Embed Size (px)
Citation preview

Department for Engineering Ceramics
Jürgen G. Heinrich, Ph.D. Professor of Ceramics
Zehntnerstr. 2a 38678 Clausthal-Zellerfeld Germany
� + 49 5323 72 2354fax: + 49 5323 72 3119� [email protected] http://www.naw.tu-clausthal.de
– Edition 01.08 –

Fields of Research
Materialsand
ProcessingEngineering
Nano-technology Bio-
technology
Energy
Adaptronic
ProcessOptimization
LaserTreatment
Space

Current R&D Topics
R&D Topics
Fields of Research

OBJECTIVES: The aim of the work is to develop techniques for manufacturing of quartz glass cruci-bles with a decreased content of impurities and a simultaneous reduction of production costs com-pared to existing technologies. In order to satisfy these requirements, it is necessary to develop new techniques for the production of large vitreous silica bodies.APPROACH: Ceramic forming techniques are regarded as highly attractive for this project, since they enable a close to fi nal shape production and a minimization of the crucible wall thickness. Thus, for the forming of the ultra pure SiO2 bodies tech-niques known from the ceramic industry have been adapted. A major benefi t of these techniques is a signifi cant decrease of the raw material waste which makes the process more cost-effective. The sintering respectively the partial verifi cation of the SiO2 green bodies is realized by applying a high power CO2-la-ser-system with a specially modifi ed optics which al-lows a maximum distance between heat source and SiO2 body, in order to avoid a contamination during the heat treatment in the clean room.
Laser sintering of ultra pure silica crucibles with a 12 kW CO2-laser
Laser treatment of ultra pure silica crucibles
ContactBirgit Palm, Ph.D.� +49 5323 72 2384� [email protected]

OBJECTIVES: The production of recrystallized silicon (block cast silicon) for photovoltaic applica-tions requires Si3N4 coated SiO2 crucibles. Without coating the silicon melt would penetrate into the wall of the crucible. Si3N4 acts as a barrier which inhibits diffusion of impurities from the crucible into the melt.APPROACH: Development of new alternative impurity free coatings with
• Preceramic polymers• Nitridation of silicon powder • Carbon-thermal-reaction of SiO2 to silicon nitride• Silicon nitride powders.
Optimizing common coatings by improving
• Rheological properties• Coating process• Sintering process.
Thermal treatment is done in sinter furnaces and with the use of a CO2-laser.
Development of new coating technologies for crucibles used in the photo-voltaic industry
Coated crucible
ContactThomas Mühler, Dipl.-Ing. (FH)� +49 5323 72 2384� [email protected]

OBJECTIVES: Transparent ceramics fi nd their applications, for example, in optical systems, as transparent armor or as manufacturing tools. Just in opposite to glasses, transparent ceramics have much higher mechanical properties and higher temperature stability. The aim of this research program is to generate a new raw material for the manufacturing of transparent ceramics.APPROACH: The starting powder gets in the process through a fl uidized powder bed. When it passes the glass tube it is treated by the laser beam. Because of the high energy of the laser the powder melts and solidifi es when leaving the process by a duct.The cooling rate is too high for a crystallization process so that the material solidifi es amorphous. The time in the laser beam is calculable through the length of the glass tube and the speed of the particles. The specifi c features of this process are the high cooling rates which are possible through the well defi ned temperature profi le.
Processing of transparent ceramic granules
ContactCarina Oelgardt, Dipl.-Ing.� +49 5323 72 2049� [email protected]
Amorphous SiO2 before laser treatment
Amorphous SiO2 after laser treatment
Experimental setup for producing transparent ceramic granules

OBJECTIVES: In technical constructions there are often undesired vibrations which cause the ra-diation of noise. One possibility to decrease this ra-diation is to enlarge the stiffness and absorbability but this leads adversarial to a weight increase. The aim of the project is to generate a manufactur-ing method of an oscillation system based on bionic principles. These multifunctional systems are com-posed of piezoceramic materials and have geometry of the honeycombs, which are used as a biological model in this project. The properties of these new piezoelectric actuator systems are the extreme light-weight construction, the high oscillation, adequate high mechanical strength and the low energy con-sumption. (Idea: DLR Braunschweig)APPROACH: Firstly, this project will start with the investigation about the infl uence of the sinter-ing process on the self-organized formation based on the Si3N4 ceramic system. The dependence on the particle size and the amount of inorganic addi-tives as well as the manufacturing of the self-organ-ized ceramic structures will be verifi ed.Green bodies will be fabricated with circular or oval holes similar to the honeycomb structure. During the sintering process they organize themselves to an optimized comb pattern with hyperbolic wall contour. The ceramic body is integrated in an in-herently stable frame, which doesn’t shrink during sintering. Therefore stresses are induced and give rise to the self-organization.
Photo J. Taitz,JEB 203/2000 Self-organized ceramic honeycomb
Bionics – Innovations from nature
ContactCarina Oelgardt, Dipl.-Ing.� +49 5323 72 2049� [email protected]

OBJECTIVES: The fabrication of ceramic prod-ucts is often marked by high energy consumption. For sintering conventional energy sources are used, for instance tunnel kilns. Lasers offer the opportuni-ty to sinter ceramic materials in special procedures due to the high energy density of the radiation.With the increasing shortage and rise in price of fossil fuels the signifi cance of alternative energy sources becomes evident. The application of the la-ser technology offers the advantage of the precise controllability and still adaptable variability.APPROACH: For laser treatment of ceramic surfaces it is of special interest to investigate the absorption behaviour of the laser light by the ce-ramic materials. The physical effects are objects in this research topic.The interdisciplinary character of the research is refl ected by the complexity of the question. Varied equipment and a research team with engineers and scientists from different fi elds are in charge of the development of new technologies and proce-dures which meet the requirements of the modern industrial manufacturing of ceramic products.
Laser treatment of ceramicsurfaces
ContactUwe Kahnert, Dipl.-Phys.� +49 5323 72 3711� [email protected]
Laser treatment of a ceramic surface

OBJECTIVES: Novel actuators made of piezo-electric material are designed as a honeycomb. With this concept the impedance of the actuator shall be optimally matched to the structural im-pedance. Further advantages of the honeycomb geometry are:
• fully stress design• dynamic fl exibility• suffi cient static stiffness• reduced electrical capacity.
(Idea: DLR Braunschweig)
APPROACH: The honeycomb structure enables to realize different impedance relations because of the cell confi guration (cell size, wall thickness, etc.). Manufacturing of green bodies is performed using two methods. The sheets produced by tape casting are laminated to a required thickness and then structured by a CO2-laser. Otherwise the sheets are structured fi rstly by a CO2-laser and then laminated to the fi nal component. After sin-tering, the electrodes are screen- printed on the ceramic bodies and then a suffi ciently high electric fi eld is applied to polarize the bodies.
New piezo-ceramic actuators with high dis-placements for active vibra-tion control
ContactXiaohong Zhang, Dipl.-Ing.� +49 5323 72 2049� [email protected]
Manufacturing process of a honeycomb PZT-structure out of PZT tapes

OBJECTIVES: A new manufacturing method to produce ceramic bodies is seen in layer wise slurry deposition (LSD). This rapid process facilitates the generation of complex bodies in a short time. Cost-intensive factors, e.g. energy consumption or time of manufacturing are minimized compared to conventional procedures. A CO2-laser provides the energy which is necessary for sintering a previ-ously defi ned geometry into tenuous layers (about 100microns). For getting such thin layers the ap-plication requires stable slurries with an optimized viscosity and a high solid content. Components out of silicates, oxides and nonoxides can be manufac-tured with this method.APPROACH: The main presupposition is a proc-ess adapted slurry composition. Therefore poten-tial and viscosity measurements of slurries with different stabilizers have to be realized. Besides, it is necessary to fi nd optimized hardware settings of the pumping system, the robot, the drying system and the CO2-laser. Furthermore, two or more layers have to be sintered and conglomerated in order to generate three-dimensional models.
Rapid Proto-typing of three dimensional ce-ramic bodies by layer-wise slurry deposition (LSD)
ContactXiaoyong Tian, Dipl.-Ing.� +49 5323 72 3711� [email protected]
Ceramic part produced by LSD

OBJECTIVES: During laser sintering of ceramics the temperature at the surface of the material must be controlled simultaneously. Sintering is performed with a scanner that outlines the given geometry. To adapt the laser power to the specifi ed temperature profi les a pyrometer measures the surface temperature precisely timed and regulates the laser.APPROACH: This request is realised by a Pro-grammable Integrated Circuit (PIC) microcon-troller with corresponding software. The cycle time is 10,000 ratings per second and the laser is controlled by an impulse width modulation. The pyrometer measures temperatures from 500°C to 2000°C. A high cycle time is obtained by the decentralised sample temperature control with the PIC. This re-sults in a rapid equalisation of specifi ed and actual temperature.
Rapid surfacetemperature control in the laser focal spot via micro-controller
Experimental setup for rapid surface temperature control and comparison of specifi ed and actual temperature during laser sintering
ContactReinhard Görke, Dipl.-Ing.� +49 5323 72 2844� [email protected]
Ellen Kivitz, Dipl.-Ing.� +49 5323 72 2384� [email protected]

ContactEllen Kivitz, Dipl.-Ing.� +49 5323 72 2384� [email protected]
OBJECTIVES: Laser surface sintering (LSS) is an approach in solid freeform fabrication (SFF) which can be applied for fabrication of hydroxyapatite/SiO2 (HAP/SiO2) bone implants. The approach implies a CAD fi le created from computer tomog-raphy (CT) scans in combination with three-dimen-sional (3D) surface milling.After preparation of well dispersed HAP/SiO2 ce-ramic slurries, slip-casting is used for preparing green bodies. Surface milling creates the required 3D ceramic bodies from the green bodies. After-wards the implants are sintered temperature con-trolled using a 100W CO2-laser.APPROACH: Based on a successful laser study with the system Al2O3-SiO2 the material system P2O5-SiO2-CaO will be investigated. The infl uence of laser parameters on green density, pore size dis-tribution and microstructure is determined. Appro-priate porosity supports the growth of bone tissue to achieve a full integration into the living bones.
Rapid Proto-typ-ing of porous HAP/SiO2 implants by laser surface sintering (LSS)
Phase diagram: System P2O5-SiO2-CaO

OBJECTIVES: Pressure casting is the most promising casting technology in respect of high effi ciency. Both hollow and solid articles can be manufactured by pressure casting, which has the advantages: no plaster moulds (with all conse-quences such as less required space and no drying of moulds), durability of moulds and practically no mould wear, reduced fettling and reduced water content of the article after removal. Established in the production of tableware and sanitary ceramics pressure casting technology can capture the group of advanced ceramics.APPROACH: Stable slurries without organic additives are used for pressure casting. Different moulds were successfully applied to produce SiO2 green bodies. In these experiments nanopowder was added to the slurry. After demoulding green bodies were analysed and a segregation of nano-powder to the cast-mould-interface was observed (German patent application 102006032687.3-45). The effect of nanopowder on slurry properties and slurry behaviour during pressure casting will be studied. Experiments with bigger moulds, higher pressures and other materials are planned.
ContactBirgit Palm, Ph.D.� +49 5323 72 2384� [email protected]
Pressure castingof advanced ceramics usingnanopowders for slurry stabi-lisation and non deformable demoulding
Slurry stabilisation by addition of nanopowder (left) and schematic picture of pres-sure casting with formation of nanopowder layer at cast-mould-interface (right)

OBJECTIVES: High temperature resistant composites such as silicon infi ltrated silicon carbide (SiSiC) have a maximum working temperature of 1350°C. It is limited by softening of free Si that remains in the structure after infi ltration. To overcome this problem and to reduce the brittleness, carbon fi bres have been infi ltrated with a mixture of MoSi2, Si and Ti. The last two elements reduce the melting temperature of MoSi2 below 1600°C, the maximum infi ltration temperature of carbon fi bres. During infi ltration they react to silicides and carbides thus leading to a high temperature mechanical strength up to 1600°C.APPROACH: A two-dimensional woven carbon fi ber preform gets infi ltrated with a Si-Ti-MoSi2 melt in an induction tube furnace with the capability of blowing argon gas. Because of their electric conductivity graphite crucibles are used for heating and suspending the melt. The carbon fi ber preform, acting as a sink, is mechanically driven into the melt and kept there for 15-60 minutes. Carbon fi bers are supposed to react with Si in their outer parts to SiC. The matrix includes high temperature phases like MoSi2, TiSi, MoC, and TiC.
ContactCarina Oelgardt, Dipl.-Ing.� +49 5323 72 2049� [email protected]
Development ofa high tempera-ture Cf/silicide-carbide-compo-site-site via melt-infi ltration
Cf/silicide-carbide composites
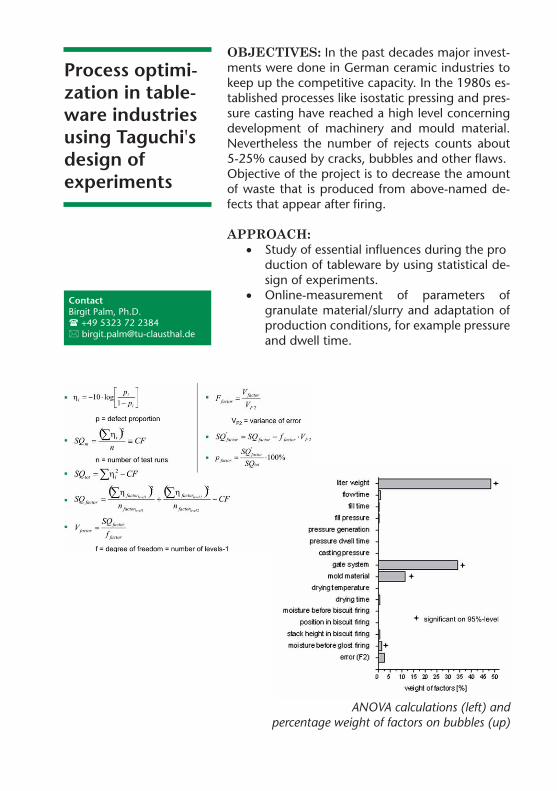
OBJECTIVES: In the past decades major invest-ments were done in German ceramic industries to keep up the competitive capacity. In the 1980s es-tablished processes like isostatic pressing and pres-sure casting have reached a high level concerning development of machinery and mould material. Nevertheless the number of rejects counts about 5-25% caused by cracks, bubbles and other fl aws.Objective of the project is to decrease the amount of waste that is produced from above-named de-fects that appear after fi ring.
APPROACH:
• Study of essential infl uences during the pro duction of tableware by using statistical de-sign of experiments.
• Online-measurement of parameters of granulate material/slurry and adaptation of production conditions, for example pressure and dwell time.
ContactBirgit Palm, Ph.D.� +49 5323 72 2384� [email protected]
Process optimi-zation in table-ware industries using Taguchi's design of experiments
ANOVA calculations (left) and percentage weight of factors on bubbles (up)

Raw materials characterization:
• Laser granulometer• BET equipment• Viscosimeter• ESA-System • XRS
Preparation:
• Attrition mill• Ball mill• Ring slot ball mill• Spray dryer
Molding:
• Extruder• Isostatic press• Hydraulic press• Pressure casting system
Thermal processes:
• Drying chamber• Climate chamber• Gas-pressure sintering furnace• Continuous protecting gas furnace• Various furnaces up to 1700ºC (oxidizing)
Equipment
Analysis:
• SEM/EDX • XRD• ESCA• Microprobe• Optical microscope/ image analysis• AAS/AES• STA/TG/Mass spectrometer• Mercury-pressure porosimeter
Properties:
• Dilatometer• DSC• Hot stage microscope• Hydraulic strength test equipment
Laser treatment:
• Laser systems - CO2-Laser: 12,5,3 and 0.1kW - Nd:YAG-Laser: 0.2kW - Diode Laser: 1kW• Robots• Clean room• Glove box
ContactReinhard Görke, Dipl.-Ing.� +49 5323 72 2844� [email protected]