Embed Size (px)
Citation preview

Click on “Bookmarks” tab at left for contents
ELECTROPOLISHING
A User's Guide to Applications, Quality Standards and
Specifications
For more information please contact DELSTAR METAL FINISHING, INC.
11501 Brittmoore Park Drive Houston, TX 77041 US
Telephone: 713-849-2090 Fax: 713-849-2091
Email: [email protected] Website: www.delstar.com
January 2003 Ninth Edition
Delstar Metal Finishing, Inc.’s User's Guide to Electropolishing summarizes much of what has been written about electropolishing in textbooks, magazines, technical journals and handbooks, and it is believed to be accurately represented. However, Delstar makes no guarantees, warranties or representations regarding its accuracy and use.
In the absence of nationally accepted electropolishing finish standards, Delstar's research and development teams created recommended standards and specifications representing the various needs of industry. This User’s Guide is provided as a service to engineers, designers and industry in an effort to promote the use of electropolishing in various applications.
Copyright 2003 Delstar

CONTENTS ________________________________________________________________________
WHAT IS ELECTROPOLISHING? HOW IS IT ACCOMPLISHED? 1 HISTORY OF ELECTROPOLISHING 2 BENEFITS OF ELECTROPOLISHING 3 WHAT METALS CAN BE ELECTROPOLISHED? 5 PHYSCIAL CHARACTERISTICS OF THE ELECTROPOLISHED SURFACE 6
Basic Mill Plate Finishes for Stainless Steel
Surface Roughness Comparison Table
APPLICATIONS 12 GOOD AND BAD ELECTROPOLISHING: How to Recognize Quality Work 16 HOW TO SPECIFIY ELECTROPOLISHING The Standards of Quality 18 ELECTROPOLISH FINISH STANDARDS (EFS) 19 PHOTOMICROGRAPHS: The Proof of Quality Assured Electropolishing 21

1
WHAT IS ELECTROPOLISHING? HOW IS IT ACCOMPLISHED? ________________________________________________________________________
Electropolishing streamlines the microscopic surface of a metal object by removing metal from the object's surface through an electrochemical process similar to, but the reverse of, electroplating. In electropolishing, the metal is removed ion by ion from the surface of the metal object in question. Electrochemistry and the fundamental principles of electrolysis (Faraday's Law) replace traditional mechanical finishing techniques, including grinding, milling, blasting and buffing as the final finish. In very basic terms, the object to be electropolished is immersed in an electrolyte and subjected to a direct electrical current. The object is maintained anodic, with the cathodic connection being made to a nearby metal conductor. During electropolishing, the polarized surface film is subjected to the effects of gassing (oxygen), which occurs with electrochemical metal removal, saturation of the surface with dissolved metal and the agitation and temperature of the electrolyte. Smoothness of the metal surface is a primary and very advantageous effect of electropolishing. During the process, a film of varying thickness covers the surfaces of the metal. This film is thickest over microdepressions and thinnest over microprojections. Electrical resistance is at a minimum wherever the film is thinnest, resulting in the greatest rate of metallic dissolution. Electropolishing selectively removes microscopic high points or "peaks" much faster than the corresponding rate of attack on the corresponding micro-depressions or "valleys." Stock is removed as metallic salt. Metal removal under certain circumstances is controllable and can be held to 0.0001 to 0.0025 inch. In summary, electropolishing removes metal. It does not move it or wipe it. As a result, the surface of the metal is microscopically featureless, with not even the smallest speck of a torn surface remaining. The basic metal surface is subsequently revealed -- bright, clean and microscopically smooth. By contrast, even very fine mechanically finished surfaces will show smears and other directionally oriented patterns or effects.

2
HISTORY OF ELECTROPOLISHING ________________________________________________________________________
History's first reference to electropolishing occurred in 1912 when the Imperial German government issued a patent for the finishing of silver in a cyanide solution. Further experimentation with the process continued, but the next significant advancement was not made until 1935 when copper was successfully electropolished. This leap forward was followed by other new developments in 1936 and 1937, when Dr. Charles Faust and others discovered solutions for electropolishing stainless steels and other metals. During World War II, extensive research and process development by both Allied scientists yielded a substantial number of new formulas and results. Data from these projects was published during the post-war period in hundreds of articles describing electropolishing's applications and its theoretical basis. Dozens of new patents were registered between 1940 and 1955. Important applications were developed for the military during World War II and the Korean conflict. Today, electropolishing is being rediscovered as a replacement for mechanical finishing. In addition to making a surface smoother, it is a more visible means of brightening, deburring, passivating, stress relieving and otherwise improving the physical characteristics of most metals and alloys.

3
BENEFITS OF ELECTROPOLISHING ________________________________________________________________________
Better Physical Appearance ♦ No fine directional lines from abrasive polishing ♦ Excellent light reflection and depth of clarity ♦ Bright, smooth polish; uniform luster of shaped parts Enhanced Mechanical Properties ♦ Less friction and surface drag ♦ Increased production and duty cycles in process equipment.
Electropolishing greatly reduces fouling, plugging, scaling and product build-up
♦ Surface retains the true grain structure and properties of the bulk
metal ♦ Fatigue strength is not reduced. Electropolishing allows the true
fatigue strength of a part to be accurately determined ♦ Higher fatigue strength can be promoted by particle-blasting the
surface to reintroduce compressive stress without losing electropolishing's advantages
♦ Stress-relieving of the surface ♦ Reduces galling of threads on stainless and carbon steel and other
alloys Better Corrosion Protection Electropolishing yields maximum tarnish and corrosion resistance in many metals and alloys. Stainless steel contains metallic and non-metallic inclusions, which are unavoidably included during manufacture. Mechanical polishing not only fails to remove inclusions, but also tends to push them further into the surface and even increase them by further pick-up of abrasive materials. These inclusions eventually can become points of corrosion.

4
Ease of Cleaning ♦ Substantially reduces product contamination and adhesion due to
the microscopic smoothness of an electropolished surface (much like a glass surface)
♦ Decreases cleaning time. Electropolished surfaces can be
effectively hydroblasted in less time and with less pressure. Some companies report that electropolished process equipment surfaces have reduced cleaning time by more than 50 percent
♦ Improves sterilization and maintenance of hygienically clean
surfaces for food, drug, beverage and chemical processing equipment
♦ Provides best passivation of stainless steel. Unipotentializes stainless
steel with the oxygen absorbed by the surface, creating a monomolecular oxide film
♦ Decarburizes metals ♦ Removes cold-worked metal oxides For Special Effects ♦ Simultaneously deburrs as it polishes ♦ Radiuses or sharpens edges, depending on racking position ♦ Polishes areas inaccessible by other methods ♦ Reveals flaws in metal surfaces undetectable by other means.
Electropolishing is one of the most effective inspection tools for judging metal surfaces
♦ Provides a correct and reproducible microhardness on the metal
surface ♦ Increases magnetism of parts by approximately 20 percent ♦ Allows micromachining of metal and alloy surfaces ♦ Processes large numbers of parts simultaneously ♦ Enables metal to be formed with fewer passes and annealing steps.

5
WHAT METALS CAN BE ELECTROPOLISHED? ________________________________________________________________________
Most metals can be electropolished successfully, but the best results are obtained with metals with fine grain boundaries that are free of non-metallic inclusions and seams. Those metals having a high content of silicon, lead or sulfur are usually troublesome. Stainless steels are the most frequently electropolished alloys, and all can be processed. Castings will polish to a bright finish but not to the same brightness or smoothness produced by wrought alloys. Other Commercially Electropolished Metals include: ♦ Low and High Carbon Steels ♦ Tool Steels ♦ High Temperature Alloys (Molybdenum, Nimonic, Waspaloy,
Tungsten) ♦ Aluminum ♦ Titanium ♦ Copper ♦ Kovar ♦ Cupronickel ♦ Inconel ♦ Brass ♦ Columbium ♦ Bronze ♦ Leaded Steel (Low-Lead) ♦ Nickel Silver ♦ Beryllium ♦ Monel ♦ Vanadium ♦ Hastelloy ♦ Tantalum ♦ Beryllium Copper ♦ Silver and Gold Many of the above metals can only be electropolished in large production runs and in controlled environments. This is due to the sometimes-costly set-up, tooling and special environmental and safety equipment requirements associated with many of these processes.

6
PHYSICAL CHARACTERISTICS OF THE ELECTROPOLISHED SURFACE ________________________________________________________________________
Important Considerations A smooth, highly reflective electropolished surface is determined to a large extent by the surface conditions of the metal and the process controls. Surface Conditions. Base metal conditions that can result in less than optimum electropolishing finishes include the presence of non-metallic inclusions, improper annealing, overpickling, heat scale, large grain size, directional roll marks, insufficient cold reduction or excessive cold working. These conditions may be inherent in the metal as it comes from the mill. During electropolishing, metal is removed, revealing these flaws. Process Controls. The degree to which the electropolishing process is controlled determines the final quality and consistency of the finish. Many electropolishing shops employ, at best, a minimum number of controls, or no controls at all. A lack of process controls produces inconsistent and unpredictable quality. While some variables are functions of technology, others fall under what many call "the art of electropolishing." It is imperative that the proper electrolyte be used, that its temperature be maintained precisely (heated or cooled as necessary) and that its chemistry be monitored constantly. Critical factors in the chemistry are the specific gravity (an indicator of water content and a major consideration in hygroscopic electrolytes), the acid concentration and the metals content. A supply of clean, ripple-free DC power must be available to drive the process, as well as appropriately sized cables and connectors to the anodes and cathodes. The DC power must be applied at the correct voltage and current density (amperes/square foot). The "art" of electropolishing is the ability of a technician with many years of experience to configure a cathode for optimum polishing in inaccessible areas, corners, and areas of low current density. Equally important is the knowledge of where, when and how to agitate either the electrolyte or the part in order to prevent gassing streaks, flow marks and similar undesirable markings. For many products, electropolishing's mirror-like luster is the goal. Many others, however, require additional functional or technical advantages of

7
electropolishing not attainable by mechanical means. Because there is no mechanical disturbance of the surface during the metal removal process, the electropolished surface possesses the true grain structure and properties of the bulk metal. In contrast, all mechanical polishing procedures leave a layer of disturbed structure. The mechanically finished surface will not have the properties reported for the bulk metal, regardless of the thickness of the disturbed surface or the mechanical process employed. The surface of a metal is often described as that place where the metal ceases to exist. This certainly can be said of an electropolished surface, but not for a surface that has been mechanically finished by cutting, smearing, skin rolling, buffing, drilling, boring, reaming, broaching or grinding. Electropolishing vs. Mechanical Polishing A mechanically polished metal surface yields an abundance of scratches, strains, metal debris and embedded abrasives. In contrast, an electropolished surface is completely featureless. It reveals the true crystal structure of the metal without the distortion produced by the cold-working process that always accompanies mechanical finishing methods. The difference between electropolishing and mechanical finishing is often not readily obvious to the unaided human eye, particularly if both are polished to the same micro-inch finish. The extraordinary advantages of the surface finish produced by electropolishing leap forward, however, when the metal is viewed under high magnification. In contrast, finishing processes using abrasives or other cutting or burnishing action, regardless of how small the amount of work, always distorts the metal surface. The differences are much more than simply topographical. The damage associated with cold working penetrates deeply into the metal; likewise, abrasives become embedded in the surface. The mechanical strength of the surface is lowered significantly by the cold working that accompanies simple cutting operations. For example, the application of a mechanical finishing process to steel having a tensile strength of 100,000 psi can leave a surface skin of worked metal possessing only a tensile strength of only 35,000 psi. Burnishing metal by lapping, buffing or coloring processes decreases microinch roughness and improves the image-defining quality of a surface, but it never completely removes the debris and damaged metal caused by mechanical polishing. Burnishing cannot be viewed as an adequate substitute for electropolishing in most applications. Surface finish is confirmed by high-magnification scanning electron micrographs. Several examples of these SEM photomicrographs are provided in this Guide, using representative stainless steel surfaces in tubing and plate.

8
The tubing photomicrographs show 316L tubing before and after electropolishing at various magnifications. The photomicrographs of plate surfaces (taken at 2,000X and enlarged) show plate in the as-received condition (No.1 hot rolled, annealed and pickled finish), as well as the cold-rolled (2-B finish), ground (No. 4 finish) and electropolished conditions. SEM photomicrographs showing inadequate and intermediate quality electropolishing also are included for reference. Basic Mill Plate Finishes for Stainless Steel There are eight basic stainless steel mill plate finishes available. Finishes 3, 4, 6, 7 and 8 are produced mechanically by using abrasive compositions and buffing wheels. Unpolished No. 1. This is a very dull finish produced by hot-rolling the steel on hand sheet mills to specified thicknesses, followed by annealing and descaling. The surface is microscopically very porous and uneven, allowing a level of contamination pick-up that is many times its geometric surface area. Used in industrial applications where resistance to heat or corrosion, not a smooth finish, is desired. Unpolished No. 2D. This is a dull finish produced on hand sheet mills or continuous mills by cold rolling the metal to the specified thickness, followed by annealing and descaling. The dull finish may result from the descaling operations or may be developed by a final light cold roll pass on dull rolls. This finish is favorable to the surface retention of lubricants in deep drawing operations, and it is generally used in forming deep-drawn articles that may be polished after fabrication. Unpolished No. 2B. This is a bright, cold-rolled finish produced similarly to the No. 2D finish, except the annealed and descaled sheet receives a final light cold roll pass on polished rolls. The metal grains are flattened, which facilitates removal of smearable contamination. However, the etched boundaries between the grains are only partially sealed, resulting in a network of sub-surface crevices. Contaminants lodging in these crevices are protected from contact with cleaning agents, leading to possible subsequent migration of trapped contaminants onto the cleaned surface (bleeding). No. 2B is a general purpose finish used for all but the most difficult deep-drawing applications, and it is more readily polished than No. 1 or No. 2D. Polished No. 3. This is an intermediate polished finish for use where a semi-finished polished surface is required for subsequent finishing operations following fabrication, or as a final finish with a 50 or 80 grit abrasive compound. (In the case of metal sheets or articles that will not be subject to additional finishing and polishing, a No. 4 finish is ideal.)

9
Polished No. 4. This is a general purpose mechanically polished stainless steel finish that is widely used for architectural panels and trim as well as for restaurant, dairy and kitchen equipment. Initial grinding is followed by coarser abrasives, with sheets eventually finished out with 100-150 mesh abrasives. Although microscopically flat, the grain of Polished No. 4 stainless steel still contains deep grooves and other microscopic cavities that entrap and retain contaminants. Buffed No. 6. A dull satin finish possessing low reflectivity, a Buffed No. 6 finish is produced with a greaseless compound and 200-grit abrasive, and is top-dressed with chrome rouge. Buffed No. 7. This very reflective finish is produced by buffing a surface that first was refined with 220-grit abrasives to approximate a No. 6 finish. It is then buffed lightly with a white chrome rouge without removing the satin finish lines. Buffed No. 8. This is the most reflective mechanical finish. It is obtained by polishing with progressively finer abrasives (320-grit and finer), followed by extensive buffing with very fine white chrome bar buffing compounds. To the unaided eye, the surface appears free of grit lines from previous grinding operations. Electropolished Surfaces. Electropolished surfaces are extremely smooth, macro-scopically flat, microscopically featureless, and exhibit high high luster, reflectivity and brightness. Electropolishing substantially reduces the surface area available for contamination pick-up and eliminates all micro-cracks and internal crevices. ________________________________________________________________________
COMPARISON TABLE Differences Between Polished and Buffed Milled Finishes, Abrasive Grit Numbers and Surface Roughness (Before and After Electropolishing) Before Electropolishing After Electropolishing* Mill Grit Surface Roughness, Ra Surface Roughness, Ra No. No. micrometer microinches micrometer microinches
3 60 3.56 max 140 max 1.78-2.25 70-90 4 120 1.14 max 45 max 0.57-0.75 23-30 180 0.64 max 25 max 0.32-0.40 13-16 7 240 0.20-0.51 8-20 0.10-0.26 4-10 8 320 0.15-0.38 6-15 0.08-0.19 3-8 8 500 0.10-0.25 4-10 0.05-0.13 2-5
* Values are approximate. Electropolishing generally reduces surface roughness readings of a non-electropolished surface by 50 percent.
________________________________________________________________________

10
Smoothness is not an independent variable in surface definition. It is one factor of an important subject that is referred to as "surface metallurgy." Smoothness specifications, based on gages, can be achieved by both electropolishing and mechanical abrasive finishing techniques. Surface Roughness Surface roughness is commonly measured or classified as Ra (Roughness average) or Rq (the equivalent of RMS -- Root Mean Square). Both are measured in microinches and denote the smoothness of ground or machined surfaces. For comparison, an Ra reading is approximately 87.5 percent of an Rq (RMS) reading.
Roughness measurements have no real relationship to how easily an electropolished surface can be cleaned after use or to its non- contaminating, non-particulating or non-stick properties.
Surface roughness is usually measured with a profilometer. This instrument cannot accurately read the distances between the "peaks" and "valleys." Electropolishing may reduce the peaks from substantial points to insignificant mounds without changing the peak-to-peak distance at the same ratio. However, microscopic examination of the surface will show up to a 90 percent reduction in surface area and up to a 50 percent improvement in profilometer readings. Surface Chemical Analysis One of electropolishing's primary benefits is the chromium enrichment of the surface resulting from properly controlled processing. A consistent chromium-rich oxide layer only is attained when the atomic concentration of chrome exceeds the iron in the surface layer as demonstrated by the Auger Electron Spectroscopy (AES). AES analysis also measures depth and extent of surface passivation. Electropolishing maximizes surface passivation because the surface contains very low levels of iron (Fe) in zero oxidation states. Other surface chemistry analysis can be made for sulfide inclusions, precipitated carbides and other similar impurities, all of which affect the final appearance of electropolished surfaces. The end-grain surfaces of free-machining stainless grades such as Types 303 and 416 will appear frosty after electropolishing due to the removal of the sulfide inclusions. Type 302 stainless steel will show pitting if the annealing process failed to redissolve the precipitated carbides.
11
Friction Reduction Electropolishing reduces the coefficient of friction of metals. The process removes or rounds off the small surface asperities, yielding a coefficient of friction that measures approximately one-fourth of the coefficient registered by a mechanically finished surface. Electropolished Castings Various alloys are used in most castings, making this particular product less well suited to electropolishing. A major exception to this rule is stainless steel. Electropolished stainless steel castings will be brightened but will not be as smooth as strip stock nor obtain the same mirror finish. The process decontaminates and passivates the metal surface. Note: During electro-polishing, the surface of the casting will be removed and may expose sub-surface porosity. Investment castings are better candidates for electropolishing than sand castings, primarily because of the inherently smoother surface of investment grade castings. However, sand castings will electropolish to a clean and bright surface. Limitations Electropolishing cannot smear over or otherwise conceal defects such as seams and non-metallic inclusions in metals. In addition, heavy orange peel, mold-surface texture and rough scratches are not removed by a practical amount of electropolishing and thus require an initial "cutdown" with abrasives. Multiphase alloys in which one phase is relatively resistant to anodic dissolution usually are not well suited to an electropolishing treatment.

12
APPLICATIONS ________________________________________________________________________
Today, electropolishing is successfully applied to an expanded range of new applications: ♦ Pipe/Tubing ♦ Valves ♦ Fittings ♦ Sheet Metal ♦ Stampings ♦ Spinnings ♦ Weldments ♦ Castings ♦ Wire Goods ♦ Forgings ♦ Fasteners ♦ Drawings Major benefits of electropolishing continue to be demonstrated in reactor vessels, heat exchangers, blenders, storage tanks, piping and tubing, clean rooms, food and beverage processing equipment, medical equipment, machined parts and nuclear applications. See the sections below to find the advantages electropolishing offers for your application. Reactor Vessels, Heat Exchangers, Mixers, Agitators, Blenders & Storage Tanks ♦ Extends operating times and reduces wear and tear on parts ♦ Reduces adhesion and contamination on the surfaces of process
equipment (Electropolished surfaces perform as well as glass surfaces in many applications)
♦ Promotes easy cleaning and reduces associated downtime ♦ Significantly reduces a metal's tendency to corrode ♦ Reduces friction between moving metal parts ♦ Improves heat transfer efficiency in heat exchangers ♦ Enhances flow characteristics of piping and tubing ♦ Eliminates burrs from machined parts ♦ Reduces surface stresses in formed metal parts ♦ Lengthens metal life against sour gas

13
Experience tells us that any container used in mixing, blending or storage processes for liquids or powders is an excellent candidate for electropolishing. The non-stick qualities of an electropolished surface have obvious advantages in these applications. Companies who have used electropolished parts successfully in the above applications include Exxon, Shell, Union Carbide, Goodyear, Ethyl, Occidental, BASF, Allied, Dow Chemical, Mobay and others. Piping & Tubing In recent years, electropolishing has been shown to provide the ultimate I.D. and O.D. finish for piping and tubing. Electropolishing is necessary whenever non-contaminating, non-particulating and anti-fouling surfaces are required. In addition, pipe and tubing also benefit from the minimal friction and maximum purity aspects of electropolishing. Major beneficiaries of electropolished piping and tubing include the petrochemical, nuclear, pharmaceutical, semi-conductor and food and beverage industries. Clean Rooms Clean rooms demand non-contaminating and non-particulating surfaces. Electropolishing is the ultimate finish for clean room tables, chairs, waste containers, light fixtures, exposed electrical conduit and outlet boxes, manufacturing and processing equipment, and other metallic components used in this application. Food & Beverage Processing Electropolishing provides the smooth, easy cleaning and cosmetically pleasing surfaces demanded by this industry coupled with unmatched non-contamination and sanitary qualities. The process reduces oxidation and contamination of stainless steel components used in kitchen, dairy and automatic food processing equipment, and descales food and beverage containers. Overall, one can expect a significantly cleaner surface that resists the contaminating build-up of undesirable bacteria and product particles. Medical Applications For many years, the medical field has been a beneficiary of electropolishing. All hospital, medical and surgical equipment (scalpels, clamps, saws, bone and joint implants, prosthetic devices, burn beds and rehabilitation whirlpools) should be electropolished to facilitate cleaning and achieve high levels of non-contamination. All metal articles exposed to radiation and requiring regular decontamination are prime candidates for electropolishing.

14
Machined Parts All screws, bolts, washers, valve stems and bodies, and other machined parts benefit from electropolishing. The process provides a number of advantages, including deburring and stress relieving of the surface, easy clean up, a non-stick, non-contaminating, non-particulating finish, and a pleasing cosmetic appearance. It has been demonstrated that machined parts of electropolished 304 stainless steel exhibit superior corrosion resistance when compared to the same parts fashioned from non-electropolished 316 stainless steel. Precise machining using electropolishing techniques is an advantage in many applications. Nuclear Electropolishing is a critical finish in the nuclear industry. Used to polish surfaces located in radioactive environments, electropolishing reduces contamination pick-up and increases the effectiveness of conventional decontamination techniques. The process can be used to decontaminate radioactive metallic surfaces to non-detectable levels. Any contamination located on or embedded in the surface can be removed by the electropolishing process. In addition, residual contaminated electrolyte can be removed in the rinsing operation. A very effective application for electropolishing is the polishing of nuclear plant recirculation piping for stress-relief of internal surfaces that have already been mechanically polished. More Industrial Applications ♦ Dry Product Delivery Systems ♦ Filters, Screens and Strainers ♦ Product Trays and Dryers ♦ Thermowells ♦ Pumps and Valves ♦ Compressors and Condensers ♦ Cooling and Plate Coils ♦ Turbine Blades, Wheels and Impellers ♦ Vacuum Chambers and Equipment
Significantly reduces outgassing on surfaces in a vacuum environment

15
♦ Paper Mill Equipment Paper slurry pipe systems and head boxes are two of many applications ♦ Electronic and Communications Parts ♦ Offshore Oil field Applications Instrumentation, down-hole safety equipment and other similar systems ♦ Fouling Reduction of Screens and Springs ♦ Reduction of Oxidation and Corrosion
Crucial for preserving mechanical seals and parts located in chlorine environments
♦ Electromachining
Occasionally, parts are made to improper tolerances or to tolerances needing a slight change. Electropolishing can be a valuable tool to alter tolerances by precisely controlling the removal of a small amount of metal.
♦ Passivation
Electropolishing serves as an excellent passivation process. The process removes contamination located on or just beneath the surface and passivates stainless steel to a much greater extent than any other treatment.
Electropolishing also helps preserve carbon steel parts scheduled for extended storage. Electropolished carbon steel has been stored at 60-70 percent relative humidity for more than six months without visible rust. Electropolished brass tarnishes only slightly, if at all, under similar circumstances – a sharp contrast to buffed brass which turns dark.

16
GOOD & BAD ELECTROPOLISHING: How to Recognize Quality Work ________________________________________________________________________
What Does High Quality Electropolishing Look Like? High quality electropolishing should exhibit brilliant luster and reflectivity. The smoother the surface to be electropolished, the higher the brilliance and reflectivity will be after the process is complete. High quality electropolishing should be free of the following flaws: ♦ "Frosting" ♦ Streaks or Stains ♦ Orange Peel ♦ Shadows ♦ Water Spots ♦ Erosion ♦ Irregular Patterns ♦ Pitted Surfaces ♦ Pebbly Surfaces Under high magnification, the electropolished surface should show no evidence of grain boundaries and should be essentially featureless. (See SEM Photomicrographs section, p. 21.) What Contributes to Good (and Bad) Electropolishing? High quality electropolishing begins with materials possessing superior electropolishing properties. Quality materials, coupled with proper techniques and conditions, generally will yield superb results. However, there are times when even the best efforts of the Electropolisher do not produce the desired results. A stainless steel part produced from a specific alloy or possessing a unique history may present certain problems. Pits, exposed seams, a grainy or dull luster, "patchy luster" and a generally "unfinished" look are examples of situations where the problem may be rooted in the material. One or more of these effects can be attributed to non-metallic inclusions that trace back to hot-rolling of slabs, under- or over-pickling, excessive or undue temperature rise during cold rolling (as by too heavy a reduction per pass), under- or over-annealing, surface decarburization during annealing, excessive grinding prior to cold-rolling, burnishing action during the last stage of cold rolling, and contamination from exposure to industrial process materials, pollutants, lubricants and other materials used in manufacturing. End-grain surfaces of free-machining stainless steel grades such as Types 303 and 416 will appear "frosty" after electropolishing due to removal of the sulfide inclusions.

17
A uniform, fine crystal homogeneous structure produces the best electropolishing results. However, certain structural characteristics can vary in stainless steel without affecting the nominally specified properties, yet influence the electropolishing results. Examples include broken down, highly oriented structures, grain boundary precipitation of carbides, and other non-homogeneities – all of which cause a lower quality electropolished finish.
Recognizing Quality Learning to recognize quality electropolishing is like learning to distinguish between a real one-dollar bill and a counterfeit. The best way to tell the difference is to learn how the real things looks, feels and performs. Inferior electropolishing then can be readily identified, either by visual examination or by photomicroscopy. Electropolishing is preferred in many industries as a final finish for many metals because of its surface enhancement, non-contaminating, non-particulating, non-sticking or cosmetic qualities. If the goal is a pleasing cosmetic finish, high quality electropolishing usually can be judged by visual inspection. A microscopic evaluation of the surface is necessary, however, where a "maximum" finish is required and where it is imperative that the surface condition be documented for future evaluation. For example, a buffed surface (such as a No. 8 finish) often appears to be electropolished to the uneducated eye. Either finish can yield the same surface finish profilometer readings (Ra or RMS). Only photomicrographs of the two surfaces would show the substantial difference between the two surfaces. The electropolished surface would be seen as featureless, while the buffed surface would show layers of smeared, disturbed and damaged metal, as well as embedded abrasives and buffing compound. Photomicroscopy is highly recommended whenever substantial capital investment is involved and where an electropolished surface plays a key role in the results of a research project or manufacturing process. In order to maintain a rigorous quality control program, the use of comparative sample coupons (previously electropolished and thoroughly proven with photomicroscopy) is recommended. In addition to being cost-effective, electropolishing establishes an objective evaluation and permanent record for future reference. Photomicrographs offer the only positive proof of the quality of the electropolishing. Your electropolisher should be willing to certify the final finish with a photomicrograph.
18
HOW TO SPECIFY ELECTROPOLISHING: The Standards of Quality ________________________________________________________________________
For many years, the lack of accepted specifications for electropolishing left many uncertain as to how to specify the finish desired on the metal surface. There are four primary and generally accepted finish standards for electropolishing. (See next page for specifics.)
To achieve quality electropolishing, Step One must be the specification of the correct metal alloy. For example, a general materials specification to manufacture a part from "300 series stainless steel" alloys can create problems. Some 300 series stainless steels Electropolish better than others. Type 316 generally polishes better than Type 304. Type 303 stainless possesses sulfide inclusions, which presents an obstacle to high-grade electropolishing. Selection of the material should be discussed with the Electropolisher.
Step Two is the selection of the final finish required for the application being considered. An intermediate step of mechanical abrasive polishing may be required to achieve the final finish desired. Generally, electropolishing can reduce the Ra or RMS reading on a mechanically polished surface by approximately 50 percent. For example, if the existing mill or mechanically polished surface shows a surface reading of 50 Ra, one can expect an electropolished surface reading of approximately 25 Ra. There are factors, however, that can depress or elevate the final Ra reading. Quality Electropolishers use sample coupons of the metals to be electropolished in order to help determine the final finish.
Step Three: Any mechanical polishing required to achieve the specified final finish must be considered. Multiple passes of ever-finer abrasive grits are recommended as mandatory for best results. Very coarse grits (less than 80 grit) should be avoided. Surface quality obtained by Electropolishing is directly related to the quality of the pre-electropolished surface. Electropolishing cannot remove digs, gouges, scratches or other similar surface distortions. Discussion of the mechanical polishing requirements with the Electropolisher will help assure the quality of the desired final finish.
Delstar Corporation recognized some time ago that the creation and implementation of nationally accepted standards regarding electropolished finishes was desperately needed in order to establish and maintain quality. Working closely with an independent research institute, our research and development teams led the industry's response to this challenge by establishing the Electropolish Finish Standards (EFS). Each standard contains specifications in order to enable customers to accurately specify the final finish desired. Details on grades EFS-1, EFS-2, EFS-3 and EFS-4 are described on the following page.

19
ELECTROPOLISH FINISH STANDARDS (EFS) ________________________________________________________________________
EFS-1 (Critical Applications Requiring Surface Verification) "Part is to be pre-cleaned if necessary, and electropolished to uniform overall finish with maximum brightness, luster and reflectivity on required surfaces as shown by symbol on print. If indicated, final finish must be to the Ra or RMS finish noted. "Specified electropolished surfaces to be free of frosting, shadows, streaks, erosion, stains, water spots and irregular patterns in the finish. Specified surfaces also to be free of pebbly, orange peel or pitted appearance. "Part is to be cleaned to acid-free condition throughout, D.I. water rinsed, dried and packaged to protect the electropolished surface. Surface shall be confirmed by one or more standard surface quality tests specified below."
EFS-1a (Verification by SEM Photomicroscopy) "Electropolisher to provide photomicrographs (100x and 1,000X magnification) of representative surface areas to assure maximum electropolished surface condition. Surface will show no evidence of grain boundaries."
EFS-1b (Verification by Auger Electron Spectroscopy) "Electropolisher to provide results of Auger Electron Spectroscopy (AES) taken from representative surface areas to assure maximum electropolished surface condition. Depth of chrome oxide layer shall not be less than 20 Å (Angstroms)." EFS-1c (Verification by ESCA Analysis) "Electropolisher to provide results of Electron Spectroscopy for Chemical Analysis (ESCA) taken from representative surface areas to assure that the maximum electropolished condition has been achieved. ESCA will be conducted in tandem with AES to confirm the quality of the Cr/Fe oxide profile.

20
EFS-2 (Critical Applications Not Requiring Surface Verification)
"Part is to be pre-cleaned if necessary, and 100 percent electropolished to uniform overall finish with maximum brightness, luster and reflectivity on required surfaces as shown by symbol on print. If indicated, final finish must be to the Ra or RMS finish noted. Specified electropolished surfaces to be free of frosting, shadows, streaks, erosion, stains, water spots and irregular patterns in the finish. Specified surfaces also to be free of pebbly, orange peel or pitted appearance. Part is then to be cleaned to acid-free condition throughout, D.I. water rinsed, dried and packaged to protect the electropolished surface."
EFS-3 (Technical Applications Allowing Variations in Finish)
Where an EFS-2 electropolished surface is not required and where a more economical electropolishing finish is acceptable, the following specification can be used. Less stringent than the one above, this specification will allow some irregularities in the finish.
"Part to be pre-cleaned if necessary, and bright electropolished to a visually uniform finish on required surfaces as designated by symbol on print. Specified electropolished surfaces must be free of pebbly, orange peel or pitted appearance. Part is then to be cleaned to an acid-free condition throughout."
EFS-4 (Non-Reflective Applications)
An EFS-4 electropolished finish is used where a non-reflective surface is required.
"Part to be pre-cleaned if necessary, and electropolished to a uniform satin finish. Surfaces shall exhibit no bright, reflective areas and shall be free of pebbly, orange peel or pitted appearance. Part is to cleaned to an acid-free condition throughout."
EFS-X (Specification for Electrical Connection to Part)
Where location of "rack marks" or other evidence of DC power anode contact is important, the following specification should be included:
"Electrical anode connections to part shall be at those points or within those areas indicated on the part drawing, or at alternate locations as approved by Purchaser."
Special Note
Specifications should be included in any written description of work as well as on the part drawing. The electropolishing specification should be a part of, and in addition to, any required mechanical polishing specification. Special post-electropolishing cleaning and/or packing instructions should also be included.

21
SEM PHOTOMICROGRAPHS: The Proof of Quality Assured Electropolishing ________________________________________________________________________
A Scanning Electron Microscope is an invaluable tool when evaluating surface finishes. SEM photomicrographs illustrate in graphic detail the differences between the surface qualities of mill and mechanically polished finishes and an electropolished surface. The following photomicrographs represent typical evaluations of various surfaces during the polishing process. SEM photomicroscopy is highly recommended whenever substantial capital investment is involved and where an electropolished surface plays a key role in the results of a research and development project or manufacturing process. (Note: When the actual surface of a large object cannot physically be loaded into a SEM and viewed, a thin film of clear acetate often is used to make an exact replica of metal surfaces. Film is pressed against the metal surface in order to create a "mirror image." The processed replica can then be sputtered with gold and subsequently viewed and photographed using a SEM.)

22
Comparative Photomicroscopy Showing Stainless Steel Plate As Received and in Successive States of Electropolishing This photomicrograph represents the surface of HRAP No. 1 stainless steel plate as received from the mill. Note the grain boundaries, porosity, crevices, cavities and breaks in the surface. If left intact, these surface flaws will entrap contaminants that may subsequently migrate onto the cleaned surface. HRAP #1 S.S. Plate As Received
This photomicrograph represents the same surface after inadequate Electropolishing. Note that many of the serious surface flaws persist. Metal that is inadequately electropolished will not yield the results expected from high quality electropolished surfaces. Inadequate Electropolishing Comparative photomicroscopy of stainless steel plate in successive states of electropolishing continues on next page

23
Comparative Photomicroscopy Showing Stainless Steel Plate As Received and in Successive States of Electropolishing (cont’d.) This photomicrograph represents intermediate quality Electropolishing. While most of the surface flaws have been removed or considerably reduced, the surface can continue to entrap contaminants. As a result, it will perform inadequately in many applications. Intermediate Quality Electropolishing
This photomicrograph represents a premium high-grade electropolished surface. The surface is completely featureless when viewed under high magnification. This electropolished surface is non-contaminating, non-particulating, non-outgassing and non-sticking. Premium-Grade Electropolishing

24
Comparative Photomicroscopy of Two Standard Mill Finishes Before and After Electropolishing This photomicrograph represents the surface of 304 stainless steel with a No. 2B mill finish, before Electropolishing. Note that the etched boundaries between the grains are only partially sealed, resulting in a network of sub-surface crevices. Contaminants which lodge in these crevices are protected from contact with cleaning agents. As a result, extensive migration of trapped contaminants onto the cleaned surface can easily occur. Before Electropolishing
This photograph represents the same No. 2B surface after Electropolishing. Featureless under high magnification, the surface has the desired non-contaminating, non-particulating, non-outgassing and non-stick properties. After Electropolishing Comparative photomicroscopy of mill finishes continues on next page.

25
Comparative Photomicroscopy of Two Standard Mill Finishes Before and After Electropolishing (cont’d) This photograph represents a 304 stainless steel surface with a mechanically polished No. 4 mill finish before Electropolishing. Note the deep grooves, cavities, torn metal and microscopic imperfections that entrap contaminants. Before Electropolishing
This photomicrograph represents the same No. 4 finish after Electropolishing. When viewed by the naked eye, the surface may still show some of the abrasive produced topography, but will be microscopically featureless under high magnification. This surface is non-contaminating, non-particulating, non-outgassing and non-sticking. After Electropolishing
26
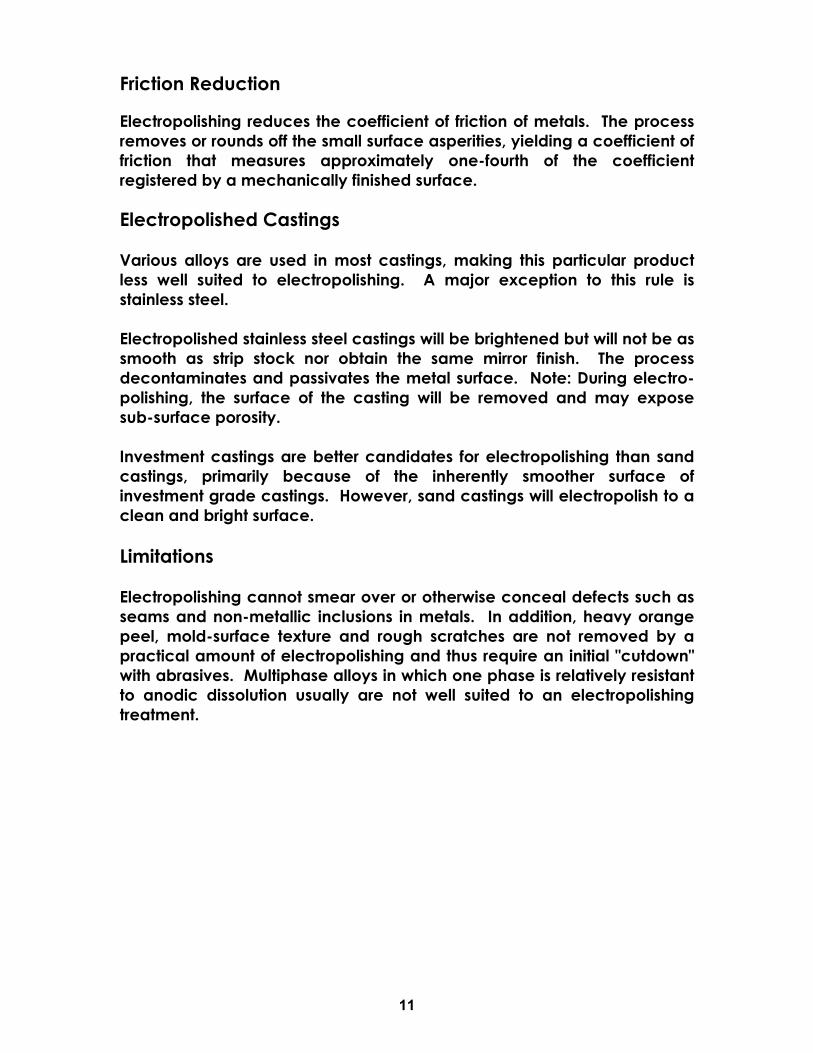
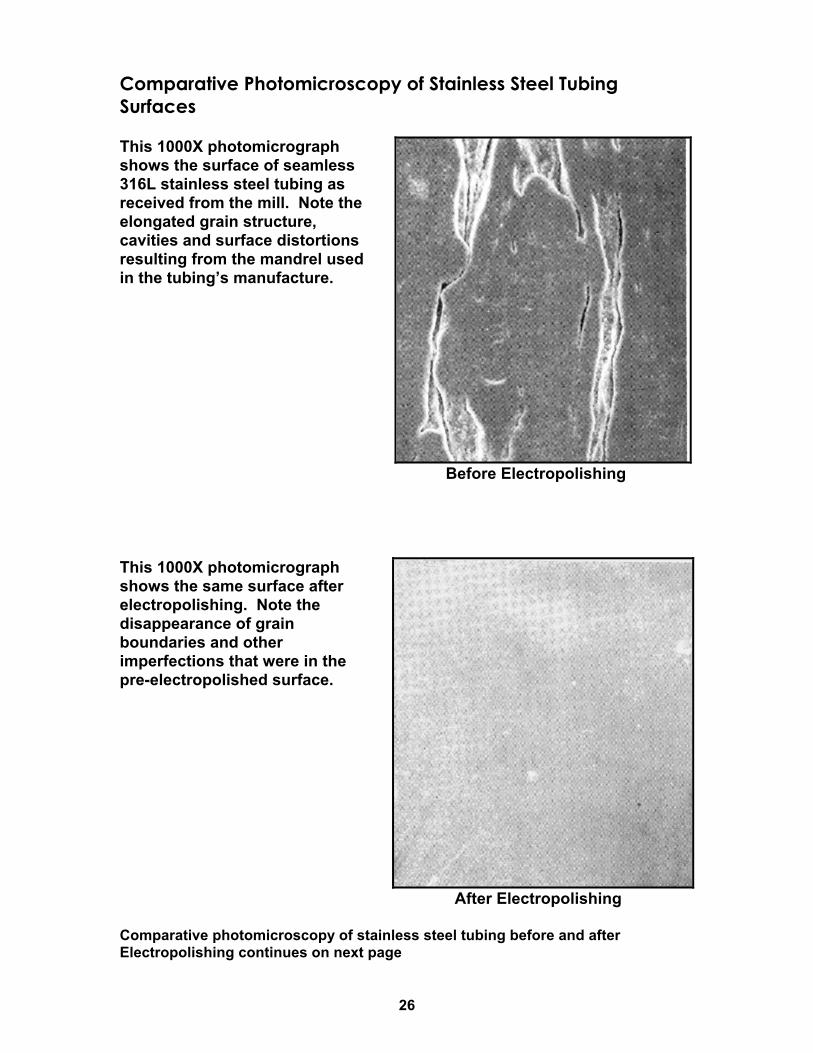
Comparative Photomicroscopy of Stainless Steel Tubing Surfaces This 1000X photomicrograph shows the surface of seamless 316L stainless steel tubing as received from the mill. Note the elongated grain structure, cavities and surface distortions resulting from the mandrel used in the tubing’s manufacture.
Before Electropolishing
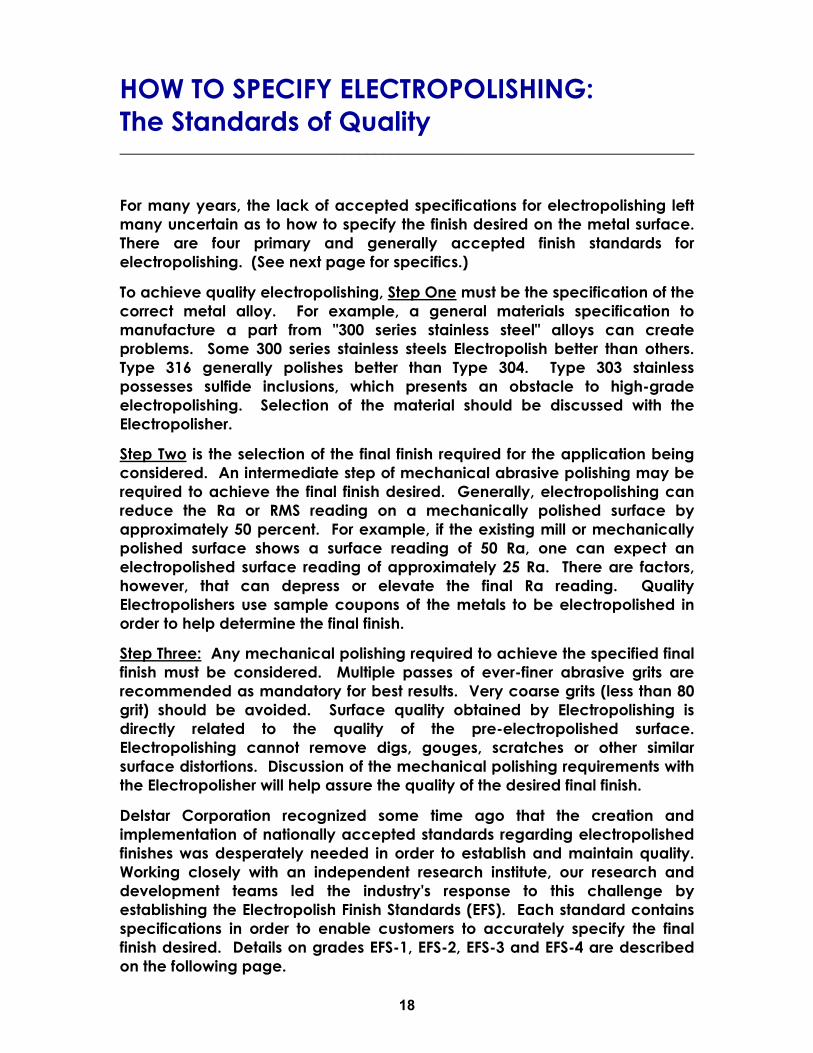
This 1000X photomicrograph shows the same surface after electropolishing. Note the disappearance of grain boundaries and other imperfections that were in the pre-electropolished surface.
After Electropolishing Comparative photomicroscopy of stainless steel tubing before and after Electropolishing continues on next page

27
Comparative Photomicroscopy of Stainless Steel Tubing Surfaces (cont’d.) This photograph shows the same pre-electropolished surface viewed at 3500X. Note the large fissure that is typical of the larger surface. Contaminants will inevitably lodge in these crevices making the process of maintaining purity of surface virtually impossible.
Before Electropolishing
This 3500X photomicrograph represents the surface of the same tubing sample after electropolishing. Note the absence of the fissure of the pre-electropolished surface shown above. After Electropolishing

28
DELSTAR: THE QUALITY LEADER ________________________________________________________________________
Delstar Metal Finishing, Inc. is capable of electropolishing all components mentioned in this User's Guide to Electropolishing, including tanks, vessels, heat exchangers, blenders, pipe, tubing, clean room equipment, food processing equipment, medical items, as well as parts for many other industrial applications. Delstar operates a very modern, state-of-the-art plant facility that encompasses 30,000 square feet of production space. In addition, Delstar’s Mobile Electropolishing Teams (METs) can process large vessels on-site and, in some cases, actually perform the process from within the vessel. Delstar's technicians and executives have worked on nuclear projects (Louisiana Power and Light's Waterford III Nuclear Power Station, Westinghouse Savannah River Company, Peachbottom Nuclear Station) and process reactor vessels and heat exchangers for BASF, Shell, Hymont, Georgia-Pacific, Tenneco, Union Carbide, Shamrock, Dow Chemical, Mobil, B.F. Goodrich and many others. Delstar is the electropolisher for major industry leaders such as Intel, Motorola, Applied Materials, Lockheed Martin, NASA, Texas Instruments, General Electric and Merck Pharmaceuticals. Other customers include the U.S. Navy Special Warfare Center, Los Alamos National Laboratories, and the U.S. Army. Delstar Metal Finishing, Inc. is a diversified Texas-based corporation operating in markets worldwide. In addition to electropolishing, Delstar offers a full range of precision mechanical polishing, passivating, pickling, chemical cleaning, corrosion and wear resistant coatings.





























