Embed Size (px)
Citation preview

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 1/61
High Energy
Piping

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 2/61
Piping Systems usually
contained/considered within the High
Energy Piping Concept:
Main Steam
Hot Reheat Cold Reheat
Feedwater Discharge
Extraction Steam if an alloy system Auxiliary Steam if an alloy system

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 3/61
Present Materials Of Choice
Main Steam Grade-91 Seamless Alloy Steel
Grade-92 Seamless Alloy Steel (ASME Code Case 2179-3 andB31 Case 183) Grade-92 is currently being Balloted in B31.1 foracceptance into the Code and subsequently the Case annulled
Hot Reheat Grade-91 Seamless Alloy Steel
Grade-92 Seamless Alloy Steel (ASME Code Case 2179-3)
Cold Reheat
Seamless and Welded Carbon Steel Grade B and C Seamless and Welded Alloy Steel - Grade-11

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 4/61
Present Materials Of Choice
Feedwater Seamless Carbon Steel Grade B and C
Extraction Steam
Seamless Carbon Steel Grade B & C
Seamless Alloy Steel – Grade-11 and Grade-22
Auxiliary Steam
Seamless Carbon Steel Grade B
Seamless Alloy Steel - Grade-91 and Grade-22
8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 5/61
GRADE-91
Grade-91 is a modified 9% Chrome 1% MolyAlloy Steel that was developed in the USA in the
seventies and eighties and has now reached a stage
of operational qualification for use in piping
systems for both new designs and retrofit actions.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 6/61
GRADE-92 – ASME Code Case
2179-3 AND B31 CASE 183
Grade-92 is a modification of P-91 with 2%Tungsten being added as a constituent replacingmost of the moly. Grade-92 was primarilydesigned as a piping material for advanced steamconditions and is seen as a major improvement onGrade-91, with a rupture strength advantage(Allowable Stress Values) of approximately 16 to
30% over Grade-91 at the elevated temperatures.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 7/61
Creep Strength Enhanced Ferritic
Steels
Grade 91 and Grade 92 steels are known as Creep Strength
Enhanced Ferritic Steels.
These steels differ from the “traditional” ASME Code
materials ( Grade 11 and Grade 22 for example) inasmuch
as they gain their exceptional high temperature creep
rupture properties based upon a specific condition of
microstructure, rather than the primary chemical
composition of the materials.
This subsequently means that manufacturing andfabrication processes must be controlled very carefully to
ensure that the appropriate microstructure is achieved,
failing which the material will suffer a significant
reduction in its creep strength properties.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 8/61
MAIN STEAM WALL THICKNESS COMPARISONS
FOR DIFFERENT MATERIALS

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 9/61
Advantages of P-91 & P-92
High Creep Rupture Strength (Allowable Stress)
Excellent Toughness
Lighter Weight from Wall Thickness Reductions Higher Temperatures
More Flexible Piping Systems
Lower Support Weight
Lower Loads at Terminal Points

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 10/61
Disadvantages of Grade-91
Higher Pipe/Fitting/Valve Cost
Unforgiving if Proper Processing Steps are Omitted or missed
Longer Lead Time Processing during fabrication & erection
Heat Treatment both for bends and welds
Weld Filler Material
Cost Availability

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 11/61
Disadvantages of Grade-92
Higher Pipe/Fitting/Valve Cost than P-91
Unforgiving if Proper Processing Steps are Omitted ormissed
No Real History here in the USA
Longer Lead Time Processing during fabrication & erection
Heat Treatment both for bends and welds
Weld Filler Material
Cost Availability

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 12/61
Material Availability
Material availability is primarily market driven. Present material availability for both alloy Grade 91 and Grade
92 as well as carbon steel is exhibiting relatively short leadtimes.
Example:
Alloy Steel P-91 special (minimum) wall pipe for MainSteam, Hot Reheat, Boiler Components, etc. are four to fivemonths from time of order placement from the pipe supplier.This does not include the fabrication time at the pipe
fabricator. Fabrication is currently running four months forstart of delivery. This gives a start delivery at the jobsite inapproximately eight to nine months from order placement tothe pipe supplier. This compares to over two years fromorder placement to start delivery 3 years ago.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 13/61
Current Cost of Grade 91 and Grade
92 Material
Present cost of Grade 91 pipe is approximately $3.17 to $3.68
per pound.
Present cost of Grade 92 pipe is approximately $4.10 per pound.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 14/61
Hangers and Supports
Shop fabrication should be set up such that all hanger/support
attachments are welded to the pipe in the fabrication shop and not
in the field. The majority of these types of attachment welds will
require post weld treatment and some form of NDE.
It is considerably more economical to have the welding, post
weld heat treatment, and NDE done in a fabricating shop under a
controlled environment than in the field. This includes all
trunnions, lugs for riser clamps or snubber assemblies, and otherattachments such as insulation lugs particularly on alloy steel.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 15/61
PROCUREMENT OF WELD
FILLER METAL
For High Energy Piping the weld filler metal needs to be purchased
requiring Actual Test Reports in lieu of Typical Test Reports.
For Grades 91 and 92.
The Nickel plus Manganese content of the filler metal needs to be
less than or equal to 1.5 percent (Ni + Mn ≤ 1.5 percent). Thiscombination affects the Lower Critical Temperature of the filler
material. The lower the nickel manganese content the higher the
Lower Critical Temperature.
The Nickel content of the filler metal should not exceed 0.4
percent. The Manganese to Sulfur ratio should be greater than 50 (Mn/S >
50).
Nitrogen needs to be controlled to 0.02 percent minimum.
After post weld heat treatment the filler metal needs to have a
minimum toughness of 20 ft. lbs. @ 70° F.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 16/61
Welding of High Energy Systems:
Field or Shop Welding
Shop welding utilizes GTAW (Gas Tungsten Arc Welding),
SMAW (Shielded Metal Arc Welding), GMAW (Gas Metal Arc
Welding), FCAW (Flux Cored Arc Welding) and SAW
(Submerged Arc Welding) processes. The field can primarily only use GTAW (Gas Tungsten Arc
Welding) and SMAW (shielded Metal Arc Welding) process.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 17/61
Welding of High Energy Systems:
Field or Shop Welding
The important aspects/points to remember andfollow be it shop or field welding: Proper application of preheat and the maintenance of
this preheat. Maintain a maximum inter-pass temperature.
For Grades 91 & 92 this temperature is 600° Fmaximum. For other alloys the welding procedurewill specify the maximum inter pass temperature.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 18/61
Welding of High Energy Systems:
Field or Shop Welding
For Grades 91 and 92, at the completion of welding orfor interruption of welding, comply with theintermediate PWHT/Bake out followed by wrappingthe weld with insulating material.
Bake Out is an intermediate post weld heattreatment wherein the weld is heated to atemperature of 500° F to 600° F and held for a
period of time dependent upon the weld thicknessfollowed by slow cooling.
Maintain good control of welding electrodes. Makesure bare wire (GTAW) electrodes are clean beforewelding. Ensure proper storage and handling ofSMAW electrodes takes place.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 19/61
Welding of High Energy Systems:
Weld End Preparation
Weld end preparations for field welds should be for the
GTAW welding process for the root pass with an inert
gas purge and utilize Figure 4, 5b or 6b of ASMEB16.25.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 20/61

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 21/61
Welding of High Energy Systems:
Terminal Point Welds
Terminal Point welds at equipment such as the boiler and turbine
require close attention.
The size, the minimum wall thickness, the weld end preparation
and, most importantly, the material of each equipment terminal point must be totally understood and evaluated for the pipe to
equipment weld.
It is entirely possible that transition type pieces may be required
between the Main Steam and Hot Reheat pipes and the turbine
connections.
Transitions pieces are basically reducers that permit the
change in diameter and wall thickness between the equipment
terminal point and the main pipe run.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 22/61

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 23/61
Welding of High Energy Systems:
Terminal Point Welds (cont)
The need for these transition pieces is the result of the
main pipe run being of one material (i.e. P-91 or P-92
for example) and the equipment connection being of
some other material composition which does not
possess the identical physical characteristics (i.e.
tensile, yield strength, allowable stress value, etc.) asthe main run pipe.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 24/61
Welding of High Energy Systems:
Terminal Point Welds (cont)
It is very common that the equipment terminal point material is a
proprietary type material, particularly on the turbine end and will
be noted as “SIMILAR TO” a material designation such as
“SIMILAR TO P-11 or P-22”.
“SIMILAR TO” is not “IDENTICAL TO” and will usually
result in a complete new welding procedure and procedure
qualifications having to be generated and qualified since the
equipment material is not a ASME P-Number as defined inASME Section IX.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 25/61
Welding of High Energy Systems:
Terminal Point Welds (cont)
It is very important that this be addressed with the
equipment supplier as the qualifications of the WPS
will require that the material used be identical inchemistry to the equipment connection to be welded.
Weld coupons need to be supplied by the equipment
supplier for the qualification.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 26/61
Post Weld Heat Treatment
There are no exemptions for Grade 91 and Grade 92 weldsfor post weld heat treatment. Post weld heat treatment
temperature for these two Grades of material should be
1400° F ± 25° F.
Grade 91 and Grade 92 completed welds are susceptible to
stress corrosion cracking between the time the weld is
completed and it undergoes post weld heat treatment if the
weld is exposed to moisture such as rain, snow,
condensation, lubricants, etc.
If the weld cannot be immediately subjected to post weldheat treatment, the weld needs to be kept at a temperature
above the dew point to prevent condensation and further
protected from the elements such as rain, snow, etc.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 27/61
Non Destructive Examination (NDE)
The minimum NDE required for piping under ASME
B31.1 is stated in Table 136.4 with the acceptance
standards for each type of NDE addressed also in the
B31.1 Code.
Types of NDE
Radiography (RT)
Ultrasonic – Flaw Detection (UT) Ultrasonic – Thickness Verification (UT)
Magnetic Particle (MT)
Liquid Penetrant (PT)
Visual (VT)

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 28/61
Non Destructive Examination (NDE)
Non Destructive examination of the Grades 91 and 92(Creep Strength Enhanced Ferritic) steels is no differentthan the traditional steels (i.e. Grade 11 and 22). Therequirements of the applicable Code are sufficient with oneexception.
If welds are exposed to moisture between the time theweld/welds are completed and post weld heat treatmenttakes place the possibility of stress corrosion cracking canoccur, further non destructive examination needs be
performed.
Wet fluorescent magnetic particle examination on allaccessible surfaces.
Ultrasonic examination for inside surfaces that are notaccessible.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 29/61
Non Destructive Examination (NDE)
Cold Reheat pipe over 24” OD typically becomes longitudinal seam
welded pipe. Material is usually carbon steel (ASTM A 672 Grade
B70, Class 22)
A 672 is the ASTM Specification for electric fusion welded steel pipe where filler metal is added at the longitudinal joint.
B70 is the designation for the pipe grade and the plate material
where the 70 designation indicates a tensile strength of 70 KSI.
Class 22 requires the pipe to be stress relieved, the longitudinalweld seam subjected to 100 percent radiography and the pipe
hydrostatic tested.
8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 30/61
Non Destructive Examination (NDE)
Cold Reheat design conditions normally require only a
visual examination by Table 136.4 of ASME B31.1 (Ex.
730° F @ 770 psig for the Cross 3 & 4 Units). Cold
Reheat piping is considered a high energy system andalthough the B31.1 Code may require only a visual
examination it should be specified to require radiography
of both the longitudinal weld seam (Class 22) and the
circumferential welds.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 31/61
Present Usage of Grade 91 and Grade
92
Grade 91 material is being used extensively for
Main Steam and Hot Reheat piping systems and
boiler headers and boiler tubing here in the UnitedStates and world wide. There has been a “lessons
learned” with this material in understanding what
to do and what not to do. It continues to be a work
in progress.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 32/61
Present Usage of Grade 91 and Grade
92
Grade 92 material has not been used here in theUnited States for Main Steam or Hot Reheatsystems with two (2) exceptions. One is theWestin Unit 4 for Wisconsin Public Service which
has a grade 92 Main Steam and went commercialin June 2008. The other is the John W. Turk Plantin Arkansas which also has a Grade 92 MainSteam with a design temperature of 1115° F and is
currently under construction. The Grade 92 material has and is being used in
Europe, Japan, and China. There has been someinformation come forward concerning cracking of
welds and “soft areas” in the piping.
Recommended Practice for Operation

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 33/61
Recommended Practice for Operation,
Maintenance, and Modification of
Power Piping Systems
CRITICAL PIPING SYSTEMS (CPS) are
typically defined as those piping systems that are
part of the feedwater-steam circuit (main steam,hot reheat, cold reheat, feed water are the main
systems).
Inspections should be carried out by experienced
personnel while walking down the systemslooking for possible problems with the plant
operating or in an outage.
Recommended Practice for Operation

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 34/61
Recommended Practice for Operation,
Maintenance, and Modification of
Power Piping Systems
Excessively corroded support components.
Broken springs or any damaged hardware that is
part of a complete support assembly. Excessive piping vibration, valve operator
shaking, or movements.
Piping interferences.
Excessive piping deflection.
Pipe sagging.
Recommended Practice for Operation

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 35/61
Recommended Practice for Operation,
Maintenance, and Modification of
Power Piping Systems
Spring supports riding at either the top or the
bottom of the available travel.
Need for adjustment of spring support load-carrying capacity.
Need for adjustment of support rods and
turnbuckles.
Loose or broken anchors.
Inadequate clearance at guides or limit stops.
Inadequate clearance between safety valve vent
pipes, discharge elbows, and drip pans.
Recommended Practice for Operation

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 36/61
Recommended Practice for Operation,Maintenance, and Modification of
Power Piping Systems
Any failed or deformed support or support
component such as a hanger, a guide, U-bolt,
anchor, snubber, or supporting steel. Unacceptable movement in expansion joints.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 37/61
Additional Material
(not part of the presentation)

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 38/61
8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 39/61
Grade -122 – ASME Code Case
2180-2
Grade -122 is a 12% Chrome, ½% Molybdenum, 2% Tungstenmaterial developed by Sumitomo Metals. Its rupture strength(Allowable Stress Values) is between Grade-91 and Grade-92. Anadvantage of Grade-122 is that the higher Chrome content offers better
resistance to oxidation/exfoliation than the Grade-91 and Grade-92material.
Grade 122 material has not been used here in the United States for aMain Steam or Hot Reheat piping system to date. There is very littleexperience with Grade 122 among US manufacturers.
There have been reported failures of Grade 122 boiler components(tubing) in Japan but very little information has come forward on thespecifics
Chemical Analysis of

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 40/61
Chemical Analysis of
Grade-91, Grade-92 & Grade-122
ELEMENT Grade-91 Grade-92 Grade-122
Carbon 0.08 to 0.12 0.07 to 0.13 0.07 to 0.14
Silicon 0.20 to 0.50 0.50 Max 0.50 Max
Manganese 0.30 to 0.60 0.30 to 0.60 0.70 Max
Phosphorus 0.020 Max 0.020 Max 0.020 Max
Sulfur 0.010 Max 0.010 Max 0.010 Max
Chrome 8.00 to 9.50 8.50 to 9.50 10.00 to 11.50
Moly 0.85 to 1.05 0.30 to 0.60 0.25 to 0.60
Tungsten - 1.50 to 2.00 1.50 to 2.50
Nickel 0.40 Max 0.40 Max 0.50 Max Vanadium 0.18 to 0.25 0.15 to 0.25 0.15 to 0.30
Niobium 0.06 to 0.10 0.04 to 0.09 -
Nitrogen 0.030 to 0.070 0.030 to 0.070 0.040 to 0.100
Aluminum 0.04 Max 0.040 Max 0.02 Max
Boron - 0.001 to 0.006 0.005 Max

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 41/61
Creep Fatigue
Creep is the time-dependent deformation of materials, which
generally takes place in a material subjected to sufficient stress at a
temperature above half of its melting temperature.
Fatigue (thermal fatigue) results from start/stop operation
8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 42/61
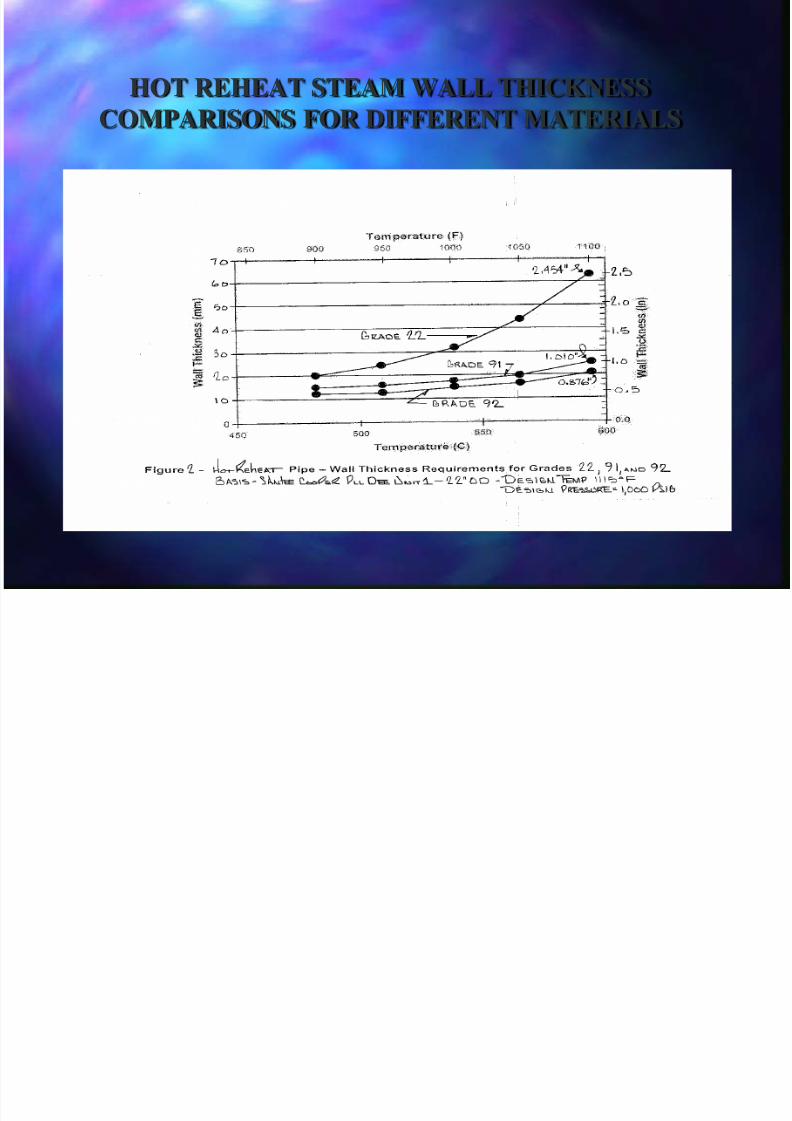
HOT REHEAT STEAM WALL THICKNESS
COMPARISONS FOR DIFFERENT MATERIALS

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 43/61
Material Specifications
Pipe: A/SA 335 P-91, P-92,
Fittings: A/SA 234 WP91, WP92
Forgings: A/SA 182 F-91, F-92
At present there is no casting specification for valves for Grade-92(i.e., A/SA 217 Grade C12?)
The ASTM has recently approved P-91 under the ASTM A-672and A-691 material specification for Welded Pipe Specification.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 44/61
Pipe and Fittings
For special (minimum) wall pipe and fittings in piping
systems, the decision to go with ID Controlled or OD
Controlled pipe and fittings needs to be determined.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 45/61
ID Controlled Pipe
Lighter wall thickness required than OD Controlled Velocity and Pressure Drop can be easily calculated and
predicted
Can be less weight, which can result in smaller loads forhangers/supports and other structural members
Possible reduced loads at equipment connections such as boilerand turbine
Disadvantage: the pipe OD is not necessarily known as each pipemanufacturer has different tolerances which can producedifferent outside diameters. Problems can be encountered with
pipe clamps and riser type clamps fitting the pipe OD.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 46/61
OD Controlled Pipe
Outside diameter is controlled by ASME/ASTM specifications,therefore OD values are known for hanger/support clamps
Majority of pipe manufacturers are set up and produce pipe to the
OD controlled method
Must exercise care on special wall pipe to ensure that a minimumID is not infringed upon so as not to affect system pressure drop.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 47/61
Bending of High Energy Systems:
Induction Bending
The preferred method for pipe bending, particularly on the High
Energy special wall pipe such as P-91 and P-92 is the induction
bending method.
Pipe thinning on the extrados of the pipe bend is minimized andvery predictable with this bending method.
Buckling of pipe walls is virtually eliminated.
Ovality is controlled more closely.
3, 4, and 5 diameter bends are very achievable.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 48/61
8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 49/61

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 50/61
Bending of High Energy Systems:
Post Bending Heat Treatment
After bending it is critical to have pipe bends heat treated, where
required, prior to continuing on with fabrication, such as cutting
and welding, especially on P-91 and P-92 pipe.
After bending P-91 or P-92 pipe, it is imperative that the pipe be
normalized and tempered prior to any subsequent fabrication
operations. The normalize and temper heat treatment restores the
pipe to its condition prior to bending by refining the grainstructure, which also helps improve the welding of P-91 and P-
92.
8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 51/61
Bending of High Energy Systems:
Post Bending Heat Treatment
P-91 and P-92 after bending and prior to post bending heat
treatment are very susceptible to cracking if exposed to
moisture and vibration therefore it is important that the
heat treating facilities are located on the premises of thefacility that performs the bending.
Transportation of Grade 91 bends from one facility to
another after bending has caused cracking in the bends due
to vibration transferred to the pipe from the carrier.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 52/61
PROCUREMENT OF GRADE 91
AND GRADE 92 PIPE AND
FITTINGS
Grade 91 and Grade 92 pipe, fittings and castings need to
have a Brinell Hardness range of values as noted below
prior to the start of fabrication taking place.
For Grade 91 (85 KSI Tensile Strength)
Pipe – 200 to 250 Brinell
Fittings, Forgings & Castings – 200 to 248 Brinell
For Grade 92 (90 KSI Tensile Strength)
Pipe – 210 to 250 Brinell
Fittings, Forgings & Castings – 210 to 248 Brinell

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 53/61

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 54/61
Non Destructive Examination (NDE)

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 55/61
Non Destructive Examination (NDE)
Safety Valve Nozzle

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 56/61

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 57/61
Hardness Testing
There is a direct relationship between the hardness valuesof a material and its tensile strength.
For the Creep Strength Enhanced Ferritic steels (Grade 91
and Grade 92) it is important that after post weld heat
treatment that welds have hardness values that correlatewith the minimum tensile strength of the base metal.
An acceptable Hardness range for Grade 91 welds is
190 to 275 Brinell.
An acceptable Hardness range for Grade 92 welds is200 to 275 Brinell.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 58/61
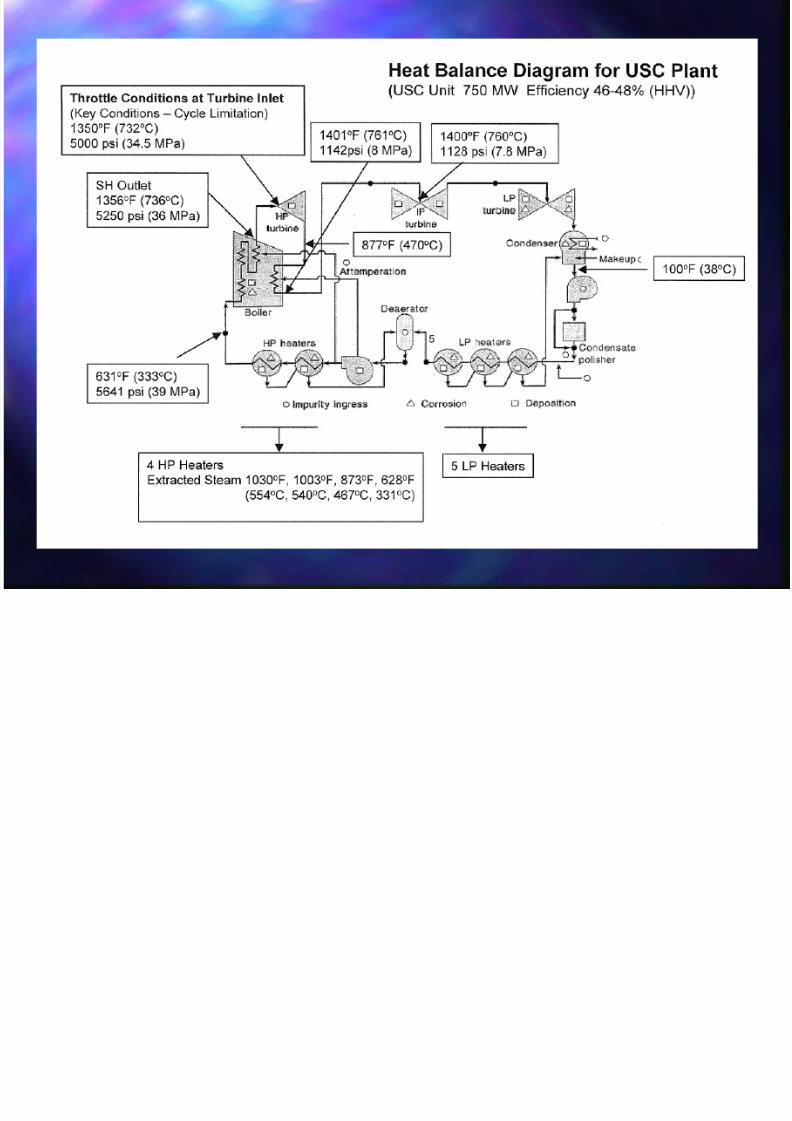
Looking To The Future Ultra Super

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 59/61
oo g o e utu e U t a Supe
Critical & Advanced Ultra Super Critical
Units
Ultra Super Critical & Advanced Ultra Super Critical Units
Research is currently ongoing in both Europe and the United
States with the development of materials, forming, fabrication,
welding and heat treatment that will permit units to achieve
steam conditions of 1300° F to 1400° F with pressures in the
range of 5500 psig.
The United States program is aiming to achieve higher steam
temperatures than the European program (1400 ° F versus
1290 ° F )
With this research steamside oxidation, fireside corrosion and
changes to the design codes are being investigated.

8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 60/61
Looking To The Future Ultra Super Critical &
Advanced Ultra Super Critical Units
Materials being investigated:
Creep Strength Enhanced Ferritic Steels (Grade 91
and Grade 92)
Advanced Austenitic Alloys (Super 304H)
Nickel-Based Alloys (Inconel 617 and Inconel 740,
Haynes 230 and Haynes 282)
8/10/2019 EISENBISE-High Energy Piping Presentation
http://slidepdf.com/reader/full/eisenbise-high-energy-piping-presentation 61/61





























