Embed Size (px)
Citation preview

DETERMINATION OF MIXING AND COMPACTING TEMPERATURES FOR
HOT MIX ASPHALT
NOORAFIDAH BINTI ITHNIN
A project report submitted in partial fulfillment of the
requirement for the award of the degree of
Master of Engineering (Civil-Transportation and Highway)
Faculty of Civil Engineering
Universiti Teknologi Malaysia
NOVEMBER, 2008

iii
Dedicated to my beloved mother, Hjh. Satina Mat Alias,
My Husband, Miskam,
Dear sons, Haziq, Aiman and Erfan
Idah, Juli, Rostam and Firdaus
And Special Appreciation to
All lecturers of Transportation & Highway Department,
Lab colleagues Azah, Ros, Nhat & Hameed.
To Wadad, Ina, Kak Miha, Izudin, Nana, Dayah and all friends ..
Thanks for all the support.

iv
ACKNOWLEDGEMENT
In the name of Allah S.W.T, I would like to express my gratefulness and most heartfelt
thanks to Him for giving me strength to finish my project.
First and foremost, I wish to express my gratitude to my supervisor, Assoc. Prof. Dr. Mohd.
Rosli bin Hainin, for his guidance and constructive critics throughout the tough path in
completing this report. Thanks for continuously and patiently guided me throughout every
step of my thesis work and generously shared your time and knowledge with me.
Appreciation also goes to Mr. Suhaimi, Mr Abdul Rahman, Mr. Mohd. Adin, and Mr. Azman
of the Transportation and Highway Laboratory, UTM, for rendering their help, both time and
energy. A special word of thanks is also reserved for my laboratory colleagues for being there
to share knowledge and experience with me. Last, but not least, I would like to acknowledge
each and every person who have contributed to the success of this report, whether directly or
indirectly. May God bless you in your life journey.

v
ABSTRACT
Malaysia has been using bitumen grade of 80-100 penetration for many years. The
typical mixing and compacting temperature has been normally set as 160°C and 140°C
respectively based on experience for the lab procedure purpose. With the newly revised
Specification of Roadwork 2007 by JKR, new bitumen grade had been introduced
including grade 60-70 and some other types of modified bitumen. The objective of this
study is to determine the appropriate mixing and compacting temperature for the bitumen
grades by viscosity and correlation with other physical properties of bitumen. Rotational
Brookfield Viscometer was used to determine the correct temperature for viscosity at
165°C and 135°C and at viscosity ranges of 0.17±0.02 and 0.28±0.03 Pa s for mixing and
compacting, respectively as per ASTM D 2493. The result shows that the PEN 60/70
bitumen, PG 76 and PG 82 show higher mixing and compacting temperature than PEN
80/100. It also indicates that penetration shows close relationship with viscosity and
could be used to determine the mixing and compacting temperatures.

vi
ABSTRAK
Bitumen gred PEN 80-100 telah digunakan di Malaysia semenjak dahulu lagi.
Suhu bancuhan dan pemadatan asphalt yang biasa digunakan masing-masing ialah 160°C
dan 140°C berdasarkan kepada pengalaman dan prosedur biasa di makmal. Dengan
pengenalan kepada Semakan Semula Spesifikasi Kerja Jalan 2007 oleh Jabatan Kerja
Raya Malaysia, beberapa jenis bitumen baru diperkenalkan termasuk PEN 60-70 dan
bitumen Terubahsuai. Objektif kepada kajian ini ialah untuk menentukan suhu bancuhan
dan pemadatan bagi beberapa jenis bitumen yang biasa digunakan di Malaysia serta
kajian ke atas kelikatan dan hubungkaitan dengan ciri-ciri fizikal bitumen.
Alat Rotational Brookfield Viscometer digunakan untuk menentukan suhu yang
sebenar berdasarkan kelikatan pada suhu 165°C dan 135°C dan pada sela kelikatan
0.17±0.02 untuk bancuhan dan 0.28±0.03 Pa s untuk pemadatan sebagaimana ASTM D
2493. Keputusan menunjukkan bahawa bitumen PEN 60/70, PG 76 dan PG 82
menunjukkan suhu bancuhan dan pemadatan yang lebih tinggi berbanding bitumen PEN
80/100. Kajian juga menunjukkan nilai Penusukan menunjukkan hubungkait yang rapat
dengan Kelikatan dan boleh digunakan untuk menentukan suhu bancuhan dan pemadatan
asfal.

vii
TABLE OF CONTENTS
CHAPTER TITLE PAGE
DECLARATION OF THE STATUS OF THESIS
SUPERVISOR’S DECLARATION
TITLE PAGE
DECLARATION ii
DEDICATION iii
ACKNOWLEDGEMENT iv
ABSTRACT v
ABSTRAK vi
TABLE OF CONTENTS vii
LIST OF TABLES xi
LIST OF FIGURES xiii
LIST OF ABBREVIATIONS/SYMBOLS xv
LIST OF APPENDICES xvi
1 INTRODUCTION
1.1 Research Background 1
1.2 Problem Statement 2
1.3 Aim and Objective of The Study 4
1.4 Scope of the Study 4
1.5 Significant of The Study 5
1.6 Limitation of the Study 5

viii
1.7 Outline of Project 5
2 LITERATURE REVIEW
2.1 Introduction 6
2.2 Nature of bitumen 7
2.2.1 Saturates 7
2.2.2 Aromatic 8
2.2.3 Resins 8
2.2.4 Asphaltenes 9
2.3 Type of Bitumen 10
2.3.1 Paving Grade Bitumen 10
2.3.2 Cutback Bitumen 10
2.3.3 Bitumen Emulsion 11
2.3.4 Industrial Bitumen 12
2.3.5 Modified Bitumen 12
2.4 Bitumen Grading System 13
2.4.1 Penetration Grading 13
2.4.2 Viscosity Grading 15
2.4.3 Superpave Performance Grading (PG) System 17
2.5 Rheological Properties of Bitumen 20
2.5.1 Rotational (or Brookfield) Viscometer (RV) 21
2.5.2 Penetration Test 22
2.5.3 Softening Point Test 24
2.6 Bitumen Modification 25
2.6.1 Criteria of Improvement 25
2.6.2 Generic of Classification 27
2.7 Viscosity 29
2.7.1 Absolute viscosity 29
2.7.2 Kinematic Viscosity 31
2.7.3 Newtonian and Non-Newtonian Fluids 31
2.7.4 Specific Gravity Effect 33

ix
2.7.5 Viscosity-Temperature Graph 33
2.7.6 Viscosity-Temperature Relationship for Asphalt 35
2.8 Penetration Index (PI) 38
3 METHODOLOGY
3.1 Introduction 40
3.2 Operational Framework 41
3.3 Consistency Tests 42
3.3.1 Viscosity Test
3.3.1.1 Introduction 42
3.3.1.2 Apparatus 43
3.3.1.3 Procedures 43
3.3.2 Penetration Test
3.3.2.1 Introduction 45
3.3.2.2 Apparatus 48
3.3.2.3 Procedures 49
3.3.3 Softening Point Test
3.3.3.1 Introduction 50
3.3.3.2 Apparatus 51
3.3.3.3 Procedures 51
4 RESULTS AND DISCUSSION
4.1 Introduction 54
4.2 Viscosity Test Results 55
4.3 Penetration Test Results 57
4.4 Softening Point Test and Penetration Index (PI) Results 58
4.5 Relationship Between Viscosity, Penetration, Softening Point
And Penetration Index (PI) 59

x
5 CONCLUSIONS
5.1 Introduction 64
5.2 Conclusion 65
REFERENCE
APPENDICES

xi
LIST OF TABLES
TABLE NO. TITLE PAGE
2.1 Prediction of PG Grades for Different Crude Oil Blends 20
2.2 Generic Classification of Asphalt Additive and Modifier 27
2.3 Summary of the Potential Benefits from using Binder
Modifiers in Mixtures 28
3.1 Values of penetration and the maximum discrepancy allowed 50
4.1 Viscosity Test results 55
4.2 Bitumen Properties From Viscosity-Temperature Chart 57
4.3 Result of Penetration of Bitumen 57
4.4 Result of Softening Point and Penetration Index 58
4.5 Minimum and Maximum Mixing and Compacting Temperature
Based on Penetration 60

xii
4.6 Minimum and Maximum Mixing and Compacting Temperature
From Viscosity Temperature Chart 60

xiii
LIST OF FIGURES
FIGURE NO. TITLE PAGE
2.1 Typical Structures of Some of The Molecules
Found in Bitumen 9
2.2 Indication of Relative Size of Bitumen Particle 11
2.3 Comparison of Penetration and Viscosity Asphalt Grade 17
2.4 Rotational Viscometer 21
2.5 Rotational Viscometer Schematic 22
2.6 The Penetration Test 24
2.7 Softening Point 25
2.8 Effects of an Anti stripping Modifier 26
2.9 Rotary Viscometer ASTM 2983 30
2.10 Typical Equiviscosity Curve for Asphalt Binder 34

xiv
3.1 The operational framework for the tests and analysis 41
3.2 Thermosel and Viscometer 45
3.3 Penetration test for an asphalt binder sample 46
3.4 Water bath 46
3.5 Penetration Test Setup 48
3.6 Ring and Ball apparatus 53
3.7 Softening Point Test Setup 53
4.1 Bitumen viscosity vs temperature relationship for Various
Type of Bitumen Tested 56
4.2 Relationship between Minimum & Maximum Mixing/
Compacting Temperature versus Penetration@25oC 59
4.3 Relationship between Softening Point vs Penetration 61
4.4 Relationship between Viscosity and Penetration@25oC 62
4.5 Penetration Index(PI) versus Type of Bitumen 63

xv
LIST OF ABBREVIATIONS
ASTM American Society for Testing and Materials
JKR Jabatan Kerja Raya
SBS Styrene-butadiene-styrene
HMA Hot Mix Asphalt
RV Rotational Viscometer
AASHTO American Association of State Highway and Transportation Officials
PG Penetration Grade
PI Penetration Index

xvi
LIST OF APPENDICES
APPENDIX. TITLE PAGE
A Rotational Viscometer Temperature Test Result 70
B Penetration Test 75
C Softening Point Test 80

1
CHAPTER ONE
INTRODUCTION
1.1 Research Background
Bitumen is a thermoplastic material and its consistency changes with temperature.
According to Roberts et al, (1996), at 275oF (135
oC) the bitumen viscosity is very low.
This characteristic is not desirable as that could result in occasional tender mix problem
during compacting. Their viscosity (stiffness) at the lowest service temperature in the
other hand, are usually very high, resulting in low temperature shrinkage cracking.
In addition, Hunter (2000) noted that it is important to have knowledge of
bitumen viscosity at certain key point during the manufacture and lay of mixture,
particularly during aggregate coating and compacting of mixture because the physical
aspect of bitumen at low temperature is hard and has high viscosity. This resembles a
solid and brittle but at higher temperature it becomes liquid and low viscosity.
Currently in most countries around the world, bitumen are graded according to a
number of traditional, and often empirical tests. For example in UK, penetration and
softening point have long been the basis of the grading systems. Elsewhere, fundamental
properties such as viscosity have also been specified. Based on these properties, binder
supplier have built up experience of how different binder will comply with the
specification ( Claxton, 1996).

2
To date, a lot of changes on grades of bitumen used where new grades are
introduced to cater for specific needs in construction, unknown modifiers and heavy duty
mixes. However, the criteria which never change after decades of asphalt use is the
needs on understanding the viscosity for determination of mixing and compacting
temperature of bitumen.
ASTM D2493 Calculation of Mixing and Compaction temperatures was
established for unmodified bitumen binders, which are Newtonian fluids at high
temperatures as for unmodified binder, viscosity does not depend on shear rate.
Stuart, (2001) mentioned that standardized procedures for determining the mixing
and compaction temperature to be used in the laboratory are based on the equiviscous
principle, which was developed 30 to 40 years ago for unmodified asphalt binders. This
principle states that the allowable compaction temperature range is the range that
provides an asphalt binder viscosity from 250 to 310 mm2/s. There are methods for
determining appropriate laboratory mixing and compaction temperatures for mixtures
modified binders, but they require additional mixture tests to be performed during
mixture design. A methodology like the equiviscous principle greatly reduces the
amount of mixture testing that needs to be performed.
1.2 Problem Statement
Bitumen grade of 80-100 penetration has been widely used in Malaysia for many
years. It is important to have knowledge of bitumen viscosity during the manufacture
and lay of mixture, aggregate coating and compaction of mixture because in nature
bitumen is solid, brittle and high viscosity at low temperature, but becomes liquid and
low viscosity at higher temperature. The typical mixing and compaction temperature has
been normally set as 160°C and 140°C respectively base on experience during the lab
procedure.

3
With the vast development of construction industry in Malaysia, JKR has
introduced newly revised Specification of Roadwork 2007 which list new bitumen grade
including modified bitumen. According to the changes, it is necessary to choose accurate
typical mixing and compaction temperature as a lab procedure to ensure the effectiveness
and workability of the bitumen. This leads to the objective to determine the appropriate
mixing and compaction temperature for the bitumen grades.
Historically, standardized procedures for determining mixing and compaction
temperature should be used in the laboratory for mixture design have not provided valid
temperatures for many asphalt mixtures for neat and modified binder. The use of an
incorrect laboratory mixing and compaction temperature as a basis for adjusting the
temperature of a hot-mix asphalt plant has caused significant problems in the field.
Therefore, paving contractors generally use plant temperatures recommended by the
suppliers of modified binders
According to Stuart (2001), the advantage of determining the mixing temperature of
particular bitumen is to produce a good quality mixture at reasonable operating cost as
excessively high temperatures may damage the asphalt binder, generate fumes, cause
asphalt binder draindown, and may lead to a low asphalt binder content in some mixtures.
Compacting bitumen at too high a temperature also may result in hairline cracks and mix
displacement and if the bitumen is compacted at too low a temperature, there is a risk that
the bonds between the aggregate and the binder will break up, or that the aggregate will
be crushed.
Determining the compacting temperature will help to controls bitumen viscosity
which affects its ability to coat and provide adequate lubrication for aggregates to slides
with each other and pack into dense mass during compaction.
According to Lu (1997), for the base (neat) bitumen and modified bitumen
containing a low polymer content (3% by weight in his study), dynamic viscosity is
relatively independent of shear rate, indicating that these binders have a purely viscous
Newtonian flow. However the modification with a sufficiently high modifier (SBS)
increases the degree of non-Newtonian behaviour of bitumen.

4
1.3 Aim and Objective of The Study
The aim of the study is to establish a graphical relationship between temperature
and viscosity to increase accuracy for mixing and compacting temperature for neat and
modified bitumen and eliminate unnecessary wastage of power and change of bitumen
properties during construction stage.
The objective of this study is to determine the appropriate mixing and compaction
temperature for various bitumen grades used in Malaysia. This study will also establish
the relationship between the physical properties that is viscosity, penetration and
softening point related to the mixing and compacting temperature.
1.4 Scope of the Study
The scope of the study focused on five types of bitumen including neat bitumen
grade of 2 types of PEN 80-100 from various supplier, PEN 60-70 and two types of
modified bitumen; PG 76 and PG 82. All type of bitumen were tested for their
rheological properties, which viscosity by using Brookfield Rotational Viscometer,
penetration test by using Penetrometer and softening point by using Ring & Ball
Apparatus.
1.5 Significant of the Study
Based on the result obtained from this study, a more accurate temperature of the
mixing and compacting of mixture using various type of bitumen are proposed to
improve the performance of the bitumen.

5
1.6 Limitation of Study
The study covers the process which was done in the lab and using limited type of
bitumen based on availability as per suppliers’ specification. Therefore the data collected
based on the handling of bitumen, the quality, modifier used, pollutant and others if any.
The procedures conducted were based on the Standard Test Method for Viscosity
Determination of Unfilled Asphalt Using the Brookfield Thermosel Apparatus ASTM
D4402-87(reapproved 2000), Penetration Test ASTM D 5 and Softening Point ASTM D
36. The tests are conducted in Makmal Pengangkutan, Universiti Teknologi Malaysia,
Skudai, Johor.
1.7 Outline of Project
This project consists of five chapters. Chapter I presents the introduction of the
study. It covers the problem statement, objectives, scope, significant and limitation of
study. Chapter II describes the literature review of the project. It explains the general
review of the bitumen properties and the behavior. Chapter III describes the
methodology which was used to determine the mixing and compaction of variety of
bitumen. Chapter IV discusses the result of laboratory experiment on the bitumen.
Chapter V highlights the conclusion and recommendation on relationship between
temperature of mixing and compacting of various type of bitumen and other factors.

6
CHAPTER II
LITERATURE REVIEW
2.1 Introduction
ASTM defines asphalt as dark brown to black cementitious material in which the
predominating constituent are bitumen, which occur in nature or are obtained in
petroleum processing, composed principally of high molecular weight hydrocarbons, of
which bitumen, tars, pitches, and asphaltene are typical.
By the last two decades of the nineteenth century, considerable amounts of
asphalt from the Trinidad Lake deposit were used for road building in the United States
and elsewhere in the world (Roberts et al, 1996).
This bitumen, once free of water, was too "hard" to use in paving. In fact,
Trinidad Lake bitumen, when loaded into a ship’s holds for transport, would fuse to the
point that removal required chopping.
Typically, producers added flux, created from petroleum distillation, to Trinidad
Lake bitumen to soften it for use in early pavements. It appears that the earliest use of
bitumen binder in the U.S. was about 1874 for a project built in Washington, D.C. This
binder was a combination of Trinidad Lake bitumen and a flux distilled from crude oil.
These early bitumen binders were quite variable, making pavement mix and structural
design somewhat challenging.

7
By the 1880s, bitumen binders were regularly produced from crude oil in
California and by 1902 in Texas as well. In 1907, crude oil-based bitumen production
surpassed "natural" bitumen production. Today, bitumen for HMA pavements is
produced almost entirely from petroleum refining.
2.2 Nature of Bitumen
Bitumen is a complex mixture of components with various chemical structures
composed of hydrocarbon, oxygen, sulphur and nitrogen.
The most common model used to describe the structure of bitumenis Micellar
Model and to understand this model, the hydrocarbon and heteroatom are further
subdivided. This compound is classified as saturates, aromatics, resin or asphaltenes.
2.2.1 Saturates
These are straight and branched chain molecule consisting of carbon and
hydrogen only. They are termed saturates because they contain almost exclusively single
carbon-carbon or carbon-hydrogen bonds although there may be some aromatic and
naphtenic ring structures present.
Since they are composed of only carbon and hydrogen, the saturates are non-polar
and show no great affinity on each other. When extracted from bitumen, the saturates

8
appear as a viscous, white to straw colored liquid with a molecular weight in the range of
300-2000. The saturates constitute between 5% and 20% of the total bitumen structure.
Consequently the saturates contribute very little to the stiffness of bitumen. They
do, however play an important part in defining the overall properties.
2.2.2 Aromatics
These are low molecular weight compounds comprising ring and chain structures
and form the major part of the dispersing medium for the asphaltenes (Refer Figure 2.1).
Unsaturated ring structures predominate in the overall aromatic structure which can
contribute up to 65% of total bitumen structure. When purified, the aromatics appear as
viscous brown liquid with a molecular weight in the range of 300-2000.
2.2.3 Resins
The resin are highly polar, predominantly hydrocarbon molecule with
significantly higher concentration of heteroatom than the other species which are present
in bitumen. They have been found to contain both acidic and basic group which means
that possibilities exist for hydrogen bonding and strong inter-molecular and intra-
molecular attraction. When purified, the resins appear as black or dark brown solid or
semi solid with molecular weight in the range of 500-50,000.

9
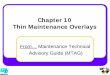
Figure 2.1 : Typical Structures of Some of The Molecules Found
in Bitumen (Hunter, 2000)
2.2.4 Asphaltenes
Asphaltenes are arguably the species with the highest molecular weight within the
bitumen structure. They are generally described as being very polar molecule containing
a high concentration of aromatic ring structures (Refer Figure 2.1). When purified, the
asphaltenes appear as solid black with a gritty or brittle feel. Depending on the method
of purification and analysis, the asphaltenes have been found to have molecular weight
ranging between 600-300,000. The asphaltene content, which may range between 5% to
25% has an enormous effect on the overall properties of bitumen.
Bitumen with high asphaltenes content will have higher softening point, higher
viscosities and lower penetration than those with low asphaltenes content.
Typical structure of an asphaltene molecule The R group may be aromatic or naphthenic
Typical structure of an aromatic molecule The R group may be other carbon ring structures

10
2.3 Type of Bitumen
According to BP (2008), , there are five major types of petroleum bitumen
produced by the refining and manufacturing process:
2.3.1 Paving grade bitumen
This bitumen is refined and blended to meet road engineering and industrial
specifications that take into account different climatic conditions and as a product it is the
most widely used bitumen. It may also be considered as the parent bitumen from which
the other types, listed below, are produced.
2.3.2 Cutback bitumen
Cutback bitumen consist basically of bitumen that has been diluted in order to
make it more fluid for application, mainly in road making. Their fluidity depends on the
degree of hardness of the bitumen base and the proportion of diluent (or flux) to bitumen.
They are classified according to the time it takes them to become solid, as rapid curing
(RC), medium curing (MC) or slow curing (SC) cutbacks. The cutback varies according
to the flux, white spirit commonly being used for RC grades, kerosene for MC and diesel
for SC.
As Cutback bitumen set, the flux evaporates and currently the evaporation is
regarded as a potentially undesirable characteristic from the point of view of the
environment and health and safety. Therefore cutback bitumen are looked upon less
favorably than the more modern bitumen emulsions.

11
2.3.3 Bitumen emulsion
The basic bitumen has also been diluted in order to facilitate application. Hot
bitumen, water and emulsifier are processed in a high-speed colloid mill that disperses
the bitumen in the water in the form of globules that are normally in the 5-10 micrometer
size range but may be even smaller. The emulsifier produces a system in which fine
droplets of bitumen, of between 30% and 80% of the volume, are held in suspension. If
they separate in storage, the emulsion can easily be restored by agitation.
Bitumen emulsions have a low viscosity and can be workable at ambient
temperatures, which makes them ideal for use in road construction. This application
requires controlled breaking and setting. The emulsion must not break before it is laid on
the road surface but, once in place, it should break quickly so that the road can be in
service again without delay.
Figure 2.2 : Indication of Relative Size of Bitumen Particle (BP, 2008)
Particles of bitumen that are dispersed in water to make bitumen emulsions are
usually between 5 and 10 micrometer in size. This gives an indication of relative size of
the particles (Figure 2.2). The mechanical performance of bitumen emulsions can also be
tailored like that of other construction materials.
The development of bitumen emulsions is an area where technological progress is
still being made to meet engineering demands. The first emulsions were the anionic.

12
They are currently less favor than the cationic because the positively charged globules of
bitumen coat the aggregates more thoroughly and have greater adhesion. Use of cationic
emulsions is therefore increasing.
2.3.3 Industrial bitumen
They also called as oxidized bitumen, are made by blowing air through hot paving
grade bitumen. The result is a product that softens at a higher temperature than that at
which paving grade bitumen softens. It also has more rubberlike properties and its
viscosity is much less affected by changes in temperature than is the case with paving
grade bitumen.
2.3.4 Modified bitumen
They are formulated with additives to improve their service performance by
changing such properties as their durability, resistance to ageing, elasticity and/or
plasticity. As well as natural rubbers, polymers such as styrene butadiene styrene (SBS),
thermoplastic rubbers and ethylene vinyl acetate (EVA) are commonly used to modify
bitumen and some companies, including BP, have their own proprietary technology using
special polymers or polymer blends. This is an exciting development of growing
importance due to the ability of modem technology to satisfy the demands of the bitumen
market internationally.
For example, polymers that extend the range of temperatures at which bitumen is
worked will enable road builders to work effectively for more months of the year. A
modified bitumen that increases the extent to which a road 'bounces back' after being
subjected to heavy traffic, in terms of weight and volume, will contribute towards a
longer road life and lower maintenance costs.

13
2.4 Bitumen Grading System
Asphalt binders are typically categorized by one or more shorthand grading
systems according to their physical characteristics. These systems range from simple to
complex and represent an evolution in the ability to characterize asphalt binder.
2.4.1 Penetration Grading
The penetration grading system was developed in the early 1900s to characterize
the consistency of semi-solid asphalts. Penetration grading quantifies the following
asphalt concrete characteristics:
(i) Penetration depth of a 100 g needle 25° C (77° F)
(ii) Flash point temperature
(iii)Ductility at 25° C (77° F)
(iv) Solubility in trichloroethylene
(v) Thin-film oven test (accounts for the effects of short-term aging)
a. Retained penetration
b. Ductility at 25° C (77° F)
Penetration grading basic assumption is that the less viscous the asphalt, the
deeper the needle will penetrate. This penetration depth is empirically (albeit only
roughly) correlated with asphalt binder performance. Therefore, asphalt binders with

14
high penetration numbers called "soft" are used for cold climates while asphalt binders
with low penetration numbers called "hard" are used for warm climates. The advantages
and disadvantages of Penetration grading are as follows :
The advantages of Penetration Grading are :
(i) The test is done at 25° C (77° F), which is reasonably close to a typical pavement
average temperature.
(ii) May also provide a better correlation with low-temperature asphalt binder
properties than the viscosity test, which is performed at 60° C (140° F).
(iii) Temperature susceptibility (the change in asphalt binder rheology with
temperature) can be determined by conducting the test at temperatures other than
25° C (77° F).
(iv) The test is quick and inexpensive. Therefore, it can easily be used in the field.
The disadvantages of Penetration Grading are :
(i) The test is empirical and does not measure any fundamental engineering
parameter such as viscosity.
(ii) Shear rate is variable and high during the test. Since asphalt binders typically
behave as a non-Newtonian fluid at 25° C (77° F), this will affect test results.
(iii) Temperature susceptibility (the change of asphalt binder rheology with
temperature) cannot be determined by a single test at 25° C (77° F).
(iv) The test does not provide information with which to establish mixing and
compaction temperatures.
2.4.2 Viscosity Grading

15
In the early 1960s an improved asphalt grading system was developed that
incorporated a rational scientific viscosity test. This scientific test replaced the empirical
penetration test as the key asphalt binder characterization. Viscosity grading quantifies
the following asphalt binder characteristics:
(i) Viscosity at 60° C (140° F)
(ii) Viscosity at 135° C (275° F)
(iii)Penetration depth of a 100 g needle applied for 5 seconds at 25° C (77° F)
(iv) Flash point temperature
(v) Ductility at 25° C (77° F)
(vi) Solubility in trichloroethylene
(vii) Thin film Oven Test (accounts for the effects of short-term aging):
Viscosity grading can be done on original (as-supplied) asphalt binder samples
called AC grading or aged residue samples called AR grading. The AR viscosity test is
based on the viscosity of aged residue from the rolling thin film oven test. With AC
grading the asphalt binder is characterized by the properties it possesses before it
undergoes the HMA manufacturing process. The AR grading system is an attempt to
simulate asphalt binder properties after it undergoes a typical HMA manufacturing
process and thus it should be more representative of how asphalt binder behaves in HMA
it should be more representative of how asphalt binder behaves in HMA it should be
more representative of how asphalt binder behaves in HMA pavements. The advantages
and disadvantages of the viscosity grading system are as follows :
Advantages of Viscosity Grading (from Roberts et al., 1996) :
(i) Unlike penetration depth, viscosity is a fundamental engineering parameter.
(ii) Test temperatures correlate well with 25° C (77° F) – average pavement
temperature, 60° C (140° F) – high pavement temperature and 135° C (275° F) –
HMA mixing temperature.

16
(iii) Temperature susceptibility; means the change in asphalt binder rheology with
temperature can be somewhat determined because viscosity is measured at three
different temperatures (penetration only is measured at 25° C (77° F)).
(iv) Testing equipment and standards are widely available.
The Disadvantages of Viscosity Grading (from Roberts et al., 1996) :
(i) The principal grading (done at 25° C (77° F)) may not accurately reflect low-
temperature asphalt binder rheology.
(ii) When using the AC grading system, thin film oven test residue viscosities can
vary greatly with the same AC grade. Therefore, although asphalt binders are
of the same AC grade they may behave differently after construction.
(iii)The testing is more expensive and takes longer than the penetration test.
Viscosity is measured in poise (cm-g-s = dyne-second/cm2). The lower the number of
poises, the lower the viscosity and thus the more easily a substance flows. Thus, AC-5
(viscosity is 500 ± 100 poise at 60° C (140° F)) is less viscous than AC-40 (viscosity is
4000 ± 800 poise at 60° C (140° F)).

17
.
Figure 2.3 : Comparison of Penetration and Viscosity Asphalt Grade (Robert, 1996)
2.4.3 Superpave Performance Grading (PG) System
Although in common use throughout the U.S., the previous grading systems are
limited in their ability to fully characterize asphalt binder for use in HMA pavement.
Therefore, as part of the Superpave research effort new binder tests and specifications
were developed to more accurately and fully characterize asphalt binders for use in HMA
pavements. These tests and specifications are specifically designed to address HMA
pavement performance parameters such as rutting, fatigue cracking and thermal cracking.
Superpave performance grading (PG) is based on the idea that an HMA asphalt
binder’s properties should be related to the conditions under which it is used. For asphalt
binders, this involves expected climatic conditions as well as aging considerations. The
PG system uses a common battery of tests as the older penetration and viscosity grading

18
systems but specifies that a particular asphalt binder must pass these tests at specific
temperatures that are dependant upon the specific climatic conditions in the area of use.
As a result, a binder used in the Sonoran Desert of California/Arizona/Mexico
would have different properties than one used in the Alaskan tundra. This concept
follows the same logic of penetration or viscosity graded asphalt binders but the
relationships between asphalt binder properties and conditions of use are more complete
and more precise with the Superpave PG system. Information on how to select a PG
asphalt binder for a specific condition is contained in Module 5, Section 5,
Superpave Method.
The limitation of Penetration, AC and AR Grading Systems compared to
Superpave PG system and Superpave Testing and Specification Features (after Roberts et
al., 1996) are as follows :
i. Penetration and ductility tests are empirical and not directly related to HMA
pavement performance.- The physical properties measured are directly related to
field performance by engineering principles.
ii. Tests are conducted at one standard temperature without regard to the climate in
which the asphalt binder will be used - Test criteria remain constant, however, the
temperature at which the criteria must be met changes in consideration of the
binder grade selected for the prevalent climatic conditions.
iii. The range of pavement temperatures at any one site is not adequately covered. For
example, there is no test method for asphalt binder stiffness at low temperatures to
control thermal cracking. The entire range of pavement temperatures experienced
at a particular site is covered.
iv. Test methods only consider short-term asphalt binder aging (thin film oven test)
although long-term aging is a significant factor in fatigue cracking and low
temperature cracking - Three critical binder ages are simulated and tested:
v. Original asphalt binder prior to mixing with aggregate.
vi. Aged asphalt binder after HMA production and construction.
vii. Long-term aged binder.

19
viii. Asphalt binders can have significantly different characteristics within the same
grading category - Grading is more precise and there is less overlap between
grades - Tests and specifications are intended for asphalt binders to include both
modified and unmodified asphalt cements.
Asphalt binder tests for Superpave performance grading are as follows :
(i) Rolling thin film oven
(ii) Pressure aging vessel
(iii) Rotational viscometer
(iv) Dynamic shear rheometer
(v) Bending beam rheometer
(vi) Direct tension tester
Superpave performance grading is reported using two numbers – the first being
the average seven-day maximum pavement temperature (°C) and the second being the
minimum pavement design temperature likely to be experienced (°C). Thus, a PG 58-22
is intended for use where the average seven-day maximum pavement temperature is 58°C
and the expected minimum pavement temperature is -22°C. The numbers represent the
pavement temperatures and not air temperatures. As a general rule-of-thumb, PG binders
that differ in the high and low temperature specification by 90°C or more generally
require some sort of modification (see Table 2.1).

20
Table 2.1: Prediction of PG Grades for Different Crude Oil Blends (Asphalt, 2003)
.
2.5 Rheological Properties of Bitumen
Rheology is the study of deformation and flow of matter. Deformation and flow
of the asphalt binder in HMA is important in determining HMA pavement performance.
HMA pavements that deform and flow too much may be susceptible to rutting and
bleeding, while those that are too stiff may be susceptible to fatigue or thermal cracking.
HMA pavement deformation is closely related to asphalt binder rheology. Since the
rheological properties of asphalt binder vary with temperature, rheological
characterization involves two key considerations:
(i) To compare different asphalt binders, their rheological properties must be
measured at some common reference temperature.
(ii) To fully characterize an asphalt binder, its rheological properties must be
examined over the range of temperatures that it may encounter during its life.

21
2.5.1 Rotational (or Brookfield) Viscometer (RV)
The rotational viscometer (RV) (see Figures 2.4) is used in the Superpave system
to test high temperature viscosities (the test is conducted at 135° C (275° F)). The basic
RV test measures the torque required to maintain a constant rotational speed (20 RPM) of
a cylindrical spindle while submerged in an asphalt binder at a constant temperature (see
Figure 2.5). This torque is then converted to a viscosity and displayed automatically by
the RV.
Figure 2.4: Rotational Viscometer

22
Figure 2.5: Rotational Viscometer Schematic (Asphalt, 2003)
The RV high-temperature viscosity measurements are meant to simulate binder
workability at mixing and laydown temperatures. Since the goal is to ensure the asphalt
binder is sufficiently fluid for pumping and mixing, Superpave specifies a maximum RV
viscosity. The RV is more suitable than the capillary viscometer (used for kinematic
viscosity) for testing modified asphalt binders because some modified asphalt binders
(such as those containing crumb rubber particles) can clog the capillary viscometer and
cause faulty readings.
The standard rotational (or Brookfield) viscometer test is AASHTO TP 48 and
ASTM D 4402: Viscosity Determination of Asphalt Binder Using Rotational Viscometer.
2.5.2 Penetration Test
The penetration test, an empirical test measures the consistency of paving asphalt
binder which is defined as the distance travelled by the vertical needle into a sample of

23
asphalt binder measured in tenths of a millimeter (decimillimeter, dmm) under known
conditions of loading, time, and temperature.
In general, the penetration test involves higher stresses and shorter loading time
than do most viscosity tests. Therefore, attention must be given to stress levels or shear
rates, or both, to attain direct comparison of penetration and viscosity results. Penetration
at 77oF (25
oC) has been widely used in asphalt binder specifications because no simple
method of viscosity determination at 77oF (25
oC), or lower temperatures, is currently
available (Roberts et al, 1996).
The current penetration test, first published in 1959, describes the following basic
procedure. The standard penetration test is AASHTO T 49 and ASTM D 5: Penetration
of Bituminous Materials.
(i) Melt and cool the asphalt binder sample under controlled conditions.
(ii) Measure the penetration of a standard needle into the asphalt binder sample under
the following conditions:
a. Load = 100 grams
b. Temperature = 25° C (77° F)
c. Time = 5 seconds
The depth of penetration is measured in units of 0.1 mm and reported in
penetration units (e.g., if the needle penetrates 8 mm, the asphalt penetration number is
80). Penetration grading is based on the penetration test.

24
Figure 2.6: The Penetration Test
2.5.3 Softening Point
The softening point is defined as the temperature at which a bitumen sample can
no longer support the weight of a 3.5-g steel ball. Basically, two horizontal disks of
bitumen, cast in shouldered brass rings (see Figure 2.7), are heated at a controlled rate in
a liquid bath while each supports a steel ball. The softening point is reported as the mean
of the temperatures at which the two disks soften enough to allow each ball, enveloped in
bitumen, to fall a distance of 25 mm (1.0 inch) (AASHTO, 2000).
The standard softening point test follows AASHTO T 53 and ASTM D 36:
Softening Point of Bitumen (Ring-and-Ball Apparatus).

25
Figure 2.7: Softening Point
2.6 Bitumen Modification
Some asphalt cements require modification in order to meet specifications.
Asphalt cement modification has been practiced for over 50 years but has received added
attention in the past decade or so. There are numerous binder additives available on the
market today. The benefits of modified asphalt cement can only be realized by a
judicious selection of the modifier(s); not all modifiers are appropriate for all
applications.
2.6.1 Criteria of Improvement
In general, asphalt cement should be modified to achieve the following types of
improvements (Roberts et al., 1996):

26
(i) Lower stiffness (or viscosity) at the high temperatures associated with
construction.
This facilitates pumping of the liquid asphalt binder as well as mixing and
compaction of HMA.
(ii) Higher stiffness at high service temperatures.
This will reduce rutting and shoving.
(iii) Lower stiffness and faster relaxation properties at low service temperatures.
This will reduce thermal cracking.
(iv) Increased adhesion between the asphalt binder and the aggregate in the presence
of moisture.
This will reduce the likelihood of stripping. Figure 2.8 shows two aggregate
samples from the same source after they have been coated with asphalt binder.
The asphalt binder used with the sample on the left contain no anti-stripping
modifier, which resulted in almost no aggregate-asphalt binder adhesion. The
asphalt binder used with the sample on the right contains 0.5% (by weight of
asphalt binder) of an anti-stripping modifier, which results in good aggregate-
asphalt binder adhesion.
Figure 2.8: Effects of an Anti stripping Modifier

27
2.6.2 Generic of Classification
Generic classification of asphalt additive and modifier are as follows :
Table 2.2 :Generic Classification of Asphalt Additive and Modifier (Robert, 1996)
TYPE GENERIC EXAMPLE
Filler Mineral filler : crusher fine, lime, Portland Cement, fly ash
Carbon black
Extender Sulfur
Lignin
POLYMER
Rubber
Natural latex
Synthetic latex
Block copolymer
Reclaimed rubber
Natural rubber
Sthyrene-butadene (SBR)
Polychlorophene Latex
Styrene-butadene-styrene(SBS), styrene-isoprene-styrene(SIS)
Crumb rubber modifier
Plastic
Polyethylene/polypropylene
Ethylene Archrylate Copolymer
Ethyl-vinyl-acetate(EVA)
Polyvinyl chloride(PVC)
Ethylene propylene(EPDM)
Polyolefin
Combination Blend of polymer in 3 and 4
Fiber Natural : asbestos, rock wool
Man-made : Polypropylene, polyester, fiberglass, mineral, cellulose
Oxidant Manganese salt
Antioxidant Lead compound, carbon, calcium salt
Hydrocarbon Recycling and rejuvenating oils
Hard and natural asphalts

28
Antistripping agent Amines
Lime
Waste material
Roofing shingle
Recycled tires
Glass
Miscellaneous Silicon
Deicing calcium chloride granules
Table 2.3 : Summary of the Potential Benefits from using Binder Modifiers
in Mixtures (HD 37/99 ,1999)

29
Notes
1. Where permanent deformation is improved the mixture may be designed to have
higher binder content, with the benefit of increased resistance to fatigue, thermal
cracking, ageing and moisture damage.
2. Within the same generic group there is a wide range of modifier composition and
performance benefit. The general distinctions between Plastomers and Elastomers are
becoming less well defined as innovation proceeds.
3. This table should be used as an overview and not for selection of a modifier for a
specific purpose.
2.7 Viscosity
According to HD 37/99 Design Manual for Roads and Bridges Volume 7 (1999),
binders are visco-elastic materials ; means they display both viscous and elastic
behaviour. A viscous material, like all liquids, continues to flow all the time a stress is
imposed on the material, as an elastic material deforms instantaneously under an applied
load and does not undergo further deformation thereafter. When the stress is removed, a
purely elastic material regains its original shape whereas a viscous material does not
recover but remains in the deformed state. Conventional binders are predominantly
elastic and brittle at low temperatures and viscous fluids at high road temperatures
depending on the frequency of loading.
2.7.1 Absolute Viscosity
Absolute viscosity is measured as the resistance to flow when an external and
controlled force (pump, pressurized air, etc.) forces oil through a capillary (ASTM

30
D4624), or a body is forced through the fluid by an external and controlled force such as
a spindle driven by a motor. In either case, the resistance to flow (or shear) as a function
of the input force is measured, which reflects the internal resistance of the sample to the
applied force, or its dynamic viscosity.
There are several types and embodiments of absolute viscometers. The Brookfield
rotary method pictured in Figure 2.9 is the most common. Absolute viscosity
measurement has historically been used for research applications, quality control and
grease analysis within the field of machinery lubrication.
Figure 2.9 : Rotary Viscometer ASTM 2983
Procedures for testing absolute viscosity in the lab by the traditional Brookfield
method are defined by ASTM D2983, D6080 and others. However, absolute viscosity is
becoming increasingly common in the area of used oil analysis because most onsite
viscometers sold on the market today measure absolute viscosity, not kinematic viscosity.

31
2.7.2 Kinematic Viscosity
In general, kinematic viscosity (cSt) is related to absolute viscosity (cP) as a
function of the fluid’s specific gravity (SG) according to the equations belows :
cSt = cP / SG
Or the equation’s inverse :
cP = cSt x SG
The above equations hold true only for so-called Newtonian fluids. In addition,
the specific gravity of the fluid must remain constant during the trending period. Neither
of these conditions can be assumed constant in used oil analysis, so the analyst must be
aware of the conditions under which variance can occur.
2.7.3 Newtonian and Non-Newtonian Fluids
Troyer (2002) expressed that a Newtonian fluid can be described as a fluid that
maintains constant viscosity across all shear rates (shear stress varies linearly with shear
rate). These fluids are called Newtonian because they follow the original formula
established by Sir Isaac Newton in his Law of Fluid Mechanics.
According to Jones (1987), the interactions between asphalt molecules are weak,
and the bonds may be broken through the action of heat or shear forces. This concept of
weak interactions between the molecules explains why asphalt behaves as a Newtonian
fluid at elevated temperatures, and also explains why asphalt exhibits constantly changing
behavior. Due to the weak nature of the polar-polar bonds, the bonds are constantly being
broken and reformed, each time in a unique way that never yields quite the same
material.

32
Some fluids, however, don’t behave this way. In general, they are called non-
Newtonian fluids. A group of non-Newtonian fluids referred to as thixotropic because the
viscosity of a thixotropic fluid decreases as the shear rate increases. The viscosity of a
thixotropic fluid increases as shear rate decreases. With thixotropic fluids, set-time can
increase apparent viscosity as in the case of grease.
The viscosity of a Non-Newtonian fluid could not be measured conventionally but
by measuring the apparent viscosity, which takes into consideration the shear rate at
which the viscosity measurement was made. Much like viscosity measurements do not
make sense unless the test temperature is reported, apparent viscosity measurements
don’t make sense unless the test temperature and the shear rate are reported. For example,
the viscosity of grease is never reported, rather the grease’s apparent viscosity is reported
in centipoises (cP).
A fluid is non-Newtonian if it is comprised of one substance suspended (but not
chemically dissolved) in a host fluid. There are two basic categories, emulsions and
colloidal suspensions. An emulsion is the stable physical coexistence of two immiscible
fluids.
A colloidal suspension is comprised of solid particles stably suspended in a host
fluid. For example, many paints are colloidal suspension. If the paint was Newtonian it
would either spread easily but run if the viscosity is low, or spread with great difficulty
and leave brush marks, but not run if the viscosity is high. Because the paint is non-
Newtonian, its viscosity yields under the force of the brush, but returns when the brush is
taken away. As a result, paint spreads with relative ease, but doesn’t leave brush marks
and doesn’t run.
To measure the absolute viscosity of one of these commonly encountered
emulsions or colloids described above with a variable shear rate absolute viscometer (for
example, ASTM D4741), the measurement would decrease as the shear rate increases, up
to a point of stabilization. If one were to divide this stabilized absolute viscosity by the

33
specific gravity of the fluid to estimate the kinematic viscosity, the calculated value
would differ from the measured kinematic viscosity.
2.7.4 Specific Gravity Effect
Referring to equation under 2.7.2, the absolute and kinematic viscosities of a
Newtonian fluid are related as a function of the fluid’s specific gravity. Most
hydrocarbon-based lubricating oils typically have a specific gravity of 0.85 to 0.90.
However, this can change over time as they becomes contaminated by water or dirt which
produces a differential between absolute and kinematic viscosity measurements.
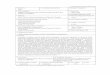
2.7.5 Viscosity-temperature Graph
According to Roberts, et al., (1996), asphalt binders must remain sufficiently
fluid, or workable, at the high temperatures necessary during the plant mixing, field
placement and compaction of hot mix asphalt and the binder reaches temperatures
exceeding 135 oC during these procedures. The rotational viscometer (RV) is used to
evaluate binder in an unconditioned or neat state. This represents the state of material in
the tank at the asphalt plant. Measuring the rheological properties of asphalt binders
enable to evaluate their pumpability during delivery and plant operations.
The rotational viscometer is used to establish equiviscous temperature ranges for
selecting HMA mixing and compaction temperatures (Asphalt Institute, 2001). Mixing
and compaction temperatures are determined from viscosity-temperature graphs. A
typical log-log viscosity vs. log temperature graph is shown in Figure 2.10 (Asphalt

34
Institute, 2003). Viscosities at two temperatures are plotted on the log-log viscosity vs.
log temperature graph. The equiviscous temperature range for mixing and compaction
correspond to where the plotted line passes through the respective viscosity range.
Unlike the capillary viscometers used with the viscosity-graded method, the
rotational viscometer can also evaluate modified asphalt binders (Anderson, et al., 1994).
The viscosity of asphalt binders can be measured within the range of 0.01 Pa·s (0.1 poise)
to 200 Pa·s (2000 poise) (Petersen, et al., 1994).
Figure 2.10 Typical Equiviscosity Curve for Asphalt Binder

35
2.7.6 Viscosity-temperature Relationship For Asphalt
Rotational viscosity tests at two temperatures are needed when creating viscosity-
temperature graphs for establishing equiviscous temperature ranges. The lower
temperature measurement is taken first as it is much quicker to raise the temperature in
the thermo-chamber than to cool the sample for the second viscosity measurement. The
Asphalt Institute recommends taking the first viscosity measurement at 135 oC, and the
second at 165 oC (Asphalt Institute, 2001). A test temperature of 135
oC is specified for
evaluating pumpability in AASHTO MP1. Thus, prior to conducting tests for equiviscous
temperature ranges, the thermo-chamber should be preheated at the lower temperature.
Likewise, the sample holder and spindle are preheated in an oven heated to the lower
temperature.
A container of neat asphalt is placed in the oven and heated until fluid to pour.
The heated asphalt is poured into the sample holder to a level that will just cover the
upper conical portion of the spindle when it is lowered into the sample holder. The
sample holder is placed in the preheated thermo-chamber. The spindle is removed from
the oven, attached to the viscometer, and lowered into the asphalt sample. The system is
allowed to equilibrate for 30 minutes and the test is initiated.
Three viscosity measurements are taken at each test temperature. Thus, when
evaluating asphalt pumpability, three viscosity measurements are taken at 135 oC. When
establishing equiviscous temperature ranges, three measurements are taken at the lower
temperature and at the higher temperature.
If the displayed torque is out of the allowable viscosity range for the selected
spindle and operating speed, the spindle or speed is changed, as per the manufacturer’s
recommendations, and the test is restarted with a new asphalt specimen. The test is
terminated at the conclusion of the viscosity readings. The sample holder is removed
from the thermo-chamber and the asphalt specimen is discarded.

36
The test method requires the verification of the RV temperature controller. An
asphalt sample is placed in the testing chamber and heated to the test temperature. The
indicated temperature of the sample is verified via an ASTM thermometer. In addition to
the temperature controller verification, the accuracy of the rotational transducer is
checked by performing a viscosity test on a standard viscosity reference fluid.
Most asphalt binders behave like Newtonian fluids when heated to temperatures
exceeding 100 oC (Bahia and Anderson, 1995). A Newtonian fluid is characterized by a
totally viscous response, in which the viscosity is independent of the rate of shear strain.
Since asphalt has a totally viscous response at high temperatures, it is sufficient to
characterize the workability of the asphalt during mixing and construction with a measure
of its viscosity.
The working equations relating shear stress to torque and shear rate to angular
velocity are as follows (Petersen, et al., 1994 and Whorlow, 1992):

37
The unit of viscosity may be converted to pascal-seconds (Pa·s) using the
conversion :
1 centipoise = 0.001 Pa·s.
AASHTO MP1 requires a maximum viscosity limit of 3 Pa·s when tested at 135
oC. The maximum limit ensures that the asphalt binder is sufficiently fluid for pumping
during delivery and plant operations.
New mixing and compaction viscosity specifications were not developed during
the SHRP research (Asphalt Institute, 2001). The industry standard for the past twenty
years has been the viscosity ranges of 170±20 centistokes for mixing temperatures and
280±30 centistokes for compaction temperatures. The same viscosity ranges are still
recommended for Superpave; however, the units have been converted the Pascal-second
metric equivalent for Superpave Level 1 Mix Design (SP-2); 0.17 ± 0.02 Pa·s for mixing
and 0.28 ± 0.02 Pa·s for compaction.

38
2.8 Penetration Index (PI)
A parameter known as penetration index (PI) is often used to describe the
relationship between penetration and softening point (European Standard EN 12591
(1999) Bitumen and Bituminous Binders-Specifications for paving grade bitumen, Annex
B).
Since an asphalt has approximately a penetration of 800 at the softening point
temperature, the softening point temperature can be used along with the penetration at 25
°C to determine the temperature susceptibility as:
[ log(pen at 25 °C) - log(800)]
M = -----------------------------------------
(25 – Softening point temperature)
The M computed in this manner can then be used to compute a Penetration Index (PI) as
follows:
PI = (20 - 500 M) / (1 + 50 M) (45.5)
PI provides an indication of how the hardness of a bitumen changes with
temperature, i. e. its temperature susceptibility. For PI value which is less than -2 shows
that the bitumen has very strong bond to particle; that is Newtonian characteristic. A
higher PI with values higher than +2, denotes a lower temperature susceptibility and non
Newtonian characteristic. Bitumen for roads typically have PI values in the range-1 to +1
while bitumen for roofs typically have PI values of +3 to +7. Although roofing bitumen
have high PIs they are generally unsuitable for roads due to their very high viscosity at
asphalt mixing and laying temperatures (typically 100°C -180°C) which reduces the
workability and ease of compaction of the hot asphalt mix at the road construction stage.

39
High PI bitumen also tend to be slightly rubbery i. e. have elastic characteristics,
which can often mean that minor cracks in a pavement, induced by heavy traffic, may not
self-heal, which can be the case with normal road bitumen of lower PI. Also, high PI
bitumen are more susceptible to oxidative hardening due to their chemical nature.

40
CHAPTER III
METHODOLOGY
3.1 Introduction
This chapter discusses several tests that were conducted in achieving the
objectives of the study. The tests were carried out according to the required specification.
A total of 45 samples from 5 different types of asphalt binders for each type and each test
were prepared, namely PEN 80-100(Supp.A), PEN 80-100(Supp.B), PEN 60-70, PG 76,
and PG 82.
For the purpose of this study, all tests on the asphalt binders were conducted in
Makmal Pengangkutan, Universiti Teknologi Malaysia, Skudai. From the tests, the
rheological properties of the asphalt binders were determined.

41
3.2 Operational Framework
The operational framework for this study was summarized in the Figure 3.1
below:
Collecting asphalt binders
Preparing asphalt binders samples
Viscosity Test
Penetration Test
Softening Point Test
Data Analysis
Conclusion
Figure 3.1: The operational framework for the tests and analysis

42
3.3 Consistency Tests
Consistency describes the degree of fluidity of asphalt binder at any particular
temperature. Since asphalt binder is a thermoplastic material, its consistency varies with
the temperature. Therefore, it is necessary to measure the consistency of different asphalt
binders at the same temperature and shear loading conditions if comparisons are to be
made. The following consistency tests are performed on asphalt binders:
3.3.1 Viscosity Test
3.3.1.1 Introduction
The Brookfield Thermosel Viscometer is used to measure the viscosity of asphalt
at elevated temperatures. The rotational viscometer (RV) has been adopted in this study
for determining the viscosity of asphalt binder at high construction temperatures (above
100oC) to ensure that the binder is sufficiently fluid for pumping and mixing. The RV is
more suited for testing many modified asphalt binders compared to capillary viscometer
because the latter can get clogged up partially inhibiting smooth flow.
This method of measuring viscosity is given in detail in ASTM Method D4402,
“Viscosity Determination of Unfilled Asphalts Using the Brookfield Thermosel
Apparatus.” Rotational viscosity is determined by measuring the torque required to
maintain a constant rotational speed (20 RPM) of a cylindrical spindle while submerged
in an asphalt binder at a constant temperature. The measured torque is directly related to
the viscosity of the binder sample, which is automatically calculated and displayed by the
viscometer. Most asphalt binders can be tested with only two spindles: Nos. 21 and 27
where the latter is most frequently used.

43
The viscometer reading is displayed digitally along with spindle number, RPM,
and temperature. The digital display of the rotational viscosity is in units of centipoises
(cP) whereas the Superpave binder specification uses Pa.s. The following factor is used to
convert from cP to Pa.s.
1000 cP = 1 Pa.s
Therefore, the Brookfield viscosity output in cP is multiplied by 0.001 to obtain
viscosity in Pa.s.
3.3.1.2 Apparatus
(i) Brookfield Thermosel High Temperature Viscosity Measurement System Using a
Standard Brookfield Viscometer – Depending on viscosity range Model LV, RV,
HA, or HB series may be used.
(ii) Spindle size 27 for Brookfield Thermosel Viscometer.
(iii) Thermosel System:
a. Thermo Container and Sample Chamber.
b. SCR Controller and Probe.
3.3.1.3 Procedures
(i) Thermosel power is turned on.
(ii) The proportional temperature controller is set to desired temperature.
(iii) Wait 1.5 hour (or until equilibrium temperature is obtained) with the
selected spindle in the chamber (check control lamp).

44
(iv) The sample holder is removed and the volume of sample specified for the
spindle to be used is added. Caution is taken to avoid sample overheating
and to avoid ignition of sample with low flash point. The mass required
from specific gravity or density data for the sample is calculated.
Approximately 8 to 10 mL will be required.
(v) The sample volume is critical to meet the system calibration standard. The
filled asphalt coatings are thoroughly stirred to obtain a representative
sample.
(vi) The liquid level should intersect the spindle shaft at a point approximately
3.2 mm (1/8 in.) above the upper “conical body” – “spindle shaft”
interface.
(vii) Using the extracting tool, the loaded chamber back is put into the thermo
container.
(viii) The viscometer is lowered and the thermo-container is aligned.
(ix) The selected spindle is inserted into the liquid in the chamber, and coupled
to the viscometer.
(x) The asphalt is allowed to come to the equilibrium temperature.
(xi) The Brookfield viscometer is started at 20 rpm.
(xii) The speed (rpm setting) is maintained during the viscosity measurement.

45
Figure 3.2 : Thermosel and Viscometer
3.3.2 Penetration Test
3.3.2.1 Introduction
The penetration test is an empirical test used to measure the consistency of asphalt
binder. Usually penetration is measure at 77oF (25
oC) which also approximates average
service temperature of the HMA pavements in United States. At this temperature no
simple test method is currently available to measure the consistency of the asphalt binder
in terms of viscosity, although viscosity is the preferred form of measurement. The
standard penetration test is shown in figure below.

46
Figure 3.3 : Penetration test for an asphalt binder sample
Figure 3.4 : Water bath

47
The penetration test is run in accordance with ASTM D5. The test can also be run
at other temperatures such as 32oF (0
oC), 39.2
oF (4
oC), and 115
oF (46
oC). However, the
needle load or penetration time or both are then varied. At low temperatures, such as 4oC,
the asphalt binder is very stiff and therefore penetration of the needle is significantly
lower if it is loaded with a 100 g weight and is allowed to penetrate for 5 seconds. At
these temperatures, a 200 g weight and 60 seconds penetration time have been used to
obtain penetration values.
The penetration of a bituminous material may be defined as determining the
hardness or softness of bitumen by measuring the depth in tenths of a millimeter that a
standard needle vertically penetrates a sample of the material under known conditions of
loading, time and temperature. The penetration test is used for evaluating the consistency
of a bituminous material. The grade of semisolid and solid bituminous material is usually
designated by the penetration.
The penetrometer consists of a needle assembly with a total weight of 100g and a
device for releasing and locking in any position. The bitumen is softened to a pouring
consistency, stirred thoroughly and poured into containers at a depth at least 15 mm in
excess of the expected penetration. The test should be conducted at a specified
temperature of 25o C. It may be noted that penetration value is largely influenced by any
inaccuracy with regards to pouring temperature, size of the needle, weight placed on the
needle and the test temperature.
A grade of 40/50 bitumen means the penetration value is in the range 40 to 50 at
standard test conditions. In hot climates, a lower penetration grade is preferred. The
Figure 3.5 shows a schematic Penetration Test setup.

48
Figure 3.5: Penetration Test Setup
3.3.2.2 Apparatus
(i) Penetration apparatus – consist of needle assembly with total loads of 100g, an
apparatus capable of indicating the depth of penetration to the nearest 0.1 mm,
and an automated timing device accurate to within ± 0.1 second.
(ii) Sample container – made of metal or glass with flat bottom.
(iii) Transfer dish for container – a cylinder with flat bottom and a minimum inside
diameter of 90 mm.
(iv) Water bath – having capacity of at least 10 liters and capable of maintaining a
temperature varying not more than ± 0.1oC from the temperature of the test.
(v) Thermometer – conform to the requirements prescribed in ASTM or IP Standard
Thermometers.

49
3.3.2.3 Procedures
(i) The sample is heated with care, stirred as soon as possible to prevent local
overheating, until it has become sufficiently fluid to pour. Incorporating
bubbles are avoided in the sample.
(ii) The sample is poured into the sample container to a depth such that, when
cooled to the temperature of test, the depth of the sample is at least 10 mm
greater than the depth to which the needle is expected to penetrate.
(iii)Each container is loosely covered as a protection against dust and allowed to
cool in the atmosphere at a temperature between 15oC and 30
oC for 1 to 1 ½
hour.
(iv) The needle holder and guide are examined to establish the absence of water
and other extraneous matter.
(v) A penetration needle is cleaned with toluene or other suitable solvent, dried
with a clean cloth and the needle is inserted in the penetrometer.
(vi) The needle is positioned by slowly lowering it until its tip just makes contact
with the surface of the sample.
(vii) The reading of the penetrometer dial is noted and the pointer is brought to
zero.
(viii) The needle holder is quickly released for the specified period of time and
the instrument is adjusted to measure the distance penetrated in tenths of a
millimetre.
(ix) At least three determinations at points on the surface of the sample not less
than 10 mm from the side of the container and not less than 10 mm apart are
made. The needle is cleaned before repeating the test.
(x) The average of three penetrations is reported to the nearest whole unit whose
values do not differ by more than the amounts in the following table:

50
Table 3.1 : Values of penetration and the maximum discrepancy allowed
Penetration 0 to 49 50 to 149 150 to 249 250 and
above
Maximum difference
between highest and lowest
determination
2 4 6 8
(xi) The test is repeated using the second sample if the differences are exceeded.
(xii) The test is repeated completely and the results are ignored if the
appropriate tolerance is again exceeded.
3.3.3 Softening Point Test
3.3.3.1 Introduction
Softening point is measured by ring and ball (R & B) method in accordance with
ASTM D36. It can simply be defined as the temperature at which an asphalt binder
cannot support the weight of a steel ball and starts flowing. Its purpose is to determine the
temperature at which a phase change occurs in the asphalt binder.
Softening point is the temperature at which a substance attains a particular degree
of softness under specified conditions of test. As temperature increases, asphalt binder
changes from solid to liquid, and the stiffness of asphalt binder will reduce accordingly.
Before mixing with aggregates to form a road pavement, asphalt binder must be soft
enough in order for it to be handled easily during pavement work. The most common
method to soften the asphalt binder is by heating it. Higher grade asphalt binder has

51
higher softening temperature compare to lower grade asphalt binder. The ring and ball
test is commonly used to determine the softening temperature of asphalt binder.
3.3.3.2 Apparatus
(i) Steel ball having a diameter of 9.53 mm and weighing 3.50 ± 0.05 g.
(ii) Ring – square shouldered brass ring.
(iii) Ball guide – a convenient form of ball centering guide.
(iv) Ring holder made of brass or other metal.
(v) Bottom plate made of brass or other metal.
(vi) Thermometer.
(i) Bath – a heat resistant glass capable of supporting the rings in horizontal
position.
(ii) Bath liquid – distilled water or glycerol.
(iii) Mechanical Stirrer – to ensure uniform heat throughout the bath.
3.3.3.3 Procedures
(vii) The sample is heated with care, stirred as soon as possible to prevent local
overheating, until it has become sufficiently fluid to pour. Incorporating
bubbles are avoided in the sample.
(viii) The two rings are heated approximately to the same temperature as the
sample and placed on the metal plate, and without delay, the ring is filled
with the sample to give an excess above the top of the ring when cooled.
(ix) The ring is allowed to cool at room temperature, and then any excess
sample is removed with warm blade so that the test specimens are levelled
with the top of the rings.

52
(x) The thermometer is inserted through the hole in the top plate and adjusted
so that the bottom of the thermometer bulb will be level with the bottom of
the rings, i.e. just below (0.4 mm) the bottom of the ring holder.
(xi) The filled rings are placed in the ring holder and the ball-centering guides
are placed on the rings.
(xii) With the distilled water in the bath 5 ± 2oC, the assemble apparatus and
the steel balls are transferred to the bath.
(xiii) The level of the water is ensured to be 50 ± 5 mm above the tops of the
rings.
(xiv) The bath temperature is maintained at 5 ± 2oC for 15 minutes, then using
tongs or other suitable implement, a steel ball is placed on each of the test
specimens.
(xv) For each test specimen, the temperature shown by the thermometer is
estimated to the nearest half division at the instant that the asphalt binder
surrounding the ball touches the base plate. The temperature is recorded.
(xvi) If the differences between the two recorded temperatures exceed 1oC, the
test is repeated.
(xvii) The mean of the two recorded softening points is calculated and rounded
to the nearest 0.5oC.

53
Figure 3.6 : Ring and Ball apparatus
Figure 3.7: Softening Point Test Setup

54
CHAPTER IV
RESULTS AND DISCUSSION
4.1 Introduction
This chapter includes the analysis of all the results and discussions of the results
obtained from the analysis. The data analysis is divided into two parts; determining the
asphalt viscosity to derive the mixing and compacting temperature of HMA, and
comparing the data of all tests done to determine the relationship between the physical
characteristic studied.
Consistency tests were run to determine the penetration values, viscosity values
and the softening points of the five different type of asphalt samples. The data obtained
from viscosity test were used to establish equiviscous temperature ranges for selecting
HMA mixing and compaction temperatures. Mixing and compaction temperatures are
determined from a typical log-log viscosity vs. log temperature graphs.
The viscosity, penetration, softening point test data and penetration index
calculated were analyzed to see the relationship between the consistency tests and their
effect to the mixing and compacting temperatures of HMA.

55
4.2 Viscosity Test Results
Based on viscosity test, data collected are as follows :
Table 4.1 : Viscosity Test results
Average Viscosity (Pa.s) Temperature
(oC)
PEN 80/100
(supp A)
PEN 80/100
(supp B)
PEN 60/70 PG 76 PG 82
120 0.70 0.83 1.07 4.17 6.27
135 0.27 0.40 0.60 2.07 2.77
150 0.07 0.17 0.30 1.00 1.33
165 - 0.07 0.17 0.60 0.73
180 - 0.04 0.03 0.20 0.53
The data above are plotted on Standard Viscosity –Temperature Chart for Asphalt
ASTM D2493 as Figure 4.1.
The range for mixing and compacting based on viscosity are derived from
intersection of best fit line that falls within established viscosity recommended by
Asphalt Institute’s Superpave Level 1 Mix Design (SP-2) ranging from 0.17±0.02 and
0.28±0.03 Pa.s respectively.

56
Figure 4.1 : Bitumen viscosity vs temperature relationship
for Various Type of Bitumen Tested
From Figure 4.1, PEN 80/100 (Supplier A) shows the lowest mixing and
compacting temperature followed by PEN 60/70, PG 76 and PG 82. The R2 value for
each line is more than 0.9 show close relationship between viscosity and temperature of
bitumen.
Based on Figure 4.1 the viscosity at 135 oC and 165
oC and the range of mixing
and compacting temperature for each type of bitumen are derived as per Table 4.2 below.

57
Table 4.2 Bitumen Properties From Viscosity-Temperature Chart
Viscosity@
135oC
Viscosity@
165oC
Mixing
temperature
Compacting
temperature
Properties
Type of
Bitumen Pa s Pa s oC
oC
PEN 80/100
(Supplier A) 0.24 - 138-141 131-134
PEN 80/100
(Supplier B) 0.38 - 148-153 139-143
PEN 60/70 0.58 0.11 155-159 146-150
PG 76 2.10 0.49 184-189 174-179
PG 82 3.00 0.84 199-205 188-193
4.3 PenetrationTest Results
Based on penetration test, data collected are as follows :
Table 4.3 Result of Penetration of Bitumen
Average
Penetration@ 25oC
Properties
Type of Bitumen (dmm)
PEN 80/100
(Supplier A) 89.20
PEN 80/100
(Supplier B) 84.08
PEN 60/70 63.50
PG 76 61.20
PG 82 37.8

58
Bitumen PEN 80/100 and PEN 60/70 has higher penetration values compared to
the modified bitumen, PG76 and PG82. Higher penetration value means softer bitumen.
4.4 Softening Point Test and Penetration Index (PI) Results
Table 4.4 Result of Softening Point and Penetration Index
Softening Point Penetration
Index
Properties
Type of Bitumen oC
PEN 80/100
(Supplier A) 38.38 -3.43
PEN 80/100
(Supplier B) 38.75 -3.42
PEN 60/70 49.30 -0.81
PG 76 59.30 1.41
PG 82 69.00 1.98
Table 4.4 above shows the results obtained from the Softening point tests and
Penetration Index calculated from the Penetration and Softening Point data. From this
Table, for any PEN and PG graded bitumen tested, Softening Point Test, the Ring & Ball
Test results shows that tor any PEN and PG graded bitumen tested, softening point
generally low for unmodified bitumen and higher for modified bitumen. Based on the
figure, the Penetration Index shows negative value for unmodified bitumen and positive
value for modified bitumen.

59
4.5 Relationship Between Viscosity, Penetration, Softening Point and
Penetration Index (PI)
The relationship between the physical properties studied; viscosity, penetration
and softening point and calculated Penetration Index (PI) related to the mixing and
compacting temperature is analyzed. Figures below are based on Table 4.2, 4.3 and 4.4
shows the correlation between physical properties studied.
Figure 4.2 : Relationship between Minimum & Maximum Mixing/Compacting Temperature versus Penetration@25
oC
Figure 4.2 presents the relationship between Minimum & Maximum Mixing/
Compacting Temperature versus Penetration@25oC. Acceptable models are obtained
based on the linear model employed on the test data. The high value of R2 that is 0.86
indicates that a linear model exactly represents the relationship between Minimum &
Maximum Mixing/Compacting Temperature versus Penetration@25oC. This indicates

60
that the besides of viscosity, penetration is also able to show the required temperature for
mixing and compacting by the model shown. Based on Figure 4.2, the minimum and
maximum mixing and compacting temperature based on the penetration are as Table 4.5.
Table 4.5 Minimum and Maximum Mixing and Compacting Temperature Based on Penetration
Type of bitumen
Minimum
Mixing
Temperature
Maximum
Mixing
Temperature
Minimum
Compacting
Temperature
Maximum
Compacting
Temperature
PEN 80/100
(Supp.A) 138.95 142.6 131.14 134.52
PEN 80/100
(Supp.B) 144.94 148.81 136.81 140.36
PEN 60/70
169.04 173.77 159.57 163.85
PG 76
171.73 176.56 162.11 166.47
PG 82
199.14 204.95 187.99 193.17
The minimum and maximum mixing and compacting temperature From
Viscosity-Temperature Chart ( Figure 4.1), are as Table 4.6.
Table 4.6 Minimum and Maximum Mixing and Compacting Temperature From Viscosity-Temperature Chart
Type of bitumen
Minimum
Mixing
Temperature
Maximum
Mixing
Temperature
Minimum
Compacting
Temperature
Maximum
Compacting
Temperature
PEN 80/100
(Supp.A) 138 141 131 134
PEN 80/100
(Supp.B) 148 153 139 143
PEN 60/70
155 159 146 150
PG 76
184 189 174 179
PG 82
199 205 188 194

61
The belows Figure 4.3 represents the relationship between Softening Point versus
Penetration. Acceptable models are obtained based on the linear model employed on the
test data. The high value of R2 of 0.94 indicates that a linear model exactly represents the
relationship between Softening Point versus Penetration. As the penetration increases the
softening point decreases.
Figure 4.3 : Relationship between Softening Point vs Penetration

62
Figure 4.4 : Relationship between Viscosity and Penetration@25oC
Figure 4.4 shows a good the relationship between Viscosity at 135oC & 165
oC
and Penetration with the high value of R2 (0.82 and 0.857). Penetration basic assumption
is that the less viscous the asphalt, the deeper the needle will penetrate and the
penetration depth is empirically correlated with asphalt binder performance. As
penetration is easily and commonly used compared to viscosity instrument which is much
expensive, viscosity of asphalt binders could be predicted by penetration value.

63
Figure 4.5: Penetration Index(PI) versus Type of Bitumen
Figure 4.5 shows the results obtained from PI calculated for each type of bitumen.
For any PEN and PG graded bitumen tested, Penetration Index is generally negative
value for highly temperature susceptibility bitumen and positive value for low
temperature susceptibility bitumen.

64
CHAPTER V
CONCLUSIONS
5.1 Introduction
The aim of the study is to establish a graphical relationship between temperature
and viscosity to increase accuracy for mixing and compacting temperature for neat and
modified bitumen and eliminate unnecessary wastage of power and change of bitumen
properties during construction stage. To achieve this, the physical properties of bitumen
that related to temperature that is viscosity, penetration, softening point and penetration
index are studied. As viscosity is the most related to temperature, this study is done to
determine the appropriate mixing and compaction temperature for various bitumen grades
used in Malaysia based on temperatures of 135°C and 165°C and established the line
through these two points falls within established viscosity ranges of 0.17±0.02 and
0.28±0.03 Pa s for mixing and compaction, respectively according to Superpave
recommended evaluation test.
This study also establish the relationship between the physical properties that is
viscosity, penetration and softening point related to the mixing and compacting
temperature.

65
5.2 Conclusion
From the test on relationship of the viscosity and temperature, the range of mixing
and compacting temperature for most common types of bitumen were determined. From
the result, PG 76 and PG 82 have higher mixing and compacting temperature compared
with typical unmodified bitumen. For PG 82, the range of mixing temperature are 199-
205 o C and compacting temperature are 188-193
o C and PG 76, the range of mixing
temperature are 184-189 o C and compacting temperature are 174-179
o C. Whereas
60/70 PEN, the range of mixing temperature are 155-159 o
C and compacting
temperature are 146-150 o C and 80/100 PEN (Supplier A and B), the range of mixing
temperature are 148-153 o
C, compacting temperature are 139-143 o
C and mixing
temperature are 138-141 o
C, compacting temperature are 131-134 o C respectively.
Because of their distinctive characteristic, modified bitumen frequently mixed and
compacted at higher temperature than unmodified binder.
Besides of viscosity, other properties like penetration and softening point also
have close relationship with the mixing and compacting temperature through the
relationship and R2 value shown. The models to predict the temperature for mixing and
compacting through penetration could be used based on R2 of more than 0.8.
Relationship between Minimum & Maximum Mixing/Compacting Temperature
versus Penetration@25oC will help to predict the required temperature of mixing and
compacting.
The minimum and maximum mixing and compacting temperature derived based
on penetration test value are as important as viscosity based since the penetration test is
much easier, faster and cheaper and most often used compared to viscosity.

66
The relationship between Softening Point versus Penetration shows that high
penetration bitumen has a low softening point. High penetration means the bitumen are
soft therefore the required temperature at which bitumen becomes soft enough to flow is
also low.
Regarding to the relationship between Viscosity@135oC and viscosity@165
oC
with Penetration@25oC, as penetration is easier, faster and cheaper compared to
viscosity, by measuring the penetration, user could predict the correct Viscosity@135oC
(for compacting) and viscosity@165oC (for mixing). For satisfactory coating and mixing
of aggregate, approximate viscosity of bitumen should be 0.2 Pa.s. During compaction, if
the viscosity is too low, the mix is excessively mobile and too high viscosity will reduce
workability. The optimal viscosity recommended is between 2 and 20 Pa.s.
The penetration Index (PI) for five type bitumen studied shows value from -3.43
to +1.98. This PI value can be used to give a good approximation of the bitumen
behavior expected but confirmation by testing on stiffness and viscosity measurement is
necessary as extreme extrapolation could be misleading. The bitumen PI value that more
than +1 and less than -1 shows the bitumen tested is not suitable for road construction.

67
REFERENCES
3.3 Materials – Asphalt (2003) website. Viewed on January 2008,
<http://training.ce.washington.edu/wsdot/modules/03_materials/03-3_body.htm>
American Society for Testing and Materials. Standard Viscosity-Temperature Chart
for Asphalts ASTM D2493.
American Society for Testing and Materials (1997). Standard test method for
penetration of bituminous materials, ASTM D5, Philadelphia.
American Association of State Highway Official Viscosity Determination of Asphalt
Binder Using Rotational Viscometer AASHTO TP48 .
Asphalt Institute (1990). “Introduction to Asphalt.” Lexington, Kentucky, United
States of America: Asphalt Institute, Research Park Drive.
Asphalt Institute (1990). “Laboratory Mixing and Compaction Temperature.”
Lexington, Kentucky, United States of America: Asphalt Institute, Research Park
Drive.
Bahia, H. U., Hanson, D. I., Zeng, M., H., Khatri, M. A., and Anderson, R. M.
(2001), Characterization of Modified Asphalt Binders in Superpave Mix Design”
National Cooperative Highway Research Program, Rep. No. NCHRP 459, National
Acedemy Press, Washington D.C

68
BP(2008) website. Viewed on Februari 2008
<http://www.bp.com/liveassets/bp_internet/bitumen/.../downloads_pdfs/s/sources.pdf>
Claxton & Green, P.J, (1997), The Classification of Bitumens and Polymer Modified
Bitumens Within the SHRP Performance Grading System, BP Oil International,UK.
Hunter, R.N. (2000). Asphalt In Road Construction. Thomas Telford Limited,
London.
Hunter, R.N. (2003). The Shell Bitumen Handbook Fifth Edition., Thomas Telford
Limited, London.
James, H. Banks, Introduction to Transportation Engineering, Houbslow Books,
London, Mdx, UK.
Jabatan Kerja Raya (JKR) (2005). Standard Specifications for Road Works. Kuala
Lumpur, Malaysia, JKR/SPJ/rev2005.
Lee, M. G., Chiu, C. T., Kan., Y. C., Chen., K. C., Comparison of Results of SHRP
and Conventional Binder Tests on Paving Asphalts, International Journal of Applied
Science and Engineering, 2004. 245-256.
Roberts, L.F., Kandhal, P.S., Brown, R.E., Lee, D.Y., Kennedy, T.W. (1996). Hot
Mix Asphalt Materials, Mixture, Design and Construction. NAPA Education
Foundation. Maryland.
Stuart, Kevin. D., (2002), Methodology of Determining Compaction Temperature for
Modified Asphalt Binder, Federal Highway Administration, U.S Department of
Transportation, Virginia.

69
Yetkin, Y. P. E. (2006). Evaluation of Viscosity Values For Mixing and Compacting
Temperature. Journal of Materials In Civil Engineering@ASCE July/August 2006.
545-553.

1
APPENDICES A - C

70
APPENDIX A
ROTATIONAL VISCOMETER TEMPERATURE TEST RESULT
Type of bitumen : PEN 80/100 Supplier A
Spindle size : 27 / 33g in weight
Test
Temperature
Torque Shear
Rate
Viscosity Viscosity Average
Viscosity
(oC) (%) (sec
-1) (cP) (Pa.s) (Pa.s)
120 0.70 6.80 700.00 0.70
120 0.70 6.80 700.00 0.70 0.70
120 0.70 6.80 700.00 0.70
135 0.30 6.80 300.00 0.30
135 0.30 6.80 300.00 0.30 0.27
135 0.30 6.80 300.00 0.20
150 0.10 6.80 100.00 0.10
150 0.00 6.80 0.00 0.00 0.07
150 0.10 6.80 100.00 0.10
165 0.00 6.80 0.00 0.00
165 0.00 6.80 0.00 0.00 0.00
165 0.00 6.80 0.00 0.00
180 0.00 6.80 0.00 0.00
180 0.00 6.80 0.00 0.00 0.00
180 0.00 6.80 0.00 0.00

71
ROTATIONAL VISCOMETER TEMPERATURE TEST RESULT
Type of bitumen : PEN 80/100 Supplier B
Spindle size : 27 / 33g in weight
Test
Temperature
Torque Shear
Rate
Viscosity Viscosity Viscosity
(oC) (%) (sec
-1) (cP) (Pa.s) (Pa.s)
120 0.6 6.8 600 0.6
120 0.9 6.8 900 0.9 0.83
120 1.0 6.8 1000 1.0
135 0.3 6.8 300 0.3
135 0.4 6.8 400 0.4 0.40
135 0.5 6.8 500 0.5
150 0.1 6.8 100 0.1
150 0.1 6.8 100 0.1 0.17
150 0.3 6.8 300 0.3
165 0.0 6.8 0 0.0
165 0.0 6.8 0 0.0 0.07
165 0.2 6.8 200 0.2
180 0.0 6.8 0 0.0
180 0.0 6.8 0 0.0 0.03
180 0.1 6.8 100 0.1

72
ROTATIONAL VISCOMETER TEMPERATURE TEST RESULT
Type of bitumen : PEN 60/70
Spindle size : 27 / 33g in weight
Test
Temperature
Torque Shear
Rate
Viscosity Viscosity Viscosity
(oC) (%) (sec
-1) (cP) (Pa.s) (Pa.s)
120 1.0 6.8 1000 1.0
120 1.0 6.8 1000 1.0 1.07
120 1.2 6.8 1200 1.2
135 0.5 6.8 500 0.5
135 0.4 6.8 400 0.4 0.60
135 0.9 6.8 900 0.9
150 0.3 6.8 300 0.3
150 0.2 6.8 200 0.2 0.30
150 0.4 6.8 4000 0.4
165 0.2 6.8 200 0.2
165 0.1 6.8 100 0.1 0.17
165 0.2 6.8 200 0.2
180 0.1 6.8 100 0.1
180 0.0 6.8 0 0.0 0.03
180 0.0 6.8 0 0.0

73
ROTATIONAL VISCOMETER TEMPERATURE TEST RESULT
Type of bitumen : PG 76
Spindle size : 27 / 33g in weight
Test
Temperature
Torque Shear
Rate
Viscosity Viscosity Viscosity
(oC) (%) (sec
-1) (cP) (Pa.s) (Pa.s)
120 4.2 6.8 4200 4.2
120 4.0 6.8 4000 4.0 4.17
120 4.3 6.8 4300 4.3
135 2.1 6.8 2100 2.1
135 2.1 6.8 2100 2.1 2.07
135 2.0 6.8 2000 2.0
150 1.3 6.8 1300 1.3
150 0.8 6.8 800 0.8 1.00
150 0.9 6.8 900 0.9
165 0.6 6.8 600 0.6
165 0.6 6.8 600 0.6 0.60
165 0.6 6.8 600 0.6
180 0.2 6.8 0 0.0
180 0.4 6.8 400 0.4 0.20
180 0.2 6.8 200 0.2

74
ROTATIONAL VISCOMETER TEMPERATURE TEST RESULT
Type of bitumen : PG 82
Spindle size : 27 / 33g in weight
Test
Temperature
Torque Shear
Rate
Viscosity Viscosity Viscosity
(oC) (%) (sec
-1) (cP) (Pa.s) (Pa.s)
120 9.0 6.8 6800 6.8
120 6.4 6.8 6400 6.4 6.27
120 5.6 6.8 5100 5.6
135 3.7 6.8 3700 3.7
135 2.3 6.8 2300 2.3 2.77
135 2.3 6.8 2400 2.3
150 1.7 6.8 1700 1.7
150 1.1 6.8 1100 1.1 1.33
150 1.2 6.8 1300 1.2
165 1.0 6.8 1000 1.0
165 0.6 6.8 600 0.6 0.73
165 0.6 6.8 800 0.6
180 0.8 6.8 800 0.8
180 0.4 6.8 400 0.4 0.53
180 0.4 6.8 600 0.4

75
APPENDIX B
PENETRATION TEST
Type of Bitumen PEN 80/100 (Supplier A)
Temperature : 25oC
Load : 100 g
Time : 5
seconds
Cup 1
Test No. 1 2 3 4 5
Penetration 89 88.5 89.5 87 91
Average Penetration (dmm) 89.00
Cup 2
Test No. 1 2 3 4 5
Penetration 88.5 88.5 92 88 89.5
Average Penetration (dmm) 88.33
Cup 1
Test No. 1 2 3 4 5
Penetration 89.5 89 88 93 92.5
Average Penetration (dmm) 88.83
Cup 2
Test No. 1 2 3 4 5
Penetration 89.5 93.5 90 92.5 90
Average Penetration (dmm) 89.83
Cup 1
Test No. 1 2 3 4 5
Penetration 89.5 90.5 93.5 90.5 89
Average Penetration (dmm) 90.16
Cup 2
Test No. 1 2 3 4 5
Penetration 90.5 91 92 88.5 88.5
Average Penetration (dmm) 89.16

76
PENETRATION TEST
Type of Bitumen PEN 80/100 (Supplier B)
Temperature : 25oC
Load : 100 g
Time : 5
seconds
Cup 1
Test No. 1 2 3 4 5
Penetration 82 85 85 86 85
Average Penetration (dmm) 85.00
Cup 2
Test No. 1 2 3 4 5
Penetration 84.5 81 84 84 81
Average Penetration (dmm) 84.16
Cup 1
Test No. 1 2 3 4 5
Penetration 83 84.5 87.5 81 84.5
Average Penetration (dmm) 84.00
Cup 2
Test No. 1 2 3 4 5
Penetration 85.5 88.5 85 85 85.5
Average Penetration (dmm) 85.16
Cup 1
Test No. 1 2 3 4 5
Penetration 86 84 83 85 82.5
Average Penetration (dmm) 83.16
Cup 2
Test No. 1 2 3 4 5
Penetration 86.5 82 82.5 86 84.5
Average Penetration (dmm) 83.00

77
PENETRATION TEST
Type of Bitumen : PEN 60/70
Temperature : 25oC
Load : 100 g
Time : 5
seconds
Cup 1
Test No. 1 2 3 4 5
Penetration 63 64 65 62.5 62.5
Average Penetration (dmm) 62.67
Cup 2
Test No. 1 2 3 4 5
Penetration 62.5 62.5 64 62.5 63
Average Penetration (dmm) 62.50
Cup 1
Test No. 1 2 3 4 5
Penetration 64.5 63 64 61.5 65.5
Average Penetration 64.30
Cup 2
Test No. 1 2 3 4 5
Penetration 64.5 62.5 66 64 65.5
Average Penetration (dmm) 64.66
Cup 1
Test No. 1 2 3 4 5
Penetration 62.5 68.5 63 66.5 65
Average Penetration 63.50
Cup 2
Test No. 1 2 3 4 5
Penetration 63 65.5 64 63 67.5
Average Penetration (dmm) 63.33

78
PENETRATION TEST
Type of Bitumen : PG 76
Temperature : 25oC
Load : 100 g
Time : 5
seconds
Cup 1
Test No. 1 2 3 4 5
Penetration 63.5 66 65 61.5 61.5
Average Penetration (dmm) 62.17
Cup 2
Test No. 1 2 3 4 5
Penetration 62.5 63.5 66.5 63 62
Average Penetration (dmm) 62.50
Cup 1
Test No. 1 2 3 4 5
Penetration 61 61 62 61.5 63
Average Penetration (dmm) 61.16
Cup 2
Test No. 1 2 3 4 5
Penetration 60.5 64.5 65.5 60.5 61.5
Average Penetration (dmm) 60.83
Cup 1
Test No. 1 2 3 4 5
Penetration 61 58.5 61.5 59.5 58.5
Average Penetration (dmm) 60.66
Cup 2
Test No. 1 2 3 4 5
Penetration 58 59 58.5 60.5 60.5
Average Penetration (dmm) 60.00

79
PENETRATION TEST
Type of Bitumen : PG 82
Temperature : 25oC
Load : 100 g
Time : 5
seconds
Cup 1
Test No. 1 2 3 4 5
Penetration 37 38.5 36.5 38 38.5
Average Penetration (dmm) 38.33
Cup 2
Test No. 1 2 3 4 5
Penetration 38.5 39.5 39.5 37 38.5
Average Penetration (dmm) 38.83
Cup 1
Test No. 1 2 3 4 5
Penetration 39 38.5 45.5 38.5 40
Average Penetration (dmm) 38.66
Cup 2
Test No. 1 2 3 4 5
Penetration 39 37.5 39 39.5 40
Average Penetration (dmm) 39.16
Cup 1
Test No. 1 2 3 4 5
Penetration 35.5 35.5 37 36.5 36.5
Average Penetration (dmm) 36.16
Cup 2
Test No. 1 2 3 4 5
Penetration 32.5 35.5 36 36 35.5
Average Penetration (dmm) 35.66

80
APPENDIX C
SOFTENING POINT OF BITUMEN
Description of Material : PEN 80/100 (Supplier A)
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 37.00
2 37.50 37.25
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 38.00
2 38.00 38.00
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 38.00
2 39.00 38.50
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 38.50
2 39.00 38.75
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 38.50
2 38.50 38.50
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 39.00
2 39.50 39.25

81
SOFTENING POINT OF BITUMEN
Description of Material : PEN 80/100 (Supplier B)
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 38.50
2 39.50 39.00
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 38.00
2 38.00 38.00
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 38.50
2 39.00 38.75
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 38.00
2 38.50 38.25
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 39.00
2 39.00 39.00
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 39.00
2 40.00 39.50

82
SOFTENING POINT OF BITUMEN
Description of Material : PEN 60/70
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 48.00
2 48.50 48.25
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 50.00
2 50.50 50.25
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 49.00
2 49.50 49.25
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 50.00
2 50.00 50.00
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 48.50
2 49.00 48.75
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 49.00
2 50.00 49.50

83
SOFTENING POINT OF BITUMEN
Description of Material : PG 76
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 58.50
2 59.00 58.75
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 58.00
2 58.50 58.25
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 58.00
2 58.50 58.25
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 59.50
2 60.00 59.75
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 60.00
2 60.00 60.00
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 61.00
2 61.50 61.25

84
SOFTENING POINT OF BITUMEN
Description of Material : PG 82
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 68.50
2 69.50 69.00
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 68.50
2 69.00 68.75
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 69.00
2 69.50 69.25
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 69.00
2 70.00 69.50
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 68.00
2 69.00 68.50
Ring No. Instant Temperature, oC Softening Point, Average
oC
1 68.00
2 70.00 69.00