Embed Size (px)
Citation preview

Column Control Strategy
DPT
Discharge Valve
Programmable
Controller
DEVELOPMENT OF COLUMN FLOTATION TECHNOLOGY AT NATIONAL METALLURGICAL LABORATORY (CSIR)
National Metallurgical Laboratory (NML) Madras Centre by its extensive R&D efforts had
developed indigenous automated laboratory, pilot and commercial flotation column units. The Centre
made a pioneering effort in demonstrating the technology by installing and conducting feasibility
studies at the plant premises of various mineral beneficiation industries in our country.
Design, Development & Field Tests of Lab Column Fully automated laboratory model flotation column was designed, fabricated and extensively
field tested for various ores and minerals at different mineral processing plants. Internal spargers of
several types were developed to suit different applications. Special attention was paid in sparger
design to generate required bubble size and bubble flux to suit a wide range of applications. The
overall column design facilitates the variation of column height, feed injection point, froth depth etc.
Specification of Lab Column:
Diameter - 74mm
Height - 10m, variable – several flanged sections.
Sparger - Internal – different porosities
The sparger is of internal type fitted with sintered bronze disc of desired porosity. Differential
Pressure Transmitter (DPT) coupled with a micro processor based dual-loop controller was adopted
to maintain the interface between slurry and froth. The interface can be visualised from display on
the LCD screen of the controller. At the steady state, the interface level could be maintained within
+/- 2 cm. Various electronic gadgets were incorporated to monitor and record the variables like
airflow, slurry flow, wash water flow etc. The NML lab column and the centralized control panel is
shown below.
Column

Field Tests:
Hindustan Copper Ltd., Malanjkhand (Copper)
Kudremukh Iron Ore Co. Ltd., Kudremukh (Iron)
Gujarat Mineral Development Corporation, Ahmedabad (Fluorspar)
Gujarat Mineral Development Corporation, Ahmedabad (Cu-Pb-Zn))
Hindustan Zinc Ltd., Udaipur (Agucha, Lead-Zinc)
Hindustan Zinc Ltd., Udaipur (Dariba, Lead-Zinc)
Bharat Gold Mines Ltd., KGF, Karnataka (Gold)
Chronological Activities of the field tests with Laboratory Flotation Column
Year Project Title Sponsor Test Site
1987 Exploratory project on fine particle processing by new techniques
Ministry of Mines NMLMC
1988 Development of 3 types of cells – conventional column, electro-column & combination.
Ministry of Mines NMLMC
1989-91 Design & development of fully automated flotation column with state-of-the instruments
NML Internal resources NMLMC
1992-93 Amenability studies at Malanjkhand copper project – copper ore
Hindustan Copper Ltd Malanjkahand, M.P
1993-94 Feasibility studies at Kudremukh Iron Ore Company Ltd.
Kudremukh Iron Ore Co. Ltd.
Kudremukh, Karnataka
1994-95 Fluorspar beneficiation at Gujarat Mineral Development Corpn.
Gujarat Mineral Development Corpn
Kadipani, Gujarat
1995-96 Column flotation of Pb-Zn ore at Agucha, HZL
Hindustan Zinc Ltd. Agucha, Rajasthan
1996-97 Column flotation of Pb-Zn ore at Dariba, HZL
Hindustan Zinc Ltd. Dariba, Rajasthan
1997-98 Beneficiation of multi metal ore at Ambaji, GMDC – Cu-Pb-Zn ore
Gujarat Mineral Development Corpn
Ambamatha, Gujarat
1998-99 Amenability studies at Bharat Gold Mines Ltd. – Gold ore
Bharat Gold Mines Ltd. Kolar Gold Fields, Karnataka
2007-08 Beneficiation of siliceous limestone from Jayanthipuram deposit
Madras Cements Ltd., Chennai
NMLMC

Commercialization of Laboratory Flotation Column
After field tests the laboratory column was standardized and erected an automatic systems to
NMDC R&D Centre Hyderabad by participating in a global tender. The system was installed and is
being utilized for the beneficiation R&D studies of iron ore fines. One more system was installed at
the Department of Mining Engineering, Golden Valley Institute of Technology, KGF, Karnataka for
their curriculum introduced in B.Tec. Course.
1999 Transfer of Fully Automated Laboratory Column to N M D C R&D Centre, Hyderabad
2001 Transfer of Fully Automated Laboratory Column to G V I T, KGF, Karnataka
Design, Development & Demonstration of Pilot/Semi-commercial Column
The experience gained in design and development of laboratory and pilot size columns and the
successful execution of in plant trials at different mineral processing plants with a wide range of ores,
culminated in the development of a semi-commercial column to treat part of the plant stream (50-100
tpd). Accordingly, a 500 mm dia. column (maximum height 14 metres with flanged sections)
equipped with suitable pumps, electronic level controls, magnetic flow meters, automatic sampling
valves etc. has been incorporated. Different types of bubble generators (spargers) have been
designed, suitable to process various minerals that too in plant conditions.
Salient Features of NML Pilot Column
0.5m dia. column with variable height
Indigenous sparging system (No need of high pressure water, similar to external spargers can
maintain on-line)

Microprocessor based level control
Auto pneumatic sampling
Digital flow measuring systems - air, water, feed
Centralized control panel
Unique facility in India (Mobile)
To understand the implications at larger scale operation and also to confirm the amenability
tests of laboratory scale, semi-commercial (0.5M dia) size flotation column was developed, tested and
demonstrated at various plants.
Extensive field trials were conducted by installing the pilot column in the following mineral
beneficiation plants of our country to popularize and demonstrate the column flotation technology.
Bharat Gold Mines Ltd., KGF (Gold ore)
Gujarat Mineral Development Corporation Ltd., Kadipani (Fluorspar)
Indian Rare Earths Ltd., OSCOM, Chatrapur (Sillimanite)
Sociedade de Fomento Industrial Pvt. Ltd, Goa. (Iron ore)
Calpro Mineral Technologies Ltd., Salem (Limestone)
JSW Ltd., Tornagallu (Iron ore)
Tata Steel, Joda (Iron ore)
Chronological Activities of the field tests and Demonstrations with Pilot Flotation Column
Year Project Title Sponsor Test Site

1996 Design & development of semi-commercial, 0.5m dia column with automatic controls.
NML Internal resources NMLMC
1996-97 Demo of 0.5M dia flotation column for gold ore beneficiation at BGML
Bharat Gold Mines Ltd. Kolar Gold Fields, Karnataka
1999-00 Field testing of 0.5M dia column at Kadipani, GMDC, for fluorspar beneficiation
Gujarat Mineral Development Corpn
Kadipani, Gujarat
2001-02 Demo of flotation column for sillimanite beneficiation at OSCOM, Orissa
Indian Rare Earths Limited
OSCOM, Chatrapur, Orissa
2002-03 Column flotation of iron ore fines at Fomento, Goa
Sociedade De Fomento Industrial Ltd.
Madgau, Goa
2003-04 Demo of 0.5M dia flotation column for the beneficiation of Limestone at Salem
Calpro Mineral Technologies India Pvt. Ltd.
Salem, Tamilnadu
2004-05 Studies on the Beneficiation of Garnet
Indian Ocean Garnet Sands Co. Pvt. Ltd.
Tuticorin, Tamilnadu
2006-07 Amenability studies at JSW Steel Ltd. 0.5M dia semi-commercial column
Jindal South West Steels Ltd.
Vijayanagar, Ballery, Karnataka
2008-09 Pilot Scale Column Flotation Studies on the Iron Ore Fines at JEIM
TATA Steel Ltd. Joda, Barbil, Orissa
This exercise created lot of interest and confidence in the industrial circles on column flotation
technology which lead the industry to adopt this technology in their operations.
Design, Installation & Commissioning of Commercial Scale Flotation Columns Based on the successful demonstration of semi-commercial flotation column (0.5 m diameter) for the
beneficiation of sillimanite and limestone , commercial size columns were designed and
commissioned for the following industries.
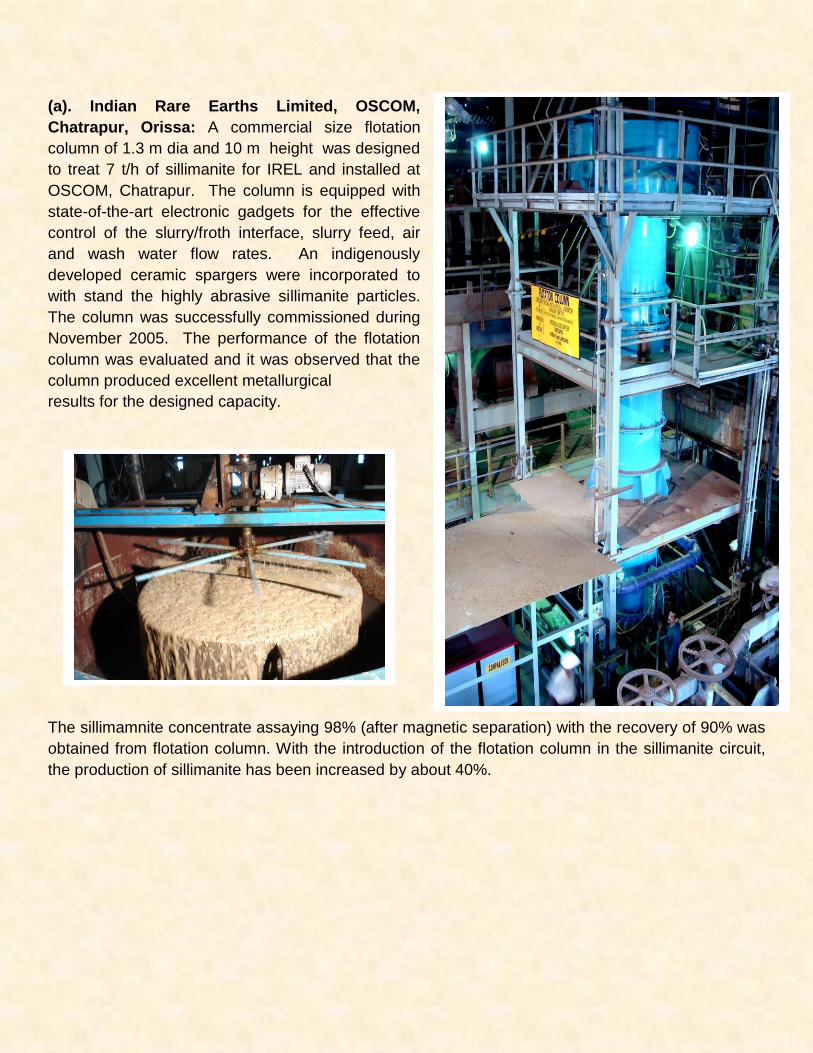
(a). Indian Rare Earths Limited, OSCOM,
Chatrapur, Orissa: A commercial size flotation
column of 1.3 m dia and 10 m height was designed
to treat 7 t/h of sillimanite for IREL and installed at
OSCOM, Chatrapur. The column is equipped with
state-of-the-art electronic gadgets for the effective
control of the slurry/froth interface, slurry feed, air
and wash water flow rates. An indigenously
developed ceramic spargers were incorporated to
with stand the highly abrasive sillimanite particles.
The column was successfully commissioned during
November 2005. The performance of the flotation
column was evaluated and it was observed that the
column produced excellent metallurgical
results for the designed capacity.
The sillimamnite concentrate assaying 98% (after magnetic separation) with the recovery of 90% was
obtained from flotation column. With the introduction of the flotation column in the sillimanite circuit,
the production of sillimanite has been increased by about 40%.

(b). Calpro Mineral Technologies India Pvt. Ltd.: The Salem district of Tamilnadu is bestowed with
many limestone deposits owned by small mine owners. Namakkal of Salem district is famous for
poultry industry. Calcium in the form of CaCO3, is an essential ingredient in the poultry feed and the
demand is about 100 t/d. Since limestone is used to supplement Calcium content, it should be free
from contamination of chemicals. Also the silica
content in limestone should be less than 2%.
Hence, reverse flotation where in gangue/silica
materials are floated was adopted. A
commercial size flotation column of 1.2 m
diameter was designed to treat 6 t/h of limestone
and installed at the mines site of M/s Calpro
Mineral Technologies India Pvt. Ltd., Salem.
The column is completely automatic and
indigenous in all respects.
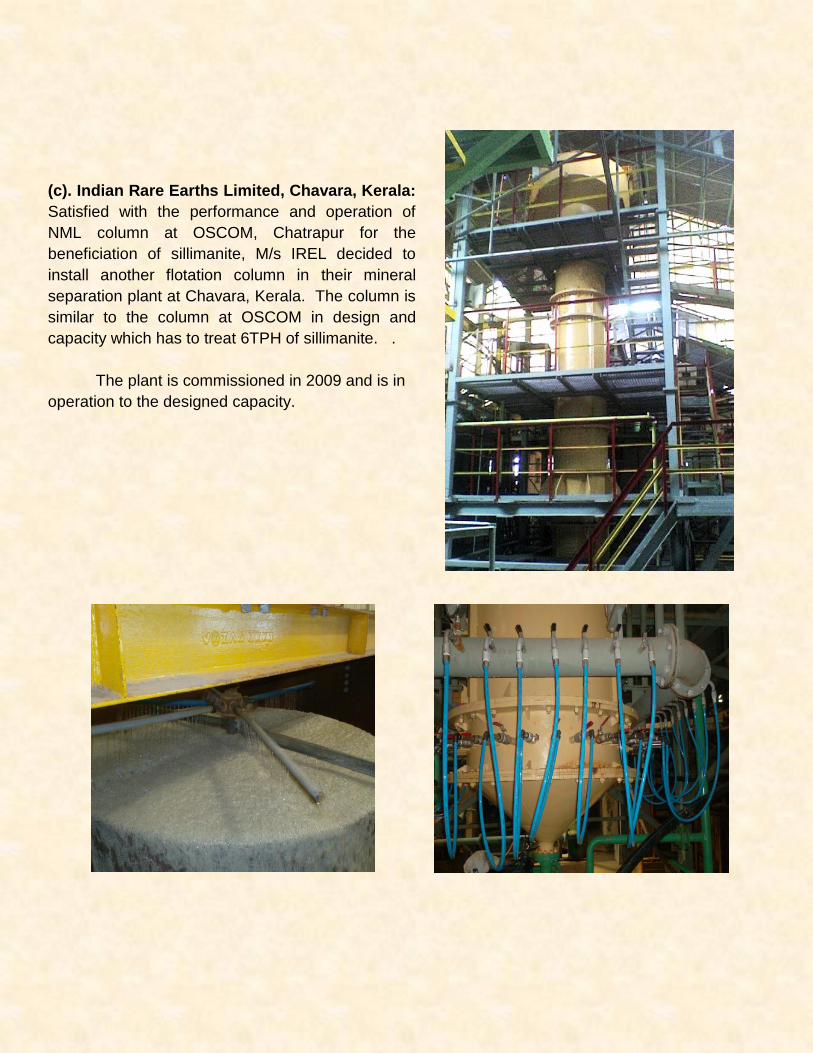
(c). Indian Rare Earths Limited, Chavara, Kerala:
Satisfied with the performance and operation of
NML column at OSCOM, Chatrapur for the
beneficiation of sillimanite, M/s IREL decided to
install another flotation column in their mineral
separation plant at Chavara, Kerala. The column is
similar to the column at OSCOM in design and
capacity which has to treat 6TPH of sillimanite. .
The plant is commissioned in 2009 and is in
operation to the designed capacity.

Installations of Commercial NML Flotation Columns
Year Industry Service Column Size & Capacity
2005-06 Orissa Sands Complex, Indian Rare Earths Ltd. Chatrapur
Flotation of Sillimanite Dia 1.3 m 150 tpd
2006-07 Calpro Mineral Technologies India Pvt. Ltd., Salem
Beneficiation of Limestone by Reverse flotation
Dia 1.2 m 150 tpd
2007-09 Indian Rare Earths Ltd. Chavara Flotation of Sillimanite Dia 1.3 m 150 tpd
Development of indigenous spargers - the vital component of flotation column
Sparging system is the heart of a flotation column. The sparger construction is schematically
shown in the above figure. Sparger consists of a porous tube connected to a metal tube through a
suitable connector. The other end of the metal tube is joined to a flexible tube whose end is
connected to the air header.
Air flow is regulated by a ball valve and monitored by a rota-meter. Air-header is connected to
an array of spargers. The air-header consists of 32 outlets equally distributed. Each outlet is fixed
with a isolation ball valve. Air to spargers can be cut off selectively, if required, by isolation ball valve
connected to the sparger assembly.
Publications on Column Flotation:
Peer Reviewed International Journals : 08
Peer Reviewed National Journals : 02
International & National Conference Proceedings : 19
Internal Project Reports : 18
Recognitions / Awards:
Binani Gold Medal for Best Paper (IIM) - - - - - -- 1994
Khare Award for Best Paper (IIME) - - - - - - - - 1998
Altekar Award for Best Technology (NML) - - - - - - - - 2002
Altekar Award for Best Technology (NML) - - - - - - - -- 2005
Mineral Beneficiation Award (IIME) - - - - - - - - - - -- 2006
National Mineral Award (Min. of Mines) - - -- - - - - -2006
MOU with McNally Bharat Engineering Co. Ltd., Bangalore
Looking at the success of NML Flotation column in the beneficiation of sillimanite and
limestone M/s McNally Bharat Engineering Company Limited, a leading mineral processing
equipment manufacturer and marketing organization showed interest in marketing the NML flotation
column technology. Both the organizations come to an agreement and signed an Memorandum of
Understanding in 2008. The salient feature of the agreement is14.5% on the invoice value will
be remitted to NML by McNally Bharat Engineering Co. Ltd. towards premium and royalty on
each supply of flotation column.
Since then the following organizations were placed the orders to procure the various columns.
1. Pilot flotation column of 0.5m diameter and 14m height with the state of the equipments and
fully automatic controls - M/s RBSSN, Hospet, Karnataka. Cost: Rs.28.00 lakhs
Supplied, erected and commissioned.
2. Fully automatic standard 74mm diameter laboratory flotation column with advanced controls –
NEIST (CSIR), Jorhat, Assam. Cost: 18.00 lakhs
Successfully commissioned and working satisfactorily at NEIST Laboratory.
3. 70 tph capacity flotation column for the beneficiation of barites at Mangampet, AP – M/s
Andhra Barites Corporation Ltd., Kadapa, Andhra Pradesh. Cost: 100.00 lakhs
Work is in progress.





























