Embed Size (px)
Citation preview

DESENVOLVIMENTO DE UM CENÁRIO E USO DE
UM SOFTWARE DE SIMULAÇÃO EM VISANDO O
ENSINO EM GESTÃO DA PRODUÇÃO
Marcelo Castanharo (UNESP)
Renato de Campos (UNESP)
Alunos se mostram desmotivados por terem de ter uma postura passiva diante
do professor, por lidarem com conteúdos fragmentados e pela impossibilidade de
se realizar uma análise prática. Um Ambiente de Simulação de Produção,
constituído por um cenário de produção e seus processos produtivos, podem ser
utilizados como ferramenta para fins pedagógicos, fornecendo práticas em
laboratórios didáticos para conciliar conteúdos aprendidos em sala e
experimentos. Este trabalho tem como objetivos estudar e explorar o uso da
simulação de forma integrada a possíveis práticas pedagógicas em um Ambiente
Simulado de Produção, tal como o uso da simulação para apoio a decisões de
projeto de arranjo físico de produção e planejamento da capacidade e de
produção, por meio da criação de modelos em software de simulação. Foi
utilizado o software Promodel para modelagem e simulação de da produção com
diferentes cenários. Como resultado obteve-se um Ambiente de Simulação de
Produção onde foi criado um cenário baseado em uma empresa de fabricação de
engrenagens, e também foram definidos modelos de simulação da produção com
as mesmas máquinas, capacidades e demandas de produtos, porém com
arranjos físicos diferentes: arranjo em linha, arranjo por processos e arranjo
celular. A partir desses modelos pré-formatados, professores e alunos podem
alterar os valores de demanda, de capacidade dos recursos produtivos, e alterar
o número de máquinas ou operários para a realização de ordens de produção, de
acordo com a atividade pedagógica que se deseja realizar. Isto possibilita aos
alunos discutirem e obterem suas próprias conclusões a respeito dos de testes
com novas simulações por meio de resultados em gráficos e relatórios fornecidos
pelo software Promodel.
Palavras-chave: Simulação, arranjo físico, planejamento, produção, ensino.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
7
1. Introdução
Alunos se mostram desmotivados por terem de ter uma postura passiva diante do professor, por
lidarem com conteúdos fragmentados e pela impossibilidade de se realizar uma análise prática, o
que em certos casos podem não corresponder às expectativas iniciais dos estudantes, pela
impossibilidade de pensar analiticamente (SCHAFRANSKI, 2002). Nos cursos de Engenharia de
Produção não é diferente. Durante os anos do curso é passado aos alunos diversos ensinamentos a
respeito de como uma linha de produção funciona, como identificar e resolver os problemas
envolvidos nela, dentre outros.
Visando buscar meios para se poder ensinar Gestão de Produção através de meios mais práticos,
está sendo um Ambiente Simulado de Produção constituído por cenários e infraestrutura física
apropriados para a simulação de processos produtivos, e assim usar de forma integrada sistemas
que apoiem a gestão e controle da produção, a partir do qual poderá ser aplicada diversas práticas
pedagógicas para atender as necessidades de ensino por meios analíticos e práticos que envolvam
e misturem os vários conteúdos diferentes aprendidos pelo aluno dentro de uma única atividade.
Técnicas de simulação são importantes ferramentas para o projeto e a gestão de sistemas
produtivos, sendo que o seu ensino e uso integrado com um Ambiente Simulado de Produção
podem proporcionar uma maior motivação para os alunos e maior compreensão dos assuntos
abordados, em comparação com aulas baseadas puramente em modelos teóricos e sem estar
associado a situações reais ou próximas de situações reais.
Este trabalho tem como objetivo explorar o uso da simulação de forma integrada a práticas
pedagógicas em um Ambiente Simulado de Produção de um laboratório didático, como o uso da
simulação para apoio a decisões de planejamento, controle da produção e o projeto de arranjo
físico de produção, por meio da criação de modelos e macros em um software de simulação.
2. Revisão teórica
2.1 Arranjos físicos

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
8
De acordo com Slack et al. (2009), arranjos físicos representam o posicionamento dos recursos
transformadores de um ambiente, determinando como a matéria-prima, recursos transformados,
informação e os clientes fluirão pelas operações.
Slack et al. (2009) citam 4 principais tipos de arranjos físicos: posicional, funcional, celular e por
produto. O arranjo físico posicional é utilizado quando o “recurso transformado não se move
entre os recursos transformadores”. No arranjo físico funcional, cada produto ou cliente flui de
uma maneira diferente dentro do ambiente, de modo que cada um irá realizar uma sequência
necessária para a sua produção ou atendimento de sua necessidade, que será diferente do fluxo do
próximo produto ou cliente. O arranjo físico celular pode ser definido como uma “tentativa de
trazer alguma ordem para a complexidade de fluxo que caracteriza o arranjo físico funcional”,
pois nele todos os recursos produtivos necessários para a produção ou realização de alguma
função são reunidos em um único ambiente, criando-se uma célula. No último tipo de arranjo
físico, o por produto, a matéria-prima ou cliente segue um cronograma preestabelecido
mostrando por quais recursos ele fluirá. Geralmente, não há grandes variações nesses
cronogramas, e tal arranjo é mais utilizada para a produção em massa, podendo ser também
chamado de arranjo físico em fluxo ou em linha. Na Figura 1 é possível observar uma relação
entre variedades de produtos produzidos ou de serviços prestados e o volume em que esses são
produzidos.
Figura 1 – Relação entre volume, variedade e arranjo físico ideal

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
9
Fonte: Adaptado de Slack et al. (2009)
De acordo com Silva et al. (2012), citando Gonçalves Filho (2005), a eficiência de um sistema de
produção está relacionada com 4 variáveis que atuam dependentemente uma das outras, as quais
são: a tecnologia de fabricação empregada; um bom layout; mão-de-obra treinada e motivada; e
um bom gerenciamento.
2.2 Planejamento, programação e controle da produção
O Planejamento, Programação e Controle da Produção envolve o uso de diversos sistemas,
técnicas, procedimentos e decisões a respeito do seu sistema produtivo, da oferta e demanda,
visando conciliar o seu sistema produtivo com o que o mercado exige dele (SLACK et al., 2009).
O Planejamento é a “formalização do que se espera que aconteça no futuro”, contudo, se tratando
de futuros incertos, não é sempre que os planos traçados por uma empresa ou organização
ocorrem do modo que eles foram planejados. Eventos imprevisíveis podem ocorrer, como por
exemplo, uma máquina quebrar, os clientes não comprarem o que foi produzido, ou fornecedores
atrasarem na entrega dos insumos pedidos (SLACK et al., 2009).
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
10
A Programação da Produção é a capacidade de gerenciar os recursos produtivos para que esses
sejam utilizados na hora certa, para realizar a atividade certa e atribuindo prioridades a produtos
ou a lotes com a intenção de alcançar um certo objetivo, como por exemplo, ganho de
produtividade ou atender um pedido urgente (CORRÊA et al., 2007).
2.3 Modelagem e simulação
De acordo com Harrel et al. (2000), a simulação baseia-se na imitação de um sistema, criando um
modelo para ser executado em um computador para ser posteriormente avaliado, visando
melhorar o seu desempenho. A simulação cria uma história artificial da realidade, através de sua
modelagem, e a partir dessa podem ser realizadas observações a respeito do sistema representado
(BANKS, 2000).
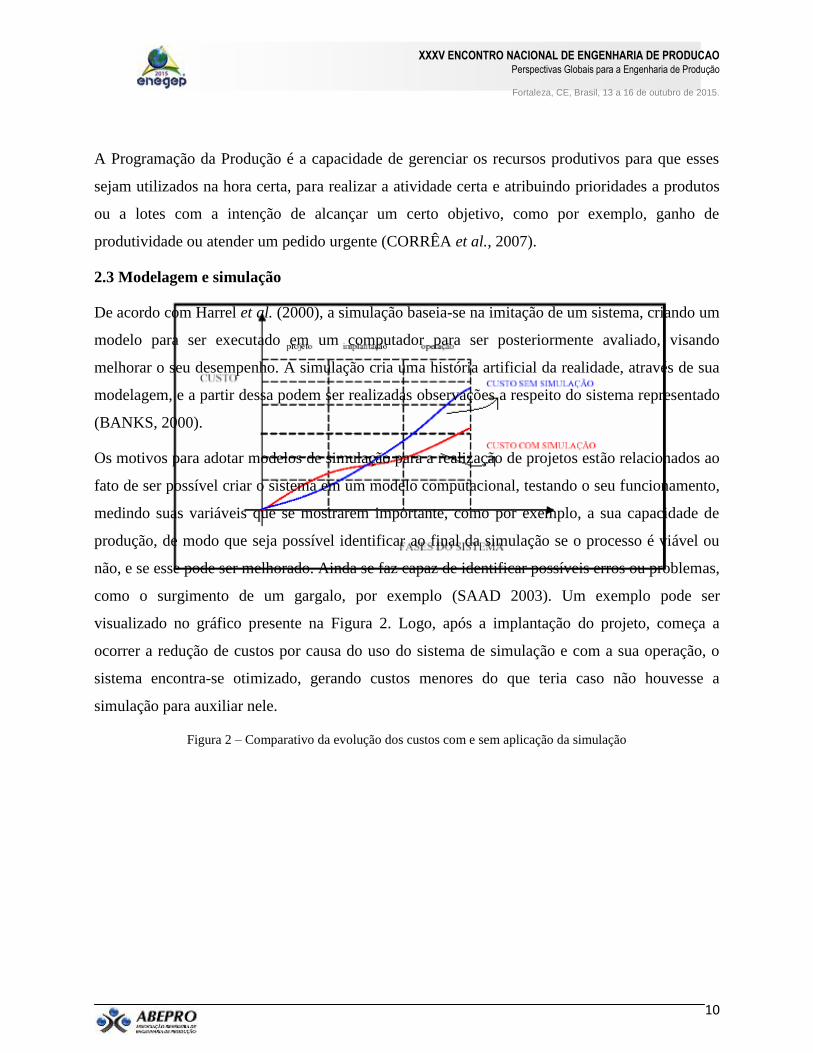
Os motivos para adotar modelos de simulação para a realização de projetos estão relacionados ao
fato de ser possível criar o sistema em um modelo computacional, testando o seu funcionamento,
medindo suas variáveis que se mostrarem importante, como por exemplo, a sua capacidade de
produção, de modo que seja possível identificar ao final da simulação se o processo é viável ou
não, e se esse pode ser melhorado. Ainda se faz capaz de identificar possíveis erros ou problemas,
como o surgimento de um gargalo, por exemplo (SAAD 2003). Um exemplo pode ser
visualizado no gráfico presente na Figura 2. Logo, após a implantação do projeto, começa a
ocorrer a redução de custos por causa do uso do sistema de simulação e com a sua operação, o
sistema encontra-se otimizado, gerando custos menores do que teria caso não houvesse a
simulação para auxiliar nele.
Figura 2 – Comparativo da evolução dos custos com e sem aplicação da simulação

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
11
Fonte: HARRELL et al., 2000
2.4 Algumas aplicações de simulações
Ferreira e Silva (2011) analisaram parte da produção de guarda-copos por meio de simulações
com o Promodel, visando identificar gargalos na produção e projetar mudanças na organização
do chão de fábrica.
Milani e Ignácio (2011) também utilizaram o Promodel para melhorar o processo de produção em
uma empresa eletrônica, verificando um aumento da produtividade com o novo projeto.
Lopes et al. (2012), com o objetivo de fazer uma análise produtiva e financeira de uma ampliação
de uma empresa de calçados, utilizaram o Promodel para modelar a produção atual e propor o
projeto futuro para ampliação do sistema de produção.
Maciel et al. (2013) fizeram um estudo em uma empresa automotiva, comparando dois leiautes
(atual e futuro) utilizando técnicas de produção enxuta, e verificando a respectiva eficiência, por
meio de simulações.
Outro exemplo de utilização da simulação a eventos discretos é o seu uso para a redução do lead
time e nível de estoque, por exemplo, em um processo de embalagem (HERNANDEZ;
LIBRANTZ, 2013).
Silva et al. (2013) fizeram um estudo de caso envolvendo a utilização do Promodel para simular e
analisar a expansão de um sistema produtivo que trabalha com o sistema de produção por
encomenda.
Pereira et al. (2013) realizaram a modelagem e simulação a eventos discretos utilizando o
Promodel para analisar o tempo de espera de clientes na fila de um ambiente hospitalar,
ilustrando o uso dessa ferramenta em várias áreas de conhecimento e tipos de organização.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
12
3. Desenvolvimento e resultados
A seguir é descrito o desenvolvimento do cenário e modelo conceitual a ser simulado, a inserção
do modelo no Promodel exemplificando com algumas análises, e por fim o levantamento de
atividades ou práticas pedagógicas que poderiam ser derivadas com esse modelo pré-formatado.
3.1 Descrição do cenário geral
Foram desenvolvidos três layouts produtivos distintos, o primeiro para linha de produção com
layout por produto, o segundo para uma produção dívida em processos e o último para uma com
arranjo físico celular. Em seguida os ambientes foram modelados no software Promodel.
O Promodel, desenvolvido pela Promodel Corporation, é um dos programas
computacionais de simulação e modelagem que mais ganharam visibilidade nos últimos anos,
devido ao seu grande número de ferramentas disponíveis, capacidade de simular diferentes
ambientes processos e ambientes produtivos através de um poderoso software de fácil utilização.
Nos layouts de produção desenvolvidos, a matéria-prima para fabricar P1, P2 e P3 chegam no
Estoque Inicial através de um fornecedor externo, e de início, o Controle de Qualidade presente
nos processos rejeita 2% dos produtos fabricados, escolhidos aleatoriamente pelo software, sendo
que o layout não interfira nessa taxa de refugo. No processo de embalagem, os produtos serão
agrupados em pacotes que contém 5 produtos. Também assumiu-se inicialmente que tudo o que é
produzido, é vendido, após permanecerem algum tempo no Estoque Final do processo.
Os produtos P1, P2 e P3 são engrenagens que passam por processos de Tratamento Térmicos em
fornos que operam em lotes de 5 unidades por vez. Seguindo para um processo de limpeza feito
por um Jato de Granalha e em seguida P1 passa por um processo de torneamento, indo
posteriormente para uma Retifica, enquanto que P2 e P3 vão direto para a Retifica, sem passar
pelo Torno. Logo, os produtos vão para um Controle de Qualidade, Embaladora (onde são
agrupados em pallets) e, por fim, chegam ao Estoque Final onde são armazenados e são vendidos,
saindo do ambiente produtivo. A demanda dos produtos adotada inicialmente será de 40 unidades
semanais de cada um deles, começando a receber a matéria-prima para eles no momento 0h00
como um frequência de chegada a cada 168 horas, o que é equivalente a uma semana.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
13
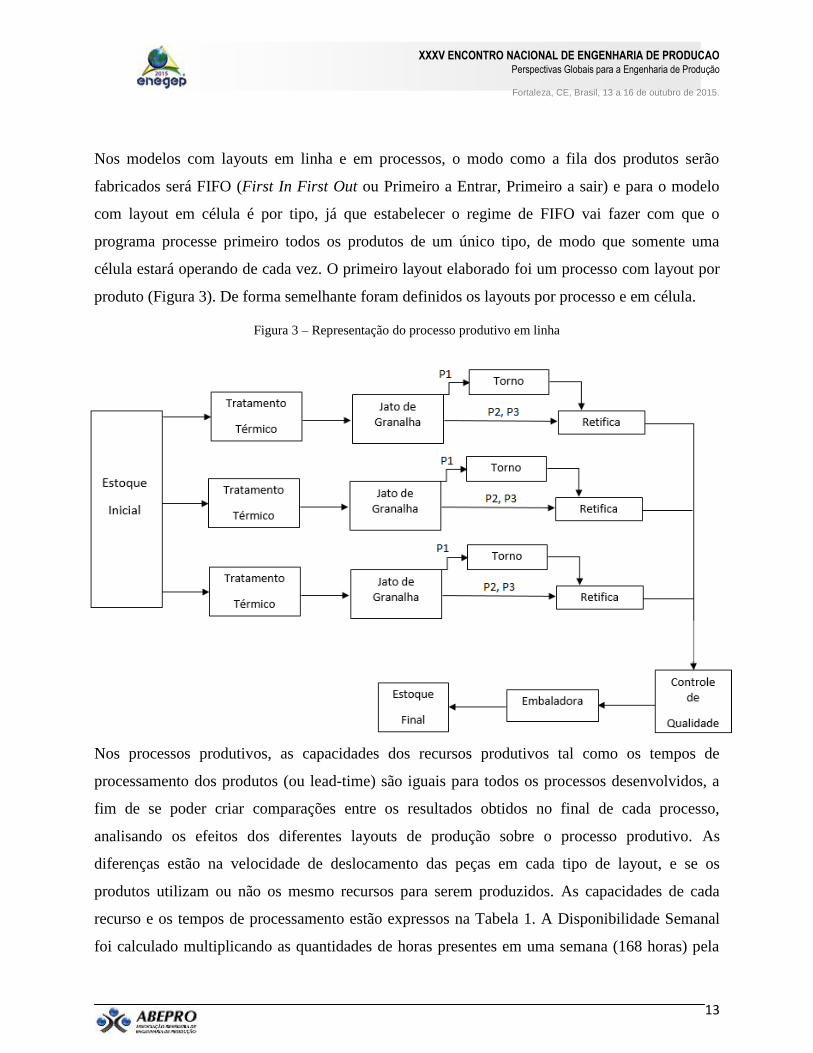
Nos modelos com layouts em linha e em processos, o modo como a fila dos produtos serão
fabricados será FIFO (First In First Out ou Primeiro a Entrar, Primeiro a sair) e para o modelo
com layout em célula é por tipo, já que estabelecer o regime de FIFO vai fazer com que o
programa processe primeiro todos os produtos de um único tipo, de modo que somente uma
célula estará operando de cada vez. O primeiro layout elaborado foi um processo com layout por
produto (Figura 3). De forma semelhante foram definidos os layouts por processo e em célula.
Figura 3 – Representação do processo produtivo em linha
Nos processos produtivos, as capacidades dos recursos produtivos tal como os tempos de
processamento dos produtos (ou lead-time) são iguais para todos os processos desenvolvidos, a
fim de se poder criar comparações entre os resultados obtidos no final de cada processo,
analisando os efeitos dos diferentes layouts de produção sobre o processo produtivo. As
diferenças estão na velocidade de deslocamento das peças em cada tipo de layout, e se os
produtos utilizam ou não os mesmo recursos para serem produzidos. As capacidades de cada
recurso e os tempos de processamento estão expressos na Tabela 1. A Disponibilidade Semanal
foi calculado multiplicando as quantidades de horas presentes em uma semana (168 horas) pela
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
14
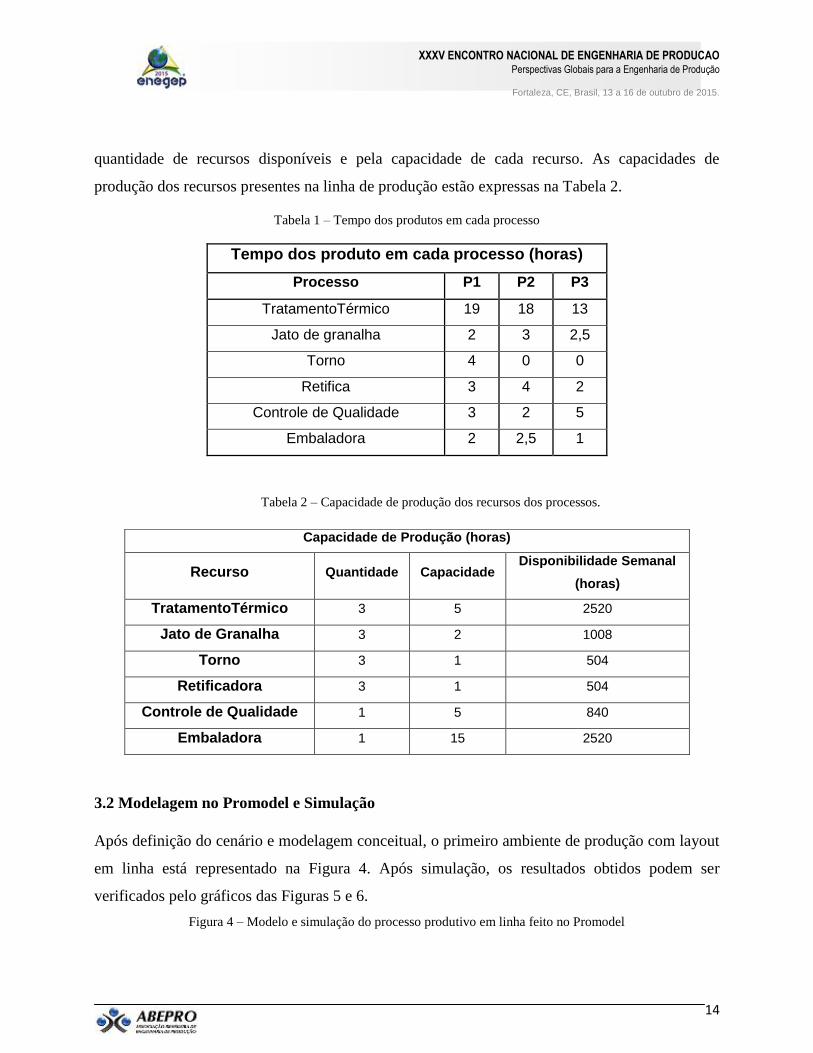
quantidade de recursos disponíveis e pela capacidade de cada recurso. As capacidades de
produção dos recursos presentes na linha de produção estão expressas na Tabela 2.
Tabela 1 – Tempo dos produtos em cada processo
Tempo dos produto em cada processo (horas)
Processo P1 P2 P3
TratamentoTérmico 19 18 13
Jato de granalha 2 3 2,5
Torno 4 0 0
Retifica 3 4 2
Controle de Qualidade 3 2 5
Embaladora 2 2,5 1
Tabela 2 – Capacidade de produção dos recursos dos processos.
3.2 Modelagem no Promodel e Simulação
Após definição do cenário e modelagem conceitual, o primeiro ambiente de produção com layout
em linha está representado na Figura 4. Após simulação, os resultados obtidos podem ser
verificados pelo gráficos das Figuras 5 e 6.
Figura 4 – Modelo e simulação do processo produtivo em linha feito no Promodel
Capacidade de Produção (horas)
Recurso Quantidade Capacidade Disponibilidade Semanal
(horas)
TratamentoTérmico 3 5 2520
Jato de Granalha 3 2 1008
Torno 3 1 504
Retificadora 3 1 504
Controle de Qualidade 1 5 840
Embaladora 1 15 2520
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
15
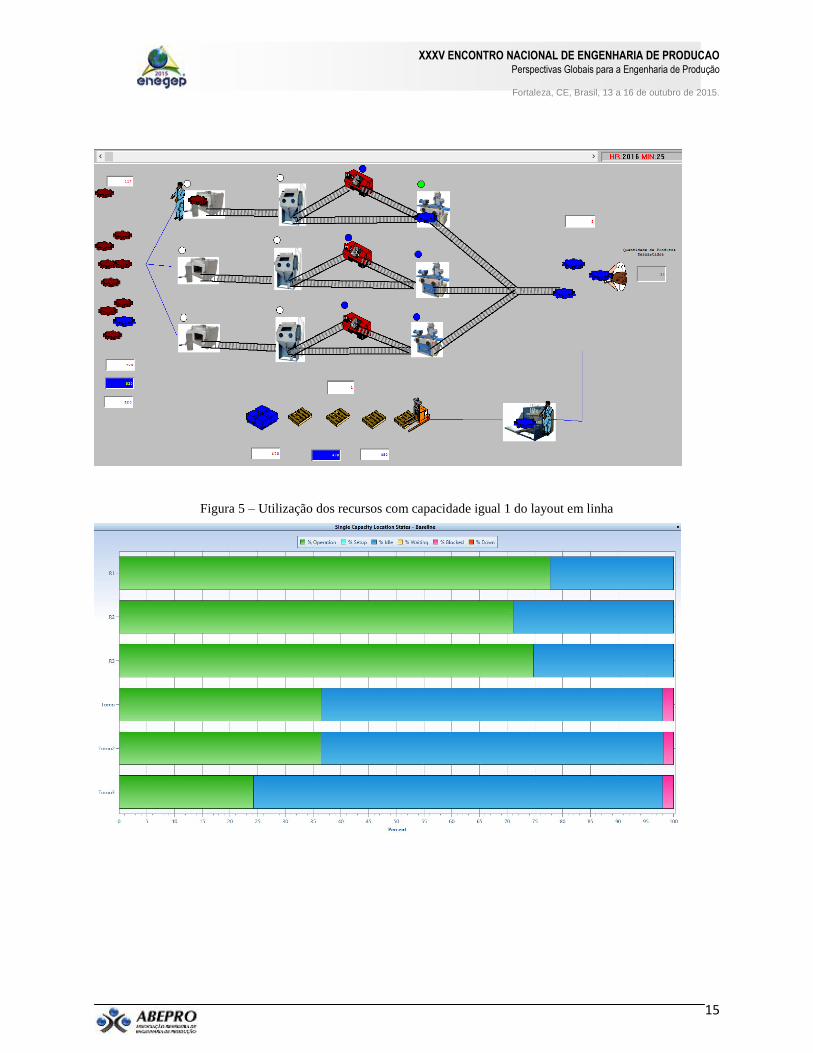
Figura 5 – Utilização dos recursos com capacidade igual 1 do layout em linha

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
16
Figura 6 – Utilização dos recursos com capacidade maior que 1 do layout em linha
Esses dois primeiros gráficos apontam a utilização de cada recurso produtivo presente no modelo,
de modo que R1, R2 e R3 são respectivamente as retíficas da primeira, segunda e terceira da
linha de produção, valendo o mesmo para o torno, jato (jato de granalha) e TT (tratamento
térmico). EF, EI e CQ são respectivamente o Estoque Final, Estoque Inicial e Controle de
Qualidade.
Na Figura 5 estão expressos os recursos com capacidade produtiva igual a 1, mostrando a
porcentagem dos recursos estavam sendo utilizados (indicado bela barra verde), ocioso (barra
azul) ou bloqueado por alguma razão (barra rosa). Na Figura 6, os resultados são os mesmos, só
que agora para recursos com capacidade de produção maior que 1, de modo que passa a surgir
outro indicador, representado pela barra azul-claro, que mostra que os recursos estão somente
parcialmente ocupados.
Esses resultados podem ser corroborados com uma previsão teórica feita relacionando a
quantidade de horas demandada por cada produto (P1, P2 e P3), multiplicado pela demanda
semanal deles (40 unidades de cada) dividido pela disponibilidade semanal de produção de cada

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
17
recurso. A relação está indicada na Tabela 3, e mostra que o modelo atingiu com grande
proximidade do se que havia sido planejado:
Tabela 3 – Previsão de utilização dos recursos.
Previsão da Utilização
Recurso Porcentual
utilizado
TratamentoTérmico 79%
Jato de Granalha 30%
Torno 32%
Retificadora 71%
Controle de Qualidade 48%
Embaladora 9%
O programa também fornece dados referentes a saídas dos produtos presentes no sistema e o
tempo médio que essa permaneceu nos sistema, tal como o tempo médio em que está estava
sendo processada. Os dados estão expressos na Figura 7.
Figura 7 – Dados de saídas dos produtos no layout em linha.
Por fim, o programa apresenta a utilização dos recursos de transporte presentes no sistema, nesse
caso há somente três, sendo dois operários e uma empilhadeira. A utilização de cada um deles

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
18
está na Figura 8. Pode-se ver que o recurso que apresenta maior aproveitamento é o Maquinista2,
responsável por transportar os produtos do Controle de Qualidade até a Embaladora. Já o
Maquinista tem que carregar os fornos que realizam o Tratamento Térmico, mas como cada lead-
time é de 13 a 19 horas, o Maquinista possui uma taxa de utilização baixa.
Figura 8 – Utilização dos recursos de transporte no modelo de layout em linha.
A modelagem do layout por processo no Promodel ficou de acordo com a figura 9 e por célula de
acordo com a Figura 10. Os resultados obtidos a partir desta simulação podem ser apresentados
em gráficos como ilustrados no primeiro caso.
Figura 9 - Modelo e simulação do processo produtivo com layout em processos feito no Promodel
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
19
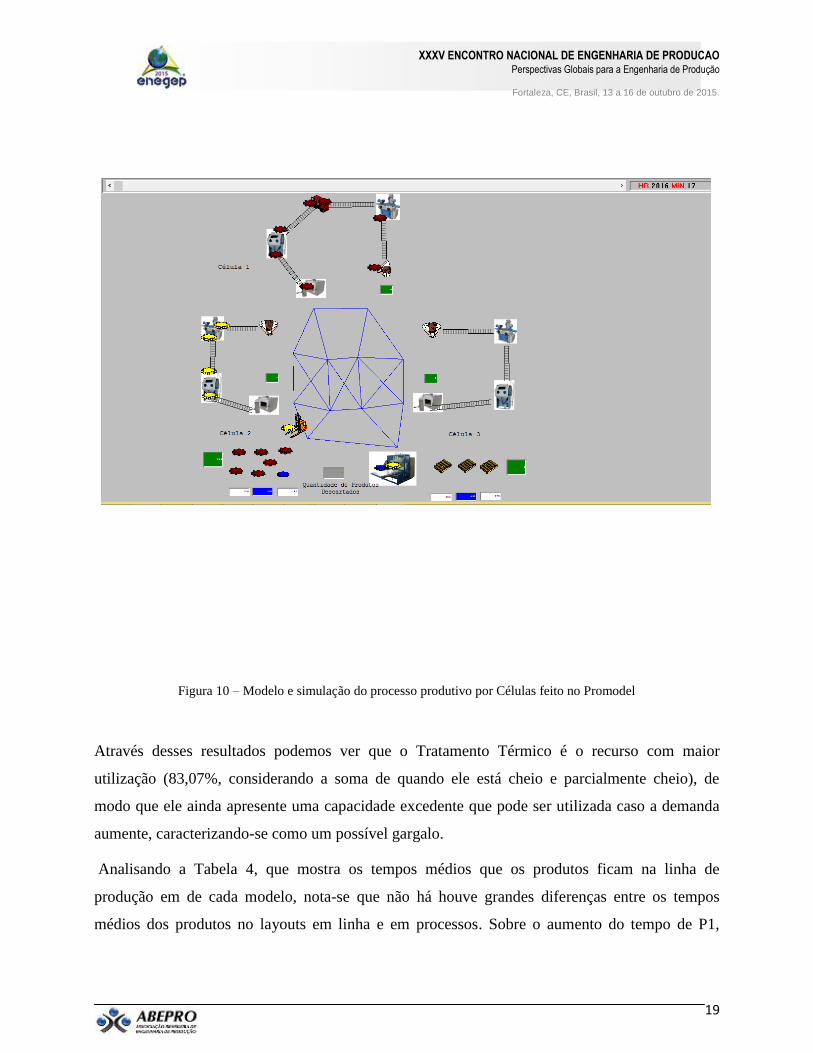
Figura 10 – Modelo e simulação do processo produtivo por Células feito no Promodel
Através desses resultados podemos ver que o Tratamento Térmico é o recurso com maior
utilização (83,07%, considerando a soma de quando ele está cheio e parcialmente cheio), de
modo que ele ainda apresente uma capacidade excedente que pode ser utilizada caso a demanda
aumente, caracterizando-se como um possível gargalo.
Analisando a Tabela 4, que mostra os tempos médios que os produtos ficam na linha de
produção em de cada modelo, nota-se que não há houve grandes diferenças entre os tempos
médios dos produtos no layouts em linha e em processos. Sobre o aumento do tempo de P1,

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
20
estudando os
resultados
fornecidos pelo Promodel, nota-se que tanto o Tratamento Térmico 1 e o Torno estão com suas
capacidades totais quase que completamente utilizadas, de modo que o produto P1 espera para
passar por esses processos, o que não ocorre nos outros layouts, como explicitado acima.
Tabela 4 – Tempo médio dos produtos nos modelos
Tempo médio dos produtos nos modelos (min)
Linha Processos Células
P1 4,183.98 4,151.02 7,316.46
P2 7,215.44 7,020.78 7,010.11
P3 9,796.43 9,527.51 5,384.76
Pallet1 425.21 427.98 420

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
21
Comparando os tempos médios dos layouts em linha e em processos, vê-se que neste caso não há
diferença significativa entre eles. Tal fato ocorre pois, apesar das esteiras transportarem os
produtos mais rapidamente entre os processos da linha do que os operários o fazem no layout em
processos, os lead-times são muito maiores do que o tempo de transporte, logo, tal diferença não
se torna expressiva no final do processo.
3.3 Possíveis práticas pedagógicas
A partir desses ambientes desenvolvidos, é possível realizar diferentes adaptações e modificações
que visem atender as demandas exigidas em cada parte da disciplina. Inicialmente, pode-se
alterar os valores da demanda dos produtos, exigindo que os recursos produtivos sejam mais
aproveitados, podendo-se aumentar esta demanda até observar-se a formação de um gargalo no
sistema produtivo, que acontecerá com o acúmulo de produtos perante um certo recurso que
estará na sua capacidade limite e portanto não conseguirá mais processar essa parte cedente da
demanda que estará sendo exigida. Logo, o aluno deve entender que a capacidade máxima de
uma linha de produção será igual a capacidade de seu gargalo e que o valor máximo de demanda
que poderá ser cumprida é também igual a este valor.
Pallet2 425.26 458.85 450
Pallet3 395.24 395.8 390
Descarte 6,992.01 6,965.37 6,475.72

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
22
Logo, mantendo a demanda elevada, o professor pode a vir a oferecer aos alunos a possibilidade
de se otimizar determinados recursos na linha de produção e analisar através dos dados
estatísticos fornecidos pelo programa ao final da simulação se a otimização do recurso trouxe
resultados relevantes ou não para o processo produtivo como um todo. Ou também a
possibilidade de se acrescentar um novo recurso em alguma etapa do processo, visando analisar
as mesmas mudanças ocorridas a partir da otimização e possivelmente até compara-las, a fim de
identificar qual seria melhor e/ou mais viável dentro de um cenário pré-definido pelo professor.
Os diferentes layouts de produção também permitem aos alunos observarem as diferenças
presentes em processos que são relativamente similares na questão da quantidade de processos
envolvidos, através da análise das demais variáveis envolvidas neles, como por exemplo, o tempo
de transporte entre os processos e a presença ou não de estoques intermediários.
O Promodel ainda apresenta a possibilidade de se utilizar uma distribuição probabilística para
realizar atividades de processamento dos produtos ou de chegada de matéria-prima, baseados em
uma distribuição normal ou exponencial, utilizando uma média e um desvio-padrão definidos
pelo usuário, assim, pode-se desenvolver uma atividade na qual se teria dois ou mais
fornecedores de matéria-prima, sendo que um forneceria o insumo por um preço menor mais
estaria sujeito a uma flutuação maior nas frequências das entregas, de modo que essas não
ocorreriam sempre em intervalos iguais, e comparando com um outro fornecedor que seria capaz
de entregar os insumos em uma frequência mais regrada, contudo, a um preço mais elevado. A
seguir, formaria o modelo e o simularia, analisando-se ao final da simulação se houve resultados
expressivamente diferentes para as situações distintas e se a necessidade de se possuir bons
fornecedores afetam ou não a produção como um todo, podendo-se realizando essa atividade para
os diferentes tipos de cenários fornecidos através dessa pesquisa.
Pode-se propor em relação ao primeiro ou ao terceiro modelo utilizado (produção em linha e
produção em células, respectivamente) a possibilidade de se produzir algum dos produtos em
somente uma das linhas ou células de produção disponíveis, e promover as propostas anteriores
dentro desse novo ambiente, analisando e comparando os dados e o funcionamento do processo
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
23
do o estado inicial proposto, cabendo ao aluno entender através do conhecimentos teóricos e
práticos os motivos das alterações que serão evidenciadas no novo ambiente de simulação.
Para o modelo de produção em processos, pode-se estudar a possibilidade de certos recursos não
serem capaz de produzir algum dos produtos, por exemplo, o Forno A não é capaz de produzir o
produto P2, ou P1 só pode ser produzido pela Retifica C, e analisar o resultados do modelo.
4. Conclusões
Neste trabalho buscou-se um meio através do software de simulação Promodel de se aplicar a
teoria que é aprendida em classe de aula em um Ambiente Simulado de Produção, onde há uma
demanda, quantidade de recursos produtivos e de transportes, tempos de processamentos (lead-
times) previamente definidos, entre outros fatores característicos de uma linha produção. Isto
permite ao aluno testar a teoria em um ambiente prático, observando como ele se comporta e
sendo ainda capaz de medir as variações de suas principais variáveis através de gráficos e tabelas
fornecidos pelo software. Além disto, pode-se observar como diferentes conceitos atuam e
relacionam-se entre si.
Foram desenvolvidos e pré-formatados três diferentes layouts (processo com arranjos físico por
produto, por processo e por célula), e em cima desses modelos foi realizado uma simulação
inicial adotando determinados valores de demanda, lead-times e quantidades de recursos e de
produtos a serem fabricados, a fim de verificar o funcionamento dos modelos e mostrar a partir
disso as possíveis atividades pedagógicas que podem a vir ser realizados utilizando-se os
mesmos.
Trabalhos futuros podem ser realizados através do refinamento desses modelos. Por exemplo, ao
acrescentar tempos de set up para as máquinas, alguns recursos não terão capacidade produtiva
suficiente para atender a demanda imposta caso sejam realizados muitos set ups seguidos,
fazendo-se necessário realizar uma programação da produção a ser feita.
Referências BANKS, J. Introduction to simulation. Winter Simulation Conference, Orlando, USA, 2000.
CORRÊA, H. L.; CAON, M.; GIANESI, I. G. N. Planejamento, Programação e Controle da Produção. 4 ed. São
Paulo: Atlas, 2007.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
24
FERREIRA, M. M.; SILVA, N. R. G. Simulação computacional da logística interna para melhoria da produtividade
de componentes: um estudo de caso em uma fábrica de artefatos em aço inoxidável. In: XXXI Encontro Nacional de
Engenharia de Produção – ENEGEP, 2011, Belo Horizonte-MG. Anais...
HARREL, C. R.; GHOSH, B. K.; BOWDEN, R. Simulation Using ProModel. McGraw-Hill, 2000.
HERNANDEZ, M. A. G.; LIBRANTZ, A. F. H. Reduction of the inventory in a packaging industry using discrete
events simulation. In: ICIEOM/CIO, 2013, Valladolid, Spain. Proceedings...
LOPES, M. G. et al. Análise de viabilidade de expansão de uma empresa de calçados utilizando simulação de
produção. In: XXXII Encontro Nacional de Engenharia de Produção – ENEGEP, 2012, Bento Gonçalves-RS.
Anais...
MACIEL, A. C. ; MONTEVECHI, J. A. B. ; PEREIRA, T. F. Análise da alteração de leiaute em uma linha de
manufatura de um componente automotivo através da simulação a eventos discretos. In: XXXIII Encontro Nacional
de Engenharia de Produção – ENEGEP, 2013, Salvador-BA. Anais...
MILANI, F. M.; IGNACIO, P. S. A. Aplicação de simulação em gestão de processos operacionais - um estudo de
caso na indústria eletrônica. In: XXXII Encontro Nacional de Engenharia de Produção – ENEGEP, 2012, Bento
Gonçalves-RS. Anais...
PEREIRA, T. F. Aplicação da simulação a eventos discretos em um ambiente hospitalar visando a melhoria do
processo de atendimento. In: XLV Simpósio Brasileiro de Pesquisa Operacional, 2013, Natal-RN. Anais...
SAAD, S. M. The reconfiguration issues in manufacturing systems. Journal of Materials Processing Technology,
138, pp. 277-283, 2003.
SCHAFRANSKI, L. E.; CORNÉLIO FILHO, P.; KOPITTKE, B. H.; TUBINO, D. F. Desenvolvimento de um jogo
de empresas para o ensino de planejamento e controle da produção. In: Encontro Nacional de Engenharia de
Produção – ENEGEP, 1999. Anais...
SILVA, A. L.; RENTES, A. F. Um modelo de projeto de layout para ambientes job shop com alta variedade de peças
baseado nos conceitos da produção enxuta. Gest. Prod., São Carlos, v. 19, n. 3, 2012.
SILVA, M. C. at al. Projeto de expansão de uma empresa de produtos sob encomendas. In: XXXIII Encontro
Nacional de Engenharia de Produção – ENEGEP, 2013, Salvador-BA. Anais...
SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administração da Produção. 3 ed. São Paulo: Atlas, 2009.
THURER, M.; GODINHO FILHO, M. Redução do lead time e entregas no prazo em pequenas e médias empresas
que fabricam sob encomenda: a abordagem Worload Control (WLC) para o Planejamento e Controle da Produção
(PCP). Gest. Prod., São Carlos, v. 19, n. 1, 2012.





























