço: 803.8 mm2
Pressão do sistema: 140 bar = 14 N/mm2
Força de Retorno = área de retorno x pressão = 2400 N
Força de Avanço = área de avanço x pressão = 11253 N
Peso do conjunto que irá movimentar: aproximadamente 50N
Existirá também uma força de agarramento que o produto fará na gaveta e que não
consegue ser mensurada.
O cilindro deverá exercer também uma força de fechamento no momento da
injeção de plástico na cavidade que também não consegue ser mensurado, portanto foi
adotado um cilindro super-dimensionado e que já existia em estoque para não ter
problemas na injeção e diminuir os custos.
Especificação do cilindro:
PSI – T2.2 – FA 32/16 – 140B 80 –ABD –E
Fornecedor: PSI

56
Apêndice 2 – Molde fechado

57
Apêndice 3 – Cavidade do molde preenchida com plástico líquido (na
cor preta)

58
Apêndice 4 – Lado móvel recuado

59
Apêndice 5 – Gaveta recuada para liberar os Apliques R e L

60
Apêndice 6 – Extração avançada

61
Apêndice 7 – Extração recuada (produtos já extraídos)

62
Apêndice 8 – Gaveta de volta à posição de moldagem

63
Anexo 1 – Foto do Volante montado

64
Anexo 2 – Matriz
65
Anexo 3 – Macho e gavetas

66
Anexo 4 – Eletrodos Aplique C

67
Anexo 5 – Eletrodos Aplique R/L

68
Anexo 6 – Lado Fixo montado na injetora

69
Anexo 7 – Lado Móvel montado na injetora

70
Anexo 8 – Produtos

71
REFERÊNCIAS BIBLIOGRÁFICAS
1 –OLMOS, Marli; SILVA, Maroni . Leves e robustos. Metalurgia & Materiais, p.
116-121, março, 2003.
2 – BELZZELLI, John. Ferramentas multicavidades: uma solução ou uma variável
a mais a se controla. Plástico Industrial, p. 38-44, dezembro, 2001.
3 – SCHIMDT, Stefan. Investigação detalhada indica como reduzir tempos de ciclo
de moldagem. Plástico Industrial, p. 30-36, maio, 2002.
4 – PORATH, Mauricio; SOUSA, André. Medição por coordenadas propicia ganhos
nas diversas etapas de moldagem de plásticos. Plástico Industrial, p. 154-160, maio,
2002.
5 – BOM; Ricardo Pedro. Os efeitos da pressão e do tempo de recalque no
empacotamento de peças injetadas. Plástico Industrial, p. 168-180, maio, 2002.
6 – HERBST, R.; JOHANNABER, F.. Sistema de válvulas possibilita a produção de
injetados sem marcas de alimentação. Plástico Industrial, p. 120-130, maio, 2002.
7 – SILVA, Anézio Rodrigues. Moldes. São Paulo. Escola Art-Mec, 1988
8 – BONENBERGER, Paulo. The first snap-fit handbook. Munich. Ed. Hanser, 200





























