Embed Size (px)
Citation preview

ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA
(ICAI)
GRADO EN INGENIERÍA ELECTROMECÁNICA
Especialidad Mecánica
Diseño de una EDAR (Estación Depuradora
de Aguas Residuales) para la industria
cervecera
Autor: Jaime Machés Rueda
Director: Carlos Morales Polo
Madrid
Mayo 2017

AUTORIZACIÓN PARA LA DIGITALIZACIÓN, DEPÓSITO Y DIVULGACIÓN EN RED DE
PROYECTOS FIN DE GRADO, FIN DE MÁSTER, TESINAS O MEMORIAS DE
BACHILLERATO
1º. Declaración de la autoría y acreditación de la misma.
El autor D.____Jaime Machés Rueda______________________________________________
DECLARA ser el titular de los derechos de propiedad intelectual de la obra: Diseño de una
EDAR para la industria cervecera________________________________________________,
que ésta es una obra original, y que ostenta la condición de autor en el sentido que otorga la Ley
de Propiedad Intelectual.
2º. Objeto y fines de la cesión.
Con el fin de dar la máxima difusión a la obra citada a través del Repositorio institucional de
la Universidad, el autor CEDE a la Universidad Pontificia Comillas, de forma gratuita y no
exclusiva, por el máximo plazo legal y con ámbito universal, los derechos de digitalización, de
archivo, de reproducción, de distribución y de comunicación pública, incluido el derecho de
puesta a disposición electrónica, tal y como se describen en la Ley de Propiedad Intelectual. El
derecho de transformación se cede a los únicos efectos de lo dispuesto en la letra a) del apartado
siguiente.
3º. Condiciones de la cesión y acceso
Sin perjuicio de la titularidad de la obra, que sigue correspondiendo a su autor, la cesión
de derechos contemplada en esta licencia habilita para:
a) Transformarla con el fin de adaptarla a cualquier tecnología que permita incorporarla a
internet y hacerla accesible; incorporar metadatos para realizar el registro de la obra e
incorporar “marcas de agua” o cualquier otro sistema de seguridad o de protección.
b) Reproducirla en un soporte digital para su incorporación a una base de datos electrónica,
incluyendo el derecho de reproducir y almacenar la obra en servidores, a los efectos de
garantizar su seguridad, conservación y preservar el formato.
c) Comunicarla, por defecto, a través de un archivo institucional abierto, accesible de modo
libre y gratuito a través de internet.
d) Cualquier otra forma de acceso (restringido, embargado, cerrado) deberá solicitarse
expresamente y obedecer a causas justificadas.
e) Asignar por defecto a estos trabajos una licencia Creative Commons.
f) Asignar por defecto a estos trabajos un HANDLE (URL persistente).
4º. Derechos del autor.
El autor, en tanto que titular de una obra tiene derecho a:
a) Que la Universidad identifique claramente su nombre como autor de la misma
b) Comunicar y dar publicidad a la obra en la versión que ceda y en otras posteriores a través
de cualquier medio.
c) Solicitar la retirada de la obra del repositorio por causa justificada.
d) Recibir notificación fehaciente de cualquier reclamación que puedan formular terceras
personas en relación con la obra y, en particular, de reclamaciones relativas a los derechos
de propiedad intelectual sobre ella.
5º. Deberes del autor.
El autor se compromete a:
a) Garantizar que el compromiso que adquiere mediante el presente escrito no infringe ningún
derecho de terceros, ya sean de propiedad industrial, intelectual o cualquier otro.
b) Garantizar que el contenido de las obras no atenta contra los derechos al honor, a la
intimidad y a la imagen de terceros.
Asumir toda reclamación o responsabilidad, incluyendo las indemnizaciones por daños, que



ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA
(ICAI)
GRADO EN INGENIERÍA ELECTROMECÁNICA
Especialidad Mecánica
Diseño de una EDAR (Estación Depuradora
de Aguas Residuales) para la industria
cervecera
Autor: Jaime Machés Rueda
Director: Carlos Morales Polo
Madrid
Mayo 2017


Diseño de una EDAR (Estación Depuradora de Aguas
Residuales) para la industria cervecera
Autor: Machés Rueda, Jaime
Directores: Morales Polo, Carlos
Entidad Colaboradora: ICAI - Universidad Pontificia Comillas
Introducción
El agua es uno de los elementos más esenciales para nuestra supervivencia y para la de
la gran mayoría de seres vivos del planeta. Forma parte, en la vida del hombre, tanto de
las necesidades básicas (higiene, hidratación…) como de las necesidades relacionadas
con la industria, la agricultura, la ganadería, etc. Sin embargo, el ser humano es el ser
más contaminante de ella. La revolución industrial, que tuvo lugar entre 1820 y 1840,
conllevó al crecimiento de las ciudades y las fábricas; por esta razón se multiplicó la
cantidad de aguas residuales que afectarían al medioambiente y por tanto surgió la
necesidad de limpiar estas aguas.
La mayor parte de las industrias hacen uso del agua en alguno de sus diferentes
procesos de fabricación y posteriormente la vierten a la naturaleza, generalmente a los
ríos. En un principio, estas aguas podían ser depuradas naturalmente por los ecosistemas
acuáticos capaces de limpiar el agua consiguiendo volver a adquirir características
aceptables para poder ser utilizadas de nuevo. Pero hoy en día, debido al alto consumo
de los productos y la alta cantidad de fabricación de éstos, esta capacidad de
autodepuración natural es insuficiente.
Según los informes del Ministerio de Agricultura, Alimentación y Medio Ambiente
(MAGRAMA) de España, el consumo de cerveza en la campaña 2015/2016 fue de 33,3
millones de hectolitros, que suponiendo que se consumiese un noventa y cinco por
ciento de la producción, la cantidad de fabricación de cerveza sería de 35 millones de
hectolitros. Toda producción conlleva aguas residuales, por ello podemos confirmar que
esta cantidad de agua residual no se puede depurar naturalmente, así pues, el agua que
vierten las industrias debe pasar una serie de tratamientos de depuración para poder
evacuarla limpia, de manera sostenible y que no afecte al medio ambiente. De este
modo, se cumplirán una serie las normas de calidad que deben tener estos vertidos. En
este punto es donde entran en juego las plantas de tratamiento de aguas residuales o
EDAR (Estación Depuradora de Aguas Residuales).
El proyecto a desarrollar se centra en el tratamiento de las aguas residuales procedentes
de la industria cervecera. Para ello, se estudiarán los contaminantes de estas aguas y así
posteriormente diseñar una EDAR adecuada a las características requeridas.
Dependiendo de los diferentes contaminantes se llevara a cabo una serie de procesos y
de tratamientos. El mercado de la cerveza suele variar poco durante el año, aunque suele
aumentar en la época de verano debido al clima propio de la temporada. También
dependen de cada marca de cerveza y del tipo de cerveza que se esté produciendo
(doble malta, trigo, cerveza negra, etc). Por lo tanto, es necesario un estudio previo de la
situación de cada tipo de cerveza para obtener resultados exitosos.
Metodología
Para la realización del proyecto, se ha organizado de la siguiente forma:
1. Estudio de los contaminantes.
2. Estudio de los tratamientos a realizar.
3. Cálculo y dimensionamiento de la EDAR.
4. Anexos: pliego de condiciones y presupuesto.
En el primer punto se estudiarán los contaminantes de nuestra agua residual, éstos serán
muy importantes en la elección de los tratamientos debido a que cada contaminante
requiere un método de eliminación específico.
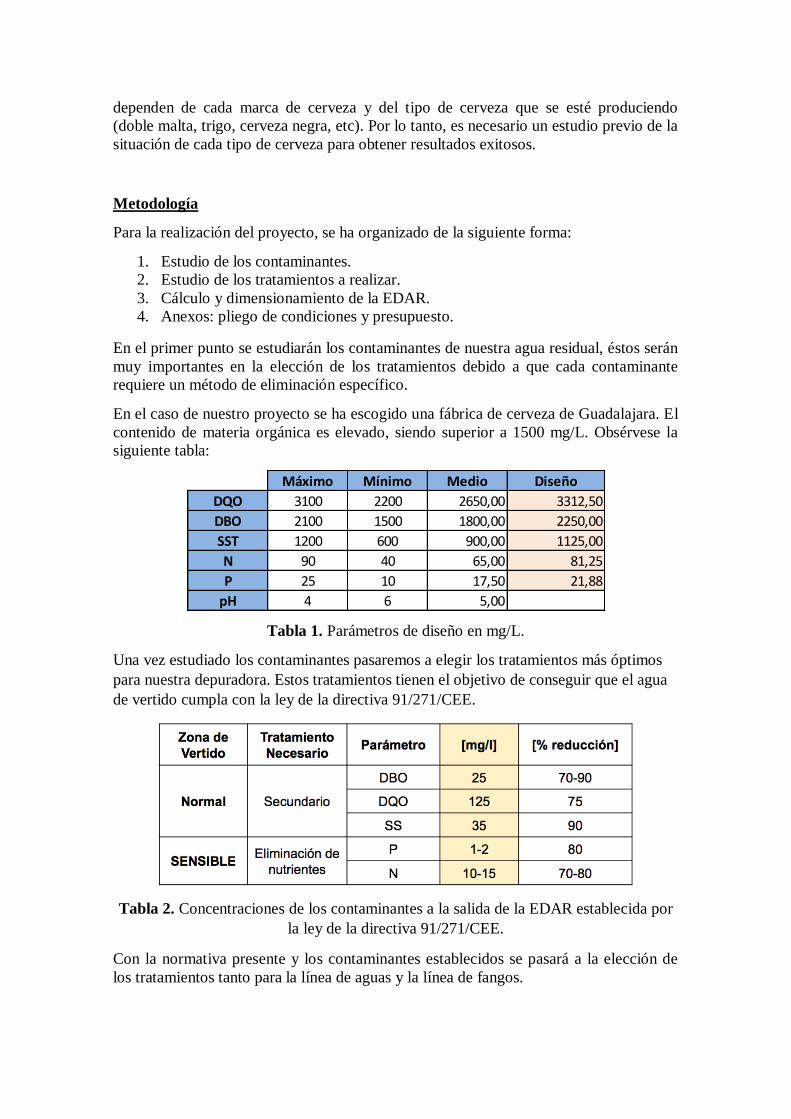
En el caso de nuestro proyecto se ha escogido una fábrica de cerveza de Guadalajara. El
contenido de materia orgánica es elevado, siendo superior a 1500 mg/L. Obsérvese la
siguiente tabla:
Tabla 1. Parámetros de diseño en mg/L.
Una vez estudiado los contaminantes pasaremos a elegir los tratamientos más óptimos
para nuestra depuradora. Estos tratamientos tienen el objetivo de conseguir que el agua
de vertido cumpla con la ley de la directiva 91/271/CEE.
Tabla 2. Concentraciones de los contaminantes a la salida de la EDAR establecida por
la ley de la directiva 91/271/CEE.
Con la normativa presente y los contaminantes establecidos se pasará a la elección de
los tratamientos tanto para la línea de aguas y la línea de fangos.
Máximo Mínimo Medio Diseño
DQO 3100 2200 2650,00 3312,50
DBO 2100 1500 1800,00 2250,00
SST 1200 600 900,00 1125,00
N 90 40 65,00 81,25
P 25 10 17,50 21,88
pH 4 6 5,00

En la línea de aguas hay cuatro tratamientos: pretratamiento, tratamiento primario,
tratamiento secundario y tratamiento avanzado. En ella se reducirán los contaminantes
del agua residual hasta cumplir con la normativa. La línea de fangos consta de tres
etapas: espesado, estabilización y deshidratación.
En el tercer punto pasamos a dimensionar la EDAR. Apoyándonos en el libro
“Proyectos de plantas de tratamientos de aguas” de Ricardo Isla y el programa Excel
conseguiremos la realizar con éxito este punto. Para los cálculos se tendrán en cuenta el
caudal de entrada y los contaminantes tanto a la entrada como a la salida.
Al final del proyecto habrá un estudio de impacto ambiental y un capítulo dedicado al
presupuesto que se necesitaría para construir la depuradora y el pliego de condiciones
de ella misma.
Solución adoptada
A continuación, se mostrará un esquema, referido a la solución adoptada, que muestre
los diferentes tratamientos a realizar para la depuración del agua tanto en la línea de
aguas como la línea de fangos.
Línea de aguas
Pretratamiento:
Tratamiento primario:
Tratamiento secundario:
Tratamiento avanzado:

Línea de fangos
Bibliografía
[CLED17] María del Mar Cledera Castro. Apuntes de Ingeniería y desarrollo
sostenible, Tecnología Medioambiental, Contaminación agua.
Universidad Pontificia de Comillas. I.C.A.I. Madrid 2017.
[GARC16] Gonzalo García-Monsalve Olábarri. “Diseño de una EDAR
(Estación depuradora de aguas residuales) para la industria
vitivinícola”. Proyecto de fin de grado, Universidad Pontificia de
Comillas, ICAI. Junio 2016.
[JSUA07] J. Suárez, “tratamientos avanzados de depuración”. Máster en
ingeniería del agua. Universidad de la Coruña. Noviembre, 2007.
Resultados y conclusiones
Se mostrará una tabla en la que vienen indicados los diversos tratamientos realizados
para el tratamiento del agua, los contaminantes que se han reducido y su porcentaje de
eliminación en cada tratamiento. A la salida de la EDAR los contaminantes cumplen la
normativa europea.
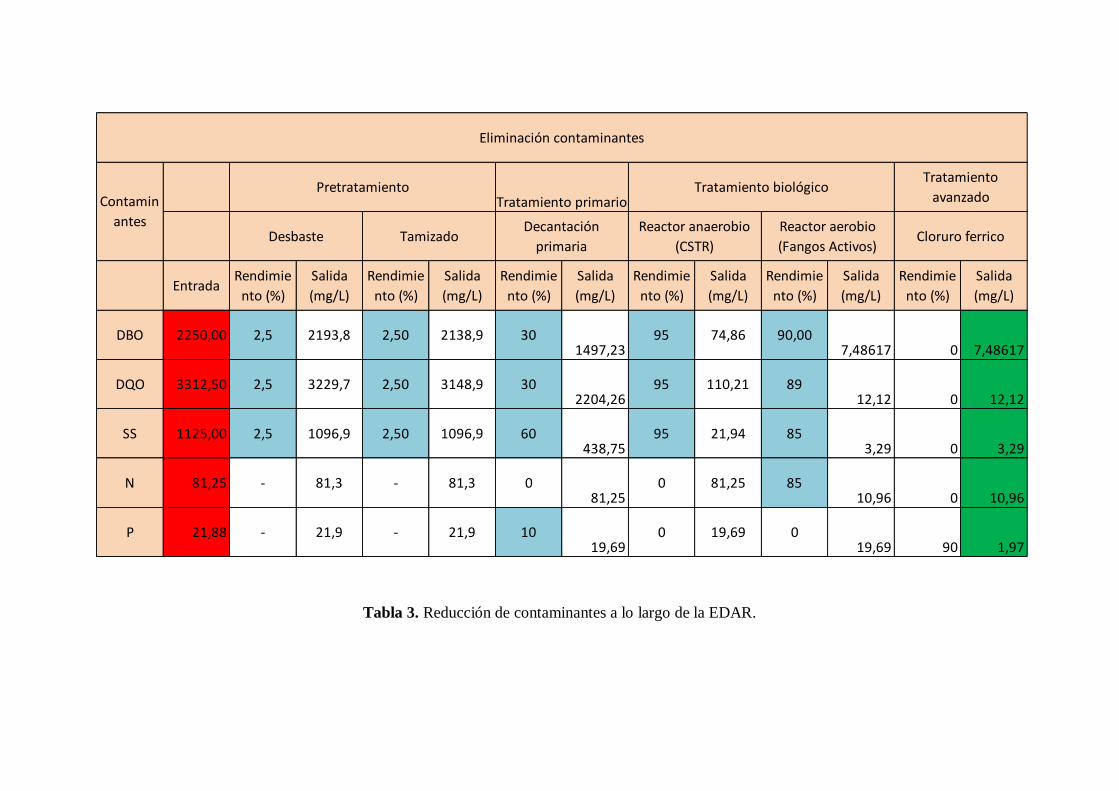
Tabla 3. Reducción de contaminantes a lo largo de la EDAR.
EntradaRendimie
nto (%)
Salida
(mg/L)
Rendimie
nto (%)
Salida
(mg/L)
Rendimie
nto (%)
Salida
(mg/L)
Rendimie
nto (%)
Salida
(mg/L)
Rendimie
nto (%)
Salida
(mg/L)
Rendimie
nto (%)
Salida
(mg/L)
DBO 2250,00 2,5 2193,8 2,50 2138,9 301497,23
95 74,86 90,007,48617 0 7,48617
DQO 3312,50 2,5 3229,7 2,50 3148,9 302204,26
95 110,21 8912,12 0 12,12
SS 1125,00 2,5 1096,9 2,50 1096,9 60438,75
95 21,94 853,29 0 3,29
N 81,25 - 81,3 - 81,3 081,25
0 81,25 8510,96 0 10,96
P 21,88 - 21,9 - 21,9 1019,69
0 19,69 019,69 90 1,97
Desbaste Tamizado
Pretratamiento
Decantación
primaria
Eliminación contaminantes
Contamin
antesCloruro ferrico
Tratamiento primario
Reactor anaerobio
(CSTR)
Reactor aerobio
(Fangos Activos)
Tratamiento biológicoTratamiento
avanzado


WWTP (WASTE WATER TREATMENT PLANT) DESIGN FOR THE
BEER INDUSTRY
Author: Machés Rueda, Jaime
Directors: Morales Polo, Carlos
Collaborating Entity: ICAI - Universidad Pontificia Comillas
Introduction
Water is one of the most essential natural resources for our survival. It takes part in all
of the processes that keep our lives in motion, starting from consumption and basic
hygiene. Agriculture and cattle raising would not be possible without water either.
However, using this valuable resource comes with a price; Humans are the most water-
polluting species by far. The Industrial Revolution (1820-1840) started an exponential
growth in the population of urban areas. This also greatly increased the amount of
sewage water that needed to be dealt with in these cities, not coming just from domestic
environments, since huge factories were starting to develop around the cities as well.
Most industries use water at some point of their manufacturing process, only to dump it
back to where it came from (usually rivers and lakes). This is more than often done
without conducting necessary processes that could allow this altered water to be
accepted back into the cycle, disregarding the devastating side effects.
Theoretically, nature is capable of purifying this water by itself, giving it most of its
original properties. Nevertheless, the rate at which we return water is much higher than
the rate at which nature purifies it. Nature is insufficient, but us humans can give a hand
at this, making an impact on the planet and the ecosystems at hand.
According to the Ministry of Agriculture, Consumption and Environment
(MAGRAMA), it is estimated that beer consumption in the business year 2015/2016
was 33,3 million hectoliters, which, assuming that 95% of production is consumed,
made industries produce around 35 million hectoliters of beer.
This amount of production requires an extensive amount of water, and therefore returns
a lot of impure water as residue. Logically, this amount of sewage water cannot be
purified naturally, so chemical processes are surely a more adequate solution to be able
to recycle the water, avoiding the risk of pollution. It must be taken into account that
there are guidelines and rules already established. A design of a sewage treatment plant
(EDAR) is crucial to ensure that the waste released has the minimum impact on the
planet.
The development of the project will deal with the water residue problem in the beer
industries in particular. To that end, we will study the residue’s composition to allow us
to develop a set of EDAR processes that can be standardized and meet the government’s
criteria.

Depending on the polluting agents found on the study, a series of decontamination
processes and treatments are to be conducted. The market is usually quite stable for
beer, although during the summer consumption peaks. We must also remember there
are many different types of beer in production (such as double malt, black, blonde,
wheat beer, etc) so each type of beer might cause different polluting agents to be present
in the water.
Methodology
1-Contamination study of the water.
2-Development of the water treatments to be applied
3-Sewage plant design (EDAR)
4-Annex / Budget & conditions
The first task requires a thorough examination of the samples of the sewage water. This
is quite important since our chemical treatments will be chosen according to these
samples, eliminating the polluting substances that we find. The samples we worked on
came from a factory in Guadalajara. The content of organics was high, being over 1500
mg/L.
Board 1. Design parameters in mg/L.
Once we studied the contaminants that are present in our sample, we will choose the
most optimal treatments to be conducted on our sewage plant, aiming to reduce the
content of pollutants to the minimums according to law 91/271 CEE.
Board 2. Contaminants concentration established by law 91/271 CEE.
Now that the substances to eliminate are identified, we can design each treatment for the
water line and mud line.
Máximo Mínimo Medio Diseño
DQO 3100 2200 2650,00 3312,50
DBO 2100 1500 1800,00 2250,00
SST 1200 600 900,00 1125,00
N 90 40 65,00 81,25
P 25 10 17,50 21,88
pH 4 6 5,00

In the water line we can find four separate treatment processes: Pretreatment, Primary
treatment, Secondary treatment and Advanced treatment. In this line we will reduce the
presence of the contaminants until the mínimum amount required by law is reached. In
the med line, we can find three separate steps: Thickening, Stabilization and
Dehydration.
We can now design the installation itself. Using the book “Proyectos de plantas de
tratamientos de aguas” by Ricardo Isla we can run some calculations on Microsoft
Excel to achieve a functioning design. Things like water flow and contaminant
percentage are important to be monitored during the entrance and the exit of the sewage
circle.
To conclude the project, an environmental impact study will be conducted, and a
chapter dedicated specifically to the budget and other costs will be included as well,
which will also include the estimated Price of the installation of the sewage treatment
plant.
Deployed solution
Here below, there is a diagram with the treatments chosen for the water line and mud
line.
Water line
Pretreatment:
First treatment:
Second treatment:

Advanced treatment:
Mud line
Bibliography
[GARC16] Gonzalo García-Monsalve Olábarri. “Diseño de una EDAR
(Estación depuradora de aguas residuales) para la industria
vitivinícola”. Proyecto de fin de grado, Universidad Pontificia de
Comillas, ICAI. Junio 2016.
[JSUA07] J. Suárez, “tratamientos avanzados de depuración”. Máster en
ingeniería del agua. Universidad de la Coruña. Noviembre, 2007.
[CLED17] María del Mar Cledera Castro. Apuntes de Ingeniería y desarrollo
sostenible, Tecnología Medioambiental, Contaminación agua.
Universidad Pontificia de Comillas. I.C.A.I. Madrid 2017.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
19
Conclusions
As you can see in the table attached, where the calculations have been done, the output contaminants accomplish the established law. On one
hand we can see the treatments that our purification system has and on the other the elimination percentage in each treatment.
Board 3. Contaminants elimination during the WWP.
EntranceEfficiency
(%)
Exit
(mg/L)
Efficiency
(%)
Exit
(mg/L)
Efficiency
(%)
Exit
(mg/L)
Efficiency
(%)
Exit
(mg/L)
Efficiency
(%)
Exit
(mg/L)
Efficiency
(%)
Exit
(mg/L)
BDO5 2250,00 2,5 2193,8 2,50 2138,9 301497,23
95 74,86 90,007,48617 0 7,48617
COD 3312,50 2,5 3229,7 2,50 3148,9 302204,26
95 110,21 8912,12 0 12,12
SS 1125,00 2,5 1096,9 2,50 1096,9 60438,75
95 21,94 853,29 0 3,29
N 81,25 - 81,3 - 81,3 081,25
0 81,25 8510,96 0 10,96
P 21,88 - 21,9 - 21,9 1019,69
0 19,69 019,69 90 1,97
Rough Down Sieve
Pretreatment
First Decantation
Contaminants Elimination
Contamin
antsFeCl3
First Treatment
CSTR Reactor Active Muds
Second Treatment Advanced Treatment

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
20

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
21
ÍNDICE DE CONTENIDOS
Capítulo I Memoria
1. Introducción………………………………………………………………...27
2. Objetivos……………………………………………………………………29
3. Contaminación en la industria cervecera…………………………………...31 3.1. Proceso de fabricación de la cerveza
3.2. Consumo de aguas
3.3. Características de los vertidos
4. Procesos de depuración……………………………………………………..41 4.1. Línea de aguas
4.1.1. Pretratamiento
4.1.2. Tratamiento primario
4.1.3. Tratamiento secundario
4.1.4. Tratamiento avanzado
4.2. Linea de fangos
4.2.1. Espesamiento de los fangos
4.2.2. Estabilización de los fangos
4.2.3. Deshidratación de fangos
4.3. Descripción de la solución adoptada
4.3.1. Línea de aguas
4.3.1.1. Pretratamiento
4.3.1.2. Tratamiento primario
4.3.1.3. Tratamiento secundario
4.3.1.4. Tratamiento avanzado
4.3.1.5. Esquema de la línea de aguas
4.3.2. Línea de fangos
4.3.2.1. Espesado
4.3.2.2. Estabilización
4.3.2.3. Deshidratación
4.3.2.4. Esquema de línea de fangos
5. Bibliografía……………………………………………………………… ...72
Capítulo II Cálculos
1. Introducción………………………………………………………………...77
2. Línea de aguas……………………………………………………………...77 2.1. Pretratamiento
2.1.1. Desbaste
2.1.2. Tamizado
2.2. Tratamiento primario
2.3. Tratamiento secundario
2.3.1. Reactor biológico anaerobio
2.3.2. Fangos activos

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
22
2.3.3. Decantación secundaria
2.4. Tratamiento avanzado
3. Línea de fangos……………………………………………………………..91 3.1. Espesamiento
3.1.1. Espesamiento por gravedad
3.1.2. Espesamiento por flotación
3.2. Estabilización
3.2.1. Estabilización química (a base de cal)
3.3. Deshidratación
4. Contaminantes……………………………………………………………...96
5. Bibliografía…………………………………………………………………98
Capítulo III Impacto Medioambiental
1. Introducción……………………………………………………………….101
2. Valoración de impactos…………………………………………………...104
3. Medidas preventivas y correctivas………………………………………..106
Capítulo IV Anexos

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
23
ÍNDICE DE FIGURAS
Figura 1. Usos del agua en Heineken 2007. Fuente: [EOIS08]……………………………..35
Figura 2. Consumos de aguas Heineken. Fuente: [HEIN15].……………………………….35
Figura 3. Miles de hl de cerveza producidos durante 2014 en España. Fuente:
[MAAM15]……………………………………………………………………………….….36
Figura 4. Calidad exigida a los efluentes depurados según Dir. 91/271/CEE. Fuente:
[CLED17]…………………………………………………………………………………….41
Figura 5. Esquema general de una depuradora. Fuente: [CLED17]………………………...43
Figura 6. Esquema pretratamiento EDAR. Fuente: [CLED17]……………………………..44
Figura 7. Esquema operación desbaste. Fuente: [CLED17]………………………………...45
Figura 8. Ejemplo de desarenador + desengrasado conjunto. Fuente: [CLED17]…………..46
Figura 9. Tratamiento primario EDAR. Fuente: [CLED17]………………………………...47
Figura 10. Decantador circular. Fuente: [CLED17]…………………………………………48
Figura 11. Decantador rectangular. Fuente: [CLED17]……………………………………..48
Figura 12. Decantador Lamelar. Fuente: [CLED17]………………………………………...49
Figura 13. Lechos fijos. Fuente: [TECD13].………………………………………………...50
Figura 14. Biodiscos. Fuente: [CLED17]…………………………………………………...51
Figura 15. Esquema fangos activos. Fuente: [CLED17]…………………………………….51
Figura 16. Fases de crecimiento de los microorganismos. Fuente: [CLED17]……………...52
Figura 17. Proceso de reacción anaerobia. Fuente: [CLED17]……………………………...53
Figura 18. Reactor de mezcla completa sin recirculación. Fuente: [IDAE07]…………..….53
Figura 19. Tratamiento químico de una EDAR. Fuente: [CLED17]………………………..54
Figura 20. Reja de finos. Fuente: [AQUAX]...……………………………………………...61
Figura 21. Esquema del funcionamiento de un tamiz rotativo. Fuente: [WEIDX]...………..62
Figura 22. Tamiz rotativo. Fuente: [WEIDX]..…………………………………………..….62
Figura 23. Decantador primario circular. Fuente: [CLED17]……………………………….63
Figura 24. Reactor anaerobio CSTR. Fuente: [IDAE07]..…………………………………..64
Figura 25. Espesado por gravedad. Fuente: [CLED17]……………………………………..68
Figura 26. Espesado por flotación. Fuente: [CLED17]……………………………………...69
Figura 27. Proceso de estabilización por cal. Fuente: [LASH13]…………………………...70

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
24
Figura 28. Centrifugadora. Fuente: [CLED17]……………………………………………...70
Figura 29. Partes de centrifugadora. Fuente: [CLED17]……………………………………71
Figura 30. Esquema línea de fangos. Fuente: [CLED17]…………………………………...71
Figura 31. Tabla dosis de cal. Fuente: [JSUA07]…………………………………………...94

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
25
ÍNDICE DE TABLAS
Tabla 1. Porcentajes de agua consumida en los diferentes procesos de fabricación en fábrica
Heineken durante 2007. Fuente: [EOIS08]…………………………………………………..34
Tabla 2. Valores característicos de la carga contaminante de las aguas residuales de
elaboración de cerveza (kg/hl). Fuente: [GMTD16]….……………………………………...38
Tabla 3. Método de medida de referencia de contaminantes presentes en los vertidos,
establecido en la Directiva 91/271/CEE. Fuente: [MAGR91].….…………………………...42
Tabla 4. Porcentajes de reducción de contaminantes en tratamiento primario. Fuente:
[TRAUX]…………………………………………………………………………………….48
Tabla 5. Porcentaje de M volátil eliminada en función del tr. Fuente: [CLED17]………….58
Tabla 6. Matriz de impactos con construcción de EDAR. Fuente [GARC16]……………..103

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
26
CAPÍTULO I
MEMORIA

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
27

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
28
1. INTRODUCCIÓN
El líder espiritual, ambientalista y humanitario Sri Sri Ravi Shankar dijo en una ocasión: "La
lucha por el agua podría desatar la Tercera Guerra Mundial". Y es que el agua de calidad
capaz de satisfacer las necesidades humanas está siendo un recurso cada vez más escaso en
nuestro planeta.
Actualmente, según datos de la Fundación Aquae, La Tierra contiene 525 millones de
kilómetros cúbicos de agua. Un 97% de este agua reside en los océanos y es agua salada,
inútil para las necesidades del ser humano. Un 2,5% de esta cantidad es agua dulce, es decir,
de los 525 millones de kilómetros cúbicos aproximádamente solo 13 millones podrían
satisfacer nuestras necesidades. Perteneciente a este porcentaje un 0,5% son aguas
subterráneas. De la cantidad de agua restante, la mayoría (un 90% aproximadamente) está
congelada en la Antártida y únicamente un 0,007% del agua existente en La Tierra es potable.
Estos datos ponen en contexto la visible limitación del agua en el mundo y su fundamental
"buen uso" en las actividades cotidianas, sobre todo en las poblaciones con menor
accesibilidad a este recurso como son las zonas con clima árido o mediterráneo, donde las
épocas de lluvias son cortas e irregularmente distribuidas en el tiempo. Esto unido a una
población con crecimiento exponencial y unos recursos superficiales limitados provocan un
uso abundante de las aguas subterráneas, difíciles de obtener, escasas y desgraciadamente
agotables.
El agua es uno de los elementos más esenciales para nuestra supervivencia y para la de la
gran mayoría de seres vivos del planeta. Forma parte, en la vida del hombre, tanto de las
necesidades básicas (higiene, hidratación...) como de las necesidades relacionadas con la
industria, la agricultura, la ganadería, etc. Sin embargo, el ser humano es el ser más
contaminante de ella. La revolución industrial, que tuvo lugar entre 1820 y 1840, conllevó al
crecimiento de las ciudades y las fábricas; por esta razón se multiplicó la cantidad de aguas
residuales que afectarían al medioambiente y por tanto surgió la necesidad de limpiar estas
aguas.
La mayor parte de las industrias hacen uso del agua en alguno de sus diferentes procesos de
fabricación y posteriormente la vierten a la naturaleza, generalmente a los ríos. En un
principio, estas aguas podían ser depuradas naturalmente por los ecosistemas acuáticos
capaces de limpiar el agua consiguiendo volver a adquirir características aceptables para
poder ser utilizadas de nuevo. Pero hoy en día, debido al alto consumo de los productos y la
alta cantidad de fabricación de éstos, esta capacidad de autodepuración natural es
insuficiente.
Según los informes del Ministerio de Agricultura, Alimentación y Medio Ambiente
(MAGRAMA) de España, el consumo de cerveza en la campaña 2015/2016 fue de 33,3
millones de hectolitros, que suponiendo que se consumiese un noventa y cinco por ciento de
la producción, la cantidad de fabricación de cerveza sería de 35 millones de hectolitros. Toda
producción conlleva aguas residuales, por ello podemos confirmar que esta cantidad de agua
residual no se puede depurar naturalmente, así pues, el agua que vierten las industrias debe
pasar una serie de tratamientos de depuración para poder evacuarla limpia, de manera
sostenible y que no afecte al medio ambiente. De este modo, se cumplirán una serie las

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
29
normas de calidad que deben tener estos vertidos. En este punto es donde entran en juego las
plantas de tratamiento de aguas residuales o EDAR (Estación Depuradora de Aguas
Residuales).
A partir de 1987 con la redacción del Informe Bruntland, donde se recoge el concepto de
sostenibilidad, se comenzó a estudiar diferentes maneras de conseguir ser, desde un punto de
vista ecológico, capaces de satisfacer las necesidades del ser humano sin comprometer las
necesidades de la propia naturaleza y de futuras generaciones. Una de las diferentes ideas que
se han ido desarrollando y ha tenido una gran acogida es la recirculación de aguas y
sometimiento a procesos de depuración para su posterior deposición en ríos embalses
naturales sin comprometer el medioambiente.
El proyecto a desarrollar se centra en el tratamiento de las aguas residuales procedentes de la
industria cervecera. Para ello, se estudiarán los contaminantes de estas aguas y así
posteriormente diseñar una EDAR adecuada a las características requeridas.
Dependiendo de los diferentes contaminantes se llevara a cabo una serie de procesos y de
tratamientos. El mercado de la cerveza suele variar poco durante el año, aunque suele
aumentar en la época de verano debido al clima propio de la temporada. También dependen
de cada marca de cerveza y del tipo de cerveza que se esté produciendo (doble malta, trigo,
cerveza negra, etc). Por lo tanto, es necesario un estudio previo de la situación de cada tipo de
cerveza para obtener resultados exitosos.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
30
2. OBJETIVOS
El objetivo de este proyecto es diseñar una E.D.A.R. (Estación de Depuración de Aguas
Residuales) con el propósito de limpiar las aguas residuales de la industria cervecera, de
manera que impacten de la menor forma posible en el medio ambiente y poder preservar el
concepto de sostenibilidad.
Para conseguirlo, comenzaremos con un estudio de las aguas residuales que produce esta
industria y los contaminantes que pueden afectar. Con ello podremos saber los factores más
importantes a tratar, como pueden ser: la demanda biológica de oxígeno (DBO), la demanda
química de oxígeno (DQO), Ph del agua, etc.
Una vez finalizado el estudio, realizaremos la selección de las diferentes etapas en nuestra
depuradora, con el objetivo de obtener una solución óptima tanto desde el plano ecológico
como en el económico, respetando siempre el concepto de sostenibilidad.
Como proceso final se dimensionarán los diferentes elementos del proyecto en el capítulo de
cálculos que se realizarán con herramientas como el Microsoft Office Excel. Para terminar
añadiremos un capítulo de impacto ambiental, en el que se presentarán los posibles efectos
que puede producir la construcción y mantenimiento de un proyecto de esta magnitud en el
ecosistema.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
31
Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
32
3. CONTAMINACIÓN EN LA INDUSTRIA CERVECERA
Una industria dedicada a la producción de cerveza produce muchos impactos
medioambientales tales como:
Contaminación de las aguas debido a los vertidos de aguas residuales.
Impacto geográfico, sobre todo si son fábricas de gran tamaño.
Contaminación acústica.
Vibraciones en el terreno.
Abundante emisión de gases a la atmósfera.
Explotación de la tierra para procesos de cultivo como el trigo.
Uno de los mayores impactos, cabe decir el principal impacto, es el elevado consumo de agua
que requiere esta industria para la elaboración del producto.
El principal ingrediente de la cerveza es el agua, siendo un 95% lo que la compone. Pero,
increíblemente, solamente un 13% del agua utilizada en el proceso de elaboración forma
parte del producto final. El resto se usará para los procesos de fabricación como: limpieza de
maquinaria, embotellado, refrigeración, sanitarias, etc. Estos niveles los veremos con más
profundidad en el apartado 3.1 Consumo de aguas.
Otra fuente de contaminación a destacar es la producción de fangos, fruto de los diferentes
procesos en la fabricación. Estos tendrán una carga orgánica alta y su tratamiento es costoso
así como peligroso.
A continuación, se describirá de manera general cada uno de los impactos mencionados
anteriormente. Más tarde serán descritas las medidas obligatorias, recomendadas y las no
permitidas en la producción de la cerveza para ser respetuoso con el medio ambiente:
Residuos: dentro de la industria cervecera los residuos generados no son muy
elevados. En el proceso de embotellado los tres materiales que se usan son: metales
(principalmente aluminio), vidrio, plástico y papel. El vidrio y los metales son
generalmente reciclados de botellas y latas anteriormente usadas. Y el uso del plástico
sirve para que no exista fricción entre la botella y la chapa que la tapa. También se
generan residuos orgánicos como el mosto o los deshechos del trigo no utilizado en la
elaboración de la cerveza pero no suponen una grave contaminación.
Emisión de gases: los gases producidos en este tipo de industria se relacionan a la
energía utilizada para los procesos de evaporación, tueste de las semillas de trigo
(con el uso de hornos de tamaño industrial) y refrigeración (para conservar la cerveza
y fermentarla) que conllevan alta carga energética. Estos procesos desprenden en
mayor medida dióxido de carbono así como otros gases que pueden afectar a la
atmósfera. La producción de fangos también provoca olores en los alrededores con
gas como el H2S.
Contaminación acústica y vibraciones: el ruido y vibraciones provienen del uso de
la maquinaria pesada como tolvas, tractores, carritos de transporte, etc. Este impacto
no es de gravedad dado que con las nuevas tecnologías se cuidan mucho estos dos
aspectos con innovaciones como bancadas hechas de materiales que amortiguan las
vibraciones.
Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
33
Vertidos: son el tipo de contaminante más importante debido al gran impacto que
causan y a las grandes cantidades de agua que requieren. Por cada litro de cerveza
producido se llegan a utilizar de media 7 litros de agua. El agua es usada en casi todas
las fases del proceso de producción aunque principalmente en el procedimiento de
limpieza, sobre todo maquinaria, después de cada fase. Además contienen alta carga
orgánica debido a los nutrientes que contiene el producto provenientes de las
reacciones químicas, del trigo, etc. Dependiendo de la contaminación de los vertidos
se desarrollarán diferentes etapas para poder conseguir un agua de calidad.
Sabiendo esto, el principal problema de esta industria son los vertidos que se producen en
la elaboración del producto, dado que son altamente contaminantes y contienen abundante
carga orgánica. De esta manera, los parámetros a controlar durante el proceso serán:
Demanda biológica de oxígeno (DBO5): es la cantidad de oxígeno necesaria para
biodegradar la materia orgánica en cinco días. Su cálculo se realiza con la diferencia
del oxígeno que contiene la materia orgánica y la cantidad que resulta de este al
encerrar la materia orgánica durante cinco días en un depósito con ausencia de luz y
oxígeno, y a una temperatura de 20ºC. Tendrá un valor superior a 1500 mg/L.
Demanda química de oxígeno (DQO): parámetro que indica la cantidad de materia
que es susceptible de oxidarse en el agua. El ensayo se realiza con un oxidante fuerte
que oxidará materia tanto orgánica como inorgánica. Dependerá mucho de los
producto químicos utilizados en el proceso de limpieza y su composición inorgánica.
Ph: parámetro que mide la acidez o alcalinidad de un líquido. Mide la cantidad de
iones de hidrógeno presentes en el agua. Si hay gran concentración de iones el agua
será ácida; en cambio sí hay baja concentración será un agua alcalina que puede
provocar la formación de cal y atascar tuberías.
Sólidos en suspensión: es la cantidad de sólidos que se encuentran suspendidos en el
agua y que pueden ser separados mediante procesos físicos.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
34
3.1 Proceso de fabricación de la cerveza
El producto de la cerveza tiene cuatro ingredientes principales: cebada, lúpulo, levadura y
agua. Su proceso de elaboración se puede definir en tres fases:
1. Elaboración y cocimiento de la malta.
2. Fermentación y guarda.
3. Filtración.
Para el malteado se limpian los granos de cebada, se separa el embrión y se remojan con agua
aireada para dejarlos más tarde germinando. Cuando se alcanza el punto de crecimiento
donde se disgrega el almidón en azúcares más sencillos y hay una abundante cantidad de
enzimas formadas, la cebada húmeda es llevada a un horno. Para detener la germinación se
aplicará una corriente de aire caliente y seco, esto producirá que se vaya tostando lentamente.
El color de la cerveza dependerá del tiempo de tueste. El resultado final de este proceso es la
malta que será traslada a molinos de rodillos donde se realizará la molienda.
Para generar los azúcares capaces de fermentar, se mezcla la malta molida con agua a una
determinada temperatura y se le agrega arroz o maíz precocidos. El orujo que se produce es
filtrado, y el resultado de ello se le denomina como mosto que será llevado a ebullición para
añadirle el lúpulo (ingrediente que le da el amargor característico de la cerveza). El mosto
claro se enfriará a la temperatura idónea de fermentación, es decir, 10 grados centígrados.
Las levaduras transforman en el interior de los tanques de fermentación parte de los azúcares
en alcohol y el gas que produce la espuma de la cerveza que le da ese picor. La fermentación
tiene un tiempo de duración de entre unos 8 y 10 días. Una vez terminada, la levadura
decantada es separada y llevada a depósitos especiales para su conservación. La cerveza se
trasiega a tanques de maduración y guarda para darle su estabilidad y bouquet característicos,
a temperaturas entre –1 y 4 grados centígrados. Este proceso dura entre 45 y 60 días. Después
de guardar la cerveza se filtrará a partir de distintos filtros (tierras de diatomea, silicagel y
polivinilpirrolidona) para darle transparencia y brillantez.
Como pasos finales se realizará la pasteurización de la cerveza para que la calidad
microbiológica y su duración en el mercado sean óptimas, más tarde se realizará el
embotellado y etiquetado para su posterior venta.
Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
35
3.2 Consumo de las aguas
El consumo de agua en el proceso de fabricación de la cerveza es realmente elevado. Según
se indica en la Guía de Mejores Técnicas Disponibles (GMTD) en las instalaciones españolas
el consumo de aguas total durante el proceso de elaboración del producto está en el intervalo
de 4,4-8,6 hl/hl de cerveza producida. Y es que el agua además de formar parte del
resultado final de la cerveza con un 95% de composición, también es utilizada en diversos
procesos de fabricación; caben destacar los siguientes:
Limpieza de equipos e instalaciones.
Circuitos de refrigeración y calderas.
Envasado.
Sanitarias.
El mayor consumo se produce en las fases de limpieza de equipos. También en la línea de
envasado se dan elevados consumos de agua, ya que en fases como el acondicionamiento de
los envases reutilizables, los túneles de pasteurización y la lubricación de las cintas de
transporte en las líneas de envasado requieren de una gran cantidad de agua disponible para
realizarlos correctamente.
También mencionar el agua utilizada en el enfriamiento del mosto antes de introducirlo en los
tanques de fermentación. En esta operación se consume tanta agua como cantidad de mosto
se trata. Afortunadamente las condiciones a las que se la somete permite que pueda volver a
ser reutilizada en otras fases del proceso productivo.
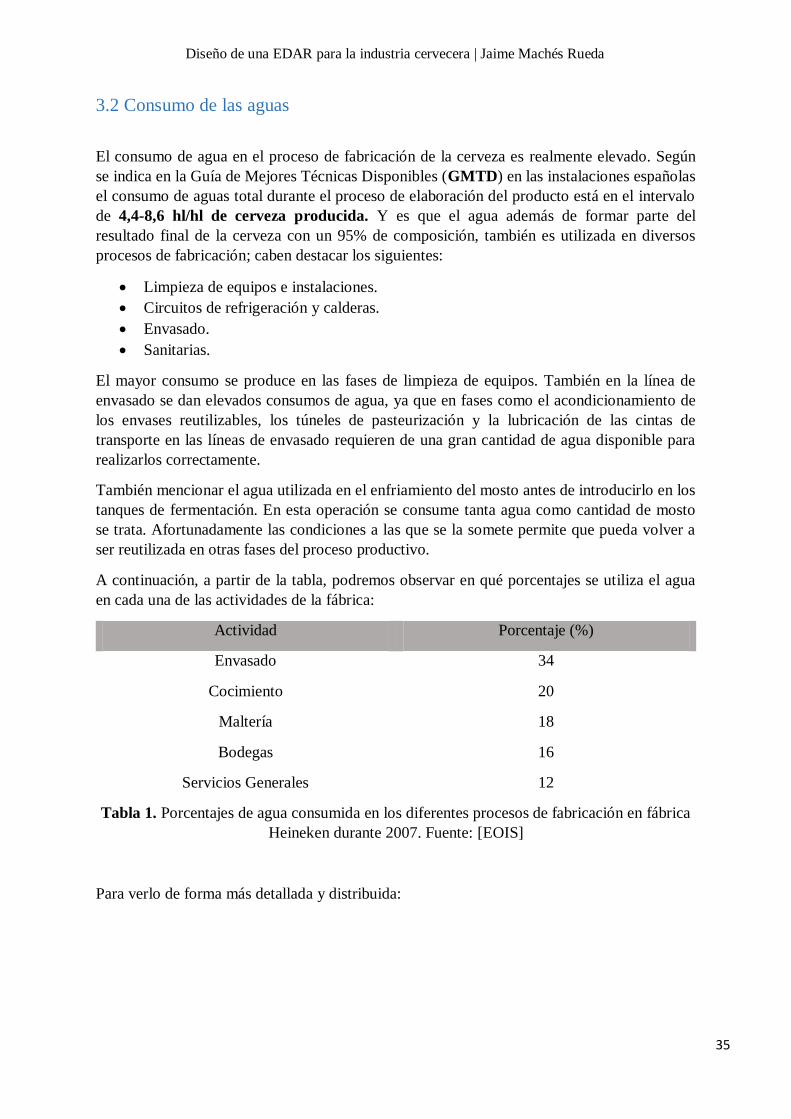
A continuación, a partir de la tabla, podremos observar en qué porcentajes se utiliza el agua
en cada una de las actividades de la fábrica:
Actividad Porcentaje (%)
Envasado 34
Cocimiento 20
Maltería 18
Bodegas 16
Servicios Generales 12
Tabla 1. Porcentajes de agua consumida en los diferentes procesos de fabricación en fábrica
Heineken durante 2007. Fuente: [EOIS]
Para verlo de forma más detallada y distribuida:

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
36
Figura 1. Usos del agua en Heineken 2007. Fuente: [EOIS08]
Según el informe de sostenibilidad de Heineken, los consumos de agua de los últimos años
han sido los siguientes:
Figura 2. Consumos de aguas Heineken. Fuente: [HEIN15].
Para saber la importancia del agua en la industria cervecera, observaremos la siguiente tabla,
que representa la cantidad en miles de hectolitros de cerveza producida por las diferentes
empresas españolas durante 2014 en España:

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
37
Figura 3. Miles de hl de cerveza producidos durante 2014 en España. Fuente: [MAAM15]
Conociendo la relación agua/cerveza, siendo aproximadamente 7/1, se puede concluir que el
uso de aguas, durante el año 2014, para la fabricación de cerveza fue abundante. Según los
datos recogidos en el informe de la Asociación de Cerveceros en España la producción de en
hectolitros de cerveza en ese año fue de 33,6 millones. Por tanto la cantidad de agua utilizada
fue siete veces superior a esa cantidad, dando lugar a 235 millones de hectolitros de agua
utilizados.
Según el último informe del grupo Mahou-San Miguel, el consumo de aguas se ha visto
reducido casi un 40% respecto del año 2000; es decir, el consumo unitario de agua por
hectolitro de cerveza producida es 2,2 hectolitros. También la empresa Heineken España ha
conseguido disminuir desde 2007 un 28,3% su consumo de agua.
Durante el año 2014 se consiguió reducir en un 3% frente a 2013 el consumo de aguas para la
elaboración del producto, esto supone un ahorro de 280 millones de litros de agua,
equivalente al consumo diario de 2 millones de personas.
Estos datos muestran el compromiso de la industria cervecera con el proyecto de
sostenibilidad y medioambiente incrementado en estos últimos años, y demuestra la
capacidad de mejora en técnicas de trata y procesamiento de recursos limitados como el agua.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
38
3.3 Características de los vertidos
Los aspectos ambientales más significativos asociados a emisiones en la industria cervecera
son, según la GMTD, la generación de aguas residuales y de residuos. El volumen de agua
residual que se genera en las instalaciones cerveceras corresponde:
Vresidual = Vtotal - VPF - Vpérdidas
Siendo:
Vtotal : el volumen total consumido en el proceso de fabricación.
VPF : el volumen incorporado al producto final.
Vpérdidas : el volumen de agua perdido en procesos como evaporación, servicios
auxiliares y el absororbido en la matriz sólida de los residuos generados.
Según la GMTD, este volumen vertido en los centros productivos españoles oscila entre 2,5-
7,2 hl/hl. Este rango de emisión dependerá directamente con el nivel de consumo de agua y
con la eficiencia de la gestión que cada fábrica hace de este recurso. El volumen total del
agua residual producida proviene principalmente de:
Las operaciones de limpieza de equipos e instalaciones, siendo ésta la corriente que
normalmente aporta mayor carga contaminante, ya que las soluciones de limpieza
además de contener diversas sustancias químicas como agentes de limpieza y
desinfección, entran en contacto directo con la superficie de equipos, conductos y
depósitos que han transportado o contenido mosto, cerveza o materias primas,
incrementando considerablemente la carga orgánica y la cantidad de sólidos en
suspensión entre otros parámetros.
El proceso de envasado, no por el volumen generado sino por la carga contaminante
que produce, ya que con el fin de eliminar sustancias que puedan permanecer en el
envase se utilizan compuestos químicos potentes y agresivos con alta carga
contaminante.
Los túneles de pasteurización, aunque se ha ido optimizando la emisión de aguas y
el consumo energético con el paso del tiempo en este proceso, puede causar
problemas si los equipos antiguos no han sido optimizados.
Otros procesos: como el agua utilizada en el enfriamiento del mosto, aunque
afortunadamente dadas sus condiciones se puede recircular y reutilizar sin problemas.
Una valoración de los vertidos propios del efluente que se vierte es un poco difícil porque
dependerá en gran medida de la composición del agua de entrada y del sistema de
acondicionamiento empleado.
El agua residual generada en la industria cervecera se caracteriza por los siguientes
parámetros contaminantes y cuyos valores típicos vienen mostrados en la tabla ubicada más
abajo (exceptuando la DBO5):
o DBO5 : una de sus características más destacables por gran cantidad orgánica y su alta
biodegrabilidad. Tendrá un valor superior a 1500 mg/L propio de un proceso
industrial. Este parámetro permitirá la eliminación de contaminantes a través de
métodos biológicos .
Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
39
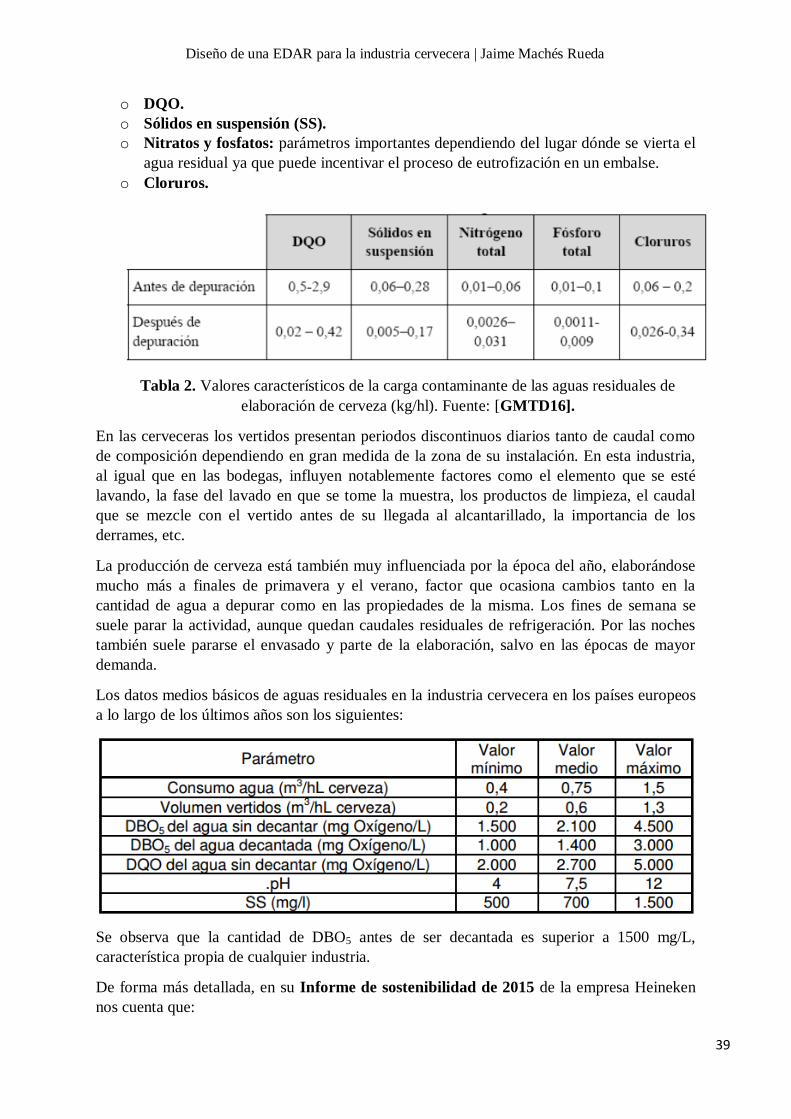
o DQO. o Sólidos en suspensión (SS). o Nitratos y fosfatos: parámetros importantes dependiendo del lugar dónde se vierta el
agua residual ya que puede incentivar el proceso de eutrofización en un embalse.
o Cloruros.
Tabla 2. Valores característicos de la carga contaminante de las aguas residuales de
elaboración de cerveza (kg/hl). Fuente: [GMTD16].
En las cerveceras los vertidos presentan periodos discontinuos diarios tanto de caudal como
de composición dependiendo en gran medida de la zona de su instalación. En esta industria,
al igual que en las bodegas, influyen notablemente factores como el elemento que se esté
lavando, la fase del lavado en que se tome la muestra, los productos de limpieza, el caudal
que se mezcle con el vertido antes de su llegada al alcantarillado, la importancia de los
derrames, etc.
La producción de cerveza está también muy influenciada por la época del año, elaborándose
mucho más a finales de primavera y el verano, factor que ocasiona cambios tanto en la
cantidad de agua a depurar como en las propiedades de la misma. Los fines de semana se
suele parar la actividad, aunque quedan caudales residuales de refrigeración. Por las noches
también suele pararse el envasado y parte de la elaboración, salvo en las épocas de mayor
demanda.
Los datos medios básicos de aguas residuales en la industria cervecera en los países europeos
a lo largo de los últimos años son los siguientes:
Se observa que la cantidad de DBO5 antes de ser decantada es superior a 1500 mg/L,
característica propia de cualquier industria.
De forma más detallada, en su Informe de sostenibilidad de 2015 de la empresa Heineken
nos cuenta que:

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
40
1. Durante el pasado año 2015, disminuyeron su vertido de aguas un 7% con respecto a
2014. Este vertido equivale a 2,5 hl/hl producido, de los cuales el 55% se destina a
cauce fluvial y el resto a la red. 2. En 2015 la cantidad de materia orgánica DQO de los vertidos por hl. producido se
redujo un 18%. Asimismo, el fósforo experimentó una reducción del 2%. Sin
embargo, los contenidos de nitrógeno y sólidos han aumentaron 12% y 7%,
respectivamente.
Respecto a los residuos que se genera en la industria cervecera destacan los productos de
carácter orgánico, que podrán ser usados por otras industrias (alimentación humana,
alimentación animal, farmacia, agrícola, etc.). También se generan cantidades elevadas de
residuos (vidrio, cartón, plásticos, metálicos, etc.), derivados de las operaciones de recepción
de materia prima y envasado. Hay otros tipos de residuos (aceites de lubricación, tubos
fluorescentes, etc), considerados peligrosos, generados para el mantenimiento de las
instalaciones que se deben tener una buena gestión, pero no son tan abundantes como los
anteriores.
A continuación un desglose de los residuos normalmente generados en el proceso de
fabricación de una fábrica cervecera dividido en distintos grupos en función de su finalidad:
Residuos orgánicos/subproductos (kg/hl de cerveza envasada)
• Bagazo y turbios 16,99-23,09
• Levadura 1,4-3,61
• Polvo de malta 0-0,49
Residuos asimilables a urbanos (kg/hl de cerveza envasada)
• Vidrio 0,11-1,64
• Plástico 0,02-0,1
• Cartón 0,03-0,18
• Metal 0,01-0,124
• Madera 0,01-0,166
• Basura 0,09-0,55
• Otros 0-0,04
Peligrosos (kg/hl de cerveza envasada)
• Envases 0,00021-0,005
• Fluorescentes 0,002-0,012
• Disolventes 0,00001-0,0003
• Otros 0,0005-0,

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
41

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
42
4.Procesos de depuración
En este apartado se explicará de forma general la estructura de una EDAR y sus diferentes
etapas. La estructura y diferentes etapas/tratamientos vendrán determinados en base a los
contaminantes que se utilicen y que resulten del proceso de fabricación de la cerveza. Siendo
una industria que trata materia orgánica abundante (trigo, cebada, etc.) provocará que haya
una alta carga orgánica, uno de los principales parámetros a tratar. En adición, al ser una
industria se producirán contaminantes químicos también. La unión de estos concluirá unos
residuos y vertidos altamente contaminantes para el medio ambiente que deberán ser tratados.
Con el fin de respetar el ecosistema se crearon leyes y normas estrictas para regular y
controlar los vertidos de las industrias (Dir. 91/271/CEE). Por tanto, a la hora de
dimensionar nuestra EDAR, deberemos tener en cuenta los parámetros finales a la salida de
la estación dictaminados en la Dir. 91/271/CEE, que se muestran a continuación:
Figura 4. Calidad exigida a los efluentes depurados según Dir. 91/271/CEE. Fuente:
[CLED17].
Sabido esto, en el proceso de diseño de la EDAR deberemos tener en cuenta tanto los
parámetros de entrada, en caso de que tengamos que poner fase de desbaste o decantado al
principio de la EDAR (serán explicados más adelante), como los de salida exigidos por
norma establecida.
Además, el Ministerio de Agricultura, Alimentación y Medio Ambiente (MAGRAMA)
establece el método de medida de referencia con el que se ha de determinar los contaminantes
de estos vertidos. En el siguiente cuadro se muestran estos métodos asociados con el
parámetro correspondiente:

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
43
Tabla 3. Método de medida de referencia de contaminantes presentes en los vertidos,
establecido en la Directiva 91/271/CEE. Fuente: [MAGR91].
El objetivo de la EDAR a diseñar será la eliminación de los contaminantes para así poder
verter el agua respetando el medio ambiente según norma Directiva 91/271/CEE, para ello se
deberá:
Reducir la DBO5 y DQO.
Reducir los sólidos totales en suspensión (STS).
Reducir el nitrógeno y fósforo presentes en el agua.
Reducir coliformes totales.
Estabilizar fangos para gestionarlos de forma segura.
A continuación se describirán de forma general los diferentes procesos y tratamientos que
suele tener una estación depuradora de aguas residuales convencional para más tarde detallar
en profundidad estos mismos. Finalmente se elegirán los procesos que más convengan y
optimicen nuestra industria.
Dentro de una EDAR se distinguen:
Línea de aguas. Línea de fangos. Línea de gas (excepcional).

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
44
Línea de aguas
Es línea principal de la depuradora, por ella pasan las aguas residuales provenientes de la
fábrica y será la encargada de reducir parte de los contaminantes presentes en el agua. Se
distinguen varias fases dentro de las líneas de agua:
o Pretratamiento: físico, químico o ambos. o Tratamiento primario: físico o físico-químico. o Tratamiento secundario: biológico o químico. o Tratamiento avanzado: físico y/o químico y/o biológico.
Línea de fangos
Los fangos son el subproducto que surge de la decantación primaria y secundaria. En ellos
vienen los contaminantes y sólidos concentrados en mayor medida. Los fangos o lodos deben
ser tratados en diversas etapas, y aunque algunos pueden ser reutilizados en otras actividades
(abono en agricultura por ejemplo) es recomendable producir la mínima cantidad. Entre sus
etapas están:
o Espesador: físico. o Digestor: químico o biológico. o Deshidratación: físico.
Línea de gas
Esta línea es excepcional en depuradoras que tienen un digestor anaerobio en la línea de
fangos dado que tras este proceso se produce biogás que será recirculado para su posterior
uso en energía.
De forma más visual, en el siguiente esquema, se representa la estructura de una estación
depuradora de aguas residuales:
Figura 5. Esquema general de una depuradora. Fuente: [CLED17].

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
45
4.1 Línea de aguas
Esta línea tiene distintas etapas:
Pretratamiento
Primer proceso al que se somete el agua proveniente de la fábrica. En este proceso el
principal objetivo es la eliminación de sólidos de tamaño considerable, así como grasas y
arenas para evitar la rotura o daño de las máquinas encargadas de los siguientes procesos y
facilitar la eliminación de los contaminantes en el resto de las fases de depuración.
Este tratamiento puede ser físico, químico o biológico. En esta fase se puede llegar a eliminar
un 30% de los sólidos totales en suspensión y reducir cierto porcentaje de DBO5 y DQO.
Tratamiento primario
Este tratamiento se encarga principalmente de la primera reducción en gran porcentaje de
sólidos en suspensión y cantidad de materia orgánica biodegradable. Se eliminará un
porcentaje comprendido entre el 30% y 45% de DBO5.
Es un tratamiento físico, pero puede ser mejorado añadiendo un tratamiento químico después
convirtiéndose en tratamiento físico-químico.
Tratamiento secundario
Es el proceso fundamental dentro de una estación depuradora. En ella se procede a la
reducción abundante de materia orgánica biodegradable y prácticamente la reducción total de
los sólidos en suspensión.
La reducción de DBO5 en este tratamiento es del intervalo 70-93% dependiendo de la carga
del reactor biológico si es utilizado un proceso biológico. Se puede realizar un proceso
químico como otra opción.
Tratamiento avanzado
Proceso utilizado para, en caso de que la zona de vertido sea muy sensible y necesite de
concentraciones menores de las establecidas, reducir los parámetros con el objetivo de que el
vertido no afecte a la zona donde llega el efluente.
Puede estar situado en cualquier punto de la estructura de le depuradora, no es necesario que
esté siempre al final, ya que puede influir en mayor medida en un proceso comprendido entre
el primario y el secundario.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
46
4.1.1. Pretratamiento
Primer tratamiento que se realiza sobre el agua residual. Su objetivo reside en la eliminación
de materias gruesas, arenas y flotantes que pueden afectar a los procesos posteriores o dañar
equipos. Su uso obligará a tener una obra de llegada, un aliviadero, un bypass y un retorno;
más tarde habrá posteriores fases que se representan gráficamente en el siguiente esquema:
Figura 6. Esquema pretratamiento EDAR. Fuente: [CLED17].
Describiendo de forma más detallada las diferentes fases del pretratamiento:
Obra de llegada: se trata de la obra civil por la que entra el agua residual a la
depuradora. Recibe el agua a través de un colector.
Aliviadero y Bypass: rebosadero y conducción que evacúan el agua residual que no
puede tratarse en la EDAR por problemas de capacidad. Su objetivo es, que en caso
de sobre caudal por causas excepcionales, liberar a la EDAR o recircular a otro
circuito de tratamientos el agua sobrante que no es capaz de asumir la estación.
Retorno: circuito por el que circula el agua eliminada, en algunos procesos de la
planta, que se devuelve a cabecera para ser tratada nuevamente.
Pozo de gruesos: pozo que recoge el agua residual proveniente de los procesos
anteriormente mencionados. En él hay una cuchara bivalva que se encargará de retirar
los sólidos grandes (sillas, lámparas, etc.) En este pozo el tiempo de retención debe
ser pequeño para que no sedimenten los sólidos y obstruyan el paso del agua.
Elevación del agua bruta: consiste en la elevación del agua por diferentes métodos
como bombas, aunque el más utilizado por su rendimiento es el tornillo de
Arquímedes. El objetivo es el de elevar el agua para evitar el uso posterior de bombas
y aprovechar el efecto de gravedad y no hacer gasto de energía mayor.
Desbaste: sistema de rejas que se encarga de retener los sólidos y dar paso al agua
residual quitando parte de los contaminantes. Se utilizan dos tipos de rejillas, una de
gruesos (> 6 mm) para eliminar sólidos de tamaño grande y después una rejilla fina
(1,5-6 mm) encargada de retirar partículas más pequeñas. Entre sus funciones
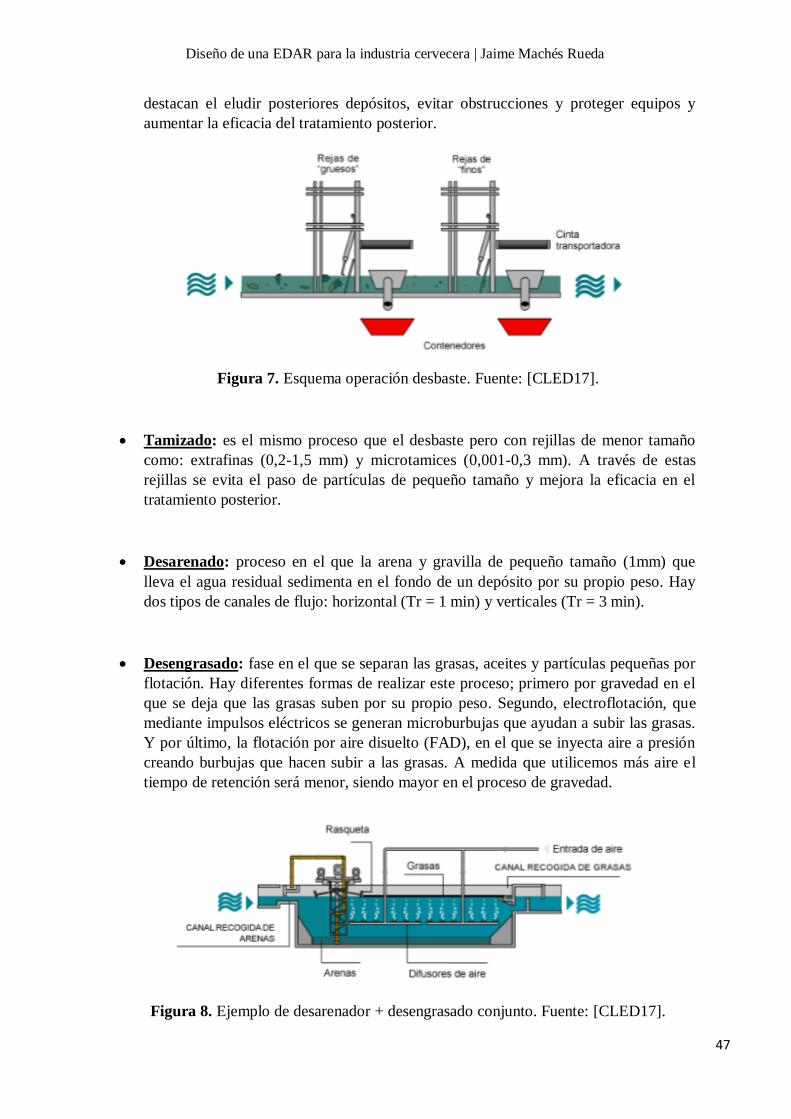
Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
47
destacan el eludir posteriores depósitos, evitar obstrucciones y proteger equipos y
aumentar la eficacia del tratamiento posterior.
Figura 7. Esquema operación desbaste. Fuente: [CLED17].
Tamizado: es el mismo proceso que el desbaste pero con rejillas de menor tamaño
como: extrafinas (0,2-1,5 mm) y microtamices (0,001-0,3 mm). A través de estas
rejillas se evita el paso de partículas de pequeño tamaño y mejora la eficacia en el
tratamiento posterior.
Desarenado: proceso en el que la arena y gravilla de pequeño tamaño (1mm) que
lleva el agua residual sedimenta en el fondo de un depósito por su propio peso. Hay
dos tipos de canales de flujo: horizontal (Tr = 1 min) y verticales (Tr = 3 min).
Desengrasado: fase en el que se separan las grasas, aceites y partículas pequeñas por
flotación. Hay diferentes formas de realizar este proceso; primero por gravedad en el
que se deja que las grasas suben por su propio peso. Segundo, electroflotación, que
mediante impulsos eléctricos se generan microburbujas que ayudan a subir las grasas.
Y por último, la flotación por aire disuelto (FAD), en el que se inyecta aire a presión
creando burbujas que hacen subir a las grasas. A medida que utilicemos más aire el
tiempo de retención será menor, siendo mayor en el proceso de gravedad.
Figura 8. Ejemplo de desarenador + desengrasado conjunto. Fuente: [CLED17].

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
48
Tratamiento químico: opcional.
Homogeneización: proceso para homogeneizar el caudal y así trabajar con un caudal
constante en el resto de la depuradora. También permitirá la homogeneización de
carga orgánica y el equilibrado de nutrientes que beneficiará al proceso biológico. Se
utilizará para equilibrar el pH (6,5-8,5).
Es una obra sencilla pero requiere de grandes superficies. Se recomienda realizar esta
fase cuando:
4.1.2. Tratamiento primario
En este tratamiento, que puede ser del tipo físico (decantación primaria) o físico-químico
(CFD), se trata de eliminar el resto de material sobrante que no ha podido ser retirado en el
pretratamiento. Es decir, el objetivo principal de este tratamiento es la eliminación de sólidos
en suspensión aunque afortunadamente se conseguirá reducir un porcentaje la DBO y la
DQO.
Este proceso suele ser generalmente físico, a través de la decantación primaria, pero en
algunas ocasiones como en la industria metalúrgica se suele utilizar el método físico-químico
de: coagulación + floculación + decantación. A través de este tratamiento, se consiguen
retirar de manera más eficiente los sólidos en suspensión ya que los floculantes que se añaden
permitirán la aglomeración de sólidos formando unos más grandes. El inconveniente de este
proceso es que la deshidratación de los fangos resultantes es más complicada.
Figura 9. Tratamiento primario EDAR. Fuente: [CLED17].
La decantación primaria es un proceso de clarificación del agua que se realiza a través de la
decantación por propio peso reteniendo el agua durante un cierto tiempo dentro de un tanque
de 2,5-5 metros de profundidad y que puede ser rectangular, circular o cuadrado. El tiempo
de retención del agua puede ser entre 20 minutos y 3 horas aunque la media reside en 2 horas.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
49
Según "La tabla de porcentajes de reducción según diferentes autores [TRAUX]" en el
tratamiento primario se suelen reducir los porcentajes de contaminantes según la siguiente
tabla:
Contaminante Porcentaje (%)
DBO 30
SS 50
Metales 20
Fosfatos 10
Bacterias 50
Virus 10
Tabla 4. Porcentajes de reducción de contaminantes en tratamiento primario. Fuente:
[TRAUX]
Según la forma del decantador se pueden distinguir:
Decantador primario circular: normalmente son de flujo vertical. El agua entra por
el medio y sale a través de un canal de recogida. Dispone de mecanismos de barrido
de lodos, arrastrándolos a un agujero central donde son extraídos mediante una
tubería. Estas barredoras son movidas mediante un puente móvil que circula alrededor
del eje central. También dispone de unas rasquetas que recogen la espuma.
Figura 10. Decantador circular. Fuente: [CLED17].
Decantador primario rectangular: se diferencia del circular en la forma del
decantador y que en la recogida de lodos se utiliza una serie de rasquetas transversales
al flujo y que la extracción está al final del decantador. Este tipo es más caro que el
circular pero compensa su fácil construcción al tener muros rectos.
Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
50
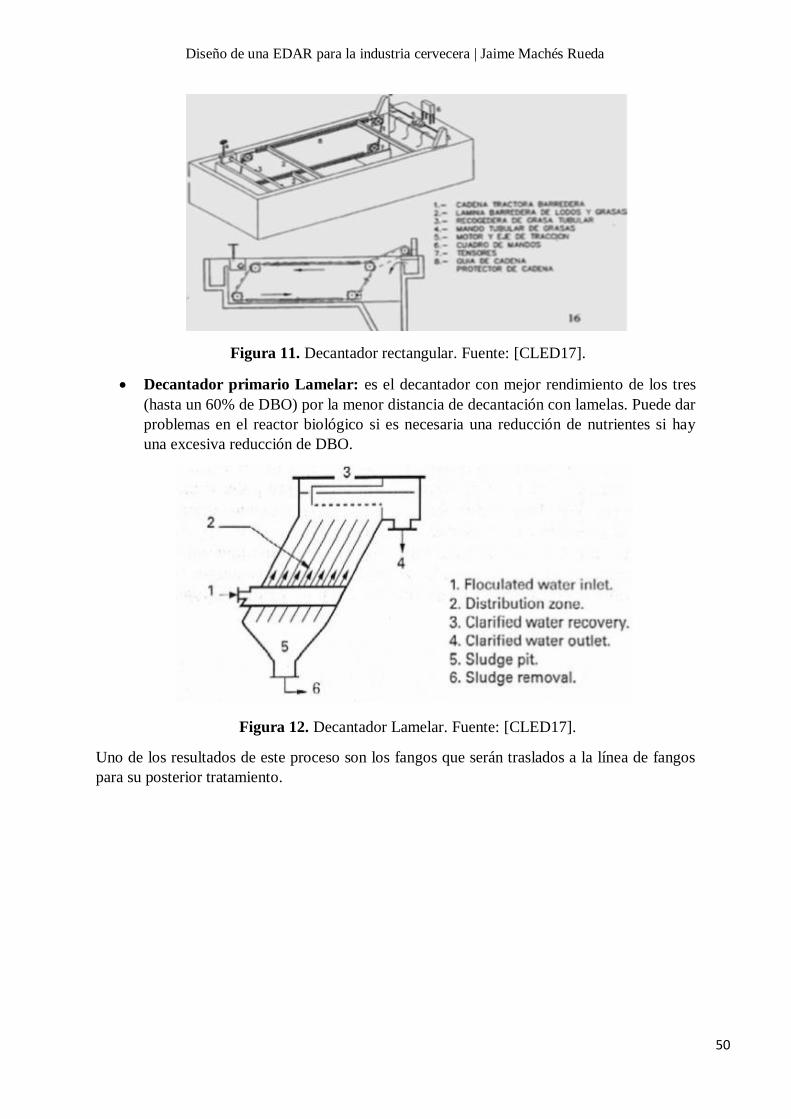
Figura 11. Decantador rectangular. Fuente: [CLED17].
Decantador primario Lamelar: es el decantador con mejor rendimiento de los tres
(hasta un 60% de DBO) por la menor distancia de decantación con lamelas. Puede dar
problemas en el reactor biológico si es necesaria una reducción de nutrientes si hay
una excesiva reducción de DBO.
Figura 12. Decantador Lamelar. Fuente: [CLED17].
Uno de los resultados de este proceso son los fangos que serán traslados a la línea de fangos
para su posterior tratamiento.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
51
4.1.3. Tratamiento secundario
Es el tratamiento más importante de una EDAR y por el que se suelen diferenciar unas de
otras. Se suele llamar tratamiento biológico porque suele ser el más utilizado, pero también
hay tratamientos químicos y físicos (siempre hay un decantador secundario) dependiendo del
tipo de contaminante que se quiera eliminar. La principal función de esta fase es la
disminución de la DBO por biodegradación de la materia orgánica en productos no
contaminantes. La reducción de los distintos contaminantes en este tratamiento dependerá del
tipo de reactor a utilizar.
A continuación, se describirán los distintos procesos y reactores que son utilizados dentro del
tratamiento secundario:
1. Reactor biológico: se retiene el agua durante unas horas (6-8 horas) en el que se
forman flóculos bacterianos (la materia orgánica pasa a formar parte de la biomasa
bacteriana). Se acelera con la recirculación de fangos activos. Hay varios tipos de
reactores biológicos:
a. Lechos bacterianos de cultivo fijo: se utilizará cuando el cociente entre DBO
y DQO esté dentro del intervalo 0,2-0,4. El procedimiento se basa en el
crecimiento de una capa bacteriana en la superficie de un medio o soporte
aireado. El funcionamiento se basa en un tanque de hormigón relleno de
piedras (1 metro de profundidad) o plástico (6 metros de profundidad) para
que la biomasa se adhiera al lecho. El agua residual se riega por aspersión
sobre el lecho, que sumado al aire que entra a través de las aberturas cerca del
suelo reducirán la DBO y se producirá la nitrificación. Este proceso es
utilizado cuando el agua residual contiene baja carga orgánica o como
pretratamiento de aguas residuales de alta carga orgánica.
Figura 13. Lechos fijos. Fuente: [TECD13].
b. Lechos bacterianos de biodiscos: al igual que el tratamiento anterior este
proceso se utilizará cuando el cociente entre DBO y DQO esté en el intervalo
0,2-0,4. Se basa en un tanque de agua residual de forma semicircular en el que
gira un cilindro de material plástico. Debido a esto se crea una capa bacteriana

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
52
en la superficie de plástico que se airea y moja con el agua residual
alternativamente al girar el cilindro. Este proceso se utiliza cuando hay falta de
espacio en el terreno.
Figura 14. Biodiscos. Fuente: [CLED17].
c. Cultivos en suspensión o fangos activos: este tratamiento es usado cuando el
cociente entre DBO y DQO es superior a 0,4. En este tratamiento el agua
residual llega a un tanque donde a través de burbujas producidas por inyección
de aire en el fondo de éste mismo suben a la superficie recogiendo los
microorganismos suspendidos en el agua. Hay tres tipos de reactores: de
mezcla completa, de flujo de pistón y reactor secuencial discontinuo (SBR).
Figura 15. Esquema fangos activos. Fuente: [CLED17].
Todos estos procedimientos son tratamientos biológicos aerobios (presencia de
oxígeno). En ellos la biodegradación de la materia orgánica se realiza por parte de los
microorganismos. En el tratamiento aerobio es fundamental mantener a los
microorganismos con la proporción adecuada de nutrientes, a la temperatura idónea,
con un pH entre 6.5 y 8.5 y con al menos 3 g/L de salinidad para que puedan realizar
la biodegradación. Esta relación típicamente es:
Para conseguir esta proporción, una vez salen los fangos del decantador secundario,
una parte de estos es recirculada, mediante un sistema de bombeo, aumentando la
Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
53
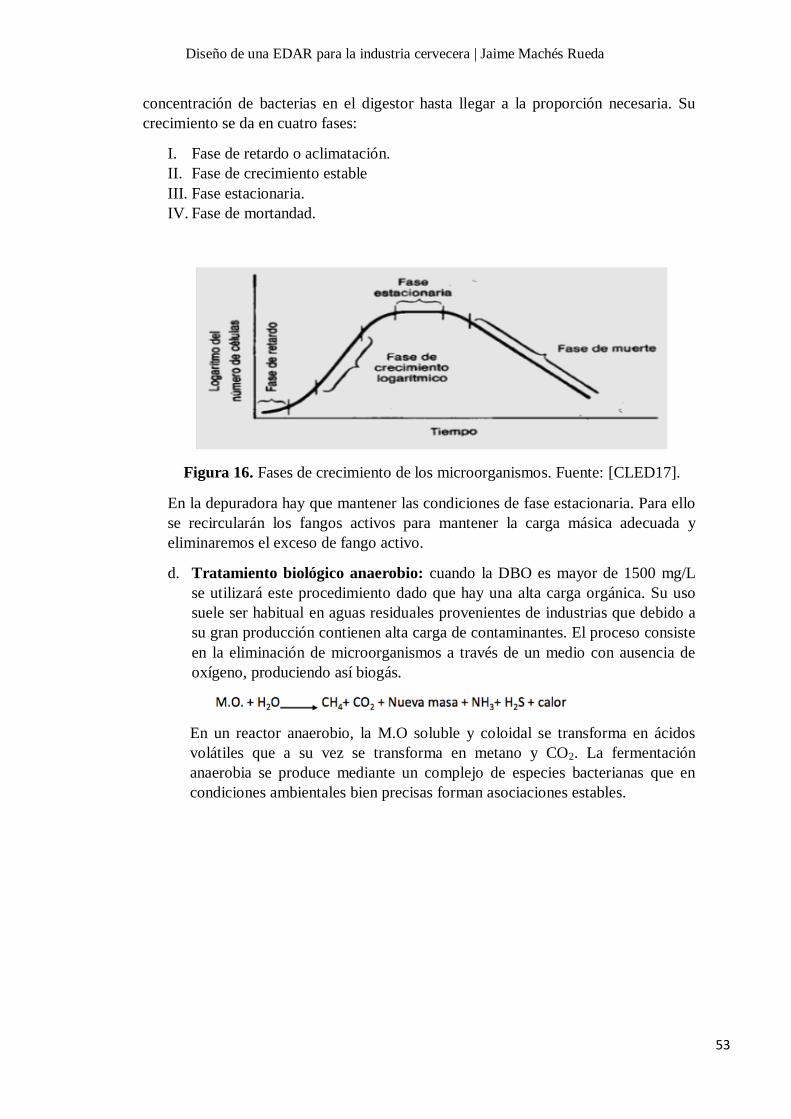
concentración de bacterias en el digestor hasta llegar a la proporción necesaria. Su
crecimiento se da en cuatro fases:
I. Fase de retardo o aclimatación.
II. Fase de crecimiento estable
III. Fase estacionaria.
IV. Fase de mortandad.
Figura 16. Fases de crecimiento de los microorganismos. Fuente: [CLED17].
En la depuradora hay que mantener las condiciones de fase estacionaria. Para ello
se recircularán los fangos activos para mantener la carga másica adecuada y
eliminaremos el exceso de fango activo.
d. Tratamiento biológico anaerobio: cuando la DBO es mayor de 1500 mg/L
se utilizará este procedimiento dado que hay una alta carga orgánica. Su uso
suele ser habitual en aguas residuales provenientes de industrias que debido a
su gran producción contienen alta carga de contaminantes. El proceso consiste
en la eliminación de microorganismos a través de un medio con ausencia de
oxígeno, produciendo así biogás.
En un reactor anaerobio, la M.O soluble y coloidal se transforma en ácidos
volátiles que a su vez se transforma en metano y CO2. La fermentación
anaerobia se produce mediante un complejo de especies bacterianas que en
condiciones ambientales bien precisas forman asociaciones estables.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
54
Figura 17. Proceso de reacción anaerobia. Fuente: [CLED17].
El digestor que más se utiliza es el reactor de mezcla completa (RMC) sin
recirculación. Consiste en un tanque de forma cilíndrica con una cúpula
coniforme o semiesférica donde se acumulan los gases que se desprenden en la
digestión. Este reactor mantiene la concentración constante de
microorganismos mediante un sistema de agitación.
Figura 18. Reactor de mezcla completa sin recirculación. Fuente: [IDAE07]
2. Tratamiento químico: utilizado cuando la carga orgánica es muy inferior respecto a
la total, es decir, cuando el cociente entre DBO y DQO es menor que 0,2. Debido a su
baja biodegradabilidad, se utiliza un tratamiento químico ya que la mayor parte de la
carga contaminante será de origen inorgánico. Este tratamiento consiste en una
coagulación-floculación y decantación, es decir, añadirle coagulantes químicos en

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
55
unos tanques de aeración, previos a la decantación, para que las partículas formen
flóculos y decanten. Suele tener agitadores internos para favorecer esta floculación.
Figura 19. Tratamiento químico de una EDAR. Fuente: [CLED17].
Independientemente del proceso utilizado siempre habrá un decantador al final del
proceso. Puede haber sistemas duales que consisten en la unión de dos procesos distintos
para eliminar mayor carga orgánica y total si es abundante. En ese caso, el proceso de
fangos activos siempre será el segundo.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
56
1.4.4. Tratamiento terciario o avanzado
Este tratamiento es necesario cuando se necesita un agua de mejor calidad; es decir, se
necesitan concentraciones más bajas de:
DBO5 < 25 mg/L.
SS< 35 mg/L.
Eliminación de compuestos tóxicos.
Reducción de nutrientes como el fósforo o el nitrógeno.
Aunque se le llame tratamiento terciario, estos procesos no tienen por qué ir en último lugar
del esquema de la EDAR. Algunos como el carrusel se intercalan en fases como el
tratamiento secundario.
Los distintos tratamientos que se pueden realizar en una EDAR son los siguientes:
A. Eliminación de nitrógeno: se realiza entre el reactor y la decantación secundaria.
Elimina el nitrógeno a partir del método nitrificación-desnitrificación. Este
tratamiento reduce en un 90% el nitrógeno presente en el agua residual.
Primero se realiza la nitrificación en condiciones aerobias:
A continuación se realiza la desnitrificación en condiciones anóxicas (ausencia de
oxígeno) y con presencia de carbono para que dé lugar al N2.
Este proceso se puede dar en el mismo reactor o bien en reactores distintos aunque el
más usado suele ser el Carrusel que es en el mismo tanque se alternan zonas óxicas
con anóxicas mientras se hace girar el agua de forma circular.
B. Eliminación de fósforo: las mayores fuentes causantes de presencia de fósforo en el
agua residual son: detergentes, fertilizantes, aditivos de aguas potables, residuos
humanos y de alimentos. Se puede eliminar mediante dos procesos:
o Precipitación química: a partir de la adición de sales (FeCl3).
o Procesos biológicos: se basan en forzar a los microorganismos a retener más
fósforo del que necesitan para su crecimiento. Con ello se reduce a 2-3 mg/L
la presencia de fósforo en el agua.
C. Filtración en medio granular: se utiliza cuando se requiere una concentración de
sólidos en suspensión menor de 10 mg/L. Los filtros pueden ser dos: bicapa (antracita
+ arena) ó multicapa (antracita + arena + granate). Cuando el agua va a ser utilizada
para riego se pone un filtro de arena.
D. Adsorción con carbón activo: cuando se quiere eliminar el olor y sabor del agua
para aguas con compuestos orgánicos industriales.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
57
E. Tratamiento químico: se utiliza para la corrección del pH, la reducción de los olores
y la precipitación química del fósforo.
F. Eliminación de amoniaco: con aire y a pH igual a 10,8-11,5. O con cloro.
G. Desinfección: cuando el vertido de las aguas residuales a zonas sensibles como: aguas
de baño, aguas de cría de marisco ó aguas de captación para consumo humano. La
cantidad de cloro residual es del orden de 10 veces mayor para aguas potables.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
58
4.2 Línea de fangos
La línea de fangos es aquella que recoge, tanto del tratamiento primario como secundario, los
residuos y contaminantes que la línea de aguas rechaza. La función de ella es la del transporte
de estos residuos para poder tratarlos y procesarlos y así estabilizarlos con el objetivo de ser
utilizados en alguna otra actividad como la agricultura, o simplemente para llevarlos al
vertedero sin ningún problema.
Dentro de la línea de fangos hay tres fases distinguibles:
1. Espesamiento de los fangos.
2. Estabilización de los fangos.
3. Deshidratación de los fangos.
4.2.1. Espesamientos de los fangos
Los fangos provenientes de la línea de aguas contienen una gran cantidad de agua. El
espesado consiste en reducir el nivel de agua y aumentar la solidez de los fangos para
disminuir su volumen. Debe quedar un cierto nivel de agua para realizar correctamente la
estabilización.
Hay dos tipos de espesadores:
Espesador por gravedad: presente en el fango proveniente del tratamiento primario
y opcional en el que proviene del tratamiento secundario. Se trata de un tanque
parecido a un decantador pero de tamaño menor. Contiene un peine que abre canales
en el fango para separar el agua del lodo. La pendiente mínima que debe tener el
fondo del decantador debe ser del orden del 10%. El agua sucia recaudada se lleva a
cabecera de planta para volver a ser tratada.
En él se retiene el fango el tiempo necesario hasta alcanzar la concentración deseada.
Este tiempo de retención suele ser superior a 24 horas.
Espesador por flotación: el fango proveniente del tratamiento secundario es más
ligero. Por esta razón, se introduce agua presurizada y saturada de oxígeno que
produce burbujas que hacen flotar los flóculos que subirán a la superficie acumulando
contaminantes que serán posteriormente retirados por rasquetas ubicadas arriba. En
caso de que los contaminantes lleguen hasta el fondo del espesador se dispone de
rasquetas en el fondo que los retirarán.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
59
4.2.2. Estabilización de los fangos
La estabilización de los fangos es una fase importante dado que nos permitirá transportarlos y
tratarlos de manera segura. Los objetivos que se persiguen en esta fase son:
Disminución de la materia volátil.
Mineralización de la materia orgánica.
Neutralización de bacterias y virus.
Concentración de lodos.
Hay tres tipos de estabilización (química, aerobia y anaerobia), la elección de ella dependerá
del contaminante que se haya retirado en la línea de aguas.
o Estabilización aerobia: es un proceso biológico que descompone la materia orgánica
en presencia de oxígeno. El digestor trabaja en la fase de mortandad de los
microorganismos (fase endógena). Como resultado surge el fango digerido, dióxido
de carbono, agua y se expulsa calor.
Puede llevarse a cabo a través de un sistema intermitente o un sistema continuo
(digestor + espesador).
Las ventajas de esta estabilización residen en que no da olores, la presencia de DBO5
del sobrenadante es baja y que la libración de calor puede aprovecharse para
autocalentar el digestor y acelerar el proceso en fase termófila. Como inconvenientes
hay: una deshidratación más compleja, mayores costes de mantenimiento (no produce
gas) y que suele ser útil en poblaciones de menos de 20.000 habitantes.
Respecto al tiempo de retención, a mayor tr implica una mayor eliminación de materia
volátil. Se puede ver reflejado en esta tabla:
Tabla 4. Porcentaje de M volátil eliminada en función del tr. Fuente: [CLED17].
o Estabilización anaerobia: este proceso produce biogás. Proceso recomendable
cuando hay gran cantidad de DBO5.
El proceso se realiza en ausencia de oxígeno mediante varias fases:
Descomposición.
Hidrólisis: transformación de productos complejos insolubles en
compuestos sencillos.
Acidogénesis y acetogénesis: transformación de compuestos en ácidos
grasos volátiles, susceptibles de metanización.
Metanogénesis: transformación de AGV en Metano, CO2 y otros gases.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
60
Como ventajas de este proceso hay: deshidratación más fácil, obtención de biogás,
ausencia de olores y la eliminación abundante de patógenos. De inconvenientes suelen
ser: la cara instalación, el equilibrio entre bacterias acidogénicas y metanogénicas, el
tiempo de retención es mayor que en la aerobia y un proceso muy sensible
dependiente de la temperatura y el pH.
Existen varios tipos de digestores anaerobios: de baja carga, alta carga, en fase y
separada en fases.
o Estabilización química: para eliminar los microorganismos y virus con variación
brusca y extrema de pH. Tiene un coste de inversión bajo, tamaño de los digestores
pequeños, gran eliminación de patógenos. Hay tres tipos: oxidación por cloro,
estabilización por ácidos o por cal.
La oxidación por cloro es cara y su tiempo de retención es de 90 minutos. En cambio,
en la estabilización por ácidos (pH = 2-3) o por cal (pH > 12,5) el tiempo de retención
es menor.
4.2.3. Deshidratación de fangos
Es la fase final de la línea de fangos cuyo objetivo reside en la eliminación del exceso de
agua para su posterior transporte, tratamiento y manipulación. Puede realizarse de forma
natural, térmica y mecánica.
Natural: se puede realizar por eras de secado y por estanques de lodos o lechos de
carrizo, aunque estos últimos no son admisibles por el tiempo que tarda y su única
aplicación a producciones pequeñas y ocasionales.
Las eras de secado son tanques rellenos de arena que hacen de filtro separador.
Tienen un alto coste de mano de obra, el tiempo de retención es de 15 días y el lodo
final contiene un 60-70% de humedad.
Secado térmico: este proceso requiere de altas temperaturas, entre 350-600 grados
centígrados. El producto final es seco y sin patógenos y puede ser directo o indirecto.
Mecánica: el uso de esta energía favorece la deshidratación. Hay varios métodos:
Filtración al vacío: requiere un gran consumo energético. Consiste en
un tambor cilíndrico con fango por fuera y succión en el interior.
Filtros de banda: consiste en dos telas que se pone al lodo y al pasar
por unos rodillos es prensado. No muy eficaz con lodos grasientos.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
61
Filtros de prensa: es como un acordeón que separa las lacas filtrantes
para dejar pasar al lodo, después las une prensándolo, formando la
torta de lodos.
Tornillos compactadores: el fango asciende por acción del tornillo, y
el agua se va filtrando por el contorno. A mayor longitud del tornillo
mayor grado de sequedad.
Centrifugación: es similar al tornillo compactador pero a mayor
velocidad. El agua atraviesa las paredes del centrifugador, el fango se
retira después con tornillo giratorio.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
62
4.3. Descripción de la solución adoptada
A continuación, se describirán las distintas etapas que tendrá la depuradora explicando las
causas de la elección del tratamiento escogido. La elección de cada fase dependerá en gran
medida del contaminante que lleve el agua residual y el caudal que circule por la depuradora.
Dividiremos las etapas en las dos principales líneas de una depuradora: línea de aguas y línea
de fangos.
4.3.1. Línea de aguas
4.3.1.1. Pretratamiento
En este tratamiento se distinguirán dos fases principales: el desbaste y el tamizado.
1. Desbaste
Será la primera etapa en nuestra depuradora, con el objetivo de eliminar, o
pensando de forma realista, reducir los sólidos presentes en el agua residual
proveniente del proceso de fabricación de la cerveza para así proteger los distintos
equipos de nuestra instalación de posibles daños provocados por obstrucción o
golpes.
El desbaste se basa en la colocación de una "reja" formada por barras de
acero orientadas vertical o diagonalmente con un espacio entre cada una que
permita el paso del agua pero retenga a su vez sólidos en suspensión. Esta "reja"
ocupará todo el espacio del canal por donde pasa el agua residual.
La rejilla elegida para nuestra estación depuradora es una "rejilla para
finos" que será capaz de retener sólidos de tamaño mayor que 1,5- 6 mm. Esto se
debe a que pueden aparecer alguna rama o grano de cebada. Para su
mantenimiento, habrá un operario encargado de retirar los restos acumulados de
forma manual. El diseño de la reja será estudiado en el capítulo de cálculos.
Figura 20. Reja de finos. Fuente: [AQUAX]

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
63
2. Tamizado
Después del desbaste vendrá el proceso de tamizado, que en vista general
tiene el mismo objetivo que el desbaste pero este proceso se caracteriza por ser
capaz de reducir sólidos en suspensión de tamaño mucho más pequeños que en la
fase de desbaste. Es un tratamiento importante dado que las industrias de
productos alimenticios producen una gran cantidad de sólidos en suspensión.
Para nuestra EDAR escogeremos un tamiz rotativo de acero inoxidable
(porque el paso constante de agua puede oxidar el metal) que son los utilizados en
la industria cervecera. El modelo que se elija dependerá del caudal en m3/h. Este
tipo de matiz tiene un gran rendimiento debido a su bajo mantenimiento y alta
capacidad de filtración.
El agua residual a filtrar entra en el tamiz a través de la tubería de entrada
donde se distribuirá uniformemente a lo largo del tambor filtrante, el cual está
girando constantemente. Las partículas sólidas quedan retenidas en la superficie
del cilindro que por medio de su rotación son desplazadas hacia las rasquetas que
las separarán y depositarán sobre la bandeja de descarga. El líquido se filtra y
finalmente pasa a la tubería de salida. Gracias a su constitución y los dispositivos
de auto limpieza es un equipo preparado para trabajar de continuo con un mínimo
de mantenimiento tanto de limpieza como mecánico.
Figura 21. Esquema del funcionamiento de un tamiz rotativo. Fuente:
[WEIDX]
Figura 22. Tamiz rotativo. Fuente: [WEIDX]

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
64
4.3.1.2. Tratamiento primario
El tratamiento primario tiene como objetivo principal la eliminación de aquellos
sólidos en suspensión que no han sido retirados en el pretratamiento. En este proceso
entra en juego la separación de la línea de aguas y la línea de fangos. Durante este
tratamiento se consigue eliminar parte de la DBO5 que el agua residual contiene tras el
proceso de fabricación.
En este proceso se busca el reposo del agua residual para que los sólidos en
suspensión presentes en ella decanten. Existe la posibilidad de añadir coagulantes y
floculantes que acumularán los sólidos en suspensión y así decanten, pero este
proceso es utilizado cuando el agua residual proviene de una fábrica de metales. En
nuestro caso, una fábrica cervecera, realizaremos únicamente la decantación con un
decantador primario, sin ayuda de químicos. Por ello para esta fase utilizaremos un
decantador primario circular, con rasquetas que se muevan mecánicamente.
Como tiempo de retención, la media reside en 2 horas, por lo que a la hora de estudiar
nuestra EDAR utilizaremos un tiempo de 54 minutos (0,9 horas). Es una fase
importante dado que la gran cantidad de sólidos en suspensión tardará cierto tiempo
en decantar, pero tampoco debe estar decantándose mucho tiempo o sino el proceso
perderá efectividad.
Figura 23. Decantador primario circular. Fuente: [CLED17].
El objetivo que se persigue en esta fase es la reducción de un 30% de la DBO5 y de un
50% de los sólidos en suspensión. Se conseguirá reducir un 10% aproximadamente
los fosfatos.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
65
4.3.1.3. Tratamiento secundario
Es el tratamiento más importante de una EDAR. En él se elimina la mayor parte de
DBO5 y DQO durante toda la estación depuradora. También se consiguen eliminar
otros contaminantes como los nitratos y los fosfatos. Suele ser un tratamiento
biológico, aunque si hay abundancia de DQO se podría llegar utilizar un tratamiento
químico CFD. En este proceso se obtendrán los fangos secundarios que más tarde
serán tratados.
La elección del tipo de tratamiento dependerá principalmente del cociente entre DBO5
y DQO. También será un factor a tener en cuenta la cantidad de DBO5 que resida en el
agua residual.
En el caso que estamos estudiando, tras pasar los procesos de pretratamiento y
decantación primaria obtenemos unos valores de:
o DBO5 = 2250 mg/L
o DQO = 3312,5 mg/L
Realizando el cociente entre los dos (DBO5/ DQO = 0,68) obtenemos un valor mayor
que 0,4. Por esta razón utilizaremos un proceso biológico. También observamos que
la DBO resultante es muy superior a 1500 mg/L. Por tanto, se realizará un proceso
biológico anaerobio para así poder utilizar la energía resultante de biogás.
El resultado del proceso anaerobio (ausencia de oxígeno) es un biogás que podrá ser
utilizado para gastos de energía en el mismo proceso y en otros distintos y así poder
prescindir de energía exterior que aumentará el coste de la depuración.
Las ventajas de este proceso residen en que la energía es aprovechada y los fangos
salen estabilizados a diferencia que en los procesos aerobios. Como inconvenientes
están el elevado coste de construcción y el lento crecimiento de microorganismos.
Figura 24. Reactor anaerobio CSTR. Fuente: [IDAE07]
El reactor anaerobio que utilizaremos es un CSTR (continuos stirred tank reactor), que
consiste en un tanque de forma cilíndrica con una cúpula semiesférica donde se
acumulan los gases que se desprenden en la digestión. Este reactor mantiene la
concentración constante de microorganismos mediante un sistema de agitación.
Tras el tratamiento anaerobio, las concentraciones de DBO, DQO y demás
contaminantes se habrán reducido considerablemente siendo la reducción en un

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
66
intervalo de 70-95 % para la DBO,DQO y SS y en torno a un 5 % en los fosfatos y
nitratos. De esta forma las concentraciones, siendo optimistas (reduciéndose un 95%),
quedarán:
o DBO5 = 112,5 mg/L
o DQO = 165,625 mg/L o SS = 45 mg/L
Se puede observar una reducción amplia tras este proceso, pero estas concentraciones
no son suficientes para cumplir con la normativa europea (Dir. 91/271/CEE) de cómo
deben salir los vertidos de las depuradoras. Siendo:
25 mg/L para la DBO. 125 mg/L para la DQO.
35 mg/L para los SS.
Por ello, nos disponemos a realizar un tratamiento adicional. Realizaremos el cociente
entre los contaminantes para situarnos:
DBO5 / DQO = 112,5 / 165,625 = 0,68
Siendo un valor superior a 0,4 se realizará un tratamiento biológico de fangos
activos. Esto concuerda con los procesos típicos que se suelen dar actualmente en las
fábricas de producción de cerveza.
En el tratamiento de fangos activos, el agua residual llega a un tanque donde a través
de burbujas producidas por inyección de aire en el fondo de éste mismo suben a la
superficie recogiendo los microorganismos suspendidos en el agua. Hay tres tipos de
reactores: de mezcla completa, de flujo de pistón y reactor secuencial discontinuo
(SBR).
A la hora del dimensionamiento de este proceso, habrá que tener en cuenta el tamaño
del tanque donde se realiza el tratamiento aerobio, así como el volumen que es capaz
de almacenar la balsa. También el caudal de agua que es recirculada para volver a ser
tratada.
Elegiremos un tratamiento de media carga con un rendimiento del 90%. Centrándonos
en la eliminación de contaminantes que se produce en este tratamiento observamos
que algunas de las concentraciones cumplirían con la normativa establecida:
DBO = 11,25 mg/L. DQO = 16,56 mg/L. SS = 4,5 mg/L. P = 15,6 mg/L. N = 54 mg/L.
En el caso de los fosfatos y nitratos, no cumplimos con los vertidos establecidos. Por
esta razón se deberá realizar un tratamiento avanzado para su reducción.
Después del tratamiento biológico (anaerobio y fangos activos) se le añade un
decantador secundario, que se dimensionará de forma similar al decantador primario.
Se tiene en cuenta el caudal de diseño, la velocidad ascensional y el tiempo de

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
67
retención a la hora de realizar los cálculos. Se elegirá otro decantador circular
mecanizado, parecido al primero, ya que dependiendo de los diferentes parámetros
variará su dimensión. Los fangos que producidos en el tratamiento secundario no son
iguales que los primarios. Los fangos que se generan en este decantador no requieren
de estabilización porque del digestor anaerobio ya vienen digeridos.
4.3.1.4. Tratamiento avanzado
Este tratamiento se realiza en caso de que algunas de las concentraciones de los
contaminantes no cumplan con la normativa establecida como ocurre en nuestro caso
con los nitratos y fosfatos.
Las concentraciones necesarias para cumplir con las establecidas son las siguientes:
P = 1-2 mg/L.
N = 10-15 mg/L.
Para la reducción de los fosfatos se realizará un tratamiento avanzado químico CFD.
En el que utilizaremos cloruro férrico (FeCl3) como reactivo químico. En el apartado
de cálculos se estudiará la cantidad que debe echarse para conseguir la concentración
necesaria. Y en el caso de los nitratos utilizaremos un carrusel, que alternará zonas
óxicas y anóxicas haciendo girar el agua de forma circular.
A partir de estos procedimientos conseguiremos cumplir con las concentraciones
necesarias que se permiten verter.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
68
4.3.1.5. Esquema línea de aguas
Pretratamiento:
Tratamiento primario:
Tratamiento secundario:
Tratamiento avanzado:

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
69
4.3.2 Línea de fangos
La línea de fangos tiene como función principal recoger los residuos que se eliminan de la
línea de aguas, para luego tratarlos y que sean reutilizados como abono (compostaje) y otros
usos o bien eliminarlos para llevarlos al vertedero.
La línea de fangos se compone de tres etapas: espesado, estabilizado y deshidratado. A
continuación procederemos a su descripción.
4.3.2.1. Espesado
El espesado tiene como función la de dar consistencia a los residuos generados tanto
en el tratamiento primario como en el secundario y retirar parte de la humedad para
que el proceso de estabilización sea correcto y poco peligroso.
Dependiendo de donde procedan los fangos se realizará espesado por gravedad o
espesado por flotación.
De la decantación primaria los fangos vienen mucho más densos debido a su alto
contenido en carga inorgánica, por ello realizaremos un espesado por gravedad ya que
por su propio peso decantarán ellos mismos. Cuando realicemos los cálculos
tendremos en cuenta el tiempo de retención que será aproximadamente de veinticuatro
horas, la carga con la que llegan los fangos y la concentración que deseamos a la
salida.
Figura 25. Espesado por gravedad. Fuente: [CLED17].
En la decantación secundaria, los fangos producidos son mucho más ligeros que los
que resultan de la decantación primaria. Por tanto, no se podrá realizar el espesado por
gravedad y habrá que utilizar otro método, es decir, el espesamiento por flotación.
Este procedimiento se basa en la introducción de agua presurizada y saturada de
oxígeno que produce burbujas que harán flotar los flóculos. Para mejorar el
rendimiento se pueden añadir electrolitos.
Una vez el fango esté flotando, éste se retirará con rasquetas para que no decante otra
vez. De todas formas, se pueden añadir rasquetas en el fondo que retiren los fangos
decantados para así hacerlos flotar. El sistema de presurización del agua va a

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
70
necesitar: un caudalímetro para el agua y el aire, manómetros para la medida de éstos,
bombas para realizar la flotación y válvula de seguridad.
Al igual que en el espesado por gravedad, a la hora de dimensionar habrá que tener en
cuenta:
o Tiempo de retención. o Carga de los sólidos. o Concentraciones a la salida.
Todo ello será tratado en el tema de cálculos.
Figura 26. Espesado por flotación. Fuente: [CLED17].
4.3.2.2. Estabilización
Una vez terminado el proceso de espesamiento, se dará paso al tratamiento de
estabilización. Este proceso tiene como objetivo principal la neutralización de
bacterias y virus para evitar la putrefacción de los lodos.
Afortunadamente, del proceso secundario los fangos vienen estabilizados gracias el
tratamiento anaerobio que recibieron anteriormente en la línea de aguas y que vengan
digeridos. Sabiendo esto, los únicos fangos que habría que estabilizar son los
primarios. Para ello se mezclan los primarios y secundarios resultando un fango mixto
y se tratarán con el proceso óptimo.
El proceso óptimo para estabilizar el fango será un a estabilización química. Este
tipo de estabilización consiste en realizar variaciones bruscas y extremas del pH para
así eliminar los microorganismos y virus presentes en el fango.
Como queremos que el tiempo de retención sea el menor posible, utilizaremos un
estabilizador químico con cal para así subir el pH hasta más de 12,5 y que el tiempo
de retención sea de unos 30 minutos. El proceso se realizará a una temperatura de 55
grados centígrados.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
71
Figura 27. Proceso de estabilización por cal. Fuente: [LASH13]
4.3.2.3 Deshidratación
El último tratamiento de la línea de fangos es la deshidratación, que consiste en
eliminar todo el agua sobrante que no se ha podido retirar en los procesos anteriores.
El método más rápido y efectivo es el de la deshidratación mecánica a partir de
centrifugación en el que hay un tornillo sin fin en el interior de un tambor que
depositará los fangos deshidratados en la parte inferior del tambor y el agua sobrante
traspasará la pared del centrifugador. Es un método parecido al tornillo compactador
pero a mayor velocidad.
A la hora de dimensionar se tendrá en cuenta las concentraciones necesarias a la salida
de los fangos.
Figura 28. Centrifugadora. Fuente: [CLED17].

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
72
Figura 29. Partes de centrifugadora. Fuente: [CLED17].
4.3.2.4. Esquema línea de fangos
En este gráfico podemos observar cómo quedaría la línea de fangos:
Figura 30. Esquema línea de fangos. Fuente: [CLED17]

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
73
5. Bibliografía
[CLED17] María del Mar Cledera Castro. Apuntes de Ingeniería y desarrollo
sostenible, Tecnología Medioambiental, Contaminación agua.
Universidad Pontificia de Comillas. I.C.A.I. Madrid 2017.
[GARC16] Gonzalo García-Monsalve Olábarri. “Diseño de una EDAR (Estación
depuradora de aguas residuales) para la industria vitivinícola”.
Proyecto de fin de grado, Universidad Pontificia de Comillas, ICAI.
Junio 2016.
[MAGR91] Directiva 91/271/CEE, sobre el tratamiento de aguas residuales
urbanas. Ministerio de Agricultura, Alimentación y Medio Ambiente
(magrama).
[TECD13] Tecnologías blandas. Lechos bacterianos o filtros percoladores. TEC
Depur Ingeniería. Octubre 2013.
[EOIS08] Máster Profesional en Ingeniería y Gestión Medio Ambiental.
Contaminación de las aguas. Vertidos de la elaboración y envasado de
cervezas. Escuela Organización Industrial. Sevilla. Abril 2008.
[MARI03] Rafael Marín Galvín. “Fisicoquímica y microbiología de los medios
acuáticos. Tratamiento y control de calidad de las aguas”. Madrid
2003.
[IDAE07] IDAE, Instituto para la Diversificación y Ahorro de la Energía,
“Biomasa. Digestores anaerobios”. Madrid. Octubre de 2007.
[MAAM15] Ministerio de agricultura, alimentación y medio ambiente. Informe
socioeconómico del sector de la cerveza en España 2015.
[SINEX] Sistemas de depuración en bodegas. Proyecto Life sinergia.
[GMTD16] Ministerio de Medio Ambiente. “Guía de Mejores Técnicas
Disponibles en España en el sector cervecero”. 2016.
[AINIX] AINA; Instituto Tecnológico Agroalimentario. “Mejores Técnicas
Disponibles en el sector cervecero”.
[DIAZX] Paz Díaz Bauluz. “Diseño Paramétrico de Estación de Tratamiento de
Agua”.
[CMORX] Carlos Morales Polo. “DISEÑO DE LA EDAR CAPAZ DE
REGENERAR EL AGUA RESIDUAL PARA USO POTABLE”.
[JSUA07] J. Suárez, “tratamientos avanzados de depuración”. Máster en
ingeniería del agua. Universidad de la Coruña. Noviembre, 2007.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
74
[HEIN15] Informe sostenibilidad 2015. Heineken.
[LASH13] Ana Marta Lasheras, “Tratamientos de fangos, técnicas de
espesamiento y estabilización”. Nilsa. 2013.
[AQUAX] Aquatreat, depuración de aguas, “Reja de desbaste Manual-
Automática”.
[WEIDX] Wastewater equipment industries, tamiz rotativo, Defender.
[TRAUX] Tabla de porcentajes de reducción según diferentes autores.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
75

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
76
CAPÍTULO II
CÁLCULOS

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
77

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
78
1. Introducción
En este capítulo, a diferencia que el capítulo uno donde se describen los distintos tipos de
procedimientos de tratamientos de aguas residuales dentro de una depuradora, se tratará del
dimensionamiento de nuestra EDAR, a partir de la solución adoptada, con el objetivo de
cumplir la normativa europea que establece las concentraciones de los vertidos de una
industria.
Con la ayuda del programa de ordenador Microsoft Office Excel, podremos realizar los
cálculos propios del dimensionamiento de una estación depuradora de aguas residuales con
mayor facilidad. También nos permitirá poner de manera más clara, a partir de tablas, los
parámetros de partida y los resultados de los cálculos.
Los cálculos han sido realizados utilizando los métodos que aparecen en “Proyectos de
plantas de tratamiento de aguas. Aguas de proceso residuales y de refrigeración” de Ricardo
Isla de Juana.
El modo de proceder al cálculo será el orden cronológico de las fases de una depuradora.
Primero línea de aguas con etapas de: pretratamiento, tratamiento primario, tratamiento
secundario y tratamiento avanzado. Más tarde la línea de fangos con sus respectivas etapas:
espesamiento, estabilización y deshidratación. Para acabar, se mostrará una gráfica con la
reducción de los contaminantes a lo largo de la EDAR observando si cumple con la norma.
2. Línea de aguas
En este apartado se calcularán los dimensionamientos de las distintas etapas de la línea de
aguas: pretratamiento, tratamiento primario, tratamiento secundario y tratamiento avanzado.
Los caudales tienen una participación activa dentro de este apartado. Siendo el caudal de
producción de cerveza generalmente estable a lo largo del año, estableceremos una caudal
medio de producción a lo largo del año el cual se sobredimensionará un 25% para casos
desfavorables. También se calculará un caudal máximo y un caudal de punta con su
correspondiente factor de punta Cp = 4.
En el capítulo de anexos aparecerá la tabla propia de los caudales. La reducción de
contaminantes se irá explicando en cada proceso pero se verá de forma más clara con la tabla
que aparece al final del apartado.
2.1. Pretratamiento
A continuación, se mostrarán las tablas propias de los parámetros de partida de cada fase y
sus respectivos resultados.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
79
2.1.1. Desbaste
Como se puede observar en las tablas, la anchura de los barrotes y la distancia de
separación entre ellos será de 6 milímetros para ambos; con una inclinación de 60º
respecto del eje horizontal.
Respecto al canal por donde fluirá el agua residual, su superficie útil será de 0,14 m2
aproximadamente. Al tener una relación 1:1 tanto la anchura como la
altura/profundidad será la misma, siendo ésta de 37 cm.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
80
2.1.2. Tamizado
El rendimiento establecido para el tamizado ha sido de un 5% para los sólidos en
suspensión. Con una luz de 1,5 milímetros en el tambor, según los cálculos nuestro
tamiz debe tener 1,13 metros largo y un diámetro de tambor de 65 centímetros. El
tambor filtrante ocupará una superficie de 2,31 metros cuadrados.
Este proceso necesitará de un motor de 735 W como mínimo y una bomba de lavado
de 800W de potencia aproximadamente que proporcione 3,66 m3/h de caudal de
lavado. Este tamiz producirá 247,2 kg de fango al día.
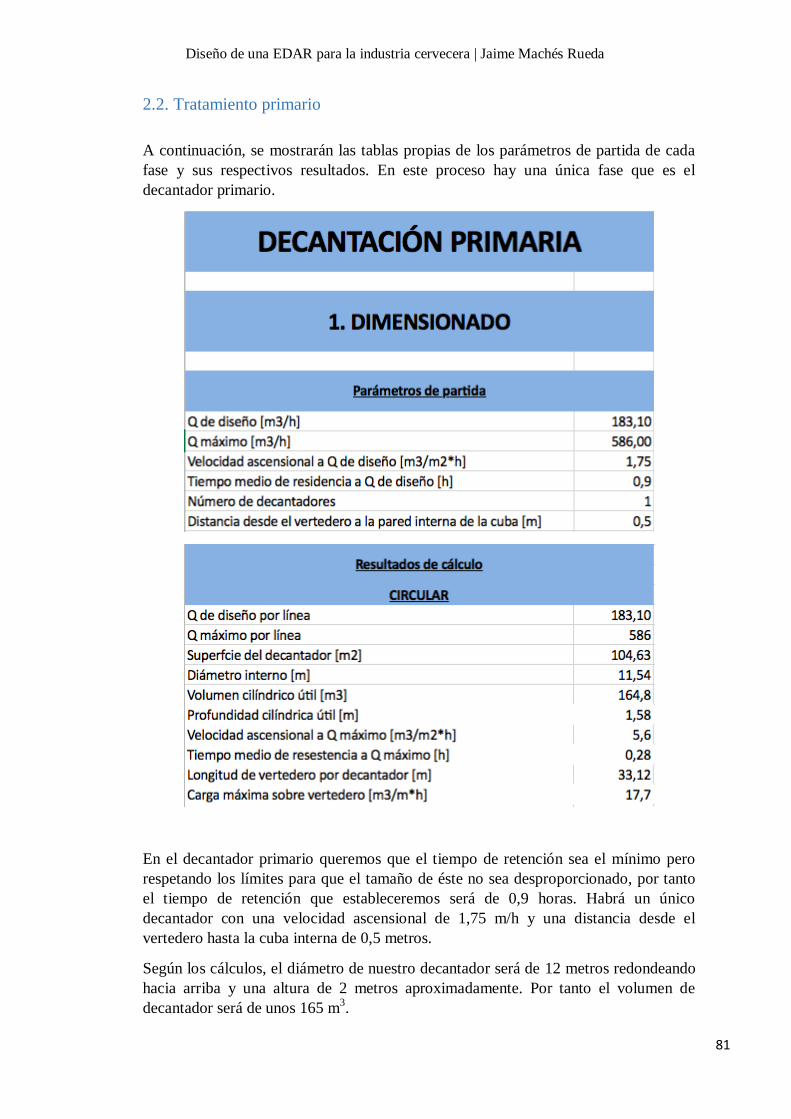
Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
81
2.2. Tratamiento primario
A continuación, se mostrarán las tablas propias de los parámetros de partida de cada
fase y sus respectivos resultados. En este proceso hay una única fase que es el
decantador primario.
En el decantador primario queremos que el tiempo de retención sea el mínimo pero
respetando los límites para que el tamaño de éste no sea desproporcionado, por tanto
el tiempo de retención que estableceremos será de 0,9 horas. Habrá un único
decantador con una velocidad ascensional de 1,75 m/h y una distancia desde el
vertedero hasta la cuba interna de 0,5 metros.
Según los cálculos, el diámetro de nuestro decantador será de 12 metros redondeando
hacia arriba y una altura de 2 metros aproximadamente. Por tanto el volumen de
decantador será de unos 165 m3.
Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
82
Con este proceso los contaminantes se reducirán un 60% para los SS y un 33% para la
DBO5.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
83
2.3 Tratamiento secundario
En esta fase de la depuradora habrá dos etapas: reactor biológico anaerobio y fangos
activos. A continuación, se mostrarán las tablas propias de los parámetros de partida
de cada fase y sus respectivos resultados.
2.3.1. Reactor biológico anaerobio
Como parámetros de partida del reactor se han elegido los siguientes. Como queremos
el menor tiempo de retención, se ha determinado un tiempo de 15 días. La altura total
del reactor será de 7 metros, siendo 5 metros la altura del cilindro y 2 metros la altura
del cono que hace de parte superior.
Como porcentajes de eliminación de contaminantes del reactor hemos escogido: 95%
para la DBO, 90% para la DQO y un 80% para los SS.
A partir de estos datos se ha calculado que el diámetro del reactor debe ser de unos 25
metros y que su volumen es poco más de 2746,5 m3.
Sabiendo el dimensionamiento del digestor pasaremos a realizar el balance térmico de
éste mismo.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
84
Es conocido que la temperatura necesaria para que el digestor realice la digestión debe
ser de 35º centígrados, que la temperatura del aire media en Alovera es de 13,3º .
Consideraremos que la temperatura del suelo será de 8º y que la del vertido que llega
al digestor es de 15º.
También intervendrán diferentes factores dentro del intercambio de calor como:
espesor del hormigón, altura de la cúpula, etc. Calculando pérdidas obtendremos el
calor necesario para realizar la digestión.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
85
2.3.2. Fangos Activos
Para el dimensionamiento del tratamiento de fangos activos estableceremos como
parámetros de salida los siguientes factores: número de balsas, rendimientos de
reducción de los contaminantes, la profundidad de la balsa que deseamos y el tipo de
carga que deseamos.
Realizaremos un procedimiento de carga media, cuyos valores de carga másica están
entre 0,2-0,4. Cogeremos el valor de 0,4. Este procedimiento suele tener un
rendimiento del 90% para la DBO, como observamos en los resultados el rendimiento
esperado es de un 85% por lo que se considera dentro del margen de error.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
86
Según los cálculos nuestra balsa deberá ser de unos 7 metros aproximadamente y una
superficie de 45,6 m2. El tiempo de retención será de unas 1,5 horas.
Para el tratamiento de media carga la edad de los fangos ronda entre los 4,5 y 2,5 días,
por tanto coincide con el resultado de nuestros cálculos.
Para la balsa anóxica previa realizamos los siguientes cálculos necesarios a partir de
los siguientes datos:

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
87
A continuación realizaremos los cálculos de la balsa anóxica posterior:

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
88
2.3.3. Decantación secundaria

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
89
El número de decantadores será de uno solamente y su tiempo de retención,
generalmente, es de 5 horas.
Como resultado se cumplirá la norma alemana que establece que la altura del
decantador debe ser de 4 metros. También se observa que el diámetro es de unos 17
metros y también cumple con la norma de que el diámetro deber ser menos que 40
metros para evitar oleaje en el interior.
2.4 Tratamiento avanzado
El tratamiento avanzado dispondrá de una fase de eliminación de fósforo a partir de
un tratamiento químico CFD con reactivo de Cloruro férrico para provocar la
precipitación del fósforo.
A continuación, se mostrarán las tablas propias de los parámetros de partida de cada
fase y sus respectivos resultados.
Estableciendo los parámetros habituales en este tipo de tratamiento como pueden ser:
dosis de coagulante (20 mg/L), concentración de reactivo (400 kg/ton), densidad del
reactivo (1,417 kg/L) y autonomía del almacenamiento (15 días). Observamos que la

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
90
cantidad en kilogramos de reactivo no es algo exageradamente alto (9,16 kg/h). Por
tanto, a simple vista parece aceptable el resultado para una fabricación con una alta
producción de litros de cerveza.
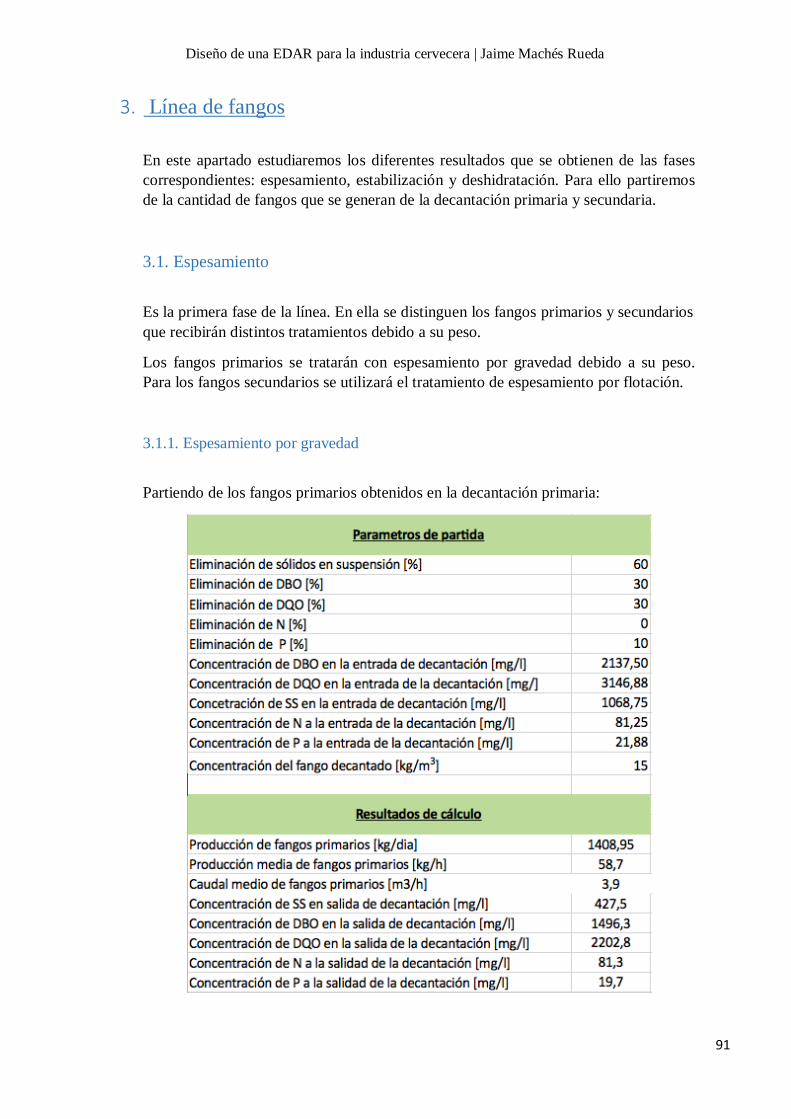
Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
91
3. Línea de fangos
En este apartado estudiaremos los diferentes resultados que se obtienen de las fases
correspondientes: espesamiento, estabilización y deshidratación. Para ello partiremos
de la cantidad de fangos que se generan de la decantación primaria y secundaria.
3.1. Espesamiento
Es la primera fase de la línea. En ella se distinguen los fangos primarios y secundarios
que recibirán distintos tratamientos debido a su peso.
Los fangos primarios se tratarán con espesamiento por gravedad debido a su peso.
Para los fangos secundarios se utilizará el tratamiento de espesamiento por flotación.
3.1.1. Espesamiento por gravedad
Partiendo de los fangos primarios obtenidos en la decantación primaria:

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
92
A través de los contaminantes que residen a la entrada y la concentración que
queremos eliminar y queremos que salga después de la decantación, hemos obtenido
una producción de 1408,95 kg de fangos diarios.
A continuación, se realizarán los cálculos respectivos a un espesamiento por
gravedad, al cual solo llegan los fangos primarios.
Estableciendo un único decantador y un tiempo de retención de 24 horas. También
conociendo la cantidad de fangos primarios producidos al día, su concentración y la
carga podremos sacar las dimensiones del espesador.
El espesador tendrá un diámetro de 6 metros más o menos y una altura de 1,83 metros
por lo que su volumen será de 47 metros cúbicos.
El caudal de salida de los fangos será de 2 m3/h aproximadamente. Este caudal se
unirá más tarde con el proveniente del espesador por flotación para que sea
estabilizado.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
93
3.1.2. Espesamiento por flotación
A continuación, se realizarán los cálculos respectivos a un espesamiento por flotación,
al cual llegan los fangos secundarios.
Hemos tomado un tiempo de retención de 6 horas para que el proceso de
espesamiento se realice de forma exitosa. Además, deseamos que la concentración de
fangos a la salida se de 30 kg/m3.
Con estos parámetros obtenemos que el caudal de fangos biológicos es de 1,30 m3/h y
que nuestro diámetro interno útil será de 2 metros aproximadamente. Sabiendo
diámetro y altura (2,25m) del espesador podremos sacar el volumen necesario que es
de 7,83 m3. Nuestro caudal de fangos de salida será de 0,35 m
3/h.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
94
3.2. Estabilización
En esta etapa se mezclan los caudales de fangos primarios y secundarios dando lugar a
un fango mixto. Al haber realizado una digestión anaerobia en la línea de aguas basta
con realizar una estabilización química a base de cal.
3.2.1. Estabilización química (a base de cal)
Estableciendo un tiempo de retención de dos horas y media (para conseguir un pH de
12,5) y una altura de 1 metro para nuestro digestor y sumando los caudales para
convertirlo en uno mixto; obtenemos un digestor de 4 metros de diámetro y un
volumen de 6 m3 aproximadamente.
Para saber la cantidad de cal que habría que echar en el procedimiento, nos guiaremos
por la siguiente tabla:

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
95
Figura 31. Tabla dosis de cal. Fuente: [JSUA07]
Como los fangos secundarios ya han sido estabilizados, solamente haría falta tratar la
cantidad de fangos primarios. Por esta razón, se escogerá la cantidad de 120 kg de
Ca(OH)2.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
96
3.3. Deshidratación
Para la etapa de deshidratación la solución adoptada ha sido la de instalar unas
máquinas centrífugas.
A continuación, se mostrarán las tablas propias de los parámetros de partida de cada
fase y sus respectivos resultados.
La centrífuga a instalar debería tener 0,24 CV de potencia mínima y tendría una
longitud de 28 cm y 0,09 metros de diámetro.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
97
4. Contaminantes
A partir de las fases y procedimientos de nuestra depuradora, encargados de la
reducción de los contaminantes, se ha conseguido eliminar la mayor parte de los
contaminantes para que en el vertido de ellos cumplan con la norma europea
establecida. A continuación se mostrará de forma más esquemática las distintas
reducciones:
♦ Pretratamiento
Desbaste
DBO5: 2,5 %
DQO: 2,5 %
SS: 2,5 %
Tamizado
DBO5: 2,5 %
DQO: 2,5 %
SS: 2,5 %
♦ Tratamiento primario
Decantador primario
DBO5: 30 %
DQO: 30 %
SS: 60 %
P: 10 %
♦ Tratamiento secundario
Reactor anaerobio
DBO5: 95 %
DQO: 95 %
SS: 95 %
Fangos Activos
DBO5: 90 %
DQO: 89 %
SS: 85 %
N: 85 %
♦ Tratamiento avanzado
CFD
P: 90 %
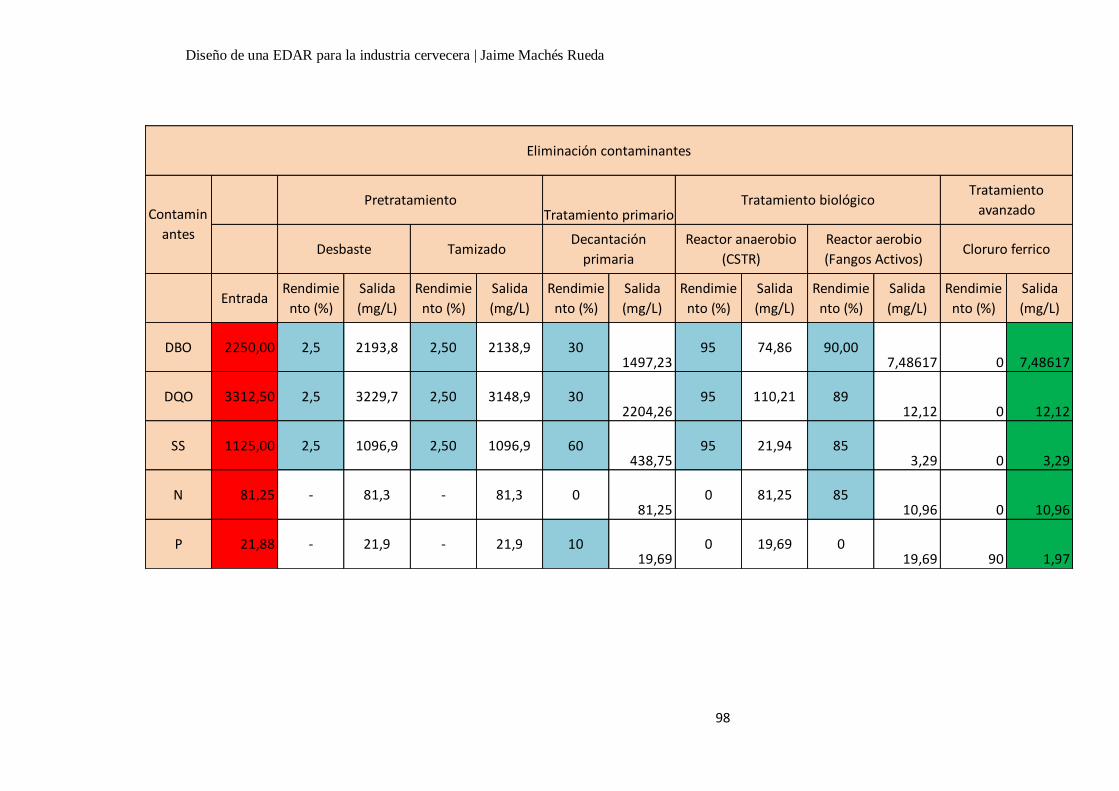
Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
98
EntradaRendimie
nto (%)
Salida
(mg/L)
Rendimie
nto (%)
Salida
(mg/L)
Rendimie
nto (%)
Salida
(mg/L)
Rendimie
nto (%)
Salida
(mg/L)
Rendimie
nto (%)
Salida
(mg/L)
Rendimie
nto (%)
Salida
(mg/L)
DBO 2250,00 2,5 2193,8 2,50 2138,9 301497,23
95 74,86 90,007,48617 0 7,48617
DQO 3312,50 2,5 3229,7 2,50 3148,9 302204,26
95 110,21 8912,12 0 12,12
SS 1125,00 2,5 1096,9 2,50 1096,9 60438,75
95 21,94 853,29 0 3,29
N 81,25 - 81,3 - 81,3 081,25
0 81,25 8510,96 0 10,96
P 21,88 - 21,9 - 21,9 1019,69
0 19,69 019,69 90 1,97
Desbaste Tamizado
Pretratamiento
Decantación
primaria
Eliminación contaminantes
Contamin
antesCloruro ferrico
Tratamiento primario
Reactor anaerobio
(CSTR)
Reactor aerobio
(Fangos Activos)
Tratamiento biológicoTratamiento
avanzado
Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
99
5. Bibliografía
[SUAR07] J. Suárez, “tratamientos avanzados de depuración”. Master en ingeniería del
agua. Universidad de la Coruña. Noviembre, 2007.
[CADA05] Cadagua. “Plant report. Estación Depuradora de Aguas Residuales del Baix
Llobregat, con capacidad para depurar 420.000 m3/día”. Febrero 2005.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
100
CAPÍTULO III
IMPACTO
MEDIOAMBIENTAL

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
101

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
102
1. Introducción
En el siguiente capítulo se realiza el estudio analítico del impacto ambiental que supondría la
construcción de nuestra EDAR para la industria cervecera. Con el fin de prevenir y valorar
los impactos que produciría la construcción de una estación depuradora de aguas residuales,
realizaremos este estudio, con el objetivo de conseguir la óptima adaptación de la depuradora
al medio donde se construya, de manera que los efectos perjudiciales que pueda producir se
minimicen.
Los impactos que se produzcan se valorarán a partir de la comparación de las actividades de
la depuradora y su construcción con las propiedades del medio. Usaremos el proceso analítico
de la interrelación actividad-medio. Para ello, realizaremos una matriz de impactos en el que
interactuarán los impactos con el medio. El esquema es el siguiente:
Filas: factores medioambientales.
Columnas: aspectos medioambientales.
Método de evaluación de influencia: verde (positivo) o rojo (negativo).
Las actividades, que son dos: construcción y explotación, abarcarán distintos tipos de fases
como el movimiento tanto de maquinaria como de tierras, la producción de residuos, la
ocupación de la planta, etc. A continuación, presentamos la matriz de impactos:
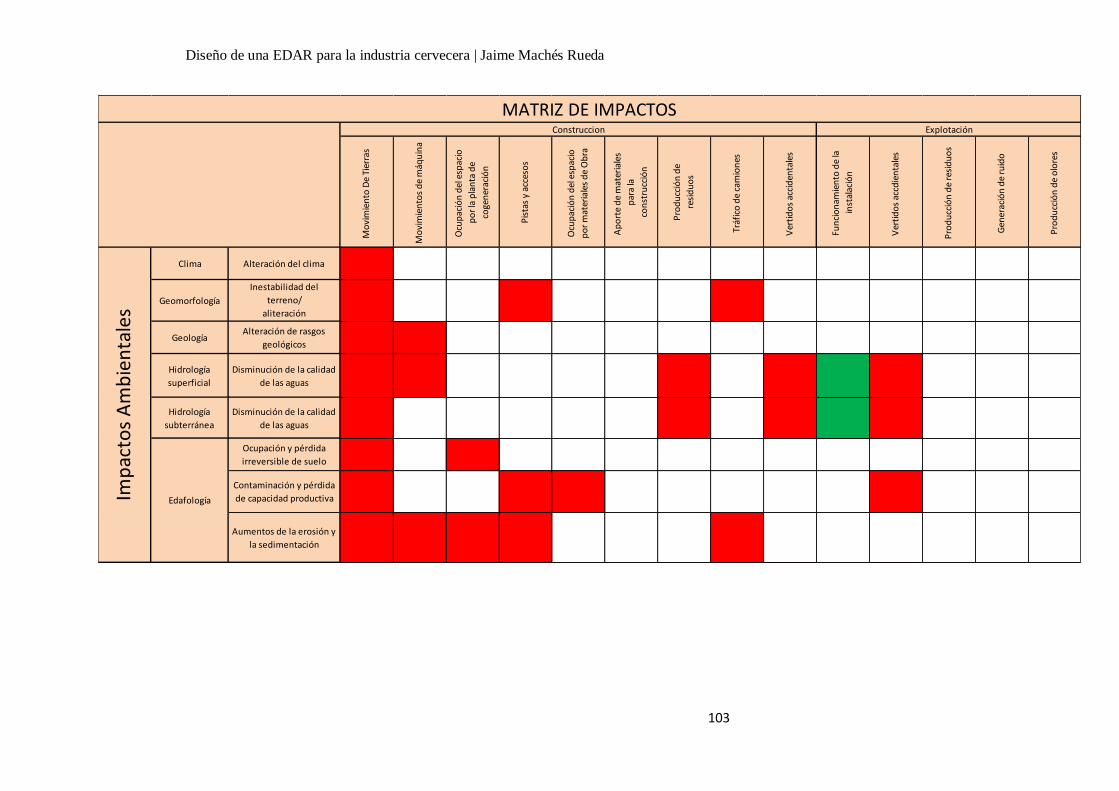
Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
103
Mo
vim
ien
to D
e Ti
erra
s
Mo
vim
ien
tos
de
máq
uin
a
Ocu
pac
ión
del
esp
acio
po
r la
pla
nta
de
coge
ner
ació
n
Pis
tas
y ac
ceso
s
Ocu
pac
ión
del
esp
acio
po
r m
ater
iale
s d
e O
bra
Ap
ort
e d
e m
ater
iale
s
par
a la
con
stru
cció
n
Pro
du
cció
n d
e
resi
du
os
Tráf
ico
de
cam
ion
es
Ver
tid
os
acci
den
tale
s
Fun
cio
nam
ien
to d
e la
inst
alac
ión
Ver
tid
os
accd
ien
tale
s
Pro
du
cció
n d
e re
sid
uo
s
Gen
erac
ión
de
ruid
o
Pro
du
cció
n d
e o
lore
s
Clima Alteración del clima
Geomorfología
Inestabilidad del
terreno/
aliteración
de las Geología
Alteración de rasgos
geológicos
Hidrología
superficial
Disminución de la calidad
de las aguas
Hidrología
subterránea
Disminución de la calidad
de las aguas
Ocupación y pérdida
irreversible de suelo
Contaminación y pérdida
de capacidad productiva
Aumentos de la erosión y
la sedimentación
MATRIZ DE IMPACTOSConstruccion Explotación
EdafologíaImp
acto
s A
mb
ien
tale
s

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
104
Tabla 6. Matriz de impactos con construcción de EDAR. Fuente [GARC16]
Tipos de afección:
Positivo Negativo
FloraPérdida/afección a la
cubierta vegetal
Destrucción directa de la
fauna edáfica
Destrucción y pérdida de
la calidad de hábitats
para la fauna
PaisajeAlteración de la calidad
paisajística
RuidoIncremento de los
niveles sonoros
Aumento de niveles de
inmisión de partículas
(polvo)
Aumento de niveles de
inmisión de gases
Fauna
Calidad del aire
Imp
acto
s A
mb
ien
tale
s
Elementos del
patrimonio
cultural
Afección a elementos del
patrimonio
histórico
Elementos del
medio
socioeconómico
Afección a elementos
socioeconómicos
Valores de
intereses
humanos
Afección a elementos de
interés
humano
Sistema
demográfico
Número de poblaciones
activa ocupada
Imp
acto
s
Am
bie
nta
les

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
105
2. Valoración de impactos
Para evaluar la trascendencia del impacto ambiental, es usada una ecuación en la que
intervienen distintas variables que en su conjunto establecen la incidencia del impacto.
Para la evaluación seguiremos el método utilizado en “Estudio ambiental de una planta
de cogeneración en papelera guipuzcoana de Zicuña S.A.” de Esther Notario.
I = ± (3 IN + 2 EX + MO + PE + RV +SI + AC + EF + PR + MC)
Siendo los parámetros de la ecuación los definidos a continuación:
♦ IN: indica la intensidad de las acciones. se mide de la siguiente forma:
o Afección mínima 1
o Afección media 2
o Afección alta 4
o Afección muy alta 8
o Destrucción total 12
♦ EX: representa la extensión en tanto por ciento del área en relación con el medio
donde se expresa el impacto. Su medida es la siguiente:
o Puntual = 1.
o Parcial = 2.
o Extenso = 4.
o Total = 8.
♦ MO: denominado "momento". Representa el tiempo entre la acción y el efecto.
o Largo plazo = 1.
o Medio plazo = 2.
o Inmediato = 4.
o Crítico > 4.
♦ PE: persistencia. Tiempo que duraría el efecto.
o Fugaz (menos de un año) = 1.
o Temporal (entre 1 y 10 años) = 2.
o Permanente (>10 años) = 4.
♦ RV: reversibilidad. Posibilidad de regenerar el factor afectado por el impacto.
o Corto plazo 1.
o Medio plazo 2.
o Irreversible 4.
♦ MC: recuperabilidad. Posibilidad de reconstrucción del factor, ya sea total o
parcial.
o Recuperable de manera inmediata 1
o Recuperable a medio plazo 2
o Mitigable (parcialmente) 4
o Irrecuperable 8
♦ SI: sinergia. Capacidad de reforzamiento si varias acciones actúan sobre un
mismo factor.
o Sin sinergismo (simple) 1
o Sinérgico 2
o Muy sinérgico 4

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
106
♦ AC: acumulación. Incremento progresivo de la manifestación del efecto.
o Simple 1
o Acumulativo 4
♦ EF: efecto. Forma de manifestación de un efecto sobre un determinado factor. o Indirecto (secundario) 1
o Directo 4
♦ PR: periodicidad. Regularidad de la manifestación del efecto.
o Irregular o aperiódico discontinuo 1
o Periódico 2
o Continuo 4
♦ Signo: beneficioso (+) o perjudicial (-).
♦ I: importancia del impacto. El valor representativo que queremos hallar.
Calculando en la ecuación con los distintos parámetros la importancia del impacto toma
valores del intervalo de 13-100. Siendo el rango de importancia el siguiente:
Inferior a 25: compatibles.
Entre 25 y 50: moderados.
Entre 50 y 75: severos.
Superior a 75: críticos.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
107
3. Medidas preventivas y correctoras
Las medidas preventivas y correctivas son una serie de propuestas planteadas para la
minimización y corrección de los efectos que puede producir la implantación de nuestro
proyecto dentro de un medio.
Las medidas preventivas son las encargadas de realizarse antes de la puesta en marcha
de la instalación para evitar un impacto negativo. Algunas de ellas pueden ser: limitar la
velocidad de los camiones para combatir contra el ruido y las vibraciones durante la
construcción, riego de la zona para evitar emisión de polvo, buena puesta a punto de los
motores para reducir la emisión de gases y olores, etc.
Las medidas correctivas, en cambio, se encargan de corregir un posible efecto
perjudicial que no ha sido previsto y que ha surgido. Hay múltiples ejemplos como: a la
hora de realizar alguna renovación de material utilizar uno más duradero o menos
contaminante para el medio ambiente; la plantación de fauna vegetal para reducir el
impacto ambiental y visual, etc.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
108
4. Bibliografía
[NOTA07] Esther Notario, “Estudio ambiental de una planta de cogeneración en
papelera guipuzcoana de Zicuña S.A.”. Novotec, 2007.
[GARC16] Gonzalo García-Monsalve Olábarri. “Diseño de una EDAR (Estación
depuradora de aguas residuales) para la industria vitivinícola”.
Proyecto de fin de grado, Universidad Pontificia de Comillas, ICAI.
Junio 2016.
Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
109
CAPÍTULO IV
ANEXOS

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
110
PLIEGO DE
CONDICIONES

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
111
Índice
CAPÍTULO I.- OBJETIVO DEL PLIEGO…………………………........91
CAPÍTULO II. CAUDALES, ÍNDICES Y CONDICIONES DE
DEPURACIÓN………………………………………………………. …..92
CAPÍTULO III. ENSAYOS Y ANÁLISIS………………………….........93
CAPÍTULO IV. PERSONAL…………………………………………….95
CAPÍTULO V. MATERIALES, REPOSICIONES Y SUMINISTROS.97
CAPÍTULO VI. PARADAS Y AVERÍAS………………………………98
CAPÍTULO VII. MEJORAS Y AMPLIACIONES…………………….98
CAPÍTULO VIII. INSPECCIÓN Y VIGILANCIA……………………99
CAPÍTULO IX. GASTOS POR CUENTA DEL CONTRATISTA……99
ANEXO I………………………………………………………………...100

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
112
CAPÍTULO I.- OBJETIVO DEL PLIEGO
BASE 1ª.- En el presente pliego se recogen las bases que regirán para la contratación
de los Servicios de Mantenimiento, Conservación y Explotación de la Estación
Depuradora de Aguas Residuales para industria cervecera, en adelante EDAR, que
comprende las instalaciones definidas en el proyecto de construcción, de manera que
se asegure su funcionamiento y se efectúen cuantas labores de mantenimiento y
conservación sean precisas.
BASE 2ª.- Los servicios obligatorios que ha de realizar el
contratista son:
a) Mantener el funcionamiento normal de la estación de forma ininterrumpida y
consiguiendo en todo momento unos índices de depuración que correspondan, como
mínimo, a los requerimientos previstos en el proyecto constructivo de la EDAR, y
recogidos en el Anexo I.
b) Retirar en las debidas condiciones higiénicas, transportar y verter en los lugares
adecuados las grasas, arenas y residuos de Pozo de gruesos, rejillas y tamices
recogidos en la planta.
c) Desecar los lodos producidos hasta alcanzar el límite de humedad indicado en el
Anexo I, para que puedan ser retirados fácilmente y sin olores por el contratista.
d) Conservar en perfecto estado todos los elementos de la planta e
instalaciones anejas.
e) Mantener adecuadamente todas las instalaciones y equipos de la EDAR e
instalaciones anejas. Deberá suscribir los correspondientes contratos de
mantenimiento con empresas homologadas, de los elementos e instalaciones de la
planta, conforme a la legislación vigente.
f) Reparar o r e p o ne r todos los elementos averiados y deteriorados de las
instalaciones e instalaciones anejas.
g) Adquirir a su costa todos los materiales, productos y suministros precisos para el
debido mantenimiento, conservación y explotación.
h) Conservar y mantener en perfecto estado todas las instalaciones existentes de
control, automatismo e información de la planta. A tal fin deberán suscribir los
correspondientes contratos de mantenimiento.
i) Mantener en perfecto estado de limpieza y pintura todos los elementos e
instalaciones de la EDAR.
j) Conservar en las debidas condiciones, todos los elementos anejos a la EDAR,
tales como los jardines, caminos interiores y edificaciones auxiliares.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
113
k) Suscribir una póliza de responsabilidad civil con cobertura de 600 miles de
euros por siniestro y patronal para cada anualidad.
l) Registrar y analizar las características de los parámetros que definen el proceso de
las líneas de agua, fangos y auxiliares para su debido control y funcionamiento.
m) Comunicar a los Servicios Técnicos del Ayuntamiento de forma inmediata,
cualquier incidencia que afecte a las instalaciones de depuración.
n) Enviar a los Servicios Técnicos del Ayuntamiento la información que éstos
soliciten sobre el funcionamiento de la planta y con la periodicidad que se determine.
o) Además, deberá prestar al Ayuntamiento el servicio de mantenimiento de las
estaciones de bombeo, fosas sépticas y mini EDAR´s de titularidad municipal.
Todas las fosas sépticas de titularidad municipal deberán ser revisadas cada seis meses,
procediendo a su limpieza, sin coste para el Ayuntamiento, si fuese necesario.
p) Y, en general, cuantas operaciones y cuidados sean necesarios para cumplir con el
fin iniciado en el apartado a).
CAPÍTULO II. CAUDALES, ÍNDICES Y CONDICIONES DE
DEPURACIÓN. BASE 3ª.- Como características medias de las aguas a tratar, se tomarán las indicadas en
el Anexo I, (recogidas de la resolución de autorización de vertido de las aguas
residuales de la Confederación Hidrográfica del Duero). Las características principales
serán las siguientes:
CAUDAL MÁXIMO PUNTUAL (l/s)
162,77
CAUDAL MÁXIMO DIARIO (m3/día)
4688
VOLUMEN ANUAL (m3/año)
1.200.128 BASE 4ª.- En caso de lluvias se disponen los correspondientes aliviaderos en
pretratamiento en planta, por lo que se tratarán los caudales recogidos en el proyecto de
la EDAR.
BASE 5ª.- El concesionario tratará toda el agua que pueda absorber la depuradora
dentro del caudal máximo que pueda absorber la misma según sus condiciones técnicas.
BASE 6ª.- La buena marcha de la depuración se comprobará por determinación de los
índices recogidos en el Anexo I.
BASE 7ª.- El contenido de humedad de los lodos una vez desecados, y el porcentaje en
peso de materia volátil, deberán conseguir los porcentajes indicados en el Anexo I.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
114
BASE 8ª.- Las determinaciones a que se refieren las BASES 6ª y 7ª, se hará de
acuerdo con los métodos de análisis de la American Public Health Association, o con
aquéllos que el Departamento Técnico del Ayuntamiento decida para cada caso
específico.
La Dirección Técnica del Ayuntamiento podrá ordenar o realizar otros ensayos,
p a r a un mejor conocimiento de la marcha de la depuración.
BASE 9ª.- Será obligación y a cuenta del adjudicatario, la retirada de las arenas, grasas,
residuos del pozo de gruesos, rejillas y tamices, recogidos en la planta, así como su
transporte y depósito en vertederos autorizados.
BASE 10ª.- En el caso de que aparezcan en las aguas residuales sustancias o materias
perturbadoras de los procesos de tratamiento o digestión, se comunicará
inmediatamente su presencia a los Servicios Técnicos del Ayuntamiento, que
determinará si se está en el caso de suspender temporal o parcialmente, alguna de las
fases del proceso de tratamiento.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
115
CAPÍTULO III. ENSAYOS Y ANÁLISIS.
BASE 11ª.- En el laboratorio instalado en la planta, el adjudicatario deberá llevar a
cabo cuantos ensayos y análisis sean precisos para el seguimiento de la depuración,
para lo cual proveerá el personal, aparatos y reactivos necesarios.
Se deben realizar, como mínimo, las siguientes determinaciones:
- Sólidos totales que contiene el agua bruta y el efluente.
- Sólidos sedimentables que contiene el agua bruta y el efluente.
- Sólidos en suspensión del agua bruta y efluente.
- Contenidos de materia orgánica y mineral de lodos.
- DBO5 con/sin inhibidor Nitrificación.
- DBO5 disuelto.
- Residuo seco.
- Demanda química de oxígeno
- Medición del pH y temperatura en lodos y aguas.
- Conductividad.
- Oxígeno disuelto.
- Índice volumétrico de lodos (I.V.L)
- Nitrógeno amoniacal.
- Nitrógeno-nitratos.
- Nitrógeno-nitritos.
- Fósforo-ortofosfatos.
El control del efluente se realizará en los puntos de control, con la periodicidad y demás
requisitos de la Resolución de Autorización de Vertido de una EDAR.
BASE 12ª.- Por su parte, los Servicios Técnicos del Ayuntamiento, podrán encargar al
laboratorio de la planta o a otros laboratorios, cuantos ensayos y análisis juzguen
necesarios para comprobar el cumplimiento de las condiciones establecidas en los

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
116
Capítulos II y III de estas Bases, o para estudiar la posibilidad de mejoras en el
rendimiento y funcionamiento de las instalaciones.
BASE 13ª.- En el caso de que el contratista no estuviera de acuerdo con el resultado de
los análisis efectuados por los Servicios del Ayuntamiento se podrá acudir al arbitraje
de un laboratorio oficial elegido de común acuerdo por las partes. Los gastos de los
análisis de arbitraje serán por cuenta del contratista si no tuviera razón.
BASE 14ª.- El contratista previa autorización de los Servicios Técnicos, podrá montar
instalaciones experimentales para ensayar posibilidades de mejora en los rendimientos
o calidades de las aguas tratadas o de los lodos, ateniéndose para ello a las condiciones
que dicho servicio le señale. Asimismo, colaborará en el montaje de instalaciones de
este tipo, si se llevasen a cabo por iniciativa del Ayuntamiento por terceros autorizados
por ésta.
CAPÍTULO IV. PERSONAL
BASE 15ª.- El adjudicatario deberá disponer del personal preciso para garantizar la
correcta realización, en todo momento de las labores de explotación, mantenimiento y
conservación de la planta. Al frente del personal y para todas las relaciones con los
Servicios Técnicos del Ayuntamiento se hallará un titulado superior, especializado en el
tratamiento de aguas residuales.
El resto del personal de la empresa concesionaria, tendrá una formación profesional y
experiencia, acordes con las funciones que vayan a tener encomendadas.
El explotador distribuirá el personal en los oportunos turnos de trabajo, de tal forma
que se cubran todos los días del año.
La variación y sustitución del personal deberá ser razonada y puesta en
conocimiento de los servicios Técnicos Municipales antes de proceder a la misma.
La empresa adjudicataria deberá subrogar al personal que actualmente está adscrito al
presente servicio.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
117
BASE 16ª.- Para atender las necesidades e incidencias que se presenten en la estación
depuradora, el contratista dispondrá por su cuenta de los vehículos que estimen
necesarios.
BASE 17ª.- El personal deberá atender con toda corrección a los representantes del
Departamento Técnico Municipal, en cuantas visitas, inspecciones y trabajos efectúen
en las instalaciones, proporcionándoles, asimismo, todos los datos o detalles que
soliciten.
BASE 18ª.- Todo el personal que emplee el adjudicatario para la prestación del
servicio, deberá percibir, como mínimo, los haberes o jornales fijados en las
correspondientes reglamentaciones laborales y estará en todo momento al corriente de
sus obligaciones tributarias y Seguridad Social.
BASE 19ª.- El Ayuntamiento no tendrá relación de ningún tipo con el personal,
ni durante la vigencia del contrato ni a su terminación.
BASE 20ª.- Todo el personal de la contrata, que de servicio en la planta, cuyo
mantenimiento, conservación y explotación es objeto del contrato, deberá actuar
correctamente uniformado e identificado.
BASE 21ª.- Aparte del personal vinculado al contratista y al Departamento Técnico
del Ayuntamiento, no se permitirá la entrada en las instalaciones a ninguna otra
persona que no vaya provista de una autorización expresa y nominal, expedida para
cada caso concreto por el departamento citado.
CAPÍTULO V. MATERIALES, REPOSICIONES Y
SUMINISTROS. BASE 22ª.- El contratista queda obligado a disponer en las instalaciones de todos los
materiales, aparatos, h e r r a m i e n t a s y r e p u e s t o s n e c e s a r i o s p a r a s u
f u n c i o n a m i e n t o n o r ma l y p a r a l a s reparaciones de rutina.
BASE 23ª.- El contratista vendrá obligado a la introducción de las mejoras y
complementaciones que a continuación se detallan:
a) Material de oficina, taller,
etc., necesarios.
b) Equipamiento e instrumentación del laboratorio para poder efectuar todos los
análisis previstos y, en especial, los señalados en la BASE 11ª.
c) Equipos de seguridad de forma que se cumplan las normas vigentes sobre seguridad
e higiene en el trabajo.
BASE 24ª.- En los quince primeros días desde la fecha de comienzo de los servicios
del contratista, se procederá por éste y por los Servicios Técnicos del Ayuntamiento,

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
118
a redactar un inventario contradictorio de todos los materiales, aparatos, herramientas
y repuestos que existen en la Estación Depuradora y demás instalaciones.
El contratista repondrá cuantos elementos incluidos en el inventario se consuman,
deterioren o desaparezcan, manteniendo éste al día. Podría, por su parte, aumentar a
su costa el número y clase de repuestos si lo considera conveniente para el buen
funcionamiento de las instalaciones, incluyéndose también en el inventario.
BASE 25ª.- Serán de cuenta del contratista todos los suministros de productos
fungibles necesarios para el debido mantenimiento de la estación y su
funcionamiento correcto, debiendo tener acopiados en el almacén los suficientes,
para hacer frente a cualquier eventualidad que se puede presentar en la entrega de
productos por los respectivos abastecedores.
BASE 26ª.- Serían por cuenta del Ayuntamiento los siguientes suministros:
a) Los gastos derivados de aquellas pruebas o ensayos que tengan por objeto la mejora
de los rendimientos, o la mejor adaptación de las instalaciones a las nuevas
disposiciones legales, salvo que los mismos hubieran sido ofertados por el licitador
como mejoras, y, por tanto, incorporados al objeto del contrato.
b) El consumo de cloro para adicionar al efluente en aquellos casos que determine la
Dirección del Ayuntamiento, que será abonado por la administración en la certificación
correspondiente.
Serán por cuenta del contratista los productos químicos necesarios para el
funcionamiento de la planta.
BASE 27ª.- Los gastos de consumo eléctrico ocasionado por el funcionamiento de la
Estación Depuradora, o estaciones depuradoras, en su caso, e instalaciones anejas serán
por cuenta del contratista.
Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
119
CAPÍTULO VI. PARADAS Y AVERÍAS
BASE 28ª.- La planta operará bajo el principio de mantenimiento preventivo,
planeado para evitar roturas de índole mecánica, paros generales por reparación de
elementos esenciales, y conseguir una operación de la instalación en proceso continuo.
En principio, y dadas las características constructivas de la planta, se prevén paradas
generales de la planta para realizar el mantenimiento en el pozo de bombeo de agua
bruta. Estas podrán ser acordadas por el Ayuntamiento, previa solicitud razonada del
explotador.
Anualmente se realizará, en colaboración con el Ayuntamiento, una inspección sobre
el estado de mantenimiento de las instalaciones, del que se realizará un informe
escrito.
BASE 29ª.- El contratista deberá reparar rápidamente y a su costa, cuantos
desperfectos y averías se produzcan en las instalaciones.
Siempre que sea posible, las reparaciones se harán en la propia estación, excepto
aquéllas de especial importancia que requieran la sustitución de elementos complejos
o el traslado de los elementos averiados a taller.
BASE 30ª.- Las reparaciones de elementos de la planta que impidan la continuidad
del funcionamiento normal de ésta, se harán en el plazo máximo de 48 horas. Si se
trata de elementos disponibles en el mercado y no pueden repararse en el plazo
citado, serán reemplazados de manera provisional por otros similares en tanto se
repara el averiado, previa conformidad de los Servicios Técnicos del Ayuntamiento y
a cargo del contratista.
Si hubiera imposibilidad de reparar o sustituir la máquina averiada en el plazo citado,
el contratista se atendrá estrictamente a lo que ordenen los Servicios Técnicos del
Ayuntamiento, procediendo en todo caso con la mayor diligencia.
CAPÍTULO VII. MEJORAS Y AMPLIACIONES
BASE 31ª.- El contratista podrá proponer toda clase de mejoras a su costa durante la
vigencia del contrato, y el Servicio Técnico del Ayuntamiento será libre para
aceptarlas o no. En el caso de su aceptación, no producirán modificación del
respectivo canon, aún cuando den lugar a economías en los gastos de mantenimiento,
conservación o explotación.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
120
CAPÍTULO VIII. INSPECCIÓN Y VIGILANCIA
BASE 32ª.- El contratista adjudicatario deberá atender con toda solicitud a cuantas
órdenes dicten los Servicios Técnicos del Ayuntamiento, a cuyo fin existirá en la
Estación un libro de órdenes foliado, firmado y sellado por la Dirección de dichos
Servicios, a los cuales podrá acudir el contratista en caso de disconformidad con
alguna orden dentro del plazo máximo de 24 horas.
BASE 33ª.- Para la debida comprobación del cumplimiento de las condiciones de
este Pliego de Bases y de las órdenes del Servicio Técnico del Ayuntamiento, éste
designará los técnicos que crean convenientes, dando cuenta de ello por escrito al
contratista.
CAPÍTULO IX. GASTOS POR CUENTA DEL CONTRATISTA
BASE 34ª.- Además de todos los gastos necesarios para el cumplimiento de lo
establecido en este Pliego de Bases, serán también por cuenta del contratista los que se
originen por el montaje, desmontaje y retirada de cualquier clase de instalaciones, los
de protección de materiales, seguridad tanto de personas al servicio de la planta
como visitantes, como equipos e instalaciones, daño e incendio; los de conservación
y reparación de caminos, jardines, pasarelas y desagües; los que afecten a la limpieza
general de la planta, los ocasionados por la corrección de las deficiencias que se
pongan de manifiesto en las inspecciones, ensayos y pruebas sobre la marcha de la
instalación y el estado de sus elementos.
También serán a costa del contratista, todos los gastos de teléfono, luz, agua y
similares de las edificaciones e instalaciones adscritas a los servicios concedidos y de
las nuevas aportadas por el concesionario, así como tributos e impuestos que
legalmente sean exigibles a la concesión, así como aquellos otros que lo sean en el
futuro.
En especial, será a costa del adjudicatario, el canon de control de vertidos a satisfacer
al Organismo de Castilla La Mancha.
Asimismo, serán de cuenta del contratista, los gastos ocasionados por la suscripción de
la póliza de seguro de responsabilidad civil con una cobertura mínima de 500.000,00
euros por siniestro y patronal para cada anualidad. Esta póliza deberá suscribirse
durante el primer mes de prestación del servicio.
De igual modo, deberá asegurarse la depuradora contra incendios, robos, vandalismo,
rayos, inundaciones y demás contingencias asegurables, con una póliza de seguro
de multiriesgo de 600.000 euros.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
121
Además, el concesionario será responsable de las sanciones impuestas por la
Confederación Hidrográfica por la realización de vertidos irregulares, salvo que se
acredite la imposibilidad de evitar el vertido, bajo las condiciones de la instalación e
infraestructuras existentes.
BASE 35ª.- Serán también de cuenta del contratista los gastos de otorgamiento del
contrato de adjudicación, incluso los correspondientes impuestos, los de anuncios y
los de cuantos recargos o impuestos sean inherentes a la prestación del servicio y
tramitación de documentos que a él se refieran incluso los del Impuesto del Valor
Añadido (IVA).
ANEXO I
ANEXO I. RESUMEN CARACTERÍSTICAS TÉCNICAS EDAR
DATOS GENERALES
AÑO ACTUAL
CAUDALES
Caudal medio horario: 103,8 m3/h
Caudal medio diario: 2491 m3/h.
CONTAMINACIÓN
Concentración media DBO5: 2250 mg/l
Concentración media sólidos en suspensión: 1125 mg/l
RESULTADOS A OBTENER AGUA DEPURADA
Sólidos en suspensión <20 mg/l
DBO5 <20 mg/l
DQO <125 mg/l
pH 6,5-7,5
Nitrógeno total <15 mg/l
Fósforo total <0,5 mg/l
FANGOS
Sequedad (% en peso S. secos) >25 %
Estabilidad ((% en peso S.V) < 40 %
Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
122
* Los valores máximos instantáneos no superarán el 50% de los valores medios diarios.
En cualquier caso, los valores serán en todo momento los establecidos en la
Resolución de Autorización de Vertido otorgada por la Confederación Hidrográfica.
LÍNEA DE AGUA
- PRETRATAMIENTO
*DESBASTE:
*Reja de finos: luz y espesor barrotes 6 mm.
.
*TAMIZADO (DESBASTE FINO)
- 1 Tamiz rotativo de 1,1 CV de potencia c/u.
- Malla de 1,5 mm. de luz de paso.
- Caudal unitario: 0-300 m3/h.
- Caudal total: 0-600 m3/h.
-TRATAMIENTO BIOLÓGICO
- 1 BALSA BIOLÓGICA de 1100 m3 de volumen unitario c/u.
* 1º ZONA ANOXICA para la desnitrificación con agitador sumergible
de 274 m3 de volumen.
* 2º ZONA OXICA para la nitrificación. Aireación mediante red de difusores
membrana de burbuja fina, de 760 m3 de volumen.
- 3 ELECTROSOPLANTES para la aireación de 2.100 m3/h. y 60 CV. de potencia
unitaria.
- Eliminación de fósforo por precipitación con adición de Cloruro Férrico
(Almacenamiento y
Dosificación de Reactivos).
- 1 DECANTADOR CIRCULAR de 30,82 m. de diámetro con puente móvil con
sistema de arrastre de fangos y sobrenadantes a tolvas de recogida.
-MEDIDA DE CAUDAL Y ARQUETA DE SALIDA
- En Canal tipo PARSHALL por ultrasonidos con indicación, registro y totalizador del
agua tratada.
- ARQUETA final de salida agua tratada.
Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
123
-EMISARIO DE SALIDA DE LA EDAR
- De longitud 1.530 m y D=600 mm. de diámetro
LÍNEA DE FANGOS
-RECIRCULACIÓN DE FANGOS
- PURGA MANUAL y recirculación automática de fangos activados (2 Bombas de 175
m3/h. c/u.)
-PURGA y recirculación de fangos de Licor Mezcla de (1 Bomba de 500 m3/g,).
-EXTRACCIÓN DE FANGOS EN EXCESO
- Extracción automática de fangos en exceso al espesador de (1 Bomba de 23 m3/h.).
*ESPESAMIENTO
- Espesamiento por gravedad de los fangos en exceso.
- Tanque circular de 5,8 m. de diámetro, con equipo barredor-concentrador por
rasquetas.
- Sobrenadantes a cabecera de planta.
-SECADO DE FANGOS
- Deshidratación de los fangos espesados en una MÁQUINA CENTRÍFUGA de
rango 0,19 m3/h. y motor de 1 CV de potencia, previa floculación y
acondicionamiento químico con polielectrolito. (Almacenamiento y dosificación de
Reactivo).
- Trasiego de fangos espesados a Centrífuga (1 Bomba de tornillo de 25/10 m3/h. c/u).
- Drenaje de centrífuga a cabecera de planta.
-EQUIPO DE CONTROL
- Medición agua tratada con registro y totalización en panel.
- Medidores de oxígeno disuelto en tratamiento biológico con registro en panel.
-SERVICIOS AUXILIARES
- Línea de aire de servicio.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
124
- Línea de agua de servicio.
-Riego de la zona ajardinada
-ELEMENTOS COMPLEMENTARIOS
- Sistema de transporte y acometida en A.T.
- TRANSFORMACIÓN: mediante C.T. de 250 KVA. Tipo interior, medida en A.T y distribución de la energía eléctrica.
- Sinóptico de proceso
- ESTACIÓN OPERADORA (AUTÓMATA) con PC e impresora en la sala de control
para manejo de los equipos de la EDAR.
- Insonorización del edificio de aire, mediante silenciadores de celdillas y cerramiento de ladrillo absorbentes. -EDIFICIOS
- Edificio de bombeo de agua bruta, laboratorio y sala de reactivo, de 109,5 m2 de
superficie total.
- Edificio del C.T., soplantes para aire de proceso, deshidratación de fangos, taller
y sala de C. eléctricos, de 165 m2 de superficie total.
- Edificio principal, de dos plantas, la superior para sala de control y la inferior
para servicios y vestuarios, de 40,50 m2 de superficie total.
- Edificio de fangos y aire de servicio, de 27,8 m2 de superficie total.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
125

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
126
PRESUPUESTO
Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
127
ÍNDICE
1. PRESUPUESTOS PARCIALES… ………………………………...129
1.1 Pretratamiento 129
1.1.1 Desbaste 129
1.1.2 Tamizado 129
1.2 Tratamiento Primario 129
1.2.1 Decantador Primario 129
1.3 Tratamiento Secundario 129
1.3.1 Reactor biológico + Balsas anóxicas 129
1.3.2 Reactor CSTR 130
1.3.3 Decantador secundario 130
1.4 Tratamiento Avanzado 130
1.4.1 Canal de desinfección 130
1.5 Espesamiento de fangos 131
1.5.1 Espesamiento de fangos por gravedad 131
1.5.2 Espesamiento de fangos por flotación 131
1.6 Digestion de fangos 131
1.6.1 Estabilización química 131
1.7 Deshidratación de fangos 131
1.7.1 Máquina centrífuga 131
1.8 Conducciones 132
1.8.1 Conducciones EDAR 132
2. PRESUPUESTO GENERAL………………………………………132
3. BIBLIOGRAFÍA………………………………………………….. 133

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
128

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
129
1. PRESUPUESTOS PARCIALES
1.1 Pretratamiento
1.1.1 Desbaste
Obra civil: Excavación en todo tipo de terreno, relleno y compactación en cimentación,
transporte de material sobrante a vertedero, suministro y puesta en obra de hormigón en masa
y hormigón armado, encofrado, escalera metálica y barandilla de aluminio.
Importe: 16.890
Equipos mecánicos: Suministro e instalación de reja automática para la separación de
sólidos.
Importe: 3.723
1.1.2 Tamizado
Equipos mecánicos:
Suministro e instalación del tamiz rotativo
Importe: 4.750
1.2 Tratamiento Primario
1.2.1 Decantador Primario
Obra civil: Movimiento de tierras, excavación en todo tipo de terreno, hormigón estructural,
acero corrugado, encofrado, elementos metálicos auxiliares.
Importe: 13.930
Equipos mecánicos:
Bombas.
Compuertas de reparto a decantador.
Puente decantador primario.
Importe: 6.500
1.3 Tratamiento Secundario
1.3.1 Reactor biológico + Balsas anóxicas
Obra civil: Movimiento de tierras, excavación en todo tipo de terreno, transporte de material
sobrante a vertedero, hormigón estructural, encofrado, elementos metálicos auxiliares.
Importe: 154.816

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
130
Equipos mecánicos:
Compuertas de entrada, de salida y de reparto para las balsas.
Bombas de recirculación de licor mixto.
Bombas de exceso de fangos.
Sistema de aireación para las balsas (turbinas, soplantes, difusores).
Importe: 25.226
1.3.2 Reactor CSTR
Obra civil: Movimiento de tierras, excavación en todo tipo de terreno, transporte de material
sobrante a vertedero, encofrado, hormigón para armar, acero B 400S elementos metálicos
auxiliares.
Importe: 45.000
Equipos mecánicos:
Importe: 10.000
1.3.3 Decantador secundario
Obra civil: Movimiento de tierras, excavación en todo tipo de terreno, transporte de material
sobrante a vertedero, hormigón estructural, acero corrugado, encofrado, elementos metálicos
auxiliares.
Importe: 27.994
Equipos mecánicos:
Compuertas.
Puente decantador secundario.
Importe: 8.000
1.4 Tratamiento Avanzado
1.4.1 Canal de desinfección
Importe: 14.372

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
131
1.5 Espesamiento de fangos
1.5.1 Espesamiento de fangos por gravedad
Obra civil: Movimiento de tierras, excavación en todo tipo de terreno, transporte de material
sobrante a vertedero, hormigón estructural, acero corrugado, encofrado, elementos metálicos
auxiliares.
Importe: 14.066
Equipos mecánicos:
Mecanismos espesadores por gravedad.
Bombas de fangos espesados por gravedad
Importe: 12.340
1.5.2 Espesamiento de fangos por flotación
Obra civil: Movimiento de tierras, excavación en todo tipo de terreno, transporte de material
sobrante a vertedero, hormigón estructural, acero corrugado, encofrado, elementos metálicos
auxiliares.
Importe: 29.260
Equipos mecánicos:
Mecanismos espesadores por flotación.
Bombas de fangos espesados por flotación
Importe: 5.650
1.6 Digestion de fangos
1.6.1 Estabilización química
Obra civil
Importe: 29.000
1.7 Deshidratación de fangos
1.7.1 Máquina centrífuga
Obra civil: Movimiento de tierras, excavación en todo tipo de terreno, transporte de material
sobrante a vertedero, hormigón estructural, acero corrugado, encofrado.
Importe: 2.958
Equipos mecánicos:
Bombas de fangos a centrífuga
Bombas evacuación filtrado.
Importe: 500

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
132
1.8 Conducciones
1.8.1 Conducciones EDAR
Importe: 10.000
2. PRESUPUESTO GENERAL
PRESUPUESTO GENERAL
Etapas Procesos Obra
civil
Equipos
mecánicos Total (€)
Pretratamiento
Desbaste 16.890 3.723 20.613
Tamizado 4.750 4.750
Decantador 1º 13.930 6.500 20.430
Tratamiento
secundario
Digestión
anaerobia
45.000 10.000 55.000
Fangos Activos 154.816 25.226 180.042
Decantador 2º 13.930 6.500 20.430
Tratamiento
avanzado Canal de
cloración
14.372
Espesamiento
de fangos
Espesamiento
por flotación
29.260 12.340 41.600
Espesamiento
por gravedad
14.066 5.650 19.716
Estabilización
de fangos Estabilización
química
29.000 29.000
Deshidratación
de fangos Centrífuga 2.958 500 3.458
Conducciones
10.000
Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
133
RESULTADO TOTAL
Total= 419.411 €
+3% GG +6% B.industrial = 457.158 €
+18% IVA
TOTAL PRESUPUESTO DE EJECUCIÓN POR CONTRATA: 539.446€
3. BIBLIOGRAFÍA
[CRUZ08] Miguel Cruz Campos. Ingeniería básica en la planta de tratamiento de
efluentes procedentes de una industria de envasado de aceitunas. Presupuesto.
Octubre 2008.

Diseño de una EDAR para la industria cervecera | Jaime Machés Rueda
134





























