Embed Size (px)
DESCRIPTION
ems magazine
Citation preview

Engineering Maintenance Solutions, June 2010
1
Creating valuewithmaintenance
Turn to page 6 for the full story
Latest News & Products
Maintenance Planning
Revolutionary Measuring
Energy Efficiency
May/June 2010Buyers Guide
World ClassMaintenance
ATEX Latest
Visit our new information resource www.hazeng.com
2
Engineering Maintenance Solutions, June 2010

Engineering Maintenance Solutions, June 2010
3
Contents
Publisher - Michael Dominguez
Email:[email protected]
Editors/Contributers - Jon Barratt,Christer Idhammar, Alan France, MickSaltzer, Mark Haarman
Email:[email protected]
Ad Manager - Paul Clappison
Email:[email protected]
Online Sales Director - Paul Miles
Email:[email protected]
Website:
www.engineeringmaintenance.info
MSL Group, Cobalt House, CentreCourt, Sir Thomas Longley Road,Rochester, Kent, ME2 4BQ
Tel: +44(0)1634 731646
Fax: +44(0)1634 731644
www.engineeringmaintenance.info
First world classmaintenance organization 4- 5
Creating value withmaintenance 6 - 7
Latest Products 8 - 15
Revolutionary Measuring 16-17
Developing a maintenanceplan 18-20
OEE 23-24
Energy efficiency 26-28
How can we improvereliability? 30
ATEX Update 32-39
New Equipment 40-47
Buyers Guide 48-50
June 2010
4
Engineering Maintenance Solutions, June 2010
n 1992 IDCON structured a veryformal way to do evaluations andbenchmarking of maintenanceorganizations. The structure includes
about 285 Current Best Practiceselements. Each element is evaluatedand rated on a scale from one – onehundred. A guide is used to direct theaudit team to assess the performancerating. The methodology is based on theright things to do and leaves it to eachorganization how to execute each ofthese elements.
Over the years a large number oforganizations representing a wide rangeof industries including Food processing,Steel, Pulp, Paper, Wood, Mining,Chemical, Power and many more haveused the same model to discoverimprovement opportunities and tomeasure and drive progress towardsmeasurable goals.
Some companies have chosen to traintheir own audit teams to do audits;others have used IDCON to do them.
The average score for all plants is 39which indicates following;
1) Documentation exists, not alwaysreadily available and/or used.
2) Process awareness at managementlevel.
3) Process viewed as value-added atsome levels and/or plant areas.
4) Process status is somewherebetween implementation & execution.
The first maintenance organization everto be rated world class by IDCON scored78. It is normal that IDCON works withorganizations that do have substantialimprovement opportunities so there are
of course many more very good andeven perhaps world class maintenanceorganizations in the world.
A score of 78 indicates following;
1) Documentation exists, used at alllevels.
2) Process awareness at hourlyworkforce level.
3) Process is viewed as value-added atall levels.
4) Execution of process is occurring.
The journey towards world classperformance for this food processingplant started in 1999. A newmaintenance manager started animprovement initiative but it took sometime before the organization showed aninterest and started to do some seriousimprovements. In the beginning many ofthe crafts people saw the improvementinitiative as a threat. They had muchovertime and feared that their earningswould suffer. A break through for thisplant was when the company and unionagreed to a monthly salary for allmaintenance employees includingovertime for any reason.
Another important break through camewhen this maintenance managerbecame the corporate reliability andmaintenance manager. This plant is oneof 23 plants in the same corporation andcorporate management realized thatthe hidden potential in improvedreliability represented at least one oftheir average size plants. With4,000,000 cows pushing milk throughtheir plants reliability is obviouslycrucial.
In 2001 this plant and some of theother plants in the corporation madeself assessments of their maintenanceprocesses. They all scored themselvesbetween 70 and 80 on a scale of 100.It is obvious that if you score that highyou do not have much to improveupon, you are already world class, oryou are too generous with the score.
Next break through came in 2003 whencorporate with representatives fromall plants attended a maintenanceconference and as a result contractedIDCON to do educate key people andto adopt the Current Best Practices(CBP) document to their plants. Onlyabout 5% of content needed to beadjusted. Most of changes wereterminology. Key selling points to theplants included:
• Improvement initiatives must beimplemented in a partnership betweenoperations, maintenance, stores andengineering.
• Common results measurement istotal reliability including Quality, Timeand Speed.
• Cost is an outcome of betterreliability.
• Organization will evolve towardsmore cost effective preventivemaintenance, less unplanned and
First world classmaintenanceorganization
Since 1972 I have been bench marking hundreds ofmaintenance organizations all over the world.
I

Engineering Maintenance Solutions, June 2010
5
unscheduled corrective maintenancework and more time will be devoted todo root cause problem elimination. Thisconcept helps motivate people and todrive out the fear for people to beeliminated because of improvedproductivity.
• Improvements were necessary tohelp handle the future attrition of craftspeople. In some plants up to 50% in nextfive years.
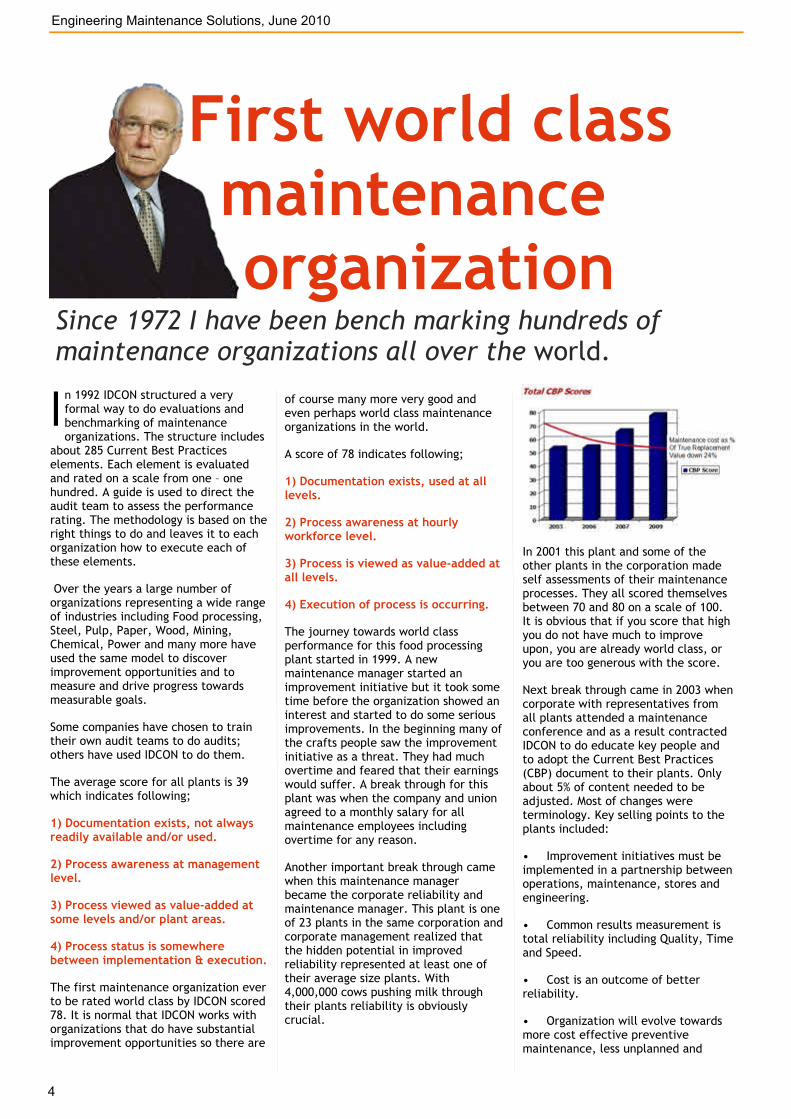
The first CBP audit by IDCON andcorporate audit team resulted in a scoreof 53. Next assessment was done in2006. It indicated little progress to ascore of 54. It was then decided thatnext audits would be done 2007 and2009. The organization then started tobelieve in the seriousness fromcorporate, that this improvementinitiative was here to stay. 2007 theyreached a score of 66 and theimprovements started to take hold.2009 they reached world class with ascore of 78. IDCON’s definition of worldclass is a score of 75.
When visiting this plant, the firstobservations include a close cooperationbetween maintenance, operations,stores and engineering, a visible teamspirit and pride in accomplishments.Visible observations comprise wellorganized work shops, staging areas forplanned and scheduled work, clean andwell organized store with shafts of allrotating equipment facing the isles sothey can easily be rotated to avoiddamage. Each area had few butimportant key performance indicatorsand written goals posted and referredto in meetings and so on.
As the CBP scored improved, themaintenance cost as percent of truereplacement value went down.Very well
managed and organized stores. Allrotating equipment with shafts facingaisles so they can easily be rotated to
prevent damage.
Example of parts and documentation kitfor a planned job.
Christer Idhammar is a worldrenowned and awarded Reliabilityand Maintenance Consultant andGuru. He is the founder andexecutive vice president withIDCON, INC in Raleigh NC, USA; Areliability and maintenancetraining and consulting companyto industry world wide since 1972.www.idcon.com

6
Engineering Maintenance Solutions, June 2010
environment (SHE)factor affectsvalue. SHEaccidents tendtonecessitatesubstantialexpenditure, withresultingnegativecashflows.Damagecaused topersonnel,environment andimage, forexample, willincreaseexpenditure.An even greaterdanger is loss ofthe license tooperate because ofinability to complywith SHE legislation.No license tooperate meansno
ith five manufacturingsites across Europe(four in Sweden and
one in Belgium) Volvo is, aseveryone will recognise, amajor force in automotivemanufacturing. The company’sacquisition, by Ford in 1999,represented an opportunity tobring together themaintenance philosophies ofthe different organisations andalso rationalize the operationsat the five sites. In charge ofthis process and charged withaligning the business plan withthe maintenance operationwas Peter Decaigny (formerlyof Volvo, now executiveconsultant for Mainnovation).
The first step Peter took,working alongsideMainnovation as a neutralpartner, was to visit eachmanufacturing site in turn andto run workshops in order toidentify what were theimportant issues that neededto be addressed. When asked,a maintenance manager islikely to say: "The value ofmaintenance comes fromdelivering maximum
availability at minimum cost”While this is true in theory, it'slttle help in the day-to-dayoperation. This is because it isvital to prioritise: is it betterto reduce costs or increaseuptime? Is a 1% increase ofuptime just as valuable as a1% reduction of costs? And howis the value of safetydetermined? Value DrivenMaintenance or VDM providesanswers by identifying thevalue potential of four valuedrivers in maintenance andenables management by thosedrivers (see figure 1).
Figure 1: Maintenance ValueDrivers
The workshops which wererun at the Volvo sites werestructured around The ValueDriven Maintenance modelwhich enables those involvedin the maintenance operationto identify which of themaintenance value drivers ismost important to theiroperation. Today's
maintenance managers areconstantly balancing betweenhigher machine availability(asset utilization) and lowermaintenance costs (costcontrol). In doing so, theymust take into accountsafety, health andenvironment regulations.
To make everything work,they need to use the righttechnicians, spare parts,knowledge and contractors(resource allocation).
For all four value drivers,maintenance can help toincrease a company’seconomic value. In a marketwhere there is more demandthan supply, greater machineavailability results in moreproducts, more incomeand thus higher value.On the other hand,lower maintenancecosts produce highervalue by avoidingexpenditure. Thesame applies toresource allocation.One example is atechnical storeroom.Smarter inventorymanagement of spareparts can enormouslyincrease value for acompany.
Similarly, the safety,health and
Creating value with
maintenance"What is the added value of maintenance?" - a frequently heardquestion in boardrooms the world over. Even though maintenance iscritically important, few maintenance managers are able to answerthe question convincingly, especially when they are asked to expressthe benefits in terms of economic value. Here, Mick Saltzer, managingconsultant for Mainnovation UK discusses how Volvo in Europe adoptedValue Driven Maintenance in order to help them answer the question.
W

Engineering Maintenance Solutions, June 2010
7
maintenance
production and no income.
For Volvo, at the time, globalover-capacity in theautomotive market was amajor factor to consider andso, closer to home, was theintroduction of new modelsat the different Volvo plants.The economic climate,external factors and marketconditions all impact ondetermning which is thedominant value driver at anypoint in time - and the VDMmethodology helps guide theway.
Once the valuepotential has
been identified,t h emaintenancef u n c t i o nmust beorganizedaccordingly. Whichcompetences are,and aren o t ,importan t ?T h e r e
will belittle point
in givingpriority to
reducing thestock of spare
parts if thevalue potentiallies in more
uptime. VDMmakes a
l i n k
between value drivers andcore competences (see figure2).
Figure 2: Maintenance CoreCompetences
Take again the example ofVolvo. The market situationat that time meant that mostvalue was achievable bycontrolling costs. So theright-hand value circle mustbe configured frommaintenance budgeting tocost analysis. Interestingly,both value circles include thecompetences of reliabilityengineering, planning andpreparation and maintenanceexecution. Thesecompetences are the linkbetween the four valuedrivers and thus form theheart of VDM.Now that the importantcompetences have beenidentified, the next step is toorganize and control them inthe right way. For this purposeVDM puts forward bestpractices from leadingmaintenance philosophies.Total Productive Maintenance(TPM) enjoys a reputation asthe best practice forregistering, analyzing and
improving productionlosses (asset
utilization) ind i s c r e t eproduction.In contrast,Asset BasedCosting (ABC)is a provenbest practicefor properlycontrol l ingmaintenancecosts. Usingthese, at e c h n i c a ldepartmentcan quicklybecome aprofessionalmaintenanceorganizationthat adds
value to the overall businessperformance.
For Volvo, according to PeterDecaigny, “The biggest change[across the five plants] was toget rid of diversity and toestablish a common way ofworking where, for example,there was one way of orderinga spare part.” Part of thisprocess involved installingsome new ‘rules’ and makingmaintenance less complex. Toensure this common way ofworking a Gatekeeper rule wasput in place whereby allmodifications coming from theproduction side and themaintenance side wereoverseen. The Gatekeepercommunicated all proposedchanges to all parties (i.e.different shifts, differentdepartments) for commonagreement that could then beenacted. Also, Peter Decaignysays, “There was a lot of smallthings that helped us. Oneexample was the furtherprofessionalisation of thepreparation process forplanned maintenanceactivities. The new commonprocess was a mix of internalbest practices and some bestpractices from Mainnovation.”The result was a ‘blue box’system where spare parts,work orders, permits, riskassessments were collectedprior to a task being actioned,which has increased theefficiency of the technicians.
Is VDM valuable? A growingnumber of multinationals inEurope and the United Statesthink it is. For example BengtSvensson, MaintenanceManager at Volvo says of thefactory in Torslanda, Swedenthat “The results speak forthemselves. In 2003, themaintenance cost per car was
SEK 684 (£62). In 2009, it wasdown to SEK 344 (£31) per car,a 50% reduction in costrepresenting a saving of SEK70 million (£6.35 million) peryear.”
Managing by value is not justa must, it is the only way todiscover the true significanceof maintenance. VDM makesmaintenance more than a costcentre because it contributesin various ways to a company’seconomic prosperity. In fact,VDM confirms what we alreadythought, but now we have theproof.
For moreinformation aboutValue DrivenMaintenance visit:www.mainnovation.com
Article supplied by MickSaltzer.
8
Engineering Maintenance Solutions, June 2010
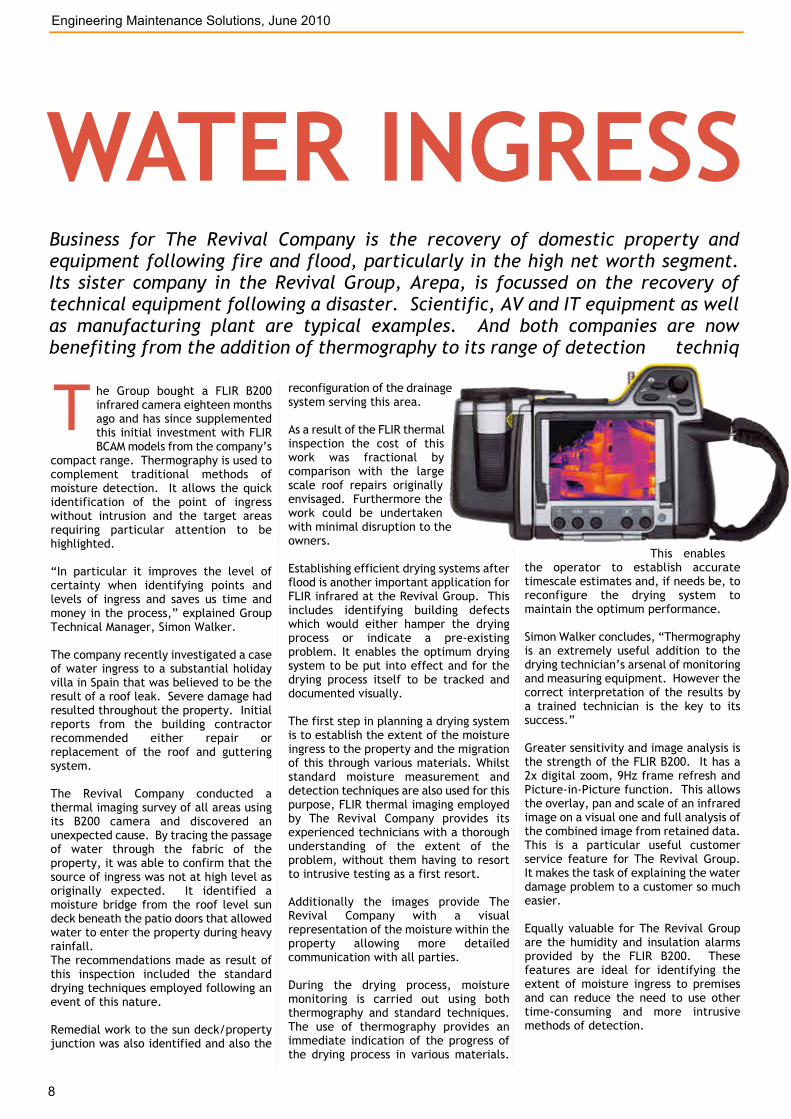
he Group bought a FLIR B200infrared camera eighteen monthsago and has since supplementedthis initial investment with FLIRBCAM models from the company’s
compact range. Thermography is used tocomplement traditional methods ofmoisture detection. It allows the quickidentification of the point of ingresswithout intrusion and the target areasrequiring particular attention to behighlighted.
“In particular it improves the level ofcertainty when identifying points andlevels of ingress and saves us time andmoney in the process,” explained GroupTechnical Manager, Simon Walker.
The company recently investigated a caseof water ingress to a substantial holidayvilla in Spain that was believed to be theresult of a roof leak. Severe damage hadresulted throughout the property. Initialreports from the building contractorrecommended either repair orreplacement of the roof and gutteringsystem.
The Revival Company conducted athermal imaging survey of all areas usingits B200 camera and discovered anunexpected cause. By tracing the passageof water through the fabric of theproperty, it was able to confirm that thesource of ingress was not at high level asoriginally expected. It identified amoisture bridge from the roof level sundeck beneath the patio doors that allowedwater to enter the property during heavyrainfall.The recommendations made as result ofthis inspection included the standarddrying techniques employed following anevent of this nature.
Remedial work to the sun deck/propertyjunction was also identified and also the
reconfiguration of the drainagesystem serving this area.
As a result of the FLIR thermalinspection the cost of thiswork was fractional bycomparison with the largescale roof repairs originallyenvisaged. Furthermore thework could be undertakenwith minimal disruption to theowners.
Establishing efficient drying systems afterflood is another important application forFLIR infrared at the Revival Group. Thisincludes identifying building defectswhich would either hamper the dryingprocess or indicate a pre-existingproblem. It enables the optimum dryingsystem to be put into effect and for thedrying process itself to be tracked anddocumented visually.
The first step in planning a drying systemis to establish the extent of the moistureingress to the property and the migrationof this through various materials. Whilststandard moisture measurement anddetection techniques are also used for thispurpose, FLIR thermal imaging employedby The Revival Company provides itsexperienced technicians with a thoroughunderstanding of the extent of theproblem, without them having to resortto intrusive testing as a first resort.
Additionally the images provide TheRevival Company with a visualrepresentation of the moisture within theproperty allowing more detailedcommunication with all parties.
During the drying process, moisturemonitoring is carried out using boththermography and standard techniques.The use of thermography provides animmediate indication of the progress ofthe drying process in various materials.
This enablesthe operator to establish accuratetimescale estimates and, if needs be, toreconfigure the drying system tomaintain the optimum performance.
Simon Walker concludes, “Thermographyis an extremely useful addition to thedrying technician’s arsenal of monitoringand measuring equipment. However thecorrect interpretation of the results bya trained technician is the key to itssuccess.”
Greater sensitivity and image analysis isthe strength of the FLIR B200. It has a2x digital zoom, 9Hz frame refresh andPicture-in-Picture function. This allowsthe overlay, pan and scale of an infraredimage on a visual one and full analysis ofthe combined image from retained data.This is a particular useful customerservice feature for The Revival Group.It makes the task of explaining the waterdamage problem to a customer so mucheasier.
Equally valuable for The Revival Groupare the humidity and insulation alarmsprovided by the FLIR B200. Thesefeatures are ideal for identifying theextent of moisture ingress to premisesand can reduce the need to use othertime-consuming and more intrusivemethods of detection.
WATER INGRESSBusiness for The Revival Company is the recovery of domestic property andequipment following fire and flood, particularly in the high net worth segment.Its sister company in the Revival Group, Arepa, is focussed on the recovery oftechnical equipment following a disaster. Scientific, AV and IT equipment as wellas manufacturing plant are typical examples. And both companies are nowbenefiting from the addition of thermography to its range of detection techniq
T

Engineering Maintenance Solutions, June 2010
9

10
Engineering Maintenance Solutions, June 2010
Very successful innovations thathave been really appreciated byour customers are:
� Donadon SCR reverse(compression) rupture withmicro-scored calibratedsection; special feature ofSCR is scoring in 6 sectorsinstead of 4 as usual in allcompetitors’ discs in order toallow a better opening andreduce the risk of petaldetachment even at highbursting pressure.
Protection For PressureVariations
The pressures in gas analysers aretypically >100 bar.g, operating at theseelevated pressures reliable protectionmechanisms become crucial. Historicallygas analysers use pressure regulators toreduce the pressure, combined with aSafety Relief Valve (SRV) to avoid risk ofpersonal injury or structural damage.This system however can be tamperedwith and is not always reliable, reducingthe safety and integrity of the gas analysisprocedure.
In response to this problem Fike EuropeB.v.b.a. designed a new, innovativeconcept to regulate and reduce thispressure to enable safer gas analysis. TheFike Gas Analyser Unit provides theindustry with reliable, trouble-freeprotection for gas analysers. With Fike’sexpert knowledge in the development ofbursting discs, we developed this easy-to-use, in-line unit, already proven at severalinternational companies.
Features of this innovative Fike GasAnalyser Unit include:
Gas analysers to monitorgas emission levels
· Integrated, tamperproofcalibrated pressure reducer.
· Integral high quality, leak‐tightpressure relief device.
· Available in a wide range ofmaterials, sizes and flow ratings.
· Virtually maintenance free.· PED compliant.· Compact “Plug & Play” design.
For more information contact Fike UKon 01622 677081 or [email protected]
Gas Analysers are used in several industries,chemical industries use gas analysers to monitortheir gas emission levels, air quality samples arecompared to high purity reference gases to analyseand measure the emissions. A common practice isto “calibrate” the sample air against clean, drypure reference gases such as H2, He, Ar, or N2.
� Donadon SCD concave (forwardacting) rupture disc with micro-scored calibrated section, also withscoring in 6 sectors.
� Donadon LPD low-pressure rupturedisk, a simple, reliable, accurateand cost-effective solution inapplications that require protectionfrom very low (positive or negative)pressure like storage or processtanks, reservoirs and silos, Thesediscs can be personalized to solvenon-standard applications andspecifications and can be coupled
with the optical rupture indicatorOFI 04.
Donadon SDD
Via Franceschelli 7 - 20011 Corbetta (Mi)Italy
Tel: +39 02 90.11.10.01
Fax: +39 02 90.11.22.10
www.donadonsdd.com
Email: [email protected]
Donadon SDD are manufacturers of safety devicesto protect systems from pressure variations.The range includes rupture discs, vent panels forexplosion protection and rupture indicatingdevices based on electric, magnetic, inductiveand optical technology.

Engineering Maintenance Solutions, June 2010
11
Aside from sudden power cuts at key moments of a
match, other issues such as surges, sags, transients
and spikes can cause critical damage to increasingly
sophisticated TV, IT and other AV equipment. So if
you’re one of the many people who have bought new
home cinema systems to watch the big games -
there’s never been a better time to think about power
protection!
Riello UPS supply a range of uninterruptible power
supplies (UPS) ideal for protecting IT and AV equip-
ment including TVs, Digiboxes, DVD players, Games
Consoles, PCs, Scanners, Printers, Modems, Hi-fis,
Phones and Fax machines in domestic and small
home-office environments.
The latest edition to the product range, iPlug, offers
cost-effective and reliable power protection for home
use. A part of the Riello UPS ECO Line of energy
efficient UPS, the iPlug is a compact, versatile, and
user-friendly ‘plug and play’ UPS; providing surge
protection and up to 5 minutes of battery backup
time to enable safe shut down of equipment.
“The iPlug is ideal for the home and home office be-
cause it really is so easy to install”, comments Robin
Koffler, General Manager of Riello UPS. “The iPlug
offers energy efficient, reliable protection for nearly
all the equipment found in these environments, and
is a welcome addition to our ever increasing product
range”.
The iPlug is packed with end-user features including
an LED status panel, user-replaceable batteries, a
built-in cable-tidy, and is also compatible with Riello
UPS Powershield3 monitoring and control software
(available as a free download).
Available in 600VA and 800VA models, the new
iPlug costs is available to buy online at
www.uninterruptible-power-supply.co.uk. Prices start
at £71 plus delivery and VAT. For more information
on uninterruptible power supplies for the home and
small office, visit the main Riello UPS website
www.riello-ups.co.uk
England Fans GuaranteedPower During World Cup
83% of the UK plan to watch the World Cup on TV this summer*; and with the traditionalsurge in half-time demand combined with the increasing use of air conditioning units,the resulting drain on the mains supply may well see an increase in damaging powerdisruptions. To ensure England fans catch every minute of the action, Riello UPS hasintroduced the new iPlug 600-800VA range of uninterruptible power supplies; specifical-ly designed for domestic and small home office use.
As dewpoint measurements can be madealmost anywhere on a compressed airsystem, application conditions can varysignificantly.
Sensors must withstand exposure to con-taminants such as water spikes, com-pressor oil, and chemical impurities.
Vaisala sensors can handle all of theabove while providing the fastest wet-to-dry response time on the market.What’s more, they have a 2-year calibra-tion interval.
For your chance to learn more abouthow Vaisala can help with your com-pressed air quality, visit
www.vaisala.com/compressedair.
By answering a few compressed airrelated questions you also have achance to win a Vaisala hand-helddewpoint meter.
For full view of Vaisala instruments,there is now an online catalogueavailable athttp://www.vaisala.com/industrialcatalog
Tracy ClelandT: 0121 683 [email protected]/compressedair
Good dry compressed air withdewpoint measurement
One of the most important measurements to ensure dry,good quality compressed air is dewpoint.
12
Engineering Maintenance Solutions, June 2010
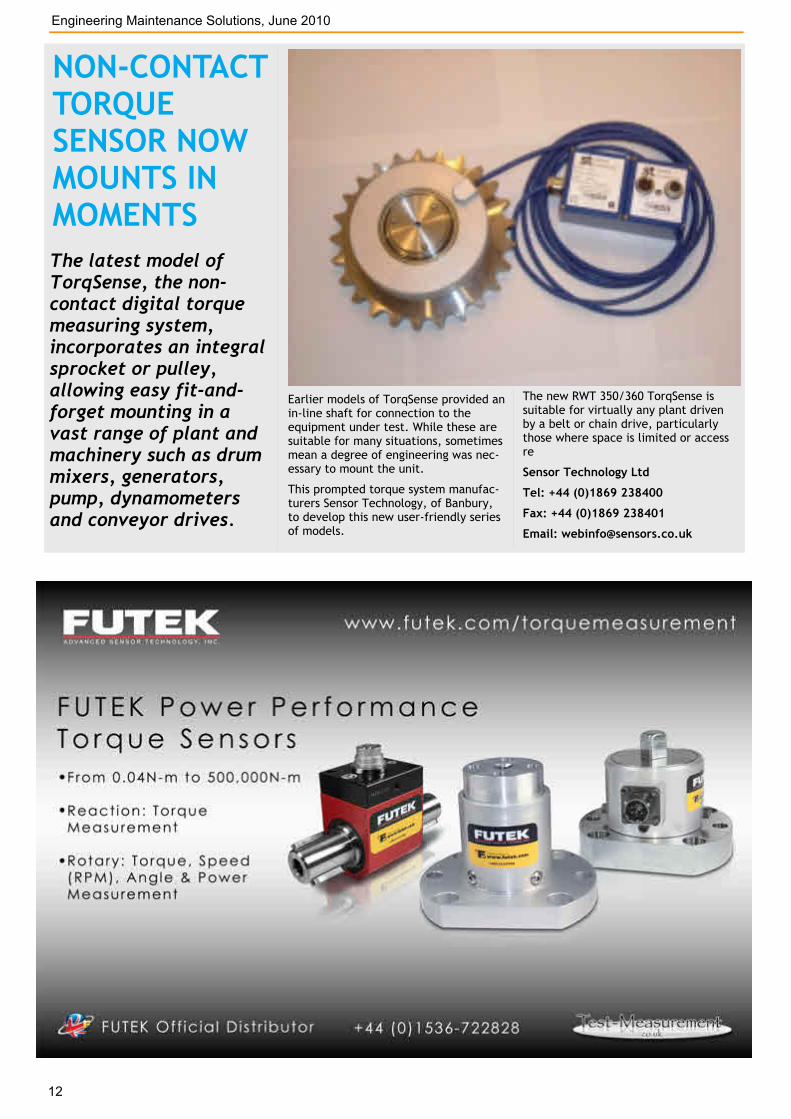
Earlier models of TorqSense provided anin-line shaft for connection to theequipment under test. While these aresuitable for many situations, sometimesmean a degree of engineering was nec-essary to mount the unit.
This prompted torque system manufac-turers Sensor Technology, of Banbury,to develop this new user-friendly seriesof models.
The new RWT 350/360 TorqSense issuitable for virtually any plant drivenby a belt or chain drive, particularlythose where space is limited or accessre
Sensor Technology Ltd
Tel: +44 (0)1869 238400
Fax: +44 (0)1869 238401
Email: [email protected]
NON-CONTACTTORQUESENSOR NOWMOUNTS INMOMENTSThe latest model ofTorqSense, the non-contact digital torquemeasuring system,incorporates an integralsprocket or pulley,allowing easy fit-and-forget mounting in avast range of plant andmachinery such as drummixers, generators,pump, dynamometersand conveyor drives.

Engineering Maintenance Solutions, June 2010
13
Implementing a Total SystemCleanliness Approach:
Step 1: Set a target for fluidcleanliness.
Step 2: Install high efficiency glassmedia or desiccant breathers onall gearbox vent ports.Step 3: Change the criteria forreplacing the oil from a time
interval to a decision based on the oilcondition determined by oil analysis.Step 4: Install a dedicated filtrationsystem on each gearbox to filter theoil continuously during operation. Ifwater is present in the oil elements
Coal CrusherGearbox
The M2000SP is a high accuracy RHgenerator incorporating advancedelectronics and innovativeapproaches to RH/T controlresulting in an affordable systemwith high performance andreliability.
The M2000SP measures and controlsRH/T using advanced solid-state sensors.A unique method of activating saturatorand desiccant circuitry results inachieving equilibrium within 3-5 minutesfor a 70%RH step change. Controllerelectronics and RH/T control probemaintain accuracy and stability, whichmeans a typical recalibration cycle of 12months. Combining this with a 4-portdoor, calibrations can be done insignificantly less time.
When using the insulated chamber theM2000SP will generate and control75%RH @ 40˚C, an important test pointfor meeting ICH guidelines in drugdevelopment and stability chambers.An external chamber option provides acapability for calibration of data loggers,
small chart recorders and instrumentswith digital displays.
Each system is supplied with aCertificate of Calibration from an NVLAPAccredited Laboratory according toISO/IEC 17025 procedures. The M2000SP
is in use at over 100 facilitiesworldwide.
For info: [email protected] Consolidated Ind. Inc.631-951-9100
High accuracy RHgenerator
with water removal capacity or avacuum dehydrator should be utilized.
Hy-Pro recently implemented thisapproach on a coal mill gearbox andlowered the ISO Cleanliness Code (perISO4406-1999) of the lubricating oilfrom X/21/16 to X/16/11 within 24hours. Within 75 days the ISOCleanliness Code of the oil was loweredto X/13/11.
For further information:
Phone: +1.317.849.3535Web: www.hyprofiltration.com
Traditionally large gearboxes have no filtration andthe oil is changed on a service interval. Applying
a total system cleanliness approach is necessaryto maximize uptime, extend gearbox life,extend fluid life, reduce limited maintenance
resource demands, reduce fluid disposal costs andeven save money on power consumption.
14
Engineering Maintenance Solutions, June 2010
There are similar requirements for coldrooms and refrigerated vehicles used tostore and transport foodstuffs.Depending on the industry area, humidityand pressure may also need to bemeasured and recorded over time.
The ebro EBI 20 family of data loggersare high quality yet value-for-moneymeasuring and recording devices thatcan hold up to 8,000 measuredtemperature, humidity or pressurevalues. The units fit comfortably into thepalm of the hand, yet achieve ±0.5ºCaccuracy over most of their measuringrange, typically -30 ºC to +60 ºC (±3% rHover 0-100% rH or ±5 mbar over 700-1200mbar).
Current values are displayed on a large,clear digital display and a visual alarm isalso provided. Values can be easily andvirtually instantaneously transferred to aPC by simply dropping the unit into a USB“cradle”. ebro WINLOG 2000 is aconvenient software package thatfacilitates graphic and numericpresentation of the values.
A “Starter Set” is available containingall the necessary items – logger, cradle,cables and software – to set up acomplete, validated measuring andrecording system that meets CFR 21 Part11 and is also TÜV approved. Additional
loggers can then be simply added asrequired.What can we do for You?see our film at www.camlab.co.uk/film
Tel: +44 (0)1954 233100
Compliance, Securityand Safetyebro® data loggers, distributed by Camlab of Cambridge, have beendeveloped to provide accurate, reliable and secure records ofenvironmental conditions in laboratories, storage areas and transportvehicles. GLP and GMP guidelines require that temperatures arerecorded in incubators, refrigerators and sample storage areas.
Engineering Maintenance Solutions, June 2010
15
T he conveyor fed limestone and
coke into a kiln to help purify
the sugar at the plant, which
processed over 3 million tonnes of beet
this year alone. In the run-up to the
plant’s busiest time of year, two men
and a shovel loader were hired to
manually load the feeder for 24 hours
per day, but this could only be a
temporary measure due to cost.
British Sugar approached Siemens
Industry’s Mechanical Handling Division,
which had supplied the original Flender
Cavex 280 worm gear unit in 1997. Any
delivery delay could have affected the
start of British Sugar’s next ‘campaign’
period and would also have meant no
time for running in and appropriate
checks.
British Sugar had already looked at a
refurbished competitor’s unit, but it had
a lower rating than the Flender one and
British Sugar was not confident it would
be suitable.
The Siemens service team therefore
suggested a more energy-efficient,
bevel helical Flender FZG gearbox, size
B3HH08. Where the existing 280 Cavex
worm gear unit had a rating of
12,500Nm at 1,000rpm, the new
Flender bevel helical unit was rated at
27,000Nm, a considerably higher torque
rating. The bevel helical unit also had
the same hollow shaft diameter as the
Cavex worm gear unit, so the customer
could use the existing headshaft. Even
better was the fact that this unit could
be supplied direct from the Siemens
Bradford factory, and that it would
provide improved efficiency. The old
unit was between 74% and 85%
efficient; the new one offered 95%
efficiency, an improvement of at least
10%.
The new unit was selected and supplied
within eight days of British Sugar’s
enquiry, against which drawings were
submitted with the quotation to ensure
suitability for the customer that the
existing hydraulic motor would also fit.
The biggest bonus of all for British Sugar
was the fact that the new unit cost less
than a replacement worm gear unit
would have done. A spokesman
commented: “We’ve had great service
turnaround, we have a new, more
efficient gear unit with twice the rating,
and at a lower purchase cost. It’s a
great result as far as we’re concerned.”
The Wissington plant produces
bioethanol, a renewable fuel, amongst
other sugar products.
More information on the Flender range
of gear units is available from Siemens
Industry on 01274 657700 or by
emailing [email protected]
FAST SIEMENSSERVICE
SWEETENSBRITISH SUGAR
When a worm gear drive crown wheel failed due to overload on a crucial conveyorbelt at British Sugar’s Wissington plant in King’s Lynn, the priority was to get thingsrunning again quickly – and the ultimate result was a minimum of 10% improved
efficiency.

16
Engineering Maintenance Solutions, June 2010
Condition monitoring is all aboutoptimizing operations and maintenancefor the purpose of lowering costs. Thedifficulties of getting reliable resultswhen measuring on low speedapplications are a well known problem.These applications create signals withlow energy content, where earliervibration technologies made it difficultto measure such signals with satisfactoryresults. The SPM®HD measuring techniquecombines the well-known and reliableTrue SPM® method with a highlyadvanced digital technique. Thanks to itshigh dynamics, SPM®HD can distinguishthe weaker yet relevant signals, whichare typically hidden among strongersignals caused by mechanical shockphenomena or electronic noise. The
ability to detect very weak signalstherefore gives decisive advantages
when measuring at low speeds. Realworld testing has provided up to sixmonths’ forewarning, leaving ampletime to plan maintenance and repairs.
The name SPM®HD (High Definition)hints at the extraordinary signal qualityas well as a very clear picture ofmachine condition resulting from themeasurements. SPM®HD is built aroundsophisticated and patent pending signalprocessing in several steps. Thetechnique works with digital envelopingof the analog shock pulse transducersignal. The sampling frequency is veryhigh, resulting in a crisp and distinctsignal. A 24-bit A/D converter provides
razor-sharp resolution and exceptionaldetail in spectrums and time signals.
For a full picture of bearing condition,the measuring cycle is based on numberof revolutions rather than time. Thismaximizes the chances of capturingrelevant signals in the course of onemeasuring cycle. By adjusting thesampling frequency to rpm, spectrumsare clear and concise.
The measuring technique looks forrecurring patterns and uses newlydeveloped and ingenious algorithms toenhance repetitive signals and eliminaterandomly occuring high readings. Thanksto the pattern recognition, spectrumsand time signals are excellent tools foranalysis. The source of the signal issimple to identify, as every component
In conjunction with the company’s 40th anniversary, SPM Instrument ABnow presents the next generation of its well-known shock pulsemethod. SPM®HD is an advanced and patent pending measuringtechnique suitable for all types of applications and particularly wellsuited for low speed machinery.
Revolutionarymeasuring
Refined SPM method savesmoney at Hallsta Paper Mill
Inner ring bearing damage at Hallsta Paper Mill detectedby SPM HD

Engineering Maintenance Solutions, June 2010
17
has its own, distinct damage signature.The time signals are easily interpreted,making the type and extent of thedamage simple to determine. Thebenefit of this is no trending isrequired; occasional measurementsprovide a reliable diagnosis.
In addition to spectrum and timesignal, the measuring technique alsogenerates two scalar values, HDm andHDc. HDm represents the highest valuemeasured during the measuring cycle,while HDc is a measure of bearinglubrication condition. Both values aresuitable as the basis for setting alarmlimits, regardless of machine type.Automatic evaluation of measuringresults, presented on a green – yellow –red scale, provides a quick overview ofmachine condition.
This sophisticated and completemeasuring technique is the result of anintense development effort by SPMInstrument and close cooperation withcustomers in industry.SPM®HD has been tested successfully onlow speed applications such as twinwire presses, screw presses, dryingcylinders and wind turbines, somerunning at speeds as low as 5 rpm, formany months.
Mikael Lindfors, Manager of BusinessSolutions at SPM, comments: ”SPM®HD isthe unique solution to the problemsinvolving condition measurement on lowspeed applications. It sets a new standardfor modern condition monitoring and canbe used successfully on all types ofapplications. With SPM®HD, weconsolidate our position as a leadingsupplier of innovative solutions forcondition monitoring and predictivemaintenance, and we now supplementour successful Intellinova online systemwith an SPM®HD monitoring unit.”
Visit: www.spminstrument.co.uk
Join the E-volution!The next generation shaft alignmentsystem from Damalini, Easy-Laser®
E710, is a wireless, colour displaysystem with functions for all the
important stages of machinesetup.Using a singleinstrument, you nowhave the potential totrouble-shoot andprevent wear and
breakdowns in your machines: checkthe flatness of the machine base –check any bearing play and soft foot –measure and align the machine. Easy-Laser® E710 is also first on the marketwith barcode reader. Just scan themachine tag, and you are immediatelyready for measurement! Other featuresare multi language programs andelectronic laser targets.The Easy-Laser® E710 is expandable fordigital sheave/pulley alignment,vibration level check and geometricmeasurement. No other system on themarket can offer this flexibility. A verylong operating life, a robust design and2-year warranty provide a measurementsystem that is both reliable, easy to useand to own.
For more information, pleasevisit: www.damalini.com
Or contact Stan JacksonSPM Instrument UK Limited Tel
+44 1706 835331 | Fax +441706 260640
18
Engineering Maintenance Solutions, June 2010
This may sound simple, but there is anart to doing it in a way that helps tosimplify the development of your overallmaintenance strategy. We will try toclarify what local classes mean in Phase2.
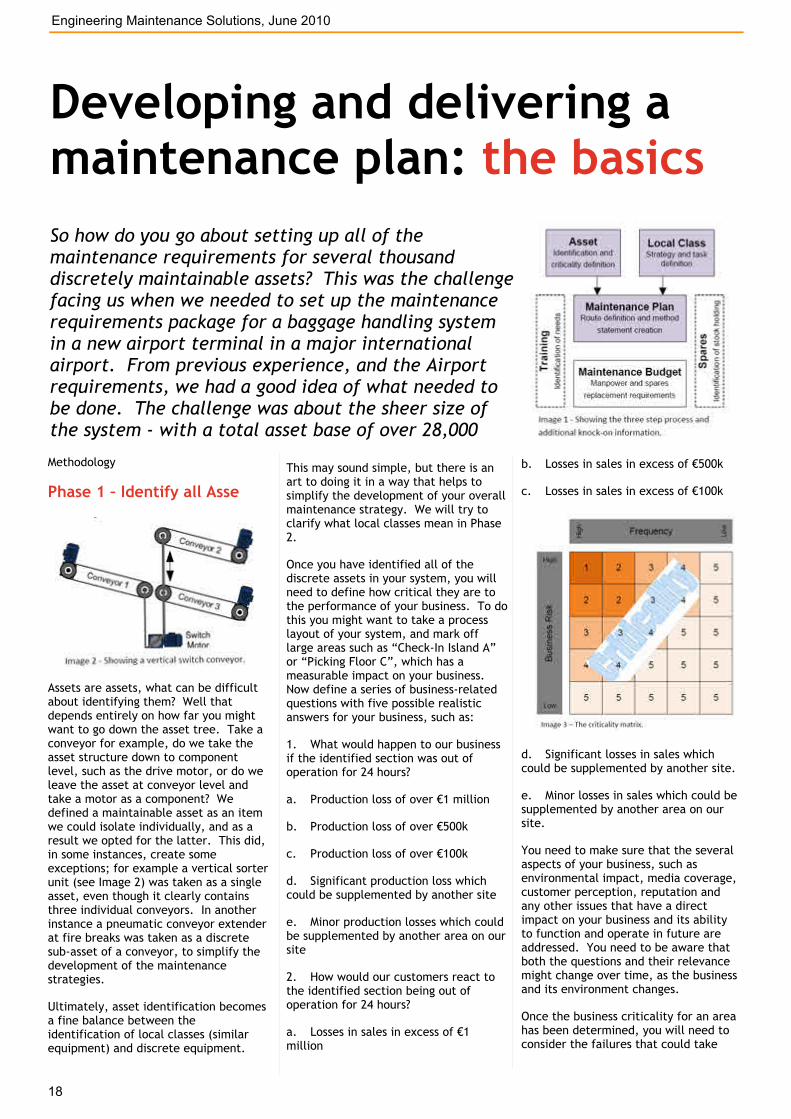
Once you have identified all of thediscrete assets in your system, you willneed to define how critical they are tothe performance of your business. To dothis you might want to take a processlayout of your system, and mark offlarge areas such as “Check-In Island A”or “Picking Floor C”, which has ameasurable impact on your business.Now define a series of business-relatedquestions with five possible realisticanswers for your business, such as:
1. What would happen to our businessif the identified section was out ofoperation for 24 hours?
a. Production loss of over €1 million
b. Production loss of over €500k
c. Production loss of over €100k
d. Significant production loss whichcould be supplemented by another site
e. Minor production losses which couldbe supplemented by another area on oursite
2. How would our customers react tothe identified section being out ofoperation for 24 hours?
a. Losses in sales in excess of €1million
b. Losses in sales in excess of €500k
c. Losses in sales in excess of €100k
d. Significant losses in sales whichcould be supplemented by another site.
e. Minor losses in sales which could besupplemented by another area on oursite.
You need to make sure that the severalaspects of your business, such asenvironmental impact, media coverage,customer perception, reputation andany other issues that have a directimpact on your business and its abilityto function and operate in future areaddressed. You need to be aware thatboth the questions and their relevancemight change over time, as the businessand its environment changes.
Once the business criticality for an areahas been determined, you will need toconsider the failures that could take
Methodology
Phase 1 – Identify all Assets
Assets are assets, what can be difficultabout identifying them? Well thatdepends entirely on how far you mightwant to go down the asset tree. Take aconveyor for example, do we take theasset structure down to componentlevel, such as the drive motor, or do weleave the asset at conveyor level andtake a motor as a component? Wedefined a maintainable asset as an itemwe could isolate individually, and as aresult we opted for the latter. This did,in some instances, create someexceptions; for example a vertical sorterunit (see Image 2) was taken as a singleasset, even though it clearly containsthree individual conveyors. In anotherinstance a pneumatic conveyor extenderat fire breaks was taken as a discretesub-asset of a conveyor, to simplify thedevelopment of the maintenancestrategies.
Ultimately, asset identification becomesa fine balance between theidentification of local classes (similarequipment) and discrete equipment.
So how do you go about setting up all of themaintenance requirements for several thousanddiscretely maintainable assets? This was the challengefacing us when we needed to set up the maintenancerequirements package for a baggage handling systemin a new airport terminal in a major internationalairport. From previous experience, and the Airportrequirements, we had a good idea of what needed tobe done. The challenge was about the sheer size ofthe system - with a total asset base of over 28,000
Developing and delivering amaintenance plan: the basics

Engineering Maintenance Solutions, June 2010
19
place on the equipment in that area, andthe frequency at which these failuresmight occur. These should not beoperational issues such as bag jams, butrather equipment failure issues thatwould require component replacement oradjustment, such as motor failure or beltadjustment. At this stage you shouldignore the length of time it takes torepair the failure - we are moreconcerned at this stage with thefrequency of maintenance-relateddisturbances.
The two values, Business Risk andFrequency are mapped onto the grid (seeImage 3) to define the resultingcriticality for the area. This processneeds to be repeated for all of the areasyou have defined on your process layout.Two items you will need to be aware ofwhen performing this activity:
• If the business risk incorporates aquestion related to health and safety inrelation to people performingmaintenance on the equipment, theserisks need to be carefully considered.While the resulting injury could beextremely serious, this risk of injuryneeds to be mitigated in the riskassessments and resulting methodstatements or redesign, not in increasingthe business risk. The reason for this is ifthe business risk is too high, then youmight consider doubling up on theequipment to reduce the risk, but thisadds to an injury risk when maintainingthe equipment
• All of the equipment and processroutes in an area do not necessarily fallinto the same criticality as the mainroutes for the area. You will need toidentify the main process routes,secondary and tertiary process routesthrough the area and assign lowerpriorities based on their potential impacton the area.
This process needs to be kept as simpleand flexible as possible, and ensure alldecisions are well documented toeliminate the possibility ofmisinterpretation or to support anydecisions made, should that becomenecessary. Remember that the businessneed and market forces will change overtime and this criticality review will needto be re-evaluated fairly frequently(usually annually or in major shifts of theeconomy) to ensure you are still applyingthe correct strategies. Changes to yourenvironment could quite possibly changethe maintenance plan you have adoptedfor the equipment on site over time.
Phase 2 – Identifying LocalClasses and Strategies
When looking through all of theequipment on your site, you will notice
that there are several pieces ofequipment that are very similar. Theprobability is high that the maintenancestrategy applied to them can be thesame, while making allowances forvarious criticality levels. We identifythese equipment groups by giving thema Local Class designation, and developthe maintenance strategies for each ofthese local classes, defining differentfrequencies (and strategies if necessary)for all five criticality levels at the sametime. This process allowed us to reducethe baggage system from 28,000 itemsto 122 local classes that we needed todefine maintenance strategies for.
Based on your list of local classes, youwill need to:
a) Draw up a list of every activity thatyou will possibly perform on thisequipment/local class, including:
i) Component Replacements, whereyou need to consider the level at whichyou want to carry out yourmaintenance. For example, in WesternEurope, if a bearing on a motor reducerunit failed, and a replacement unit costless than €150, then due to the time andeffort required to manage the repair,you might opt to replace and not carryout a repair. Converse to this in CentralAfrica, component availability and/orlower labour rates might mean a repairis the most cost-effective solution basedon the resources at your disposal.
ii) Component Adjustments, coveringactivities such as belt tensioning, oilreplacement and defragmenting harddrives.
iii) Cleaning Activities, covering theequipment and the immediatesurroundings should this be in arestricted-entry area. In many instancescleaning could fall to a lower skill level;however it should not be ignored fromthe maintenance plan as it forms part ofa holistic approach to maintenance. At afood processing plant, we reduceddowntime by 20% by reducing dirt in thesystem and from staff noticing futureproblems while cleaning – problemswhich could then be averted.
iv) Inspections, covering visualinspections, stoppage inspections andstatutory inspections.
v) All condition-based inspections suchas Vibration, Thermography andUltrasound. If there is no in-houseexpertise to perform these activities,you could contract them out tospecialist companies to perform thework. In our experience contracting outcan be set up and managed well, orpoorly, so consider the optionscarefully. A well-managed process of
‘contracting-to-inhousing’ can be mostbeneficial.
b) Estimate the following:
i) How long each of the identifiedtasks will take to complete (Mean Timeto Repair [MTTR]), and how manypeople will be needed to complete thework.
ii) Predict the Mean Time betweenFailures (MTBF) for replacements andadjustments. To define the MTBF, youmight want to look at the design orpredicted life of a component that youintend to replace or adjust.
iii) Decide if the work will require theequipment to be isolated in order tocomplete the work.
c) Define one of the followingstrategies for each of the criticalitiesyou are using (see Image 4 – StrategySheet):
i) Time Based, where you define aset frequency to perform themaintenance activity. Some of thetasks are in themselves a strategy, suchas a thermal inspection(Thermography) or vibration inspection(Vibration Monitoring), in which caseyou need to define a frequency basedon an anticipated PF failure curve
ii) Operational Based, which sets outthe flow or operations requiredbetween maintenance activities
iii) Condition Based, using aninspection or other strategy which willidentify the onset of failure and allowfor reaction time to address the failure
iv) Run to Fail, which allows thecomponent to fail before replacementsor adjustments are made.
As part of the creation of themaintenance strategies you can alsodevelop safe working practice methodstatements and generic riskassessments for all of the maintenancetasks that you have identified. These
20
Engineering Maintenance Solutions, June 2010
method statements and risk assessmentsare an ideal way of helping to develop atraining plan for new employees.
By developing these individualstrategies, we found it relatively easyto adopt a cohesive maintenancestrategy across the entire baggage
system.
Do also remember that all of thecondition-based inspections, such asVibration, Thermography andUltrasound, are supportive of a soundmaintenance strategy, and should notbe performed in isolation.
Phase 3 – Extract the Maintenance Plan
Phases 1 and 2 can be progressed intandem, however they need to becomplete before continuing with Phase3 of the work. At this point we know allof the equipment we aim to maintain,how critical it is to your business, whatstrategies we will be using and whatmaintenance we will be performing.We now need to extract this as amaintenance plan for each piece ofequipment and insert it into ourComputerised Maintenance ManagementSystem (CMMS).
This is where things started getting alittle tricky! While for many situationsthis is a manageable task, in thebaggage system discussed above, wehad around four time-based activitiesper piece of equipment, thereforeamounting to 112,000 plannedmaintenance activities to enter ontothe CMMS. These tasks ranged fromweekly visual inspections through to oilreplacements every three years on themotor reducers. Downloading this manyplanned maintenance tasks is clearly asignificant task, not to mention thework involved in planning and managinga weekly paper trail of around 31,000
work orders. Clearly we needed a wayof grouping these activities into moremanageable groups, while still keepingthe maintenance information atequipment level. To achieve this wecreated a software program to reducethe work involved. This then fed theCMMS system we were using which
managed this level of complexity in theform of maintenance routes.
In order to develop a manageablemaintenance plan, you will need toidentify and group these PM taskstogether, based on frequency,strategy, skill and on a physical line ofequipment to restrict the impact onthe system during a stop inspection (aninspection requiring the equipment tobe turned off). Our experience hasalso shown us that these maintenanceroutes need to be limited to one personfor a maximum of 4 hours per route,otherwise the impact on the systemwill be too great and the likelihood ofcompletion during a shift will be low.In the baggage system, this resulted inaround 1200 planned maintenanceroutes, which was far easier to managethan individual job cards on everypiece of equipment, and could bemanaged by one planner.
At this point there are a few key itemsto consider:
• The maintenance plan needs to beflexible:
o It should allow you to review andenhance the strategy,adding/modifying/deleting tasks orcheck list items.
o It should allow you to reviewcriticality (impacting on the frequencyand strategy applied)• Every timethese change, the maintenance routes
and any checklists need to be updatedto reflect this change in strategy.
Once all of the maintenance routes areentered into the CMMS, you will need toensure that the risks associated withperforming the maintenance arecorrectly addressed. The generic riskassessments developed during Phase 1of this process need to be refined giventhe actual environment in whichindividual pieces of equipment areinstalled. This ensures that all risks areidentified and people are trainedaccordingly.
Conclusion
The development of this processallowed us to produce a cohesivemaintenance strategy and acomprehensive maintenance plan for avery large system, but the process alsoholds well for smaller systems. Morethan enabling the creation of thestrategy and plan, it also helped to:
• determine the manpower neededto support and maintain the system
• anticipate the spares consumptionfor the site for the first 10 years ofoperation
• create the training material usedto train the engineers on themaintenance of the equipment.
Overall the process helped to minimisethe operating cost of the maintenanceoperation from the outset, where wefound the maintenance personnel levelrequired was 15% lower compared tosimilar asset numbers elsewhere in theairport. In addition, since everythingwas well documented, we were able toperform a review of the appliedstrategies and the maintenance routes,and refine them as a result of thelessons learned over the first 18 monthsof operation. We believe that withoutthis process and the tools we developedto support the overall delivery of themaintenance plan, the initialmaintenance plans would still be indevelopment, rather than having gonethrough the first major review andrefinement.
Malcolm Hide, Senior Consultant,Strategic Maintenance Ltd
www.strategicmaintenance.co.uk
Malcolm is happy to respond torequests. He can be contacted at:
Tel: +44 (0) 1753 271924
Mobile: +44 (0) 7980 833201
Engineering Maintenance Solutions, June 2010
21

22
Engineering Maintenance Solutions, June 2010

Engineering Maintenance Solutions, June 2010
23
Lots of companies make cars that reach120 mph, but far less achieve 180mph,and even fewer reach 200mph. As thespeed gets faster, cost, effort andperformance has to increase. To reach180mph it’s not just a question ofspending big money on engine design andcomponents, there have to beimprovements made to chassis,suspension, brakes and tyreperformance. This often results in trade-offs being made. My old Chevrolet, forinstance, could reach silly speeds in astraight line (closed road, professionaldriver) but when it was driven slowly
everything clunked and clicked. Therewas so much float in the brakes to allowfor expansion when they got hot thatstopping the car when they were coldtook a mighty push on the pedal.This wouldn’t do in the airline industry;travelling with airlines that didn’tattain the last 10% of performancerequired to take off, fly and land wouldprove rather unpopular. The airlinesmay compromise their customerrelationships when a plane runs intotechnical problems and the customerstays on the ground, but there is no
compromise on the safety issue whichcaused the technical grounding.
The significance of manufacturingmaintenance reliability varies acrossindustries. For instance, should abottling plant aspire to the standards ofthe aircraft industry and attain thosemaintenance standards? Anything youcan learn as part of the improvementprocess brings value, but achieving thelast 10% can come at a high price andrequires significant effort.It’s the same with productionperformance. If the plant plods away
The final 10% OEE - achievingoperational excellence andcompetitive advantageI subscribe to a number of blogs, and one feed last week (from SethGodin) discussed the difficulty of attaining the last 10% of almostanything. The slicker your processes and the higher the levels ofservice you deliver are, the harder it becomes to progress as there arefewer improvement opportunities to capitalise on.
24
Engineering Maintenance Solutions, June 2010
at 40% OEE there is a lot of wastedeffort so plenty of opportunity forimprovement and there are some bigwins to be made. Whilst it takes a lot ofeffort to improve the OEE score into themid 80s, it is nothing compared to thechange required to move from 90% to92% OEE.
So, if it’s difficult toachieve, is it worth pushingfor the last 10%?
The answer to this question very muchdepends on the business process andwhat is been measured. If quality is thefocus, and the measure is 90%, thepercentage of waste is very poor andresults in significant expense for mostcompanies. If we make 60,000 productseach week and reject 10% then over300,000 units are wasted each year,directly impacting bottom line
profitability. However, if theperformance element is the focus andwe should achieve 300 units per minute,the 30 units lost do not appear to be asignificant problem, unless the case inquestion is a 24/7 operation and islosing 302,000 units a week.
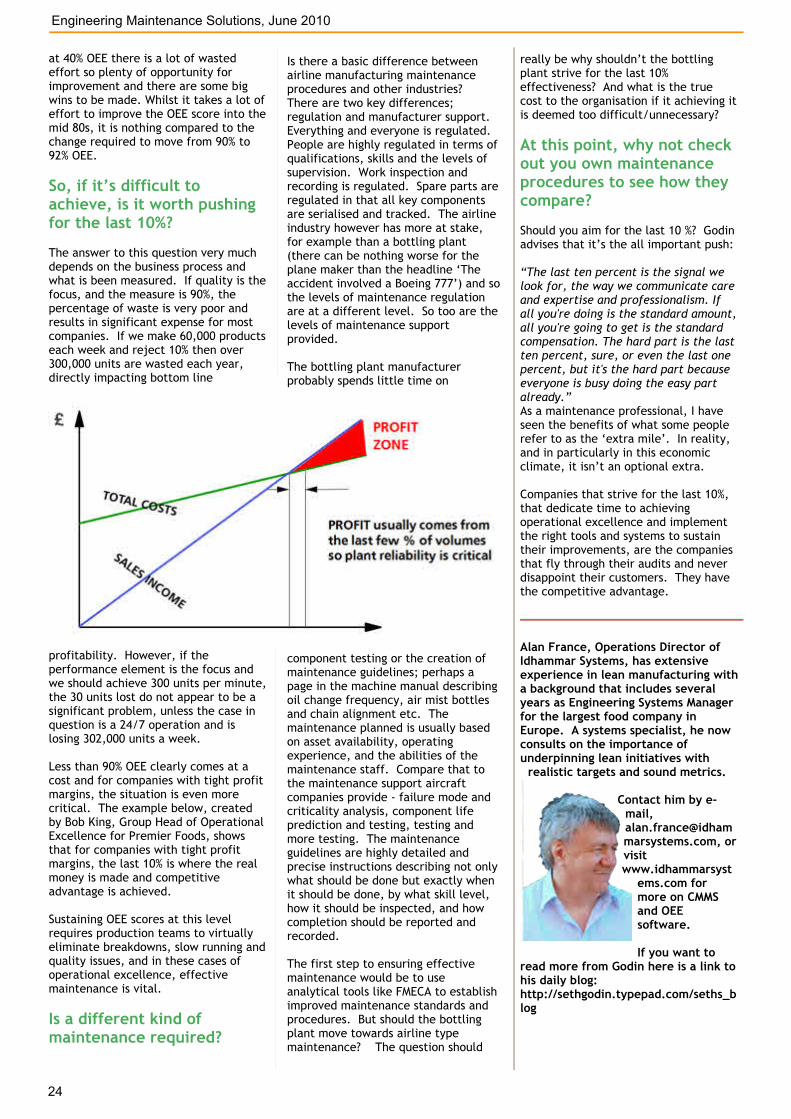
Less than 90% OEE clearly comes at acost and for companies with tight profitmargins, the situation is even morecritical. The example below, createdby Bob King, Group Head of OperationalExcellence for Premier Foods, showsthat for companies with tight profitmargins, the last 10% is where the realmoney is made and competitiveadvantage is achieved.
Sustaining OEE scores at this levelrequires production teams to virtuallyeliminate breakdowns, slow running andquality issues, and in these cases ofoperational excellence, effectivemaintenance is vital.
Is a different kind ofmaintenance required?
Is there a basic difference betweenairline manufacturing maintenanceprocedures and other industries?There are two key differences;regulation and manufacturer support.Everything and everyone is regulated.People are highly regulated in terms ofqualifications, skills and the levels ofsupervision. Work inspection andrecording is regulated. Spare parts areregulated in that all key componentsare serialised and tracked. The airlineindustry however has more at stake,for example than a bottling plant(there can be nothing worse for theplane maker than the headline ‘Theaccident involved a Boeing 777’) and sothe levels of maintenance regulationare at a different level. So too are thelevels of maintenance supportprovided.
The bottling plant manufacturerprobably spends little time on
component testing or the creation ofmaintenance guidelines; perhaps apage in the machine manual describingoil change frequency, air mist bottlesand chain alignment etc. Themaintenance planned is usually basedon asset availability, operatingexperience, and the abilities of themaintenance staff. Compare that tothe maintenance support aircraftcompanies provide - failure mode andcriticality analysis, component lifeprediction and testing, testing andmore testing. The maintenanceguidelines are highly detailed andprecise instructions describing not onlywhat should be done but exactly whenit should be done, by what skill level,how it should be inspected, and howcompletion should be reported andrecorded.
The first step to ensuring effectivemaintenance would be to useanalytical tools like FMECA to establishimproved maintenance standards andprocedures. But should the bottlingplant move towards airline typemaintenance? The question should
really be why shouldn’t the bottlingplant strive for the last 10%effectiveness? And what is the truecost to the organisation if it achieving itis deemed too difficult/unnecessary?
At this point, why not checkout you own maintenanceprocedures to see how theycompare?
Should you aim for the last 10 %? Godinadvises that it’s the all important push:
“The last ten percent is the signal welook for, the way we communicate careand expertise and professionalism. Ifall you're doing is the standard amount,all you're going to get is the standardcompensation. The hard part is the lastten percent, sure, or even the last onepercent, but it's the hard part becauseeveryone is busy doing the easy partalready.”As a maintenance professional, I haveseen the benefits of what some peoplerefer to as the ‘extra mile’. In reality,and in particularly in this economicclimate, it isn’t an optional extra.
Companies that strive for the last 10%,that dedicate time to achievingoperational excellence and implementthe right tools and systems to sustaintheir improvements, are the companiesthat fly through their audits and neverdisappoint their customers. They havethe competitive advantage.
Alan France, Operations Director ofIdhammar Systems, has extensiveexperience in lean manufacturing witha background that includes severalyears as Engineering Systems Managerfor the largest food company inEurope. A systems specialist, he nowconsults on the importance ofunderpinning lean initiatives with
realistic targets and sound metrics.
Contact him by e-mail,[email protected], orvisitwww.idhammarsyst
ems.com formore on CMMSand OEEsoftware.
If you want toread more from Godin here is a link tohis daily blog:http://sethgodin.typepad.com/seths_blog

Engineering Maintenance Solutions, June 2010
25
26
Engineering Maintenance Solutions, June 2010
Energyst chillers can giveenergy efficiencies that aremuch better than theoretical
During a longer period of time theactual operating conditions fluctuate.
c. Also generally known as CoefficientOf Performance (COP)
2. European Seasonal EnergyEfficiency Ratio (ESEER)
a. Ratio that is a specified weightedformula taking into account thepossible variations of EER with the(part) load rate and the variations ofambient air and liquid outlettemperatures.
b. Energyst’s opinion is that the ESEERratio is the most realistic theoreticalmeasure of energy efficiency.
Project research scope
Partnership means trust, honesty,integrity and transparency inrelationship and in total cost ofownership (TCO) when it comes downto energy efficiency. Our approach onthis project was to openlydemonstrate actual energy efficiencyto our customer.
•
The use of theoretical benchmarks needto be chosen carefully as there are manydifferent industrial standards and in factchiller performance varies at differentoperating conditions and real processcircumstances. Energyst design andbuild chillers to meet the lowest TCOunder a wide range of operatingconditions. This chiller case studydemonstrates that Energyst chillers andapplication design give energyefficiencies that are much better thantheoretical figures often used
Efficiency ratiosThe most common European efficiencyratios for commercial and industrialbranches are the Energy Efficiency ratioand European Seasonal Energy EfficiencyRatio:
1. Energy Efficiency ratio (EER)
a. Ratio of the cooling capacity to thetotal power input of the chiller (excl.liquid pump), under specified conditionsby an independent institute likeEurovent.
b. The EER specified conditions do notoften reflect real process conditions.
Energy efficiency for liquid chillers is key to the TotalCost of Ownership (TCO). Energy efficiency ratios areoften used and unfortunately sometimes misused toevaluate and compare different chiller typesand chiller manufacturers.
Engineering Maintenance Solutions, June 2010
27
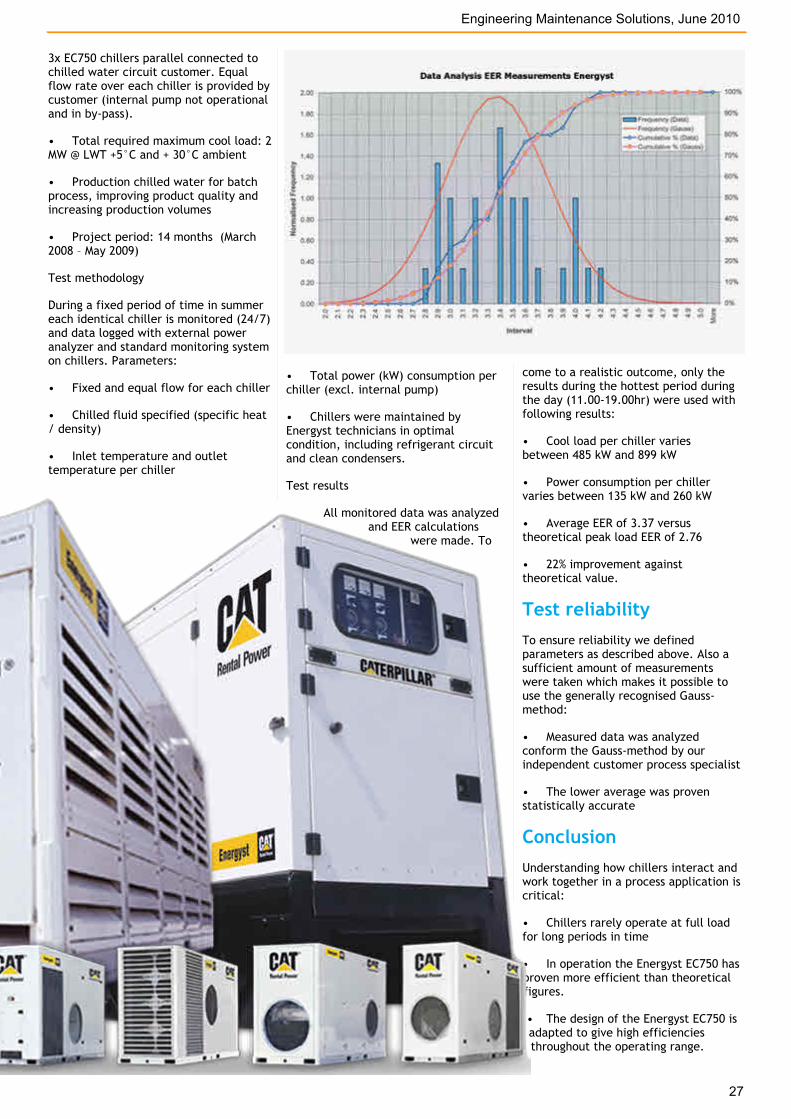
3x EC750 chillers parallel connected tochilled water circuit customer. Equalflow rate over each chiller is provided bycustomer (internal pump not operationaland in by-pass).
• Total required maximum cool load: 2MW @ LWT +5°C and + 30°C ambient
• Production chilled water for batchprocess, improving product quality andincreasing production volumes
• Project period: 14 months (March2008 – May 2009)
Test methodology
During a fixed period of time in summereach identical chiller is monitored (24/7)and data logged with external poweranalyzer and standard monitoring systemon chillers. Parameters:
• Fixed and equal flow for each chiller
• Chilled fluid specified (specific heat/ density)
• Inlet temperature and outlettemperature per chiller
• Total power (kW) consumption perchiller (excl. internal pump)
• Chillers were maintained byEnergyst technicians in optimalcondition, including refrigerant circuitand clean condensers.
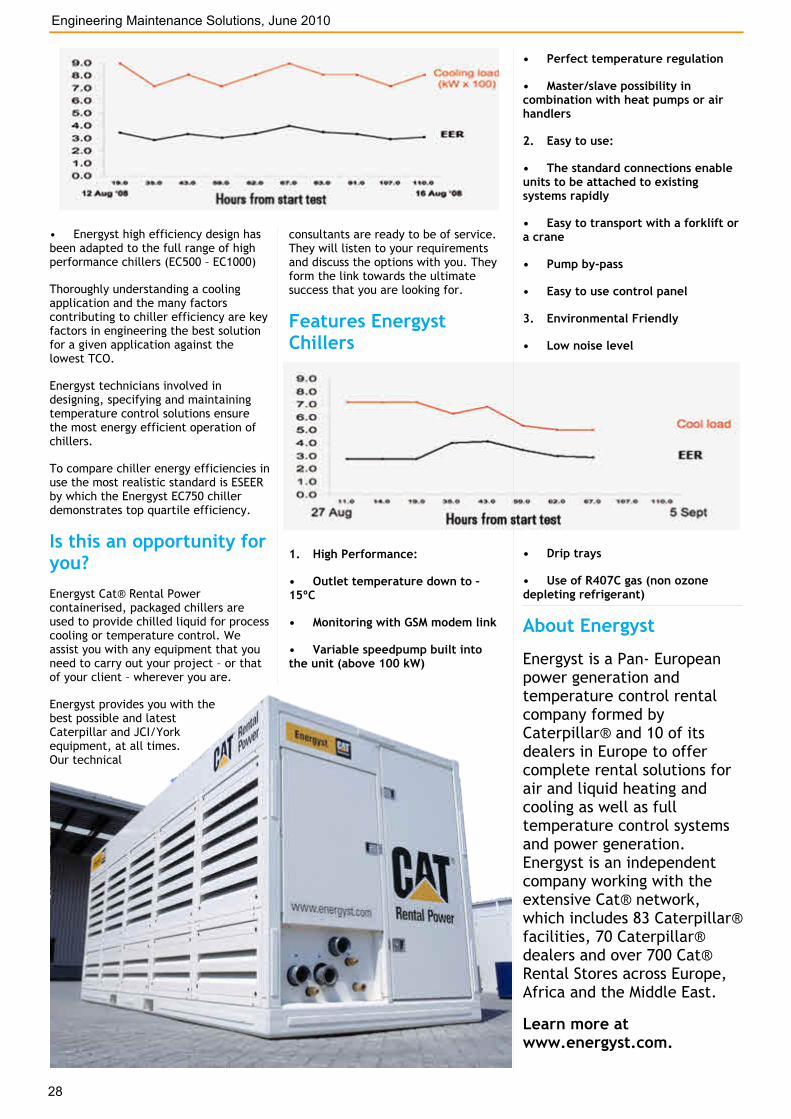
Test results
All monitored data was analyzedand EER calculations
were made. To
come to a realistic outcome, only theresults during the hottest period duringthe day (11.00-19.00hr) were used withfollowing results:
• Cool load per chiller variesbetween 485 kW and 899 kW
• Power consumption per chillervaries between 135 kW and 260 kW
• Average EER of 3.37 versustheoretical peak load EER of 2.76
• 22% improvement againsttheoretical value.
Test reliabilityTo ensure reliability we definedparameters as described above. Also asufficient amount of measurementswere taken which makes it possible touse the generally recognised Gauss-method:
• Measured data was analyzedconform the Gauss-method by ourindependent customer process specialist
• The lower average was provenstatistically accurate
ConclusionUnderstanding how chillers interact andwork together in a process application iscritical:
• Chillers rarely operate at full loadfor long periods in time
• In operation the Energyst EC750 hasproven more efficient than theoreticalfigures.
• The design of the Energyst EC750 isadapted to give high efficienciesthroughout the operating range.
28
Engineering Maintenance Solutions, June 2010
• Energyst high efficiency design hasbeen adapted to the full range of highperformance chillers (EC500 – EC1000)
Thoroughly understanding a coolingapplication and the many factorscontributing to chiller efficiency are keyfactors in engineering the best solutionfor a given application against thelowest TCO.
Energyst technicians involved indesigning, specifying and maintainingtemperature control solutions ensurethe most energy efficient operation ofchillers.
To compare chiller energy efficiencies inuse the most realistic standard is ESEERby which the Energyst EC750 chillerdemonstrates top quartile efficiency.
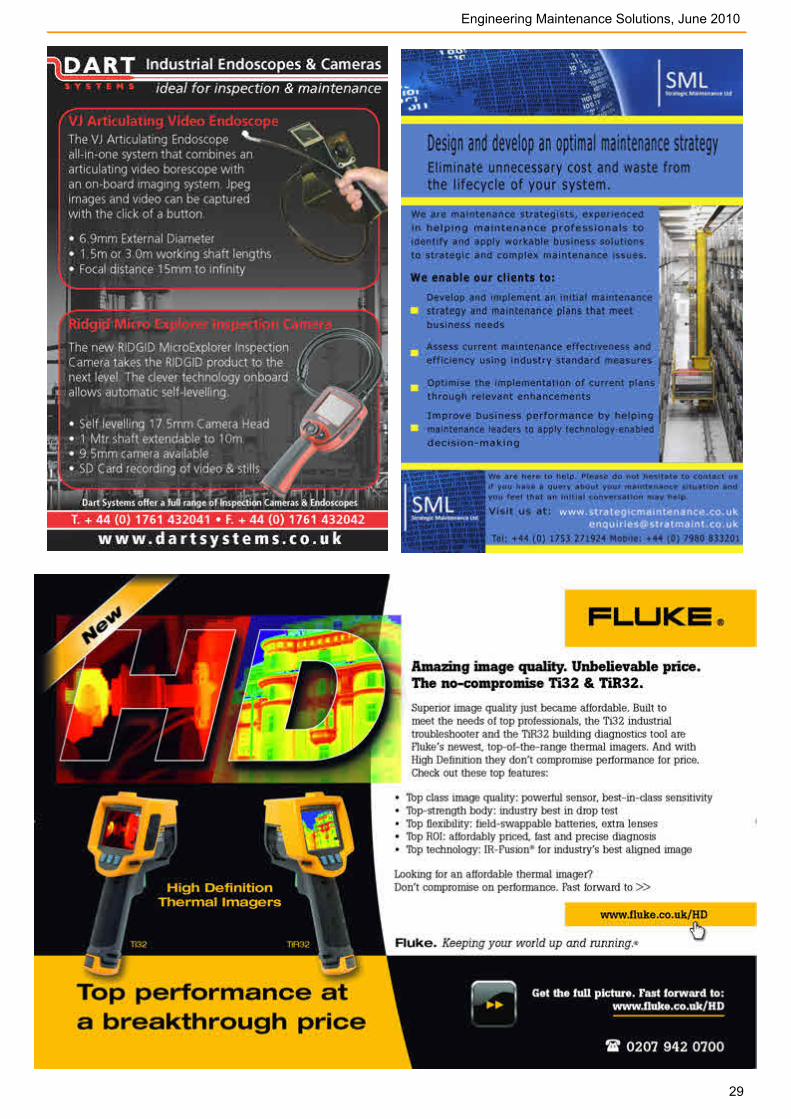
Is this an opportunity foryou?Energyst Cat® Rental Powercontainerised, packaged chillers areused to provide chilled liquid for processcooling or temperature control. Weassist you with any equipment that youneed to carry out your project – or thatof your client – wherever you are.
Energyst provides you with thebest possible and latestCaterpillar and JCI/Yorkequipment, at all times.Our technical
consultants are ready to be of service.They will listen to your requirementsand discuss the options with you. Theyform the link towards the ultimatesuccess that you are looking for.
Features EnergystChillers
1. High Performance:
• Outlet temperature down to –15ºC
• Monitoring with GSM modem link
• Variable speedpump built intothe unit (above 100 kW)
• Perfect temperature regulation
• Master/slave possibility incombination with heat pumps or airhandlers
2. Easy to use:
• The standard connections enableunits to be attached to existingsystems rapidly
• Easy to transport with a forklift ora crane
• Pump by-pass
• Easy to use control panel
3. Environmental Friendly
• Low noise level
• Drip trays
• Use of R407C gas (non ozonedepleting refrigerant)
About Energyst
Energyst is a Pan- Europeanpower generation andtemperature control rentalcompany formed byCaterpillar® and 10 of itsdealers in Europe to offercomplete rental solutions forair and liquid heating andcooling as well as fulltemperature control systemsand power generation.Energyst is an independentcompany working with theextensive Cat® network,which includes 83 Caterpillar®facilities, 70 Caterpillar®dealers and over 700 Cat®Rental Stores across Europe,Africa and the Middle East.
Learn more atwww.energyst.com.
Engineering Maintenance Solutions, June 2010
29

30
Engineering Maintenance Solutions, June 2010
In general, boiler failures tend to be ofa disruptive nature althoughcatastrophic failures can sometimesoccur. Much experience has beengained over the years with respect tooperational problems that can lead tounplanned shutdowns, and sometimesexpensive repairs.
The continuous on-demand availabilityof steam for process heating and/orpower is an essential requirement for amodern manufacturing facility. It hasbeen said on many occasions that “theboilers are the heart of the factory”and this is of course true. Boilers arecritical plant items that are prone tofailure due to the severe operatingenvironment in which they operateunder. Boilers can often fail due tosome unforeseen circumstance, eventhough they are subject to statutoryinspections on a regular basis.
It is Enspecs’ experience that almost allboilers develop leaks or experiencesome form of mechanical failure atsome point in their operational life.Thankfully, catastrophic failures arerare so the majority of failures tend tobe of a disruptive nature, often leadingto an unplanned shutdown andsometimes the need for costly repairs.
One of the most common types ofboiler in use is the fire-tube (shell)boiler used for generating processsteam for both direct and indirectheating. This type of boiler generallyoperates at pressures up to 150 psig(approximately 10.3 bar.) Where higherpressures are required, water-tubeboilers are normally employed. Theremany facilities that operate both typesof boiler.
In the UK, we have statutoryinspections which are performed withina specified period of time inaccordance with the guidelines laiddown by the SAFed (1) organisation. Forexample, the SAFed guidelinesrecommend that the fire-tube to endplate welds at both ends of the boilershould be subjected to a periodicultrasonic examination for any signs of
cracking in the root or body of the weld.In this particular case, the extent of testcoverage would be the full length of theweld (i.e. 100%) or where accessible.Another recommendation is that theshell to end plate welds at both ends ofthe boiler should be subjected to anultrasonic examination over a distanceequal to 20% of the total length of eachweld. A typical area chosen for this testwould be a section of the weld at the topof the boiler, although any part of theweld can be selected depending onaccessibility. These ultrasonic testswould normally be carried out on a fiveyear frequency.
It is not unusual for failures to occur dueto cracking or corrosion, or acombination of both, in-between thestatutory inspections. These types offailures usually become manifest in theform of a leak where the defect oraffected area has reached a criticalstage where minor repairs may not be anoption and costly repairs are required. Itmust also be remembered that defectssuch as cracking can develop as a resultof a geometric stress concentrationmechanism either in or adjacent towelds which do not contain any defects.This means that even modern boilersbuilt to current construction codes orstandards can be susceptible topremature failure due to cracking.
Enspec recommends that boiler ownersand operators should consider theimplementation of non-statutoryinspections in-between the statutoryinspections, which should ideally beperformed every 2 to 3 years. This typeof non-statutory inspection is sometimescalled a Reliability Inspection which isdesigned to detect potential defects atan early stage of development, so thatthey can be more easily repaired at atime and cost that is more convenientfor the operator.
There are some major weldedconnections that are not covered bystatutory inspection requirements butfrom a structural integrity viewpoint arejust as important, such as thelongitudinal and circumferential welds in
the fire-tube. It is Enspecs’ experiencethat these welds are prone to thedevelopment of fatigue cracking on thegas side surface and that it is arelatively common occurrence. Therehave been a number of cases where afire-tube was found to contain majorcracking along the edge of thelongitudinal welds which were notdetected during the statutoryinspection.
Image:Fatigue cracking at the edgesof a fire-tube longitudinal weld
In certain countries, boiler inspectionsare generally carried out to a highstandard by independent inspectionbodies. However, it is possible toincrease the reliability of a boilerfurther by implementing ReliabilityInspections in-between statutoryinspections to detect and identifydefects at an early stage ofdevelopment, thereby reducing the riskof unpredicted failures occurring.Enspec has created an extensivedatabase of cases relating toinspections of boilers and the analysisof many different types of disruptiveand catastrophic failures. It has becomeapparent that the standards ofinspection vary widely from country tocountry. One reason for this is that theplant inspectors and/or non-destructivetesting (NDT) technicians who performthe inspections and tests, often do notpossess any understanding of thedegradation mechanisms responsible forcracking or corrosion. Also, anotherproblem is that some operators rely tooheavily on the advice given by localsubcontractors such as fabricators, whowould normally be responsible forcarrying out any weld repairs or otherweld-related activities on a boiler. It isoften the case that the fabricator doesnot understand the mechanismsresponsible for a failure, or at best,only possesses a limited knowledge ofthe metallurgical aspects of a failure ora weld-related repair.
This article was written & provided byMalcolm Nicol from EnspecTechnology. For more infor Tel:+44(0)151 334 3821.E: [email protected]
Enspec Engineering UK Ltd, a ForensicEngineering company has for many years beeninvolved in the inspections of boilers and theanalysis of boiler failures in the food,chemicals and pharmaceutical industries.
Fire-Tube Boilers – How canwe improve reliability?

Engineering Maintenance Solutions, June 2010
31
At its Service Centre in HuddersfieldAxFlow now holds a comprehensiverange of single spring and cartridgemechanical seals in stock for immediatedelivery. Coupled with this, AxFlow isrunning an extensive mechanical sealservice and repair operation completewith facilities for cleaning, lapping, re-assembly and shaft mounting using laseralignment technology.AxFlow managing director Tony Petersreports that an increasing number of itscustomers are now taking advantage ofthe Company’s facilities for replacingexisting sealing arrangements withAxFlow’s own single spring and cartridgeseals when having their pumps serviced.“AxFlow cartridge seals have all thecomponents pre-mounted on a shaftsleeve, making installation and removalsimple tasks,” says Tony Peters. “Wecan build the cartridge unit to matchthe application for the pump and its
operating conditions. Havingseen this side of the businessgrowing steadily, through pumprepair and servicing, we arenow offering mechanical sealsas a mainstream activity.”For further productinformation, contacts: Mediaenquiries to:
Tony PetersAxFlow LtdOrion ParkNorthfield AvenueEalingLondon W13 9SJTel: 020 8579 2111Email: [email protected]
Engineered sealing from AxFlowSpecifying, installing and servicing mechanical seals arejobs for the experts and AxFlow with its vast knowledgeof pumping technology is one such expert.
32
Engineering Maintenance Solutions, June 2010
Review
Firstly, make sure your chosen camera hasboth a viewfinder and display so you cancheck your images once you’ve takenthem. It allows you to review your workfor focus, scene accuracy and light levelsso that shots can be re-taken if necessary.
Battery
Intrinsically safe devices come withcaveat that only the batteries specified inthe user manual must be used. Failure tocomply renders it unsafe and negates thecamera’s ATEX certification.
Some manufacturers specify third-partybatteries for their products. However,just because an IS digital camera uses AAbatteries, it doesn’t mean it can use anyAA battery! If the specified battery is notreadily available the IS device cannot befitted with ‘look-alike’ withoutinvalidating the certification. Ongoingexpense is another consideration. Overtime replacement batteries addsubstantially to the cost.
You buy a digitalcamera to perform atask over its lifespanwhich may bemeasured in severalyears. The best optionto minimise added costis to choose a camerathat uses reliable,rechargeable battery packs manufacturedand certified by the camera manufacturer.
Macro
Close-up imaging of a rating plate forexample is a common requirement of theindustrial digital camera user. Mostdigital cameras are equipped with a macro
mode to achieve this. However, withautomatic focussing a good image isdifficult to achieve. A far bettersolution involves the use of a specialistmacro lens to enlarge the close-uptarget. So to maximise your optionschoose a camera with interchangeablelenses.
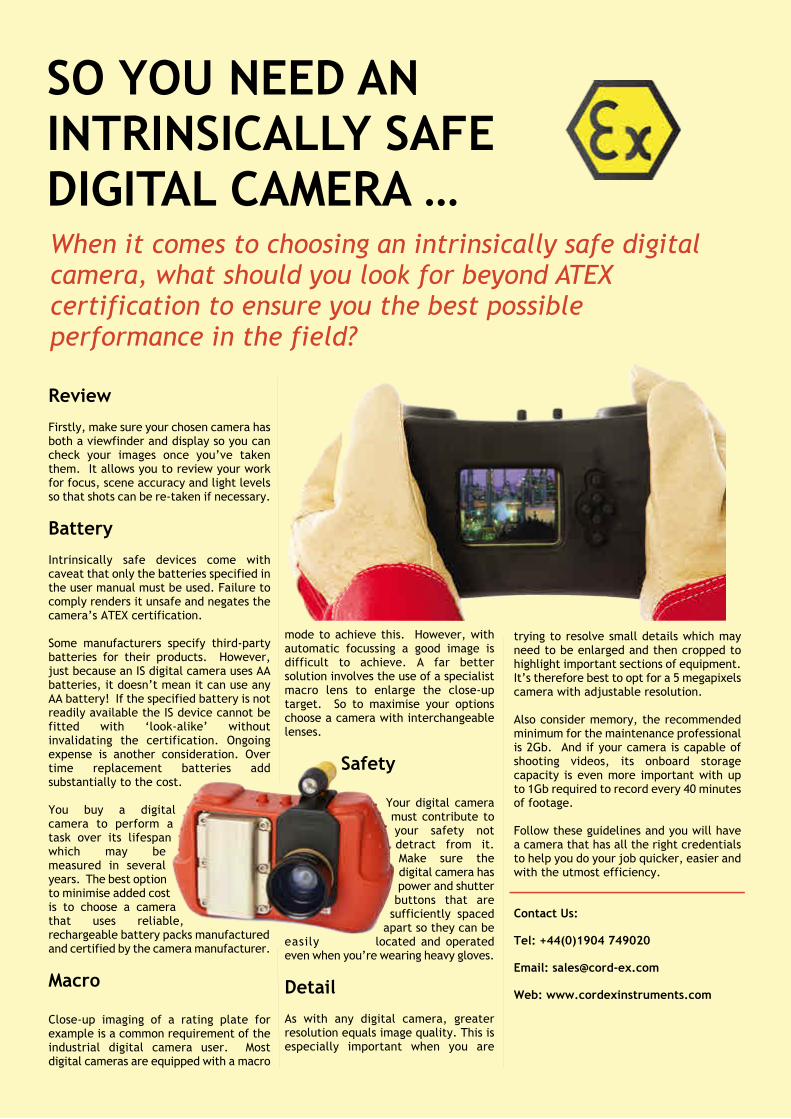
Safety
Your digital cameramust contribute toyour safety notdetract from it.Make sure thedigital camera haspower and shutterbuttons that are
sufficiently spacedapart so they can be
easily located and operatedeven when you’re wearing heavy gloves.
Detail
As with any digital camera, greaterresolution equals image quality. This isespecially important when you are
trying to resolve small details which mayneed to be enlarged and then cropped tohighlight important sections of equipment.It’s therefore best to opt for a 5 megapixelscamera with adjustable resolution.
Also consider memory, the recommendedminimum for the maintenance professionalis 2Gb. And if your camera is capable ofshooting videos, its onboard storagecapacity is even more important with upto 1Gb required to record every 40 minutesof footage.
Follow these guidelines and you will havea camera that has all the right credentialsto help you do your job quicker, easier andwith the utmost efficiency.
Contact Us:
Tel: +44(0)1904 749020
Email: [email protected]
Web: www.cordexinstruments.com
SO YOU NEED ANINTRINSICALLY SAFEDIGITAL CAMERA …When it comes to choosing an intrinsically safe digitalcamera, what should you look for beyond ATEXcertification to ensure you the best possibleperformance in the field?

Engineering Maintenance Solutions, June 2010
33
Varley Pumps manufacture arange of ATEX approvedpositive displacement doublehelical gear pumps rangingfrom size 1 to 225 gpm (0.25 –60 m3/h).
Varley Pumps manufacturepositive displacement doublehelical gear pumps for oiltransfer, processing andforced lubricationapplications, that can also bedesigned and manufactured inaccordance with API676. Therange also includes bespokepump systems and twin setpump units.
For a quotation for pumpsthat are compliant with theATEX100a Directive, pleasevisit our website.
BE SURE, BE SAFE
Varley Pumps Ltd, 1 KimptonRoad, Luton LU1 3LD,England
T: +44 (0) 1582 731144
www.varleypumps.com
Are you running pumps in a hazardous area?Are you aware of the newATEX safety regulations?

34
Engineering Maintenance Solutions, June 2010
Level Sensors fortough environmentby HB Products.
The unique HBSR-F Liquidswitch is designed for usein sanitary, waste waterand process applications.
EMS is specially highlighting this switch as it isfully unaffected by foam, splashing and evenby any kind of coating.Additionally it has beenapproved according toTrain Standards whichalso proves the highquality of the product.
The HBKS liquid leveltransmitter also by HBProducts is used to measureliquid levels in conductivealternatively non-conductivevessels. With more than 10 yearsof experience in liquid leveldetection on industrialrefrigerant plants the transmitteris build specially to withstandvariations in temperature, pressureand vibrations.
Since 20 years HB Products hasspecialized in development ofsensors for tough environments.In addition to the proven quality andreliability the possibility ofcustomization makes HB Productsthe ideal partner for sensingsolutions.
Further details about the productsand data sheets can be foundonline on www.hbproducts.dk orbe sent to you. Please [email protected] alt.phone +4587476207

Engineering Maintenance Solutions, June 2010
35
Easily positioned and providing clear
alarms, these robust, waterproof units
ensure increased levels of safety by
detecting and communicating the
presence of a wide range of toxic,
combustible and explosive gases over
longer distances. Bringing Zone 0 ATEX
performance, longer sensor life,
enhanced battery life and more
flexibility to area monitoring, the
Draeger X-zone also offers a lower cost
of ownership.
Using a variety of alarms to warn of
different types of gases, up to 25
Draeger X-zones can be used at any
one time, acting as wireless monitors
around a specific zone, including those
areas where an explosion hazard might
exist. This networking and
synchronised signalling capability
means that people can be guided away
from the potential hazard.
Allowing gas ingress from every side,
independent of wind direction, the units
are designed for use with Draeger X-am
portable gas detection instruments.
When used in conjunction with the
Draeger X-am 5000, for example, it can
be fitted with up to four sensors to
detect as many as five gases at once. In
this instance, by using a catalytic Ex-
sensor together with two
electrochemical sensors and a
combination, double sensor for CO and
H2S, it will provide simultaneous
measurement of gases and vapours such
as hydrocarbons, hydrogen, O2 and other
explosive, combustible or toxic gases.
Continuous monitoring
Deployed at varying distances apart,
the transportable measuring heads
continuously monitor a number of
different gases. Easy to see, even
from a distance, a green LED band
around the circumference of the unit
indicates that the air is clean. As soon
as one of the units detects a gas it
immediately transmits an alarm to
each of the others, the LED bands of
the alarming unit change to red while
the others show green and red signals,
and unambiguous visual and alarms are
issued. At the same time, a loud
evacuation alarm is emitted and a
patented 360º alarm amplifier ensures
that it is heard with the same intensity
in all directions.
Unlike portable instruments which
usually leave the scene with the
wearer, the units can be left inside the
zone, constantly issuing an alarm as
long as the danger exists. Facilitating
an easy, unmistakable evacuation in
the event of a gas hazard, they also
alert other personnel to the presence
of a danger zone.
For continuous monitoring of confined
spaces and other areas that are
difficult to access, an optional
integrated pump can be used for
distances of up to 45m. Approved to
IP67 for dust and water ingress, the
unit can also be used with external
equipment such as alarm horns, lamps
or traffic lights. In addition, the
fenceline signal and alarm contact
point can be forwarded to a central
control room for further management
procedures.
Low cost of ownership
Fast, reliable and accurate, the latest
miniaturised Draeger XXS high
performance sensors offer extended
life capabilities of up to 8 years for
electrochemical sensors, and up to 4
years for catalytic sensors.
Two different types of rechargeable
batteries enable continuous operation
for either 60 or 12 hours and the unit
can be charged via conventional
methods or, for maximum
convenience and trouble-free
operation, via a modern induction
charger.
Further information: Customer
Service, Draeger Safety UK Limited,
Ullswater Close, Blyth Riverside
Business Park, Blyth,
Northumberland, NE24 4RG. Tel:
01670 561200, fax: 01670 356266,
www.draeger.com.
Zoning in on Portable Gas Detection
with new Draeger X-zone 5000Transportable gas detection has entered a new era with the launch of theDraeger X-zone 5000 wireless monitoring unit.

36
Engineering Maintenance Solutions, June 2010
In April 2010 Vibrotech Reliability Services Ltd carried out borealignment measurements on propeller shaft lines of two ships situated indry dock.
The bore alignment measurements were required to establish the centrelines of the Aft and Intermediate ‘A’ frames the ‘Engine Room BulkheadGland Ring’ the ‘Thrust Block’ and the ‘Engine’.
The bore alignment measurements were taken by generating a laser line(reference), through the Aft ‘A’ frame bore, through the Intermediate‘A’ frame bore,
through the Stern Tube to the Engine Room Bulkhead Gland Ring andThrust Block.
Measurements were then taken from each propeller shaft line bore usingan X & Y axis receiver.From the stored measurements a bore alignmentreport was generated using the alignment software.
The report shows the ‘reference’ line in relation to each bore in the X &Y plane.
For more information on our full range of Laser Alignment Services, Incfurther Geometric & Shaft applications, please contact us on 01642714710.
Bore AlignmentMeasurements used toConfirm Propeller Shaft Line
Engineering Maintenance Solutions, June 2010
37
Nobel has extensive experience in theprovision of fire suppression solutions forthe machine tool industry where endusers continue to demand tightertolerances, faster deliveries, and lowercosts. Existing customers include StarMicronics, Citizen Machinery UK, LNSTurbo, Mori Seiki, Matsuura Machineryand many others, all of whom need toensure the highest possible levels ofsafety on their CNC machines andancillary equipment. As these leadingcompanies realise, modern machineryoperating at high temperatures,sometimes for 24 hours a day creates areal fire risk and as such becomes a keyresponsibility and duty of care to alltheir customers.
Founded on practical working experiencein the machine tool industry and toensure the highest possible safetymeasures, Nobel recommends its Stat-Xfire suppression system. Based onaerosol technology developed in thespace programme, the Stat-X family offire suppression systems is a patentedpotassium-based aerosol that suppressesfire by chemically ‘interfering’ with thefire. In the event of a fire, Stat-X
generators can be activated eithermanually or automatically and onactivation, the generators produce anexceptionally effective, ultra-fine,potassium based aerosol.
Stat-X aerosol generators are very costeffective to install and maintain - asthey don’t require the pressure vessels,piping or expensive installation costsassociated with other extinguishingsystems. Space and weight requirementsare minimal which makes the task offitting the system an easy and viableoption. On an agent weight basis, Stat-Xaerosol is ten times more effective thangaseous agent alternatives. Firesuppression is rapidly achieved throughinterference between the ultra-fineaerosol particulate and the flame’s freeradicals – terminating propagation of thefire. Stat-X aerosol generators arevirtually maintenance free and have ashelf life of over 10 years. This, coupledto their very low installation cost,makes them an extremely cost effectivefire protection solution.
Nobel’s Commercial Director Ben Parkercommented, “We have great experience
in the provision of fire suppressionsolutions for the machine tool industry.We see MACH 2010 as an ideal platformon which to inform the industry not justabout our range of fire suppressionproducts, but importantly how ourinstallation specialists work with eachcustomer to provide a risk based analysisacross their machinery before arriving atwhat we believe to be the ultimate firesuppression solution to meet theirindividual needs and to provide all thefire safety reassurances they’re lookingfor”.
Email [email protected]
Phone: +44 (0)1706 625 777 Fax: +44(0)1706 625 325
Nobel Fire Systems

38
Engineering Maintenance Solutions, June 2010

Engineering Maintenance Solutions, June 2010
39

40
Engineering Maintenance Solutions, June 2010
The iSeries uses fewer moving parts tohelp reduce wear, provide maximumreliability and minimise maintenanceand the fully-automatic package, which
needs no installation, is designed forcontinuous operation and is ready tooperate straight from the box. It can beplaced directly at the point-of-use,wherever a reliable source ofcompressed air is required.The three compressors in the iSeriesrange offer pulse-free airflow ratesfrom 3.17 to 6.35 cfm (90 to 180 m3/h),a maximum pressure rating of 100 psi (7bar), tank sizes from 4 to 25 litres (1.1to 6.6 gallons) and motor outputs from0.33 to 0.67 HP (0.25 to 0.50 kW). Likeall JUN-AIR oil-free compressors, thenew iSeries is vibration-free andextremely quiet, operating at just66dB(A) as a free standing unit.
Receivers are internally powder-coatedto resist corrosion and ensure optimumair quality, and other features includemanual drain. All units are suppliedwith a two-year warranty.
Commenting for the Gast Group,managing director Adrian Lee says theiSeries reflects the Gast Group’scontinued commitment to research anddevelopment at a time when manymanufacturers are cutting back. “Likeall JUN-AIR compressors the iSeriesrange combines performance andusability with environmental featuressuch as low energy consumption,minimum maintenance and versatility.These essential ingredients make it thelogical choice wherever an efficient yeteconomical oil-less compressor isrequired.”
For further information contact:Adrian Lee, Gast Group LimitedUnit 11, The IO Centre, Nash Road,Redditch, B98 7ASPhone: +44 (0) 1527 504040, Fax: +44(0) 1527 525262Email: [email protected]
NEW EFFICIENT AND ECONOMICAL OIL-FREECOMPRESSOR FROM JUN-AIRThe Gast Group has extended its JUN-AIR range of oil-free compressors with thelaunch of the new iSeries – a compact, self-contained compressed air packageconsisting of a rocking piston compressor and an air receiver.
The featured unit is the SS-3 seismicswitch. Designed for the industrialmarket it is user friendly, easy to install,operates off of 110-220 A/C and has abackup internal battery. Whenacceleration exceeds the user-selectedthreshold it closes an industry standardType C relay. This can send a signal to aplant safety system, turn off sensitivemachinery, pumps, alarms, etc.
For the scientific minded engineers weoffer the R-1 rotational seismometer,which is immune to translational motion.Coupled with a translational FBAaccelerometer one can profile all 6 DOF
of the structure during anevent. Coupled with theDR-4050P high resolutionrecorder that also has aType C replay anddesigned for a LAN onecan view all thestructures behavior.Design of custominstruments for specialapplications available.
Visit our website atwww.eentec.com
Eentec, USAEentec, USA is a designer andmanufacturer of multiple vibrationinstruments.

Engineering Maintenance Solutions, June 2010
41
They had been told that the originaldoors could not be refitted.
Stanair's team of engineers visited thesite, found the doors to be in reasonablecondition and agreed to repair and re-fitthe front and rear doors.But it was far from a simple task.
The front doors were scheduled to behung first, and work started at the endof 2008.The tracks and hinges of thedoors were wire-brushed (by hand!) toremove the rust that had built up afteryears left in the open, before beingpainted oxide red to prevent furthercorrosion.
Shortly afterwards the channel for thebottom tracks were cut before the doorswere successfully re-hung and the tracksthemselves concreted in.
The project was completed at the endof February 2009 and the Stanair teamwere delighted with the results - eachdoor leaf can be operated by oneperson.The rear doors required more work thanthe front doors - obtaining andreconditioning another set of doors wasgiven serious consideration.
The replacement doors didn'tmaterialise, so Stanair's engineers wentto work and soon had the doors workingperfectly. As with the front doors, allthe brackets and hinges were wire-brushed and repainted then the doorswere re-hung.
Richard Grieves, depot manager atStanair's rugby operation, was thrilledwith the results. He commented: "Theproject was a very challenging one. "We
were working with components thathad been open to the elements for along time and because the work wasdone in the winter, temperatures onsite were often well below zero!
"I'm really pleased with the job ourengineers have done and I'm thrilledthat we have been able to contributeto maintaining this important part ofBritish aviation history."The LightningPreservation Group is a great groupand should be applauded for all thework they have done"
Further details can be found on theLPG's website:www.lightnings.org.uk/Stanair offer a free no obligation sitesurvey and quotes for maintenance,
Stanair completes installation of Lightninghangar doors at BruntingthorpeStanair Industrial Door Services has completed the re-installation of the originalhangar doors at the Lightning Jet's Bruntingthorpe base, in plenty of time for theMay bank holiday open day. The job began more than two years ago, in January2008, after the Lightning Preservation Group (LPG) turned to Stanair for help.
42
Engineering Maintenance Solutions, June 2010
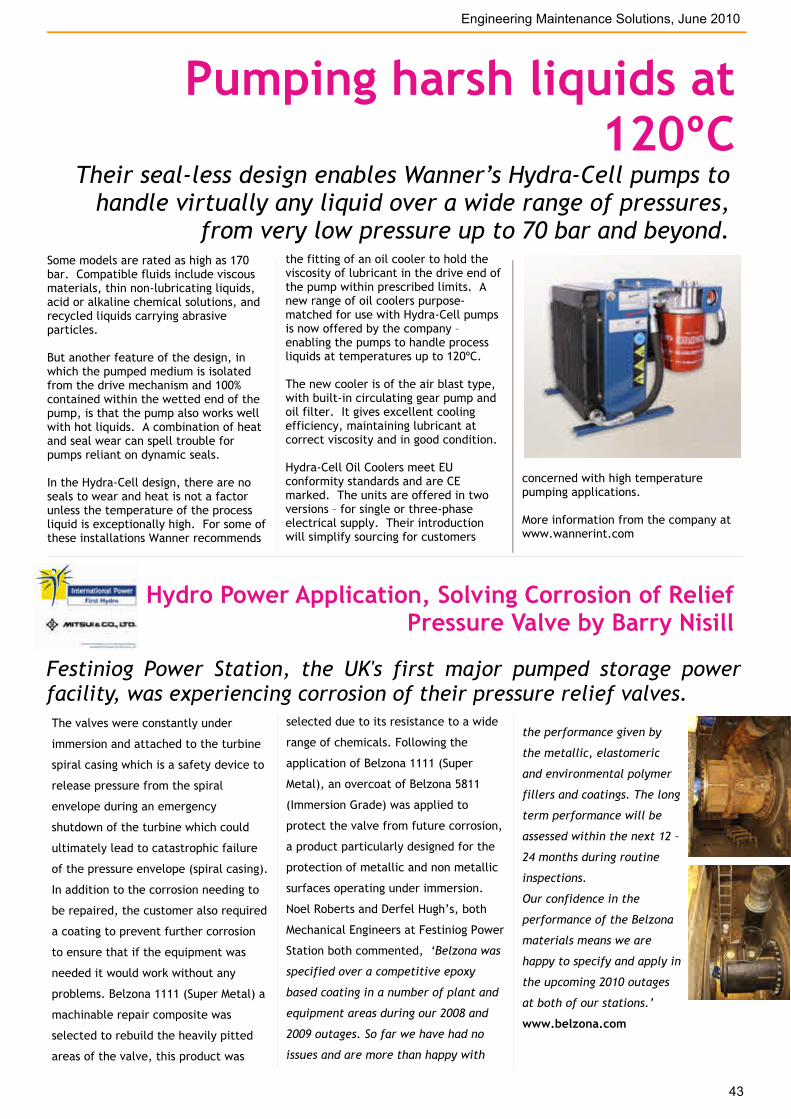
Engineering Maintenance Solutions, June 2010
43
Some models are rated as high as 170bar. Compatible fluids include viscousmaterials, thin non-lubricating liquids,acid or alkaline chemical solutions, andrecycled liquids carrying abrasiveparticles.
But another feature of the design, inwhich the pumped medium is isolatedfrom the drive mechanism and 100%contained within the wetted end of thepump, is that the pump also works wellwith hot liquids. A combination of heatand seal wear can spell trouble forpumps reliant on dynamic seals.
In the Hydra-Cell design, there are noseals to wear and heat is not a factorunless the temperature of the processliquid is exceptionally high. For some ofthese installations Wanner recommends
the fitting of an oil cooler to hold theviscosity of lubricant in the drive end ofthe pump within prescribed limits. Anew range of oil coolers purpose-matched for use with Hydra-Cell pumpsis now offered by the company –enabling the pumps to handle processliquids at temperatures up to 120ºC.
The new cooler is of the air blast type,with built-in circulating gear pump andoil filter. It gives excellent coolingefficiency, maintaining lubricant atcorrect viscosity and in good condition.
Hydra-Cell Oil Coolers meet EUconformity standards and are CEmarked. The units are offered in twoversions – for single or three-phaseelectrical supply. Their introductionwill simplify sourcing for customers
concerned with high temperaturepumping applications.
More information from the company atwww.wannerint.com
Pumping harsh liquids at120ºC
Their seal-less design enables Wanner’s Hydra-Cell pumps tohandle virtually any liquid over a wide range of pressures,
from very low pressure up to 70 bar and beyond.
The valves were constantly under
immersion and attached to the turbine
spiral casing which is a safety device to
release pressure from the spiral
envelope during an emergency
shutdown of the turbine which could
ultimately lead to catastrophic failure
of the pressure envelope (spiral casing).
In addition to the corrosion needing to
be repaired, the customer also required
a coating to prevent further corrosion
to ensure that if the equipment was
needed it would work without any
problems. Belzona 1111 (Super Metal) a
machinable repair composite was
selected to rebuild the heavily pitted
areas of the valve, this product was
selected due to its resistance to a wide
range of chemicals. Following the
application of Belzona 1111 (Super
Metal), an overcoat of Belzona 5811
(Immersion Grade) was applied to
protect the valve from future corrosion,
a product particularly designed for the
protection of metallic and non metallic
surfaces operating under immersion.
Noel Roberts and Derfel Hugh’s, both
Mechanical Engineers at Festiniog Power
Station both commented, ‘Belzona was
specified over a competitive epoxy
based coating in a number of plant and
equipment areas during our 2008 and
2009 outages. So far we have had no
issues and are more than happy with
the performance given by
the metallic, elastomeric
and environmental polymer
fillers and coatings. The long
term performance will be
assessed within the next 12 –
24 months during routine
inspections.
Our confidence in the
performance of the Belzona
materials means we are
happy to specify and apply in
the upcoming 2010 outages
at both of our stations.’
www.belzona.com
Hydro Power Application, Solving Corrosion of ReliefPressure Valve by Barry Nisill
Festiniog Power Station, the UK's first major pumped storage powerfacility, was experiencing corrosion of their pressure relief valves.

44
Engineering Maintenance Solutions, June 2010
Designed for small to medium bakeries,fermentation chambers provide aconsistent environment for bread doughand yeasted products to rise and prove.The cabinets are insulated with an airconditioning system to provide accuratecontrol of both temperature andhumidity as well as a flow of fresh air.
Previously, in small or artisan bakeries,mixing, kneading and fermentationwould be a completely manual process.The development of these cabinetsallows the automation and regulation ofpart of this process and ensures moreconsistent results.
The challenge for the manufacturer is toprovide reliable control of humidityacross the wide range of temperaturesrequired in bread making, from proving
(rising dough at a warm temperature) toretardation, where bread dough is keptto rise at a low temperature for up to 12hours to develop flavour.
The PF211 probe was chosen because ofits wide measurement range – from 0 to100% RH as well as -30 to +70°C. Thesensor is highly stable with ±1% RH drifta year, to ensure reliable results over along period of time.
To make maintenance as simple aspossible, the PF211 uses the I7000‘Hygrosmart’ interchangeable module.The sensor head incorporates all thecalibration data, and to ensurecontinued reliability over time, the usercan simply replace the old sensor with anew one. The process is as quick andsimple as changing a light bulb – which is
a real benefit to end customers who canrelax knowing that they will not berequired to undertake any complicatedmaintenance procedures.
If you would like more informationplease contact:
Contact Name Dan KotMichell Instruments Ltd
48 Lancaster Way Business Park,Ely,Cambridgeshire ,CB6 3NW
Tel: [44] 1353 658000
Fax: [44] 1353 658199
Email - [email protected]
Humidity transmitter infermentation chambers –Michell rises to the challengeA leading European food processing manufacturer has chosenMichell’s PF211 RH transmitter to control the humidity andtemperature in their range of fermentation chambers.

Engineering Maintenance Solutions, June 2010
45
You can record data and view activecharts in Web pages over an Ethernetnetwork or the Internet without anyspecial software--just your WebBrowser.
You can even set alarms for notificationsby email including text messages to cellphones.
The radio is a High Power IEEE 802.15.4compliant transmitter operating at 2.4GHz. It can transmit over one kilometer(without obstructions).
The wiSeries wireless transmitters aredesigned for demanding industrialapplications and harsh outdoorenvironments. The electronics areprotected in a rugged weatherproof,polycarbonate IP65 rated housing.
Newport offers different models pow-ered by conventional alkaline batteriesthat can last for years, as well as ver-sions powered by a universal AC adapterthat operates on any voltage worldwide(110 to 240 Vac).
NEWPORT Electronics Ltd.One Omega DriveRiver Bend Technology CentreNorthbank Irlam,Manchester M44 5BDUnited KingdomTel: +44 161-777-6611Free Phone: 0800-488-488e-mail: [email protected] Site: www.newport.co.uk
NEWPORT wiSeries
HIGH POWER WIRELESSTRANSMITTERS
The NEW NEWPORT wiSeries wirelesstransmitters let you monitor sensorsfor temperature, humidity, andbarometric pressure, as well asthermocouples and any transducer withan analog voltage or current output.
ABB offers a reliable, cost effectivesolution for most industrial pHapplications with its range of AP300pH/Redox sensors. Combiningmeasurement, reference andtemperature compensation elements in asingle unit,the AP300 is suitable for awide range of standard industrialapplications including water, food,textiles and chemicals.
Rugged construction enables the sensorsto operate at up to 105oC and 6bar.Within the robust outer casing, theelectrolyte is a media-resistant gel,which is faced with PTFE liquid junction.The PTFE junction is ideal for mostapplications and is especially resistant tofouling when used in conjunction with aflat glass element.
The AP300’s integral temperaturecompensator offers improved accuracyand speed of response. The temperaturesensor is located at the tip of the AP300together with the measuring andreference electrodes. The sensor
provides accurate data which can thenbe used to compensate for the effects oftemperature to produce a precise pHmeasurement.
The AP300 range is available with ABB’sstandard pH-sensitive glass or the optionof low-resistance glass, which speeds upthe response of the sensor by an order ofmagnitude at temperatures below 15oC.For applications with higher pH levelsand temperatures, ABB’s standard glassoffers a much lower sodium error thancompeting products, enabling the sensorto maintain its accuracy even at veryhigh pH levels, when sodium ions wouldotherwise cause readings to drift.
The use of a three-wire PT100 asstandard enables users to be confident inthe accuracy of the temperaturereadings from AP300 units, regardless ofthe length of cable runs.There are five models in the AP300range:
· The AP301 is a PVDF, in-line/immersion, locknut-stylesensor. It can also be convertedfor dip-type immersion.
· The AP302 and AP303 are madefrom PVDF and can beconverted to flow or dipimmersion.
· The AP304 and AP305 are fully-retractable PVDF-bodiedsensors, which enables them tobe installed, commissioned andmaintained without the needfor an expensive bypass system.This can significantly reduce thecost of new projects andenables the sensors to bemaintained without shuttingdown the process.
ABB targets industrial pHmeasurement with AP300 sensor
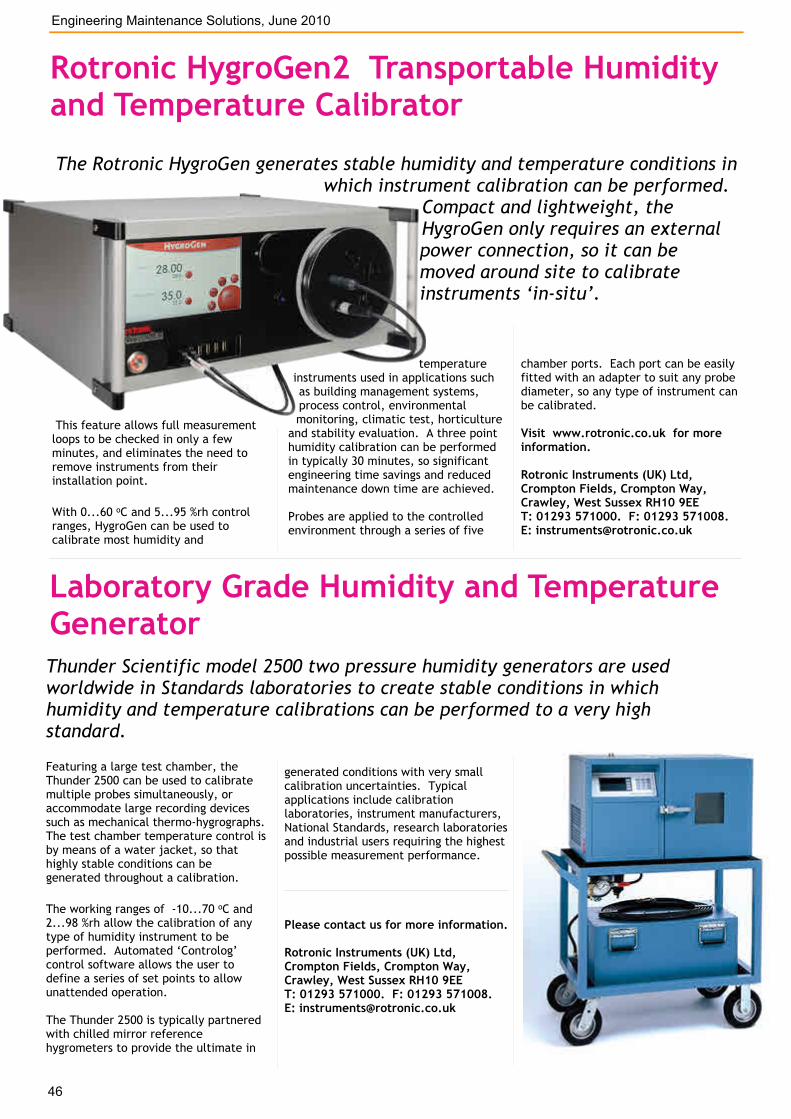
46
Engineering Maintenance Solutions, June 2010
This feature allows full measurementloops to be checked in only a fewminutes, and eliminates the need toremove instruments from theirinstallation point.
With 0...60 oC and 5...95 %rh controlranges, HygroGen can be used tocalibrate most humidity and
temperatureinstruments used in applications suchas building management systems,process control, environmentalmonitoring, climatic test, horticulture
and stability evaluation. A three pointhumidity calibration can be performedin typically 30 minutes, so significantengineering time savings and reducedmaintenance down time are achieved.
Probes are applied to the controlledenvironment through a series of five
chamber ports. Each port can be easilyfitted with an adapter to suit any probediameter, so any type of instrument canbe calibrated.
Visit www.rotronic.co.uk for moreinformation.
Rotronic Instruments (UK) Ltd,Crompton Fields, Crompton Way,Crawley, West Sussex RH10 9EET: 01293 571000. F: 01293 571008.E: [email protected]
Rotronic HygroGen2 Transportable Humidityand Temperature Calibrator
The Rotronic HygroGen generates stable humidity and temperature conditions inwhich instrument calibration can be performed.
Compact and lightweight, theHygroGen only requires an externalpower connection, so it can bemoved around site to calibrateinstruments ‘in-situ’.
Featuring a large test chamber, theThunder 2500 can be used to calibratemultiple probes simultaneously, oraccommodate large recording devicessuch as mechanical thermo-hygrographs.The test chamber temperature control isby means of a water jacket, so thathighly stable conditions can begenerated throughout a calibration.
The working ranges of -10...70 oC and2...98 %rh allow the calibration of anytype of humidity instrument to beperformed. Automated ‘Controlog’control software allows the user todefine a series of set points to allowunattended operation.
The Thunder 2500 is typically partneredwith chilled mirror referencehygrometers to provide the ultimate in
generated conditions with very smallcalibration uncertainties. Typicalapplications include calibrationlaboratories, instrument manufacturers,National Standards, research laboratoriesand industrial users requiring the highestpossible measurement performance.
Please contact us for more information.
Rotronic Instruments (UK) Ltd,Crompton Fields, Crompton Way,Crawley, West Sussex RH10 9EET: 01293 571000. F: 01293 571008.E: [email protected]
Laboratory Grade Humidity and TemperatureGeneratorThunder Scientific model 2500 two pressure humidity generators are usedworldwide in Standards laboratories to create stable conditions in whichhumidity and temperature calibrations can be performed to a very highstandard.
Engineering Maintenance Solutions, June 2010
47
EchoPod is an ultrasonic level sensor
that provides high-accuracy, reliable
and flexible switch, control and
measurement capabilities,
simultaneously or individually, for small
tank applications up to 2.5m.
EchoPod’s unique, compact design
allows for installation with limited
space and mounting options and its
miniature 2" dead band allows for
optimised fill capacity. Based on non-
contact, ultrasonic level technology
with no moving or exposed parts,
EchoPod is virtually maintenance free
and avoids failures due to sticking,
corroding and fouling that can occur
with contact switches.
For fast and easy configuration, the
EchoPod package includes an innovative
PC user interface with simple pre-
programmed menus, tank set-point
graphics and configuration
management.
EchoPod’s design and performance
capabilities make it particularly suitable
for small tank applications involving
control or process automation such as
high/low level alarm, auto-fill/empty,
batching, mixing or dispensing.
EchoPod is part of the FlowLine range of
level switches & level transmitters that
is available in UK and Ireland through
icenta Controls. Further details can be
found at :
www.icenta.co.uk/Flowline-Level-Sensors
icenta Controls Ltd
specialists in... precision
flow meters... level sensors...
instrumentation & control
Email: [email protected]
Tel: 0845 895 1020 Fax: 0845 895 1021
Flowline’s EchoPodIntroducing Flowline’s EchoPod, a multi-function, non-contact level solution for small tanksthat combines switch, controller and measurement capabilities in one sensor

48
Engineering Maintenance Solutions, June 2010
Asset Mngmt/CMMS
Cayman Venture is a Britishbased engineering software
company who have beendeveloping and supporting
maintenance and engineeringsystems since 1991.
Telephone: 0191 296 3816
Fax: 0191 296 3856
e-mail: [email protected]
website: www.cayman.co.uk
Logimatic
Logimatic is an internationalengineering and IT company withmore than 20 years of experience
of sales, implementation andsupport of in-house developed
software solutions. In addition tothat we focus strongly on system
integration and consultingservices.
Logimatic Aalborg (coporateoffice)
Tel.: +45 9634 7000
Fax: +45 96 34 7001
E-mail: [email protected]
www.logimatik.dk
PMI Software has been established since 1987providing Engineering & Safety Software Solutions to
businesses Worldwide. Best known for its CMMSproduct PEMAC, we also supply Permit to Work, Risk
Assessment & Accident Report Systems.
We also provide innovative Custom Software solutionsthrough our Custom Division, servicing those customers
with specific software requirements that are not beingmet by the marketplace.
www.pmisoftware.co.uk
353(0)1404 0000
Siveco Group have been developing andproducing CMMS (Computerised
Maintenance Management Systems)solutions since 1986 for companies within
the Industrial and Tertiary sectors.Tel: (44) 1 25 684 38 33,
Fax: (44) 1 21 684 37 67,E-mail :[email protected]
T. 0161 495 4600
F. 0161 495 4690
Buyers Guide 2010
For more information please contact:
By Email: [email protected]
Our mission at Idhammar Systems is deliverand support market leading systems that helpour customers to achieve the ideal balance of
productivity, efficiency and economyrequired for world-class lean manufacturing
and maintenance.
www.idhammarsystems.com
Approved Doors
Call our 24 Hour Call Centre:
01536 482187
www.stanair.co.uk

Engineering Maintenance Solutions, June 2010
49
Boilers
Steam has been generated byCERTUSS steam generators for
over 50 years, technically perfect,economical and utilised in a
controlled manner.
+44(0)121 3275362
www.certuss.co.uk
ConditionMonitoring
Telephone Number
+44 (0)1494 816569
+44 (0)1494 812256
Buyers Guide 2010

50
Engineering Maintenance Solutions, June 2010
SPM Instrument has 40 years ofexperience with machine condition
monitoring and close cooperation withour customers in all fields of industry.
SPM Instrument UK Ltd.
Tel +44 1706 835 331 | Fax +44 1706260 640
Increase efficiency – reduce costs -These targets are set daily for industrial
managers. We have found solutionswhich have quick pay-backs and which
will give you decided competitiveadvantages. Rely on our experience and
competence – which we have gainedover 25 years.
www.chambers-company.com
Hydraulics
WFE Hydraulic ServicesLtd are designers andbuilders of bespoke
hydraulic cylinders, rotarycouplings and power packsystems. Our 35,000 sq ft
manufacturing base issituated in North Sheffield
adjacent to the M1 J34.
Tel: +44 (01142) 430 931
Garry Marsh for repairs on:
Tel: +44 (01142) 430 936
Fax: +44 (01142) 425 516
E-mail:[email protected]
Lubrication
ReliabilityConsultants
Mutual Consultants Limited specialise inassisting clients to apply Reliability-Centred Maintenance (RCM) in the
United Kingdom and the Republic ofIreland through world class RCMtraining, RCM consulting, RCM
facilitation and the supply of dedicatedRCM software.
As a member of the Aladon Network ofcompanies we can draw on experience
from (and provide contact with)Reliability-Centred Maintenance (RCM)
users world-wide. Our approach is toimpart knowledge of Reliability-Centred
Maintenance (RCM) to clients viaTraining Courses and Technical Support.
Our support may include projectmanagement and contract facilitation.
Tel: +44 (0)1788 555000
Fax: +44 (0)1788 555010
Email:[email protected]
ReliabilitySoftware
Formed in 1986, Isograph is a world leaderin the development of Safety, Reliability,Maintainability and Availability software.
Isograph software is in use in a widevariety of industries at around 10000 sites
worldwide.
Isograph products are used extensively inindustries such as rail, nuclear power,automotive, defense and aerospace to
improve safety and reliability. They arealso used to optimize the maintenance andto improve asset performance in industriessuch as utilities, petrochemical, mining &
mineral processing.Sales: +44 1925 43 7001
Support: +44 1925 43 7002
Fax: +44 1925 437010
Thermography
testo Ltd.
Tel.: +44 1420 5444-33
Fax: +44 1420 5444-34
E-Mail: [email protected]
Web: www.testo.co.uk
Training
Hire - Sales - Calibration - ThermalImaging
Tel: +44(0)1772 815 600
Buyers Guide 2010
Engineering Maintenance Solutions, June 2010
51
52
Engineering Maintenance Solutions, June 2010



![(2010) · 2010. 8. 3. · Detailaruanne[30.07.2010 13:07]: Riigikogu liige: Aivar Riisalu, Kululiigid: kõik € € jaanuar (2010) veebruar (2010) märts (2010) aprill (2010) mai](https://img.dokumen.tips/doc/110x75/6106a7003ec91d28267f3cc7/2010-2010-8-3-detailaruanne30072010-1307-riigikogu-liige-aivar-riisalu.jpg)

























