Embed Size (px)
Citation preview

固形製剤への連続生産適用に関する取り組み
ラトガース大学とのジョイント講演会
土肥優史
主管研究員
アステラス製薬株式会社 製剤研究所 プロセス設計研究室
2018年12月13日

AGENDA 2
I 連続生産の概要
II
III
IV
二軸造粒(TSG)に関する
基礎検討
連続生産システム構築の留
意点
まとめ

Ⅰ 連続生産の概要

連続プロセスとバッチプロセス 4
バッチプロセス連続プロセス
原料の供給,加工,排出が別々に起きる。(工程例)攪拌造粒,流動層造粒,混合
原料の供給,加工,排出が同時的に起きる。(工程例)乾式造粒,打錠,カプセル充てん
Time-based scale-up Volume-based scale-up

工程ごとの比較 5
供給 造粒・乾燥 混合 打錠・FC
定量供給機
規定量秤量乾燥後中間体として取り出し
乾燥後取り出さずに混合工程へ
混合後中間体として取り出し
混合後取り出さずに打錠ホッパーへ
打錠は連続FCはバッチ製造
バッチ生産
連続生産
打錠は連続FCはバッチ or 連続

6
1.製剤開発・技術移管の効率化 早い治験薬供給
処方プロセス設計=生産立ち上げ
S-up起因の品質・安定性変化最小化
=安定性評価期間短縮
効率的な工程最適化検討
4.コスト削減 少ない設置面積
少ない投資コスト
(初期投資は必要)
省要員
省在庫
省原薬使用量(40%以下)
3.品質 工程理解の推進(QbD)
→工程の早期完成/堅牢化
PATによるリアルタイム品質管理
逸脱品の排除による工程の安定化
開発時と生産時のデータ比較が容易
(スケールバイアス無し)
2.フレキシビリティ 柔軟なバッチサイズ
柔軟な物量対応
連続生産の利点
青: 開発中ベネフィット, 黒: 商用生産時ベネフィット

連続生産システム構築におけるポイント 7
バッチプロセスを連続プロセスへ
Flow
Plug
Integration
バッチプロセスを小バッチ自動化プロセスへ
次工程へ自動的につなぎ,全体を統合し,品質を保証

8
小バッチ自動化流動層乾燥
小バッチ自動化リボン混合
バッチ生産ライン
流動層造粒
コンテナ混合
ロータリー打錠
マニュアル秤量 定量供給
コーミル整粒
流動層乾燥
連続湿式造粒(二軸造粒)
コーミル整粒
ロータリー打錠
連続生産ラインFlow化
Integration
Flow化
Integration
Plug化
Integration
Integration
Plug化
Integration
PAT
PAT
PAT
PAT
連続生産システムの基本フロー
本講演では二軸造粒に関する基礎データ及びシステム構築時の留意点を説明する。

*TSG:Twin Screw Granulator
Ⅱ 二軸造粒(TSG)に関する 基礎検討

Ⅱ-1 プラセボによる基礎検討 10
造粒物
液
粉
連続供給
造粒
乾燥
袋混合
二軸湿式造粒
流動層乾燥
袋混合
打錠
整粒
処方,製造方法の観点でプラセボを用いた基礎検討を実施。
評価項目:二軸造粒の製造性,整粒後 粒子径,素錠の硬度/崩壊時間 等

Ⅱ-1-1 処方検討 11
処方成分量(mg) ① ② ③ ④ ⑤ ⑥ ⑦ ⑧
乳糖 154.8 136.8 118.8 ― 154.8 154.8 ― ―D-マンニトール ― ― ― 154.8 ― ― 136.8 118.8
結晶セルロース(MCC) ― 18.0 36.0 ― ― ― 18.0 36.0ヒドロキシプロピルセルロース
(HPC-L) 5.4 5.4 5.4 5.4 ― ― 5.4 5.4
ヒドロキシプロピルメチルセルロース(HPMC)
― ― ― ― 5.4 ― ― ―
ポリビニルピロリドン(PVP) ― ― ― ― ― 5.4 ― ―
(造粒部 Total) 160.2低置換度ヒドロキシプロピル
セルロース(L-HPC)18.0
ステアリン酸マグネシウム 1.8(素錠部 Total) 180 (杵:8mmΦ)
賦形剤/結合剤種類,結合液(水)量の影響を評価した。

二軸造粒の製造性と整粒品の特性まとめ 12
結合液(水)供給速度(粉体供給速度に対する速度比率),%
5 10 15 20 25 30 40
① 乳糖, HPC-L ○ ○ ○ - - - -
② 乳糖, HPC-L, MCC 10% × ○ ○ ○ ○ × -
③ 乳糖, HPC-L, MCC 20% × × ○ ○ 〇 ○ ○
④ D-マンニトール, HPC-L ○ ○ ○ × - - -
⑦ D-マンニトール,HPC-L, MCC 10% ○ ○ ○ ○ - - -
⑧ D-マンニトール,HPC-L, MCC 20% ○ ○ ○ ○ ○ - -
⑤ 乳糖, HPMC ○ ○ × - - - -
⑥ 乳糖, PVP ○ ○ ○ × - - -
製造可能 〇製造不可(ペースト)×
整粒品細末20%以上 ×

賦形剤種類,MCC処方量が粒度分布に与える影響 13
01020304050
850µm on
500µm on
355µm on
250µm on
180µm on
150µm on
106µm on
75µm on
75µm pass
重量
割合
(%) 0% MCC (5%)
10% MCC(5%)20% MCC(5%)
0
10
20
30
40
50850µm
on
500µm on
355µm on
250µm on
180µm on
150µm on
106µm on
75µm on
75µm pass
重量
割合
(%)
0% MCC(15%)10% MCC(15%)20% MCC(15%)
乳糖ベース処方
D-マンニトールベース処方
01020304050
850µm on
500µm on
355µm on
250µm on
180µm on
150µm on
106µm on
75µm on
75µm pass
重量割合
(%) 0% MCC(5%)
10% MCC(5%)20% MCC(5%)
01020304050
850µm on
500µm on
355µm on
250µm on
180µm on
150µm on
106µm on
75µm on
75µm pass
重量
割合
(%) 0% MCC(15%)
10%MCC (15%)20% MCC(15%)
マンニトールのほうが造粒が進みやすい。乳糖処方ではMCCが多いと細末が多くなる。
*()内は結合液の割合を示す

結合剤の種類が粒度分布に与える影響 14
0
10
20
30
40
850µm on
500µm on
355µm on
250µm on
180µm on
150µm on
106µm on
75µm on
75µm pass
重量
割合
(%)
処方1(HPC‐L)
処方5(HPMC)
処方6(PVP)
0
10
20
30
40
850µm on
500µm on
355µm on
250µm on
180µm on
150µm on
106µm on
75µm on
75µm pass
重量
割合
(%)
液添加(5%) 液添加(10%)
粉添加(5%) 粉添加(10%)
PVP>HPC-L>HPMCの順に造粒性が良い。 HPMCではあまり造粒が進まず,粉添加・液添加の影響は小さい。
**()内は結合液の割合を示す
結合剤種類の影響
*乳糖ベース処方,結合液割合:5%
HPMC(液添加 vs 粉添加)* **

打錠品特性値 15
打圧を上げることで硬度は上昇するが、崩壊とのバランスには注意が必要。結合液が多すぎると崩壊時間遅延傾向あり。
処方① 処方③処方② 処方⑥ 処方⑦ 処方⑧処方④ 処方⑤
**()内は結合液の割合を示す

Ⅱ-1-2 製造法検討 16
湿塊物orque
結合剤の添加方法
バレル温度
軸回転速度
粉供給速度
結合水添加速度軸配置(造粒エレメント数,パドル角度)
結合液(水)温度
整粒条件
二軸造粒における製造パラメータが顆粒特性に及ぼす影響を調査した。
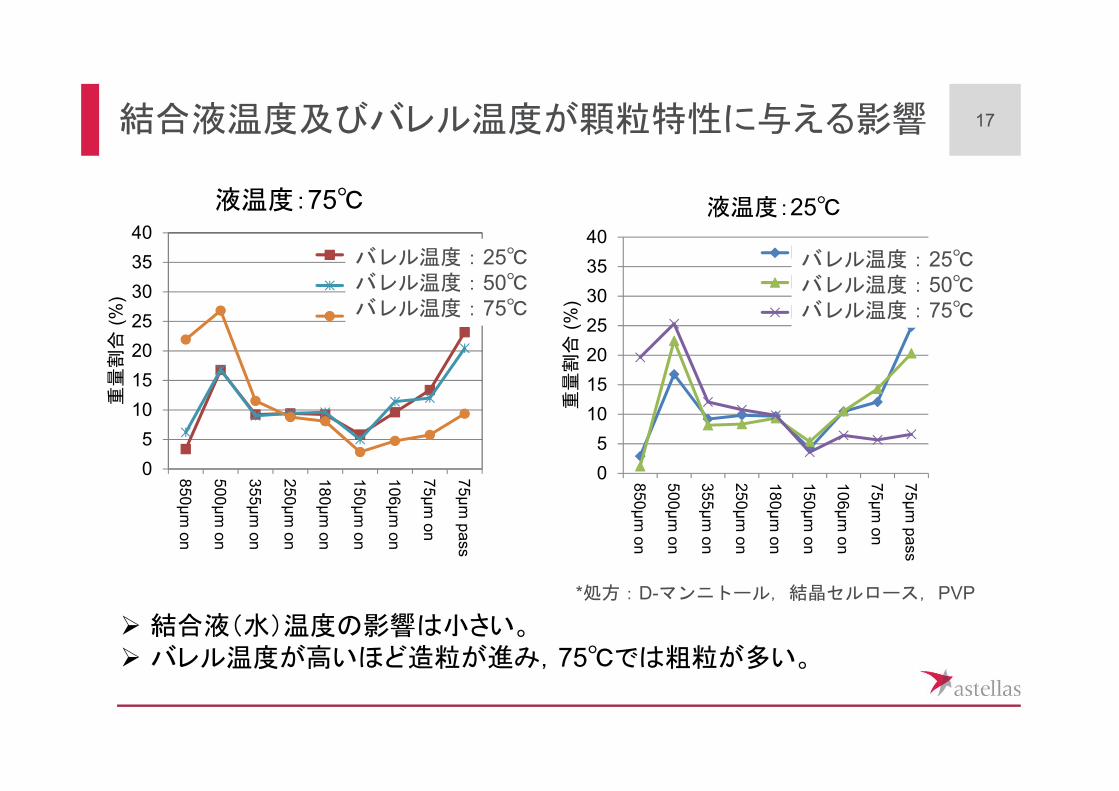
結合液温度及びバレル温度が顆粒特性に与える影響 17
液温度:25℃
結合液(水)温度の影響は小さい。 バレル温度が高いほど造粒が進み,75℃では粗粒が多い。
*処方:D-マンニトール,結晶セルロース,PVP
液温度:75℃
05
10152025303540
850µm on
500µm on
355µm on
250µm on
180µm on
150µm on
106µm on
75µm on
75µm pass
重量
割合
(%)
HL-1575umHM-1575umHH-1575um
バレル温度:25℃バレル温度:50℃バレル温度:75℃
05
10152025303540
850µm on
500µm on
355µm on
250µm on
180µm on
150µm on
106µm on
75µm on
75µm pass
重量
割合
(%)
LL-1575umLM-1575umLH-1575um
バレル温度:25℃バレル温度:50℃バレル温度:75℃

軸回転速度,粉供給速度の影響 18
粉供給速度,軸回転速度が遅い程、顆粒の滞留時間は長くなる。 本処方では顆粒特性に及ぼす影響は小さい。
条件 HH LH HL LL
軸速度(rpm) 850 425 850 425
粉供給速度(kg/hr) 25 25 12.5 12.5*処方:D-マンニトール,結晶セルロース,HPC-L
0
10
20
30
40
HH LH HL LL
平均
滞留
時間
(秒
)
平均滞留時間
010203040506070
1000
μm o
n
710μ
m o
n
500μ
m o
n
355μ
m o
n
250μ
m o
n
180μ
m o
n
125μ
m o
n
90μm
on
90μm
pas
s
重量
割合
(%)
粒度分布
HHLHHLLL

小括:プラセボ検討のまとめ 19
処方 考察
賦形剤(乳糖,D-マンニトール,MCC)
D-マンニトールのほうが乳糖に比べて造粒は進みやすい。MCC添加で結合剤水量のアローアンスが広がるが,20%を越えると微粉増加。
結合剤(HPC-L,HPMC,PVP) PVPはHPMC,HPCに比べて微粉を抑えて造粒可能(溶解速度の差)。
製造条件 考察
結合水添加量増加に伴い粒径増大(微粉減少)し,空隙率,比容積も上昇。ペースト化するため上限あり。処方により許容される水分幅は変わる。
結合剤添加方法 検討した処方では粉添加・液添加による影響は小さかった。
バレル温度 75℃まであげると粗大粒が多くなる (~50℃までは影響小さい)
軸配置(造粒エレメント数,パドル角度)
12枚から16枚へエレメント数を増加させると粗大粒低下,微粉増加。パドル角度は詰りに影響したが,詰まらない状態では顆粒特性値に顕著な違いなし。
軸回転速度 軸回転速度,粉供給速度が遅いほど,滞留時間は長くなった。顆粒特性に及ぼす影響は小さかった。粉供給速度
処方
製造方法

Ⅱ-2 アクティブへの適用事例 20
処方A:内末,外末に崩壊剤を加え,結合剤はHPC微粉グレード。処方B:内末に崩壊剤を加え,結合剤はHPC通常グレード。
処方成分 FBG TSG 処方A TSG 処方B主薬* ① ① ①
D-マンニトール ② ② ②
低置換度ヒドロキシプロピルセルロース(L-HPC) ③ ③ ③×2ヒドロキシプロピルセルロース(HPC-L) ④
ヒドロキシプロピルセルロース(HPC-SSL-SFP) ④
ヒドロキシプロピルセルロース(HPC-SSL) ④
結晶セルロース(MCC) ⑤ ⑤ ⑤
低置換度ヒドロキシプロピルセルロース(L-HPC) ⑥ ⑥
ステアリン酸マグネシウム ⑦ ⑦ ⑦
OPADRY ⑧ ⑧ ⑧
フィルムコーティング錠 Total 139.0 mg 139.0 mg 139.0 mg
流動層造粒(FBG)と二軸造粒(TSG)で比較
*原薬の溶解度:JP1 (pH1.2)=>100 μM, JP2 (pH6.8)=19.8μM

二軸造粒品と流動層造粒品の粒度比較 21
二軸造粒では両処方ともにブロードな粒度分布を示し,流動層造粒品は一峰性の粒度分布を示した。
0
10
20
30
40
50
60
850
μm o
n
500
μm o
n
355
μm o
n
250
μm o
n
180
μm o
n
150
μm o
n
106
μm o
n
75 μ
m o
n
75 μ
m p
ass
重量割合(
%)
FBGTSG 処方ATSG 処方B
*結合水添加量処方A:12.5%処方B:17.5%

結合液(水)量と粒度分布の関係 22
両処方とも結合液(水)の割合を増大させるにつれて微粉の減少,粗大粒の増加が認められた。
0
10
20
30
40
5085
0 μm
on
500
μm o
n
355
μm o
n
250
μm o
n
180
μm o
n
150
μm o
n
106
μm o
n
75 μ
m o
n
75 μ
m p
ass
重量割合(%)
TSG 処方A
7.5%
10%
12.5%
15%
0
5
10
15
20
25
30
35
850
μm o
n
500
μm o
n
355
μm o
n
250
μm o
n
180
μm o
n
150
μm o
n
106
μm o
n
75 μ
m o
n
75 μ
m p
ass
重量割合(%)
TSG 処方B
15%17.5%20%22.5%
結合液割合
結合液割合

打錠品の特性値 23
二軸造粒品では流動層造粒品に比べて圧縮成形性は悪いが,十分な硬度が得られた(50 N以上,錠剤径 7mm)。顆粒の比容積の違いに起因している。
405060708090
100110120
0 5 10 15
硬度
(N)
打圧(kN)
TSG-処方ATSG-処方BFBG
項目TSG-処方A
TSG-処方B FBG
摩損度(%)(1000回転)
0.40 0.40 0.24
含量均一性(%)
平均 99.6 98.5 99.2
RSD 1.4 1.2 1.4
判定値 3.2 3.0 3.3
圧縮成形性の比較 打錠品特性

溶出性の比較(0.1N HCl) 24
FBG
*パドル法,50rpm, 試験液:0.1 N HCl 二軸造粒品,流動層造粒品ともに酸性液では15分値90%以上の結果が得られた。
TSG
0
20
40
60
80
100
0 5 10 15 20 25 30
溶出
率(
%)
時間(分)
処方A
処方B
0
20
40
60
80
100
0 5 10 15 20 25 30溶
出率
(%)
時間(分)
FBG

中性試験液における溶出性 25
USP pH4.5 USP pH6.8
中性試験液において,二軸造粒品では溶出遅延が認められた。→本原薬は中性試験液において濡れ性が悪い。二軸造粒品では濡れ性の改善が十分でないと考察された。
*パドル法,50rpm
0
20
40
60
80
100
0 15 30 45 60
溶出
率(
%)
時間(分)
TSG 処方ATSG 処方BFBG
0
20
40
60
80
100
0 15 30 45 60溶
出率
(%)
時間(分)
TSG 処方ATSG 処方BFBG

粒度別溶出 26
Passの分画で溶出遅延が認められ,造粒が不十分な細末は濡れ性の改善が不十分だと考えられた(FBGに比べて造粒品質のバラつきが生じている)。
*パドル法,50rpm→120分時点で250rpmに変更。試験液: USP 6.8
0
20
40
60
80
100
0 30 60 90 120
溶出
率(
%)
時間(分)
TSG 処方A
500 um on250 um on150 um on75 um onpass
0
20
40
60
80
100
0 30 60 90 120
溶出
率(
%)
時間(分)
TSG 処方B
500 um on250 um on150 um on75 um onpass

小括:アクティブ検討のまとめ 27
項目 TSG 処方A TSG 処方B FBG
粒度分布 高速撹拌造粒に類似 一峰性
造粒液量 10~12.5% 15~20%
乾燥時間 3.5~8.5 min 7~11.5 min
混合均一性 RSD<2.5
比容積 (loose) ≈1.8 ≈1.9 ≈2.6
硬度 >50N
摩損度 (1000 r) <1%
崩壊 7.5-10 min 4.8-7.3 min
含量均一性 AV<4
溶出性 酸性液(0.1 N HCl)では15分値90%以上中性試験液ではTSG品に遅延傾向あり
二軸造粒品でも製品への適用は可能。ただ流動層造粒に比べて造粒時間が短く,顆粒特性が品質に影響を及ぼす場合もあるので,化合物特性を見ながら適用可否を判断する必要がある(開発途中で製造方法を変える場合も注意が必要)。

Ⅲ 連続生産システム構築の留意点

連続生産システム構築におけるポイント 29
バッチプロセスを連続プロセスへ
Flow
Plug
Integration
バッチプロセスを小バッチ自動化プロセスへ
次工程へ自動的につなぎ,全体を統合し,品質を保証

連続生産システム事例 30
原料レシーバ・定量供給
造粒前リボン混合
定量供給二軸造粒
ホッパー
6連式流動層乾燥
コーミル整粒
検量・後添加・リボン混合
ロータリー打錠
PATID, 混合均一性
PAT素錠含量
滑択剤添加・リボン混合
1 kg/plug1 kg/plug
1 kg/plug
PAT混合均一性
PAT乾燥後水分粒度分布
1 kg/plug
Plug Plug
Plug
Plug
Flow
PATを用いた良品・不良品判定と排除システム
Plug毎の帳簿など,Data integrity・GMPに適した記録類を整備

Flow式とPlug式の比較事例(造粒品と後末の混合)31
Flow式 Plug式二軸造粒品
(粒度二峰性)
定量供給機
粒度の小さい造粒品から切り出されてしまう偏析リスク有
定量供給機(外末)
Plug顆粒が一括排出
切り出し供給機(外末)
二峰性の造粒品をPlug内で一括混合可能

バッチ生産と連続生産(セミ連続・フル連続)のシステム比較 32
セミ連続,フル連続それぞれの特徴を把握しながら,PAT,排除システムを構築する必要がある。
方式 バッチセミ連続
Plug含むフル連続全てFlow
工程トラブル時の他工程への影響 小 小 大
逸脱品の範囲特定 易 易 難
制御システムの複雑性・難易度 実現済要RT制御一部統一化
要RT制御要統一化
スタートアップ時のロス(小量への適用性)
小 小~中 大
工程をまたいだリアルタイム制御 不可 不可 可
S-up難易度高
(量的)低
(時間的)低
(時間的)
開発時の製品理解コスト(特に大スケールでの原薬・工数)
高 低 低

Ⅴ まとめ

まとめ 34
連続プロセスに関し,その利点及びプロセス構築において留意すべき点(Plug,Flow,Integration)の基礎的な考えを示した。
二軸造粒に関して,プラセボを用いた処方・製造条件の検討を行い,その特徴を理解した。アクティブを用いた検討の実例を示したが,実用に向けては既存造粒法との違いや品質特性の違いを考慮する必要がある。
連続生産システム構築においてはPlugタイプとFlowタイプの特性を理解した上でプロセスに組み込み,重要品質のPATモニタリング,排除システムを構築する必要がある。





























