Embed Size (px)
Citation preview

The 5th PSU-UNS International Conference on Engineering and Technology (ICET-2011), Phuket, May 2-3, 2011
Prince of Songkla University, Faculty of Engineering Hat Yai, Songkhla, Thailand 90112
EFFECT OF COPPER-GRAPHITE ELECTRODE DURING ELECTRICAL
DISCHARGE MACHINING OF TUNGSTEN CARBIDE (90WC-10Co)
Abstract: The objective of this research is to study the effect of copper-graphite electrode material on tungsten carbide work piece with electrical discharge machining process. The electrode material is copper-graphite (Poco EDM-C3) sparking under fluid dielectric Shell 2A conditions. The important parameters are discharge current, on time, off time, open-circuit voltage and electrode polarity, respectively. The results show that the Poco EDM-C3 gives significantly highest material removal rate (MRR) at 0.78 mm3/min, lowest of EWR at 54 %, and highest surface roughness at 1.3 µm. The results show optimum of electrode on parameters process with negative polarity, open-circuit voltage of 90 V, current is 12 A, on-time is 25 µs and off time is 200 µs. The effectiveness of the process is evaluated of surface roughness through scanning electron microscope (SEM). Moreover, the MRR increases with the discharge current intensity. . Key Words: Electrode/ Copper-graphite/ EDM/ Tungsten carbide/ MRR 1. INTRODUCTION Electrical discharge machining (EDM) is a process that is used to remove metal through the action of an electrical discharge of short duration and high current density between the tool and the workpiece[1-2]. EDM is a non-conventional process that removes superfluous materials by thermal erosion mechanisms such as melting and vaporizing, such that ionization flow sets up a local high temperature within discharge column between the electrode and the workpiece[2].
Pichai Janmanee1,2*, Apiwat Muttamara21Rajamagala University of Technology Krungthep, Faculty of Engineering, Thailand
1,2Thammasat University, Faculty of Engineering, Thailand *Email: [email protected]
Tungsten carbide (WC-Co) is an important tool and die material mainly because of its high hardness, strength and wear resistance over a wide range of temperatures. It has high specific strength and cannot be easily processed by conventional machining techniques. Tungsten carbide is some kind of cemented carbide; the particle of carbide is bind with the process of powder metallurgy[4,6], such as Tungsten carbide(Wc-Co), titanium carbide (TaC). Since EDM has been shown to be a versatile method for machining difficult-to-work materials, it is believed that the EDM process will open up an opportunity for the machining of tungsten carbide[2]. Hence, the use of EDM to machine difficult-to-machine materials and to understand the machining characteristics is an interesting and imperative topic in advanced manufacturing[2-4]. Several studies have been conducted to explore the machining characteristics of cemented tungsten carbides. Mahdavinejad and Mahdavinejad studied of electrical discharge machining of WC-Co. Their experimental result show that Results of the tests undertaken in this study show that for some kinds of this material open circuit pulses are above 50%, whereas arcing and arc types are 15% with various pulse times. Increasing pulse durations increase instability and therefore, the quality of the workpiece surface becomes rougher[1]. Lee and Li studied of the surface integrity of the machined workpiece in the electrical discharge machining (EDM) of tungsten carbide. It is found that there is no difference between the hardness of the EDMed surface and the original hardness of the workpiece for all EDM conditions. Moreover, it is observed from the SEM micrographs that there is a clear EDM damaged layer on the workpiece, distinguished by the amount of WC grains and micro-cracks. The amount or
577
concentration of WC grains decreases from the internal structure of the workpiece to the top surface layer [2-3]. Singh et al. studied the effects of material removal rate (MRR), electrode wear ratio (EWR), surface roughness (SR), and diametral overcut of grade EN-31 cutting tool steel, when used as an electrode material. The experimental results showed that an increasing current could increase MRR, SR, and diametral overcut. The best electrode is copper due to its maximum MRR, minimum EWR, SR, and over-cut[4]. Lee and Li researched the effects of electrode material in machining tungsten carbide by comparing copper, graphite, and copper tungsten electrode. The results showed that copper tungsten had the highest MRR and the lowest EWR. Lin et al. studied effects of electrical discharge energy on machining performance and bending strength of tungsten carbides [8]. Gadalla and Tsai studied the effects of the cobalt content and the grain size of the WC on the machining characteristics of the cemented tungsten carbide. Their experimental results indicated that increasing the cobalt content could improve the stabilization of the EDM, to increase the material removal rate (MRR). The feasibility of EDM on cemented tungsten carbide was also investigated by several researchers, and their experimental data revealed that EDM is an efficient process to shape the cemented tungsten carbide[8-11]. In an EDM operation, it is need to select right parameters for sparking performance[5]. However, the right and desired parameters that base on the experience, instruction manual or a large number of test of experiment that require a lot of time and materials. The objective of this research is to study the effect of copper graphite electrode material on tungsten carbide workpiece with EDM process.
2. EXPERIMENTAL 2.1 Raw Material The workpiece material was a tungsten carbide with 90% of W and 10% of Co. Which is widely employed in mold and tool applications. The electrode materials was copper graphite. The workpiece material from United Tungsten Co,Ltd. which is show in Table 1.
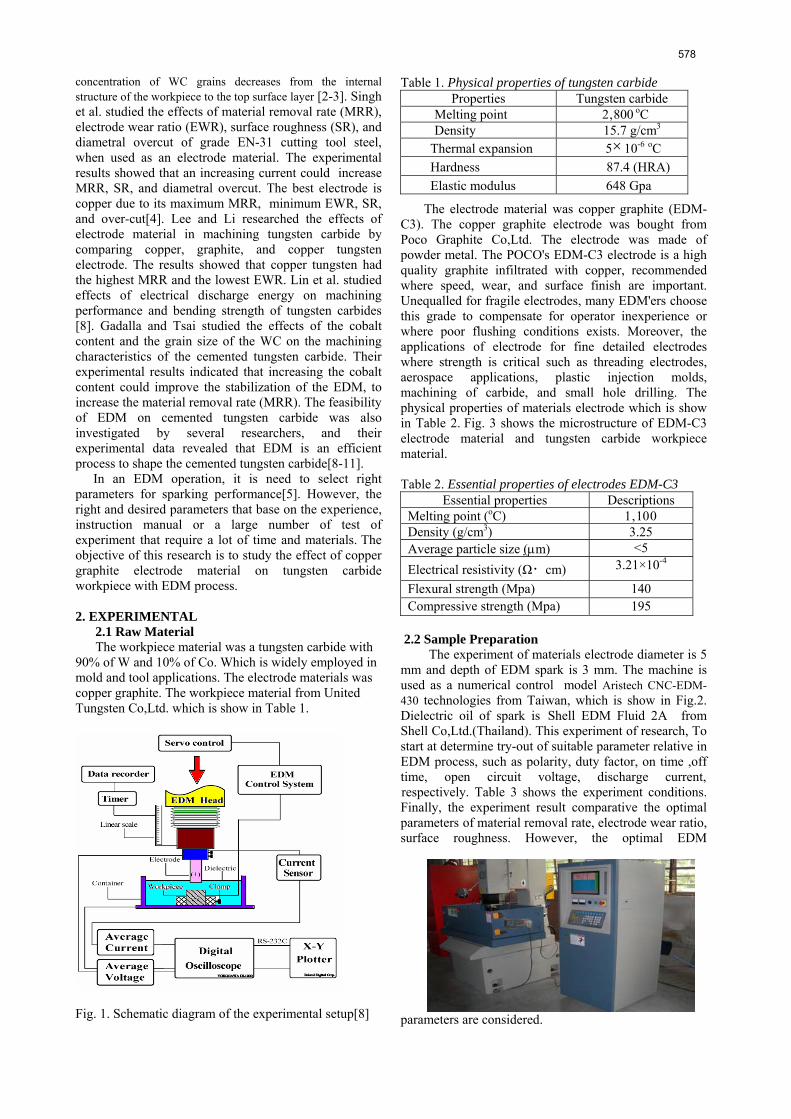
Fig. 1. Schematic diagram of the experimental setup[8]
Table 1. Physical properties of tungsten carbide Properties Tungsten carbide
Melting point 2,800 oC Density 15.7 g/cm3
Thermal expansion 5×10-6 oC Hardness 87.4 (HRA) Elastic modulus 648 Gpa
The electrode material was copper graphite (EDM-C3). The copper graphite electrode was bought from Poco Graphite Co,Ltd. The electrode was made of powder metal. The POCO's EDM-C3 electrode is a high quality graphite infiltrated with copper, recommended where speed, wear, and surface finish are important. Unequalled for fragile electrodes, many EDM'ers choose this grade to compensate for operator inexperience or where poor flushing conditions exists. Moreover, the applications of electrode for fine detailed electrodes where strength is critical such as threading electrodes, aerospace applications, plastic injection molds, machining of carbide, and small hole drilling. The physical properties of materials electrode which is show in Table 2. Fig. 3 shows the microstructure of EDM-C3 electrode material and tungsten carbide workpiece material. Table 2. Essential properties of electrodes EDM-C3
Essential properties Descriptions Melting point (oC) 1,100Density (g/cm3) 3.25 Average particle size (μm) <5 Electrical resistivity (Ω・cm) 3.21×10-4
Flexural strength (Mpa) 140 Compressive strength (Mpa) 195
2.2 Sample Preparation
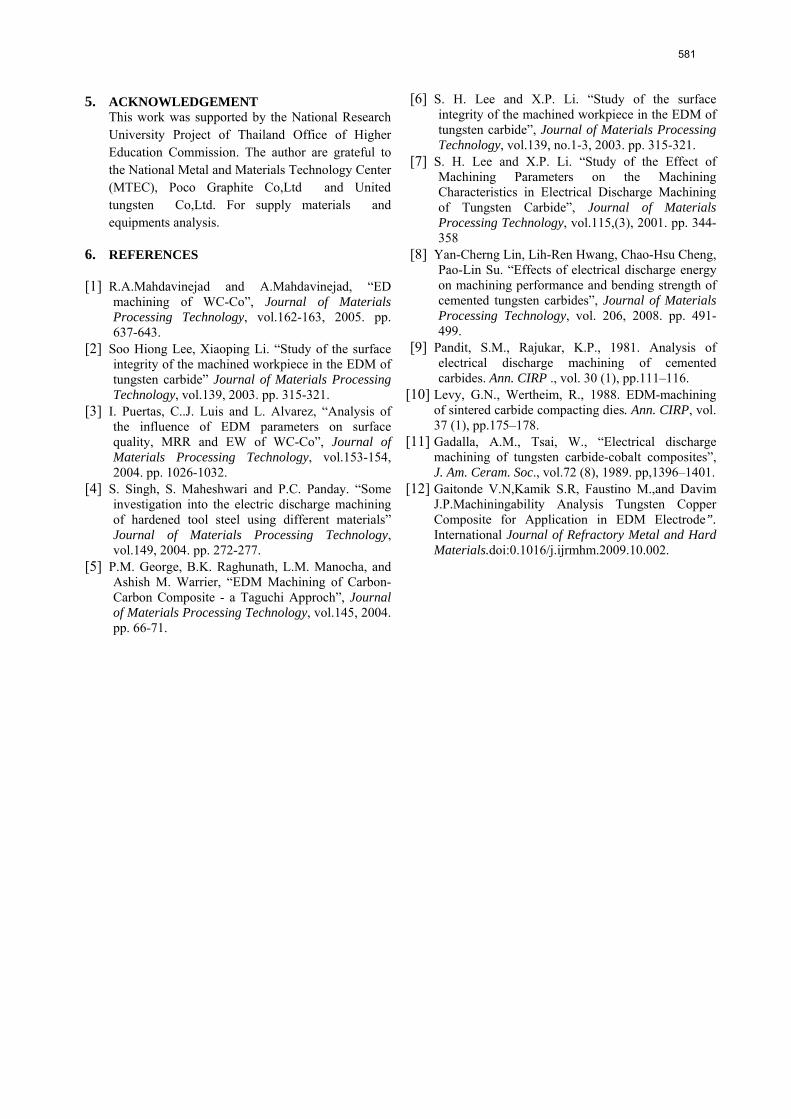
The experiment of materials electrode diameter is 5 mm and depth of EDM spark is 3 mm. The machine is used as a numerical control model Aristech CNC-EDM-430 technologies from Taiwan, which is show in Fig.2. Dielectric oil of spark is Shell EDM Fluid 2A from Shell Co,Ltd.(Thailand). This experiment of research, To start at determine try-out of suitable parameter relative in EDM process, such as polarity, duty factor, on time ,off time, open circuit voltage, discharge current, respectively. Table 3 shows the experiment conditions. Finally, the experiment result comparative the optimal parameters of material removal rate, electrode wear ratio, surface roughness. However, the optimal EDM
parameters are considered.
578

Fig. 2. Experiment setup on Aristech CNC-EDM-430
a) EDM-C3 b) WC-Co
Fig.3. Microstructure of electrode (a) EDM-C3 and workpiece material (b) WC-Co
This work conducted tungsten carbides graded WC90-C10, which is widely employed in tool and mould applications as workpiece materials to evaluate the effects of electrical discharge machining by copper graphite electrode EDM. Moreover, the machining performance of EDM, evaluated on the material removal rate (MRR), the electrode wear ratio (EWR),the surface roughness(SR) and the patterns of the micro-cracks on the machined surface was also determined. Therefore, suitable conditions for EDM were used to optimization parameters of EDM process on the machined surface during the machining of the tungsten carbide[4]. After EDM operations, the machined workpiece surfaces roughness were examined using a MarhSurf PS1 portable instrument surface roughness tester, technology from Germany. The surface roughness (Ra) was determined by arithmetically averaging. Table 3. Experimental conditions
Experiments conditions Descriptions
Workpiece 90WC-10Co
Electrode EDM-C3
Polarity (+),(-) (+),(-)
Duty factor (%) ( fixed off-time 25 µs)
7,32,50,67,84
On-time (µs) 2,12,25,50,200 Duty factor (%) (fixed on-time 25 µs)
2,11,33,50,68,93
Off-time (µs) 2,12,25,50,200,1600
Open circuit voltage(V) 90,250
Discharge current(A) 6,12,25,30
Dielectric fluid Oil (Shell fluid 2A)
The electrode wear ratio (EWR) can be defined in many ways, the present study define the according to the ratio in weight of electrode and work piece where expressed as percentage. Similar procedure for measuring the weight of work piece will be used to determine the weight of the electrode before and after machining[12]. Duty factor is an important for material spark. Duty factor derive from On-time (time to start sparking) and Off-time (time to stop sparking) as following Eq. 1:
On timeDutyfactor (%) 100%On time Off time
= ×+ (1)
3. RESULT AND DISCUSSIONS 3.1 Effect of Duty factor (on time)
Duty factor (%), on-time, off time (µs). Experimental set; on-time, current 6 A, open circuit voltage 90 V, on-time 25 µs. As the results of Fig. 4 represent that, lower duty factor have material removal rate (MRR) higher than upper duty factor and negative polarity copper graphite electrode show the most MRR is 0.5 mm3 /min at 7 % of duty factor. As Fig. 4, represents positive polarity, copper-graphite electrode has duty factor 84 % at 0.89 mm3/min. Hence, this negative polarity condition has MRR results better than positive polarity, cause of an inappropriate sparking condition that is not able to produce a material removal rate.
Fig.4. Duty factor (variation of on-time) and MRR
3.2 Effect of Duty factor(off time)As the results of Fig. 5 experimental parameter;
current 6 A, Open circuit voltage 90 V, and off time 25 µs. As the results of duty factor with variation of off-time, show that the lower duty factor have a higher material removal rate too, and when they are compared with values of on-time condition can be represented that their material removal rate have a higher value significantly. Negative polarity copper graphite electrode has the most MRR is 11% of duty factor. The result was found that highest is 0.78 mm3 /min.
Fig.5. Duty factor (variation off-time) and MRR
579

3.3 Effect of discharge current
Previously experiment of a variation of on-time and off-time condition show that negative polarity and copper graphite electrode is appropriate parameters to sparking tungsten carbide material. Therefore, negative polarity is used only in this experimental procedure. Experimental parameter; current 12 A, duty factor 11%.
Experimental parameter; open-circuit voltage 90 V, duty factor 11%. Fig. 6 shows the relation between current and MRR of workpiece was found that an increased current have influence to increasing of MRR, copper graphite electrode has the most MRR at 30 A. Because of electric filed strength increase with discharge current, generating very high temperature within the plasma chanel cause large impulse force to repel debris particle from workpiece and electrode.
Fig.7 shows the relation between current and electrode wear rate of workpiece were found that an increased current have influence to deceasing of electrode wear rate, unless copper graphite is performed, In case of electrode has the least electrode wear rate at 30 A. As the results of experiment were found that a variation of discharge current , EWR have insignificantly different values, the copper graphite electrode has a maximum electrode wear rate at 6 A, EWR is 94%.
Fig. 6. Show the relation between current and MRR on negative polarity
Fig. 7. Variation of EWR with discharge current on negative polarity
Fig.7 shows the relation between current and
electrode wear rate of workpiece were found that an increased current have influence to deceasing of electrode wear rate, unless copper graphite is performed, In case of electrode has the least electrode wear rate at 30 A. As the results of experiment were found that a variation of discharge current , EWR have insignificantly different values, the copper graphite electrode has a maximum electrode wear rate at 6 A, EWR is 94%.
Fig.8. Variation of discharge current and surfaces roughness on negative polarity
Fig. 8 show the relation between current and roughness surface were found that an increasing rough of surface have an effect from increased current, copper graphite electrode has the least roughness surface at 6 A. 3.5 Characteristic of surface roughness Fig. 9 shows that the characteristic of machined surface of tungsten carbide, when using conditions negative polarity, duty factor 11% , discharge current 12 A, open circuit 90 V. The result was found that least surface roughness at 0.94 µm, which is show that in Fig.9a, which is the Fig.9b shows that the surface roughness highest at 1.30 µm
(a) Ra 0.94 µm (b) Ra 1.30 µm Fig. 9. Machined surface roughness of workpiece 4. CONCLUSIONS From this research it can be concluded that following below. 1. The duty factor value decreased give the less
material removal rate and the effectiveness of the process is evaluated of MRR increases with the discharge current intensity.
2. The discharge current increased gives the most material removal rate and gives the high electrode wear ratio.
3. The results show that the electrode negative polarity performs very well, Poco EDM-C3 gives significantly highest material removal rate (MRR).
4. The optimum of parameters with negative polarity, open-circuit voltage of 90 V, current is 12 A, on time is 25 µs and off time is 200 µs.
580
5. ACKNOWLEDGEMENT This work was supported by the National Research University Project of Thailand Office of Higher Education Commission. The author are grateful to the National Metal and Materials Technology Center (MTEC), Poco Graphite Co,Ltd and United tungsten Co,Ltd. For supply materials and equipments analysis.
6. REFERENCES
[1] R.A.Mahdavinejad and A.Mahdavinejad, “ED machining of WC-Co”, Journal of Materials Processing Technology, vol.162-163, 2005. pp. 637-643.
[2] Soo Hiong Lee, Xiaoping Li. “Study of the surface integrity of the machined workpiece in the EDM of tungsten carbide” Journal of Materials Processing Technology, vol.139, 2003. pp. 315-321.
[3] I. Puertas, C..J. Luis and L. Alvarez, “Analysis of the influence of EDM parameters on surface quality, MRR and EW of WC-Co”, Journal of Materials Processing Technology, vol.153-154, 2004. pp. 1026-1032.
[4] S. Singh, S. Maheshwari and P.C. Panday. “Some investigation into the electric discharge machining of hardened tool steel using different materials” Journal of Materials Processing Technology, vol.149, 2004. pp. 272-277.
[5] P.M. George, B.K. Raghunath, L.M. Manocha, and Ashish M. Warrier, “EDM Machining of Carbon-Carbon Composite - a Taguchi Approch”, Journal of Materials Processing Technology, vol.145, 2004. pp. 66-71.
[6] S. H. Lee and X.P. Li. “Study of the surface
integrity of the machined workpiece in the EDM of tungsten carbide”, Journal of Materials Processing Technology, vol.139, no.1-3, 2003. pp. 315-321.
[7] S. H. Lee and X.P. Li. “Study of the Effect of Machining Parameters on the Machining Characteristics in Electrical Discharge Machining of Tungsten Carbide”, Journal of Materials Processing Technology, vol.115,(3), 2001. pp. 344-358
[8] Yan-Cherng Lin, Lih-Ren Hwang, Chao-Hsu Cheng, Pao-Lin Su. “Effects of electrical discharge energy on machining performance and bending strength of cemented tungsten carbides”, Journal of Materials Processing Technology, vol. 206, 2008. pp. 491-499.
[9] Pandit, S.M., Rajukar, K.P., 1981. Analysis of electrical discharge machining of cemented carbides. Ann. CIRP ., vol. 30 (1), pp.111–116.
[10] Levy, G.N., Wertheim, R., 1988. EDM-machining of sintered carbide compacting dies. Ann. CIRP, vol. 37 (1), pp.175–178.
[11] Gadalla, A.M., Tsai, W., “Electrical discharge machining of tungsten carbide-cobalt composites”, J. Am. Ceram. Soc., vol.72 (8), 1989. pp,1396–1401.
[12] Gaitonde V.N,Kamik S.R, Faustino M.,and Davim J.P.Machiningability Analysis Tungsten Copper Composite for Application in EDM Electrode”. International Journal of Refractory Metal and Hard Materials.doi:0.1016/j.ijrmhm.2009.10.002.
581





























