-
Waste Cooking Oil to Biodiesel Automated Fuel Pump Project
AbbeyGireNateJeffery
JessicaSchulteJaredSnowRossVanDyk
ME450
Winter2007Section006KazuhiroSaitou
4/17/2007
-
TABLE OF CONTENTS ABSTRACT
.....................................................................................................................
1
INTRODUCTION.............................................................................................................
1 INFORMATION SEARCH
...............................................................................................
1 CUSTOMER REQUIREMENTS AND ENGINEERING
SPECIFICATIONS..................... 5
CUSTOMER
REQUIREMENTS................................................................................................5
ENGINEERING
SPECIFICATIONS..........................................................................................5
DESIGNING A REDUCED SCALE PROTOTYPE
.......................................................... 7
CONCEPT
GENERATION..............................................................................................
7
INPUT OF
REACTANTS...........................................................................................................8
Gravity
Transportation...........................................................................................................9
Pump
Transportation.............................................................................................................9
Time Sensor for Grease
Input...............................................................................................9
Level Sensor
.........................................................................................................................9
Flow Meter Sensor
................................................................................................................9
FILTRATION METHODS
........................................................................................................10
Screen
Filter........................................................................................................................10
Cartridge Filter
....................................................................................................................10
Bag
Filter.............................................................................................................................10
Strainer................................................................................................................................10
MIXING METHODS
................................................................................................................11
Mixing Unit Inside
Tank.......................................................................................................11
Pump Recirculation
.............................................................................................................11
SEPARATION
METHODS......................................................................................................11
Gravity.................................................................................................................................11
Centrifuge............................................................................................................................11
CONCEPT
EVALUATION.............................................................................................
11 REACTANT INPUT
CONCEPTS............................................................................................12
Gravity-fed Intermediate
Tanks...........................................................................................12
Piston-operated Vacuum
Cylinders.....................................................................................12
Oil Pumped to Set Level
.....................................................................................................13
Oil Pumped through Flow Meter
.........................................................................................13
Selection: Reactant Input
....................................................................................................13
FILTRATION CONCEPTS
......................................................................................................14
Self-cleaning Coarse Screen Filter
.....................................................................................14
Removable Coarse Screen Filter
........................................................................................14
Open Coarse Screen Filter
.................................................................................................15
Coarse Strainer & Fine Cartridge
Filter...............................................................................15
Selection:
Filtration..............................................................................................................15
MIXING CONCEPTS
..............................................................................................................15
Motor-powered Shaft with Mixing
Vanes.............................................................................15
Motor-powered Planetary Gear System, Dual Shafts with
Vanes.......................................16 Belt-driven Paddles
.............................................................................................................16
Pump Recirculation
.............................................................................................................16
Selection: Mixing
.................................................................................................................16
SEPARATION
CONCEPTS....................................................................................................17
Centrifuge with Rotating Valves
..........................................................................................17
Centrifuge with Stationary Valve
.........................................................................................17
Selection: Separation
..........................................................................................................18
-
OVERALL SYSTEM
CONCEPTS...........................................................................................18
CONCEPT SELECTION
...............................................................................................
20
AUTOMATION AND
CONTROL.............................................................................................20
Digital Input/Output Box
......................................................................................................20
Solenoid Valves
..................................................................................................................20
Check Valves
......................................................................................................................20
Flowmeter
...........................................................................................................................21
FILTRATION, TRANSPORT, MIXING, AND SEPARATION
..................................................21 Strainer and
Cartridge
Filter................................................................................................21
Grease Transportation
Pump..............................................................................................22
Mixing Recirculation
Pump..................................................................................................22
Separation
Motor.................................................................................................................22
Offset Gear Drive
................................................................................................................22
CONTAINMENT AND
PIPING................................................................................................23
ENGINEERING
ANALYSIS...........................................................................................
23
METERING
.............................................................................................................................23
MOTOR ANALYSIS
................................................................................................................24
TANK FRAME
STRUCTURE..................................................................................................25
Support Bars Stress
Analysis..............................................................................................26
Vertical Legs Buckling Analysis
..........................................................................................27
MECHANICAL ANALYSIS OF MAIN TANK
...........................................................................28
Bending Failure Due to Static Fluid Pressure
.....................................................................28
Circumferential Stress When Rotating
................................................................................29
CENTER OF MASS AND TIPPING
ANALYSIS......................................................................30
FAILURE MODE EFFECTS AND
ANALYSIS.........................................................................33
DESIGN FOR MANUFACTURING AND ASSEMBLY
............................................................33
Permit Assembly in Open
Spaces.......................................................................................33
Standardize to Reduce Part
Variety....................................................................................33
Maximize Part Symmetry
....................................................................................................34
Eliminate Fasteners
............................................................................................................34
Allow Access of Tools
.........................................................................................................34
DESIGN FOR THE
ENVIRONMENT......................................................................................34
Optimize Material
Use.........................................................................................................34
Optimize Production Techniques
........................................................................................34
Optimize Distribution
...........................................................................................................34
Reduce Impact During Use
.................................................................................................34
Optimize End-of-Life
Systems.............................................................................................35
FINAL PROTOTYPE DESIGN
......................................................................................
35 FILTERING
.............................................................................................................................36
METERING
.............................................................................................................................37
MIXING
...................................................................................................................................38
SEPARATION.........................................................................................................................39
SUPPORT
STRUCTURE........................................................................................................39
FULL SCALE TO PROTOTYPE
COMPARISON....................................................................40
System Layout
....................................................................................................................40
Automation
..........................................................................................................................40
Prototype Scaling Justification
............................................................................................41
PROTOTYPE MANUFACTURING AND TESTING PLAN
............................................ 43 MANUFACTURING PLAN
......................................................................................................43
Separation
Tank..................................................................................................................44
-
ASSEMBLY.............................................................................................................................45
TESTING PLAN
......................................................................................................................45
PROJECT PLAN
...........................................................................................................
46
TESTING.......................................................................................................................
47 FUTURE
IMPROVEMENTS..........................................................................................
51
STRENGTHS..........................................................................................................................51
WEAKNESSES.......................................................................................................................51
CONCLUSIONS............................................................................................................
53 ACKNOWLEDGEMENTS
.............................................................................................
54
REFERENCES..............................................................................................................
55 TEAM MEMBER
BIOGRAPHIES..................................................................................
57 APPENDICES
...............................................................................................................
60
APPENDIX A: QFD DIAGRAM
...............................................................................................60
APPENDIX B: GANTT
CHART...............................................................................................61
APPENDIX C.1: PUGH CHART - METERING
.......................................................................62
APPENDIX C.2: PUGH CHART - FILTRATION
.....................................................................63
APPENDIX C.3: PUGH CHART -
MIXING..............................................................................64
APPENDIX C.4: PUGH CHART - SEPARATION
...................................................................65
APPENDIX D: FMEA
DIAGRAM............................................................................................66
APPENDIX E.1: MANUFACTURING PLAN FILTER COUPLING
.......................................68 APPENDIX E.2:
MANUFACTURING PLAN METHANOL
METERING................................68 APPENDIX E.3:
MANUFACTURING PLAN NAOH METERING
.........................................69 APPENDIX E.4:
MANUFACTURING PLAN SUPPORT STRUCTURE
...............................69 APPENDIX F.1 OIL FILTER COUPLING
ENGINEERING DRAWING ..................................70 APPENDIX
F.2 METHANOL METERING TANK ENGINEERING
DRAWING.......................71 APPENDIX F.3: TANK ASSEMBLY
ENGINEERING DRAWING ..........................................72
APPENDIX F.4: SUPPORT STRUCTURE ENGINEERING
DRAWING................................73 APPENDIX G.1: ASSEMBLY
INSTRUCTIONS......................................................................74
APPENDIX G.2: ASSEMBLY
SCHEMATIC............................................................................75
-
ABSTRACT
Biodieselhaspotentialtoreduceourdependenceonpetroleum,butisnotwidelyusedduetoitshighcost.Traditionally,biodieselcomesfromvirginvegetableoil,butitispossibletoconvertwastecookingoilintobiodiesel.Usingwastecookingoiloffsetstheneedforvirgincropsandrecycleswhatwouldbediscarded.Applyingtheresultsofpastseniordesignprojectsonthechemicalreactionandseparationprocess;wewillpackagetheentiresystemintoanautomated,usableprototype.Ourfocusisonproducingasafe,clean,easytooperatesystem,andestimatingitscostofmassproductionanddistribution.
INTRODUCTION
TheU.S.DepartmentofEnergyestimatesthatbiodieselaccountsforapproximately0.07%ofthenationstotaldieselconsumption[1];thishamperedcommercialviabilityarisesprimarilyfromthefuelshighcostat$23/gallon[2].Factorscontributingmosttothispriceincludefeedstockandproductioncosts[2].CurrentU.S.biodieselproductionusesprimarilysoybeanoil,afeedstockabouttwiceasexpensiveasthecleanestgrease,yellowgrease[3].Contaminatedwastegrease,likethatproducedbyrestaurants,isessentiallyfreebutobviouslyrequirespurificationbeforefuelproduction[4].Asystemdesignedspecificallyforthisrestaurantgreasealleviatestheprimaryfactorinbiodieselcost,feedstockprice[5].IncooperationwithoursponsorJohnDeere,weareresearchingandconstructingasystemengineeredspecificallyforthisrestaurantgreasescenario.ApotentialcustomerforourproductistheUniversityofMichigangroundscrew,whichcouldusethesystemtofuelsomeorpossiblyalloftheirdieselvehicles.Theuniversityresidencehallcafeteriaswouldbetheprimarysourceofwastegrease.Usingwastegreasefromtheresidencehallwouldeliminatethecosttheuniversityfacesfortheremovalofthecookingoil;inadditiontothesavingsassociatedwithproducingfuelinhousemakesourproductdesirableforboththeUofMgroundscrewandtheresidencehallcafeterias.AnotherpossibleuseforbiodieselproducedfromwastegreaseisheatingUniversitybuildings.Thebiodieselcouldbeusedtoheatthebuildingsinwhichthewastegreaseisproduced.PreviousUniversityofMichiganSeniorDesignprojectresultsonthisprojecthassuppliedusthechemicalreactionrequirementsandproceduresnecessaryforgreasetofuelconversion,sowemayfocusonthesystempackaging,function,andautomation.Ourbiodieselproductionprototypewillsafelyandquicklyconvertwastegreasetobiodieselinanenclosedsystemwhilerequiringverylittlemanuallabor.
INFORMATION SEARCH
TheU.S.uses178milliontonsofpetroleumbaseddieselfuelannually,creatingamajorsourceofgreenhousegases[5].Usingfuelsfromrenewablebiomasssources,suchasbiodiesel,will
1
-
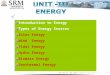
reducethereleaseofCO2,particulates,andgreenhousegasesintotheatmosphere[5].Unlikepetroleumfuels,carbondioxideproducedbycombustionofbiodieselwillberecycledbyphotosynthesis[7].Biodiesel,chemicallydescribedasafattyacidmethylester(FAME),canbeproducedfromavarietyofanimalorvegetablefats(triglycerides)throughachemicalprocessknownastransesterification[3].Usingrawvegetableoilsindieselenginescancauseproblemssuchasinjectorcoking,deposits,andpistonringsticking.Transesterification,asshowninFigure1,isusedtoreduceandsometimeseliminatetheseeffects[6].
Triglycerides(Waste Cooking Oil,
Animal Fats,Vegetable Oil)
Alcohol(Methanol)
Base Catalyst(NaOH, KOH)
TRANSESTERIFICATION PROCESS
Biodiesel(FAME)
Glycerin
NaOH+CH3OH+WasteCookingOilBiodiesel+CrudeGlycerin
Figure 1. Transesterification process inputs and outputs
Thetriglycerideconsistsofthreefattyacidsattachedtoaglycerinmolecule[3].Analcohol(usuallymethanol),inthepresenceofacatalyst,isthenaddedtoreactwiththefattyacidtoproducebiodieselandcrudeglycerin[3].Theresultingbiodieselcanbeusedasfuelindieselengineswithlittleornomodification[6].Inaddition,biodieselislessvolatileandsafertohandlethanpetroleumdieselanditslubricatingpropertiescanreduceenginewear[7].Semirefinedandrefinedvegetableoilsarethemostcommonfeedstockforbiodieselproduction[9].IntheUnitedStatessoybeanoilisthepredominantfeedstock,whereasinEuroperapeseedoiliscommonlyused[9].InBrazil,wherebiodieselproductionhasbeenafocusforover20years,productionalsoreliesmainlyonsoybeanoil[14].CrudesoybeanoilintheU.S.hasbeenpricedintherangeof$0.40$0.48fortheoilusedtocreate1literofbiodiesel[9].U.S.pricesforpetroleumdieselhaverecentlybeenintherangeof$0.21$0.24perliter,abouthalfthepriceofthebiodieselfeedstock[9].NoordamandWitherfoundthatrawmaterialisoneofthemost
2
-
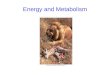
crucialvariablesthataffectthecostofbiodiesel[5];biodieselproducedwithvirginoilscannotcompeteeconomicallywithpetroleumbaseddiesel,afactthatcontributestothelackofproductionintheU.S.Tomakebiodieselaneconomicallyviablealternativefuel,thefeedstockusedforproductionmustberelativelycheap.Wastecookingoilshavethepotentialtoreducetherawmaterialcostconsiderably.Yellowgrease,whichhasafreefattyacidcontentoflessthan15%andisthemostexpensive,rangesinpricefromabout$0.14$0.32perliter[3,5].Therefore,bothyellowandbrown(FFA>15%)greasebothhavethepotentialtoprovideabiodieselfeedstockthatislessexpensivethanthefinishedpetroleumproduct.From1995to2000,theUSDAestimatesthattheU.S.producedanaverageof2.6billionpoundsofyellowgreaseperyear[3].350milliongallonsofbiodieselcouldbeproducedperyearfromthisgrease.Inaddition,usingwasteoileliminatestheneedfordisposal[7].Theglycerinbyproductcanalsobesoldfor$0.50$1.00perpound(19992002),increasingtheeconomicviabilityofbiodiesel[3].However,producinghighqualitybiodieselfromusedoilsprovidesanengineeringchallengeinpartbecauseofthevariabilityinthefeedstockquality.TheresultingbiodieselmustmeettherequirementsestablishedinASTMStandardD6751,SpecificationforBiodieselFuel(B100)BlendStockforDistillateFuels[3].Manyresearchershavedevelopedprocessesforconvertingwasteoilsintousablebiodieselfuel.Thebasicprocessconsistsofareactionbetweenanalcoholandthelongchainfattyacidsintheoil.Foraneffectivereaction,theoilmustbeproperlyfilteredtoremoveallcontaminants.IntheworkofZhangetal.,anacidcatalyzedsystemwasusedtopretreatthewasteoil.Methanolisthemostcommonlyusedalcoholbecauseofitsrelativelylowcost[7].Thereactionproducesfattyacidmethylesters(biodiesel)andaglycerinbyproduct.Theseproductscanthenbeseparatedfromeachotherusingavarietyoftechniques.Zhangetal.usedpumpstoprovidethemixinginthereactionchamberandthenusedawaterwashingcolumntoseparatethemixture[7].Figure2belowshowsthegeneralconversionprocessusedbybothpreviousresearchteams.Weplantoutilizetheirworkbyusingthesamebasicsetup.
Mixing SystemFiltration and Metering
System(all reactants individually )
Separation System(biodiesel from glycerin)
Biodiesel
Glycerin
Methanol
NaOH
Waste Oil
Figure 2. General waste cooking oil conversion process
Themainreactionbetweenthetriglycerideandthealcoholarecatalyzedeitherwithanalkalioranacid[7].Wewillignoretheenzymecatalyzedsolutionsinceitrequiresamuchlongerreactiontime[7].Freedmanetal.foundthatusinganalkalicatalystwaslessdamagingto
3
-
processequipmentthantheacidcatalyst[7].TheME450groupfromWinter2005designedanalkalicatalyzedprocessusingsodiumhydroxide,whichhasbeenusedextensivelyinresearchonthetransesterificationofwasteoilinthepast[5].Oneofthelimitationsofthealkalisystemisitssensitivitytowaterandthefreefattyacidcontentofthewasteoil[7].AccordingtoJerominetal.,theoilmusthavelessthan0.5wt.%freefattyacidcontenttobeaviablecommercialsolution[7].Inmostwastecookingoil,theleveloffreefattyacidsisabove2wt.%[7].IntheworkofZhangetal.theypretreatedthewasteoiltoobtainanacceptableacidlevel[7],buttheME450Fall2006groupdidnotaddressthisconcern.Wealsowillnotaddressthisconcernbecausewearefocusingontheautomationandsafetyoftheprocess.Werealizethatfutureworkwillbeneededtooptimizethequalityofthebiodieselproduct.Inourprocessreaction,wewillcontinueusingthechemicalformulationdevelopedbytheoriginalME450Winter2005team.TheresultsofFelizardoetal.suggestthatamethanol/oilratioof4.8andacatalyst/oilweightratioof0.6%givethehighestyieldofmethylesters[8].TheproportionusedbyME450Fall2006wasquiteclosetothesevalues.Theyusedamethanol/oilratioof5andacatalyst/oilweightratioof0.4%[10].Thereareanumberofsystemscurrentlyonthemarketforconvertingwastecookingoiltobiodiesel.Wewillnowdiscussthreeofthecompetitivesystems.
TheFreedomFueler,showntotheleft,costsapproximately$2,200andproduces40gallonbatchesin24hours.Itisavailablewitheitherhoseorsteelplumbing.Theusermustbepresentatdifferenttimesduringtheprocess,asallvalvesandpumpsmustbemanuallyactuated;however,theyclaimthata40gallonbatchwillonlyrequire30totalminutesofmanuallabor.Ithasconeshapedcontainerstoensurecompletefluidtransfers.Italsofeaturesanexplosionproofmethanolpump.Therearemanyavailableadd
onsforthesystemrangingfromanoilbarrelheatertoafuelingnozzle.
TheFuelMeisterIIhasmanyofthesamefeaturesastheFreedomFueler.However,itproducesthesamebatchsizeinhalfthetime(12hours).Thisunitisquitecompact,havingafootprintofonly6.25ft2.TheFuelMeistercosts$3,000forthedomestic110voltversion.Thedesignconsistsofasingletankinwhichthereactionprocessesoccur.Itsrelativelysimpledesignonlyusesthreesteelvalves.Thissystemusesapumptomixthereactantsinthemainchamberbyrecyclingthefluid.
4
-
TheDeepthort100B,designedbyaProfessorinThailand,wasproducedforlessthan$2,000.Itiscapableofbatchsizesuptoabout26gallons.SincepalmoilisabundantinThailand,thesystemwasdesignedtousethisitasthefeedstock.Itiscapableofperformingothertasksbesidesbasicbiodieselproduction,suchasprewashingtheoil,dryingtheoil,andrecoveringmethanol.
CUSTOMER REQUIREMENTS AND ENGINEERING SPECIFICATIONS
Wespokewithoursponsorandcustomerstodevelopasetofcustomerrequirementsthatareweightedaccordingtoimportancetothecustomers[12,13].Weusedthosedesiredattributestoformulateasetofengineeringspecificationsbywhichtodesignourproduct.UsingaQualityFunctionDeployment(QFD)diagram,wedeterminedtheengineeringspecificationsthatweremostimportanttoachievingthecustomerrequirements.CUSTOMER
REQUIREMENTS
Thecustomerrequirementsarecenteredonthreemajorareas:safetyofoperation,efficiencyofprocess,andautomationofsystem.Themethodofinputtingthereactants,thesystemoperation,andthemethodofdispensingtheproductsmustallbesafefortheuser.Thecustomerwouldliketheprototypetobesafeduringapowerloss,whenleftunused,onadryrun,andabletobeshutdowninanemergency.ThesecustomerrequirementsarerepresentedintheQFDdiagraminAppendixA.Theproductionofbiodieselshouldbeasfastaspossible.Theprocessshouldbeautomatedasmuchaspossibletoensureconsistentresults,increasethecleanlinessoftheprocess,andrequireaslittleoperatorinvolvementaspossible.Specifically,ourdesignwillminimizetheneedformanuallychangingfiltersorcleaningcomponents.Thecustomergaveustherequirementswithnumericalvaluesassignedtodenotetheirimportance.ThesevaluesrangefromonetotenandareshownintheQFDdiagraminAppendixA.Weassignedvaluesbasedonthemajorfocusesofthepreviousparagraph.ENGINEERING
SPECIFICATIONS
Fromthecustomerrequirements,wedevelopedasetofengineeringspecifications.WeassessedtherelationshipbetweeneachengineeringspecificationandeachcustomerrequirementandassignedvaluesintherelationshipmatrixintheQFDdiagram.Weusedthevaluesone,three,andnineintherelationshipmatrixtoincreasetheimpactofthestrongerrelationships.Forexample,thetemperatureofthegreasewillgreatlyimpactusersafety(9),yetitwillhelpthespeedofthefiltration/reactantinputprocess(3).Wemultipliedthecustomerimportanceweightbytherelationshipmatrixvalueandsummedthosevaluesforeachengineeringspecificationtodeterminethetotalpointvalue.Withthesevalueswedecidedonappropriateengineeringtargetswhichwouldbestsuitthecustomersneeds.ThesetargetsareshowninTable1below.
5
-
Table 1. Engineering Targets Parameters PrototypeTargetValue
FullScaleTargetValueBatchSize 5gal 25galBatchTime 4hrs
4hrsNumberofUncontainedElements 0 0FiltrationQuality 2550micron
2550micronFiltrationSpeed 5.5GPM 25GPMLevelofAutomation
1useraction/batch 1useraction/batchMixingTime 1hr
1hrSeparationMotorDecibelLevel 60dB 60dBOverallUnitSize 20ft3
35ft3PowerConsumption 900W 4100WPumpPower 420W
2000WNaOH,CH3OHResistance PVC,steel,stainlesssteel
StainlesssteelSeparationTime 3hrs
3hrsStrengthofMixing/SeparationContainerMaterial
E=200GPawall thickness 1/8
E=200GPawall thickness 1/8
GreaseTemperature 25C 25CSystemWeight 200lbs 1000lbs
Wedecidedthata1/5thscalevolumeprototypewouldadequatelydemonstratefunctionalityofitsfullscale25galcounterpart,andthuschosea5galbatchsize.Our4hrtotalbatchtimeisverycompetitivewithcurrentdesignsandwasthesmallesttimeachievablebaseduponourmetering,mixing,andseparationtimeestimates.Literaturesearchesgaveappropriatechoicesforgreasefiltration(1025micron)andreactantresistantmaterials(stainlesssteel).Mass,inertia,andtorquecalculationsyieldedanecessarystrengthvalueforthatsteel,aswellasatargetsystemweight.Ourprimaryautomationgoalasclosetouserindependentaspossibleinvolvesasingleaction,simplypressingastartbuttontobeginconversion.Uponresearchintotypicalgreasepumps,wedecidedthata350W,5.5GPMmodel(420Wconsumption)wouldquicklysupplygreasetothemixingcontainerandalsoconsumesanacceptableamountofpower.Fromthis,solenoidvalves,theseparationmotor,andLabVIEWsoftwarenecessaryforautomation,wearrivedatanappropriatetotalsystempowerconsumption.Forusercomfortworkinginthevicinityofthesystem,60dBwasdeemedthemaximumvolumeallowedtotheseparationmotorandpumps(slightlyquieterthanabusyintersection).Lastly,greasetemperaturewasregulatedto25C(roomtemperature)inlightofusersafetyissuesandtheaddedenergyandmonetarycostofabarrelheater.Iftestingshowsthegreaseistooviscousforproperflowratesandfiltering,thisdecisionwillbereconsidered.Wealsoanalyzedtheinteractionamongtheengineeringspecifications.Inthecorrelationmatrixabovetherelationshipmatrix,weusedasystemofplusesandminusestodenoteapositiveornegativeinteractionamongtheengineeringspecifications.Ifoptimizingonespecificationaidsinoptimizinganother,thosetwohaveapositiverelationshipandviceversa.
6
-
Forexample,increasingthelevelofautomationofthesystemwillgreatlyreducethetimerequiredforproducingabatchofbiodiesel(++).However,thisintroducesincreasedweightandsize().
DESIGNING A REDUCED SCALE PROTOTYPE
Givencostandtimerestrictions,manufacturingafullscalebiodieselsystemisimpossibleandwehavethusdecidedonthepreviouslymentioned1/5thscaleversion.WewilladdressthetargetsinTable1attheconclusionofourfullreportandgiveourfindingsfromprototypetesting.Our1/5thscalesystemislargeenoughsuchthatwecannotneglectthelargemasses,momentsofinertia,andstressesinherenttoa5galbatchsize,similartoa25galsetupwhichwillrequiresimilarengineering.Theprototypeshouldbelargeenoughthatweseeproblemswhichwouldlikelybeevenworseinalargesystem.Fromthispointforwardinconceptgeneration,evaluation,selection,design,andmanufacturing,wewillfocusontheprototype.Uponconclusionofreducedscaletesting,formalrecommendationscanbemadeforafullscalesystem.
CONCEPT GENERATION
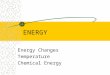
TheFunctionalAnalysisSystemTechnique(FAST)Diagram(seeFigure3)breaksupthebasicandsecondaryfunctionsoftheoverallsystemdesign.TheFASTstartswiththeoverallsystemandthetaskofconvertingwastecookingoilintobiodieselfuelandthenbreaksoffintobranchesforeachsubsystem.Thesubsystemsaremethodsofinputofproducts,filtrationofcookingoil,mixing,separation,andtheoutputofthereactants.Eachofthesesmallercategoriesbreaksupintothefunctionsthatneedtobeperformedbeforethenextsubsystem.
7
-
Pleasesenses
Mixingunit
Separationunit
Assuredependability
OutputSystem
ConvertWasteGreaseintoBiodieselFuel
Assureconvenience
Enhanceproduct
Multiplefilterstoeliminatelargeandsmallparticles
FullyEnclosedSystem
Measurequantityofeachinputforonebatch
Mixcontentsquicklyandthuroughly
Smartsystemtodetectandreacttoallpossibleerrors
Safetytouseandforoperators
Orderofrelease:MethanolthenSodiumHydroxide
Pumpgreasefromholdingtankthroughfilters
Fullycontainsinputsfortransporttotank
Meteringunit
Filtrationunit
Fromthemeteringunit,mixintheproperorder
CentrifugesecparatesandpushesGlycerintotankwall
Mustproduceveryhighqualitybiodiesel
Fullyautomatedsystemwithlimitedmanuallabor
Easycleaningandmaintenance
Gravitythensettlestankintwolayers
Productdispensingiscleanandsafe
Contentsarefullycontainedthroughoutprocess
Automationwillshutoffiferrorsaredetected
MethanolandSodiumHydroxidemixedfirst
Addfilteredwastecookingoiltomixture
Figure 3. FAST diagram INPUT OF
REACTANTSThereactantsareloadedintoinitialholdingtanksbytheoperator.Oncethesystemisstartedtheprocessbeginsbyusingamethodtotransporttheliquidsfromtheholdingtanksintothemixingunit.Thecorrectproportionsofeachreactant,methanol,sodiumhydroxide,andwastecookingoilmustbetransportedintothemixingtank.Designingacompletelyautomatedsystemrequiresthesystemtohavesensorstodeterminewhenthecorrectamounthasenteredthesystem.Methanolandsodiumhydroxidewillbedispensedintothemixingunitintheproperordertogeneratethecorrectproducts.Theinputprocesschosenforthewastegreasewillincorporatethefiltrationunittocleantheoilbeforethewasteoilentersthemixingunit.
8
-
Gravity Transportation
Fromtheinitialholdingtanksgravitywillbeusedtodrawthecontentsfromtheholdingtanksandintothemixing/separationtank.Theamountofeachreactanttransportedfromthetankwillbetheexactamountrequiredtocompletethereaction.Usinggravityfortransportationisinexpensivebutitalsocreatessomedesignchallenges.Theholdingtanksforallthreeliquids,grease,methanol,andsodiumhydroxidewouldneedtobehigherthanthemixingtank.Thegreasecomesin50gallonbarrelssothisbarrelwouldneedtobehigherthanthemixingtankinordertousegravityasthefeedingintothesystem.Theamountofrequiredmethanolandsodiumhydroxideisnotaslargesogravityseemstobeapracticalwaytoinputbothliquids.
Pump Transportation
Apumpcanbeusedtotransportthereactantsfromtheinitialtanksintothemixingtank.Oncethedesiredamountofliquidisinsidethetank,thepumpcanbeturnedoff.Althoughthisisnotverypracticalforthemethanolandsodiumhydroxidetanksbecauseofthesmallamountsrequiredperbatch,usingapumpforthewastegreasewouldbeverybeneficial.Thewastegreasebarrel,sittingonthegroundnexttothesystem,employsapumptocarrythegreaseupandintothemixingtank.Thedifficultywithusingapumpforthewastegreaseistoachievetheappropriateamountinthemixingchamber.Thewastegreaseusedinthesystemwouldbeofvariablepropertiesincludingtemperatureandparticlecontent.Foranautomatedsystem,asensorwouldneedtobeusedtoshutthepumpoffafterthecorrectamountofgreaseismeasuredout.Thesensorsusedinthiscasecouldbeatimesensor,levelsensor,orflowmeter.
Time Sensor for Grease Input
Everytimethesystemwastorunasinglebatchthepumpwouldoperateforasetlengthoftimebeforeshuttingoff.Thelengthoftimewouldbebasedonhowlongittakestogetthegreasepumpedthroughafilterandthedesiredamountintothemixingchamber.Themainproblemsforusingatimesensoristhatthegreasefrombatchtobatchwillhaveavaryingnumberofparticlestoberemovedwiththefiltrationsystem.Thetimerequiredtogettheamountofgreaseintothesystemwouldvaryperbatchbecauseverycleangreasewouldmovethroughthefiltersquickerthanthedirtiergreasewithlargeparticles.Theuseofatimesensorwouldnotbeaveryaccuratewayofgettingthecorrectamountofgreaseintothetank.
Level Sensor
Alevelsensorisapieceofequipmentthatwouldbelocatedatacertainheightinsidethemixingtank.Thesensorworksbydetectingchangesinthedensityfromitsinitialstate.Inoursystem,thesensorwouldbesurroundedbyairinitiallybutasthetankfilleduptheliquidlevelwouldreachthepointofthelevelsensor.Atthisdetectionofthechangeindensityfromairtoaliquid,thesensorwouldsendasignaltoinformthesystemthatthegreasehadreachedthedesiredlevelinsidethemixingchamber,andthepumpwouldbeturnedoff.Thelevelsensormustbelocatedinsidethemixingchamberwhichmustbeconsideredinthemixingdesign.Flow
Meter Sensor
Aflowmetersensorworksbymeasuringtheamountofflowthroughagivenpipe.Aflowmetercouldbeusedtodeterminehowmuchliquidhaspassedthrougha
9
-
pipe.Theamountofdesiredwastegreasecanbecalculatedtodeterminehowmuchgreaseneedstoflowthroughthedesiredtube.Afterthecalculatedamountoffluidhasbeendetectedbytheflowmeterthesystemcanbeprogrammedtostopthepump.
FILTRATION METHODS
Thewastecookingoilobtainedfromthecafeteriasisprefilteredtoremovetheextralargeparticlesfromthegrease.Abetterfiltrationsystemisrequiredtoproducepureproductswithoutparticlesfloatinginside.Thefiltrationsystemwillbecoordinatedwiththeinputsystemtofilterthewastecookingoilbeforeitreachesthemixingchamber.Adesignchallengeofcreatingafullyautomatedsystemischallengedbycreatingafiltrationsystemthatrequireslittletonochangingofthefilter.Thegoalistoensurethatfiltermaintenancedoesnotbecomeanuisance.Thefiltrationunitcouldincludeanautomatedcleaningsystemtoreducetheamountofmanualworkoritcouldbeamanualcleaningsetoffilters.Screen
Filter
Ascreenfilterisawirescreenthatisplacedinatubetocollectlargeparticleslocatedinsidethewasteoil.Theparticlesarecollectedastheliquidpassesthroughthepipebecausetheyarenotsmallenoughtopassthroughtheholesonthescreen.Thisisasimplefilterbutifitbecomesblockedbecausetheparticlesbuildupbecausetheycannotpassthroughandthentheliquidflowisstoppedthesystemwillnotfunction.Itcouldcauseasafetyhazardaswellasamaintenanceissuetounclogtheblockedpipe.
Cartridge Filter
Theliquidentersthroughaninlettubeandisforcefedthroughthechamber,whichcollectstheparticles,andthenthefilteredliquidexitsthroughanoutlettube.Cartridgefiltersworkverywellwithastrongforcefeedlikeonegeneratedfromapump.Theyalsocomeinmanydifferentsizesandfiltrationrangesallowingalargevarietytobeusedinthesystem.
Bag Filter
Abagfilterismadeofasyntheticmaterialthatallowstheliquidtoenterthroughanopenendandthencontinuethroughthematerialandcanbeusedwithgravityfeed.Theparticlesarecaughtinthematerialbecausetheyaretoolargetomakeitbetweenthefibers.Bagfiltersarebeneficialtouseinsuchasystembecauseastheparticlesbuildupthebaggetsfilledbutthesidesarealsomadeofthesyntheticmaterial.Theentirebagwouldhavetofillupbeforethefilterwouldbecomeblockedandliquidcouldnotpassthrough.Thebagfilterscomeindifferentmaterialswhichallowfordifferentsizedparticlestobecaughtinthebags.Itisunclearhowwellthematerialwouldholdupwhenpairedwithapumpandastrongflowpassingthroughthefilter.
Strainer
Astrainerisacombinationofascreenfilterandabagfilter.Thestrainerusesthedesignofabagfilterwheretheparticlesareallowedtobuildupinaportionofthefilterandtheliquidcanstillpassthroughthesides.Althoughratherthanbeingmadeofmaterialthestrainerismadeoutofmetallikethescreenfilter.Themetaliswoventoallowapatternthatonlyliquidandparticlessmallerthantheholesareallowedtopassthrough.Thestrainergivesthestrengthofthescreenfilterbutintheshapeofabagfilter.Thisallowsthestrainertobeusedwithapumpsystem.
10
-
MIXING METHODS
Theinputsystemdispensesmethanol,sodiumhydroxide,andthewastecookingoilinthecorrectproportionsintothemixingunit.Themixingunitmustfirstmixthemethanolandthesodiumhydroxidetoproducesodiummethoxide.Thenthewasteoilisaddedintothemixingunitandmixedthoroughlytocreateahomogenousmixture.Themethodofmixingtheliquidsmustbereliableandfasttoreducetheamountoftimerequiredforthebatchtobecomplete.Oncethemixtureiscompletetheliquidcanbegintheseparationprocess.Thedesignchallengeistocreateamixingunitthatwillbecompatiblewiththeseparationunittooccurinthesametanktoreducethesizeoftheoverallsystem.
Mixing Unit Inside Tank
Amotorwithabeltsystemorgearsystemcouldbeusedtodesignamixingsysteminsidethetank.Thismixingunitcouldincorporateindividualpaddlesoracentralrotatingshaftwithbladesthatforcemotionofthefluid.Thisunitmustbecompatiblewiththeseparationunitchosen.
Pump Recirculation
Apumpwouldtakethemixturefromthebottomofthetankandrecirculatetheliquidbackintothemixingchamber.Themotionoftheliquidbeingsuckedfromthebottomandbacktothetopandhavingtheliquidfallbackintothemixingtankwouldprovidepropermixingofthereactants.SEPARATION
METHODSThemixingprocessformsacompletelyhomogenousmixture.Thismixtureisthenseparatedintotwoproducts,glycerinandbiodiesel,whichisafattyacidmethylester(FAME).OncetheseparationprocessiscompletedthebottomlayerwillbeglycerinandthetopwillbeFAME.ThebottomwillbedrainedoutintoawastecontainerandtheFAMEwillbedrainedintoacontainertobeusedasbiodiesel.GravitySeparationcanoccurbyallowingthemixturetosetinatankforanextendedperiodoftime.Unfortunately,thisisaverytimeconsumingprocess.Usinggravitydoesnotrequireanymovingpartstoreducepossibleproblemswiththesystemandtheresultingproductscanbeachievedatlowcost.CentrifugeApplyingcentrifugalforcestothefluiddecreasestheamountoftimerequiredfortheseparationprocesstooccur.Agearsystemandmotorisusedtospintheentireseparationtanktocreatethecentrifugalforcesontheliquid.Theliquidisspunathighspeedsandcreatestwodistinctlayersintheseparationunit.Thecentrifugeseparationunitiscostlybecauseitrequiresamotorandgearstospintheentireseparationtank.Thecentrifugealsoneedstobedesignedsothatitissafeforthelargecontainertobespunathighspeeds.
CONCEPT EVALUATION
Foreachofthemainsubsystems(reactantinput,filtration,mixing,separation)weevaluatedtheconceptsbasedonourmajordesignobjectives.Manyofthedesignsoutlinedinthissectionwerecreatedundertheassumptionthatthemixingandseparationtanksweretwoseparate
11
-
units.Forourfinaldesignweincorporatedthesetwofunctionsintoonecontainer,whichgreatlyinfluencedthedesignandselectionprocess.Thefollowingsectiondescribesourevaluationofeachconceptandthereasonsbehindourfinalselection.REACTANT
INPUT
CONCEPTSThefirstgoalofoursystemistotransferspecificamountsofthethreereactantstoacommonlocation,wheretheywillbemixed.Ourconceptsforachievingthisgoalareshownbelow.
Gravity-fed Intermediate Tanks
Ourfirstconceptforreactantinputinvolvedsuspendingopencontainersofwasteoil,methanol,andsodiumhydroxideaboveintermediatetanks,whichinturnaresuspendedabovethemixingchamber.Withbothvalvesineachlineclosed,theuserwouldfillthereactantcontainersandthenopentheuppervalves.Gravitywouldforcethefluidsintotheintermediatetanks,whichcouldonlyholdtheamountofrespectivereactantneededforonebatch.Whenthefillingiscomplete,thelowervalvesopenandreleasethereactantsintothemixingchamber.Ifnecessary,thetimingcouldalsobemodifiedtoreleasethemethanol
andsodiumhydroxidetobemixedbeforetheoilenters.Whilethisdesigndoesnotrequireapumporanytypeofsensor,thesuspendedoiltankpresentsalargesafetyhazard.Thetechnicalfeasibilityofsuspendingsuchalargetankwouldalsobequestionable,nottomentionthenearlyimpossibleusertaskoffillingtheinitialcontainer.
Piston-operated Vacuum Cylinders
Weconsideredusingavacuumasamethodforintroducingthereactantsintothemixingchamber.Asshowninthedrawing,theconceptconsistsofapistoninsideofacylinderconnectedbothtothesourcetank(sideconnectionassumedtobeat1atm)foreachreactantandtothemixingtank(bottom).Thepistonisconnectedtoarackandpiniongearsystem,whichispoweredbyanelectricmotor.Attheappropriatetime,themotorwillturnthepinion,therebyliftingthepistoninsidethecylinder.Asthevolumeofthecylinderincreasesthepressureoftheairwilldecrease,therebycreatingadifferentialpressurebetweenthecylinderandtheatmosphericpressureonthesourcetank.Whenthecorrectamountoffluidhasentered,the
valvetothemixingtankwillopenandreleasethecontents.Thisdesigneliminatestheneedforpumpsorthesupplytanksplacedabovethemixingtankforagravityfeed.However,thisconceptwouldcreateotherdesignproblems.Thecylinder,aswellasthepiston/cylinderinterface,wouldneedtobeairtighttofunction.Toobtainthenecessarypressuretomovethefluids,thisconceptmayrequirealargevolumetricexpansionoftheair,whichwouldnecessitatealargevolumecontainer.Althoughweeliminatetheneedforpumps,themotornecessarytodrivethissystemwouldlikelybemoreexpensivethanapump.
12
-
Oil Pumped to Set Level
Thisconceptusesthegravityfeedprocessforthemethanolandsodiumhydroxideassumingthatthesystemheightisstillreasonablewiththesetanks.Afteropeningthevalvesforthesetanks,theoilwouldthenbepumpedintothemixingtankuntilthetotalfluidlevelachievesthecorrectvolumeofoilmeasuredbywhenitreachesthecorrectheightinthetank.Alevelsensorwouldprovidethefeedbacktothecontrolunitto
shutdownthepumpandpossiblycloseavalve.Thisdesignallowstheusertosimplyinserttheoilinputhoseintothebarrelofwasteoilandstarttheprocess.Sincethemethodofmeasurementisrelativelysimple,thisconceptwouldallowforaccurateproportionsofreactantinput.Althoughlevelsensorsarefairlycheap,thisdesigndoesintroduceextracost.Inourlatersystemdesigns,weincorporatethemixingandseparationprocessesintoasingletank,soanyattachedapparatusmustbecompatiblewiththetankrotationfortheseparationprocess.Withaspinningtank,slevelsensorpresentsmanyengineeringchallenges,suchaswhattodowiththesignalcableattachedtothesensor.Thecablewillbecomewrappedaroundthetankandifthetankspinsforseveralminutesat500rotationsperminute,thisintroducesalargeamountofcabletocontrol.
Oil Pumped through Flow Meter
Aflowmeterlocatedintheoillinecanbeusedtodeterminethevelocityofthefluid.Thevelocityofthefluidmultipliedbythecrosssectionalareaofthepiperesultsinthevolumeflowrate.Byperformingatimeintegrationofthevolumeflowrateinourcontrolsoftware,wewillshutthepumpoffwhenonebatchsworthofoilentersthetank.This
solutioneliminatestheneedforanysensorattachmentsonthemixing/separationtankandtheengineeringchallengesthatpresents.However,flowmetersaremoreexpensivethanlevelsensorsandwillincreasethecostofthedesign.Thecontrolmethodandsoftwareprogrammaybemorecomplicatedaswell.
Selection: Reactant Input
Forourdesign,themethanolandsodiumhydroxidewillenterfromintermediatetanksfedbygravity.Thecookingoilwillbepumpedfromthestoragecontainerintothemixingtankwithaflowsensorinsidetheoillinetoachievethecorrectvolumeforasinglebatch.AschematicofourbasicreactantdeliverymethodisshowninFigure4,below.
13
-
Figure 4. Reactant input concept selection (not showing other
components)
FILTRATION
CONCEPTSThewastecookingoilmostlikelycontainsunknownparticulatematerialsthatmayaffectthequalityofthereactionprocess.Toreducethisrisk,wehavedevelopedthefollowingfiltrationconceptsdesignedtoprovideahomogeneous,puresupplyofoil.Workbypreviousgroupshasshownthatfiltrationismosteffectivebyusingacoarsefilterandafinerfilterinseries.Wewillusethissameapproach.
Self-cleaning Coarse Screen Filter
Toreducetheamountofmanualmaintenance,wedevelopedanideaforaselfcleaningcoarsefiltrationunit.Thewastegreaseentersandflowsthroughametalscreen,whichcatchesthelargeparticles.Abladesystem,attachedbyashafttoalowcostmotor,barelyscrapesthesurfaceofthescreen.Thebladesareshapedinawaythatpushestheaccumulatingparticulatematterintoawasteoutletline.Thisdesignwouldnotrequiretheusertochangethefilterbyhand.Theuserwouldonlyperiodicallyemptythewastereceptacle.Whilethisdoescutdownonusereffort,itinceasesthecomplexityofthedesignandaddsequipmentandmanufacturingcosts.
Removable Coarse Screen
FilterAcoarsefilterthatrequiresmanualcleaningiscomposedoftwocylindersjoinedbyahingeononeside.Thelipsofeachcylinderarecoveredinrubbertoobtainatightseal.Theinputlineisaflexiblehosetoallowtheuppercylindertomovefreelyonthehinge.Thescreenissupportedontabsinsidethebottomcylinderandithasahandleforeasyremoval.Thisdesignwouldallowforrelativelyeasycleaningandremovalofthescreen,althoughitmaybemessytoremovethescreenfromthecylinder.
14
-
Open Coarse Screen Filter
Anotherideawasacoarsescreenfilterthatisopentotheatmosphere.Thefluidentersatankandflowsoutthroughascreeneddraininthebottom.Thescreenhaseitherataborahandleattachedforeasyremovalandcleaning.Thisdesignwouldviolateourobjectiveofenclosingallsystemcomponentsforsafetyandcleanliness.Apictureoftheconceptfromthetopandalsodirectlyfromthesideareshowntotheright.
Coarse Strainer & Fine Cartridge Filter
Wewereconcernedthatfilteringdownstreamofthepumpmaydamageorclogthepump.However,wewereworriedthatfilteringupstreamofthepumpmaymakeprimingdifficultandpossiblypreventproperflow.Toalleviatebothoftheseconcernswedecidedtoincludeacoarsefilterupstreamandafinefilterdownstream.Thiswaywellgreatlyreducetheparticulatesthroughthepumpwithoutcreatingtoolargeaflowrestrictionontheinletofthepump.Wewillincorporateanautomotiveoilfilteroranequivalentcartridgefilterasthefineparticlefilterfollowingthepump.
Selection: Filtration
Wewilluseatwostagefiltrationmethodwithacoarsestrainerupstreamofthepumpandafinercartridgefilterdownstream.Thiswillprotectthepumpfromlargedebriswithoutcreatinganexcessivelylargeflowrestrictioninthepumpinletline.
MIXING
CONCEPTSOncethereactantshaveenteredacommontank,theymustthenbemixedthoroughlytoensurethebestpossiblereactionefficiency.Ourconceptsformixingaredescribedandevaluatedinthefollowingsection.
Motor-powered Shaft with Mixing Vanes
ThebasisforourinitialconceptformixingwasinspiredbytheworkoftheFall2006group.Thedesignconsistsofrotatingshaftpoweredbyamotor.Mixingvanesarerigidlyattachedtothecentralshaftandphysicallymixthereactants.Wehadvariousconceptsonthemanufacturingoftheshaft/vaneassemblyandthevanegeometry.Themostfeasiblesolutionwediscussedwastomillslotsintotheshaftandtoinsertstripsofsheetmetaltoserveasvanes.Wewouldthenjustboltthevanestotheshaftwithtwobolts.Onedrawbacktothisdesignisthatsomefluidatthebottomofthetankandintheoutlettubewouldnotbemixed.Wecouldplacetheoutletvalveascloseaspossibletothebottomofthetank,buttherewillalwaysbesomeunmixedfluidthatenterstheseparationtank.
15
-
Motor-powered Planetary Gear System, Dual Shafts with Vanes
Ournextconceptisverysimilartotheonejustdiscussed,butwebelieveitwouldprovidemoreeffectivemixing.Inthisdesign,weattachasungeartothedriveshaftwhichmateswithaplanetgearconnectedtoitsowndriveshaft.Mixingvanesareattachedtobothshafts.Thedriveshaftrotatesinplaceandthesecondaryshaftrotatesarounditsaxisandcirclesaroundthedriveshaft.Thisaddedrotarymotionwouldlikelyspeedupthemixingprocessbyintroducingaddedturbulenceintothefluid.Alongwiththesamedisadvantagesdiscussedforthesingleshaftdesignabove,thisdesignalsorequiresanothercutoutinthetopofthecontainerforthesecondaryshaft.Thismayposeasafetyhazardifthemixingprocesssendsreactantsorproductsoutofthecutout.
Belt-driven Paddles
Wealsoconsideredadesignwhichreliesonbeltdrivenpaddlesformixing.Theendsofthepaddles,attachedtobeltsheaves,wouldprotrudeoutofthesidesofthetank.Amotorwoulddriveabeltconnectedtotheendsofeithertwoorthreepaddles.Therotationofthepaddleswouldmovethefluid.Thepaddlecouldcontainanynumberofholesorslotstohelpintroduceextraturbulence.Thisdesignwouldrequireverygoodsealswherethepaddleendsprotrudefromthecontainer.Itmaybedifficulttokeepthesefourtosixloadbearingsealsfromleaking.
Pump Recirculation
Ourgroupdevelopedaconceptformixingwhichreliesonrecirculatingthereactantfluidsusingapump.Thereactantswillenterthetank,exitoutthebottomofthetank,enterthetubeandbepumpedbackinthroughthetopofthetank.Theentranceintothetopofthetankcouldbethroughasprayerorthroughmultipleentrypointstohelpmixthefluid.Ourgroupanticipatesthatsendingthefluidthroughthiscentrifugalpumpwillalsogreatlyaidinthemixingprocess.Thisdesignapproachisusedinanumberofthecompetitiveproductscurrentlyonthemarket,suchastheFuelMeisterII.
Selection: Mixing
Wewilluseapumptorecirculateandmixthefluidinthetankbecausethiswillbesufficientformixingandistheeasiestdesignconcepttopairwiththeseparationmethods.
16
-
SEPARATION CONCEPTS
Thewasteoil,methanol,andsodiumhydroxidereactinthemixingchamber,formingglycerinandbiodieselasproducts.Theseproductsmustthenbeseparatedfromeachother.Mostcomparablesystemssimplyrelyongravitytoseparatetheproducts,whichcantakeupto24hours.Timeeffectivenessisoneofourmajordesignconcernssowedevelopedthefollowingconceptstodecreasetheseparationtime.Centrifuge
with Rotating Valves
MuchoftheworkofthepreviousME450designteamswasfocusedonseparationbyapplyingcentrifugalforcestothefluid.Sincewewishtoutilizetheapplicablepastresearchasmuchaspossible,themajorityofourfocushasbeenonthismethod.TheprototypefromFall2006usedacentrifugewithtwooutletvalves,oneonthebottomdrainlineandoneonthesideofthetanktodraintheglycerinthatisforcedtotheouterwallsduringspinning.Whilethisprovidedadequatefunctionalityformanuallyoperatedvalves,solenoidvalvespresentaproblembecauseoftheirelectricalcables.Ifweallowthevalvestorotatethecableswilltangleandtwist.Therefore,ourdesignmustkeepthevalvesstationary.
Centrifuge with Stationary Valve
Inordertokeepthevalvesstationarywedecidedthattheseparationtankinletandoutletlineswillbeontheaxisofthetank.Wewilldrillholesinthetopandbottomofthetankandattachbearingstoguidethefluidtransferlines.Bothbearingsandpipeswillbereinforcedbyadditionalstructuralsupports.Thisdesignallowsthevalvestobeplacedonthestationarypipelines.Sincetheoutletpipeisonthecentralaxis,weneedawaytooffsetthemotoraxiswhilestillprovidingtorquetothetank.Weconsideredbothagearandbeltsystemforperformthistask.Abeltsystemmayprovideacheapwayoftransmittingtheenergy,butthehightorquerequiredmaynecessitatemorecostlyVbelts(aswellasappropriatesheaves).
Abeltwouldalsorequireatensioningsystem,whichmayintroduceextramaintenanceeffortintheeventthatthebeltslipsoffthesheave.Usingagearsystemwillallowustotransmithightorquewithoutworryingabouttensioningorslipping.
Water-washing Column
AsintheresearchofZhangetal.,weconsideredusingawaterwashingcolumntoseparatethereactionproducts.Waterispipedintothecolumnfromaboveandbiodieselandglycerinfrombelow.Biodieselislessdensethanbothwaterandglycerinsoitrisestothetopofthecylinder.Theglycerinandwaterarethenremovedoutthelowerdrain.Thebiodieselthatproducedbythisprocessisnotcompletelypure.Zhangetal.foundthatthebiodiesel(FAME)containedlessthan6%unconvertedoil,methanol,andwater.Thisstreammustundergoanexpensiveandcomplicatedpurificationprocesstoremovethecontaminants.Thisadded
expenseisnotfeasibleforourprototypeorourrecommendedsystemdesign.
Water
FAME + Glycerin
Glycerin + Water
FAME
17
-
Selection: Separation
Wewillseparatethebiodieselfromtheglycerinusingcentrifugalforcesandastationaryvalvesystem.Thetankcontainingtheproductswillberotatedbyagearsystemconnectedtoamotor.Thevalvesfortheinputandoutputlineswillbeonthetopandbottomofthetankandremainstationaryduringrotationtoallowforcableconnections.Figure5,below,showsamoredetailedsketchofthebearing,gear,andsupportsystem.
Figure 5. Detailed view of main separation tank support and
bearing system OVERALL SYSTEM CONCEPTS
Forthemixingunitweoriginallyplannedonusingthevane/motorassembly,butsoonrealizedthatusingtwotankswouldnecessitateapumpbetweenthemtoreducetheoverallheightoftheunit.Wethenrealizedthatapumpcouldbeusedforbothtransferringbetweentanksandforrecirculatingflowformixingpurposes.Withthisdesigninmind,wedecidedtosimplycombinethemixingandseparationprocessesintothesametank.Thisallowsustoeliminatethecostlymotorrequiredfortheoriginalmixingsolutionandtogreatlyreducethemanufacturingcostsofthesystem.ThetotalsystemschematicdiagramisshownonthenextpageasFigure6.AllofourfinaldesignchoicesaresupportedbythePughchartsinAppendixC.Theseallowedustoroughlyquantifytheadvantagesanddisadvantagesofeachconceptandselectaccordingly.
18
-
Figure 6. Waste cooking oil conversion system schematic
diagram
19
-
CONCEPT SELECTION
Ouronetanksystemcanbedividedintothreefunctionalcomponentsubsystems:automationandcontrol;filtration,transport,mixing,andseparation;andcontainmentandpiping.Thefollowingsectionswilldiscusstheircharacteristicsandourreasonsforchoosingthem.AUTOMATION
AND CONTROL
TheheartofourcontrolschemewouldbeacomputerrunningLabVIEWinconjunctionwithaUSBboxwhichsendssignalstosolenoidvalves,thetwopumps,andtheseparationmotor,aswellasreceivesignalsfromaflowmeterandseveralshutdownsensors.Digital
Input/Output
BoxThisinterfacepossessesmultipledigitalinputsandoutputs,iscapableofinterfacingwithLabVIEW,andservesasthelinkbetweencomputercommandsandmechanicalfunction.Thisbox,aswellasLabVIEW,willbesuppliedtousbytheUniversityofMichigansowearenotsureofitsexactspecificationsatthepresenttime.Setupslikethisarethecommonsolutionfortherelativelysimpleautomationwerequire.Solenoid
ValvesElectricallyactuatedvalveswereseenasthemosteconomical,feasible,andaccuratemethodforcontrollingliquidmovement.Theirsimpledesigneasilyincorporatesthemintoourautomationplan.Twodiametersofelectricallyactuatedvalveswillbeused,0.25inand1.00in(seeFigure7,below).Tosavecost,onlyonelargediametervalvewillbeusedintheentiresystem,asseeninFigure6.Thoughusingsmallervalveselsewhereinthesystemwillslowdowntheprocess,weestimatethatourprocesstimestarttofinishwillstillfallbelowthatofcompetitiveproducts.
a. b. Figure 7. (a) 0.25 and (b) 1.00 solenoid valves
Check
ValvesAttwotimesinthesystemprocess,pumpsareshutoffandfurtherflowfromtheiroutletpipesisnotdesired.Additionally,theseoutletpipesmustbesectionedofffromotherpipeslaterintheprocesstopreventbatchcontamination.Checkvalvessuitedtheseobjectives,aspositivepressuredownstofthevalveduringpumpingensurestheystayopen,butclos
uponpumpshutoff.Specifically,thereistimebetweenthepumpselectricalshutoffandthetimeitsimpellerstopsspinning;checkvalvespreventthepressurebuildupatypicalactuated
reame
20
-
valvewouldcause,stayingopenuntilfluidstopsflowing.Wewillutilizetwo1.00PVCcheckvalvesinthesystem(seeFigure6),oneafterthegreasepumpandtheotherfollowingthemixingpump.PVCisagoodprototypechoice,asitisacheaperbutlessdurablealternativetostainlesssteel,withthesameNaOHresistance.
FlowmeterSummingindividualoutputvalueswithLabVIEW,aflowmetergivesusanaccuratewayofmeasuringhowmuchgreasehasbeenpumpedintothemixingtank.Paddlewheelflowmetersareusefulforviscousfluidswhereextremeaccuracyisnotrequired,andarelessexpensivethanultrasonicorpositivedisplacementmeters.OurflowmeterwillsnapfitintoaPVCfitting,asseentotheleft.ThismaybesuppliedbytheUniversity,sowearenotsureofitsexactspecificationsatthepresenttime.
FILTRATION, TRANSPORT, MIXING, AND SEPARATION
Filtrationwasdesignedwithpumpinginmind,assignificantpressuredropsupstreamofcentrifugalpumpshurtstheirperformancesignificantly.Also,combiningmixingandseparationrequiredspaceconsiderationswiththeelectricmotorworkingincloseproximitytothemixingpump.Strainer
and Cartridge
FilterThoughthewastegreaseisprefiltered,wedecidedtouseacoarsestrainertoensurethatnolargeparticlesenterthepump.The400micronstrainer(showninFigure8(a),below)has0.75NPTfittings,isdesignedforroomtemperaturegrease,andwillfunctionwellwithapumpunlikeconventionalbagfilters.Basedontheviscosityofourgrease,commonautomobileoilfilterswillworkwellwithourpump,astheyareacartridgestyleandrangefrom1550micronfiltrationquality.Additionally,ourchoiceofasyntheticmediaoilfilter(Figure8(b))improvesfiltrationandflow.Wewilllikelyremovetheoutershellasshowninthefigureandfabricateourowninterfacesystembetweenthefilterandpiping.
a. b. Figure 8. (a) Pre-pump strainer and (b) Cartridge oil
filter
21
-
Grease Transportation
PumpBasedonourtargettimesfortransportationofthecookingoil,wechosean11GPMpump.Thisflowratefillsthemixingtankinaboutaminutewiththecorrectvolumenecessaryforafivegallonbatch.Thepump(showninFigure9(a)below)iscastironandpossessesmountablefeetforpermanentapplicationslikeoursystem.Mixing
Recirculation
PumpTheinitialmixingprocessisjustofmethanolandsodiumhydroxidetoproducesodiummethoxide.Thisrequiresthepropermaterialssothatthechemicalsdonteatthroughthepumpmaterial.Themixingprocedurealsoneedstorecirculatetheentirefivegallonbatchatleast10times,soahigherGPMthanthegreasetransportationpumpisdesired.Thestainlesssteelpumpwechoseoperatesat11GPM.
a. b. Figure 9. (a) Grease Transport Pump (b) Mixing
Recirculation Pump Separation
MotorTosizetheelectricmotorthatwillturnthemixing/separationtank,wecalculatedthenecessarytorquerequirementsforafivegallonbatchsizeandanangularspeedof500rpm.Thesecalculationsareshownintheengineeringanalysissection.TheBison32framepermanentmagnet12VDCmotor,showninFigure10(a),willbeusedinourprototype.Offset
Gear
DriveRotationofthemixing/separationtankrequiresthatallinletandoutletpipingbeonitscentralaxis,butamotordrivingthisaxisdirectlyfromthebottominterfereswithanycoaxialoutlettube.Anoffsetgearsystem,asshowninFigure10(b),solvesthisproblem,allowingthetransferofrotationbetweenfromthemotortotankaxis.Alongwiththemotorcalculationsintheengineeringanalysissection,arethecalculationsforthenecessarygearsrequired.Thegearswillbea15/8inchgearanda6inchgear.Thetankgearwillemployataperedrollerbearingaroundtheoutlettube,necessarybecausebothradialandthrustloadswillactuponit.
a. b. Figure 10. (a) separation motor (b) Offset gear drive
illustration
22
-
CONTAINMENT AND PIPING
Thematerialsselectedforthecontainmentandpipingcannotbereactivewithsodiumhydroxide,methanol,orwastegrease;ideally,allcomponentswouldbestainlesssteel.However,costdictatesthatwecompromisewithPVCandsteel.PVCischeapandnonreactivewithmethanolandsodiumhydroxide;steelisalsononreactivewithsodiumhydroxidebutdoescorrodeincontactwithmethanol.AllofthepipingwillbemadeofPVCpiecesandfromthepumpswewilluseaclearvinylthickwalledhose.ThemethanolandsodiumhydroxidemeteringtankswereconstructedofPVCtubingenclosedbyvalves.Thesizeofthesetanksiscalculatedintheengineeringanalysisbelow.
ENGINEERING ANALYSIS
METERINGThemeteringsystemmeasuresouttheexactamountofsodiumhydroxideandmethanoltoaddtothebatchtomakeacompletereaction.Thereactantswillbeheldinalargecontainerandusingapipewithvalvesonbothends,thecorrectamountwillbemeasuredintothepipetomakeasinglebatch.Ratiosfoundfromthepreviousseniordesignprojects,wereusedtodeterminehowmuchofeachreactantwasneededperbatch.TheresultsareshowninTable2.Table
2. Reactant ratios for a single batch Variables Value UnitsTotal
Liquid Volume of tank 5.00 galCooking Oil 4.08 galMethanol 0.82
galSodium Hydroxide 0.10 gal
Usingthevolumeofeachreactantnecessarytocompletethereaction,themeteringsystemcontainersmadefromdifferentsizesandattachmentsofPVCcouldbedesigned.Thevolumeofliquidlocatedineachpipeconnectingthevalvesandintheendcapsorfittingsforthetankwerecalculatedfirst.Thensubtractingthisvolumefromthetotalvolumeofthereactantrequiredgivestheamountofliquidthathastobelocatedinthemeteringcontainer.Thevolumetobeenclosedinthetankwasdividedbytheareaofthetankusingtheareaofacircleandthediameterofthepipetobeusedforeachcontainer.Thisleftuswiththelengthofthemeteringtanknecessarytoenclosethecorrectamountofvolume,asshowninTable3.FindingthelengthsofeachtubeisnecessaryforpurchasingthecorrectamountofPVCandalsofordesigningthemeteringsystem.SeeAppendixF.2forafulldetaileddrawingofthemethanolmeteringtank.
23
-
Table 3. Metering container calculations
MethanolMeteringContainer SodiumHydroxideMeteringContainerVariables
Value Units Variables Value UnitsVolumeofMethanol 0.82 gal
VolumeofSodiumHydroxide 0.10 galDiameterofpipe 4.00 in
Diameterofpipe 2.00 inRadiusofendcaps 2.00 in Lengthoffitting 1.00
inLengthofinletvalvepipe 1.50 in Lengthofinletvalvepipe 1.50
inLengthofexitvalvepipe 1.50 in Lengthofexitvalvepipe 1.50
inDiameterof1valvepipe 1.00 in Diameterof1valvepipe 1.00 in
TotalVolumeofMethanol 188.57 in3 TotalVolumeofSodiumHydroxide
23.57 in3
VolumeofFluidinEndcaps(x2) 33.51 in3 VolumeofFluidinFittings(x2)
1.13 in3
VolumeofFluidinValvepipes(x2) 2.36 in3
VolumeofFluidinValvepipes(x2) 2.36 in3
VolumeofFluidinPipe 152.70 in3 VolumeofFluidinPipe 20.09 in3
LengthofMethanolPipe 12.15 in LengthofSodiumHydroxidePipe 6.39
in MOTOR ANALYSIS To determine the correct motor, calculations for
speed and torque had to be performed. The analysis started by
finding the average angular acceleration,, calculated from the
target angular speed of 500 RPM. Using geometric properties and
material properties the inertia, I, for both the tank and the
liquid inside the tank were found and added to get the total
inertia. =Itotal Eq.1 Using Eq. 1, the amount of desired torque,
,wascalculated.AsshowninTable4,thetorqueneededwasaround252ozin.ThemotorselectedfortheoperationistheBison32model.Usingthespecificationsofthemotorthespeedwasusedtofindthegearratio.Oncethegearratiowasfoundtheamountoftorquegeneratedfromthemotorthroughthegearswascalculatedtoensurethatenoughtorquewouldbeproducedtospinthelargeseparationtank.Usingthegearratiothesizeofthegearlocatedonthemotorshaftandthegearmountedtothebottomofthetankcouldbedetermined.Ofcoursewewillhavetobuystandardsizegears,butthisanalysiswillatleastgiveusareferencepointsoweknowwhatapproximateratiowedliketouse.Thespinuptimeofthetankisnottooimportanttoourselection,sincethemotorwillbespinningforapproximately30minutesintotalandweareonlyconcernedwiththesteadystatespeed.
Table 4. Motor Specifications Required and Motor Selected
Properties MotorCalculations Bison32MotorSelectedCharacteristics
Value Units Characteristics Value UnitsAngularSpeed(500rpm) 52.3599
rad/sec MotorSpeed 1948 rpmAverageAcceleration 3.4907 rad/s2
MotorTorque 93.4 inozMomentofInertiaofLiquid 0.1625 kg/m2
GearRatio(motorspeed/500rpm) 3.896 MomentofInertiaofContainer
0.3479 kg/m2 GearonTank(setbydesignspecs) 6 inTotalMomentofInertia
0.5104 kg/m2 GearforMotor 1.54 inAverageTorqueNeeded 1.7817 Nm
TorqueonTank(motortorque*gearratio) 363.886 inozAverageTorqueNeeded
252.3136 ozin
24
-
Figure 11. Tank Support Structure TANK FRAME STRUCTURE
Priortoconstruction,weneededtochecksupportstructuremechanicsandensureitsintegrityunderthetankandfluidloads.Stresscalculationswereperformedforthecrossingmembersthatdirectlysupportthetank,aswellthesquarepiecesthatsupportthosemembers.Bucklingcalculationswereperformedforthefourmaincornersupports(seeFigure12forillustrationofthesepieces).OrthographicdrawingswithoverallstructuredimensionsareinAppendixF.4.
Outside Leg
Bar 1
Bar 2
Bar 3
Center Leg
Bar 4
Figure 12. Tank support structure
25
-
Support Bars Stress Analysis
Basicfreebodydiagramscanbedrawnfortheprinciplecrossingmembers(labeledinFigure12),asshownbelowinFigure13.CalculationassumptionsandprocessareshowninTable5;Table6givesmaterialparametersandresults.Table
5. Stress calculation approach
Assumption/Process Step Algebraic Result1.Force/Momentbalance
1additionalequationrequiredtodetermineforces
2.MomentDeflectionrelation3.Isotropicsteel E=constant
5.Additionalequationfromdeflectionanalysis6.Bendingmomentdiagram
Pointoflargestmomentvisible
7.Evaluatestressatx
4.Zerodeflectionatsupportforces Bar1example:
Solveforsupportforces
EIM
dxvd =2
2
0)2()()0( 11 === vvv
IyxMyx )(),( =
FA FBFCENTER
1/3 FTANK 1/3 FTANKd2 d2
d1 d1
FC FDFCENTER
1/3 FTANKd5
d3 d4
2.00"
0.25"
Bar 1
Bar 2
x
x
y
y
FE FF
d6
d7
Bar 3 x
y FA
FG FH
d8
Bar 4 x
y FD
d8
1.00"
1.00"
0.1875"
Figure 13. Support beam free body diagrams
26
-
Table 6. Maximum stress in bars 1, 2, 3, and 4
Bar Maximum Stress1 819psi2 5494psi3 136psi4 70psi
ASTMA36SteelPropertiesYIELD=36260psiE=30x106lbf/in2
*Note:maxcompressiveandtensilestressesequalduetocentrallylocatedneutralaxis
Bar2experiencesthelargeststressand,asexpected,thesquaresupportbars3and4experiencethesmalleststresses.Allfourcalculatedstressesfallwellbelowsteelsyieldstrength,sowecanconcludethatthesupportbarsforthetankstructureareamechanicallysounddesignandwillwithstandtheirrespectiveloads.Werealizethatanydeflectionofthebeamsmayintroducesomemisalignmentofthetanksrotationalaxis.However,theresultingdeflectionwillbeminisculecomparedwiththeuncertaintyintroducedbythemanufacturingprocessesusedtoalignthetank.Forthisreason,wearenotconcernedaboutthesesmalldisplacements.Vertical
Legs Buckling Analysis
Bucklinganalysiswasperformedoneofthefouroutsideverticallegsaswellasthecentersquareleg,accordingtotheprocessgivenbyTable7.ResultsareshowninTable8.
FE + FG
FR1
2.00" 2.00"
0.25"
Outside Leg
FCENTER
FR2
Center Leg
2.00"2.25"
Figure 14. Vertical beams for support structure
27
-
Table 7. Buckling calculation approach
Assumption/ProcessStep Algebraicresults
1.ForceBalanceexample:FE andFG
frompreviousstresscalculations
2.EulerBucklingLoad3.IsotropicSteel E=constant
AP YIELDMAX =
able 8. Force present in outside and center legs T
Leg Force BucklingForceOutside 6.39lbf 3.4x104 lbfInside
23.14lbf 6.8x104 lbf
ASTMA36SteelProperties YIELD =36260psi
sbothcenterandoutsidelegloadsarefarlessthantheirrespectivebucklingloads,theoutside
ECHANICAL ANALYSIS OF MAIN
TANKUsingthesamecalculationmethodsasusedforthe
d
ending Failure Due to Static Fluid Pressure
Beforeandaftertheseparationprocessthetank
Aandcentersupportsareinnodangeroffailure.Mprototypethetwopossiblefailuremodesforthemixingtankarecalculatedasbendingfailureandcircumferentialstress.Toensurethatthescalingmethodsareacceptablethecalculationsareveryimportanttoensurethatasystem5timesbigger.Forthestationarytanksupportingaround150lbsofweightfromthefluid,thebendingfailurestressisfound.Wefirstconsiderethepossibilityforbendingfailureinthebottomofthetankwhenthefullfivegallonsoffluidisstationary.Wethenconsideredthepossibilityforexcessivecircumferentialstressinthewallsofthetankduringrotation.Forbothofthesecaseswemadesurethatthedesignhasasignificantmarginagainstfailure.Bwillneedtosupportroughly40lbsofstationaryfluid.Themostlikelyfailuremodewillbethebendingofthebottomlayerofmaterial.Assumingthatthetankisonlysupportedbytherollersonthebottom,thediagramofthissituationisshownbelowinFigure15.
28
-
Figure 15. Free body diagram of the tank supporting 40 lbs. of
fluid.
Thepressureatthebottomofthetankisequaltogh,whichequals3.4kPa.Wetreatthebottompartofthetankasacircularplatewhichissubjecttoauniformpressure.Sincetheendsaresimplysupportedfrombelowandattachedtothecylindricalportionofthetank,weconsidertheedgeofthecircularplatetobebuiltin(nodeflectionorchangeinangle).Inthissituationthebendingmomentisequaltothefollowing:
( )2 20 (1 ) (3 )( )
16rrv a v r
M r + + = Eq.2
Themaximumbendingmomentoccursattheoutsideoftheplate(r=a)andisequalto8.8Nm.Theresultingstressintheplateisdescribedbelow.
max
max 2
6 Mt
=
Eq.3Themaximumstress(tensileandcompressive)inthetankis8.3kPa.Theyieldstrengthofmediumdensitypolyethyleneis19.3MPaandthefracturetoughnessis3.8MPa
m
.Thisdesigndoesntcomeclosetofailinginthismode.Table9belowshowstherelevantparametersusedincalculations.
Table 9. Values used for calculations
Parameter Value 1000kg/m3
h 0.35mv 0.44a 0.143mt 0.00635m
Circumferential Stress When Rotating
Whilethetankisrotatingduringtheseparationprocessthecentrifugalforcesfromthefluidwillputpressureonthesidewallsofthetank.AdiagramofthissituationisshownbelowinFigure16.
P
a
h
t
Possible Failure
r
29
-
P
ar
t
Figure 16: Free body diagram of the tank walls retaining
rotating fluid.
Tocalculatethepressurethewaterexertsonthetankwalls,wetreatthewaterasanelasticplasticmaterialwhichyieldsatzeroshearstress.Wealsoassumethatthetankiscompletelyfullofwaterwheninfactitisonlybe5/6thsfull.Thepressuredistributioninthewaterwillbe:
2
2 2( )2aP r r = Eq.4
Thepressureattheinnersurfaceofthetankwallwillbe27.6kPa.Assumingthatthetankcanbetreatedasathinwalledcylinder,thecircumferentialstresswillbe:
P a
t = Eq.5
Thestresswillbe0.62MPainthetankwall.SincetheyieldstrengthofMDPEis19.3MPa,thereisasafetyfactorofover30againstyield.Inaddition,thecriticalflawsizeneededtoinitiateacrack(modeIconditions)willbeextremelylarge.Table10belowshowsthevaluesoftheparametersusedincalculations.
Table 10. Values used for calculations
Parameter Value 1000kg/m3
52rad/sa 0.143mt 0.00635m
CENTER OF MASS AND TIPPING ANALYSIS
ThefullsystemwasreducedintomajorcomponentsasseeninFigure16,eachwithitsrespectivexCMandyCMlocationandmass.Duetonearperfectzaxissymmetrythroughthebasecenterline,zCMwasassumedtobezero.ThexandycentersofmasswerethencalculatedusingEq.6,below.
n
nnCM mmm
xmxmxmx ++++++=
......
21
2211 Eq.6
30
-
34.00
7.00
68.00
28.00
70.00
78.00
6.00
72.00
Steel 120 lbs
Tank & Liquids 45 lbs
Mixing Pump 20 lbs
12.00 6.00
7.00
Grease Pump 15 lbs
Methanol Metering 6.4 lbs
NaOH Metering 0.8 lbs
NaOH Tank 1.6 lbs
3.50
Methanol Tank 8 lbs
3.50
GROUNDCL
CL
3.00 Base 40 lbs
3.25
25.25
System CG 256.8 lbs
y
xz
Note: all measurements in inches
Figure 16: Center of masses for individual components and final
COM for system
31
-
Becausethebaseis5ftlongandyCMisslightlyover2ft,tippingishighlyunlikely.Onewouldneedtoapplyaforceatthetopofthestructurewhilesimultaneouslykeepingthecasterslockedagainstrolling,therebypushingthesystemtoanangleof49.9,asseeninFigure17.Thisextremeangleyieldsveryminimaldangeroftippinginthexyplane.
25.25
30.00
AT REST TIPPING OCCURS
49.9
ForceNote: all measurements in inches
Figure 17: Tipping in x-y plane
Thebaseissignificantlynarrowerthanitislongat2.5ftwide,sotippingwasinvestigatedfurtherintheyzplane.Figure18showsthesmallertippingangleincomparisontothexyplanecase.
25.25
15.00
AT REST TIPPING OCCURS
30.7
Force
?
Note: all measurements in inches
Figure 18: Tipping in y-z plane
Tocalculatetheforcenecessarytoachievethistippingangle,amomentbalanceisfirstusedtofindthemomentactingtokeeptheCOMatitstippingpoint.ThoughthepictureshowsaforceactingontheCOM,weassumethelargestmomentarmavailabletotheuser(thusminimizingtheforcerequiredfortipping),sotheforceisactuallyappliedatthetopofthestructure,80fromtheground.Withthecalculatedtippingmoment,onecandeterminetheuserappliedforcerequiredfortipping.ThisprocessissummarizedinEqs.7and8.
32
-
15cos = mgM TIP Eq.7
80TIPMForce = Eq.8
Thisprocessyieldsauserforceof41.42lbf.Theonlylikelyscenariofortippinginvolvessuddenlyhittingabumpthatstopsthecasters,andthisinvolvesanimpulseforce,nottheconstantforcejustcalculated.Ultimately,thelikelihoodofausermaintainingaforcegreaterthan41.42lbftothetopofthestructureforthetimenecessarytotipthebase30.7isextremelysmall.Thefullsystemisthusdeterminedtobestableinbothplanesofinterest.
FAILURE MODE EFFECTS AND
ANALYSISOncewedeterminedthegenerallayoutofourdesignwecreatedafailuremodeeffectsandanalysistoidentifythegreatestfailurerisksandwaystomitigatethem.Foreachofthemaincomponentsofthesystemwedeterminedthemostlikelypossibilitiesforfailureanddeterminedtheeffectontheprocessasawhole.Weusedascalingfromonetotentoquantifytherelativeseverity,cause,andsubtletyofeachmodeoffailure.ThemultiplicationofthesethreeparametersgivestheRiskPriorityNumber(RPN),whichquantifiestherelativedetrimenttothesystem.ForthosefailureswitheitheralargeRPNoracheaporsimplesolution,wedeterminedpossiblecorrectiveactionstohelpmitigatetherisk.WethenrecalculatedtheRPNconsideringthatthechangeshadbeenimplementedandalsocalculatedthepercentreductioninRPNtoquantifytheeffectiveness.Fromouranalysiswefoundaneedforfluidsensorsdownstreamofthereactantvalves,downstreamofthebiodieseloutletvalve,andafterthemixingpump.Wealsodeterminedthataflowmeterontheinputoillineandatachometeronthemotorwouldhelpdecreasethesubtletyandseverityofpossiblefailures.Thesefeaturesareincorporatedintothefinaldesign,butduetobudgetconsiderationsweareunabletoincludethemintheprototype.ThefullFMEAspreadsheetisshowninAppendixD.DESIGN
FOR MANUFACTURING AND ASSEMBLY We designed our prototype with ease
of manufacturing and assembly in mind. We took several guidelines
into account which are explained next along with how we applied
them to our design. Permit Assembly in Open
SpacesOurdesignprovidesadequatespaceforassembly.Allfoursidesofthesupportstructureareopensothereisntanyspacewheretoolscannotreach.Themountingbracketsforthesupportwheelsareeasilyaccessibleandthereforeallowthewheelstobeattached.Also,thesupportbarsonthetopandbottomofthetankareboltedontothesidebarsinareaswithadequateclearanceallaround.
Standardize to Reduce Part Variety
Allboltsusedforagivensetofattachmentsarethesamesize.Thisincludestheboltsformountingthesupportstructuretothebase,mountingthesupportwheelsinthebrackets,andattachingthetanksupportbeamstothesidesupport
33
-
beams.However,thesesetsofboltsarenotthesamesizebecauseeachapplicationrequiresadifferentlengthbolt.
Maximize Part Symmetry
Allofthesteelpartsusedinourprototypearesymmetric,whichsimplifiesassemblyproceduresbecauseorientationisnotafactor.Thisincludesthesupportlegsandallsupportbeamsandsupportwheelbrackets,thebracketsusedtoattachthesupportlegstothebaseboardaresymmetricsincenomatterwhichwaytheyareorientedtheholeslineupthesameway.Eliminate
Fasteners
Weeliminatedalotoffastenersbyallowingmostofthesupportstructuretobeweldedtogether.Therearenotanysuperfluousfastenersusedinourprototypeandsomeparts,includingthemixingpump,werenotattachedbecauseitwasunnecessary.
Allow Access of Tools
Goingalongwithpermittingassemblyinopenspaces,wemadesuretherewasadequateroomforthetoolsneededforassembly.Forfastenersthatincorporateanutandaboltweensuredtherewasaccessfortoolsatbothends.
DESIGN FOR THE
ENVIRONMENTTherewereseveralguidelineswhichweconsideredinourprototypedesign.Althoughwewereabletomeetmostoftheguidelines,somewerenotpossibletomeetduetobudgetconstraints.Optimize
Material Use
Wemadeasupportstructuretohouseallofourcomponentsratherthanusingalargeboard,thusreducingtheamountofmaterialused.However,duetobudgetconstraintswewereunabletoavoidusingPVCinourfinalprototype.Usuallythisisamaterialtoavoidsowewouldhaveusedstainlesssteelinsteadhaditbeenfeasible.Optimize
Production Techniques
Whenconsideringproductiontechniqueswedeterminedourproductcaneitherbeassembledbyhandorusingrobotics.Anautomatedassemblyplantwouldresultinmuchlargerproductionwaste,butwouldalsogreatlyincreasethespeedandvolumeofproduction.Optimize
Distribution
Ourentireproductcanbeseparatedfromthebaseboard,thusreducingthesizeofcontainerneededtotransportit.Thisallowsourproducttobebyawiderrangeoftransports,includingbyair.Reduce
Impact During
UseOurproductrunsoffatypicalwalloutlet,requiringamaximumof15ampsofcurrent.Nootherenergysourcesarerequiredduringuse.Theinputstothesystemareeasilyacquiredsodiumhydroxideandmethanolandbyusingwastecookinggreaseourproducttakesalreadywastedmaterialsandmakesthemusable.Nothingharmfulisproducedfromtheoperationofthisproduct,andinadditiontobiodiesel,glycerinisproduced,whichcanbeusedtomakesoap.
34
-
Optimize End-of-Life Systems
Thefourmainmaterialsusedinourprototypearerecyclable,whichincludessteel,PVC,Polyethylene,andwood.Unfortunatelyourdesignrequiredthatmuchofthesteelbeweldedtogetherwhichresultsingreaterdifficultyindisassembly.Theotherrecyclablematerialscanbeeasilyremovedandprocessed.
FINAL PROTOTYPE DESIGN
ThefinalprototypedesignisshowninFigure19.WeusesixmanualPVCvalvestoreplacethesolenoidvalvesweinitiallyplannedonusing.Oncewerealizedthatcostconsiderationswouldlimitusfromusingalargenumberofsolenoidvalves,wethenredesignedthesystemtouseonlytwosolenoidvalves.Wewouldhaveimplementedastainlesssteel2wayvalveandabrass3way,inadditiontothefourmanualvalvesforthereactantmetering.EvenafterworkingextensivelywithKundingerControls,alocalprocesscontroldistributor,wewereunabletofindsolenoidvalvesthatwouldfitwithinourbudget.
35
-
Biodiesel Glycerin / Waste
Waste Grease
Methanol
SodiumHydroxide
Filter
Gear Drive
Mixing Pump
Oil Pump
Motor
PVC
Mixing / SeparationTank
Mixing Return Line
1" PVC
Strain er
PVC Check valve
1" PVC
1" PVC
" hose
1" PVC
1" PVC
1" PVC
1" PVC
1" PVC
PVC
PVC
" hose
hose hose
hose
hose hose
hose
Figure 19. Final prototype design schematic
Wechosetousemainly1PVCpipestoallowthefluidstomovequicklythroughthesystem.Bothontheinletandoutletofbothpumpsweusedflexiblevinylhose.Weusedonallconnectionsexceptfortheoutletoftheoilpump,whichwas.
FILTERING
A400micronstrainer(Figure8)willbeincorporatedbeforetheoilpumpandaWix57251automotiveoilfilterwillbelocatedafterthepump.Thestrainerisaselfcontainedunitwhichwillbepurchasedfromwww.biodieselwarehouse.com.Locatingthestrainerintheoillinebeforethepumpwillstoplargeparticlesfromenteringthepump,preventingpossibledamagetothepump.
36
-
TheWIXoilfilterhasa19micronratingwhichissufficientforthewasteoilenteringthesystem.Thisunitislocatedafterthepumpandhasamaximumflowrateof1215GPM,whichislargerthantheflowrateofthepumpsoitwillnotcauseabackup.Thecoupling(Figure20)allowsthefiltertobeconnectedintheinletoillineandcanbechangedeasily.SeeAppendixF1fortheengineeringdrawing.
a. b. c. Figure 20. Oil filter with coupling (a) connected
together (b,c) exploded to show connection METERING
Wedesignedspecificmethodsformeteringinordertoachievetheproperproportionsofeachofthethreereactants.Forthewastegreasetheoilpumpwillbetimedtodeterminehowlongittakestopump4gallonsintothemixing/separationtank.Formethanolmeteringanintermediateonegallontankwillbeincorporatedbelowthemethanolstoragetankwithvalvesonthetopandbottom(Figure21(a)).ThistankwillbemadewithafourinchdiameterlengthofPVCpipewithendcaps.Aoneinchinlettubeisconnectedtothetopandasimilartubeforexitingoutthebottom.Manualvalveswillcontroltheflowofmethanolinandoutofthetank.Thebottomvalvestartsoutclosedandthetopvalveopensuntilthetankisfull.Thenthetopvalveisclosedandthebottomvalveisopeneduntilthetankempties.The0.102gallonsofNaOHneededissmallenoughsothetwoinchPVCpipingcanbeusedtometeritwithvalveslocatedaspecificdistanceapart,asshowninFigure21(b).Thiswilloperateinthesamewayasthemethanolmeteringtank,onlyonamuchsmallerscale.
37
-
a. b. Figure 21. (a) Methanol intermediate metering tank and (b)
NaOH metering pipe
MIXINGWehavedecidedonapumptocirculatethereactantsinthemixingtanktoachievethedesiredlevelofmixing.Figure22(a)showsthesetupforthemixingpumpandtank.Thepumpwewilluseforthisisan11GPMstainlesssteelunitpurchasedfromBiodieselWarehouse.Thestainlesssteelconstructionwillensurethattheinternalmaterialswillnotcorrodewhenexposedtothereactants.The11GPMpumpwillcompletelyrecirculatethereactantsonceaboutevery30secondsandwefeelthatthiswilloffersufficientmixing.Themixingwillrelyonthelevelofturbulentflowandrelativemotionofthefluid.Thepumpwilltakethereactantsfromthebottomofthetankthroughthetankoutlettubeandwillpumpthembacktotheinlettubeatthetopofthetank.Thisprocesscontinuesuntilthedesiredlevelofmixingisachieved.
a.
Mixing Pump
PVC
Mixing / SeparationTank
Mixing Return Line
" hose
PVC
" hose
b. Motor
PVC
Mixing / SeparationTank
PVC
" PVC
2-way SS valve
Figure 22. (a) Mixing pump setup and (b) Separation setup
38
-
SEPARATION
Theseparationtankisthesametankwhichisusedinthemixingstep.Formixingtheentiretankwillspinonitsaxisatapproximately500rpm.Weusedtheworkofpreviousgroupsbytakingtheirrecommendationforrotationalspeed.Toaccomplishthiswechoseamotorandwilltranslatethetorqueusinggears.Figure20(b)showstheseparationsetup.
A6.5diametergearwillbeattachedtothetankanda1.625diametergearwillbeattachedtothemotorshaft.Thiswilldecreasetherotationalspeedbutincreasethetorque.TheVXBballbearingkit7358(Figure23(a))willbeusedatboththetopandbottomofthetanktomakesurethetankspinssmoothly.Thebearingswillbeattachedtotheinletandoutletpipes,whichwillnotspin.ThemotortobeusedisaBison32DCmotor(Figure23(b)).
a. b. Figure 23 (a) Ball bearing kit and (b) Separation motor
Tofurthersupportthetankwhilespinning,rubberwheelsonballbearingaxiswillbelocatedaroundthetankbothonthebottomandthesides.
SUPPORT STRUCTURE
Themixing/separation,methanol,andsodiumhydroxidetanksareeachheldinplacebytheprimarysupportstructure,asseeninFigure24.Thestructureuses2Ltypesteelstockatitsfourcorners,bracedwith1squaretypesteelbetweeneachleg.Attachedtothesebracesaretwocrossingmembersthatcollectivelysupportthemixing/separationtankatthreepointswithmediumhardnessrollerbladewheels.Becauseofthesignificantloadonthesetwocrossingmembers,alarge2x2centersupportwasaddedattheirintersection.Thistypeofwheelisalsousedaroundthesidesofthetanktokeepitspinningsymmetrically;basedonpossibleinaccuraciesduringconstruction,wemadethesewheelsadjustabletoenablethepropercenteringofthetank.Thetwomethanoltankscombineforsubstantialweighttoonesideofthesupportstructure,sothemixingpumpwasplacedoppositethemforcounterbalancing.Basedonobservedstabilityduringtesting,additionalstructurebracingatthegroundmayormaynotberequired.
39
-
Figure 24. Support Structure FULL SCALE TO PROTOTYPE COMPARISON
Wewillnotmanufacturethefullscalemodelofthesystembecausethecostofallthecomponentswouldexceedourbudget,andbecausewehavealimitedmanufacturingschedulethatwouldnotaccommodatealargersystem.Theprototyperepresentsascaledmodelofthefullscaledesignwitharatioof1:5,or5gallonbatchsizetothefullscale25gallonbatchsize.System
LayoutThefullscalemodelwillbeorientedhorizontallytoensuresafetyandconveniencefortheoperator.Thefluidflowthroughthesystemwillbeachievedmainlythroughtheuseofpumps.Duetobudgetlimitations,theprototypedoesnotutilizeasmanypumps,butusesgravitytomovethefluidsthroughthesystem.Thefullscalemodelwillhaveinletpumpsforthemethanolandsodiumhydroxideaswellthewastegrease.AutomationCostlimitationsforcedustoeliminateautomationintheprototype;thefullscaledesignwillbeentirelyautomatedfromstarttofinish.LabVIEWsoftwarewillbeusedtoturn
40
-
eachsystemcomponentonandoff,withoutadditionaluserinput.Thethreereactantscanbemeteredusingflowmetersorbytimingtheinletpumps.Duetotheconstantviscosityofthemethanolandsodiumhydroxide,timingthepumpsforthesetworeactantswouldbeequallyaccurateandlessexpensivethanflowsensors.Usingpumpstoinputthereactantsdecreasesthenumberofvalvesrequiredinthedesign,becauseiteliminatesthemeteringtanks.Eachremainingvalvewillbeasolenoidvalvethatcanbetimedpreciselytothereaction.Theoutletvalveswillbetimedbasedonthemixingandseparationtimesandthepredictedvolumesoftheproducts.Theboundarylayerwillbeincludedwiththewastelayerofglycerintoensurethepurityofthebiodiesel.
Prototype Scaling
JustificationThescalingfactorof5:1issmallenoughtoallowforaccuratecomparisonstobemadefromtheprototypetothefullscaledesigninengineeringcalculationsaswellaspracticalapplication.Bydecreasingthebatchsizethegroupcouldsavemoneybypurchasinglessmethanolandsodiumhydroxide,Table10.Theamountofreactantsneededforthe5gallonbatchare4.08gallonsofcookingoil,0.82gallonsofmethanol,andalso0.10gallonsofNaOH,perbatch.Thefullscalemodelwouldrequire16.33gallonsofcookingoil,3.27gallonsofmethanol,and0.41gallonsofNaOH,foreachbatch.Italsoreducestheoverallprototypeconstructioncostsbecauselessmaterialisneededtoassembletheprototypesystem.Thesizeoftherequiredtankisreducedfroma30gallontanktoa6gallontank.Theamountofrequiredmaterialforthesupportstructureislessforamuchsmallertank,althoughtheexactsamedesignwillbeusedforthefullsystem.Table
11. Comparisons for reactant ratios for prototype and full scale
model Variables Prototype
5.004.080.820.10
Fullscale UnitsTotalLiquidVolumeoftank 25.00 galCookingOil 20.41
galMethanol 4.08 galSodiumHydroxide 0.51 gal Table 12. Comparison
of methanol and sodium hydroxide containers for prototype and
full scale model MethanolMeteringContainer
SodiumHydroxideMeteringContainerVariables Prototype Prototype
0.82 0.104.00 2.002.00 1.001.50 1.501.50 1.501.00 1.00
188.57 23.5733.51 1.132.36 2.36
152.70 20.0912.15 6.39
Fullscale Units Variables Fullscale UnitsVolumeofMethanol 4.08
gal VolumeofSodiumHydroxide 0.51 galDiameterofpipe 8.00 in
Diameterofpipe 4.00 inRadiusofendcaps 4.00 in Lengthoffitting 1.00
inLengthofinletvalvepipe 1.50 in Lengthofinletvalvepipe 1.50
inLengthofexitvalvepipe 1.50 in Lengthofexitvalvepipe 1.50
inDiameterof1valvepipe 1.00 in Diameterof1valvepipe 1.00 in
TotalVolumeofMethanol 942.86 in3 TotalVolumeofSodiumHydroxide
117.86 in3
VolumeofFluidinEndcaps(x2) 268.08 in3
VolumeofFluidinFittings(x2) 3.13 in3
VolumeofFluidinValvepipes(x2) 2.36 in3
VolumeofFluidinValvepipes(x2) 2.36 in3
VolumeofFluidinPipe 672.42 in3 VolumeofFluidinPipe 112.38
in3
LengthofMethanolPipe 13.38 in LengthofSodiumHydroxidePipe 8.94
in
41
-
Theprototypewillnotbeusingaflowmeterlikethedesignofthefullscalemodel.Insteadtheprototypewillhavealinemarkedontheoutsideofthetankatthecorrectvolumeforthegreaseinput.Theflowmetersensorisveryexpensiveandusingalengthoftimetoautomatethepumpdoesnotchangethefunctionalityofthesystem.Havinganautomatedsensorwouldbeamoreaccuratewayofmeasuringtheamountofcookingoilinthetank,butlettingtheuserturnoffthegreasepumpwhenthecorrectvolumeisreachedwillbesufficientfortheprototype.Thenumberofsolenoidvalveswasalsodecreasedintheprototypetocutthecostsandthesevalveswillbereplacedwithmanualvalves.Althoughtheprototypeisnotautomated,thedesigncanbeautomatedsimplybysubstitutingtheautomatedcomponentsforthemanualones.MassProductionManycostfactorsneedtobeconsideredwhenplanningtomassproducethefullscalemodel.Table13belowshowsthecostofallthepiecesforthefullscalemodelwhenpurchasingthemfromthirdpartysuppliers.Thetotalcostforproducingonesystemisaround$1400.Thisestimatedoesnotincludethematerialsforthesupportstructure,labor,orothersmallcostsintubingandPVCconnectors.Theestimatefortheitemsshownishighbecausetheseproductsarenotalldiscountedforpurchasinglargequantitiesandalsotheyarenotfromawholesalemarket.Whentakingintoaccountthecostsnotincludedinthetableitisexpectedthattheoverallcostwillbearound$2000persystem.Whencomparedtootherbiodieselconversionsystems,thisisaverycompetitivepriceforafullyautomatedsystemthatwillworkquicklybyusingcentrifugalseparationTable
13. Mass production for full scale design Items Price Per1000Units
Price DiscountLengthofmethanolmetering8pipe $14.60 /ft 1166.67 ft
$14,478.37 15%for120ft+Lengthofmethanolmeter