Embed Size (px)
Citation preview
공작기계 일반
기계공작법

강릉원주대학교 자동차공학전공
이 장의 내용
공작기계의 정의
공작기계의 특성
공작기계의 기본운동과 분류
절삭가공 방식
2

강릉원주대학교 자동차공학전공
공작기계의 정의
공작기계 (machine tools)
기계를 만드는 기계
공작기계의 모성의 원리
강제가공에서는 공구 및 공작기계의 정밀도가 가공되는 부품에 전사된다
강제가공
공구의 운동궤적과 간섭하는 공작물 부분을 전부 강제적으로 제거하는 가공법
비절삭공작기계
절삭공작기계
3
강릉원주대학교 자동차공학전공
공작기계의 특성
공작기계에 요구되는 특성
가공 정밀도가 높아야 한다
가공능률이 우수해야 한다
융통성(flexibility)이 풍부해야 한다
안전성이 있어야 한다
4

강릉원주대학교 자동차공학전공
공작기계의 특성
1) 가공 정밀도 공작기계로 가공된 공작물 치수의 정확한 정도
치수가 정확하여 기하학적으로 올바른 형상을 갖고 있는 정도
표면거칠기 선삭 > 연삭 > 호우닝 > 래핑 > 슈퍼피니싱
2) 생산능률(efficiency) 절삭효율(cutting efficiency) : 단위동력, 단위시간당 절삭된 침의 양으로 표시
가공에 필요한 시간 유효 절삭시간 : 실제 절삭시간
준비시간 : 가공물 설치, 공구 고정 및 조정
유휴시간 : 고장, 수리 시간
5
강릉원주대학교 자동차공학전공
공작기계의 특성
3) 융통성(flexibility)
다양한 종류, 형상, 크기, 정밀도에 대응할 수
있는 능력
융통성이 크면 이용 범위가 넓어지지만 생산능률이 저하되므로 목적에 따라 융통성의 범위를
정한다
4) 안전성(safety)
공작기계를 운전하는 작업자에 대하여 구비되어야 할 안전성
공작기계 자체의 안전성
6

강릉원주대학교 자동차공학전공
공작기계의 기본운동
(Motion of machine tools) 절삭운동(cutting motion)
칩이 흘러 나가려는 반대 방향으로 작용하는 운동 공작기계 운전동력의 대부분을 소비
이송운동(feed motion) 절삭표면을 증가시킬(연속적인 절삭) 목적으로 절삭운동과 직각인 방향으로 진행되는 공구와 가공물 사이의 상대운동
위치조정운동(positioning motion) 절삭 깊이의 조정을 위한 운동
7
절삭 이송

강릉원주대학교 자동차공학전공
절삭가공 방식
절삭날에 의한 가공
선삭(turning), 드릴링(drilling), 평삭(planning),
밀링(milling)
입자에 의한 가공
연삭(grinding), 호닝(honing), 슈퍼피니싱(super finishing)
래핑(lapping), 액체호닝(liquid honing), 초음파가공
8
절삭이론
기계공작법
9
강릉원주대학교 자동차공학전공
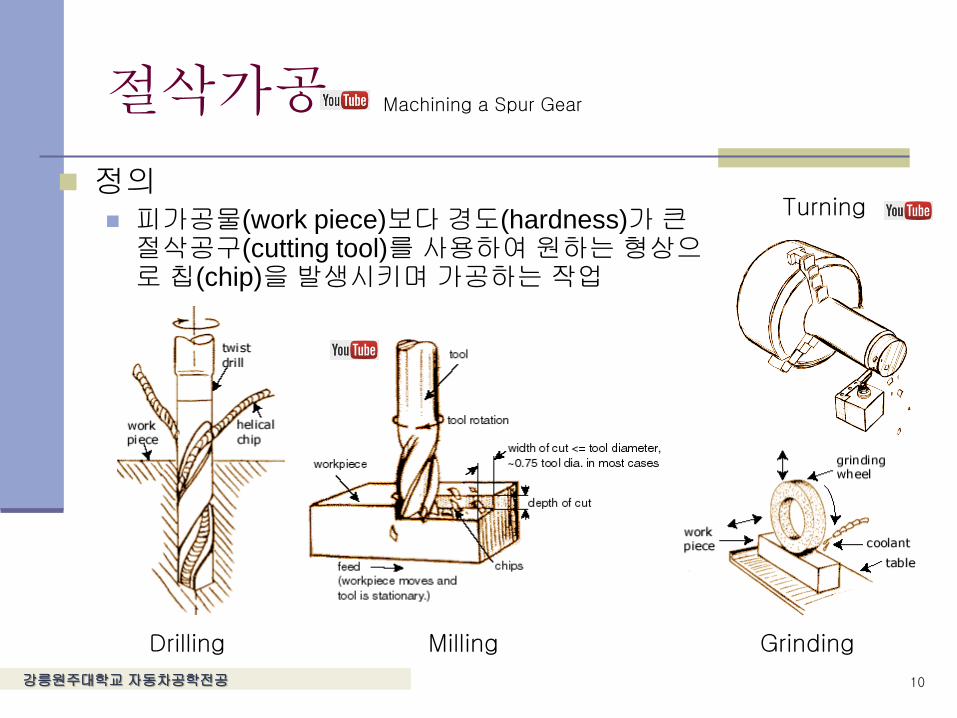
절삭가공
정의 피가공물(work piece)보다 경도(hardness)가 큰 절삭공구(cutting tool)를 사용하여 원하는 형상으로 칩(chip)을 발생시키며 가공하는 작업
10
Drilling Milling Grinding
Machining a Spur Gear
Turning
강릉원주대학교 자동차공학전공
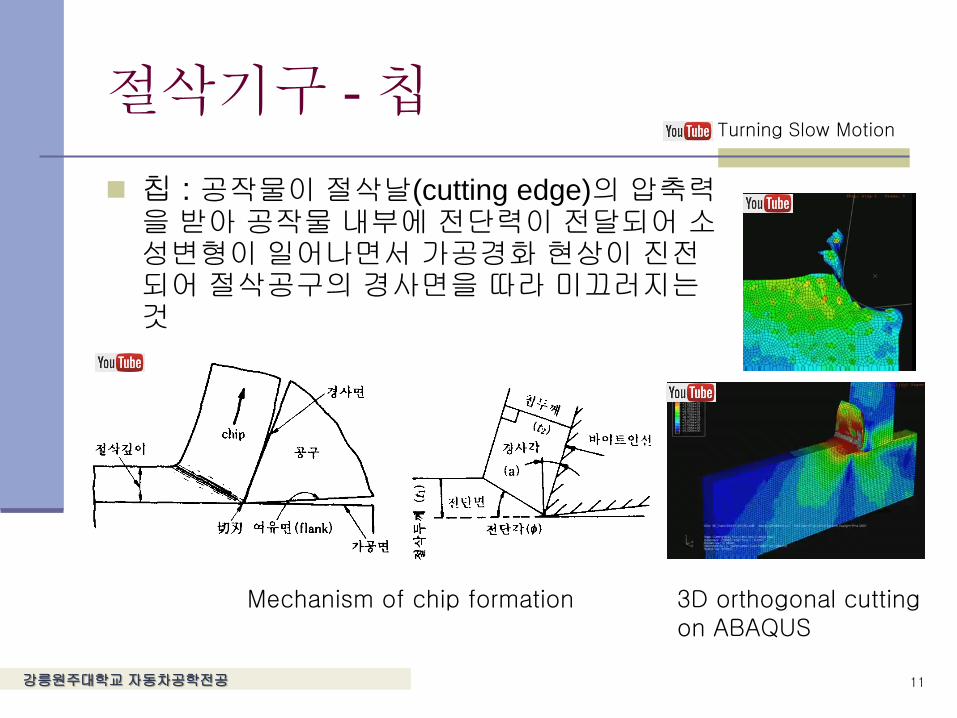
절삭기구 - 칩
칩 : 공작물이 절삭날(cutting edge)의 압축력을 받아 공작물 내부에 전단력이 전달되어 소성변형이 일어나면서 가공경화 현상이 진전되어 절삭공구의 경사면을 따라 미끄러지는 것
11
3D orthogonal cutting on ABAQUS
Mechanism of chip formation
Turning Slow Motion
강릉원주대학교 자동차공학전공
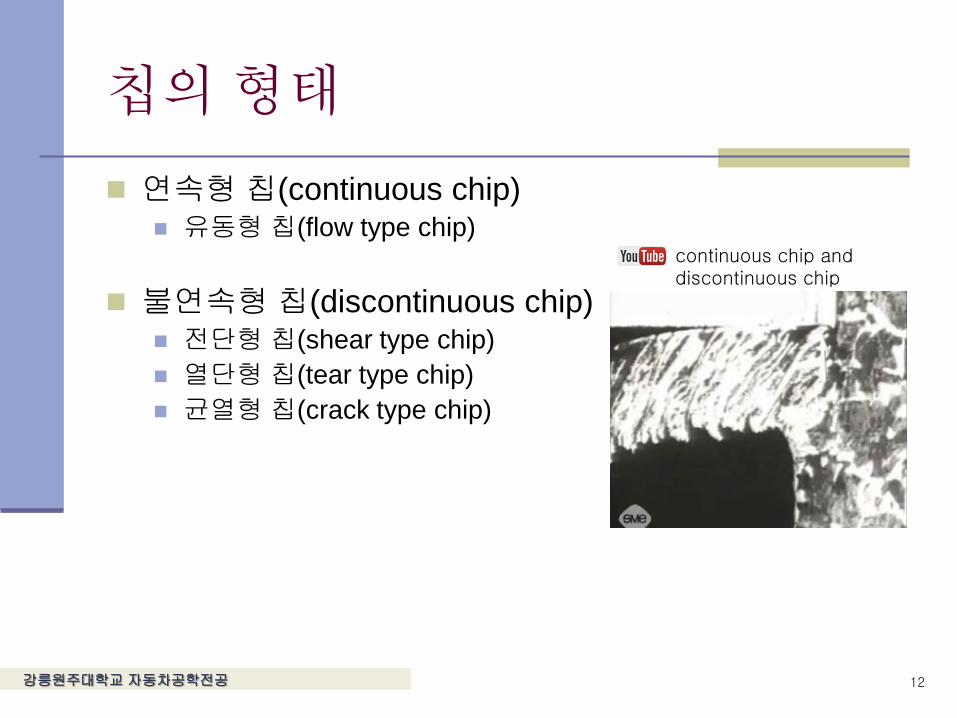
칩의 형태
연속형 칩(continuous chip) 유동형 칩(flow type chip)
불연속형 칩(discontinuous chip) 전단형 칩(shear type chip)
열단형 칩(tear type chip)
균열형 칩(crack type chip)
12
continuous chip and discontinuous chip

강릉원주대학교 자동차공학전공
칩의 형태
유동형 칩(flow type chip) 공구 경사면을 따라 연속적으로 유동
연성재료를 고속 절삭할 때 발생
절삭저항과 온도의 변동이 가장 적고 가공면이 가장 양호
전단형 칩(shear type chip) 칩을 밀어내는 압축력이 축적되어 칩 분자 사이에 전단이 일어나서 생기는 칩의 형태
공구경사면의 사방상향으로 생기는 슬라이딩 간격이 다소 크며, 순간적으로 정체되었다가 전단되므로 불규칙한 진동으로 인하여 가공면이 그다지 좋지 않다
13
강릉원주대학교 자동차공학전공
칩의 형태
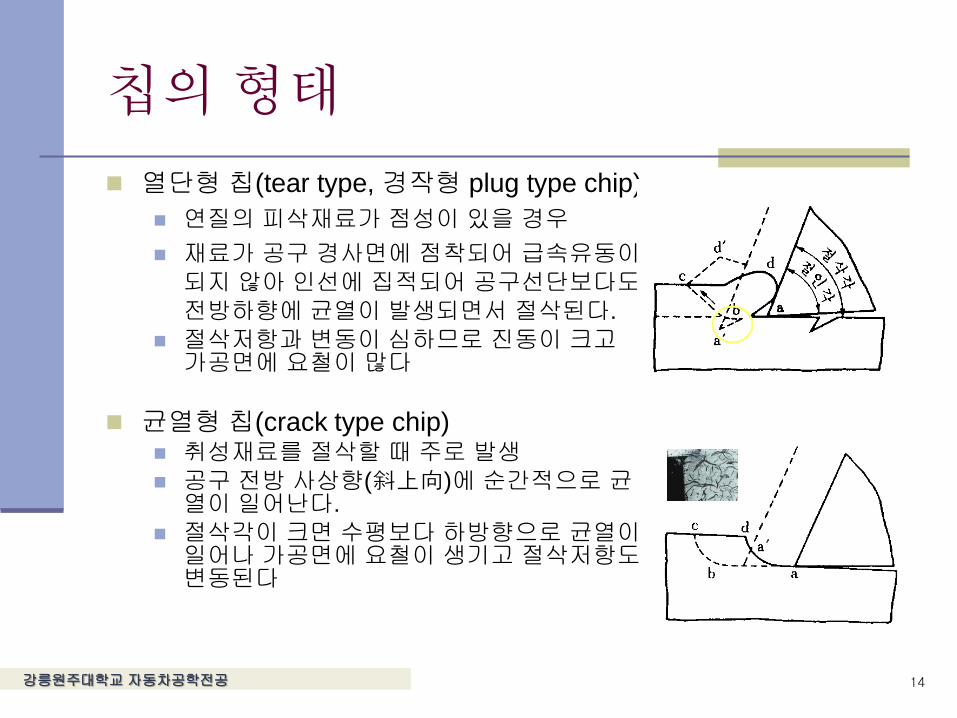
열단형 칩(tear type, 경작형 plug type chip)
연질의 피삭재료가 점성이 있을 경우
재료가 공구 경사면에 점착되어 급속유동이
되지 않아 인선에 집적되어 공구선단보다도
전방하향에 균열이 발생되면서 절삭된다.
절삭저항과 변동이 심하므로 진동이 크고 가공면에 요철이 많다
균열형 칩(crack type chip) 취성재료를 절삭할 때 주로 발생
공구 전방 사상향(斜上向)에 순간적으로 균열이 일어난다.
절삭각이 크면 수평보다 하방향으로 균열이 일어나 가공면에 요철이 생기고 절삭저항도 변동된다
14

강릉원주대학교 자동차공학전공
절삭조건에 따른 칩의 형태 변화
15
절삭조건과 칩의 상태
절삭조건과 칩 형상

강릉원주대학교 자동차공학전공
구성인선(built-up edge)
정의
연강, 스테인레스강, 알루미늄과 같은 연질의 재료를 절삭할
때, 칩의 일부가 절삭력과 절삭열(고온고압)에 의하여 절삭날
끝에 융착 또는 압착된 것
16
built-up edge가 없는 연속형 칩 built-up edge를 갖는 연속형 칩
강릉원주대학교 자동차공학전공
구성인선(built-up edge)
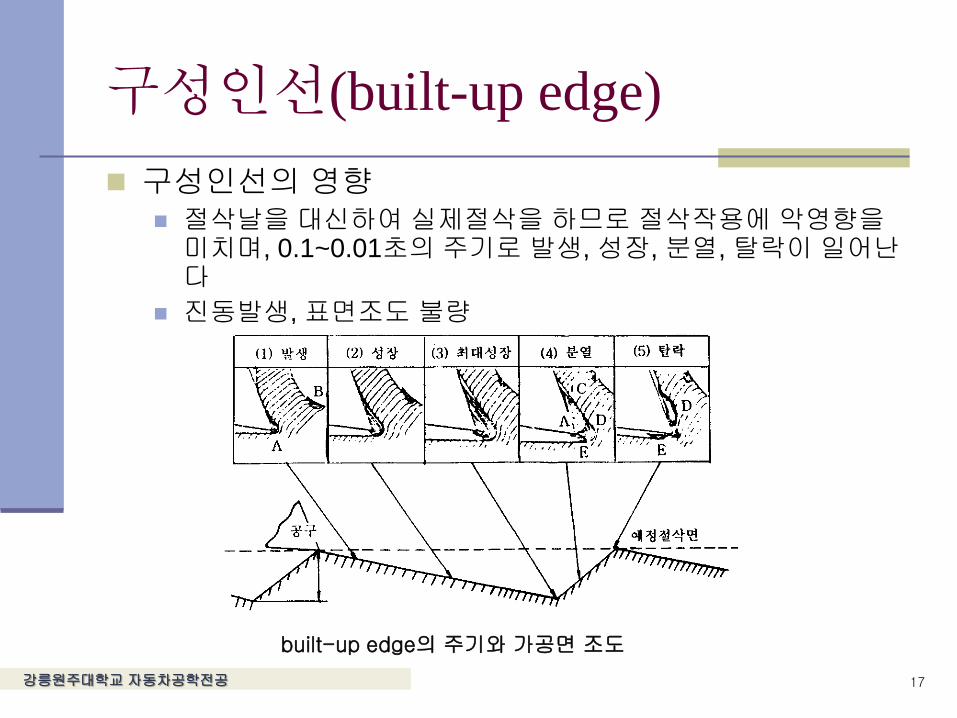
구성인선의 영향 절삭날을 대신하여 실제절삭을 하므로 절삭작용에 악영향을 미치며, 0.1~0.01초의 주기로 발생, 성장, 분열, 탈락이 일어난다
진동발생, 표면조도 불량
17
built-up edge의 주기와 가공면 조도
강릉원주대학교 자동차공학전공
B.U.E.
18

강릉원주대학교 자동차공학전공
구성인선(built-up edge)
구성인선 발생 억제 방법 칩과 바이트 사이의 윤활을 완전하게 할 것
절삭속도를 크게 할 것(120 – 150 m/min 이상)
경사각을 크게 할 것(30도 이상)
절삭깊이를 작게 할 것
공구의 인선을 예리하게 할 것
구성인선을 이용한 절삭 구성인선은 경사각을 크게 하므로 절삭저항을 감소시키고, 공구 날을 구성인선으로 보호하여 공구 수명이 연장됨
이러한 효과를 이용하여 절삭 : 은백 절삭법
19
강릉원주대학교 자동차공학전공
공작기계의 기본운동
(Motion of machine tools)
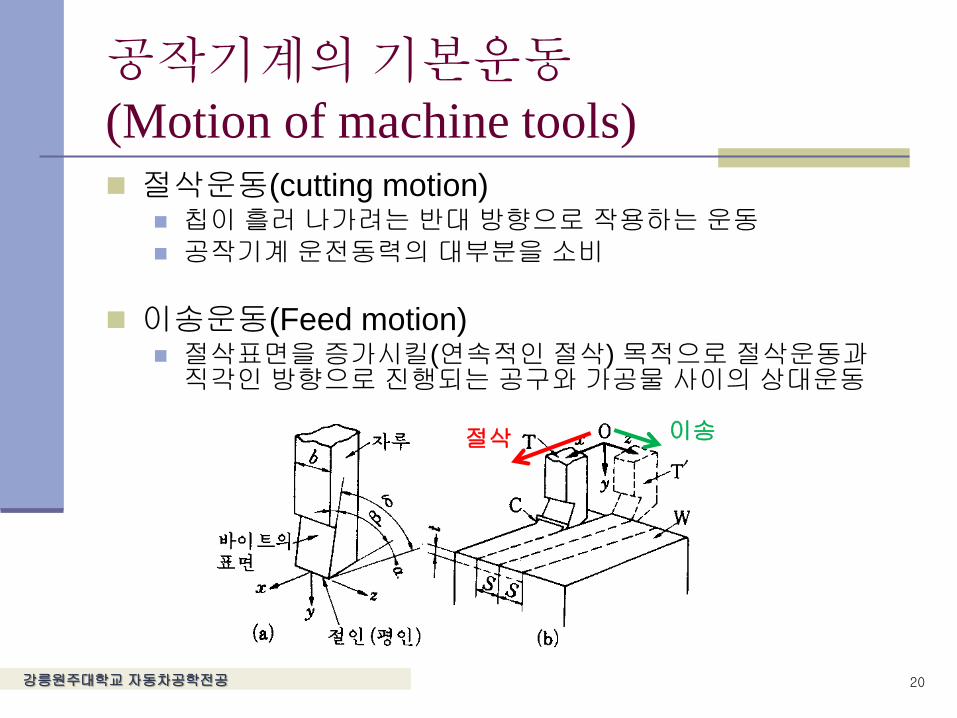
절삭운동(cutting motion) 칩이 흘러 나가려는 반대 방향으로 작용하는 운동
공작기계 운전동력의 대부분을 소비
이송운동(Feed motion) 절삭표면을 증가시킬(연속적인 절삭) 목적으로 절삭운동과 직각인 방향으로 진행되는 공구와 가공물 사이의 상대운동
20
절삭 이송
강릉원주대학교 자동차공학전공
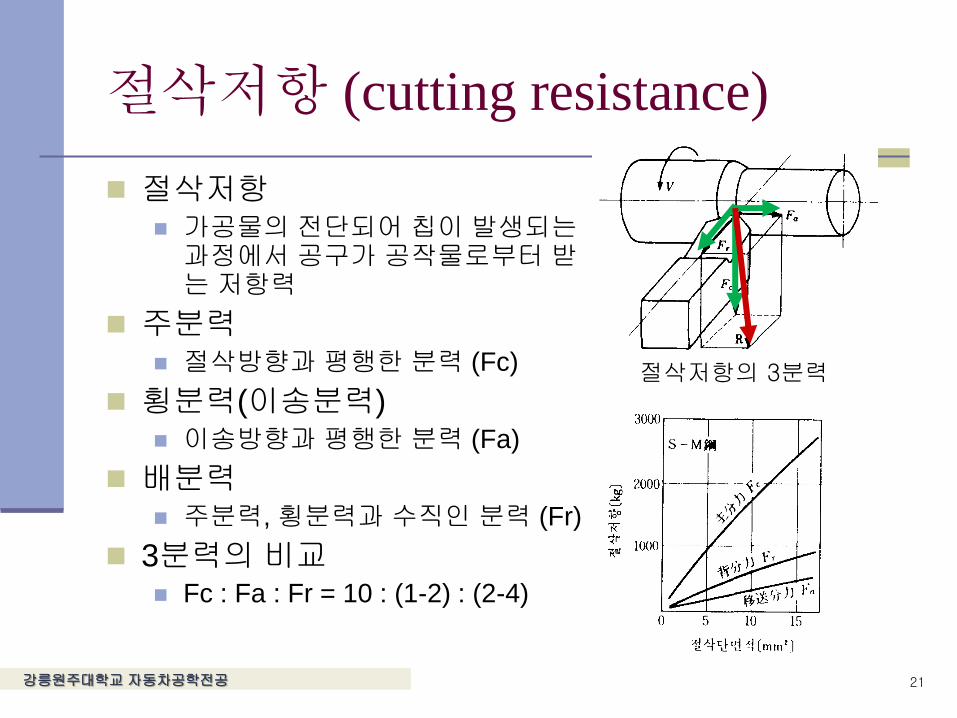
절삭저항 (cutting resistance)
절삭저항 가공물의 전단되어 칩이 발생되는 과정에서 공구가 공작물로부터 받는 저항력
주분력 절삭방향과 평행한 분력 (Fc)
횡분력(이송분력) 이송방향과 평행한 분력 (Fa)
배분력 주분력, 횡분력과 수직인 분력 (Fr)
3분력의 비교 Fc : Fa : Fr = 10 : (1-2) : (2-4)
21
절삭저항의 3분력
강릉원주대학교 자동차공학전공
공구재료와 절삭특성
(Cutting too materials)
구비조건
고온 경도(hot hardness)가 높을 것
내마모성(wear resistance)이 클 것
강인성(toughness)이 클 것
마찰계수가 작을 것
저렴할 것
조형(造形)이 용이할 것
22

강릉원주대학교 자동차공학전공
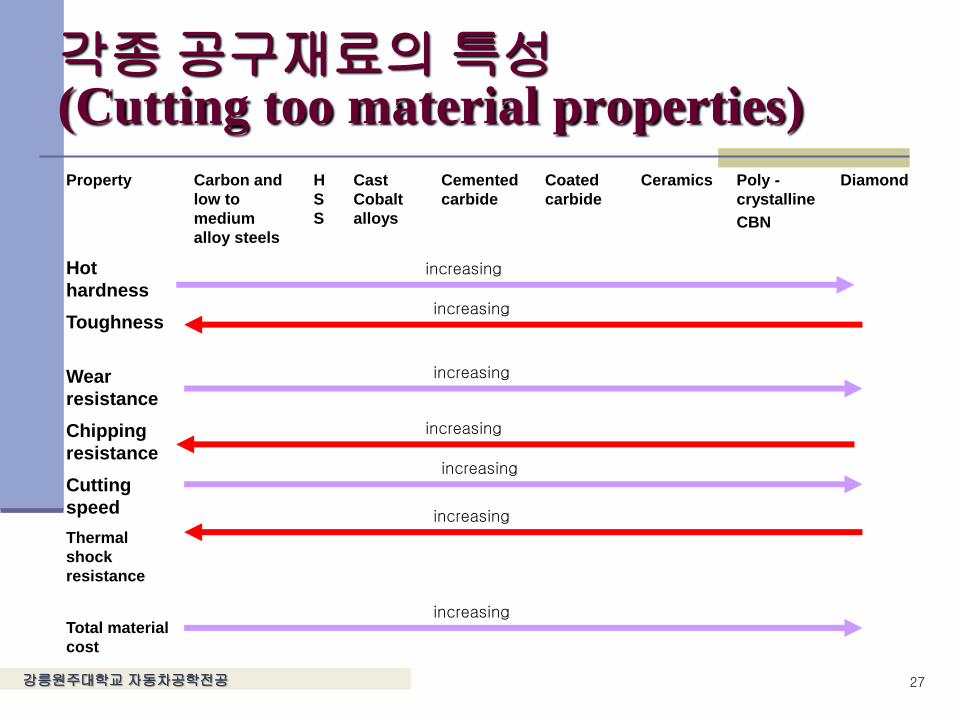
각종 공구재료의 특성
(Cutting too material properties)
23
강릉원주대학교 자동차공학전공
절삭공구 재료
(Cutting too materials)
공구강 (tool steel) 탄소 공구강(carbon tool steel)
탄소함유량이 0.6 ~ 1.5%인 고탄소강을 담금질한 후, 뜨임하여 하여 경도, 강도, 강성을 크게 한 후 공구로 사용
연강재료의 저속절삭, 300℃이하의 절삭에 사용.
합금 공구강(alloyed tool steel, 특수 공구강) W-강, W-Cr강, Cr강 등을 주로 사용
탄소강보다 절삭성능이 좋고, 내마멸성과 고온 경도가 높다
450 ℃ 정도까지 경도를 유지한다.
고속도강(high speed steel) W, Cr, V, Mo 등을 함유하는 합금강
합금공구강에 비하여 높은 온도에서 절삭성능이 뛰어나며 600 ℃까지 경도를 유지
탄소공구강에 비하여 2배의 절삭속도로 가공할 수 있다.
24

강릉원주대학교 자동차공학전공
절삭공구 재료
(Cutting too materials)
스텔라이트(stelite) 주조 경질합금(cast hard metal)으로서, 고온경도와 내마모성이 우수하여 고속도강보다 고속절삭을 할 수 있다.
초경합금 소결(탄화) 경질합금(sintered hard metal)으로서, 경질 탄화물의 분말을 Co 또는 Ni을 결합제로 하여 1400 ℃이상에서 소결
취성이 있고 연삭이 곤란하나 탄소 공구강 및 고속도강보다 고온에서 사용할 수 있다.
25
강릉원주대학교 자동차공학전공
절삭공구 재료
(Cutting too materials)
세라믹 공구(ceramic tool)
산화알루미늄 등의 미분말에 Si, 및 Mg 등의 산화물을 첨가제로 넣고 소결
초경합금보다 높은 속도로 절삭할 수 있으나 취약하므로 완성가공에 사용되며 중절삭에는 파손되기
쉽다.
다이아몬드 공구(diamond)
재료 중 가장 경도가 높고, 내마멸성이 크며 절삭속도가 크고 능률적
비철금속의 정밀절삭에 주로 사용
26
강릉원주대학교 자동차공학전공 27
Property Carbon and
low to
medium
alloy steels
H
S
S
Cast
Cobalt
alloys
Cemented
carbide
Coated
carbide
Ceramics Poly -
crystalline
CBN
Diamond
Hot
hardness
Toughness
Wear
resistance
Chipping
resistance
Cutting
speed
Thermal
shock
resistance
Total material
cost
increasing
increasing
increasing
increasing
increasing
increasing
increasing
각종 공구재료의 특성 (Cutting too material properties)

강릉원주대학교 자동차공학전공 28
Property Carbon
and low
to
medium
alloy
steels
HSS Cast
Cobalt
alloys
Cemented
carbide
Coated
carbide
Ceramic
s
Poly -
crystalline
CBN
Diamond
Depth of
cut
Light to
medium
Light to
heavy
Light to
heavy
Light to
heavy
Light to
heavy
Light to
heavy
Light to
heavy
Very light
for single
crystal
Finish
Obtainable
Rough Rough Rough Good Good Very
good
Very good excellent
Method of
processing
Wrought Wrought,
cast, HIP,
sintering
Cast,
HIP and
sintering
Cold
pressing
and
sintering
CVD Cold
pressing
and
sintering
High
pressure
and high
temp.
sintering
High
pressure
and high
temp
sintering
Fabrication Machining
and
grinding
Machining
and
grinding
Grinding Grinding Grinding Grinding Grinding
and
polishing
Grinding
and
polishing
각종 공구재료의 특성 (Cutting too material properties)

강릉원주대학교 자동차공학전공
공구마모(Tool wear)
경사면 마모(crater 마모) 경화된 칩이 공구면을 유동하여 일어나는 공구면의 마모
여유면 마모(flank 마모) 가공면에 평행한 공구 flank의 마모
결손(chipping) 공구의 인선부가 미세하게 파손되어 탈락하는 현상
29
공구의 마모 영역
크레이터 마모
크레이터 마모로 나타나는 절삭날 결함
치핑
강릉원주대학교 자동차공학전공
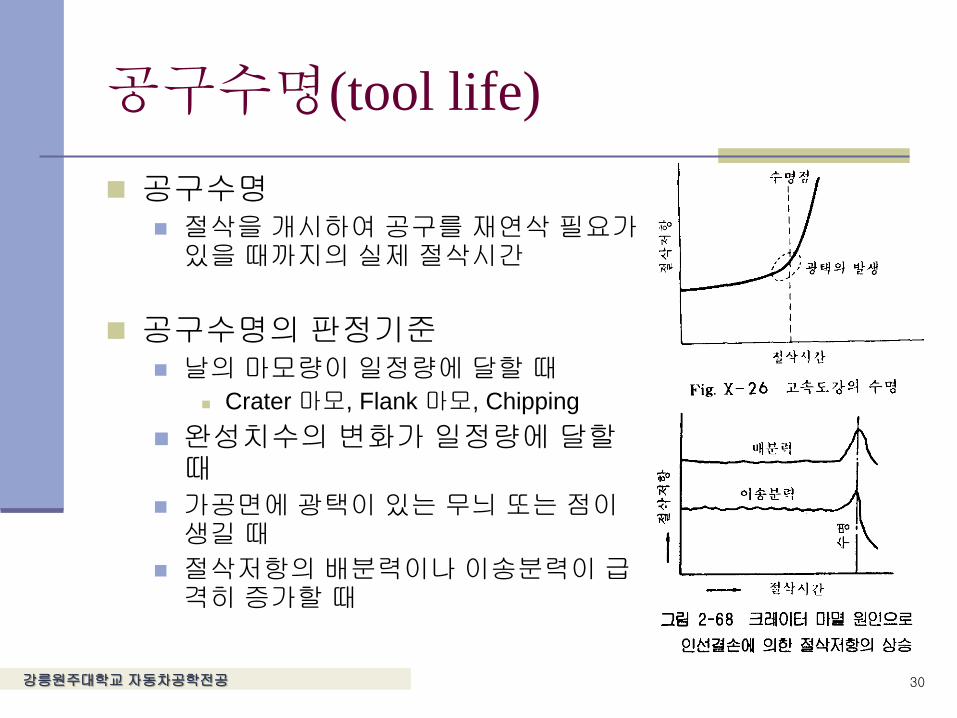
공구수명(tool life)
공구수명 절삭을 개시하여 공구를 재연삭 필요가 있을 때까지의 실제 절삭시간
공구수명의 판정기준 날의 마모량이 일정량에 달할 때
Crater 마모, Flank 마모, Chipping
완성치수의 변화가 일정량에 달할 때
가공면에 광택이 있는 무늬 또는 점이 생길 때
절삭저항의 배분력이나 이송분력이 급격히 증가할 때
30
강릉원주대학교 자동차공학전공
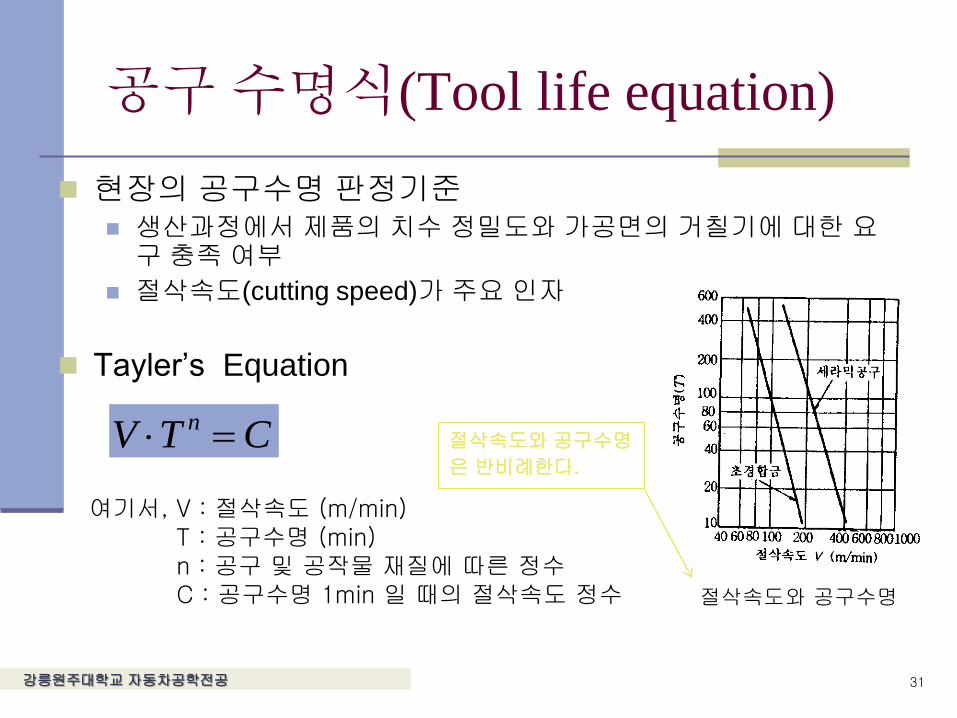
공구 수명식(Tool life equation)
현장의 공구수명 판정기준 생산과정에서 제품의 치수 정밀도와 가공면의 거칠기에 대한 요구 충족 여부
절삭속도(cutting speed)가 주요 인자
Tayler’s Equation
31
CTV n
여기서, V : 절삭속도 (m/min) T : 공구수명 (min) n : 공구 및 공작물 재질에 따른 정수 C : 공구수명 1min 일 때의 절삭속도 정수 절삭속도와 공구수명
절삭속도와 공구수명
은 반비례한다.

강릉원주대학교 자동차공학전공
절삭유제
절삭액 ?
절삭을 수행할 때 칩의 생성부에 주입하는 액체
공구와 공작물 사이의 마찰계수가 클 때
전단각이 작게 되고, 칩의 변형에 소요되는 절삭동력이 크게 된다.
칩은 전단형, 열단형, 균열형으로 되기 쉽다.
공구에 작용하는 압력이 크게 되므로 구성인선이
생기기 쉽고, 다듬면이 불량하게 된다.
절삭온도가 높게 되므로 공구의 수명이 짧아진다.
32

강릉원주대학교 자동차공학전공
절삭유제의 작용과 구비조건
절삭유제의 작용 절삭날 구역의 온도구배를 일정하게 하여 공구수명 연장
피삭제의 열변형을 감소시킨다
가공면의 표면조도를 양호하게 한다
칩의 배출을 용이하게 하여 구성인선을 방지
가공면의 산화 방지
소비동력 감소
구비조건 마찰계수가 적을 것
유막의 내압력이 높을 것(유성이 크다)
절삭유의 표면장력이 적고 칩의 생성부까지 잘 침투할 것
33