Embed Size (px)
Citation preview

© 2014 ISIJ 1498
ISIJ International, Vol. 54 (2014), No. 7, pp. 1498–1506
Deoxidation Mechanism of Al-Killed Steel during Industrial Refining Process
Zhiyin DENG and Miaoyong ZHU*
School of Materials and Metallurgy, Northeastern University, Shenyang, 110819 China.
(Received on January 10, 2014; accepted on March 31, 2014)
Deoxidation is a key step for steel refining, and it would influence the cleanliness of final product. Inpresent study, the measured and calculated oxygen activities in Al-killed bulk steel were comparedaccording to industrial trails, and the Fe–O equilibrium at the interface between slag and steel was alsoconcerned by thermodynamic analysis. Finally, the deoxidation mechanism of Al-killed during industrialrefining was proposed. It is found that the activity of oxygen in bulk steel is controlled by Al content, sincethe activity of oxygen in bulk steel is very close to the equilibrium value as the activity of Al2O3 is treatedas unity. In order to keep low oxygen in molten steel, a certain Al content needs to be guaranteed. Atslag-steel interface, the activity of oxygen is controlled by FeO, which is much larger than that of bulksteel, so the oxygen would transfer from slag into bulk steel. Slagging therefore presents its importancefor deoxidation to reduce the oxygen transfer. Besides, the essence of SiO2 supplying oxygen is Al con-sumption in bulk steel, which gives rise to the increase of dissolved oxygen. So, stable refining slag isalso very important to obtain low oxygen steel, and the slag basicity needs to be no smaller than 3 toreduce the Al consumption caused by SiO2 reduction. In present study, the basicity of 3–4 is recom-mended to refine low oxygen Al-killed steel.
KEY WORDS: Al-killed steel; oxygen activity; deoxidation; Al–O equilibrium; refining slag.
1. Introduction
It is well known that oxides are the main non-metallicinclusions in steel, and the cleanliness of steel is usuallyreflected by total oxygen content. Many studies support thequality of steel is closely related to its total oxygen content,therefore reducing oxygen content becomes one of the maintasks for steelmaking.
During secondary steelmaking, aluminum or aluminumalloy is a widely used deoxidizer due to its strong reduct-ibility and economic efficiency, and there are a lot ofresearch achievements about Al deoxidation in the pastdecades. In general, most scholars believed that the refiningslag would equilibrate with liquid steel,1,2) and the slag com-ponents would influence the activities of deoxidation prod-ucts. So, controlling slag composition to reduce the activityof deoxidation product can improve the deoxidation effi-ciency, which is called as slag deoxidation.3) Based on thisrule, many scholars1–6) investigated the refining slag toobtain lower activity of deoxidation product, includingAl2O3 which is the main deoxidation product in Al-killedsteel. However, Suito et al.1) was also aware of that the cal-culated oxygen activity was smaller than industrial mea-sured data, when the activity of Al2O3 in slag was used tocalculate the dissolved oxygen activity in Al-killed bulksteel. Besides, Ekengård7) and Björklund et al.8) also pointed
out the calculated values were always lower than measureddata. In fact, most of researcher studied the Al deoxidationin laboratory under the ideal experimental conditions, whichwould be different from the real industrial production.Therefore, the deoxidation mechanism of Al-killed steelduring industrial refining needs to be studied further.
In present study, the measured and calculated oxygenactivities in Al-killed bulk steel were compared according tothermodynamic calculation and industrial measurements,and the Fe–O equilibrium at slag-steel interface was alsoconcerned by thermodynamic analysis. Based on the results,the deoxidation mechanism of Al-killed during industrialrefining was proposed. Besides, combined with the pro-posed mechanism, the consideration of refining slag werealso discussed for choosing suitable refining slag.
2. Deoxidation Reactions
For Al-killed steel, the dissolved oxygen activity is con-trolled by Eq. (1). Equation (2) expresses the equilibriumconstant K of Eq. (1). It is well known that K is a constantrelated to temperature, so if the temperature is certain, Kwould not have any change. According to Eq. (2), it is easyto know that the decrease of Al2O3 would drive the reactionin Eq. (1) to the right direction.
....................... (1)
............................. (2)* Corresponding author: E-mail: [email protected]: http://dx.doi.org/10.2355/isijinternational.54.1498
2[Al] 3[O] (Al O )2 3+ =
Ka
a a1 2 3=
⋅Al O
Al O
2 3
[ ] [ ]

ISIJ International, Vol. 54 (2014), No. 7
1499 © 2014 ISIJ
There were a lot of studies on Al–O equilibrium, and dif-ferent data have been cited by many researchers. The fre-quently used thermodynamic data are listed as shown inEqs. (3)–(6).
9) ..................... (3)
10)..................... (4)
11) .................... (5)
12) .................... (6)
In order to compare these data, the relationship betweentemperature T and equilibrium constant K is shown in Fig.1. It can be seen that at the steelmaking temperature (1 500–1 700°C), these data are very close to each other. That meansthe calculated values would not be very scatter.
After BOF, some BOF slag would be poured into ladleduring tapping. FeO is one of the main components in BOFslag, therefore at the beginning of deoxidation, the FeO con-tent in refining slag would be very high. Usually, the equi-librium relationship between FeO and liquid steel can beexpressed as Eq. (7). In fact, the liquid Fe activity can beconsidered as unity, so according to Eq. (8), the dissolvedoxygen activity is only related to the FeO activity at a cer-tain temperature. In industrial practice, some reductantssuch as Al particles are commonly added into ladle for slag-ging with the purpose of reducing FeO content and control-ling the oxygen transferring from slag into liquid steel.
........................... (7)
............................. (8)
13,14) ....... (9)
Based on the above thermodynamic equations, the deox-idation of Al-killed steel mainly includes two parts: One isdeoxidation in bulk steel (bulk deoxidation) and the otherone is deoxidation at slag (slagging). Therefore, these twosides need to be controlled in industrial practice.
Except for the unstable oxides such as FeO and MnO,SiO2 is also considered as an oxygen source which wouldsupply oxygen to liquid steel. The reaction is listed as shownin Eq. (10). If the SiO2 is unstable in slag, the reaction wouldoccur with formation of Al2O3. It is known from Eqs. (10)–(11) that lower activity of SiO2 would help to control thereaction. So, suitable slag composition is also very impor-tant for deoxidation.
........... (10)
..........................(11)
15)......... (12)
3. Industrial Trails of Deoxidation
3.1. Steel Grades for Industrial TrailsFour steel grades were considered in present work, name-
ly SCM435, GCr15, 55SiCrA and pipeline steel. These steelgrades include low carbon steel (pipeline steel), middle car-bon steel (SCM435) and high carbon steel (GCr15 and55SiCrA), and their compositions are listed in Table 1. Thedata of pipeline steel were from Ref. 16).
3.2. Description of Industrial TrailsThe trail of pipeline steel was described in Ref. 16). Except
for the pipeline steel, the other industrial trails were carriedout in a steel plant, and these steel grades were produced bythe process of hot metal pre-desulfurization → Basic OxygenFurnace (BOF) → Ladle Furnace (LF) → RH → ContinuousCasting (CC). During the tapping of BOF, most alloys, refin-ing fluxes and Al blocks were added into the ladle for earlyslag formation. During LF refining, some fluxes and Al par-ticles were also added for slagging, and argon bottom blow-ing was used to stir liquid steel. In RH refining, no alloy andflux were added. The time for LF refining was about 40 min,while the RH treat time was about 25 min. After RH, the dis-solved oxygen activity was measured by oxygen probe.These refining slags are shown in Table 2.
Fig. 1. Relationship between K1 and T.
log .KT1
64 00020 57= −
log .KT1
45 30011 62= −
log .KT1
47 40012 32= −
log .KT1
62 78020 17= −
[O] Fe] (FeO)+ =[
Ka
a a7 = ⋅FeO
O [Fe][ ]
Δ ΘG T7 117 733 7 49 85= − +. . (J/mol)
Table 1. Chemical compositions of different steel grades (mass%).
Steel grade C Si Mn Cr Mo Al
SCM435 0.35 0.19 0.74 1.01 0.19 0.032
GCr15 1.00 0.25 0.30 1.47 – 0.011
55SiCrA 0.56 1.42 0.67 0.67 – 0.006
Pipeline steel16) 0.04 0.14 1.83 – – 0.037
Table 2. Slag compositions of different steel grades after refining(mass%).
Steel grades CaO SiO2 Al2O3 MgO FeO Basicity
SCM435 46–55 8–15 24–30 5–10 0.4–0.9 3–5
GCr15 47–55 10–16 20–26 6–11 0.4–0.9 3–5
55SiCrA 45–52 11–18 21–29 5–10 0.5–1.0 3–4
Pipeline steel16) 48–60 5–9 24–34 9–12 0.5–0.9 7–10
3(SiO ) 4[Al] 2(Al O ) 3[Si]2 2 3+ = +
Ka a
a a10
2 3
3 4=
⋅
⋅Al O Si
SiO Al
2 3
2
[ ]
[ ]
Δ ΘG T10 703190 121 9= − + . (J/mol)

© 2014 ISIJ 1500
ISIJ International, Vol. 54 (2014), No. 7
4. Results and Discussion
4.1. Measured and Calculated Oxygen Activity in BulkSteel
Before calculation, the activity of Al2O3 in slag needs tobe confirmed at first. Because different steel grades arerefined by different slags, and each heat is also differenteven though they are the same steel grades, it is not conve-nient to obtain the activities of Al2O3 for each heat. In orderto have a evident comparison, the different slags were con-sidered as CaO-Al2O3-SiO2-x%MgO system, and the thecompositions were marked in the phase diagram of CaO-Al2O3-SiO2-x%MgO system as shown in Fig. 2(a). Mean-while, some data from industrial plants and references werealso marked in Fig. 2(a). It can be seen from Fig. 2(a) thatin the pseudo-ternary CaO–Al2O3–SiO2 system, the compo-sitions of refining slags mainly distributed in the range ofCaO 50–70%, SiO2 0–20% and Al2O3 20–40%, namely theyellow region in Fig. 2(a). Based on this region andcombined the real contents of MgO in refining slags, CaO-Al2O3-SiO2-5%MgO system was chosen to calculate the iso-activity lines of Al2O3 according to the thermodynamicsoftware FactSage 6.4.17)
The iso-activity lines of Al2O3 are shown in Fig. 2(b). Thecomposition region of industrial refining slags is also shownin Fig. 2(b). It is easy to know that the activity of Al2O3 isvery low in this region, and the largest value is about 0.05.Although the MgO content is considered as 5%, MgO is abasic oxide and would react with Al2O3 to generate othercomplex oxides, indicating that more MgO content woulddecrease the activity of Al2O3. Therefore, the activity ofAl2O3 in real refining slags would be much less than 0.05.
If slag-steel reaction reaches equilibrium, the reaction ofEq. (1) would also reach equilibrium and the activity ofAl2O3 would be the same as the activity in slag. The activityof Al in bulk steel can be calculated by Eq. (13). In the cal-culation, the interaction coefficients are listed in Table 3.
........ (13)
The activity of Al2O3 was assumed as 0.05 here, then theequilibrium lines for different steel grades were calculatedas shown in Fig. 3. Especially, all the thermodynamic datain Eqs. (3)–(6) were used in order to decrease the deviationcaused by non-suitable thermodynamic data. At the same
time, more than 400 sets of measured data were obtainedand marked in Fig. 3.
It can be seen from Fig. 3 that the calculated lines fromdifferent equations of equilibrium constant have a smalldeviation. In fact, this deviation is acceptable due to the dif-ferent thermodynamic data, and these lines can be seen asapproximate lines. Most of all, the measured data are muchlarger than the calculated values, although the activity ofAl2O3 was assumed as the largest value in slag. In Fig. 3(b),some of data seem to meet the calculated values, but mostdata are far from the calculated values. Moreover, the realactivity of Al2O3 is much smaller than 0.05, so the measureddata would be also larger than the calculated values. Itimplies that the reaction at steel-slag interface would notreach equilibrium.
Suito et al.1) also believed that the oxygen activity in bulksteel is controlled by Eq. (1) when steel-slag reaction gotequilibrium. Therefore, the activity of Al2O3 in slag was stillused when the dissolved oxygen activity was calculated, andthey found that the calculated oxygen activity was less than1 mass ppm, which was much smaller than industrial data.Ekengård7) and Björklund et al.8) investigated the differencebetween the calculated and measured values, and also point-ed out that the calculated values were always lower thanmeasured data during Al-killed steel refining. It means thatduring Al-killed steel refining process, such phenomenon isnot a chance.
Besides, the equilibrium lines were also calculated whenthe activity of Al2O3 was considered as unity, which areshown in Fig. 4, and the measured data were marked aswell. It is interesting that the measured data meet the equi-librium lines very well, even though the equilibrium lineshave deviation from different thermodynamic data. Thisphenomenon indicates that the activity of Al2O3 whichequilibrates with Al and dissolved oxygen is very close tounity, and the activity of Al2O3 in slag could not change theAl–O equilibrium in bulk steel.
Based on the comparison between calculated and mea-
Fig. 2. Measured data of refining slags from different steel plants.
lg [ % ] lg[ % ]a e jjAl Al mass mass Al= +∑
Table 3. Interaction coefficients used in thermodynamic calcula-tions.20)
j C Si Mn Cr Mo Al O
Al 0.091 0.056 0.035 0.0096 – 0.045 –1.98

ISIJ International, Vol. 54 (2014), No. 7
1501 © 2014 ISIJ
sured values, it is obvious that the steel-slag reaction can notreach equilibrium, therefore the traditional thermodynamicequilibrium theory can not be used to analyse deoxidationdirectly for Al-killed steel. In fact, there were still somestudies on deoxidation based on the theory of slag-steel
equilibrium.1,2,21)
4.2. Fe–O Equilibrium at Slag-Steel InterfaceAs above description, there would be some FeO in refin-
ing slag, and the Fe–O equilibrium is mainly controlled by
Fig. 3. Comparison between measured and calculated oxygen activity ( = 0.05).
Fig. 4. Comparison between measured and calculated oxygen activity ( = 1).
aAl O2 3
aAl O2 3

© 2014 ISIJ 1502
ISIJ International, Vol. 54 (2014), No. 7
the activity of FeO in slag. Based on the thermodynamicdata of Eqs. (7)–(9), the relationship between FeO activityand oxygen activity can be calculated as shown in Fig. 5. Itis obvious that the oxygen activity would increase with theincrease of FeO activity linearly.
Taniguchi et al.22) supported that the activity of FeOobeys Henry’s law. As shown in Fig. 6, the activity of FeOwere in proportion to the mole of FeO values at a low FeOconcentration and presented positive deviation from ideality.It means that the activity coefficient γ FeO would be largerthan 1. Based on the slag compositions shown in Table 2,the total mole number of per 100 g slag is about 1.6±0.05,23)
for which, in terms of mass concentration:
... (14)
In present work, the mass percentage of FeO in slag is inthe range of 0.4–1.0 mass%, which is very common in sec-ondary refining slags. According to Eq. (14), the mole frac-tion of FeO is around 0.0035–0.0087. Related to Fig. 6, theactivity of FeO for that mole fraction is in the range of 0.01–0.03. In fact, many scholars4,16,21,24–26) have investigated theactivity of FeO in slag, and most activity values were in therange of 0.01–0.03.
Combined with the activity of FeO in real refining slags,a shadow region was marked in Fig. 5. It can be seen fromthe shadow region that when the activity of FeO is in theregion of 0.01–0.03, the activity of oxygen would be in theregion of 21–63 ppm. From measured data shown in Figs.
3 and 4, the activity of dissolved oxygen in bulk steel wasless than 10 ppm and even lower than 5 ppm, indicating thatthe oxygen controlled by Fe–O equilibrium is much largerthan the oxygen in bulk steel. Therefore, the oxygen at steel-slag interface would transfer from slag into bulk steel.Although the content of FeO is less than 1%, the FeO wouldstill be a supplying source of oxygen.
4.3. Deoxidation Mechanism of Al-Killed SteelDuring refining process, the ladle system is a complex
system, including refining slag, steel, inclusions and refrac-tory. Besides, the ladle system would contain atmosphere aswell. So, in the whole system, many complex reactionswould occur, which may cause the differences betweenindustrial trails and laboratory experiments.
According to the above results, the activity of Al2O3 forAl–O equilibrium in bulk steel is near unity. In fact, theinclusions in liquid steel would not be pure Al2O3 inclusionsafter refining,20) and most of them present globular calciumaluminates. Therefore, the activity of Al2O3 in inclusionsshould be less than 1. Besides, as calculated above, theactivity of Al2O3 in slag is much smaller than 1. It seemsthat these activities are conflicting with activity of Al2O3 forAl–O equilibrium in bulk steel, and both the activities inslag and inclusions indicate that the dissolved oxygen activ-ity in bulk steel is not controlled by slag and inclusion com-positions.
Ekengård7) mentioned that the sampling technique wouldbe the reason to explain this conflict, and proposed oxygenwould be drawn down into liquid steel and locally oxidizethe dissolved aluminum when the oxygen probe was intro-duced into the steel bath. The oxygen activity would there-fore equilibrate with solid alumina at the probe tip. In fact,after refining, dissolved Al, Ca and Mg are coexisted in steelbath,20) so the oxygen drawn down into steel will react withthese dissolved Al, Ca and Mg together when the probe isintroduced into liquid steel, and pure solid alumina wouldnot be stable at that time. Therefore, the activity of the deox-idation product would also be smaller than 1. Furthermore,because the probe needs a certain bath depth to measure theactivity, and the oxygen drawn down into steel would be lit-tle, it would have burnt out before the probe tip reaches theright position for measurement. That means the oxygendrawn down into steel would have little influence on theaccuracy of measurement.
In steel-slag equilibrium consideration, refractory wasusually ignored by most researchers. In fact, the contact areabetween refractory and liquid steel is very large, and muchlarger than that between slag/inclusions. So the effect ofrefractory on the equilibrium need to be concerned. Asknown, high alumina and magnesite (carbon-bearing MgO)refractories were widely used in secondary refining process.For high alumina refractory, it is easy to consider the activ-ity of Al2O3 is unity. However, that is only suitable for newladles, because ladle glaze is usually adhered on the ladlewall. Therefore, the reaction of glazed refractory with Al-killed steel needs more consideration. Son et al.27,28) haveinvestigated the reaction of glazed refractory with Al-killedand Al-killed\Ca-treated molten steel, and found that spineland alumina phases were still presented in the refractory andladle glaze. Figure 7 shows these phases and their mole per-
Fig. 5. Relationship between activities of FeO and oxygen.
Fig. 6. Relationship between activity and mole fraction of FeO.22)
xFeO[mass FeO]
mass% FeO]=×
= ×%
.. [
72 1 60 0087

ISIJ International, Vol. 54 (2014), No. 7
1503 © 2014 ISIJ
centages. It can be seen that the phases for Al-killed steelwere very similar to those of Al-killed\Ca-treated steel.Compared with the total refractory, this Al2O3 phase con-tacting steel is in small amount, while compared with slagand inclusions, the present authors believe that this Al2O3
phase is enough to affect the equilibrium in bulk steel basedon the large contact area. Besides, it can be calculated fromFig. 7 that the mole percentage of Al2O3 in spinel phase isabout 55 mol%. From the activity measurement for Al2O3
in spinel as shown in Fig. 8,29) the activity of Al2O3 in spinelis larger than 0.8, which is also close to unity. Beskow etal.30) have studied the carbon-bearing MgO glazed refractory,and the also found that spinel phase presented in refractory.The existence of alumina and high Al2O3 bearing spinelphases are reasonable to explain Al2O3 activity of Al–Oequilibrium in liquid steel is very close to unity.
Based on the above analysis, it can be seen the effect ofrefractory on the Al–O equilibrium, so the activity ofdissolved oxygen in bulk steel is mainly controlled by Alcontent, and on the condition of present study, the effect ofcommon slag components (CaO, SiO2, Al2O3 and MgO) onthe activity of dissolved oxygen is not obvious in bulk steel.That means a certain Al content needs to be guaranteed inorder to obtain low dissolved activity in bulk steel.
However, the slag composition would still affect the oxy-gen content of steel, which has been proved by many results.As described above, FeO in slag would be a main supplyingsource of oxygen, and the oxygen would transfer from slaginto bulk steel.
Yang et al.16) proposed that there was a high oxygen
boundary layer at the steel-slag interface, and the oxygenactivity at the interface was controlled by Fe–O equilibrium.In present work, the analysis of Fe–O equilibrium alsoproves there is a high oxygen phenomenon at slag-steelinterface. Furthermore, the present authors believe that thereis also an oxygen transfer phenomenon at the interface.According to the Two-Film Theory, the oxygen in the highoxygen boundary would not be unity in the whole boundary,while there would be a concentration gradient. Figure 9 wasillustrated in order to describe this clearly. It can be seen thatthe oxygen in bulk steel is mainly controlled by Al–O equi-librium, while at the slag-steel interface the oxygen is main-ly controlled by Fe–O equilibrium. The oxygen at slag-steelinterface connects the oxygen in bulk steel according to thehigh oxygen boundary layer. Oxygen at slag-steel interfaceis much higher than that in bulk steel, and the concentrationgradient of oxygen in the boundary would be large, so thehigh oxygen boundary layer would be very thin, which maybe the reason to explain why it can be hardly found whenthe activity of oxygen is measured.
In the real industrial production process, the refining slagwould contact with atmosphere, so the oxygen in air is animportant oxygen source. It is well known that Fe2O3 ismore stable than FeO, therefore at high temperature of steel-making, FeO in slag would be easily oxidized by the oxygenin air. The reaction can be expressed as Eq. (15).
.................... (15)
When these Fe2O3 oxides contact with liquid steel, Fe2O3
can be transferred into FeO again. Equation (16) describesthis reaction.
.................... (16)
Fig. 7. Alumina and Spinel phases of high Al2O3–MgO refractoryand ladle glaze (in mol%).
Fig. 8. Activities of MgO and Al2O3 in the spinel solid solution at1 873 K.29)
Fig. 9. Sketch map of high oxygen boundary layer.
4(FeO) O (Fe O )2 2 3+ = 2
(Fe O ) Fe] FeO)2 3 + =[ (3

© 2014 ISIJ 1504
ISIJ International, Vol. 54 (2014), No. 7
According to Eqs. (15)–(16) and (7), the oxygen transfersfrom atmosphere to bulk steel via refining slag. This oxygentransfer would be a continuous process. Because of the oxy-gen transferred from slag, the oxygen activity increases inbulk steel. Then the Al–O equilibrium would be broken anda new equilibrium would be built with dissolved Al con-sumption. In other words, because of the Al consumptioncaused by oxygen transfer, the dissolved oxygen wouldincrease in bulk steel. That also meets with the view that dis-solved oxygen activity at bulk is controlled by Al content.
As above analysis, deoxidation for Al-killed steel needsdeoxidation not only in bulk steel but also in slag. Thesketch map of deoxidation for Al-killed steel is illustrated inFig. 10. As shown in Fig. 10, in slag deoxidation, somereductants (such as Al particles) need to be added into ladlefor slagging, and reduce the content of FeO, while in bulksteel, a certain Al content needs to be guaranteed to keeplow dissolved oxygen activity. In industrial practice, to keepcertain Al content is relatively easy, therefore slagging pres-ents its importance for deoxidation.
4.4. Consideration of Refining SlagAs described above, the refining slag would also affect
the oxygen content of steel. Suitable refining slag is veryimportant to obtain low oxygen steel. Although from theindustrial measurements, the main components of refiningslag would have little influence on dissolved oxygen activityof bulk steel, the unstable oxides such as FeO would also bea source of oxygen, which would influence the final clean-liness. Therefore, stable refining slag is still required for Alkilled steel. Besides FeO, other oxygen supplying sourcesneed to be controlled as well.
4.4.1. Basicity of Refining SlagAs shown in Eq. (10), SiO2 needs to be stable in refining
slags because it is an oxygen source. Based on the deoxida-tion mechanism, the essence of SiO2 supplying oxygendescribed in Eq. (10) is Al consumption in bulk steel, caus-ing the increase of dissolved oxygen. So, it is necessary todiscuss the stability of SiO2 in refining slag. Based on thecalculation with FactSage software package, Fig. 11(a) pres-ents the iso-activity lines of SiO2 in CaO-Al2O3-SiO2-5%MgO slag system, and the iso-basicity lines were also
marked in Fig. 11(a). It is obvious that the activity of SiO2
decreases with the increase of basicity. In order to make itmore clear, three different Al2O3 contents (20%, 30% and40%) were considered and Fig. 11(b) were obtained. It canbe seen from Fig. 11(b) that the decrease tendencies of SiO2
activity are the same, and the activities of SiO2 are veryclose to zero when the basicity is larger than 2, indicatingthat SiO2 is almost stable at this time. Similar results werealso reported by Kang et al.31)
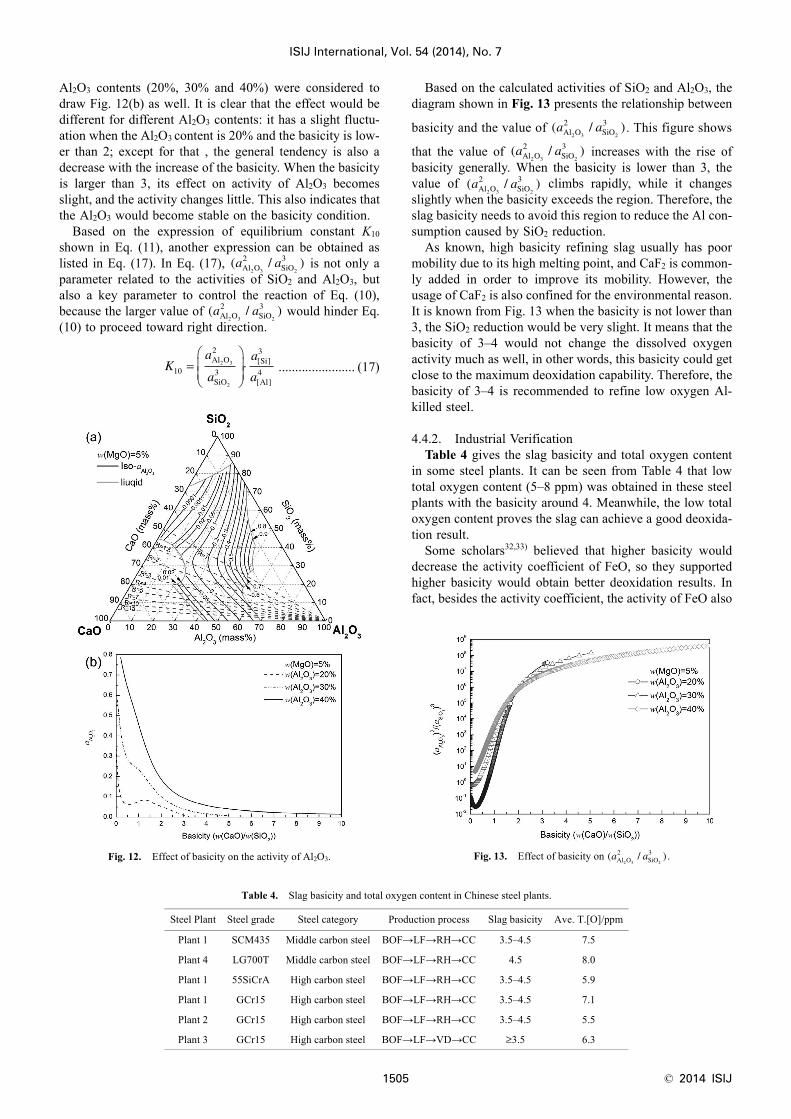
According to Eq. (10), the reduction of SiO2 is also relat-ed to the activity of Al2O3. Figure 12(a) was obtained whenthe iso-basicity lines were marked in Fig. 2(b). It can beseen from Fig. 12(a) that the activity of Al2O3 decreaseswith the increase of basicity in general. Three different
Fig. 10. Sketch map of deoxidation for Al-killed steel.
Fig. 11. Effect of basicity on the activity of SiO2.
ISIJ International, Vol. 54 (2014), No. 7
1505 © 2014 ISIJ
Al2O3 contents (20%, 30% and 40%) were considered todraw Fig. 12(b) as well. It is clear that the effect would bedifferent for different Al2O3 contents: it has a slight fluctu-ation when the Al2O3 content is 20% and the basicity is low-er than 2; except for that , the general tendency is also adecrease with the increase of the basicity. When the basicityis larger than 3, its effect on activity of Al2O3 becomesslight, and the activity changes little. This also indicates thatthe Al2O3 would become stable on the basicity condition.
Based on the expression of equilibrium constant K10
shown in Eq. (11), another expression can be obtained aslisted in Eq. (17). In Eq. (17), is not only aparameter related to the activities of SiO2 and Al2O3, butalso a key parameter to control the reaction of Eq. (10),because the larger value of would hinder Eq.(10) to proceed toward right direction.
....................... (17)
Based on the calculated activities of SiO2 and Al2O3, thediagram shown in Fig. 13 presents the relationship between
basicity and the value of . This figure shows
that the value of increases with the rise ofbasicity generally. When the basicity is lower than 3, thevalue of climbs rapidly, while it changesslightly when the basicity exceeds the region. Therefore, theslag basicity needs to avoid this region to reduce the Al con-sumption caused by SiO2 reduction.
As known, high basicity refining slag usually has poormobility due to its high melting point, and CaF2 is common-ly added in order to improve its mobility. However, theusage of CaF2 is also confined for the environmental reason.It is known from Fig. 13 when the basicity is not lower than3, the SiO2 reduction would be very slight. It means that thebasicity of 3–4 would not change the dissolved oxygenactivity much as well, in other words, this basicity could getclose to the maximum deoxidation capability. Therefore, thebasicity of 3–4 is recommended to refine low oxygen Al-killed steel.
4.4.2. Industrial VerificationTable 4 gives the slag basicity and total oxygen content
in some steel plants. It can be seen from Table 4 that lowtotal oxygen content (5–8 ppm) was obtained in these steelplants with the basicity around 4. Meanwhile, the low totaloxygen content proves the slag can achieve a good deoxida-tion result.
Some scholars32,33) believed that higher basicity woulddecrease the activity coefficient of FeO, so they supportedhigher basicity would obtain better deoxidation results. Infact, besides the activity coefficient, the activity of FeO also
Fig. 12. Effect of basicity on the activity of Al2O3.
( / )a aAl O SiO2 3 2
2 3
( / )a aAl O SiO2 3 2
2 3
Ka
a
a
a10
2
3
3
4=⎛
⎝⎜⎜
⎞
⎠⎟⎟⋅Al O
SiO
Si
Al
2 3
2
[ ]
[ ]
Fig. 13. Effect of basicity on .
( / )a aAl O SiO2 3 2
2 3
( / )a aAl O SiO2 3 2
2 3
( / )a aAl O SiO2 3 2
2 3
( / )a aAl O SiO2 3 2
2 3
Table 4. Slag basicity and total oxygen content in Chinese steel plants.
Steel Plant Steel grade Steel category Production process Slag basicity Ave. T.[O]/ppm
Plant 1 SCM435 Middle carbon steel BOF→LF→RH→CC 3.5–4.5 7.5
Plant 4 LG700T Middle carbon steel BOF→LF→RH→CC 4.5 8.0
Plant 1 55SiCrA High carbon steel BOF→LF→RH→CC 3.5–4.5 5.9
Plant 1 GCr15 High carbon steel BOF→LF→RH→CC 3.5–4.5 7.1
Plant 2 GCr15 High carbon steel BOF→LF→RH→CC 3.5–4.5 5.5
Plant 3 GCr15 High carbon steel BOF→LF→VD→CC ≥3.5 6.3

© 2014 ISIJ 1506
ISIJ International, Vol. 54 (2014), No. 7
related to the content of FeO in slag, higher basicity there-fore could not guarantee the low activity of FeO easily.Meanwhile, the coefficient of FeO would not have a bigchange relatively in the region of high basicity (R>3). Con-sidering the poor mobility of higher basicity refining slags,the present authors believe that the decrease of FeO contentin slag by slagging would make much sense rather than theinfluence of basicity on the FeO activity. So the significanceof slagging on deoxidation should be emphasized.
Above all, the three key points for Al-killed steel refiningare certain Al content in bulk steel, low FeO content in slagand stable slag components.
5. Conclusions
The measured and calculated oxygen activities in bulksteel were compared according to industrial trails for Al-killed steel, and the Fe–O equilibrium at slag-steel interfacewas also concerned. Based on the results, the deoxidationmechanism of Al-killed during industrial refining was pro-posed, and the consideration on slag basicity was also dis-cussed. The conclusions can be drawn as follows.
(1) The activity of oxygen in bulk steel is controlled byAl content, since the activity of oxygen in bulk steel is veryclose to the equilibrium value as the activity of Al2O3 istreated as unity. In order to keep low oxygen in molten steel,a certain Al content needs to be guaranteed.
(2) At slag-steel interface, the activity of oxygen is con-trolled by FeO, which is much larger than that of bulk steel,so the oxygen would transfer from slag into bulk steel. Slag-ging therefore presents its importance for deoxidation toreduce the oxygen transfer.
(3) The essence of SiO2 supplying oxygen is Al con-sumption in bulk steel, which gives rise to the increase ofdissolved oxygen. Stable refining slag is also very importantto obtain low oxygen steel, and its basicity needs to be nosmaller than 3 to reduce the Al consumption caused by SiO2
reduction. In present study, the basicity of 3–4 is recom-mended to refine low oxygen Al-killed steel.
AcknowledgementsThe authors gratefully express their appreciation to
National Natural Science Foundation of China (51134009)and The Specialized Research Fund for the Doctoral Pro-gram of Higher Education of China (20110042110010) for
supporting this work. Mr. Baojun ZHONG and Mr. ZhixunDENG are also appreciated for their help in industrial exper-iments.
REFERENCES
1) H. Suito and R. Inoue: ISIJ Int., 36 (1996), 528.2) X. H. Wang, M. Jiang, B. Chen and H. B. Li: Sci. China Tech. Sci.,
55 (2012), 1863.3) E. T. Turkdogan, R. S. Bogan and S. Gilbert: Steelmaking Conf.
Proc., Vol. 74, Iron and Steel Society, Warrendale, PA, (1991), 423.4) Z. Y. Deng, M. Y. Zhu, B. J. Zhong and Y. G. Dai: J. Iron Steel Res.
Int., 20 (2013), 21.5) X. B. Zhang: Acta Metall. Sin., 40 (2004), 509.6) X. Zhang, H. Roelofs, S. Lemgen, U. Urlau and S. V. Subramanian:
Steel Res. Int., 75 (2004), 314.7) J. Ekengård: Licentiate Thesis, KTH Royal Institute of Technology,
Stockholm, Sweden, (2004), ISBN-91-7283-812-4.8) J. Björklund, M. Andersson and P. Jönsson: Ironmaking Steelmaking,
34 (2007), 312.9) Steelmaking Data Sourcebook, The Janpan Society for the Promotion
of Science, the 19th Committee on Steelmaking, Gordon and BreachScience Publications, New York, (1988).
10) H. Itoh, M. Hino and S. Ban-ya: Tetsu-to-Hagané, 83 (1997), 773.11) J. D. Seo, S. H. Kim and K. R. Lee: Steel Res. Int., 69 (1998), 49.12) R. J. Fruehan: Metall. Trans., 1 (1970), 3403.13) T. Tsao and H. G. Katayama: Trans. Iron Steel Inst. Jpn., 26 (1986),
717.14) The Recommended Values for the Equilibrium of Steelmaking Reac-
tions, ed. by The Japan Society for the Promotion of Science, NikanKogyo Shinbunsha, Tokyo, Japan, (1968).
15) M. Song, L. Ragnarsson, M. Nzotta and D. Sichen: IronmakingSteelmaking, 38 (2011), 263.
16) X. M. Yang, C. B. Shi, M. Zhang, G. M. Chai and F. Wang: Metall.Mater. Trans. B, 42 (2011), 1150.
17) FactSage: http://www.factsage.com, (accessed 2014-01-08).18) K. Beskow, J. Jia, C. H. P. Lupis and D. Sichen: Ironmaking
Steelmaking, 29 (2002), 427.19) M. H. Song, M. Nzotta and D. Sichen: Steel Res. Int., 80 (2009), 753.20) Z. Y. Deng and M. Y. Zhu: ISIJ Int., 53 (2013), 450.21) Z. J. Cheng, J. Guo and S. S. Cheng: Iron Steel, 47 (2012), 45.22) Y. Taniguchi, K. Morita and N. Sano: ISIJ Int., 37 (1997), 956.23) G. A. Meszaros, D. K. Docktor, R. P. Stone, C. J. Carr, F. L. Kemeny,
L. J. Lawrence and E. T. Turkdogan: Steelmaking Conf. Proc., Vol.24, Iron and Steel Society of AIME, (1997), 33.
24) S. H. Liu, R. J. Fruehan, A. Morales and B. Ozturk: Metall. Mater.Trans. B, 32 (2001), 31.
25) X. M. Yang, C. B. Shi, M. Zhang and J. Zhang: Steel Res. Int., 83(2012), 244.
26) Q. Lv, L. S. Zhao, C. L. Wang, S. H. Zhang, F. M. Li and Z. X. Liu:J. Shanghai Univ. (English Ed.), 12 (2008), 466.
27) J. H. Son, I. H. Jung, S. M. Jung, H. Gaye and H. G. Lee: ISIJ Int.,48 (2008), 1542.
28) J. H. Son, I. H. Jung, S. M. Jung, H. Gaye and H. G. Lee: ISIJ Int.,50 (2010), 1422.
29) K. Fujii, T. Nagasaka and M. Hino: ISIJ Int., 40 (2000), 1059.30) K. Beskow and D. Sichen: Ironmaking Steelmaking, 31 (2004), 393.31) Y. J. Kang, D. Sichen and K. Morita: ISIJ Int., 47 (2007), 805.32) E. T. Turkdogan: Proc. of the Ethem T. Turkdogan Symp., The Iron
and Steel Society, Warrendale, PA, (1994), 253.33) X. Wang: 2010 China Steelmaking and Continuous Casting Technol-
ogy Conf. Proc., The Chinese Society for Metals, Beijing, (2010), 11.