-
4.0 Drivetrain
4.1 Overall Design
A Torsen T1 University Special
differen6al was chosen to be
the basis for the drive train.
This differen6al was chosen due
to the desirable characteris6cs of
an automa6c torque-‐-‐-‐biasing differen6al
when used in a racing
environment. The Torsen T1 is
used in many commercial applica6ons,
including the center differen6al from
an Audi QuaCro system, and is
very affordable.
A differen6al case that uses a
chain driven input was designed.
The differen6al assembly was also
designed to carry an inboard
braking system on adapters connected
to the differen6al housing. This
design allows the cases to
remain sta6onary while the
differen6al housing, brake disk, and
sprocket rotates together. A
sta6onary case is beneficial to
performance because it lowers the
rota6ng mass within the drive
train. A lower rota6ng mass can
more efficiently deliver the maximum
amount of horsepower to the
6res due to fewer losses to
rota6ng iner6a.
The inboard braking system reduces
unsprung weight by carrying the
caliper on the frame and the
disk brake on the differen6al.
The connec6on between the brake
rotor and the differen6al is
effec6vely iden6cal to the connec6on
between the drive sprocket and
the differen6al. Both systems are
solidly mounted to the differen6al
housing. Inputs to the housing
are then transferred through the
gear set within the differen6al
and into CV shaLs. The
disadvantage of moun6ng the brake
directly to the differen6al is
the loss of brake torque
distribu6on to each side of the
chassis. In the event that a
rear 6re leaves the ground, the
differen6al will open up, and
braking torque will only be
applied to the 6re in the
air.
Figure 20: Differen.al unit assembly
-
4.2 Sprocket Selection
An op6mum final drive gear ra6o
will enable the formula car to
be in the peak of the
engines power band at every
corner exit. The drive sprocket
to driven sprocket tooth count
ra6o on a chain driven system
is the final drive ra6o. The
final drive ra6o dictates the
vehicle speed for a given
engine RPM in each transmission
gear. The controlling factors that
contribute to the selec6on of a
final drive ra6o are the
engine’s usable power band, the
vehicle’s 6re diameter, the engine’s
maximum rpm, and the transmission
ra6os. The Aprilia engine has a
maximum engine speed of 13,500rpm
and peak torque between 7,000
and 9,000 rpm. The formula car
has been fiCed with 13-‐-‐-‐inch
wheels and 20-‐-‐-‐inch diameter
6res. A 40/16-‐-‐-‐sprocket ra6o is
used, providing the shiL points
shown on the table below.
Table 8: Final drive ra.o selec.on
table
4.3 Rear Brake Adaptor
The rear brake system is mounted
inboard on the differen6al carrier.
The differen6al case is sta6onary
and will not be loaded by
any braking torques. Torque will
be transferred directly into the
differen6al housing. The brake system
has been aCached to the
differen6al by a series of
components, while the brake rotor
is aCached to the differen6al
supports, shown below in red,
through a brake input adapter,
shown below in gray.
-
Figure 21: Rear braking system,
located inboard on the
differen.al
The rear brake system consists of
a single hydraulically actuated
caliper mounted to the chassis.
The maximum torque that can be
delivered to the brake is
dependent on the 6re radius and
the weight of the car applying
a force to the ground. Any
greater torque will simply result
in wheel slip. In the event
that braking and accelera6on occur
simultaneously, the maximum torque
applied to the wheels will be
a factor of output torque from
the engine.
4.4 Estimation of Reaction Forces
Proper drive train design requires
that all included components can
withstand the peak loads generated
during usage. The major forces
on the drive train are the
torques produced when the throCle
or brake is applied. Due to
weight transfer between the front
and rear 6res, the largest
torsional load on the rear axle
and drive components will occur
not during braking but while
accelera6ng. This load depends on
the torque output from the
engine, as well as the gearing
ra6o of the transmission and
sprockets being used.
The maximum torque this engine can
deliver, by calcula6on, to the
drive train is 1068 N*m. This
assumes the 6res do not slip.
In order to check if the
6res can provide enough grip
for these condi6ons, a force
balance must be done on the
car. Using an approxima6on of
the car’s weight, loca6on of
center of gravity, and wheelbase,
it is possible to calculate the
normal force pushing up on the
rear 6res. These calcula6ons assume
that the maximum amount of
longitudinal accelera6on that could
be produced is 1 g. This
results in a combined load of
about 2000N on the rear 6res.
Using an es6mated coefficient of
fric6on for the 6res and the
radius of the wheel, the
maximum torque that one or both
6res can provide before slipping
is found.
-
It is found that the each
6re can resist up to 312Nm
before slipping given these
condi6ons. This means that 624Nm
is the most torque that the
drive train will experience in
the absence of any shock
loading. If both the brake and
gas were to be applied at
the same 6me, it would be
possible for the components to
experience the 1068 Nm of
torque coming from the engine.
These calcula6ons can then be
used to find the maximum stress
when tracking fa6gue failures.
4.5 Case Design
The main purpose of the
differen6al case is to provide
the Torsen differen6al with an
enclosure that will hold the
fluid needed to lubricate the
differen6al gears and bearings.
Keeping the case sta6onary and
not allowing it to rotate with
the brake rotor and sprocket
reduce the rota6ng mass in the
drive train. The case must
contain bearings that allow the
differen6al and the differen6al
supports to rotate within it.
For assembly purposes, it is
necessary that the case be made
of two halves. By joining the
two halves in the middle, it
is also possible to shim behind
the seats of the bearings to
adjust the amount of preload on
the tapered roller bearings. The
bearings are press fit into the
case using a very 6ght
transi6onal fit. This will ensure
that the races of the bearings
do not rotate within the case
while allowing for easy assembly
and disassembly.
The two halves of the case
slide over the differen6al supports
and are joined in the middle
by two flanges fastened together
with six Allen head cap screws
and threaded inserts. A free
fit was chosen for the bolt
holes. The ma6ng surfaces are
sealed with the use of
compression packing, similar to an
O-‐-‐-‐ring. It is also necessary
to seal between the CV shaLs
and the adapters for the brake
rotor and drive sprocket. This
is accomplished by pressing a
double-‐-‐-‐lip spring loaded shaL
seal into the case from the
outside. Each case half also
incorporates series of ridges that
contact with the assemblies moun6ng
system, which prevents lateral
movement.
6061 Aluminum is the material used
for the case, chosen for its
low weight, affordability, and ease
of machining. The case is
turned on a lathe from a
solid slug of material. The
bolt holes are drilled on a
ver6cally milling machine and are
then reamed to the final
diameter. All cri6cal tolerances are
verified using a coordinate measuring
machine (CMM).
-
4.6 Input Adapters
The unique size and bolt paCerns
of the brake rotor and drive
sprocket necessitate moun6ng adapters.
These adapters must connect the
brake rotor and drive sprocket
to the differen6al supports. The
tolerances between the adapters and
supports have an H11/h11 clearance
fit. 4150 alloy steel is used,
chosen for its high strength
and low price. A sta6c analysis
is considered to be sufficient
on these parts, as they are
not expected to experience a
very large amount of life
cycles or any major deflec6ons.
Without performing fa6gue analysis on
the input adapters, a large
factor of safety is applied to
all calcula6ons. Final selec6ons show
the components are sized to a
safety factor of 4.475.
4.7 Differential Supports
The differen6al supports are designed
to transmit the torque of the
drive sprocket and the brake
rotor from the input adapters
to the Torsen differen6al. Each
support aCaches to the input
adapters by the use of 8
pins around the circumference of
their outer cylindrical shell. The
supports must seal to the
differen6al housing and to the
CV shaLs that run concentrically
through the center of them. The
two supports are almost iden6cal
to each other in design and
will be placed on both sides
of the Torsen differen6al.
-
Figure 22: Differen.al supports
The differen6al supports were also
designed with a surface to hold
both a tapered roller bearing
inside the case. The inside
face includes a polished surface
for a bronze sleeve bushing to
allow rota6on between the axle
shaLs and supports.
Figure 23: Differen.al support
assembly-‐-‐-‐ A: Tapered bearing, B:
Inner and Outer Seals, C: Brass
Bushing
-
Special considera6on was taken to
meet the strict tolerances for
the journal surface the bearing
must rotate on. Since the
mo6ons between the two rota6ng
surfaces are usually less than
10 feet per minute, the plain
bearings will be primarily in a
boundary lubrica6on type of opera6on.
This mode of opera6on usually
results in a coefficient of
fric6on between 0.08 and 0.14.
Although a full fluid film is
unlikely to exist, aCen6on must
be put into making the journal
eccentric. It is also determined
that the journal must have a
surface finish of 8 to 32
micro-‐-‐-‐inches for this type of
opera6on.
The supports were machined on a
lathe from a 4150 steel slug.
ALer the machining process was
complete, the supports were analyzed
with the CMM to ensure that
the accuracy and tolerances of
the two adapters were met.
4.8 Bearing Selection
To determine the appropriate bearings,
reac6on forces had to be
determined. This is done by
taking the moment about the
mount on the rotor side of
the assembly using the equa6on
shown below. This assumes the
moun6ng system and bearing are
in line with any reac6on
forces.
Using the equa6on shown above, the
reac6on force (Fr) can be
determined by solving for the
reac6on force, since the max
chain tension (Ft) is found to
be 2300 lbs and the distances
are known from Figure 4, shown
below:
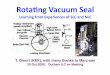
Photo 11: Cutaway view of a
Torsen differen.al
The moment is taken about the
brake rotor side because the
greatest force applied to the
differen6al will be coming from
the sprocket end. Therefore the
selected bearing can be used on
both sides of the assembly. The
equa6on shown below is used and
the reac6on force is found to
be 3220 lbs.
To calculate the combined radial
and thrust load, the following
equa6on is used: Where,
-
P is the equivalent load,Fr is
the applied constant radial load
(3220 lbs), Fa is the applied
constant thrust load,V is a
rota6on factor (1),X is a
radial factor (1),and Y is the
thrust factor
Since the ra6os between the axial
and radial forces are less than
.156, the thrust force can be
ignored, which leaves the equivalent
load (P) to be 3220 lbs.
Using the load-‐-‐-‐life rela6onship for
a roller bearing, where L10 is
the fa6gue life expressed in
million of revolu6ons, the dynamic
load, C, can be calculated:
The dynamic load is found to
be 203,168 lbs. Using this
value, the team determined the
appropriate bearing for the sprocket
side and rotor side using the
McMaster Carr catalog. The
appropriate bearing to be used
for the inner race is part
number 5709K33, with the matching
bearing part number 5709K69.
Figure 24: Inner Race (5709K33)
and Bearing (5709K69)
4.9 Mounting
The moun6ng system for the
differen6al is designed to make
the case easily accessible for
installa6on and removal from the
car. The moun6ng system also is
designed to minimize case movement
when torque is transferred through
the bearings or seals to the
differen6al housing. As torque is
transmiCed through the CV shaLs,
a thrust load is generated that
tries to move the differen6al
and it’s housing sideways. The
mounts are located along the
same plane as the differen6al
bearings. The moun6ng system consists
of four parts: two front mounts
that connect to the cars
chassis and two rear mounts
that have tabs on the top
and boCom to bolt into the
other mount and secure the
differen6al housing.
-
4.10 Hardware
Figure 25: Differen.al moun.ng
brackets
-
Several bolts and pins are
required to lock many of the
rota6ng pieces together. Based upon
the maximum torque analysis, the
maximum torque possible on the
sprocket is 1068 N-‐-‐-‐m. To
solve for the force that will
be applied to each bolt/pin,
the equa6on shown below is
used:
Tmax is the maximum amount of
torque the engine can provide.
r is the radius from the
bolt to the differen6als’ axis
of rota6on. Nb is the number
of bolts or pins sharing the
load.
The cross sec6onal area of the
fastener and the shear stress
can then be found using
equa6ons.
The factor of safety is then
calculated based on the yield
strength and the shear stress
of the fastener. Yield strength
of 91000 psi was used for
a grade 8 bolt.
This analysis is for sta6c
loading. Ideally, the fasteners used
in the drive train that are
loaded torsionally should be analyzed
for fa6gue. This is due to
the fully reversed loading from
braking and
accelera6ng the car. Since the
number of cycles would be
rela6vely low, giving the bolts
and pins a high factor of
safety would be sufficient.
4.11 Axles
The cars drive train required a
set of axles to connect the
Torsen differen6al to the Mazda
Miata hubs that had been
previously fiCed to the outer
knuckles. ALer assessing the cost
and 6me involved in producing
axles, the decision was made to
outsource the components to RCV
Performance, a proven supplier and
manufacturer of custom drive train
components.
The axles are a varia6on of
the Formula SAE Tripod Axle Kit
currently in produc6on. They use
an inboard CV housing and stub
shaL that fits the Torsen
differen6al. These splines came as
a cut to fit applica6on from
RCV, and were cut to fit
the assembly. The outboard CV
housing was modified to fit the
spline paCern on the Miata
hubs. The custom CV housings
are shown below.
-
Figure 26: Custom CV housings
adapted to fit the differen.al
assembly
4.12 Drive train Conclusion
The final assembly of the
differen6al case consists of the
following components:
● Two halves of the case
● Sprocket Input Adapter
● Brake Input Adapter
● Two Differen6al Supports
The two halves of the case
slide over the differen6al supports
connect by a flange, enclosing
the Torsen Differen6al along with
its essen6al lubrica6ng fluid. The
case is machined from aluminum
and has cri6cal tolerances for
the bearings and seals. Aluminum
was chosen because it is a
light material and easy to
machine. The case is mounted to
the rearmost horizontal members of
the car. Both the input
adapters and differen6al supports are
constructed of 4150 steel. For
the analysis of the differen6al
supports, the outer diameter was
sized to have a safety factor
of 3.8. This minimum factor of
safety was then used to develop
the appropriate thickness of the
brake and sprocket adapters and
to select the appropriate hardware.
A lower factor of safety used
was for the pins connec6ng the
differen6al supports to the brake
and sprocket adapters, promo6ng
failure at a loca6on that would
result in minimal damage, expense,
and injury if the drivetrain
were to experience greater than
expected loads.
The differen6al unit is designed
to survive the abuse produced
in a race environment and
provides an effec6ve way of
applying power to the ground,
allowing the car to be as
agile as possible.