Embed Size (px)
Citation preview

Dynamic Tensile Characteristics of
TRIP-type and DP-type Sheets for an Auto-body
Seokbong Kim1,a, Hoon Huh1,b, Sungho Park2,c and Jiho Lim2,d 1Department of Mechanical Engineering, Korea Advanced Institute of Science and Technology,
Science Town, Daejeon, 305-701, Korea
2POSCO Technical Research Laboratories, Gumho-dong, Gwangyang-si,
Jeollanam-do, 545-090, Korea
Keywords: TRIP-type sheets, DP-type sheets, Strain rate, Dynamic tensile characteristics, Pre-strain effect.
Abstract. This paper investigates the dynamic tensile characteristics of TRIP600, TRIP800, DP600
and DP800 at the range of strain rate from 0.003 to 200/s. The tensile test acquires stress−strain curves
and the strain rate sensitivity of each material. Experimental results show two important aspects for
TRIP-type and DP-type sheets quantitatively: the flow stress increases as the strain rate increases; the
elongation is not a monotonic function of the strain rate and increases at the same level of the strain
rate even when the strain rate increases.
In order to investigate the pre-strain effect for two types of metals at the high strain rate, TRIP600
and DP600 were elongated with the pre-strain of 5 and 10% at the strain rate of 0.003/s. Then,
dynamic tensile tests were carried out at the strain rate of 0.003, 1, 10 and 100/s. The results
demonstrate that the material properties of TRIP600 and DP600 are noticeably influenced by the
pre-strain when the strain rate was over 1/s. The ultimate tensile strength as well as the yield stress
increases due to the pre-strain effect.
Introduction
An important challenging issue in the automotive industry is the light-weight, safe design and
enhancement of crash response of an auto-body structures. This objective leads to increasing adoption
of high strength steel sheets for inner parts of auto-body members. Many researches[1,2] have been
carried out for TRIP (transformation induced plasticity) steels and DP (dual phase) steels that are one
of the high strength steel that satisfies the high strength as well as the high formability. TRIP-type
sheets are composed with ferrite, bainite and austenite phases. And these have the characteristics that
the elongation and the strength increase as the phase of remained austenite transforms into the phase
of martensite during deformation. DP-type sheets are low-carbon steels with soft ferrite and hard
martensite. These two types of sheets have a better formability and elongation than other high strength
steels with the same tensile strength[3].
The dynamic tensile properties of sheet metals in an auto-body are important since the dynamic
behavior of material is different from static behavior and in a real auto-body crash, the range of the
strain rate is several tens to hundreds per second under 500/s[4-7]. Generally the flow stress of sheet
metals increases as the strain rate increases. The dynamic behavior of sheet metals must be examined
to ensure the crash characteristics of an auto-body member with the numerical analysis[8,9]. An
appropriate experimental method has not been standardized yet and needs to be developed to acquire
the material properties at the intermediate strain rate ranged from 1 to 500/s.
Most auto-body members are fabricated through sheet metal forming processes. During these
processes the forming history such as pre-strain occurs in sheet metals. And this pre-strain will affect
the dynamic tensile properties of sheet metals when car crash occurs at high strain rates. Although
many experimental results inform that the stress−strain relation of pre-strained materials follows that
Key Engineering Materials Vols. 340-341 (2007) pp. 255-262online at http://www.scientific.net© (2007) Trans Tech Publications, Switzerland
All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without thewritten permission of the publisher: Trans Tech Publications Ltd, Switzerland, www.ttp.net. (ID: 143.248.67.232-09/01/07,02:38:24)

of materials obtained without pre-strain effect in a static state[10], the dynamic material properties of
metals are different from the classical conjecture. The material properties considering the pre-strain
effect should be carefully investigated in order to apply it to the design process of auto-body members
[11]. In case of TRIP-type and DP-type sheets, a special investigation is necessary because the
dynamic behavior with the pre-strain effect for these types of sheets are not yet studied.
In this paper, dynamic tensile tests of TRIP-type (TRIP600, TRIP800) and DP-type (DP600,
DP800) steel sheets were performed to obtain the dynamic material properties with respect to the
strain rate which is ranged from 0.003 to 200/s. From these tests the behavior of flow stress and the
change of fracture elongation were investigated with the variation of strain rates. Additionally, to
identify the pre-strain effect of TRIP-type and DP-type sheets, specimens for TRIP600 and DP600
were prepared with the pre-strain of 5 and 10% by tensile elongation with the static state, which could
be equivalent to the plastic strain in sheet metal forming processes. Tensile tests of two steel sheets
are performed at the strain rate of 0.003, 1, 10 and 100/s.
Dynamic Tensile Test
Tensile tests were carried out to obtain the dynamic material properties of TRIP600, TRIP800, DP600
and DP800 provided by POSCO. The high speed material testing machine for the dynamic material
test is shown in Fig. 1. The machine has the maximum stroke velocity of 7800 mm/s with the
maximum displacement of 300 mm. The maximum load for tensile tests is 30 kN with the measuring
instument of the Kistler 9051A piezo-electic type loadcell. The hydraulic unit of 45kW capacity
pressurizes operating fluid with the maximum hydraulic pressure of 300 bar with the flow rate of 240
l/min. Generally, the tensile specimen and the testing method are specified with the regulation of
ASTM, KS and JIS. However, these regulations do not include the high speed tensile testing method
and the dimension of specimens. Therefore, an appropriate high speed tensile testing method and
specimen need to be determined for accurate tensile tests at the intermediate strain rate ranged from 1
to 500/s. In this study, the dimension of specimen was selected from the finite element analysis result
considering the shape factors to induce the uniform deformation[12].
TRIP600, TRIP800, DP600 and DP800 were tested along the rolling direction at the room
temperature of 21°C at the strain rate of 0.003, 0.1, 1, 3, 10, 30, 100 and 200/s. Static tensile tests were
carried out at the strain rate of 0.003/s using the static tensile machine, Instron 5583. Dynamic tensile
tests were carried out at the range of strain rate from 0.1 to 200/s using a high speed material testing
machine developed. From the tensile test, the dynamic material properties such as the flow stress and
the strain rate sensitivity were investigated quantitatively with the variation of strain rate. For the
purpose of research on the pre-strain effect, specimens for TRIP600 and DP600 were prepared with
the pre-strain of 5 and 10% by tensile elongation at the strain rate of 0.003/s at the room temperature.
After this procedure tensile tests were carried out at the strain rate of 0.003, 1, 10 and 100/s at the
room temperature.
(a) (b)
Fig. 1 High speed material testing machine: (a) frame of the machine; (b) hydraulic unit
Engineering Plasticity and Its Applications256

Result of Dynamic Tensile Test
Dynamic tensile characteristics of TRIP-type and DP-type sheets. The material properties of
TRIP-type and DP-type sheets were obtained from the static test as shown in Table 1. Comparing
TRIP-type sheets with DP-type sheets of the similar tensile strength, TRIP600 and TRIP800 have
higher elongation than DP600 and DP800 respectively. The ratio of the yield stress to the tensile
strength is compared to estimate the formability of steel sheets. DP600 has a lower value than
TRIP600 and TRIP800 has better formability than DP800 as shown the value of 0.611. Fig. 2
describes engineering stress–strain curves with the strain rate ranged from 0.003 to 200/s. The flow
stress of each material increases as the strain rate increases. DP-type sheets are more sensitive to the
strain rate than TRIP-type sheets concerning the ultimate tensile strength. This result informs the strain
rate hardening of DP-type sheets is more advantageous than that of TRIP-type sheets because the
strain rate occurs under 500/s in most auto-body crashes. Results show that the slope of the
stress–strain curves of TRIP800 after the onset of yielding is larger than DP800 and vice versa in the
Table 1 Material properties from the static test.
Material Thickness
[mm]
Yield Stress
[MPa]
UTS
[MPa] YS/UTS
Elongation
[%]
TRIP600 1.45 413.5 611.9 0.676 34.0
TRIP800 1.43 480.3 785.8 0.611 25.1
DP600 1.43 422.3 632.3 0.668 26.9
DP800 1.60 555.4 754.9 0.736 19.2
0.0 0.1 0.2 0.3 0.40
200
400
600
800
1000
200 /s
100 /s
30 /s
10 /s
3 /s
1 /s
0.1 /s
0.003 /s
TRIP600
Engin
eering s
tress [M
Pa]
Engineering strain
0.0 0.1 0.2 0.3 0.40
200
400
600
800
1000
200 /s
100 /s
30 /s
10 /s
3 /s
1 /s
0.1 /s
0.003 /s
TRIP800
Engineering strain
Engin
eering s
tress [M
Pa]
(a) (b)
0.0 0.1 0.2 0.3 0.40
200
400
600
800
1000
200 /s
100 /s
30 /s
10 /s
3 /s
1 /s
0.1 /s
0.003 /s
DP600
Engineering strain
Engin
eering s
tress [M
Pa]
0.0 0.1 0.2 0.3 0.40
200
400
600
800
1000
200 /s
100 /s
30 /s
10 /s
3 /s
1 /s
0.1 /s
0.003 /s
DP800
Engineering strain
Engin
eering s
tress [M
Pa]
(c) (d)
Fig. 2 Engineering stress−strain curves of TRIP-type and DP-type sheets with the variation of the
strain rate: (a) TRIP600; (b) TRIP800; (c) DP600; (d) DP800
Key Engineering Materials Vols. 340-341 257

1E-3 0.01 0.1 1 10 1000
200
400
600
800
1000
1200TRIP600
ε=0.2
ε=0.15
ε=0.1
ε=0.05
ε=yield
Tru
e s
tress [M
Pa]
Strain rate [/s]
1E-3 0.01 0.1 1 10 1000
200
400
600
800
1000
1200
ε=0.2
ε=0.15
ε=0.1
ε=0.05
ε=yield
TRIP800
Tru
e s
tress [M
Pa]
Strain rate [/s] (a) (b)
1E-3 0.01 0.1 1 10 1000
200
400
600
800
1000
1200
ε=0.2
ε=0.15
ε=0.1
ε=0.05
ε=yield
DP600
Tru
e s
tress [M
Pa]
Strain rate [/s]
1E-3 0.01 0.1 1 10 1000
200
400
600
800
1000
1200
ε=0.1
ε=0.05
ε=0.025
ε=yield
DP800
Strain rate [/s]
Tru
e s
tress [M
Pa]
(c) (d)
Fig. 3 Strain rate sensitivity curves with the variation of strain: (a) TRIP600; (b) TRIP800; (c) DP600;
(d) DP800
case of TRIP600 and DP600. The result implies that there is some of the martensitic transformation,
although the effect is not quite significant. Fig. 3 shows the strain rate sensitivity of TRIP-type and
DP-type sheets with the variation of strain. Slopes of each curve for TRIP-type and DP-type sheets are
similar at the range of strain rate from 0.003 to 200/s. This means that slopes of the plastic region are
similar at the wide range of strain rate and the TRIP effect does not appear in the plastic region related
to the strain rate. The dynamic behavior of TRIP-type sheets is quite unique at the low temperature
due to the effect of the martensitic transformation[13]. At the high strain rate and the low temperature,
the work hardening rate dσ/dε increases due to the martensitic transformation. However, the
martensitic transformation is suppressed by the temperature elevation due to the irreversible work and
finally work hardening rate decreases rapidly[14]. However, the work hardening rate during the
plastic deformation is not considerable with various strain rates since the current experimental result
is obtained at the room temperature. Moreover, since the type of TRIP sheets used in the current
experiment is the low-alloy ferritic–bainitic steel, the TRIP effect is not remarkable at the room
temperature[1]. Consequently, this result informs the martensitic transformation does not play a
significant role in the dynamic material properties of TRIP-type sheets at the room temperature
although there is the considerable effect due to the martensitic transformation.
The elongation of TRIP-type sheets developed is superior to that of DP-type sheets at the static and
intermediate strain rate. The range of fracture strain for TRIP600 is from 0.32 to 0.41 for various
strain rates while the range for DP600 is from 0.27 to 0.31. To specify the change of the flow stress
quantitatively, the change of the yield stress of each material is represented according to the various
strain rates as shown in Fig. 4. This figure shows that the yield stress increases as the strain rate
increases. DP600 and DP800 are more sensitive to the strain rate compared with TRIP600 and
TRIP800. For example, difference of the yield stress between DP600 and TRIP600 increases
gradually from the strain rate of 0.003/s, and it shows 54 MPa at the strain rate of 200/s.
Engineering Plasticity and Its Applications258

1E-3 0.01 0.1 1 10 1000
200
300
400
500
600
700DP800
DP600
TRIP600
Yie
ld s
tress [M
Pa]
Strain rate [/s]
TRIP800
Fig. 4 Yield stress distribution of TRIP-type and DP-type sheets with the variation of strain rate
1E-3 0.01 0.1 1 10 10024
26
28
30
32
34
36
38
40
42TRIP600
static UTM
high speed MTM
Fra
ctu
re e
longation [%
]
Strain rate [/s]
1E-3 0.01 0.1 1 10 10014
16
18
20
22
24
26
28
30
32TRIP800
static UTM
high speed MTM
Fra
ctu
re e
longation [%
]
Strain rate [/s] (a) (b)
1E-3 0.01 0.1 1 10 10024
26
28
30
32
34
36
38
40
42
Strain rate [/s]
Fra
ctu
re e
longation [%
]
DP600
static UTM
high speed MTM
1E-3 0.01 0.1 1 10 10014
16
18
20
22
24
26
28
30
32
Strain rate [/s]
Fra
ctu
re e
longation [%
]
DP800
static UTM
high speed MTM
(c) (d)
Fig. 5 Fracture elongation of TRIP-type and DP-type sheets with the variation of strain rate:�(a) TRIP600; (b) TRIP800; (c) DP600; (d) DP800
The fracture elongation was obtained from the engineering stress−strain curves at various strain
rates. Fig. 5 shows the fracture elongation distribution with respect to log scale of the strain rate for
the dynamic tensile test. In the classical conjecture, it is known that the strength of steel increases due
to the strain rate hardening and the fracture elongation is expected to decrease as the strain rate
increases. However, tensile test results show that the fracture elongation of TRIP600 and TRIP800
decreases at the strain rate from 0.003 to 0.1/s, and then increases at the strain rate up to 100/s.
Moreover, the fracture elongation of DP600 and DP800 increases monotonically as the strain rate
increases as shown in Fig. 5(c) and (d). When the necking phenomenon occurs in simple static tensile
tests, deformation is concentrated at the gauge region in a narrow band. On the other hand, in tensile
tests at the high stain rate, local strain rate hardening restrains the progress of necking and elongation
propagates in the adjacent region forming a wide band of necking. It is because the strain rate at the
necking region becomes particularly higher than the other region and the flow stress in the necking
region exceeds the flow stress in the other region due to the rapid increase of the strain rate.
Key Engineering Materials Vols. 340-341 259

Consequently, the necking region becomes stronger than the neighboring region despite of the
thinning in the necking region. Due to this phenomenon, fracture elongation increases as the strain
rate increases. This experimental result is worthy of attention for the crashworthiness of an auto-body
especially in terms of the fracture and tearing of auto-body members. This result is also applicable to
sheet metal forming processes of auto-body members in order to enhance the formability of sheet
metals. For instance, the fracture elongation of TRIP600 and DP600 increases by about 6% and 3%
respectively at 100/s for better formability in sheet metal forming. This increment of fracture
elongation is due to the strain rate hardening in the proper strain rate region. Therefore, forming
processes with an adequate strain rate can enhance the formability and the crashworthiness compared
with the static forming processes.
Dynamic tensile characteristics of TRIP600 and DP600 considering the pre-strain effect.
Specimens for TRIP600 and DP600 are prepared with the pre-strain of 5 and 10% by tensile
elongation at a quasi-static strain rate of 0.003/s at the room temperature. Then, tensile tests were
carried out at the strain rate of 0.003, 1, 10 and 100/s at the room temperature. Fig. 6 shows
engineering stress−strain curves considering the pre-strain at the strain rate of 0.003, 1 and 100/s. The
pre-strain does not effect the stress−strain relation of TRIP600 and DP600 at the quasi-static state of
0.003/s. However, the yield stress and the ultimate tensile strength of two materials increase at the
strain rate up to 1/s due to the pre-strain effect. This change of the material properties was investigated
in terms of the change of the yield stress and the ultimate tensile strength, as shown in Fig. 7 and Fig.
8. The change of the yield stress of TRIP600 and DP600 is depicted with respect to the strain rate for
different pre-strains in Fig. 7. The yield stress with some pre-strain increases compared to the
equivalent flow stress obtained from tests without pre-strain at the strain rate up to 1/s. The yield
stress of TRIP600 and DP600 increases by 30.6 and 22.6 MPa respectively at the strain rate of 100/s
when the pre-strain of 10% was imposed. Fig. 8 describes the change of the ultimate tensile strength
of TRIP600 and DP600 with respect to the strain rate for different pre-strains. The change of the
0.0 0.1 0.2 0.3 0.40
200
400
600
800
pre-strain
10%
5%
0%
0.003/s
Engin
eering s
tress [M
Pa]
Engineering strain
0.0 0.1 0.2 0.3 0.40
200
400
600
800
pre-strain
10%
5%
0%
1/s
Engin
eering s
tress [M
Pa]
Engineering strain
0.0 0.1 0.2 0.3 0.40
200
400
600
800
pre-strain
10%
5%
0%
100/s
Engin
eering s
tress [M
Pa]
Engineering strain (a)
0.0 0.1 0.2 0.30
200
400
600
8000.003/s
pre-strain
10%
5%
0% Engin
eeri
ng s
tress [M
Pa]
Engineering strain
0.0 0.1 0.2 0.30
200
400
600
800
pre-strain
10%
5%
0%
1/s
Engineering strain
Engin
eeri
ng s
tress [M
Pa]
0.0 0.1 0.2 0.30
200
400
600
800
pre-strain
10%
5%
0%
100/s
Engineering strain
Engin
eering s
tress [M
Pa]
(b)
Fig. 6 Engineering stress−strain curves of (a) TRIP600 and (b) DP600 with the pre-strain at strain rate
of 0.003, 1 and 100/s
Engineering Plasticity and Its Applications260
1E-3 0.01 0.1 1 10 100400
450
500
550
600
650
700
750
pre-strain 10%
equiv. to 10%
pre-strain 5%
equiv. to 5%
TRIP600
Flo
w s
tress a
t pre
-str
ain
[M
Pa]
Strain rate [/s]
1E-3 0.01 0.1 1 10 100400
450
500
550
600
650
700
750
pre-strain 10%
equiv. to 10%
pre-strain 5%
equiv. to 5%
DP600
Flo
w s
tress a
t pre
-str
ain
[M
Pa]
Strain rate [/s] (a) (b)
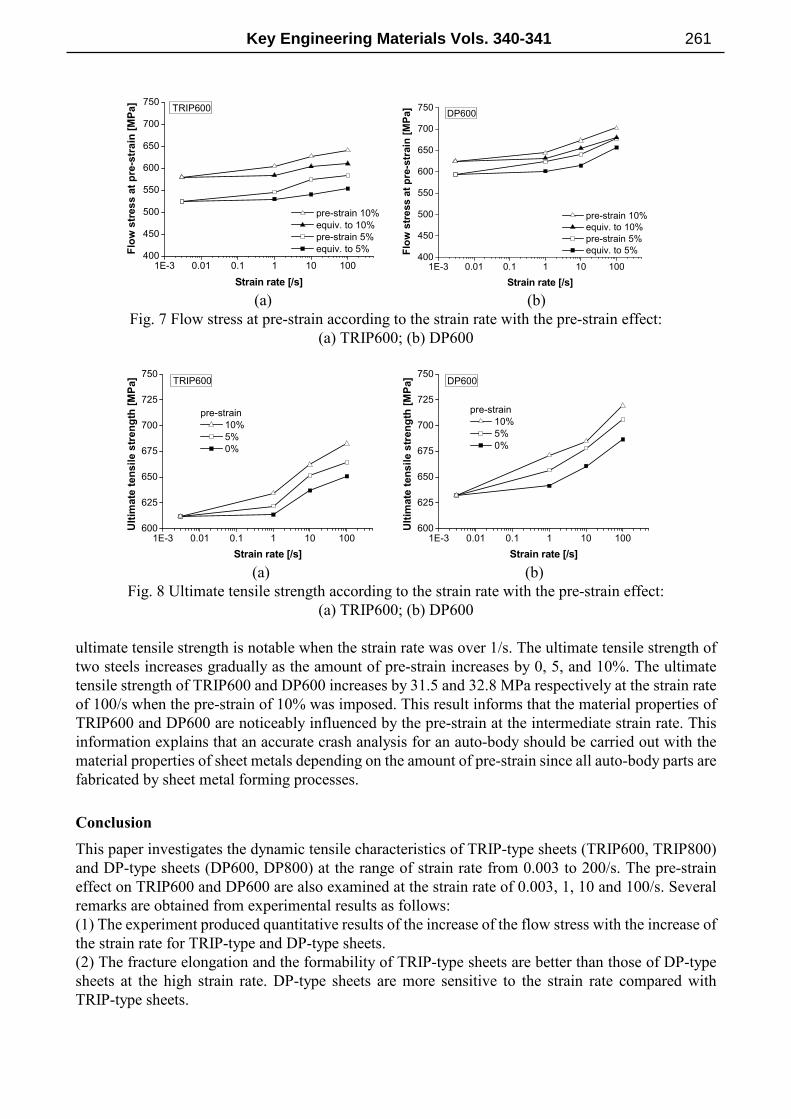
Fig. 7 Flow stress at pre-strain according to the strain rate with the pre-strain effect:
(a) TRIP600; (b) DP600
1E-3 0.01 0.1 1 10 100600
625
650
675
700
725
750
Strain rate [/s]
pre-strain
10%
5%
0%
TRIP600
Ultim
ate
tensile s
trength
[M
Pa]
1E-3 0.01 0.1 1 10 100600
625
650
675
700
725
750DP600
pre-strain
10%
5%
0%
Strain rate [/s]
Ultim
ate
tensile s
trength
[M
Pa]
(a) (b)
Fig. 8 Ultimate tensile strength according to the strain rate with the pre-strain effect:
(a) TRIP600; (b) DP600
ultimate tensile strength is notable when the strain rate was over 1/s. The ultimate tensile strength of
two steels increases gradually as the amount of pre-strain increases by 0, 5, and 10%. The ultimate
tensile strength of TRIP600 and DP600 increases by 31.5 and 32.8 MPa respectively at the strain rate
of 100/s when the pre-strain of 10% was imposed. This result informs that the material properties of
TRIP600 and DP600 are noticeably influenced by the pre-strain at the intermediate strain rate. This
information explains that an accurate crash analysis for an auto-body should be carried out with the
material properties of sheet metals depending on the amount of pre-strain since all auto-body parts are
fabricated by sheet metal forming processes.
Conclusion
This paper investigates the dynamic tensile characteristics of TRIP-type sheets (TRIP600, TRIP800)
and DP-type sheets (DP600, DP800) at the range of strain rate from 0.003 to 200/s. The pre-strain
effect on TRIP600 and DP600 are also examined at the strain rate of 0.003, 1, 10 and 100/s. Several
remarks are obtained from experimental results as follows:
(1) The experiment produced quantitative results of the increase of the flow stress with the increase of
the strain rate for TRIP-type and DP-type sheets.
(2) The fracture elongation and the formability of TRIP-type sheets are better than those of DP-type
sheets at the high strain rate. DP-type sheets are more sensitive to the strain rate compared with
TRIP-type sheets.
Key Engineering Materials Vols. 340-341 261

(3) The elongation of TRIP-type sheets decreases at the strain rate from 0.003 to 0.1/s, and then
increases at the strain rate up to 100/s due to the local strain rate hardening. The elongation of DP-type
sheets increases monotonically as the strain rate increases in contrast to the previous conjecture.
(4) The pre-strain affects the yield stress and the ultimate tensile strength of TRIP600 and DP600 at
the strain rate over 1/s. The flow stress increases due to the pre-strain and the ultimate tensile strength
also increases as the amount of pre-strain increases by 0, 5, and 10%.
References
[1] F.D. Fischer, G. Reisner, E. Werner, K. Tanaka, G. Cailletaud and T. Antretter: Int. J. Plasticity Vol. 16 (2000), p. 723
[2] J. Adamczyk and A. Grajcar: J. Mater. Proc. Technol. Vol. 162-163 (2005), p. 267
[3] T. Iwamoto, T. Tsuta and Y. Tomita: Int. J. Mech. Sci. Vol. 40 (1998), p. 173
[4] A.S. Khan and S. Huang: Int. J. Plasticity Vol. 8 (1992), p. 397
[5] K. Ishikawa and S. Tanimura: Int. J. Plasticity Vol. 8 (1992), p. 947
[6] H. Huh, J.H. Lim, S.B. Kim, S.S. Han and S.H. Park: Key Eng. Mat. Vol. 274 (2004), p. 403
[7] K.J. Kim: Int. J. Automotive Technol. Vol. 7 (2006), p. 485
[8] W.J. Kang and H. Huh: Int. J. Automotive Technol. Vol. 1 (2000), p. 35
[9] H. Huh, J.H. Lim J.H. Song, K.S. Lee, Y.W. Lee and S.S. Han: Int. J. Automotive Technol. Vol. 4 (2003), p. 149
[10] R.M. Cleveland and A.K. Ghosh: Int. J. Plasticity Vol. 18 (1992), p. 769
[11] S.B. Kim, J.H. Lim, H. Huh and J.D. Lim: Trans. Korean Society of Automotive Eng. Vol. 12 (2004), p. 204
[12] J.H. Lim, S.B. Kim, J.S. Kim, H. Huh, J.D. Lim and S.H. Park: Trans. Korean Society of Automotive Eng. Vol. 13 (2005), p. 127
[13] H. Huh, J.H. Song, H.J. Lee and S.H. Park: Plasticity 2006, Halifax, NS, Canada (2006), p. 139
[14] Y. Tomita and T. Iwamoto: Int. J. Mech. Sci. Vol. 12 (1995), p. 1295
Engineering Plasticity and Its Applications262





























