Embed Size (px)
Citation preview

Determination of Gas-Liquid Mass-Transfer Limitations in SlurryOlefin Polymerization
Pal Kittilsen,† Rune Tøgersen,† Erling Rytter,†,‡ and Hallvard Svendsen*,†
Department of Chemical Engineering, Norwegian University of Science and Technology (NTNU), andStatoil Research Centre, 7005 Trondheim, Norway
Quantifying the effect of gas-liquid mass-transfer resistance is vital in studies aimed atextracting intrinsic kinetic parameters. This paper describes methods to evaluate this effect ina reactor used for slurry polymerization. Propene was polymerized using a modern Ziegler-Natta catalyst dispersed in decane. The stirring rate was changed during polymerization, andthe observed monomer feed rates were analyzed using methods based on steady-state anddynamic mass balances to obtain mass-transfer coefficients. It was found that the systeminvestigated showed a 1.2 order dependency in monomer concentration and that the mass transferincreased with the stirring rate. Nonideal dynamic responses were observed when changingthe stirring rate. This was qualitatively described using a nonideal mixing model with a deadand active volume. It was found that introducing baffles and sparging considerably increasedthe mass-transfer ability at high stirring rates.
1. Introduction
The transport of a chemical component over a gas-liquid boundary is of interest in many chemical pro-cesses. The present problem is focused on a heteroge-neous olefin polymerization where the catalyst/polymerparticles are suspended in a diluent. The monomer isintroduced into a stirred tank reactor as a gas. Themonomer must dissolve in the liquid phase for thereaction to take place on the solid catalyst. In ourlaboratory this setup has been used to investigate thekinetics of polymer reactions. To interpret the observedmonomer flow into the reactor in terms of intrinsickinetics, there is a need to understand and quantify theeffect of the gas-liquid mass transfer and to providecriteria for how reactors should be operated and de-signed to have control of the gas-liquid mass-transferresistance. Often problems with high gas-liquid mass-transfer resistance can be solved by increasing thestirring rate. However, many systems have physicallimitations in the stirring rate itself, or there may be afragile product that limits the agitation power. For thesesystems, it is important to know the mass-transferproperties and choose the right loading to avoid mass-transfer limitations.
The main focus in this work is on the mass transferto a free interface in an unbaffled vessel, but also baffledand sparged reactors as alternatives to increase mass-transfer rates are considered. This paper mainly dealswith the experimental determination of gas-liquidmass-transfer effects. A subsequent paper1 concerns themodeling of these effects.
The transport of a component from gas to liquid phasein a stirred vessel is normally considered to be atransport between two (ideally) well-mixed phases, andchanges in the concentration of a component are limitedto a small part of the system volume near the interface.
The transport is described in terms of mass-transfercoefficients on the gas and liquid sides (kG and kL), aproportionality constant between mass flux, and adriving force, often a concentration difference.2 Insystems where the transferred component has a highmole fraction in the gas phase, convection will beimportant and the gas-side transfer resistance may bedisregarded.
In this paper we will only aim at getting experimentalvalues for the mass-transfer factor (the mass-transferfactor is used for denoting kLA, the mass-transfercoefficient times the contact area, and the mass-transfercoefficient is used for denoting kL). The more generalmethod is to report mass-transfer coefficients. However,experimentally one normally observes the mass-transferfactor, and an estimate for the contact area is neededto obtain the mass-transfer coefficient. At low stirringrates for an unsparged reactor, the estimate of thecontact area is simple, just the cross-sectional area ofthe reactor. At higher stirring rates, the effects of vortexformation and rippling become important. This requiresa more thorough discussion, which we leave for thesubsequent paper1 where the kLA term is split.
Keii et al.3 have shown how to obtain mass-transferfactors using mass balances in an analysis of thedynamic and steady-state reaction rates resulting fromvariations in the stirring rate in a first-order polymerreaction. There are few other papers describing experi-mental observations of gas-liquid mass transfer inreactors operated at polymerizing conditions. Li et al.4investigated the absorption of hydrogen, ethylene, andpropylene into a reactor without reaction, containing0-30 wt % polymer particles. They found that the mass-transfer coefficient increased and decreased up to afactor 2 at low (10 wt %) and high (30 wt %) polymercontents, respectively. This result is the same as thatwhich Floyd et al.5 report in their study of models formass transfer in polymerization reactors. They concludethat as long as the properties of the liquid phase arenot dramatically changed from that of pure liquid, i.e.,at moderate polymer contents, the absorption can beconsidered unaffected by the presence of polymer. In this
* To whom correspondence should be addressed. E-mail:[email protected]. Fax: +47 73594080.
† NTNU.‡ Statoil Research Centre.
1329Ind. Eng. Chem. Res. 2001, 40, 1329-1336
10.1021/ie000577p CCC: $20.00 © 2001 American Chemical SocietyPublished on Web 02/01/2001

work, we do not make such assumptions. We measurethe mass-transfer characteristics directly in the reactorused for the kinetic study of polymer reactions.
We have extended the steady-state method of Keii etal.3 to also include other reaction orders and discussedthe influence of the reaction order and catalyst deacti-vation. The results from the steady-state and dynamicmethods differ significantly, and an ideally mixedreactor cannot explain the observed effects. However,these discrepancies can be explained by nonideal mixingof the reactor.
2. Experimental Section
A 600 mL semibatch cylindrical vessel equipped witha two-bladed, possibly self-sparging, stirrer was usedfor the experimental investigation. The inner diameterof the reactor was 63.3 mm, and the diameter of theimpeller was 34.1 mm. The reactor is shown in Figure1. The monomer used was propene, the solvent was 175mL of decane, giving a liquid height of about 6 cm, andthe catalyst was 40 mg of a modern Ziegler-Natta
catalyst (Ti on a MgCl2 support, Borealis BC-1). Thereactor was operated at constant pressure. Because themonomer was consumed by the reaction, a pressurecontrol valve was automatically opened to let themonomer in and keep the pressure constant. The feedrate of propene was recorded by a flowmeter at afrequency of 1 Hz. The reactor was operated at 70 °Cand 4 bar total pressure unless stated otherwise. Fordetails of the method, see work by Tøgersen.6
3. Methods To Determine the Mass-TransferFactor
The mass-transfer factor can be determined throughseparate analysis of steady-state and dynamic feed ratesof the monomer as the stirring rate is changed. Figure2 shows how the feed rate changes with time andstirring rate. The methods used in this section are basedon the ideas of Keii et al.,3 who analyzed a nondeacti-vating, first-order, polymer reaction. In this section, wewill also discuss methods for dealing with deactivatingsystems and non-first-order reactions.
3.1. Mass Balance. The rate of a polymerizationreaction can often be described by
where R is the total rate of the reaction, kp is thepropagation constant per unit mass of catalyst, G is thetotal mass of the catalyst, M is the monomer concentra-tion in the bulk of the reactor, and n is the monomeroverall reaction order. In general, kp is a function oftime. The gas-liquid mass-transfer rate is described by
where kL is the mass-transfer coefficient defined by thisequation, A is the interfacial area, and M0 is theequilibrium monomer concentration. kL is assumed tobe independent of the monomer concentration. Com-bining the reaction rate and the gas-liquid mass-transfer rate with the change in monomer concentrationgives the general mass balance for an ideally mixed
Figure 1. Schematic drawing of the reactor used for the experi-ments: (1) stirrer motor; (2) stainless steel cylinder; (3) metal capwith circulating heat media (water or oil); (4) thermoelement; (5)hollow tube stirrer.
Figure 2. Feed rate of propene as a function of time: (a) a typical experiment (no. 97) where the stirring rate, N, has been changedduring the run. The stirring rates are in rpm. The dashed line shows the approximate feed rate with negligible mass-transfer resistance.(b) Corresponding feed rates and stirrer rates schematically. F0 is the feed rate with no mass-transfer resistance, F1 and F2 are thesteady-state feed rates at stirring rates N1 and N2, respectively, and F is the observed dynamic feed rate. The period in which there is achanging feed rate is called the dynamic period.
R ) kpGMn (1)
F ) kLA(M0 - M) (2)
1330 Ind. Eng. Chem. Res., Vol. 40, No. 5, 2001

semibatch reactor with constant volume and catalystconcentration:
where V is the liquid volume.3.2. Steady-State Method. (a) Nondeactivating
System. At steady state in a nondeactivating system(kp ) kp0), the monomer concentration is constant andthe dynamic term of the general mass balance can bedisregarded. The mass balance thus becomes
where Fi is the steady-state feed rate at stirring rateNi. The mass balance with no mass-transfer resistance,i.e., M ) M0, is
Combining these two equations and solving for theunknown mass-transfer factor â ) kLA give
(b) Deactivating System. Catalysts used for olefinpolymerization do generally deactivate, and a time-dependent term has to be included in the propagationconstant:
A constantly deactivating system will never reach asteady state because the activity, and thus the monomerconcentration (which is dependent on the activity),changes continuously. Nevertheless, these systems cansometimes be treated as quasi-steady-state systems. Thecriterion is that the rate of change of the monomerconcentration is much smaller than the rate of themonomer feed. The mass balance will thus be the sameas the one explained for the steady-state case, and thesolution to the problem is the same as that discussedabove (eq 6) when corresponding values of Fi and F0(with respect to the degree of deactivation, i.e., at thesame t) are used and when the deactivation is indepen-dent of the monomer concentration. These assumptionswere proven valid in a kinetic study (see section 4.2)and in a numerical analysis of the deactivation.
3.3. Dynamic Method. (a) Nondeactivating Sys-tem. Keii et al.3 solved the general mass balance (eq 3)analytically for the first-order nondeactivating case (n) 1.0, kp ) kp0):
where
where
Here Fi0 is the feed rate just after changing the stirringrate to Ni, and Fi is the steady-state feed at Ni. A plotof ln|F - Fi| versus t should thus give a linear relationwith slope -Ri. The mass-transfer factor is
We call this method the first-order method.The cases where n * 1 are more complex because
there exists no simple analytical solution to the dif-ferential mass balance. However, by introducing knownrelations into the mass balance, we can derive animplicit expression for â as a function of only knownparameters.
The monomer concentration can be expressed interms of the feed rate from eq 2:
The propagation term can be expressed by the intrinsicfeed rate from eq 5:
Using these three equations and the equation for thefeed (eq 2), the mass balance (eq 3) can be rewritten as
Thus, we have an implicit expression for â, and we callthis method the nth-order method. The special case n) 1 can be solved explicitly:
By using these expressions and corresponding valuesof F and F0 (at the same t), it is possible to obtain valuesfor the mass-transfer factor â. Equation 16 is generallyvalid for reactions of order n and for any degree ofdeactivation. The difficulty might be to get an accuratevalue of the derivative of F. From the expression for n) 1 (eq 17), it is obvious that the method will beuncertain near F ) F0, where the denominator ap-proaches infinity. This also prevails for n * 1 but closeto 1.
(b) Deactivating System. An analytical solutionexists for first-order reactions with a linear deactivationfunction (kpd ) constant) but is complex. Other casesmust be solved numerically. As pointed out above, thenth-order method will be correct regardless of deactiva-tion. For systems with a relatively small deactivationrate and a monomer reaction order close to 1, thesolution found for first-order nondeactivation systemscan be useful. To test the accuracy of this method, wemade a numerical investigation. Responses of a 1.2-order reaction with deactivation corresponding to theexperimental system were simulated and interpretedusing the first-order method.
V dMdt
) kLA(M0 - M) - kpGMn (3)
Fi ) kLA(M0 - M) ) kpGMn (4)
F0 ) kpGM0n (5)
âi )Fi
M0[1 - (Fi/F0)1/n]
(6)
kp ) kp0 - kpd(t) (7)
F ) e-RitFi0 + (1 - e-Rit)Fi (8)
Ri )âi + kpG
V(9)
V
ln |F - Fi| ) -Rit + C (10)
C ) ln |Fi0 - Fi| (11)
âi ) RiV - kpG ) RiV - F0/M0 (12)
M ) M0 - F/â (13)
fdMdt
) - 1â
dFdt
(14)
kpG ) F0/M0n (15)
- Vâ
dFdt
) F - F0(1 - FâM0
)n(16)
â )V dF
dt+
F0FM0
F0 - F(17)
Ind. Eng. Chem. Res., Vol. 40, No. 5, 2001 1331
To compensate for the deactivation, we recalculatedthe feed rate using the relation between the reactionrate that would be observed if deactivation was notpresent and the actual reaction rate:
Then |F′ - F′i| was calculated in the dynamic period,and F0(0) was used for F0 in eq 12. It was found that eq12 gave â values with typical deviations of (0-10%from the value set in the simulation. The way we havecompensated for the deactivation will not rule out theinfluence from the deactivation completely. Consideringthe mass balance (eq 3) and introducing F ) kLA(M0 -M) give
When the deactivation is compensated for, only the lastterm will be influenced (because it contains the propa-gation constant), leaving the first term unchanged.Thus, the deactivation will still influence the results,but now to a smaller extent. This method of compensat-ing for the deactivation was used when analyzing theexperimental data with the first-order method.
4. Results and Discussion
The results of an experimental series analyzed forgas-liquid mass-transfer effects, using the methodsshown above, are presented here. As pointed out, themonomer reaction order needs to be known in order toobtain an accurate result, and one subsection deals withthis problem. The following subsections concern mass-transfer factors from experiments with varying stirringrates and the scatter in the results from the differentmethods. Finally we show the effects of baffles andsparging on gas-liquid mass transfer. However, firstwe discuss the general use of the methods.
4.1. Discussion of the Methods. The methodsderived above are generally valid also for cases withsparged reactors. They can be used for any reactoroperated in such a way that the feed rate of themonomer is controlled by keeping the pressure constant.To use the dynamic methods, a high sampling rate isnecessary to get reliable data at least for fast responses,
i.e., at large mass-transfer factors. The methods providemass-transfer data directly for the reactor used inkinetic studies and thus have advantages over pureestimates of the mass-transfer factor from correlations.The methods can be used to get quick and reliableexperimental estimates of the mass-transfer resistance.
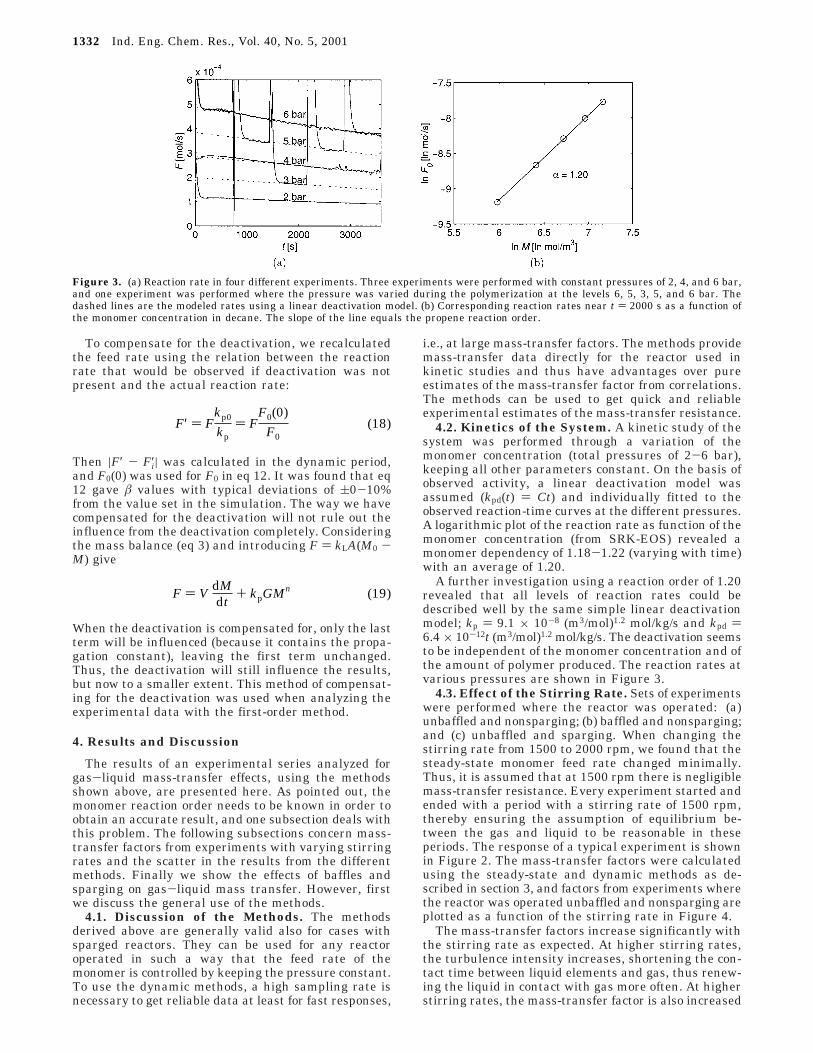
4.2. Kinetics of the System. A kinetic study of thesystem was performed through a variation of themonomer concentration (total pressures of 2-6 bar),keeping all other parameters constant. On the basis ofobserved activity, a linear deactivation model wasassumed (kpd(t) ) Ct) and individually fitted to theobserved reaction-time curves at the different pressures.A logarithmic plot of the reaction rate as function of themonomer concentration (from SRK-EOS) revealed amonomer dependency of 1.18-1.22 (varying with time)with an average of 1.20.
A further investigation using a reaction order of 1.20revealed that all levels of reaction rates could bedescribed well by the same simple linear deactivationmodel; kp ) 9.1 × 10-8 (m3/mol)1.2 mol/kg/s and kpd )6.4 × 10-12t (m3/mol)1.2 mol/kg/s. The deactivation seemsto be independent of the monomer concentration and ofthe amount of polymer produced. The reaction rates atvarious pressures are shown in Figure 3.
4.3. Effect of the Stirring Rate. Sets of experimentswere performed where the reactor was operated: (a)unbaffled and nonsparging; (b) baffled and nonsparging;and (c) unbaffled and sparging. When changing thestirring rate from 1500 to 2000 rpm, we found that thesteady-state monomer feed rate changed minimally.Thus, it is assumed that at 1500 rpm there is negligiblemass-transfer resistance. Every experiment started andended with a period with a stirring rate of 1500 rpm,thereby ensuring the assumption of equilibrium be-tween the gas and liquid to be reasonable in theseperiods. The response of a typical experiment is shownin Figure 2. The mass-transfer factors were calculatedusing the steady-state and dynamic methods as de-scribed in section 3, and factors from experiments wherethe reactor was operated unbaffled and nonsparging areplotted as a function of the stirring rate in Figure 4.
The mass-transfer factors increase significantly withthe stirring rate as expected. At higher stirring rates,the turbulence intensity increases, shortening the con-tact time between liquid elements and gas, thus renew-ing the liquid in contact with gas more often. At higherstirring rates, the mass-transfer factor is also increased
Figure 3. (a) Reaction rate in four different experiments. Three experiments were performed with constant pressures of 2, 4, and 6 bar,and one experiment was performed where the pressure was varied during the polymerization at the levels 6, 5, 3, 5, and 6 bar. Thedashed lines are the modeled rates using a linear deactivation model. (b) Corresponding reaction rates near t ) 2000 s as a function ofthe monomer concentration in decane. The slope of the line equals the propene reaction order.
F′ ) Fkp0
kp) F
F0(0)F0
(18)
F ) V dMdt
+ kpGMn (19)
1332 Ind. Eng. Chem. Res., Vol. 40, No. 5, 2001

because of the increase of the interfacial area becausethe surface becomes cone-shaped and rippled. For amore thorough discussion of these effects, see thesubsequent paper.1
When the first-order method is used and ln |F - Fi|is plotted as a function of t (eq 10), some of the lowstirring rate experiments (N < 300 rpm) gave curvedlines and thus ranges of mass-transfer coefficients. Thecoefficients plotted in Figure 3 are averages of theseranges. An example of such an experiment where thedynamic response did not show ideal behavior is shownin Figure 5a. This curvature can be explained neitherby the uncertainty in Fi from the deactivation nor by areaction order that is different from 1. These factorshave all been ruled out through simulations. At higherstirring rates (N > 500 rpm), the dynamic responseslook ideal. An example of such an experiment is shownin Figure 5b. Despite the linearity in the logarithmicplot, it is not possible to reproduce the dynamic re-sponses with the â values obtained from the first-orderdynamic method. There is a discrepancy between theshape of the dynamic curve and the level it reaches atsteady state. In other words, an ideally mixed reactorcannot be used as a model in this case. Possible reasonsare discussed in the next section. Also the nth-ordermethod showed a variation in the â values with timewhen analyzing a dynamic response. So, also thismethod indicates the nonideality of the investigatedreactor.
4.4. Effect of Nonideal Mixing. The reactor usedin this study is a cylindrical vessel stirred with aT-shaped agitator made of tubes. This setup presumably
does not cause good mixing but mainly makes the fluidrotate in the vessel. Thus, there will be low axial andradial mixing in the reactor: mechanisms that areimportant for the transport of monomer from the gasphase to the lower parts of the reactor volume. Masstransport within such a nonideal reactor must to agreater extent rely on molecular diffusion, which is avery slow process compared to convection and turbulentdiffusion.
A common way of regarding a reactor with imperfectmixing is to model it as consisting of two compartmentseach with good internal mixing but with a restrictedexchange of mass.7 The compartments are often referredto as bulk and dead volumes. Thus, there are two levelsof mass transfer: one external mass transfer from gasto the bulk of the liquid and another internal masstransfer from the bulk to the dead volume.
The catalyst/polymer particle may be nonhomoge-neously distributed in the reactor. In the investigatedsystem, the density of the liquid decane is about 700kg/m3 and the density of the catalyst/polymer particlesis approximately equal to the density of pure polypro-pene, about 900 kg/m3. At high stirring rates, the liquidswirls around in the reactor, and the centrifugal forcewill force the catalyst/polymer particles toward thereactor walls. At low stirring rates, the axial velocity islow, and part of the particles will normally be foundclose to the bottom of the reactor in zones of littlemixing, i.e., in the dead volumes.
We have done simulations using a two-compartmentmodel with both external (gas to liquid) and internal(bulk to dead-volume) mass-transfer resistances and apossible catalyst concentration variation. The massbalances were taken for each compartment, and theresulting coupled differential equations were solvednumerically for some sets of parameter values. Deacti-vation of the reaction rate was not considered. For bothcases, we used a model with 50% dead volume. Theresults were as follows:
(i) Low Stirring Rate (<300 rpm). In this simula-tion we assumed the extreme case with all of thecatalyst being in the dead volume. This introduces adelay in the dynamic system and a lower steady-statereaction rate than that for an ideally mixed reactor. Asthe initial condition, we assumed the monomer concen-tration in the two compartments to be the same andquite high (97.5% of the equilibrium value), an expectedsituation after a period of high stirring rate such as inthe beginning of each run. When the mass-transferfactor (in this case to 1.0 × 10-6 m3/s, a typical situation
Figure 4. Mass-transfer factor, kLA, for propene into decane at70 °C as a function of the stirring rate. Only values obtained withthe reactor operated unbaffled and nonsparging are shown. Valuesfrom three different methods of analysis are shown: steady state,dynamic first order, and dynamic nth order.
Figure 5. Examples of dynamic monomer feeds. The experimental curves are taken from experiment no. 97 at 300 rpm (a) and 800 rpm(b) (see Figure 2). The figures show the dynamic responses, with the steady-state levels subtracted, as a function of time. The deactivationis compensated for as described in section 3.3. A least-squares linear fit is shown as the dashed line. (a) Nonideal dynamic monomer feed.(b) Ideal dynamic response.
Ind. Eng. Chem. Res., Vol. 40, No. 5, 2001 1333

at about 200 rpm) is lowered, the situation in the bulkcompartment changes slowly, and the gas-liquid masstransfer drops to a low level because of a low mass-transfer factor and a low driving force (low ∆M). Themonomer concentration in the dead volume drops fasterbecause of the presence of the catalyst in this compart-ment. However, because of the transfer resistancebetween the two compartments, it takes some time toset up a driving force large enough for the transferbetween the two compartments to be significant. Thus,there is a delay in the system, and the dynamic feedrate of the monomer accelerates. This appears as acurved relation in the logarithmic plot. The results fromthis simulation are shown in Figure 6.
If we interpret the results from this simulation as ifthey were from an ideal reactor, the â values for thesteady state and the transient first-order methods wouldbe 0.4 × 10-6 and 0.6 × 10-6 m3/s, respectively. The lowsteady-state value is a consequence of our assumptionof the reactor being ideally mixed and thus the catalyst“seeing” the bulk concentration of the monomer. Whenobserving a low reaction rate, we interpret this as a lowbulk monomer concentration and thus a low mass-transfer factor. The dynamic factor is mainly a measureof the dynamic behavior of the bulk to dead volume masstransfer after the initial period where little happens.With the set parameters, this response is somewhatslower than the one with an ideally mixed reactor. Wesee that the two-compartment model gives a lowersteady-state-based coefficient compared to the dynamicone and that it gives a nonlinear relation in the
logarithmic plot. Both are effects that are observedexperimentally.
(ii) High Stirring Rate (>500 rpm). In this simula-tion we assumed the other extreme case with all of thecatalyst being in the bulk volume. The gas-liquid mass-transfer factor is increased to 5.0 × 10-6 m3/s (typicallynear 800 rpm), and the internal mass-transfer factor isincreased to 1.5 × 10-6 m3/s. The simulation is done byassuming an initial quite low and equal monomerconcentration in the two compartments (0.6M0). This setof parameters was tuned to obtain results similar to theexperimental ones. The responses from this simulationare shown in Figure 7. Analysis of these steady-stateand dynamic feed rates gives transfer factors of 5.0 ×10-6 and 2.0 × 10-6 m3/s, respectively. The steady-statevalue is now equal to the “true” one set in the simula-tion. However, the dynamic value is much smaller thanthe one set in the simulation. The dynamic value is aresult of bulk to dead volume dynamic behavior, a muchslower responding system than the ideal one. Theresults with a higher steady-state-based value comparedto the dynamic one are also found experimentally.
If the model simulations using the dead volume modelare reasonable, the above discussion shows that boththe steady-state- and dynamic-based coefficients tendto be too low compared to the “real” values. The steady-state values are too low because of the presence ofcatalyst in compartments with lower monomer concen-tration than that in the bulk, and the dynamic-basedfactors are too low because the dynamic response is a
Figure 6. Responses from a simulation of a two-compartment reactor model. The parameters are set to represent the situation at lowstirring rate (all of the catalyst is assumed to be in the dead volume). (left) Dynamic monomer feed. For comparison, the response froman ideally mixed reactor with the same parameters is included. (right) Monomer concentration in the two compartments as a function oftime.
Figure 7. Responses from a simulation of a two-compartment reactor model. The parameters are set to represent the situation at highstirring rate (all of the catalyst is assumed to be in the bulk volume). The left graph shows the dynamic monomer feed. Note how thecurve first has one slope and then changes to another. These two slopes correspond to the dynamic behavior of the two monomerconcentrations shown in the right graph. The bulk monomer concentration changes rapidly, whereas the monomer concentration in thedead volume changes much more slowly. For comparison, the response from an ideally mixed reactor with the same parameters is includedin the left graph.
1334 Ind. Eng. Chem. Res., Vol. 40, No. 5, 2001

result of the dynamics of the bulk to dead volume, aslower system than the gas to ideally mixed reactor.
4.5. Effects of Baffles and Sparging. The effectsof some alternative reactor designs were also tested. Thevariations of the mass-transfer factor as a function ofthe stirring rate when introducing baffles and whenoperating with a self-sparging agitator were measured.The steady-state values are plotted in Figure 8. Theeffects are discussed below.
(i) Baffles. A couple of experiments were performedwith four baffles inserted into the reactor vessel. Theirwidths were 1/12 reactor diameter. There were no gapsbetween the baffles and the reactor wall.
Compared to the unbaffled case, the mass-transferfactors with baffles were lower at low stirring rates,little difference was found at moderate rates (500 rpm),and considerably higher factors were obtained at highstirring rates. Introducing baffles will, in general,increase the power input, thus increasing the turbulentintensity and giving an enhanced mass-transfer factorat the same stirring rate. However, there is an effectthat might make the mass-transfer factor lower. At lowstirring rates, the fluid can be more stagnant in a baffledtank; i.e., there can exist larger dead volumes, and/orthe polymer particles might get stuck at the baffles,giving lower activity, which will be interpreted as alower mass-transfer factor.
(ii) Sparging. The agitator was of a hollow shafttype. When rotating, an underpressure is introduced atthe paddle ends. This underpressure can drive gasthrough holes in the gas-phase part of the shaft and intothe liquid, making a self-sparging agitator. The agitatorcould be operated self-sparging or not, changing themode by removing a plug in the shaft end. Without theplug, the underpressure causes liquid to be sucked intothe shaft from the bottom of the agitator and circulatesbulk fluid in the shaft only. There is also a requiredminimum stirring rate to overcome the static pressure;thus, at low stirring rates (below 500 rpm), it seemedthat the agitator never operated in self-sparging mode.
The mass-transfer factor for a sparged reactor at astirring rate of 1000 rpm was significantly larger thanthat for the nonsparging case. At lower stirring rates,there was no significant difference, probably because theagitator at this speed was not sparging. The spargingmainly increases the interface area between the gas andthe liquid, A, because of the high specific area of thesmall bubbles. The mass-transfer coefficient, kL, is notinfluenced much.
5. Conclusions
An experimental investigation of the gas-liquid masstransfer in a stirred semibatch laboratory reactor forpolymerization of propene using a Ziegler-Natta cata-lyst has been performed. We draw the following conclu-sions from this work:
(1) A kinetic study of the system revealed that thedeactivation was independent of the amount of polymerproduced and that the monomer reaction order was 1.2.
(2) New methods for investigating mass transfer overa gas-liquid interface in a polymerizing reactor havebeen developed. The methods can be used for systemshaving monomer dependency different from first order.
(3) The dynamic and steady-state monomer feed rateswere measured as a function of the stirring rate. Theseobservations were interpreted in terms of mass-transferfactors, which were found to increase with increasingstirring rate. The results from the dynamic and steady-state methods differed significantly, and the transientresponses could not be described using an ideally mixedreactor model. The discrepancy between the results canbe qualitatively explained by nonideal mixing in thereactor.
(4) Introducing baffles and sparging considerablydecreased the gas-liquid mass-transfer resistance atstirring rates higher than 800 rpm. Baffles seemed tocause increased mass-transfer resistance at low stirringrates, explained by emphasizing the effects of nonidealmixing. Sparging increases the interfacial area and themass-transfer factor.
Acknowledgment
The authors thank the Norwegian Research Council(NFR) under the Polymer Science Program for financialsupport of this work and Borealis AS for supplying thecatalyst and chemicals.
Nomenclature
A ) total gas-liquid interface area, m2
Ar ) cross-sectional area of the reactor, m2
C ) constantd ) reactor diameter, mF ) monomer feed rate over the gas-liquid interface, mol/sFi ) steady-state monomer feed rate at Ni, mol/sF0 ) monomer feed rate at M ) M0, mol/sG ) mass of the catalyst, kgkG ) gas-side mass-transfer coefficient, m/skL ) liquid-side mass-transfer coefficient, m/skp ) propagation constant, (m3/mol)n mol/kg/skp0 ) propagation constant at t ) 0, (m3/mol)n mol/kg/skpd ) deactivation term in the propagation constant, (m3/
mol)n mol/kg/sM ) monomer concentration, mol/m3
M0 ) equilibrium monomer concentration, mol/m3
n ) monomer reaction orderN ) stirring rate, rpmR ) reaction rate, mol/sV ) liquid volume, m3
R ) slope, 1/sâ ) mass-transfer factor ) kLA, m3/s
Literature Cited
(1) Kittilsen, P.; Tøgersen, R.; Rytter, E.; Svendsen, H. Model-ing of Gas-Liquid Mass Transfer Limitations in Slurry OlefinPolymerization. Ind. Eng. Chem. Res. 2000, submitted for publica-tion.
Figure 8. Mass-transfer factors as a function of the stirring ratefor a reactor with baffles and with sparging. The “normal” refersto the unbaffled, nonsparging mode. The data are average valuesobtained by the steady-state method.
Ind. Eng. Chem. Res., Vol. 40, No. 5, 2001 1335

(2) Cussler, E. L. Diffusion. Mass transfer in fluid systems;Cambridge University Press: New York, 1984.
(3) Keii, T.; Doi, Y.; Kobayashi, H. Evaluation of Mass TransferRate during Ziegler-Natta Propylene Polymerization. J. Polym.Sci., Part A: Polym. Chem. 1973, 11, 1881.
(4) Li, J.; Tekie, Z.; Mizan, T. I.; Morsi, B. I. Gas-Liquid MassTransfer in a Slurry Reactor Operated under Olefinic Polymeri-zation Process Conditions. Chem. Eng. Sci. 1996, 51 (4), 549.
(5) Floyd, S.; Hutchinson, R. A.; Ray, W. H. Polymerization ofOlefins Through Heterogeneous Catalysis V. Gas-Liquid MassTransfer Limitations in Liquid Slurry Reactors. J. Appl. Polym.Sci. 1986, 32, 5451.
(6) Tøgersen, R. Polymerization of Propene with an IndustrialMgCl2-supported Ziegler-Natta Catalyst. MSc Thesis, The Nor-wegian University of Technology and Science (NTNU), Trondheim,Norway, 1998.
(7) Fogler, H. S. Elements of Chemical Reaction Engineering;Prentice-Hall: London, 1992.
Received for review June 13, 2000Revised manuscript received November 8, 2000
Accepted November 28, 2000
IE000577P
1336 Ind. Eng. Chem. Res., Vol. 40, No. 5, 2001





























