Embed Size (px)
Citation preview

DS Spice Group
184
Quality Improvement in the Line Carton Product through Application of 7QC ToolsDS Spice Group
Key words: Quality Control, Quality Circle, 7QC Tools, Total Productive Maintenance, Pareto Analysis, Cause-Effect Analysis.
ABSTRACT
Innovation at the workplace with involvement of Manpower and application of the Tools and Techniques are the key initiatives in any Manufacturing Plant for diagnosis and elimination of the problems which Taguchi called Noise of business. Noises are variations that cause the deviations in Design or Process Parameters resulting in performance to deviate from its target values with Off-line and On-line Quality Engineering. Defects or deviations may be various starting Inputs, for example RM, PM, M/c and Output consisting of Finished Material, Packing etc., but the most important step is the identification of Factors / Parameters which affect most the Cost of Production (Y) and also have the Social & Environment Impact.
This Project is undertaken on the Target of reducing various types of defects that occur in the Plant as long-term impending incidents happen almost everyday. The Project is framed by the plant people with a view to implement the Lean Manufacturing Techniques. This initiative was taken for the first time in the Indian Spice Industry. DS Management encouraged Implementation of Kaizen scheme in the organisation with the aim of seeking continuous Improvement and reduction of various Wastages in the Plant and Production Processes. The basic Techniques used for the Defects reduction are the 7QC Tools for Defects Identification & Data Analysis and supported by implementation of 5S, which is most important for Spices Industry where dust, i.e. material size in MS and mostly not identified by human eyes. There are remarkable changes of internal manpower are commitment for internal efficiency. We have done the project in a very simple way so that it could be understood by all people of the Plant – Technical and Non-Technical both.
Introduction ‘Catch’ is acknowledged as the topmost premium F & B brand of the spices in the country today. ‘Catch’ Pepper and Salt marked its debut on the Rotatory Table Top Dispenser category in 1987 and continues to be the leader in this segment even now. Today, ‘Catch’ offers a wide range of spices and seasonings that lend exquisite flavours and tantalizing aromas to cuisines across the country. Recently launched, ‘Catch Miniz’ has been developed keeping in mind the changing lifestyles of consumers today who demand personalization, contemporary flavours and ease of use, with excellent quality and taste.
‘Catch’ launched the powdered drinks Piyoz and Yomil in 2012 which offer traditional beverages with the added convenience of just mixing and enjoying the drink. Piyoz is enriched with Calcium, Iron and Vitamin C. A healthy option to Fizzy Drinks, it has a wide range of flavours like cool Aam Panna, Chatpata Jaljeera, Saada Bahaar Nimbu Pani and Tingling Orange.
Electronically beaten Silver and Gold Foils were introduced for the first time in India by the DS Group. Hygienically produced, ‘Catch’ foils are the only 100% pure vegetarian Silver and Gold Foils available in the country.
DS Spice Group
Dilip K. Gayen, Ajoy Das, Abhishake Jetly, Anjani Tiwari and Kirti Bhatia, DS Spice Group

Quality Improvement in the Line Carton Product through Application of 7QC Tools
185
Packaging is another area of diversification for the Group. An eco-friendly revolutionary packaging plant to make rigid biodegradable cans was set up in India in association with CANPAC, a leading Switzerland based packaging major in the year 2001. This eco-friendly packaging material is light weight and corrosion free and is used for packaging in the food industry.
The Vision of the Management of the DS Group is Continuous Improvement of Quality of Products, Customers Services and Internal Efficiency in order to enjoy better competitiveness in the market.
Many steps were identified in the Plant for the continuous improvement of Product Quality, for better Customer Support and for improvement of Internal Efficiency and utilisation of Internal Resources. One of the key areas for improvement which was identified as priority was the Rejection of Packing Materials of the Line Caron which has multiple reverse impacts on the Plant. The projected areas of concern with regard to reduction of wastages were identified as follows:
Reduction in Escalation in the Cost of Production. ²
Cost of Manpower, Cost of Packing Material and Cost of Reproduction. ²
Reducing Productivity. ²
Reducing the Actual Level of Machine Utilisation. ²
Wastage of the Paper which has impact on Environment. ²
The following activities were undertaken to help in diagnosis and identification of the problems:
Collection of data related to all Types of Defects, Rejections and Reworks in all SKUs, ²
Segregation of all Problems and Defects in the Packed Products, ²
Discussion and Identification of all Defects in most affected areas, ²
Identification of the 3M -- Man, Machine and Methods. ²
Some specific Taguchi methods were used by Identification to solve the problems.
Step-1:ProblemIdentificationIt was emphasized as to what managers and/or employees see as the area of • improvement that requires attention.
Step-2Critical variables in the services that affect quality were identified.• Open and honest discussion with all those who were involved was encouraged.• On the basis of above the factors were identified which could be controlled and • which could not be controlled.
Step-3Using inputs obtained from the Brainstorming session, facilitator designed the • experiment.It was ensured that the Management must understand the problem and appreciate • the efforts required to put in to find the solution and must provide full support in terms of resources that were required.

DS Spice Group
186
Step-4A thorough understanding of Statistical Tools was inculcated among the concerned • Managers so that they could appreciate the intricacies of these tools and methods.The people in charge of the Trial of experiment of the process were fully • facilitated.
Step-5Factors closest to target specification were identified. • Means to reduce controllable variation were created.•
Step-6New system using data from the trial experiment were setup.• Results obtained were tested and validated for sustainability and Scalability. •
Collection of data related to the Defects was done periodically to identify the sources of variation and appropriate analysis as required was done to find the solutions and corrective actions were taken accordingly to solve the problems by doing the following:
Application of 7QC Tools like Pareto Chart, Cause-Effect Diagram etc. 1. Root Cause Analysis of the Defects by employing ‘Why Why Analysis’, ‘Cause & Effect 2. Matrix’, MIS and Delphi etc.Solutions for Improvement were identified based on the Analysis of the Causes.3. Verification: Data was collected after Implementation of solutions for verification and 4. validation of results.Control Charts were deployed for Monitoring and Corrective Actions.5. Improvements as per the set Target Results were maintained.6. Reliability of the System was improved.7. Process was modified accordingly.8. All the Implementations were visually displayed in required Formats and Charts.9.
New Expert Machine for Carton Pack Production Pasting / Adhesive Problems of the Carton

Quality Improvement in the Line Carton Product through Application of 7QC Tools
187
Sealing Problems of Internal Pouch Lamination Printing Problems on Line Carton
Data Collection and AnalysisShift wise Data was collected when it occurred most in limited times, i.e. 2 Hrs. after the start of the shifts and then 2 Hrs. prior to the end of the shifts. All the concerned people in the plant were trained for how to collect the samples and diagnose the Defects themselves.
A Sample Data Table is given below:
Collection of the Data
The obtained data was analysed using two important QC Tools, viz. Histogram and Pareto
DS Spice Group
188
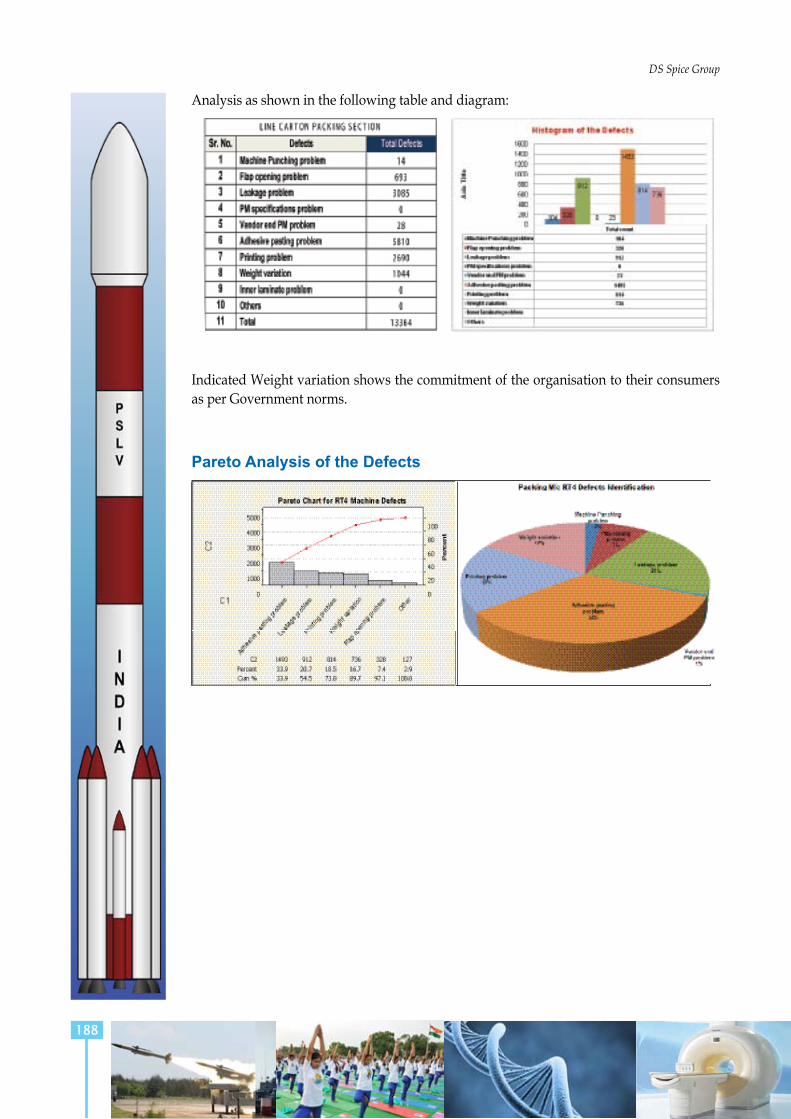
Analysis as shown in the following table and diagram:
Indicated Weight variation shows the commitment of the organisation to their consumers as per Government norms.
Pareto Analysis of the Defects

Quality Improvement in the Line Carton Product through Application of 7QC Tools
189
Root Analysis for Defects – Adhesive
The above Root Cause Diagram is prepared for all Defects identified through the Pareto Analysis.
Run Chart of the Existing Defects
Process of Improvements
Involvement of PeopleInternal Teams were formed and responsibilities for data collection were assigned. Corrective actions were planned based on the analysis of collected data and action plans were prepared for taking corrective actions and for implementing the solutions.
Study and Implementation were conducted in the following manner:
Prepare the QC Team
QC TEAM DS CATCH,
Name of the Team – ISHIKAWA
No. of Team Members – 5

DS Spice Group
190
Activity Flow of Running the Study and Implementation
Methodology AdoptedMethodology adopted for arriving at solution including its validation was based upon the following factors:
Planning Approach to Solving the ProblemSelection of the Team Members. ²
Training the Team on Application of Quality Tools, Techniques and Data Collection ²
Methods.Identification of the Problems and Root Cause Analysis (RCA) of the Problems / ²
DefectsSolve and Improve the Root Causes of Defects identified as under: ²
The adhesive dilution standard not defined for the line carton machines. The • machine man at RT-4 was responsible for the adhesive dilution. The ratio is 85-90 % adhesive & 15-10% water.Adhesive pasting unit (unit-I) spring assembly not available.• Line carton flap opening diagonal fingers unit not available.• Pusher plate bottom flap angle & alignment out.• Stellar time delay function not available.• Line carton ear guide alignment is out.• Adhesive pasting unit -II plate not aligned with the rollers.• Fennel size at auger to be rechecked.•

Quality Improvement in the Line Carton Product through Application of 7QC Tools
191
LineCartonDefectsIdentificationS.No. Name of
Defectscauses of Defects completed corrective Action
1 Machine Punching Problem
Lack of Preventive and 1. Schedule Maintenance
Lack of Suction in Vacuum 2. Pump for Low Pressure
Improper Magazine Setting3.
1. Preventive & Scheduled maintenance prepared & adhered to.
2. Vacuum pressure gauge fitment arrangement trial done on one pump. Will be replicated on other pump (Spares awaited).
3. Magazine setting is done as and when required as per line carton.
2 Flap Opening Problem
Line carton Flap Opening 1. Diagonal Fingers Unit Not Available
Line carton Ear Guide 2. Alignment is Out
1. Line carton diagonal fingers made & available.
2. Line carton Ear guide alignment & timing done.
3 Leakage Problem
Inner Laminate Pasting Not 1. on All Points (8 Points)
Inner Laminate Pasting Not 2. constant.
Sealer Alignment Not 3. Proper Both Male and Female
Temperature Fluctuation in 4. Heater.
Inner Laminate Not Opened 5. Properly by Diagonal Fingers in the Machine.
PM Laminate Inner Layer 6. Shrinkage.
Temperature Setting 7. Problem
Sealer Pressure Not 8. Specified.
Material Enters Between 9. Inner Layer at Sealing Point
Sealer Material Not 10. Specified.
Process Parameter Not 11. Defined for All Variants of Inner Lining(PM Types)
Material Handling / 12. Stacking of PM is Not Proper
PM Some Time Gains 13. Moisture in Humid or Rainy Season
1. Two Teams visited the site and sorted out the problem.
2. Alignment checked with wire gauge for equal pressure & gap.
3. Heater temperature cross checked with IR Thermometer. Found 1 to 2 Degree c variation.
4. Diagonal Finger cantering with packet checked & adjustment done.
5. checking method of PM Material Specification v/s Actual
6. Temperature parameters already defined. Standard operating temperature displayed on machines.
7. No specific parameter, to be adjusted as per requirement (Inner Laminate).
8. Gap between vibrator plate & packet checked & corrected to have required vibration in packet to drop down the surface hanging material.
9. NA
10. SOP made for all the machines
11. Stacking racks already installed in L/c PM storage area. Stacking procedures/Instructions defined and displayed.
12. Methods improved for stock and receiving of material at incoming stage

DS Spice Group
192
4. Adhesive Pasting Problem
Packing Material Gm/Gsm 1. (Thickness) Not Specified.
creasing of carton is Not 2. Proper in PM
Adhesive Solution Not 3. Specified
Flap Perforation Standard 4. Not Defined
More Moisture Gain in 5. carton
Guide Alignment/Setting 6. Not Proper
Quantity of Adhesive Varies7.
Material Mix with Adhesive8.
Inner Line Pushes Flap 9. Outwards
conveyer cleaning Not 10. Properly
Adhesive Dry Time Not 11. Specified
cleaning of Applicator and 12. Setting
Applicator Alignment Not 13. Proper
1. Packing material and GSM specified for every SKU.
2. Kaizen Needed from Vendor’s end for constant creasing in all cartoons.
3. 3 & 7. Adhesive solution already specified by supplier for Quantity of Adhesive is fixed.10 % water is mixed with adhesive to maintain the viscosity of the adhesive. The ratio would be monitored strictly complying norms.
4. Flap perforation new design suggested.20000 nos. cartons would be available shortly.
5. Methods improved for stock and receiving of material at incoming stage
6. Glue applicator guide alignment checked &corrected.
7. 8. Adhesive box top cover installed to make sure that raw material does not mix with the adhesive.
8. 10. cleaning schedule prepared by packing department for hot water cleaning of conveyor.
9. 11. Adhesive drying time already defined. The conveyor length and the travel time of line carton from ejector to conveyor end decide the drying time of carton.
10. Applicator cleaning work instructions designed & followed.
11. Applicator top covering done to reduce moisture evaporation rate & mixing of foreign particle with glue.
5. Weight Variation
Nature of Material (Bulk 1. Density)
WIP Storage Time Not 2. Defined (Moisture Loss)
Funnel Design Issue More 3. Material Spillage
Shrinkage in Inner Liner 4.
Inner Liner Does Not Stick 5. Properly on All Points
Hopper Filling Level Low 6. or High
1. Stirrer already installed in hoppers of L/c machines.
2 NA
3. Moving Funnel design (spillage control) is under implementation process with OEM.
4. 4 & 5. Required improvement in Sampling Plan and inspection Method also Kaizen/corrective action needed from vendor
5. Proper sensor positioning done in hopper, Stirrer modification done to remove stuck material around the sensor (nullifying the chances of sensor malfunction).
6. Others Pusher Plate Bottom Flap Angle & Alignment Out
Pusher plate alignment already done.

Quality Improvement in the Line Carton Product through Application of 7QC Tools
193
The Table shows the Sample Procedures of Action Plan for Corrective Measures
Upper Finger for Carton Opening is Installed which was missing in the Line/ M/cs.
One of the Lower Fingers for Carton Opening is Installed which was missing in the Line/ M/cs.
Improved in Adhesive Problems
Open Tray of the Adhesive before QC and Corrective action which was caused for
Evaporation and Concentration of the Liquid
Closed / Covered Tray of the Adhesive before QC and Corrective action which is Now Controlled
from Evaporation and Concentration of the Liquid
Existing Punching Problems are solved/ reduced after Installation of new more pressured
Punching Fingers
Printer of the Line are Repaired and Maintaining for Correct and Legible Printing
as per the Quality of the Carton

DS Spice Group
194
Impact of the Project:
Customer/Stakeholder SatisfactionImproved Quality ²
Improved Productivity ²
On-time Delivery ²
Optimum Utilization of Resources ²
SocialBenefitsEnergy Conservation ²
Optimum Utilisation of Resources/ Inputs – RM, PM etc. ²
Reduction in Use in Carton Content Paper which is made by Pulp, which are extracts ²
of tree and Plants and that has the Environmental Impact.
FinancialandTangibleBenefitsAfter Implementation of the 7QC Tools for Quality Improvement with Internal Why-Why Analysis, the following financial benefits were accrued by the Plant.
1. Saving in Reproduction/Reprocessing Cost of 2.1% Rejected Materials of the Total Production.
2. Reduction in the Cost of other Complementary Cost of the Production and Improvement in Productivity.
Involvement of the PeopleQC Team’s Continuous Monitoring and Analysis

Quality Improvement in the Line Carton Product through Application of 7QC Tools
195
QC for New XPERT MachineS.
No.
Prob
lem
St
atem
ent
Iden
tified
ca
uses
Actio
n Pr
opos
ed b
y M
aint
enan
ce
Dept
Actio
n to
be
Take
n
Actio
n Ta
ken
Resp
onsib
ility
Dept
.
Targ
et D
ate
Stat
us
1
LEAK
AGE
OF
MAT
ERIA
L IN
PAc
KING
Sealer alignment not proper both male and female
Sealer to be checked using gauge if required contact M/c mfg.
Gap to be checked with Wire gauge
checked with wire gauge found equal gap.
Mai
nt.
Head
Mai
nt.
19-D
ec-1
4
Done
2 Temperature fluctuation in heater.
check Thermocouple working
Heater temperature to be cross checked with IR Thermometer
Found 1 Degree variation.
Mai
nt.
Head
Mai
nt.
19-D
ec-1
4
Done
3 Inner laminate not open properly by Diagonal Fingers in the machine.
check design and setting of finger if require take reference from old machine
Diagonal Finger center to be checked
Found slight shifting, setting done
Mai
nt.
Head
Mai
nt.
19-D
ec-1
4
Done
4 Sealer pressure not Specified
Sealer Pressure to be defined according to type of variants of inner liner
consult with OEM
contact details received
Mai
nt.
Head
Mai
nt.
25-D
ec-1
4
No s
pecifi
c pa
ram
eter
, to
be a
djus
ted
as p
er
requ
irem
ent.
5 Material enter between inner layer at sealing point
check vibrator setting also see contact points from cartoons
Gap between Packet & vibrator plate to be checked
Gap closed, now every packet are having required vibration to drop down the surface hanging material M
aint
.
Head
Mai
nt.
19-D
ec-1
4
Done
6
Wei
ght V
aria
tion
Funnel design issue more material spillage
Funnel design to be modified to control material loss
New design for filling of material
Mai
nt.
Head
Mai
nt.
31-J
an-1
5
Unde
r pro
cess
7 Hopper filling level low or high
Sensor type or quality to be changed
Sensor control with existing machine operation (Starting, stopping, pause break, delay time, feed speed, Auger filler alignment with feed screw etc)
Start stop logic made, Stirrer Modification, VFD on Stirrer Motor
Mai
nt.
Head
Mai
nt.
31-D
ec-1
4
Unde
r Obs
erva
tion
from
8 J
an 1
4, N
ext
to b
e ap
plie
d on
sec
ond
Auge
r fille
r
contd.

DS Spice Group
196
S. N
o.
Prob
lem
St
atem
ent
Iden
tified
ca
uses
Actio
n Pr
opos
ed b
y M
aint
enan
ce
Dept
Actio
n to
be
Take
n
Actio
n Ta
ken
Resp
onsib
ility
Dept
.
Targ
et D
ate
Stat
us
8
ADHE
SIVE
PAS
TING
PRO
BLEM
IN
PAc
KING
Guide alignment/setting not proper
Guide alignment to be check and setting to be freeze
Guide Alignment found ok
Verification
Mai
nt.
Head
Mai
nt.
19-D
ec-1
4
Done
9 Applicator alignment not proper
Applicator alignment to be check and setting to be freeze
Applicator alignment found ok
Verification
Mai
nt.
Head
Mai
nt.
19-D
ec-1
4
Appl
icato
r top
co
verin
g do
ne to
re
duce
moi
stur
e ev
apor
atio
n ra
te &
m
ixing
of f
orei
gn
parti
cle w
ith g
lue
QC For New Xpert Machine
S.No
.
Prob
lem
Sta
tem
ent
Iden
tified
caus
es
Actio
n
Prop
osed
to
Pac
king
Depa
rtmen
t
Actio
n to
be
Take
n
Actio
n Ta
ken
Resp
onsib
ility
Dept
.
Targ
et D
ate
1
LEAK
AGE
OF
MAT
ERIA
L IN
PAc
KING
Temperature setting problem
Setting parameters to be defined i.e Standard operating procedures to be made
Temperature parameters already defined.Standard operating temperature to be displayed on machines
Work instructions for temperature setting displayed on the machines.
Prod
. Tea
m
Pack
ing
Done
2 PM some time gains moisture in humid or rainy season
N/A Action to be proposed by purchase/stores
Prod
. Tea
m
Stor
es/ P
urch
ase
3 Material handling / Stacking of PM is not proper
Work instructions to be made to stop using of damaged PM Boxes
Stacking racks already installed in L/c PM storage area.Stacking procedures to be released by packing department.
defined and displayed
Prod
. Tea
m
Pack
ing
Done
4 Process parameter not defined for all variant of inner lining(PM Types)
SOP to be made for all the machines
standard operating procedure already defined for all machines.
Prod
. Tea
m
Pack
ing
Done
5
Wei
ght V
aria
tion
Nature of material (Bulk Density)
Proper stirrer/ Screw to be implemented inside first feeding Hoper in all machines
Stirrer already installed in hoppers of L/c machines.
Prod
. Tea
m
Pack
ing
Done
6 WIP storage time not defined (moisture loss)
N/A
Prod
. Tea
m
Pack
ing
contd.

Quality Improvement in the Line Carton Product through Application of 7QC Tools
197
S.No
.
Prob
lem
Sta
tem
ent
Iden
tified
caus
es
Actio
n
Prop
osed
to
Pac
king
Depa
rtmen
t
Actio
n to
be
Take
n
Actio
n Ta
ken
Resp
onsib
ility
Dept
.
Targ
et D
ate
7
ADHE
SIVE
PAS
TING
PRO
BLEM
IN P
AcKI
NG
Adhesive solution not specified
Viscosity of solution should be defined and controlled
Adhesive solution already specified by Supplier of Adhesive Quantity of Adhesive is fixed.10 % water is mixed with adhesive to maintain th viscosity of the adhesive.The ratio would be monitored strictly complying norms.
Discussions with supplier/ experts already done regarding this problem.
Prod
. Tea
m
Pack
ing
Done
8 Quantity of Adhesive varies
N/A
9 Material mix with adhesive
cover For Adhesive box except working area
Adhesive box top cover to be installed to make sure that raw material does not mix with the adhesive.
adhesive unit top cover installed.
Prod
. Tea
m
Pack
ing
Done
10 conveyer cleaning not properly
cleaning frequency for conveyor with hot water to be made
cleaning schedule to be released by packing department for hot water cleaning of conveyor.
defined and displayed
Prod
. Tea
m
Pack
ing
Done
11 Adhesive dry time not specified
Adhesive solution viscosity to be defined
Adhesive drying time already defined. The conveyor length and the travel time of line carton from ejector to conveyor end decide the drying time of carton.
Prod
. Tea
m
Pack
ing
Done
12 cleaning of applicator and setting
cleaning frequency and check-sheet to be implemented
Applicator cleaning work instructions to be designed.
Daily cleaning to be done.
Prod
. Tea
m
Pack
ing
Done
Testing of the Outcome
After Implementation Data Collection

DS Spice Group
198
After QC Data Analysis and Changes in the M/C and Manpower Awareness
Sr. No. Defects BeforeAfter (7days Manipulation with 3 days Data)
% changes
1 Machine Punching problem 14 0 100
2 Flap opening problem 693 603 12.987013
3 Leakage problem 3085 1136 63.1766613
4 Vendor end PM problem 28 79 -182.14286
5 Adhesive pasting problem 5810 1279 77.9862306
6 Printing problem 2690 662 75.3903346
7 Weight variation 1044 578 44.6360153
8 Inner laminate problem 0 0 0
9 Total 13364 4337 67.5471416

Quality Improvement in the Line Carton Product through Application of 7QC Tools
199
SystematizationoftheBenefits1. By Training and Evaluation by the Machine Operator2. Machine Fugui Chart for M/c Problems / Schedule activities 3. Corrective Action for any deviation from Control Chart4. Preparation of MIS and Control Charts etc.
Sustainability of the Project
Scalability in terms of Potential for Growth & ReplicationIt makes stability in the supply of the Carton Packing ²
Measurable of the Productivity and Quality according to Production Norms ²
Commitment of the supply in the Market in short duration with calculated and limited ²
Time Simulated to the other Production section ²
Sustainability of the Results
Design and Maintenance of MIS (Management Information System)OEE Calculation of the Machines ²
Control Chart with Corrective Action ²
Defects Calculation Sheet and Analysis Chart ²
M/c Utilisation – Efficiency ²
B/D reduction Sheet etc. ²
Defects Rate After QCDefects Rate Before QC
DS Spice Group
200
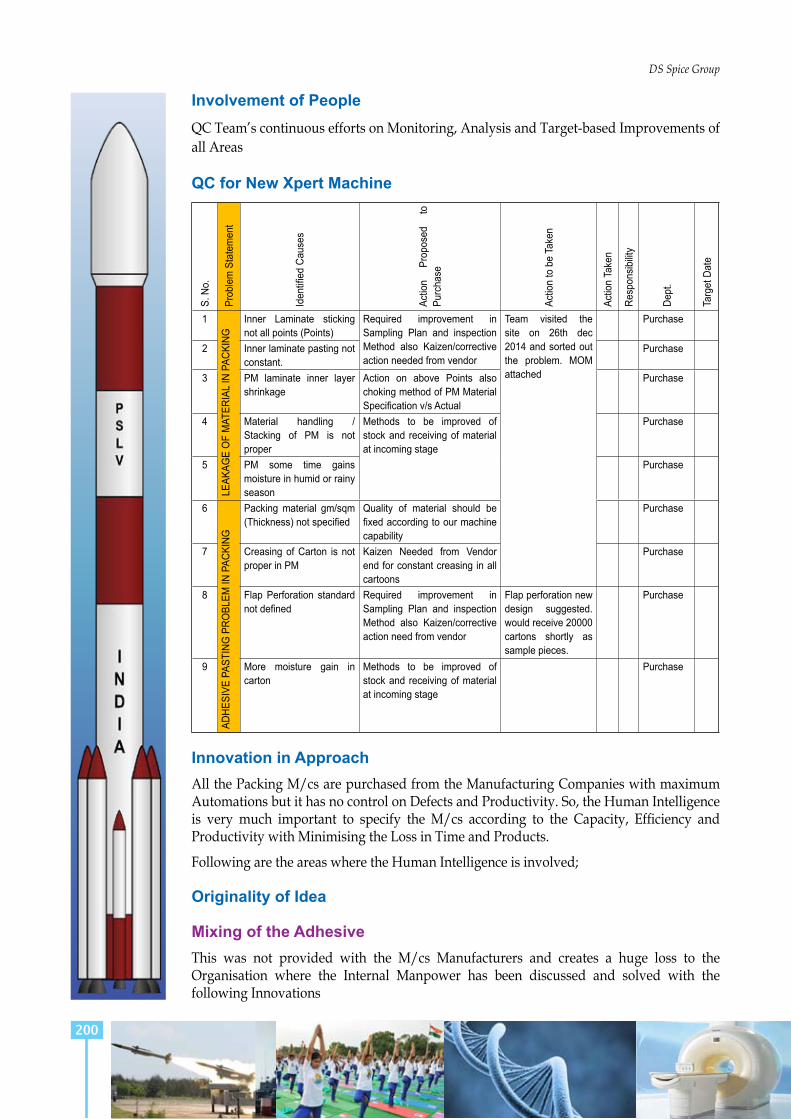
Involvement of PeopleQC Team’s continuous efforts on Monitoring, Analysis and Target-based Improvements of all Areas
QC for New Xpert MachineS.
No.
Prob
lem
Sta
tem
ent
Iden
tified
cau
ses
Actio
n Pr
opos
ed
to
Purc
hase
Actio
n to
be
Take
n
Actio
n Ta
ken
Resp
onsib
ility
Dept
.
Targ
et D
ate
1
LEAK
AGE
OF
MAT
ERIA
L IN
PAc
KING
Inner Laminate sticking not all points (Points)
Required improvement in Sampling Plan and inspection Method also Kaizen/corrective action needed from vendor
Team visited the site on 26th dec 2014 and sorted out the problem. MOM attached
Purchase
2 Inner laminate pasting not constant.
Purchase
3 PM laminate inner layer shrinkage
Action on above Points also choking method of PM Material Specification v/s Actual
Purchase
4 Material handling / Stacking of PM is not proper
Methods to be improved of stock and receiving of material at incoming stage
Purchase
5 PM some time gains moisture in humid or rainy season
Purchase
6
ADHE
SIVE
PAS
TING
PRO
BLEM
IN P
AcKI
NG
Packing material gm/sqm (Thickness) not specified
Quality of material should be fixed according to our machine capability
Purchase
7 creasing of carton is not proper in PM
Kaizen Needed from Vendor end for constant creasing in all cartoons
Purchase
8 Flap Perforation standard not defined
Required improvement in Sampling Plan and inspection Method also Kaizen/corrective action need from vendor
Flap perforation new design suggested. would receive 20000 cartons shortly as sample pieces.
Purchase
9 More moisture gain in carton
Methods to be improved of stock and receiving of material at incoming stage
Purchase
Innovation in ApproachAll the Packing M/cs are purchased from the Manufacturing Companies with maximum Automations but it has no control on Defects and Productivity. So, the Human Intelligence is very much important to specify the M/cs according to the Capacity, Efficiency and Productivity with Minimising the Loss in Time and Products.
Following are the areas where the Human Intelligence is involved;
Originality of Idea
Mixing of the AdhesiveThis was not provided with the M/cs Manufacturers and creates a huge loss to the Organisation where the Internal Manpower has been discussed and solved with the following Innovations

Quality Improvement in the Line Carton Product through Application of 7QC Tools
201
Reduction in Loss in Evaporation with Proper Mixing of Adhesives Material (Glue) and ²
Water with other chemicals by the Workmen who have no Idea of viscosity but know the % of Mixing of different contents. Presently, the problem of under and over mixing of Water contents is mostly resolved with the involvement of human intelligence. Reduction in Loss of Adhesive which is profit of the Organisation without any ²
Technological interventions.
Improved in Adhesive ProblemsOpen Tray of the Adhesive before QC and Corrective action which was caused for ²
Evaporation and Concentration of the LiquidClosed / Covered Tray of the Adhesive before QC and Corrective action which is Now ²
Controlled from Evaporation and Concentration of the Liquid
Knowledge Creation1. Reduction in M/C Stoppage Time of M/Cs
Presently, the Stoppage time of the Packing M/cs are reduced with the following ²
Analysis;Product-wise i.e M/c Utilisation ²
Packing Material-wise M/c utilisation ²
M/c Performance –wise Product selection ²
More Schedule Maintenance of the M/cs which improves the Utilisation and Scalability ²
of the M/cs
S r . No.
Name of the Machine
Name of the selected Products
Speed of the Machine
Production Norms – cycle Time
Target
1 RT 4
2 Paper carton
3 Old Expert M/c
4 New Expert M/c
2. Re-Design of the Packing Materials
QC on Packing Materials is in vogue in the System with the following areas; ²
Re-assess the Packing Materials with the Target of reducing Opening Problems ²
Reduction in the Quantity of the PM as per the M/cs specification to Reduce the ²
Hardness, Bending and other Related ProblemsIt reduced the Leakage problems of the Packing outputs ²
It would reduce cost of the Packing Materials ²
3. Reduction in the Pre-Printed Material Inventory
Converted the Manual Printing Inventory by Online Printing ²
It reduces the Huge invent in the Line ²
Spaces are saved with Manpower in the Packing Lines. ²





























