Embed Size (px)
Citation preview

Development of ultra-high strength
seamless pipes for Perforating Guns
G. Gomez, S. Cravero, M. Bellingardi

INTRODUCTION
Tenaris
Development of ultra-high strength seamless
pipes for Perforating Guns
2
Pipe for Perforating Gun Carriers (PG) need to sustain during field operation high
external hydrostatic pressures and high internal shock loads.
Increase demand of higher strength to sustain higher collapse loading derive in
the need of pipes with Specified Minimum Yield Strength (SMYS) of 165ksi and
above.
Typical P110 Tubing: 19800psi
Outer Diameter: 3.125” – 79.375mm
Nominal Wall: 0.3125” – 7.938mm
Tensile Strength: 1350 kN
Nominal Collapse: 19800psi
Typical 135ksi Gun Carrier: 24300psi
Outer Diameter: 3.125” – 79.375mm
Nominal Wall: 0.3125” – 7.938mm
Tensile Strength: 1660 kN
Nominal Collapse: 24300psi
165ksi Gun Carrier: 29700psi
Outer Diameter: 3.125” – 79.375mm
Nominal Wall: 0.3125” – 7.938mm
Tensile Strength: 2025 kN
Nominal Collapse: 29700psi
175ksi Gun Carrier: 31500psi
Outer Diameter: 3.125” – 79.375mm
Nominal Wall: 0.3125” – 7.938mm
Tensile Strength: 2148 kN
Nominal Collapse: 31500psi
INTRODUCTION
Tenaris
Development of ultra-high strength seamless
pipes for Perforating Guns
3
Based on these requirements, steel seamless pipes with good impact toughness
and strict dimensional tolerance are required.
The development of such high strength materials with good toughness is a
challenge
Steel chemistry and processing conditions have to be carefully designed and
optimized to achieve these strict requirements.
AGENDA
Tenaris
Development of ultra-high strength seamless
pipes for Perforating Guns
4
Design of steel chemistries for 165ksi and 175ksi based on model calculations.
Validation with industrial data and fine tuning processing conditions.
Characterization of materials resulting from industrial trials (microstructure ,
tempering curve, hardness, tensile and fracture toughness properties).
OBJECTIVE
Tenaris
Development of ultra-high strength seamless
pipes for Perforating Guns
5
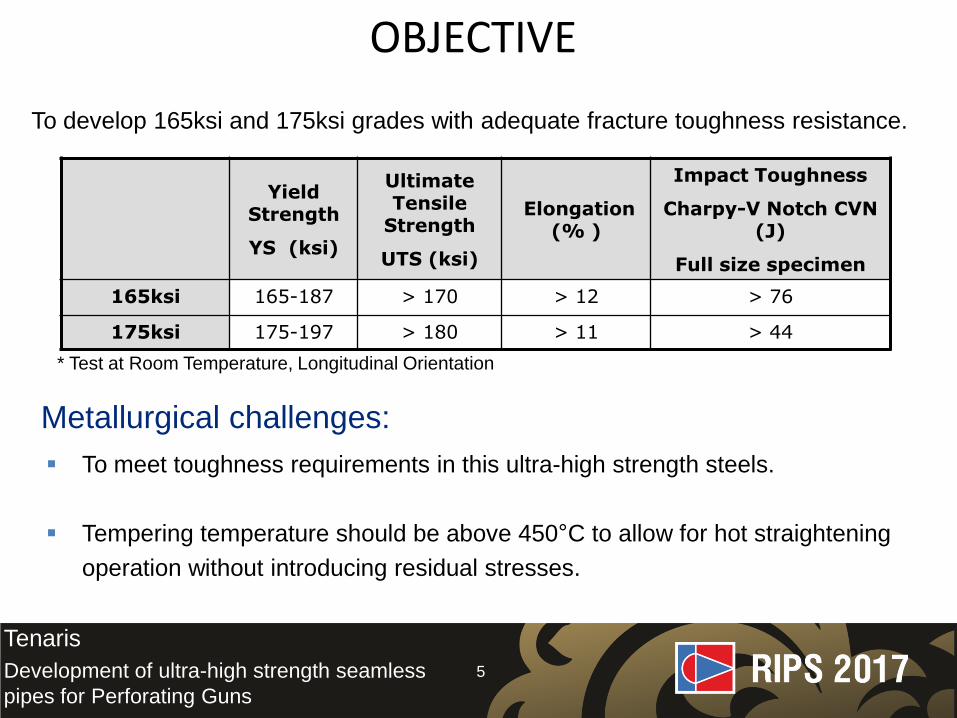
To develop 165ksi and 175ksi grades with adequate fracture toughness resistance.
Yield Strength
YS (ksi)
Ultimate Tensile
Strength
UTS (ksi)
Elongation (% )
Impact Toughness
Charpy-V Notch CVN (J)
Full size specimen
165ksi 165-187 > 170 > 12 > 76
175ksi 175-197 > 180 > 11 > 44
* Test at Room Temperature, Longitudinal Orientation
Metallurgical challenges:
To meet toughness requirements in this ultra-high strength steels.
Tempering temperature should be above 450°C to allow for hot straightening
operation without introducing residual stresses.

TEMPERING MODEL
Tenaris
Development of ultra-high strength seamless
pipes for Perforating Guns
6
Model developed at Tenaris R&D to describe the martensite hardness reduction
during tempering. Yield Strength (YS) and Ultimate Tensile Strength (UTS) are
derived from hardness prediction, based on empirical relations adjusted for Tenaris
steels.
Inputs:
Steel chemistry
As quenched hardness
Thermal cycle: isothermal treatment or user introduced tempering curve (for
example a curve calculated with the furnace thermal model).
Outputs:
Hardness, YS and UTS.

TEMPERING MODEL
Tenaris
Development of ultra-high strength seamless
pipes for Perforating Guns
7
t
dtTR
QtTP
0
exp),(
A time-temperature equivalent parameter P is used to characterize the tempering curve:
Integral version of the Hollomon-Jaffe parameter:
The activation energy Q depends on steel chemistry
T
time
A mathematical function is used to describe softening during tempering:
),V()log()log(
)(22
max
2
min00 PHwPP
wHHHPH
PERFORATING GUN YS > 165 ksi
Tenaris
Development of ultra-high strength seamless
pipes for Perforating Guns
8
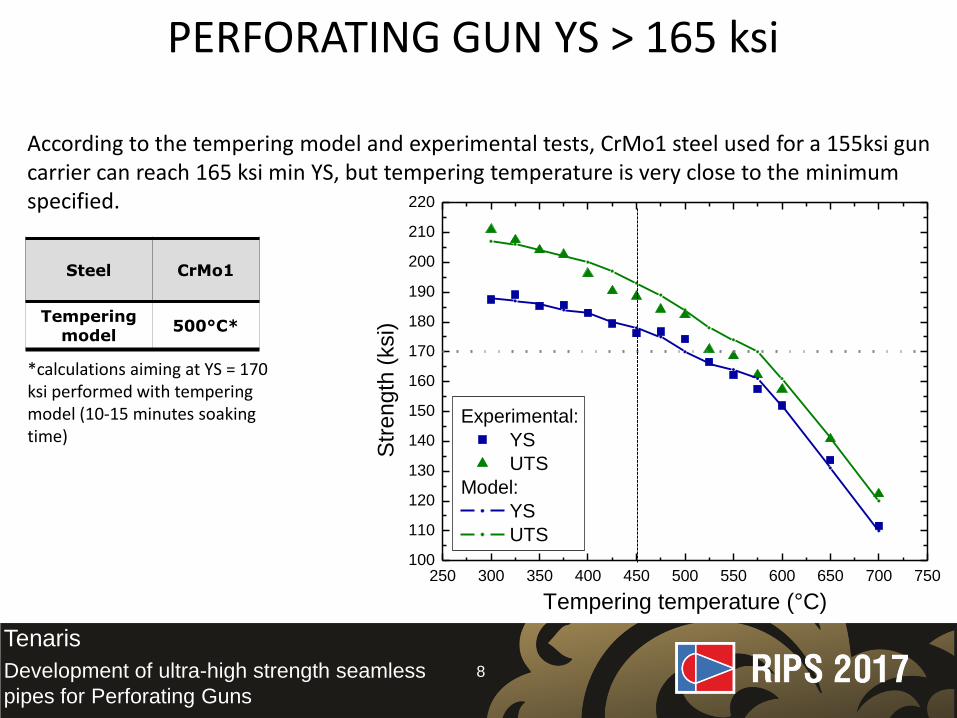
Steel CrMo1
Tempering model
500°C*
According to the tempering model and experimental tests, CrMo1 steel used for a 155ksi gun carrier can reach 165 ksi min YS, but tempering temperature is very close to the minimum specified.
*calculations aiming at YS = 170 ksi performed with tempering model (10-15 minutes soaking time)
250 300 350 400 450 500 550 600 650 700 750100
110
120
130
140
150
160
170
180
190
200
210
220
Experimental:
YS
UTS
Model:
YS
UTS
Str
en
gth
(ksi)
Tempering temperature (°C)

PERFORATING GUN YS > 165 ksi
Tenaris
Development of ultra-high strength seamless
pipes for Perforating Guns
9
150 155 160 165 170 175 180 185 19070
75
80
85
90
95
100
105
110
CrMo1
HT1
HT2CV
N a
t R
T* (
Joule
s)
Yield Strength (ksi)
Industrial results for CrMo1 steel:
A modified Heat Treatment (HT) process (HT2) was developed to improve strength-toughness ratio on CrMo1 steel, playing with steel grain refinement. CrMo1 steel with HT2 fulfilled 165ksi specification and final tempering temperature was about 500°C.
PERFORATING GUN YS > 175 ksi
Tenaris
Development of ultra-high strength seamless
pipes for Perforating Guns
1
0
Steel CrMo1 CrMo2 CrMo3
C (%) 100 100 110
Mn (%) 100 110 110
Si (%) 100 100 100
Cr (%) 100 120 150
Mo (%) 100 140 100
Al (%) 100 100 150
Tempering model
440°C 460°C* 525°C*
Several chemistries were analyzed with the tempering model. Some examples are shown below:
*calculations for single treatment aiming at YS = 180 ksi (10-20 min soaking).
According to these calculations CrMo2 and CrMo3 were suitable chemistries to produce 175ksi.

PERFORATING GUN YS > 175 ksi
Tenaris
Development of ultra-high strength seamless
pipes for Perforating Guns
11
170 175 180 185 190 19540
50
60
70
80
90
100
CrMo2
HT1
HT2
CV
N a
t R
T* (
Joule
s)
YS (ksi)
CrMo3 presented slightly better combination of strength-toughness than CrMo2. In both HT2 improved mechanical properties through grain refinement. In CrMo3 steel the modification of austenitization temperature was also useful to improve grain size.
170 175 180 185 19040
50
60
70
80
90
100
CrMo3
Aust 1
Aust 2
Aust 3
CV
N a
t R
T* (
Joule
s)
YS (ksi)
Industrial trial results for CrMo2 and CrMo3:
TECHNOLOGICAL TEST FOR PERF GUNS MATERIAL
Tenaris
Development of ultra-high strength seamless
pipes for Perforating Guns
12
Charpy-V Notch Impact values for both 165ksi and 175ksi grades were
satisfactorily above minimum requirement
Nevertheless, especially for small size guns, charpy test in the transversal
direction may be difficult or impossible to be performed,
Furthermore, Charpy-V Notch Impact test results may be not be truly representing
the material behavior in dynamic conditions

Tenaris
Development of ultra-high strength seamless
pipes for Perforating Guns
13
Tenaris developed a burst test in pipes with a longitudinal stress
concentrator as a way to rank the fracture toughness resistance among
different steels.
Transverse Charpy
Longitudinal Charpy
Longitudinal defect
(equivalent to transverse
Charpy orientation)
TECHNOLOGICAL TEST FOR PERF GUNS MATERIAL
Tenaris
Development of ultra-high strength seamless
pipes for Perforating Guns
14
• Burst test of Perf Gun material with a longitudinal defect.
- Defect length equal to the scallop diameter (25mm)
- Defect mechanized by Electron Discharge Method
(EDM), it must be thinner than 1mm
- Temperature: Room temperature (RT).
- Loading Rate: lower than 30 MPa/s
The material must complain with:
Minimum pressure requirements
Minimum defect opening / final crack length
TECHNOLOGICAL TEST FOR PERF GUNS MATERIAL
Tenaris
Development of ultra-high strength seamless
pipes for Perforating Guns
15
Significant differences were found between “good” and
“bad” materials:
- Good materials: short final crack and high crack
mouth opening displacement
- Bad materials: long final crack and low Crack Mouth
Opening Displacement (CMOD)
TECHNOLOGICAL TEST FOR PERF GUNS MATERIAL

Tenaris
Development of ultra-high strength seamless
pipes for Perforating Guns
16
- “GOOD” Material: High CMOD / final Crack Length ratio
TECHNOLOGICAL TEST FOR PERF GUNS MATERIAL

Tenaris
Development of ultra-high strength seamless
pipes for Perforating Guns
17
- “BAD” Material: High CMOD / final Crack Length ratio
TECHNOLOGICAL TEST FOR PERF GUNS MATERIAL
Tenaris
Development of ultra-high strength seamless
pipes for Perforating Guns
18
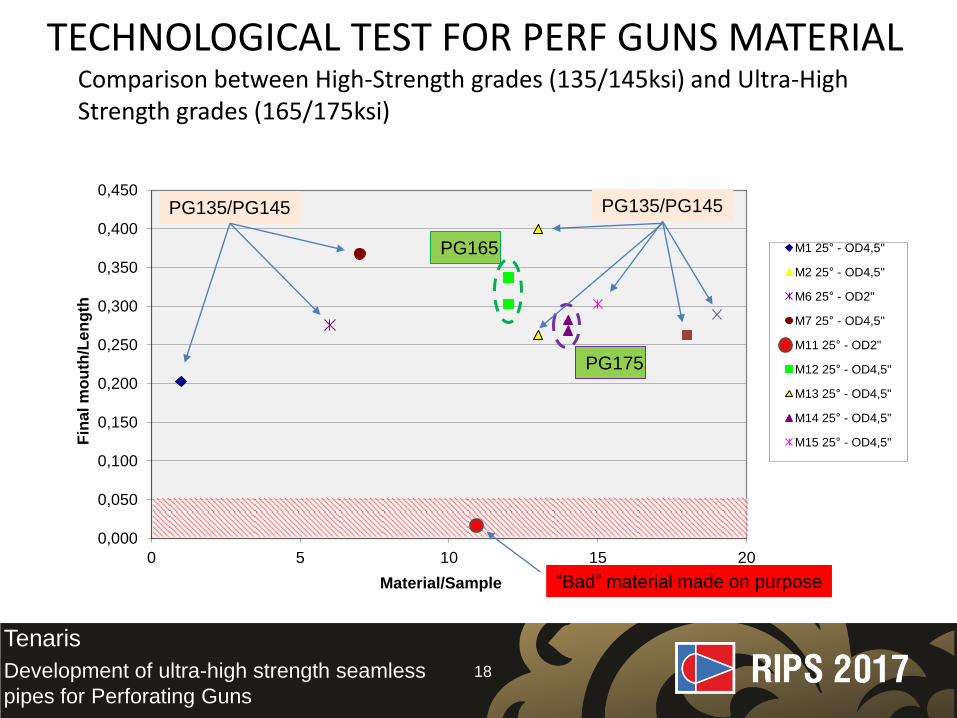
0,000
0,050
0,100
0,150
0,200
0,250
0,300
0,350
0,400
0,450
0 5 10 15 20
Fin
al m
ou
th/L
en
gth
Material/Sample
M1 25° - OD4,5"
M2 25° - OD4,5"
M6 25° - OD2"
M7 25° - OD4,5"
M11 25° - OD2"
M12 25° - OD4,5"
M13 25° - OD4,5"
M14 25° - OD4,5"
M15 25° - OD4,5"
PG165
PG175
PG135/PG145 PG135/PG145
Comparison between High-Strength grades (135/145ksi) and Ultra-High Strength grades (165/175ksi)
“Bad” material made on purpose
TECHNOLOGICAL TEST FOR PERF GUNS MATERIAL

CONCLUSIONS
Tenaris
Development of ultra-high strength seamless
pipes for Perforating Guns
19
HT Model calculations helped to design steel chemistries and to make first setting for tempering conditions, to achieve 165ksi and 175ksi min YS
Mill runs confirmed the targeted tensile-impact properties windows were met, using adequate HT process and matching the required minimum tempering temperatures
A technological test to evaluate in a simple way the capability of the material
to sustain high impact loading was developed.
In terms of Crack Opening vs. Crack length, the developed 165/175ksi grades are behaving in the same way as the consolidated 135/45ksi grades.
165ksi and 175ksi grades have been successfully qualified with field explosive tests (survivability tests) and are now available in the industry
Thank you!
Questions?
Tenaris Development of ultra-high strength seamless pipes for Perforating Guns





























