Embed Size (px)
Citation preview

Development Process Innovation – A Concept for Increasing Customer Value
In the rapid changes of the work environment, manufacturing method that enables quick response to
latest customer needs is required. Since 2002, the Ricoh group has been conducting
customer-focused development process innovation. The home position of our innovation efforts is
with the customers, and our goal is to increase customer values. The innovation has five pillars:
platform and module design, robust engineering, 3D design, design resource optimization, and
cultivating innovators. This white paper clarifies why the innovation is needed, how it has been
conducted, and what values it has yielded.
July 4, 2014 Version 1.0.0
White
Paper

© 2014 Ricoh Company, Ltd.
Table of Contents
Executive summary ................................................................................................... 1
1. For timely responding to customer needs ............................................ 5
2. Delivering quality products without delay ............................................. 6
2.1. Why did we need to innovate our development process? ............. 6
2.2. MFP development depended on making numerous prototypes . 7
3. Planning a concept that motivates designers ..................................... 8
3.1. A special organization and commitment of everyone ...................... 8
3.2. Five things to accomplish in Development Process Innovation 9
(1) Platform and Module design ........................................................................... 9
(2) Robust engineering ............................................................................................. 9
(3) 3D design ................................................................................................................ 10
(4) Design resource optimization ...................................................................... 10
(5) Cultivating innovators ...................................................................................... 11
4. Changing the corporate culture in order to create new ways of
manufacturing ........................................................................................................... 11
4.1. Platform and Module design ........................................................................ 11
(1) P&M development ................................................................................................ 11
(2) Nurturing DNA of good products ................................................................. 13
4.2. Robust engineering ........................................................................................... 14
(1) Promoting front-loading design ................................................................... 14
(2) Scientific design using simulation technology .................................... 16
(3) Promoting parameter design based on quality engineering ......... 17
(4) Implementing promotion plans and accumulating known
information ..................................................................................................................... 17
4.3. 3D design ................................................................................................................ 19
(1) Virtual prototyping enabling concurrent designs in upper
processes ........................................................................................................................ 19
(2) Simulation going beyond the limitations of prototypes .................. 20

© 2014 Ricoh Company, Ltd.
4.4. Design resource optimization...................................................................... 22
(1) Determining the true cause of frequent design changes................ 22
(2) Design assisting system that prevents known issues from
recurring........................................................................................................................... 23
(3) 3D viewer for increasing DR efficiency .................................................... 24
4.5. Cultivating innovators ..................................................................................... 24
(1) Training for mid-level engineers .................................................................. 24
(2) Training for newcomers .................................................................................... 25
5. Increased customer values – what development process
innovation has yielded ......................................................................................... 25
5.1. Development process innovation is now commonplace .............. 25
(1) For customers to use our products over time without worry ....... 25
(2) Providing timely functions quickly at low cost .................................. 26
5.2. Delivering the achievements of development process innovation
to our customers ......................................................................................................... 27
(1) The center machine in the office, triggering work style
innovation ....................................................................................................................... 27
(2) Compact design for ease of installation ................................................. 28
6. Moving on to the next stage on two wheels: acceleration and
expansion ..................................................................................................................... 29
6.1. Launching a product successfully at one time and pursuing new
prototyping technology ........................................................................................... 29
6.2. Application to new product categories ................................................... 30
6.3. Aiming at collaboration based on development process
innovation ....................................................................................................................... 30

1 © 2014 Ricoh Company, Ltd.
Executive summary
Background
Technological innovation is ubiquitous today. Product life cycles are getting shorter
and shorter; multi-functional printers (MFPs) used to have an average cycle of five
years, but are often replaced by new models in three or even less than two years
nowadays. Many customers are calling for products that incorporate the latest
technologies but are still easy to use.
We have been innovating our development processes in our own ways in an
attempt to provide our customers, in a timely manner, with products and services
compatible with varied changes in the market. The central idea of our development
process innovation is to develop products without making prototypes. This
innovative method greatly shortens the product development period while ensuring
high quality and reliability.
Before development process innovation, developing one model required hundreds
of prototypes to be made, sometimes nearly a thousand. Making prototypes is
time-consuming and costly. It was a major factor keeping development periods
long and product costs high.
History
The Development Process Innovation Center was established in October 2002
with the awareness that development process innovation is a business operations
issue. This dedicated organization set forth the concept that innovation should be
addressed by all employees in development-related departments, defining three
goals: improving development efficiency, assessing technologies in upper
processes, and developing products without depending on prototypes. To achieve
these goals, Ricoh started its development process innovation supported by the
five pillars of activities described below, making sure that the idea was shared
among all the designers involved:

2 © 2014 Ricoh Company, Ltd.
Figure 1: The five pillars of Development Process Innovation
(1) Platform & Module design
Products are seldom developed from scratch. Designing all components from
scratch is unlikely. In developing a multi-functional product (MFP), designs can be
derived from a previous model for many of the functional parts (modules) and
integrated units. Similarly, designs can be shared among models of different
printing speeds released concurrently. The term platform & module design
symbolizes the aggressive use of this derivative design approach.
(2) Robust engineering
New products cannot be produced by derivative design only. A mission of
manufacturers is to address the changes and trends in the market and provide
customers with useful products that feature new technologies. If you design a new
module or product, make it highly reliable and ensure quality so that customers can
use it over time without worry. We need to make our products highly robust—sturdy
and failure-free.
(3) 3D design
Computer simulation is an effective alternative to verification by prototype. When
we started innovating our development process at the beginning of 2000, the
market was incorporating high-performance, easy-to-handle 3D simulation
systems one after another. Leading-edge computing technologies enable us to test
products without actually making them, thus helping us accelerate our

3 © 2014 Ricoh Company, Ltd.
development processes and survive cost competition.
(4) Design resource optimization
Design resources need to be readily accessible by everybody on the design staff.
Nobody should spend extra hours searching for information. And if the information
could not be found after all those efforts, the designs would have to be made from
scratch, again with wasted time. By building a system in which any designer can
acquire design resources immediately, we reduce time costs, aiming at speeding
up development.
(5) Cultivating innovators
Needless to say, human resource development is important. A company must
nurture designers who are able to take the initiative to exploit market changes and
technical innovations—this task is directly related to sustainability of the company.
We have introduced systematic human resource development and project
management for mid-level engineers; we also introduced a unique training
program for newcomers. The concept of development process innovation thus
permeates all the designers.
Achievements
The development process innovation built on the five pillars has begun to produce
tangible results. While many issues remain to be dealt with and some efforts are
slow, things have changed entirely from what they were in the era of “making and
correcting prototypes.” Today everybody explores virtual implementation before
deciding to make a prototype. Designers' awareness has changed greatly.
As we have progressed, the number of prototypes has been significantly reduced.
Thanks to the dissemination of design commonality among different models of a
series, we have longer intervals before new prototypes are made. The frequency of
prototyping and testing is now down to less than 40% of previous levels.
Prototyping costs per model have been greatly reduced. Thus, we have
established a system of quickly providing our clients with advanced, easy-to-use
products that meet changes and trends in the market.

4 © 2014 Ricoh Company, Ltd.
Prospects
We will further enhance our virtual design efforts, which are the key factors of
product development without prototypes. Our final goal is to create high-quality
products from the beginning without any processes of verification using prototypes.
The method will be applied to the development of Ricoh products in other fields. To
maximize the effectiveness of product development without prototypes and
front-loading (upper process) design, we will continue our spontaneous efforts to
support other manufacturing companies including our primary suppliers. To further
enhance customer values, we will continue to accelerate our development process
innovation and strive to expand its range of applications.
5 © 2014 Ricoh Company, Ltd.
1. For timely responding to customer needs
Progress in information and communications technologies (ICT) has brought about
significant changes to how people work in their offices (work styles). Dissemination
of the mobile/cloud environment in the past few years has removed the constraints
of time and space, enabling us to work in new ways that are free and cost-effective.
The Ricoh group has been providing image and information equipment for a long
time. In response to the changes in work styles, we have been developing a range
of products and services and delivering them to the customers. The color
multi-functional products (MFPs) that first went on sale in 2013 are among the
products that promote such changes in work styles: RICOH MP C6003/C5503/
C4503/C3503/C3003, RICOH MP C2503 and RICOH MP C2003. While they have
fundamental functions as MFPs, they feature many latest technologies that meet
the needs of the customers today – using information in a mobile/cloud
environment.
We examine what functions and performance an MFP should have several years
before its release. This is not an easy task because changes in the market are
aggressive. The examination process involves indefinite factors – nobody can be
sure whether customers will still need the functions and performance or whether
the technologies will have become obsolete when the product is released. A wrong
choice could result in a product nobody needs. Consequently, we would suffer
great damage as a company.
Meanwhile, product lifecycles are getting shorter and shorter today as
technological innovation is extraordinary. MFPs used to have an average cycle of
five years, but are often replaced by new models in three or even less than two
years nowadays. Many customers want the latest technologies without delay, and
they want the product to be easy to use. To meet needs, we are striving to
accelerate our product development to a higher level. We increase development
efficiency in all the processes of planning, design, and production to provide
customers with helpful products that feature latest technologies at their prime.
The question is how to make sure that the product quality is maintained or even
improved. Our products consist of technologies from many dissimilar fields – for

6 © 2014 Ricoh Company, Ltd.
instance, MFPs involve chemistry, optics, physics, electricity and electronics,
mechatronics, and software. To maintain and improve the quality of such products,
technologies and functions need to be evaluated with precision in each step of
development. Such efforts are called “building quality into products” and constitute
a good proportion of MFP development. To accelerate development, efficiency in
the quality build-in process is the key.
We have been innovating on our development processes in our own ways in order
to provide our customers with products and services that meet varied changes in
the market in a timely manner. Our development process innovation greatly
shortens the product development period while ensuring products of high quality
and reliability.
2. Delivering quality products without delay
2.1. Why did we need to innovate our development process?
In 2000 we started to address development process innovation. The background
was the changes in customer needs for MFPs, our principal products. It was the
time of great change in the office environment resulting from the rapid progress of
digital and networking technologies. People had begun to do most tasks on a
personal computer. MFPs were no longer mere tools of copying and facsimile
transmission; people began to use them as a component of a networked system to
enhance the productivity of PC tasks.
Leading the changes, we had been converting all of our products into digital and
network forms since the second half of the 1990s. Our copiers were reborn as
MFPs, and the lineup of digital full-color models was enhanced. Those efforts,
however, meant that the development staff would have to go through strikingly high
levels of technical difficulty. No matter the effort was put into strengthening
development staff, we were not able to keep up with ever-increasing model
variations and development tasks.
Front-line development staff faced numerous problems: image quality was below
what it should be, latest implemented technologies did not work sufficiently, and

7 © 2014 Ricoh Company, Ltd.
more. Consequently, the development schedule often fell behind. Development
costs continued to increase, and at one time we lost our market to a competitor
through price competition. A designer once summed up the situation saying
“Everyday it was just like playing Whack-A-Mole.”
How had we fallen into this situation? The problem was related to the technical
difficulties of electrophotography, the imaging process of MFPs and printers.
2.2. MFP development depended on making numerous prototypes
In the electrophotographic imaging process, static plays an important role. Static is
generated by the contact and separation of two charged objects of different
materials. Static is unstable, difficult to control, and susceptible to dryness and high
humidity. Beyond that, objects handled in the MFPs – toner and paper – are difficult
to control. Things often did not turn out as calculated, unexpected phenomena
were common, and development was often delayed.
If consequences are unforeseeable, the best way to be sure is to make a prototype
and test it. Thus, we made prototypes one after another. Prototyping was a
common practice in manufacturing, but it was particularly hard with MFPs;
developing MFPs required a huge number of prototypes. Many prototypes of the
same kind were needed because numerous items had to be tested and multiple
models were developed concurrently. A new prototype was required each time you
progressed to the next stage of development1 , because different stages of
development had different items to test.
Before the process innovation, developing one model required hundreds of
prototypes, sometimes nearly a thousand. Accordingly, the time and cost of
production increased. Prototyping was a bottleneck in shortening the development
period, and was a major factor pushing up the product cost.
1 The development process had four prototyping stages: 1) functional prototyping for testing
whether the implemented technologies function as specified, 2) design prototyping to test the modules and units in combination, 3) engineering prototyping for testing assemblies of parts which are to be actually employed in production, and 4) mass-production prototyping for testing the final products manufactured on an actual production line.

8 © 2014 Ricoh Company, Ltd.
We made a prototype, had it run, corrected problems, and repeated the cycle. The
workload was too heavy for us to think about what caused the problems. We had to
fix the problems before doing anything else, or we would have more delays in
development. Yet such a makeshift approach caused new problems. Fixing one
problem resulted in a new problem in a part where everything had been good. We
then fixed that new problem, and another problem occurred. Playing
Whack-A-Mole went on as long as there were prototypes. This development
method was mainstream until the 1990s.
3. Planning a concept that motivates designers
3.1. A special organization and commitment of everyone
The Development Process Innovation Center was established in October 2002
with the awareness that development process innovation is an issue of business
operations. This dedicated organization set forth the concept that innovation
should be addressed by all employees2 in development-related departments,
defining three goals: improving development efficiency, assessing technologies in
upper processes, and developing products without depending on prototypes. To
achieve these goals, Ricoh started its development process innovation supported
by the five pillars of activities described below, making sure that the idea was
shared among all designers involved:
2 In the corporate culture of the Ricoh group, critical tasks that are directly related to business
operations are tackled by all employees of the related departments as they set their own goals spontaneously. Internally, that is called "participation by all employees." Past achievements of "participation by all employees" include the Deming Award for total quality management activities (TQM) in 1975, Ricoh Integrated Design & Manufacturing System (We call it “TSS” in Japanese), the Japan Quality Award in 1999, and the Environmental Management since the second half of the 1990s to enhance environmental preservation and increase profit concurrently.
9 © 2014 Ricoh Company, Ltd.
3.2. Five things to accomplish in Development Process Innovation
(1) Platform and Module design
While product development was becoming increasingly difficult, the demand for
shorter development time was becoming increasingly strong. Field staff were
making desperate efforts to increase design efficiency. The first thing we conceived
to shorten the development period was to minimize new parts. In other words, we
started by increasing the number of parts that need not be made.
Products are seldom developed from scratch. Designing all components from
scratch is unlikely. In developing a multi-functional product (MFP), designs can be
derived from a previous model for many of the functional parts (modules) and
integrated units. Similarly, designs can be shared among models of different
printing speeds released concurrently. Derivative design is a common practice in
promoting efficient manufacturing. Increasing the parts that need not be made
means to aggressively promote this derivative design approach; the term platform
& module design symbolizes this approach.
(2) Robust engineering
Not everything can be designed derivatively. New models that meet changes and
trends in the market cannot be produced using the derivative design approach for
most of the parts. As manufacturers, our mission is to provide customers with
useful products featuring new functions. If you design a new module or product,
make it highly reliable and ensure quality so that customers can use it over time
without worry. We need to make our products highly robust—sturdy and
failure-free.
Creating highly robust products allows successor models to be designed
derivatively. It is important that a newly created module or part be used for a long
time for many models, rather than for a single model only. Using highly robust
components in the next models and ensuing models, we can increase the
components that need not be made. Yet technological innovation may take place
during the course of repeated design derivation. If that is the case, new robust
components will be developed for generational change, introducing new
technologies.

10 © 2014 Ricoh Company, Ltd.
(3) 3D design
In introducing new technologies for generational change, a mindset, –things must
be verified without actually being made, is needed. As described earlier, quality
assurance is important in product development. Is the performance as designed?
Do the modules and units function properly? Is the product free from wobbles or
deformation during operation? How resistant is the product against external
conditions, including temperature and humidity? There are hundreds of test items
for quality assurance of MFPs – these items are used to be tested based on
prototypes.
Computer simulation is an alternative to such tests of prototypes. When we started
innovating our development process at the beginning of 2000, the market was
incorporating high-performance, multi-functional simulation systems one after
another. To accelerate our development processes and survive cost competition,
we needed to fully utilize leading-edge computing technologies. Thus our
challenge started — test by 3D simulation without actual prototypes, an innovative
approach for testing without actually making them.
(4) Design resource optimization
As discussed earlier, derivative designs can be used in many situations of product
development. To carry out derivative designs, all the design information must be
saved. Data, know-how, and information on tools – everything that has been
obtained through development is a design resource, and they can be used
effectively if stored in a database.
Design resources need to be readily accessible by everybody on the design staff.
Nobody should spend extra hours searching for information. And if the information
could not be found after all those efforts, the designs would have to be made from
scratch, again with wasted time. Such waste tends to occur with an increase in the
information to be stored and in the number of development staff members. That
waste will hinder development speed. It is essential that there be an established
system in which any designer can acquire design resources immediately.

11 © 2014 Ricoh Company, Ltd.
(5) Cultivating innovators
Needless to say, human resource development is important. A company must
nurture designers who are able to take the initiative in exploiting market changes
and technical innovations—this task is directly related to sustainability of the
company. We have introduced systematic human resource development and
project management for mid-level engineers; we also introduced a unique training
program for newcomers. Thus new employees in the mechanical and processes
departments3 or information department now receive training sessions in quality
engineering and object-oriented development. The concept of development
process innovation thus permeates all designers.
The conceptual phrase, Development Process Innovation, has been transformed
into the clear five-pillar policy and has led to the steady dissemination of the
concept. The innovation has been, and will continue to be, carried out by the
designers in the field; the innovation can take place only when the designers
sympathize with it. Our development process innovation is unique in that the
concept clearly defines what is needed to solve issues in the design field and that
the concept has been regarded as an important managerial task and promoted in a
participation-by-all-employees approach. The next chapter describes how we have
promoted development process innovation – creating new values without making
new things.
4. Changing the corporate culture in order to
create new ways of manufacturing
4.1. Platform and Module design
(1) P&M development
The first thing we did with development process innovation was to examine "how to
3 The engineers responsible for the development of imaging processes (charging, image
development, transferring, fusing) based on electrophotographic technology are called process engineers.
12 © 2014 Ricoh Company, Ltd.
increase the parts that need not be made newly." We had already achieved it,
though partially, by the fixation and fluctuation of Ricoh Integrated Design &
Manufacturing System (We call it “TSS” in Japanese) – that is, combining
derivative design and new design. In the field, our people had already shared the
concept of ensuring the commonality of modules and parts. However, that was
limited to models of a single lineup.
An MFP lineup is usually designed to cover different printing speeds – for instance,
25 PPM (pages per minute), 35 PPM, 50 PPM, and 60 PPM. The modules, parts,
and design can be shared among models, except for those relevant to printing
speed. The manufacturer, however, needs to continually enhance MFP functions
according to customer needs and technological advancements. Before the service
life of a lineup expires, a new lineup needs to be developed. New generations take
over, and the alteration cycle gets shorter every year. That is where the limitation of
the conventional TSS lies.
In TSS, derivative design portions decreased and new design portions increased
whenever the lineup was renewed. A large number of prototypes then had to be
made, resulting in an increase in technology elements that had not been
sufficiently verified. Our development process innovation is designed to extend the
intervals of these new designs. That is the concept we call platform and module
(P&M) development.
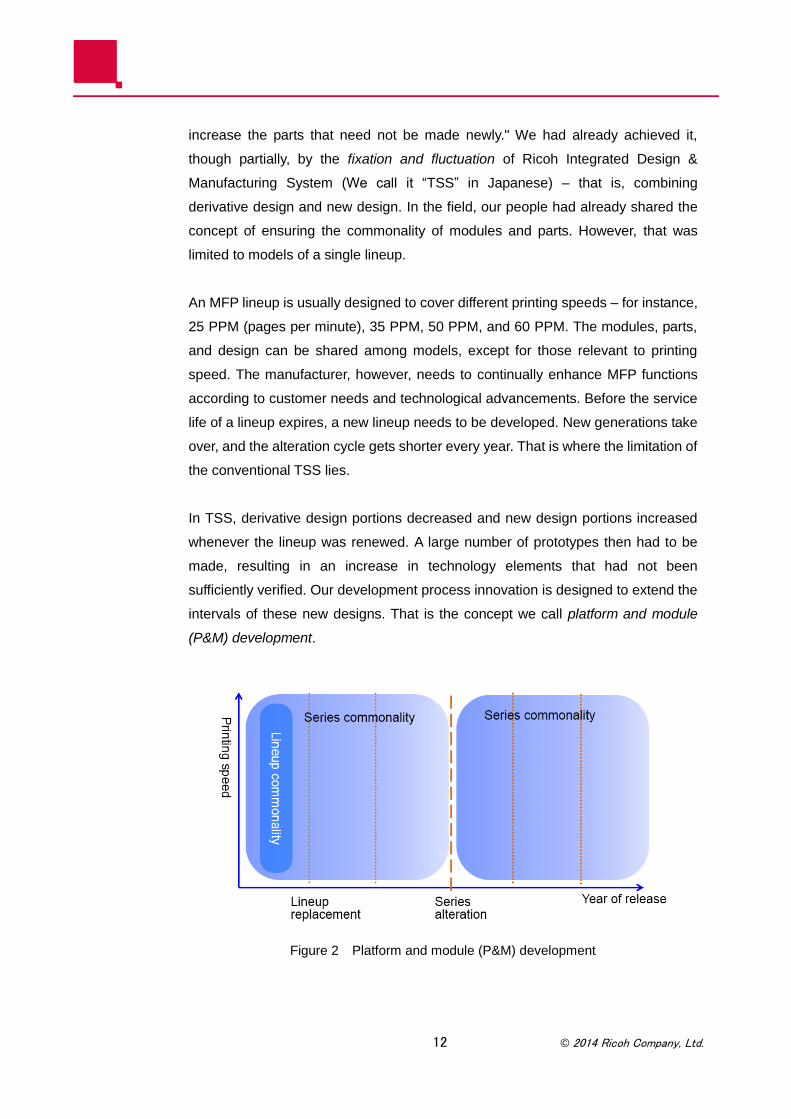
Figure 2 Platform and module (P&M) development

13 © 2014 Ricoh Company, Ltd.
Our P&M development has a long derivative design cycle. Before P&M,
commonality was limited within a lineup (lineup commonality) and the derivative
design cycle was short. With P&M, there is commonality even between multiple
lineups within a series (series commonality). The series cycle of MFP products is
30 months on average, so the platform and modules need to be robust enough to
survive over the long term. Platform here means the technological foundation for
the series commonality, and it determines the concept, quality, performance, and
cost of the entire series.
The concept of series commonality totally changed the way things are made. We
now promote building new platforms looking forward approximately five years into
the future, the lapse of time between the conceptualization of a product and the
completion of a series cycle.
(2) Nurturing DNA of good products
Concurrently, we applied a strategic approach to module development, looking into
the future. The fundamental rule was to reuse proven modules – good items that
had been installed in a product – as much as possible. We eliminated redundant
portions of design to reduce the manufacturing workload, thus shortening the
development period. Reuse was not just recommended; all designers were obliged
to take it into account and implement it whenever possible. The paramount task
was to develop products quickly while making sure that users would not worry
about using them; this was achieved by using only modules of stable quality. "Let's
nurture the DNA of good products" – that was the motto of the design department.
Commonality was promoted in terms not only of modules but also of individual
parts. In the late 1990s, the number of new parts has been increasing by 5% to 9%
each year on average for image system products including MFPs. In 2001, the
year previous to the start of process innovation, one product had 5,000 to 9,000
parts (not including electronic components). In addition to the cost of the parts, the
cost of managing them was on the increase. So we addressed centralization of
part management, not only to reduce the number of parts but also to reduce part
management cost.

14 © 2014 Ricoh Company, Ltd.
Just as with modules, the
fundamental rule was to use good
items. Further, parts that met
certain conditions – supply
stability, price, and low
environmental burden, for
instance – were selected and
registered in a part information
database. Designers were
obliged to choose parts from the
database.
Thorough implementation of centralized management purchasing enabled
designers to stably use parts of high quality at low price.
The aim was to achieve a state where designers are constantly supplied with the
best part information so they can use optimal parts that are centrally managed. For
that purpose, we started by putting together the information on the part types, and
went on to maintain freshness of the centrally managed parts and to build an
environment that allows the centrally managed parts to be used. This system for
the centralized management and use of parts is named ΣM (sigma em), and has
been functioning as a fundamental infrastructure across the design, production,
and materials departments.
4.2. Robust engineering
(1) Promoting front-loading design
When a product series is renewed, that is to say when the platform is altered, the
proportion of new designs increases significantly. In 2013, for instance, the RICOH
MP C6003 Series products were released with significant portions newly designed.
With the conventional method, a huge number of prototypes would have been
made. However, the prototypes made during development of the MP C6003 Series
products were down to approximately 20% of those during the conventional
development process. This was possible thanks to a new design scheme called
front-loading design. This scheme intensively applies workload and resources to
the initial stages (upper process) of the development and reduces the burden on
Figure 3 Optimization through centralized
management of parts

15 © 2014 Ricoh Company, Ltd.
later stages (lower process). By discovering and solving issues early, this scheme
reduces the probability of redoes like design changes.
In the front-loading design scheme, prototypes are made only after functionality
has been evaluated by simulation (virtual evaluation). This step ensures the
making of highly robust items. Because design efforts can be concentrated on the
upper processes, a lot of time can be spent addressing the forecast issues and
taking measures fundamentally. Conventional methods leave lower processes to
take measures and have a lot of constraints in terms of time and cost4. Thus,
conventional methods tend to result in makeshift measures, leaving the problems
to be solved later in a time-consuming and costly manner. The front-loading design
scheme is a must for making highly robust items.
Figure 4 Introducing the front-loading design scheme
4 Manpower, material, and cost tend to increase towards the lower process of development.
Processes become complicated, and efficiency is lowered. For instance, many checks are required just to change one part.

16 © 2014 Ricoh Company, Ltd.
(2) Scientific design using simulation technology
The core of the front-loading design scheme is a design using 3D simulation tools
(virtual design). Clearly, virtual design is effective in developing highly robust
products. Virtualization has immeasurable advantages, including a short time
required for complicated designs and the capability to evaluate behavior that is
difficult to produce on real machines. One example is described below – simulation
of airflow evaluation.
An MFP contains many sources of heat, including the fusing unit. Failing to take
thermal measures can result in residual heat during operation. The rising internal
temperature can cause operation failures and affect service life. Thus, ventilation is
an important part of MFP design; an air blower, for instance, is used to suppress
the rise of the internal temperature (heat dissipation) or send heat out of the
machine (heat exhaust). Such thermal measures are important to ensure high
robustness. Fans are used as thermal measures, but high-power fans are not
desirable because they are noisy. Thus, airflows need to be carefully designed to
maximize dissipation and exhaust performance while minimizing the use of fans.
This is where the heat and airflow simulation comes in.
Heat and airflow simulation is faster than the conventional evaluation methods
based on physical visualization (feeding smoke into a prototype, for instance). In a
short time, the simulation reproduces a range of conditions on a computer,
revealing behavior of the airflows and the state of heat propagation in detail.
Virtual design increases design precision
and results in high robustness as described
above and as seen with other examples
including verification of the validity of control
logic, which evaluates control of the entire
paper feeding system of an MFP unit.
Further, virtual design is being applied to
items that used to depend on tests on
prototypes: simulation for evaluating rigidity
and dropping shocks, simulation of image
formation processes, and simulation for
forecasting image quality.
Figure 5 Heat and airflow
simulation

17 © 2014 Ricoh Company, Ltd.
(3) Promoting parameter design based on quality engineering
Parameter design, which suppresses variation in quality, plays a major role in
raising product robustness. This method derives the levels of design parameters
that minimize influences of the operating environment and conditions (error
factors). It is a pronoun for quality engineering5.
Product development used to repeat experiments to minimize the effects of the
error factors on the design parameters. Error factors, however, are uncontrollable
because they are numerous and rich in variety. It is almost impossible to assure
quality in the market by controlling error factors. Parameter design replaces the
conventional quality assurance concept. It focuses on functions rather than quality,
and brings the technology closer and closer to the subject so that the variation in
functions due to error factors is minimized6. This method had already been used by
some internal designers, and was employed on an organizational scale once the
Development Process Innovation Center was established. Since then, it has been
used to maximize product robustness.
(4) Implementing promotion plans and accumulating known information
Tools are meaningless unless they are used. So we strove to make sure that 3D
CAD (computer-assisted three-dimensional design) would be used for virtual
design. For instance, we designated items that should be addressed in a
simulation and linked them with a design progress management database.
Designers were obliged to check the simulation items, and they would not be able
to start the designing process until they had checked all the items (see Section
4.4.(4)).
5 It is also called the Taguchi method after the originator, the late Dr. Genichi Taguchi.
6 Influence of the operating environment and conditions (error factors) is regarded as functional
variation, which is indicated in a scale called S/N ratio (the greater the value, the less the influence of the error factors). The characteristic values of the modules and parts (control factors) are then set to maximize the S/N ratio. The greatest feature of parameter design is that the focus is on functions rather than quality. Dr. Taguchi once said "Do not measure quality if
you want to have quality."

18 © 2014 Ricoh Company, Ltd.
All information needed for the simulation is viewable on the database. The system
even features an inquiry tool for asking questions. All of the information is stored in
the database as known information and is always available. The known information
in the database keeps evolving in accordance with the skills of the designers.
As another step forward, we organized our human resources to make virtual
design work the foundation of the product development processes. Staff members
of the manufacturing-related departments were encouraged to address virtual
design from the early stage of design processes. This effort is symbolized by the
Design Review (DR) Room at the Ricoh Technology Center, our design and
development foothold. Once the design plan is determined for a product to be
developed, staff members of related departments – design, production, product
planning, material purchasing, sales, service, and more – gather in the DR room
and evaluate the plan from a variety of viewpoints.
Figure 6 DR Room
The development environment thus established, including the database system
and the human relations, successfully made virtual design disseminate in the
design field. As a result, we finished converting from the old way to the new way
much earlier than our initial goal – from Whack-A-Mole type design where people
make and modify things to scientific design where people definitely solve issues
based on principles.

19 © 2014 Ricoh Company, Ltd.
4.3. 3D design
(1) Virtual prototyping enabling concurrent designs in upper processes
The front-loading design scheme shortens the development period, but its
effectiveness is hindered if evaluation is done only after completion of a prototype.
To maximize effectiveness of the front-loading design scheme, verification
processes must be moved forward; the upper processes need to verify the items
that used to be verified based on prototypes, including ease of assembly,
workability, safety, ease of use, maintainability, and cost. As a pillar of development
process innovation, we promoted virtual prototyping – a prototyping process
without actual prototypes.
The objective of reducing prototypes in our development process innovation is to
eliminate prototypes that are made for verification purposes only. Although the total
number of prototypes decreases with dissemination of the virtual design scheme,
we cannot eliminate prototypes for the purpose of testing imagination and
originality or of ensuring safety. Virtual prototypes can only replace the prototypes
for verification purposes. Yet the prototypes that remain have modules and units
common within the series as long as they are developed in the P&M design
scheme. These portions continue to be used, and no prototype is totally
abandoned after the development of a single model.
Figure 7 Introducing the virtual prototyping process

20 © 2014 Ricoh Company, Ltd.
Beyond designers, virtual prototyping involves other members from product
planning, production, material purchasing, part processing, production processing,
evaluation (QA), service, and more. The DR Room is connected with other sites via
teleconferencing system, and assembly prototypes are shown on a 3D CAD
screen. Members verify the virtual prototype on the spot, checking the ease of
assembly, assembly sequence, workability, die structure, safety, maintainability,
cost, and more.
If need for a change is found during the virtual prototyping process, the people
involved take quick action. While drawings have to be submitted (released) at each
stage of development as in the old way, virtual prototyping reduces the burden on
the drawers and thus drawing precision can be increased. An example of the
verification by virtual prototyping is paper feeding simulation.
(2) Simulation going beyond the limitations of prototypes
Paper feeding is an important technology on which the image quality of MFPs and
printers depends. Minor fluctuations in the feeding speed greatly affect formation of
the image. The system needs to cope with changes in the conditions: paper types
vary and the operating environment changes, particularly the temperature and
humidity. The paper feeding path extends across most of the machine interior, so
even past designers thought it would be best to verify the path in the upper
processes of development. That was not possible in the past, but paper feeding
simulation changed all that. Following is an example of the robust design using the
simulation, namely, an attempt to reduce paper jams in the paper feeding path.
Simulation of paper corner
folding around the curl removal
rollers
Figure 8 Example of paper feeding simulation

21 © 2014 Ricoh Company, Ltd.
Paper jams in MFPs and printers are always among the top items on the list of
customer complaints sent to the service and support department. Preventing jams
requires tremendous effort; a huge number of combinations must be considered in
terms of paper types and temperature/humidity fluctuations alone, for instance.
Paper feeding simulation enables designers to handle data on a variety of types of
paper on the market, allowing them to quickly verify how paper feeding is affected
by different paper thickness, paper faces, paper strengths, and changes in paper
properties due to fluctuations in temperature/humidity. In the past, the verification
process required designers to be packed in the environmental evaluation room for
a long time. Simulation greatly reduced the burden and has superbly increased
evaluation precision. As a result, designers are now able to develop new transport
mechanisms capable of supporting many different paper types.
High printing speed, double-sided printing, downsizing, and more – the factors
causing jams are on the increase. Evaluation based on actual prototypes has
limitations in that all the events that can occur cannot be reproduced. With actual
prototypes, it is very difficult to cause a jam to occur in a certain state. Paper
feeding simulation, however, allows us to flexibly set jamming conditions, timing,
location, and seriousness. Further, we can reproduce them as many times as we
like.
Paper feeding simulation has enabled designers to design a transport mechanism
with excellent visibility and ease of paper removal in the event of a jam. In
combination with the human body simulation model, which simulates the
movement of human hands, paper feeding simulation is used in development of a
mechanism that allows users to remove jammed papers easily. Multiple simulation
models can be combined as necessary; this is also a unique advantage of virtual
prototyping.
The results of verification by virtual prototyping are recorded in a database and will
be available for a long time. The data can be applied to different design conditions,
and the evaluation data is accumulated as virtual prototyping is repeated. Time and
cost have been greatly reduced from the time when verification depended upon
actual prototypes.
22 © 2014 Ricoh Company, Ltd.
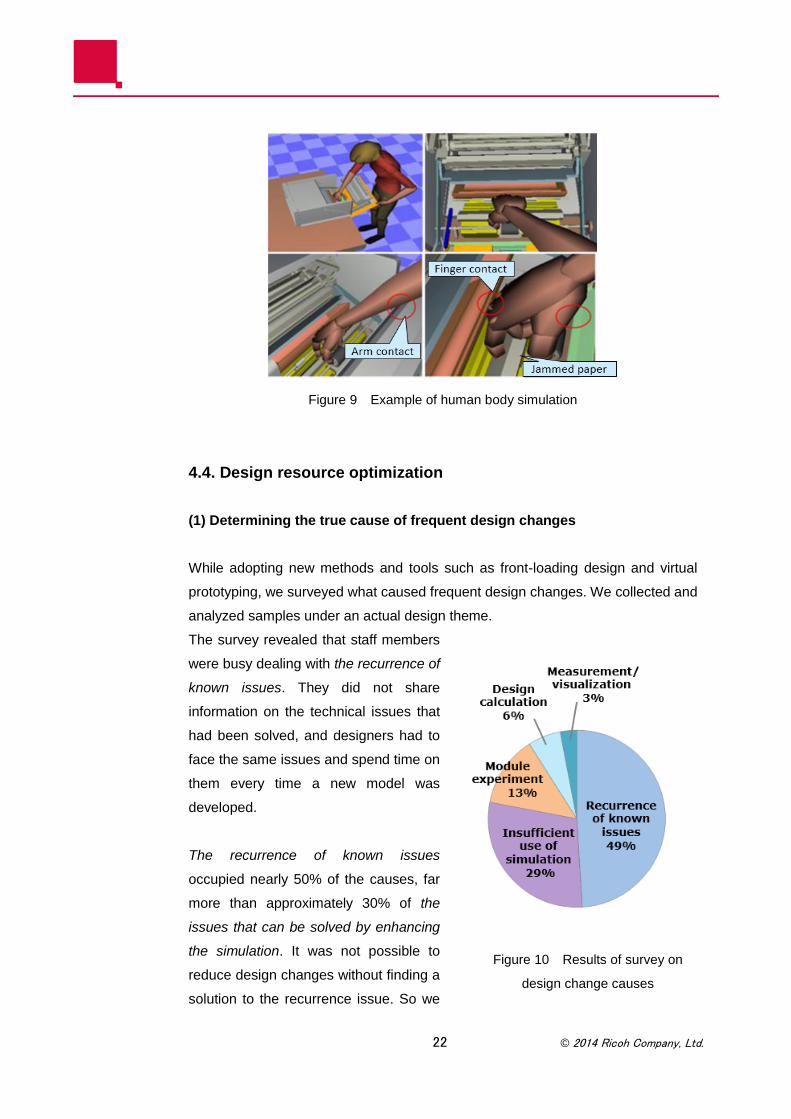
Figure 9 Example of human body simulation
4.4. Design resource optimization
(1) Determining the true cause of frequent design changes
While adopting new methods and tools such as front-loading design and virtual
prototyping, we surveyed what caused frequent design changes. We collected and
analyzed samples under an actual design theme.
The survey revealed that staff members
were busy dealing with the recurrence of
known issues. They did not share
information on the technical issues that
had been solved, and designers had to
face the same issues and spend time on
them every time a new model was
developed.
The recurrence of known issues
occupied nearly 50% of the causes, far
more than approximately 30% of the
issues that can be solved by enhancing
the simulation. It was not possible to
reduce design changes without finding a
solution to the recurrence issue. So we
Figure 10 Results of survey on
design change causes
23 © 2014 Ricoh Company, Ltd.
set three goals:
i. To make sure that designers know the known issues that have been
documented,
ii. To implement automatic checking of known issues that can be checked by
tools, and
iii. To allow staff members other than the designers to point out known issues
before a drawing is released.
Thus, we started working on preventing the recurrence of known issues.
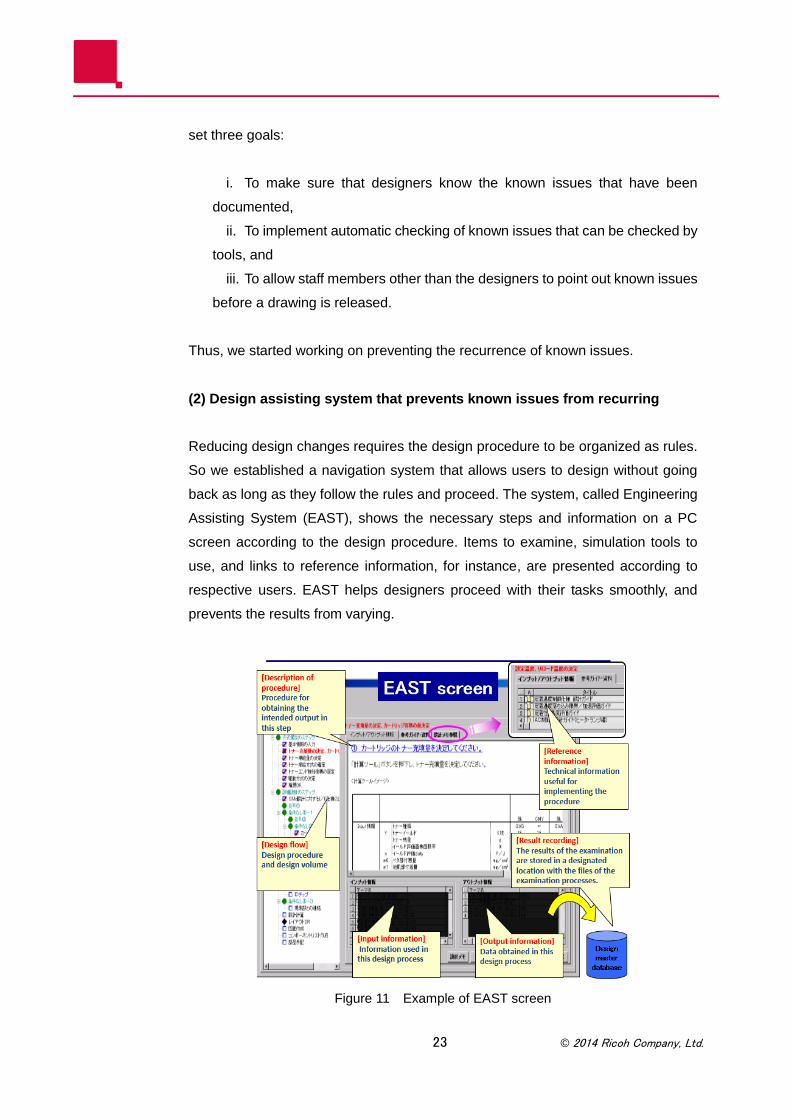
(2) Design assisting system that prevents known issues from recurring
Reducing design changes requires the design procedure to be organized as rules.
So we established a navigation system that allows users to design without going
back as long as they follow the rules and proceed. The system, called Engineering
Assisting System (EAST), shows the necessary steps and information on a PC
screen according to the design procedure. Items to examine, simulation tools to
use, and links to reference information, for instance, are presented according to
respective users. EAST helps designers proceed with their tasks smoothly, and
prevents the results from varying.
Figure 11 Example of EAST screen

24 © 2014 Ricoh Company, Ltd.
EAST contains known information of experienced designers in a systematic way,
and the user can refer to the information as design progresses. What are designed
with EAST (design results) are accumulated in a database, and other designers
refer to the information when they design similar parts or modules. The more EAST
is used, the more it will store known information that can be referred to by anybody.
EAST has greatly reduced the design changes caused by users not sharing helpful
known information.
(3) 3D viewer for increasing DR efficiency
To reduce design changes, design information must be shared with other
departments. Design Review (DR) is for that purpose, but the evaluation at the DR
does not require a full-spec 3D CAD system. Members other than the designers
need only check the necessary evaluation items quickly.
Thus, we decided to provide members of non-design departments with a 3D viewer
called Twister. Since the 3D viewer is equipped only with the functions needed for
the DR, workload on a computer is light. The 3D viewer allows efficient DR as it
provides the user with the capability to change the viewpoint flexibly, which is the
essential convenience of a 3D system. Precision of the released drawings can thus
be improved.
4.5. Cultivating innovators
(1) Training for mid-level engineers
Efforts to cultivate innovators started almost simultaneously with establishment of
the Development Process Innovation Center. The aim was to nurture the human
resources needed for development process innovation. The efforts are
characterized most by the introduction of the systematic human resource
development concept. Primarily for mid-level engineers, we defined a goal
management system and training courses for individual technological fields in an
effort to nurture engineers who will be the backbone of our growth strategy. Under
the training system, courses are held for quality engineering and simulation-related
tasks. We are committed to training core human resources who will promote our

25 © 2014 Ricoh Company, Ltd.
development process innovation.
(2) Training for newcomers
The efforts of cultivating innovators cover newcomers, too. The goals are to gain
fundamental knowledge as an engineer and to learn the knowledge and skills
based on development process innovation. For newcomers in the mechanical and
process departments, for instance, we have established a training infrastructure
where they can systematically learn the skills of designing based on functions and
acquire an attitude of pursuing robustness. In light of the present situation where
software development greatly affects the quality and delivery time of manufacturing,
we put great effort into training information-related human resources.
5. Increased customer values – what development
process innovation has yielded
5.1. Development process innovation is now commonplace
(1) For customers to use our products over time without worry
It has been more than a decade since we started addressing development process
innovation. The five-pillar innovation has begun to produce tangible results.
Although many issues remain to be dealt with and some efforts are slow, things
have changed entirely from what they were in the era of “making and correcting
prototypes.” In the beginning, some were anxious, saying "Is it possible at all to
reduce the number of prototypes?" or "Is it possible to maintain quality based on
virtual design?" Today everybody explores virtual implementation before deciding
to make a prototype. Designer's awareness has changed greatly.
The dissemination of virtual design and virtual prototyping has made designs
scientific. The designers now examine every design task based on data. Past
schemes based on intuition and experience are mostly gone. Scientific design has
become the norm, further promoting virtual design and prototyping and steadily
improving design quality. The change has enabled us to develop products that our
customers can use over time without worry.

26 © 2014 Ricoh Company, Ltd.
Our quality engineering approach – nurturing good DNA and promoting highly
robust products – has resulted in a low initial failure rate. We will maintain our
commitment to quality in the design processes, bringing the failure rate as close to
zero as possible.
(2) Providing timely functions quickly at low cost
A primary element of our concept is reduction in the number of prototypes, and
what we have achieved so far is remarkable: the number of prototypes has been
reduced to 1/5 that of 2002 on average. The dissemination of series commonality
has extended the intervals of prototype making, greatly reduced the frequency of
prototyping and evaluation, and dramatically reduced the prototyping cost per
model. We are now able to quickly provide our customers with products of the
latest technologies for reasonable prices.
Figure 12 Reduction in the number of prototypes and
prototyping/evaluation frequency
Beyond the decreasing number of prototypes, the number of problems occurring in
the development phase has also been decreasing steadily year by year.
Development periods are now shorter as design redoes have become fewer, and
the cost has been reduced as fewer dies need to be modified. This achievement
has resulted from the front-loading design scheme through the promotion of P&M
development.

27 © 2014 Ricoh Company, Ltd.
The number of prototypes has been decreasing steadily, but some prototypes
cannot be eliminated. Prototypes for quality assurance purposes, for instance, are
intended for collecting safety data based on actual measurement and cannot be
replaced by virtual alternatives. When the mechanism of a phenomenon is unclear,
actual prototypes need to be used even for verification purposes. While being
aware of such limitations, we will continue to further expand the possibilities of
virtual prototyping, clarifying mechanisms and promoting the development of new
simulation technologies.
What we have achieved through the development process innovation described
above are being delivered to our customers in the form of products. The RICOH
MP C6003 Series MFPs, released in 2013, are among them. The next section
describes the most characteristic feature of the series: robustness improvement for
space-saving.
5.2. Delivering the achievements of development process
innovation to our customers
(1) The center machine in the office, triggering work style innovation
The RICOH MP C6003 Series was developed as the center machine in the office,
assisting users with innovating their work styles. Working with smart terminals and
cloud services and featuring an advanced user interface that allows intuitive
operation, the MP C6003 Series meets the needs of the work environment, which
is changing on a global scale. The series inherits the top-notch energy-saving
performance, one of the features of Ricoh MFPs, and furthermore, they are
compact, easy to install, and quiet.
With changes in the market environment accelerating, it is important for a
manufacturer to shorten the development period so that it can provide customers
with new value. The shorter the interval between the conceptualization and release
phases, the easier it is for the manufacturer to incorporate market trends and meet
customer needs. The MP C6003 Series was developed with the aim of minimizing
the interval between the conceptualization and release phases and providing the
customers with functions that timely meet market trends. These efforts have
crystallized as the affinity with cloud services and a user interface with the same
28 © 2014 Ricoh Company, Ltd.
touch as smart terminals.
(2) Compact design for ease of installation
The RICOH MP C6003 Series is the first generation of the series to be run for
several years. This product is in the robust engineering category of the five pillars.
In developing the series, we thoroughly promoted centralized part management
and module commonality with an intensity unseen before. Concurrently, we were
careful to implement virtual design/prototyping to ensure quality in the design
process while new technologies were adopted.
The series is unique in that all models are the same size. From the 60-PPM MP
C6003 to the 20-PPM MP C2003, all seven models of different printing speed are
the same size. As a result of thoroughly implementing P&M development, the
uniform size has enabled us to reduce costs7 and shorten the development and
production periods.
Designing all models in one lineup to have the same size is not very difficult as
long as the smaller models are enlarged to the size of the largest model. The
approach was opposite with the RICOH MP C6003 Series – all models were
designed to have the same size as the smallest model, the 20-PPM MP C2003;
this approach enabled users of the medium- and high-speed models to save space.
Fitting the functions required for a 60-PPM model into the size of a 20-PPM model
could be thought absurd. High-speed models tend to have larger modules than
low-speed models, and their operation tends to produce more vibration, noise, and
heat. Our development process innovation effectively addressed this issue.
The first theme in downsizing to achieve size uniformity was how to ensure
robustness of the framework (structure). In the past, side panels were installed on
a base plate to produce sufficient torsional rigidity. With the MP C6003 Series, new
construction schemes were developed through virtual design; face plates and
corners were strengthened to increase firmness of the entire frame, for instance.
7 Size uniformity ensures commonality of materials and components, reduces purchase and
processing costs accordingly, and reduces costs through commonality of packages and improved transport efficiency.

29 © 2014 Ricoh Company, Ltd.
Thus, we successfully built a lightweight8 structure of high strength and rigidity.
Moreover, impact strength simulation was used to evaluate torsional rigidity of the
structure, for instance. The know-how in the accumulated experience with the
develop process innovation was used well.
As part of the downsizing effort, we reviewed the paper reversal path inside the
double-side printing unit. We forecasted optimal layout of the transport rollers
through virtual design, and simultaneously implemented excellent paper transport
and the downsizing. Downsizing presented a challenge regarding the control of
internal heat and airflow, which was addressed in the upper design processes
using simulation. Thanks to the optimal heat dissipation design, the rise in
temperature was suppressed while the number of fans was reduced.
Development process innovation has been making what was once impossible
possible. We will continue this effort to meet the needs of customers in a timely
manner. The following final section describes prospects for the future.
6. Moving on to the next stage on two wheels:
acceleration and expansion
6.1. Launching a product successfully at one time and pursuing
new prototyping technology
Under the development process innovation concept, we will continue to promote
our five-pillar activities. We will further enhance our virtual design efforts, which are
the key factors of development process innovation, and manufacturing without
prototyping. Our final goal is to create high-quality products from the beginning
without any processes of verification using prototypes. We call it "one-time product
launch." We will thus shorten the development period greatly and release products
whose functions meet the market trends in a timely manner.
8 The mass of each model of the RICOH MP C6003 Series is up to 87kg. That is about 20%
down from the previous 50-PPM model (Aficio MP C5002) and equivalent to the previous 20-PPM model (Aficio MP C2201).

30 © 2014 Ricoh Company, Ltd.
Meanwhile, some prototypes will continue to remain, particularly those for the
purpose of testing imagination and originality or of ensuring safety. For testing
imagination and originality, however, new prototyping technology such as a 3D
printer has emerged, allowing us to reduce workload and costs. Overall, the
one-time product launch is our final goal. In the areas of creating new product
values, sensory tests for instance, we will aggressively use leading-edge
prototyping technologies, regardless of virtual or real.
6.2. Application to new product categories
The development process innovation concept has been applied primarily to MFPs
and printers; it will also be applied to other categories of Ricoh products. Ricoh
group companies have been releasing products of new categories that activate
communication in an office: projectors, interactive whiteboards, and
teleconferencing/web conferencing systems. The concept is also effective, of
course, for the development of such products.
The concept has already been applied to some new categories: simulation of
radiation, heat, and airflow in the optical projection system of an ultra-short-throw
projector; and automation of operation tests in the development of software for
teleconferencing/web conferencing systems (Ricoh Unified Communication
System). We will use our ample experience and know-how nurtured through the
development of MFPs and printers, and will develop new virtual design
technologies to further expand the applications.
6.3. Aiming at collaboration based on development process
innovation
The findings and know-how of our development process innovation are applicable
to other manufacturers. Virtual design and quality engineering are mainstream in
the manufacturing industry, but are yet to be expanded to small- and medium-scale
companies. To further increase the value of production without prototyping and of
the front-loading design, the efforts of these small- and medium-scale companies
are important as they support the manufacturing of goods in Japan.

31 © 2014 Ricoh Company, Ltd.
Ricoh group companies share a variety of design information, including CAD data,
with their major suppliers over an electronic data interchange (EDI) network. The IT
infrastructure, when used effectively, will enable Ricoh to establish win-win
relationships in collaboration with small- and medium-sized companies; when it is
difficult for them to introduce the development processes without prototyping on
their own, Ricoh will give assistance. To maximize effectiveness of the
development without prototyping and to further enhance customer values, we will
continue to accelerate our development process innovation and strive to expand its
range of applications.





























