Embed Size (px)
Citation preview

EFEITOS DA DIMINUIÇÃO DO TAMANHO DE PARTÍCULA NAS
CARACTERÍSTICAS DE UM ESMALTE TRANSPARENTE VISANDO APLICAÇÃO
EM TECNOLOGIA DIGITAL
Jaramillo Nieves, L.J.(1); Lot, A.V.(1); Nastri, S.(1); Melchiades, F.G.(2); Boschi, A.O. (1).
(1) Universidade Federal de São Carlos – UFSCar. Departamento de Engenharia de Materiais. Laboratório de Revestimentos Cerâmicos – LaRC, 13565-905, São
Carlos, SP – Brasil. (2) Centro de Revestimentos Cerâmicos – CRC – Brasil.
RESUMO
A esmaltação digital é foco de interesse no setor de revestimentos cerâmicos, já que
a tecnologia digital oferece grandes vantagens como tem sido vistas na decoração a
jato de tinta. Para aplicação dos esmaltes cerâmicos por esse tipo de tecnologia, o
tamanho de partícula é uma das características que deve ser ajustada. O objetivo
desse trabalho é avaliar o efeito da redução de tamanho de partícula de um esmalte
transparente nas características reológicas e finais do produto. Utilizaram-se quatro
granulometrias diferentes de uma mesma frita. Esses materiais foram preparados
em uma proporção 90% frita e 10% caulim, e misturados com água para obter a
suspensão homogênea. Foram feitas as caracterizações reológicas. As suspensões
foram aplicadas por binil nos suportes. Sobre a camada de esmalte aplicou-se gotas
de uma tinta digital padrão e os índices de extensão foram analisados. Foi avaliada
a fusibilidade dos esmaltes, e as peças foram queimadas em três temperaturas
diferentes e finalmente determinou-se o brilho e a transparência do esmalte
queimado. Os resultados sugerem que as variações nas granulometrias do esmalte
influenciam cada uma das etapas de produção e que algumas destas podem levar a
diminuir a temperatura de trabalho e a geração de defeitos.
Palavras chave: Esmaltação digital, Redução de tamanho de partícula, Fusibilidade,
Transparência, Brilho
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
2241

INTRODUÇÃO
A indústria de revestimentos cerâmicos sofreu mudanças significativas nos últimos
anos para atender as novas exigências do mercado (1). Dentro dessas mudanças
cabe destacar o uso da tecnologia digital, especificamente a decoração digital (2).
No processo de produção dos revestimentos cerâmicos, a decoração e a esmaltação
ocupam um lugar importante, pois conferem propriedades técnicas e estéticas
únicas aos revestimentos. Dada a relevância dessas etapas no processo de
fabricação de revestimentos cerâmicos, é imprescindível conhecer com profundidade
as condições ótimas de preparação e aplicação dos esmaltes e tintas, aos novos
sistemas que tem chegado à indústria, como o sistema de jato para a decoração e
esmaltação digital, de forma a obter produtos de alta qualidade técnica e estética
com a maior produtividade possível (3, 4).
A esmaltação digital deixou de ser uma idéia e se tornou uma realidade faz alguns
anos (5), sendo assim, os esmaltes devem se adaptar a esta nova tecnologia. Isso
significa que as formulações e características físico-químicas utilizadas no sistema
de esmaltação tradicional devem mudar e se ajustar ao novo processo para que as
exigências do produto final continuem sendo atendidas.
Os sistemas de tecnologia digital trabalham com tamanhos médios de partícula muito
inferiores às que são utilizadas nos sistemas de esmaltação tradicional. Sendo assim,
além de outras adaptações no sistema, se faz necessária uma redução no tamanho
médio de partícula dos esmaltes, para que estes possam ser usados na aplicação
digital. Nesse contexto, este trabalho tem como objetivo avaliar o efeito da redução de
tamanho de partícula de um esmalte transparente nas características reológicas e
finais do produto.
MATERIAIS E MÉTODOS
Foi escolhida uma frita transparente utilizada na indústria de revestimentos
cerâmicos. Foram preparadas quatro amostras com quatro tamanhos médios de
partícula diferentes. Tendo como referência os tamanhos médios de partícula que
são utilizados na tecnologia digital, que normalmente são 10 a 20 vezes menor que
o tamanho do bocal a ser usado no cabeçote (4). A moagem foi feita a seco num
moinho de laboratório com bolas de alumina até obter 10% e 3% de resíduo
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
2242

respectivamente. Para obter as granulometrias mais finas, a amostra de 3% de
resíduo foi moída a seco com microesferas de zircônia em tempos de 10 e 30
minutos. Após as moagens as amostras foram passadas por peneira ABNT #120
(abertura de 125 µm) e as medidas de tamanho de partícula foram feitas por difração
a laser.
Cada esmalte foi preparado com uma composição de 90% de frita e 10% de Caulim.
A suspensão foi preparada com 40 % de água e 0.2% carboximetilcelulose (CMC). A
dispersão foi realizada no moinho de laboratório por 10-15 segundos, para obter
uma suspensão homogênea. Depois de descarregar, cada suspensão foi
caracterizada quanto ao comportamento reológico. Inicialmente foram elaboradas as
curvas de defloculação e nos pontos de máxima dispersão de cada amostra foram
avaliadas as demais características reológicas de cada esmalte. O defloculante
utilizado foi tripolifosfato de sódio (TPF). As densidades das suspensões obtidas
foram determinadas em picnômetro e as viscosidades aparentes foram
determinadas em viscosímetro rotacional Brookfield modelo LVT a 30 RPM. Além
disso, os tempos de escoamento em copo Ford n° 4 foram avaliados, juntamente
com as curvas de fluxo em três tempos diferentes: 0, 2 e 4 horas respectivamente
Posteriormente à caracterização reológica, os esmaltes foram aplicados (através de
binil com abertura de 0,4 mm) em bases já queimadas de revestimentos porosos de
bi-queima. Foi aplicada uma tinta digital, cor marrom utilizada na indústria, sobre as
camadas de esmalte secos. A aplicação foi realizada com uma micropipeta de
volume fixo de 30 μL fixada a uma altura de 13 mm da superfície do suporte, a 25°C.
E foi medido o índice de extensão da tinta, o qual se relaciona com a permeabilidade
do esmalte.
As peças obtidas foram queimadas em três temperaturas diferentes 1070, 1100 e
1130 °C, em forno de ciclo rápido (ciclo de duração aproximada de 30 minutos) para
a avaliação de transparência e brilho dos esmaltes. As medidas de transparência
foram realizadas com um espectrofotômetro Minolta CM 2600d e levou em
consideração apenas a coordenada cromática L* (quanto menor transparência,
maior leitosidade do esmalte e maior o valor de L*). O brilho dos esmaltes foi
avaliado através de medidas com um glossmeter Zehntner, ZGM 1110.
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
2243

Para as curvas de fusibilidade foram prensados 10 corpos de prova cilíndricos com
1.0 g de cada um dos esmaltes. Para a confecção dos corpos de prova foi aplicado
uma pressão de compactação 450 kgf/cm2 em prensa hidráulica. Mediu-se o
diâmetro, a altura e a massa dos corpos de prova e calculou-se a densidade
aparente. As amostras foram queimadas em forno tipo mufla já na temperatura
desejada por 5 minutos. As queimas foram feitas a partir de 850 °C, aumentando-se
20 °C até atingir 1030 °C. Após a queima, foi avaliada a retração da altura (RA) e
absorção de água (AA).
RESULTADOS E DISCUSSÃO
Na Tabela 1, encontram-se os tamanhos de partícula das fritas que foram moídas
nas diferentes condições e que foram usadas para a elaboração dos esmaltes.
Observa-se que a diminuição do tamanho médio de partícula (D50) é acompanhada
pela diminuição dos valores de D10 e D90, indicando que a distribuição
granulométrica das fritas ficou mais estreita, com as reduções granulométricas
praticadas.
Tabela 1. Granulometrias das amostras utilizadas.
Amostras D50 (µm ) D10 (µm) D90 (µm)
A. Resíduo 45 µm ~10% 12,2 1,9 43,5
B. Resíduo 45 µm ~3% 9,6 1,7 36,4
C. Micronização de B por 10 min. 5,7 1,5 17,0
D. Micronização de B por 30 min. 4,4 1,4 13,3
Características das suspensões
Na figura 1 é apresentada a curva que relaciona a porcentagem de defloculante
necessária para que a suspensão atinja a máxima dispersão em relação ao tamanho
médio de partícula da frita. Como é observado, a medida em que se diminui o
tamanho médio das partículas há um aumento na porcentagem de defloculante para
manter as mesmas condições da suspensão.
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
2244

Figura 1. Relação entre o diâmetro médio de partícula (D50) e a porcentagem de
defloculante.
A Tabela 2 apresenta os resultados das determinações de densidade, viscosidade e
tempo de escoamento das suspensões resultantes após a preparação dos esmaltes
em suas condições de máxima dispersão. Conforme constatado, não houve
variações significativas da densidade das suspensões. Quanto à viscosidade
aparente, apesar de não ser constatada uma tendência, observa-se que as
oscilações se encontram dentro da mesma ordem de magnitude. Podemos observar
uma diminuição nos tempos de escoamento, no entanto essas diferenças não são
expressivas.
Tabela 2. Características das suspensões.
Esmalte Densidade (g/cm3) Viscosidade
30RPM (cP)
Tempo de
escoamento (s)
ET10 1,7895 120 58,8
ET3 1,7917 142 54,4
ETM10 1,7741 122 52,6
ETM30 1,7843 154 44,0
A Figura 2 apresenta as curvas de fluxo das quatro suspensões medidas em 0, 2 e 4
horas. As curvas de fluxo de 0 hora indicam um comportamento praticamente
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
2245
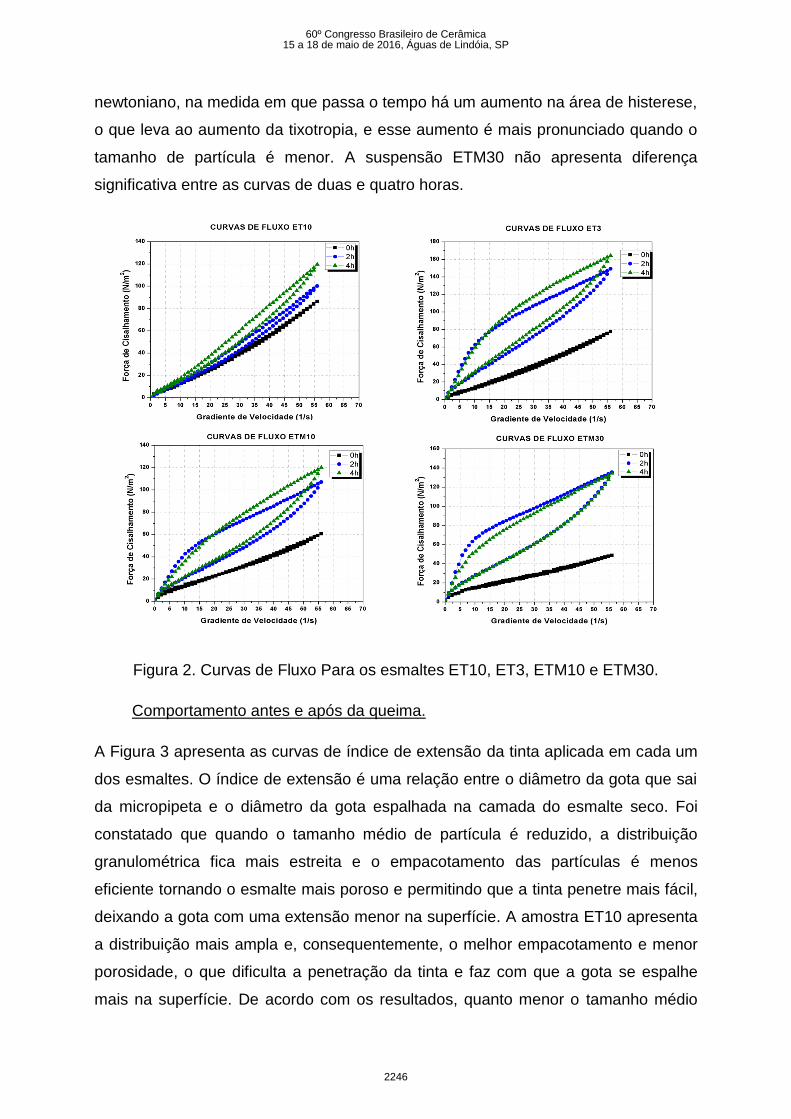
newtoniano, na medida em que passa o tempo há um aumento na área de histerese,
o que leva ao aumento da tixotropia, e esse aumento é mais pronunciado quando o
tamanho de partícula é menor. A suspensão ETM30 não apresenta diferença
significativa entre as curvas de duas e quatro horas.
Figura 2. Curvas de Fluxo Para os esmaltes ET10, ET3, ETM10 e ETM30.
Comportamento antes e após da queima.
A Figura 3 apresenta as curvas de índice de extensão da tinta aplicada em cada um
dos esmaltes. O índice de extensão é uma relação entre o diâmetro da gota que sai
da micropipeta e o diâmetro da gota espalhada na camada do esmalte seco. Foi
constatado que quando o tamanho médio de partícula é reduzido, a distribuição
granulométrica fica mais estreita e o empacotamento das partículas é menos
eficiente tornando o esmalte mais poroso e permitindo que a tinta penetre mais fácil,
deixando a gota com uma extensão menor na superfície. A amostra ET10 apresenta
a distribuição mais ampla e, consequentemente, o melhor empacotamento e menor
porosidade, o que dificulta a penetração da tinta e faz com que a gota se espalhe
mais na superfície. De acordo com os resultados, quanto menor o tamanho médio
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
2246

de partícula menor é o índice de extensão, para uma mesma tinta. Também se
observa que a temperatura de queima não teve influência significativa no que diz
respeito ao índice de extensão.
Figura 3. Índices de extensão da tinta sobre a camada de esmalte.
Na Tabela 3 é apresentada a coordenada cromática L* de cada peça depois do
respectivo tratamento térmico. Foi constatado que a transparência aumenta com o
aumento da temperatura de queima, sendo que esse efeito é mais significativo
quando a granulometria é menor.
Tabela 3. Transparência em função da coordenada cromática L*.
T(°C)
L*
ET10 ET3 ETM10 ETM30
1070 79,604 79,842 79,808 79,773
1100 78,925 79,054 79,061 78,872
1130 75,581 74,618 75,294 73,49
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
2247

Na tabela 4 são apresentados os valores de brilho obtidos dos esmaltes queimados
nas diferentes temperaturas. Para uma mesma amostra podemos observar um leve
aumento no brilho conforme aumentamos a temperatura. Ao analisarmos uma
mesma temperatura nota-se um leve aumento do brilho relacionado à diminuição do
tamanho de partícula. No entanto essas diferenças são pouco significativas, sendo
que essa característica é pouco afetada tanto pelo tamanho de partícula quanto pela
temperatura de queima.
Tabela 4. Brilho dos esmaltes a diferentes temperaturas de queima.
Esmalte
Temperaturas de queima
GU
1070 º C
GU
1100 º C
GU
1130 º C
ET10 88,67 88,82 90,02
ET3 90,94 90,5 91,8
ETM10 91,8 91,96 92,6
ETM30 91,48 91,95 92,93
A figura 4 apresenta as curvas de fusibilidade obtidas para cada esmalte trabalhado.
Os esmaltes que possuem granulometria mais fina (ETM10 e ETM30) apresentam
um pequeno aumento na fusibilidade quando comparados aos esmaltes de
granulometria mais grossa (ET10 e ET3). Quando diminuímos o tamanho de
partícula ocorre um aumento da área superficial e, consequentemente, sua
reatividade. Sendo assim, as transformações durante a queima ocorrerão em
temperaturas menores, o que pode ser notado através dos valores de absorção de
água e retração de altura apresentadas na Figura 4.
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
2248
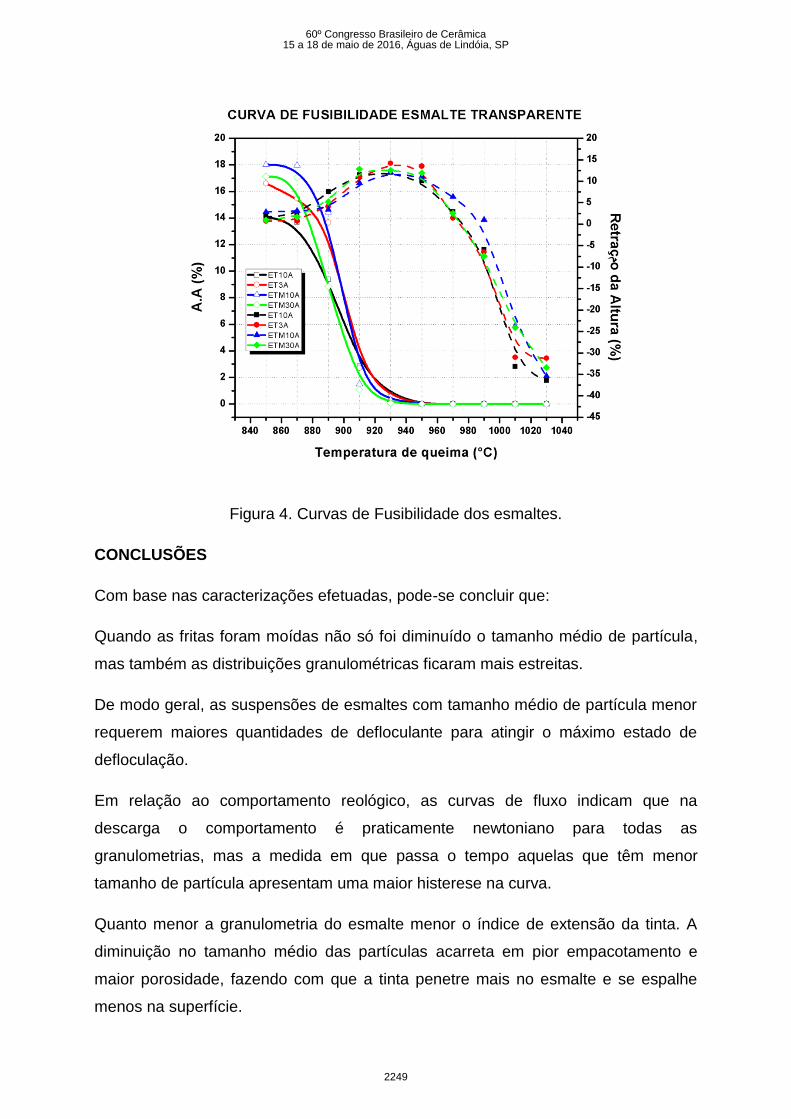
Figura 4. Curvas de Fusibilidade dos esmaltes.
CONCLUSÕES
Com base nas caracterizações efetuadas, pode-se concluir que:
Quando as fritas foram moídas não só foi diminuído o tamanho médio de partícula,
mas também as distribuições granulométricas ficaram mais estreitas.
De modo geral, as suspensões de esmaltes com tamanho médio de partícula menor
requerem maiores quantidades de defloculante para atingir o máximo estado de
defloculação.
Em relação ao comportamento reológico, as curvas de fluxo indicam que na
descarga o comportamento é praticamente newtoniano para todas as
granulometrias, mas a medida em que passa o tempo aquelas que têm menor
tamanho de partícula apresentam uma maior histerese na curva.
Quanto menor a granulometria do esmalte menor o índice de extensão da tinta. A
diminuição no tamanho médio das partículas acarreta em pior empacotamento e
maior porosidade, fazendo com que a tinta penetre mais no esmalte e se espalhe
menos na superfície.
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
2249

A transparência e o brilho foram pouco influenciados pela diminuição do tamanho de
partícula, embora se encontre pequenas diferenças estas podem estar mais
associadas às mudanças de temperatura do que ao efeito do tamanho de partícula.
Os resultados indicam que à medida que é reduzido o tamanho médio de partícula a
fusibilidade dos esmaltes aumenta. O aumento da fusibilidade pode não ser muito
favorável, visto que o esmalte deve permitir a saída dos gases que vem do substrato
antes do selamento evitando assim o surgimento de defeitos que poderiam afetar a
qualidade superficial do revestimento.
AGRADECIMENTOS Os autores agradecem ao CNPq pelas bolsas concedidas.
REFERÊNCIAS
1. A. M. Berto, «Ceramic tiles: Above and beyond traditional applications», J. Eur.
Ceram. Soc., vol. 27, n.o 2-3, pp. 1607-1613, 2007.
2. Crasta GP, «Boom in digital technology», ceramic world review, p. 64, 2012.
3. A. Moreno Berto, «Adequação das Propriedades de Tintas e Esmaltes aos
Sistemas de Aplicação e Técnicas Decorativas Parte I: Esmaltação», Cerâmica
Ind., vol. 5, n.o 5, pp. 11-18, 2000.
4. Dr. Vicente Sanz Solana, «TECNOLOGÍA DE IMPRESIÓN POR CHORRO DE
TINTA PARA LA DECORACIÓN DE BALDOSAS CERÁMICAS», presentado en
Qualicer’14, 13th World Congress on Ceramic Tile Quality, Castellón, España,
2014.
5. Esmalglass-ITACA GRUPO, «Esmaltes Digitales para un proceso de esmaltación
y decoración totalmente digital», Boletin Soc. Esp. Cerámica Vidr., vol. 50, n.o 2,
pp. XXIII-XVI, abr. 2011.
EFFECTS OF PARTICLE SIZE REDUCTION IN THE CHARACTERISTICS OF A
TRANSPARENT GLAZE AIMING APPLICATION IN DIGITAL TECHNOLOGY
ABSTRACT
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
2250

Digital glazing is interesting for the ceramic tile industry, because digital technology
offers great advantages as has been seen in inkjet decoration. For application of
ceramics glazes by this kind of technology, the particle size is one of the features
should be adjusted. The aim of the present work is to evaluate the effect of particle
size reduction of a transparent glaze on the rheological properties and in the final
product. Four different particle size of the same frit were produced. These materials
were prepared in a proportion of 90 % frit and 10% of kaolin and mixed with water to
obtain homogeneous suspension. The rheological characterization was performed
and the slips were applied by binil over ceramic bodies. On the glaze layer was
applied drops of a standard digital ink and the extension rates were analyzed. The
ceramic bodies were fired in three different temperatures and finally their gloss and
transparency were determined. Their fusibilities were evaluated too. The results
suggest that variations on the particle size distribution of the glazes affects each
stage of production and some of these can lead to decreasing of the work
temperature and to the generation of defects in the final product.
Key Words: Digital glazing, Particle size reduction, Fusibility, Transparency, Gloss
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
2251






![PRODUÇÃO E CARACTERIZAÇÃO DE PÓS CERÂMICOS DE …metallum.com.br/60cbc/anais/PDF/02-035TT.pdf · de capacitores cerâmicos, termistores e transdutores [2]. A estrutura perovskita](https://img.dokumen.tips/doc/110x75/5c5d9efb09d3f2d72f8d3783/producao-e-caracterizacao-de-pos-ceramicos-de-de-capacitores-ceramicos.jpg)






















