Embed Size (px)
Citation preview

HEAVY FABRICATIONDIVISION
DELIVERY PROGRAM
ums_3016_dihd_bro_hfd.411 01.10.2008 9:42 Uhr Seite 1


1
Cylindrical shell-course, fitted with 2 longitudinal weld-joints, ID 7.032 mm x 142 mm x 2.440 mm in steel grade 20 MnMoNi 4-5 to VD TÜV
440-1/00 manufactured at the Heavy Fabrication Division of Dillinger Hütte GTS
The products manufactured bythe Heavy Fabrication Divisionare supplied in the manner de-manded by the relevant stan-dards, technical delivery specifi-cations and other agreementsmade with the customers. The In-tegrated Management System iscertified to ISO 9001:2000, ISO
EN 14001:2005 and OHSAS18001:1999.The components can be suppliedin conformity with the relevantfabrication codes and standardssuch as PED 97/23/EC, EN13445, PD 5500, etc.Furthermore, a lot of specific ac-creditations are also available e.g.
AD-2000 Merkblatt W 0 / HP 0 / TRD 100 / 201 / 202ASME Section VIII-1 (U Stamp), Section VIII.2 (Stamp U2) and Section 1 (Stamp S)Manufacture License of SpecialEquipment People’s Republic of China (Pressure vessels: A1, A2, A3 and Boiler parts: A)
edition 2008
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 1
2
A conical transition piece being made (Inner diameter 2.700 mm / 1.450 mm x 70 mm, height 1.350 mm, steel grade SA 387 grade 11-1)
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 2

4Modular solutions for heavy plate fabrication
6Fabricated plates
10Cut-to-shape plates
12One-piece heads
20Multi-segment shell-sections
24Spherical shell plates
28Cylindrical shell-courses
32Technical delivery conditions
36Main fabrication facilities
38Material steel grades
40Some applications
43Your contacts
CONTENTS
3
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 3

4
MODULAR SOLUTIONS FOR
HEAVY PLATE FABRICATION
The Hussein Mosque in Cairo (Erection of the dome made of spherical segments ID 12.500 mm x 25 mm, Steel grade ST 52-3 to DIN 17100)
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 4

5
Anyone believing that the elegantdome of the Hussein Mosque inCairo is a work of ancient Orien-tal craftsmanship would bewrong. The roof structure is, onthe contrary, a product of themodern world: a 23 ton multi-segment hemisphere constructionmade of steel plates, manufac-tured in the Heavy FabricationDivision of Dillinger Hütte GTS.
It's a thin line between architec-ture and art: the "Serpentine" (cf. page 38) sculpture created bythe American artist Richard Ser-ra for the city of San Franciscowas also produced by the HeavyFabrication Division:Mr. Serra has been using thesteel production facilities inDillingen for several years.
And where technology is con-cerned, Dillinger Hütte GTS isreaching for the skies: When theAriane V takes off from theKourou space centre in French-Guyana, a part of Saar-mademetallurgy also goes into orbit.The starter material for thebooster domes, forging grade ingots made of a special alloy
from the Saarstahl AG, is rolledout to 16 ton circular blanks inthe Dillinger plate mill and subsequently processed intodished heads.
Naturally our employees are notalways involved in such spectacu-lar contracts. These examples dodemonstrate the extensive capa-bilities of the Heavy FabricationDivision, the essential aspect ofwhich remains the processing ofheavy steel plates.
However, we ourselves are notfabricators of finished equip-ment; we prefer to view ourselvesas service-providers to the manu-facturers of equipment involvedin heavy engineering. Much ofthe material coming out ofDillinger Hütte GTS is unusual:sometimes it's the dimensions ofthe plates (in most cases thethickness or the width), and other times it's the mechanicalproperties of the plates. And of-ten it's both.
Not all manufacturers of struc-tural steel constructions, pressurevessels or heavy apparatus want
to process such plates completelyon their own. We know our platematerial best of all and we alsohave the necessary equipmentavailable to process these heavyund thick plates. This is why weoffer to take care of the difficultfirst stages of the processing andsupply prefabricated structuralcomponents instead of just heavyplates.
The scope of products and ser-vices of the Heavy FabricationDivision is set out on the follow-ing pages; it includes modularheavy plate components, de-signed for specific fields of appli-cation. Our comprehensive rangeis the result of long years of expe-rience in cooperating with steelplate fabricators.
But don't take this as our finalword on the subject: if you dohave a special project or uniquerequirements such as the threeexamples cited above, we willprovide you, on an individual basis, with exactly the same service as offered to architects,artists and space engineers.
Heavy Fabrication Division Dillinger Hütte GTS, Modular solutions for heavy plate fabrication [1/1], 2008
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 5

6
FABRICATED PLATES
Fabricated plates equipped with machined weld-edges
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 6

7
The bevelling of edges is part ofthe current preparation whereverwelding is required. This appliesmainly to the construction ofstorage tanks, shaft linings,bridges, large pipes or tubular,pressure vessels and nowadayspiles for offshore wind-mills. Thesupply of edge-trimmed platesachieved by a machining processis one of the specialities ofDILLINGER HÜTTE GTS.
Manufacturing process
While traditional methods ofshaping weld-edges use shearing,flame cutting or planing, theplate edge-milling machine cutsall the excess material into finechips. The reduction to chip formis done by hard metal plateswhich are arranged at regular in-tervals at the outer circumferenceof the profile-milling heads. Themachined edges are geometrical-ly exact, smooth, even, and burr-free; their quality surpassesby far the quality of sheared or flame-cut plates. Since thethermal energy, which developsduring the reduction to chip
form, is virtually absorbed by the chips, the plate itself remainscold so that both hardening ofmaterial and resulting cracks canbe avoided.
The machining process is basedon the "HF milling" method asdeveloped by LINSINGER, theAustrian manufacturer of thisequipment: it provides a smoothrun and minimal vibrations despite the high performancenecessary for the reduction tochip form. The lay-out of themachine is designed for a contin-uous service so the interruptionsfor exchanging the profile-millingheads are minimised. The machine comprises two millingstations of 90 kW for processingsimultaneously the both longitu-dinal edges, one of the stationsbeing turned at 90° to assume the machining of the transverseplate edges.
Scope of supply
The edge preparation of plateswithin the thickness range of be-tween 5 mm and 120 mm is car-
ried out by milling; for largerthickness, flame-cutting will ap-ply. The 4 edges can be individu-ally equipped with a specificweld-edge preparation.
As the milling process is CNCdriven, the machine can dealwith rectangular, trapezohedraland annular-shaped plates. Special preparation like back-cladding and tapering can alsobe achieved along the weld-edges.
A high degree of accuracy and anexcellent cut-face quality i.e. ex-tensively free of hardening effectcharacterise the weld-edges pre-pared by a machining process,both being requirements for performance welding.Please refer also to the TechnicalDelivery Conditions on page 32.
Information required
Final plate sizes, rolling radius,weld-edge design.
Heavy Fabrication Division Dillinger Hütte GTS, Fabricated plates [1/3], 2008
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 7

8
Heavy Fabrication Division Dillinger Hütte GTS, Fabricated plates [2/3], 2008
Dimensional program
Shell plates machined flame-cut
Thickness 5 – 120 mm 10 – 230 mmWidth 1.350 – 5.000 mm 800 – 5.200 mmLength 4.000 – 25.000 mm 2.000 – 18.000 mmPlate weight 40 t 40 t
Shell-plates rolled to radius Halves 1) Thirds 1)
Thickness 15 – 230 mm 15 – 230 mmWidth 800 – 4.300 mm 800 – 4.300 mmLength 4.000 – 14.000 mm 4.000 – 14.000 mmRadius ≤ 4.000 mm ≤ 6.000 mm
1) Workable plate sizes and other shell design are subject to agreement.
I U
DU
V
DV
Notes: details of weld-edge preparation e.g. root radius and slope angle must be agreed.
Edge design
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 8

template
shell plate
A
Ri
RiA
A
template
shell plate
Heavy Fabrication Division Dillinger Hütte GTS, Fabricated plates [3/3], 2008
9
Standard tolerances
Edge preparation machined flame-cut
Bevel angle (γ, α) ± 0.5° ± 2.0°Land location (h) 1) ± 0.5 mm ± 2.0 mmLand height (a) ± 0.5 mm ± 2.0 mmRoot radius (R) 2) ≤ 0.5 mmSlope angle (β) 2) ± 0.5°Cut-face quality ISO 1302-N7/N8 ISO 9013-33
1) measured from the plate top side
2) applicable to U and DU edges only
Dimensions machined flame-cut
Width ± 1.0 mm ISO 9013-331
Length ± 1.0 mm ISO 9013-331
Difference between diagonals ≤ 2.0 mm ISO 9013-331
Edge straightness ≤ 1,0 mm
The dimensional tolerances apply to weld-edge prepared plates measured in the flat condition;
the tolerances on thickness and flatness are those agreed for the plate, e.g. EN 10029, ASTM A 6 or A 20.
Shape
Curvatureat the plate ends ≤ 2 mm / 500 mmaway from the end area ≤ 10 mm /2.000 mm
Straightness of the endss ≤ 20 mm ≤ 4 mm / 1.000 mms ≤ 40 mm ≤ 3 mm / 1.000 mms > 40 mm ≤ 2 mm / 1.000 mm
s = wall thickness Ri = internal radius A = deviation from the theoritical curvature
The shape deviations are measured as distance A between a template board (with a chord length of 500 mm respectively 2.000 mm) fitted with the radius and
the plate curvature: the checking is carried out as shown in the adjacent sketch after the plates are laid down on a measuring bed set to the nominal radius.
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 9

10
CUT-TO-SHAPE PLATES
Cut racks for jack-up rigs processed by flame-cutting out of a 178.5 mm plate in steel DILLIMAX 690
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 10

11
Cut-to-shape plates are intendedmainly for use in structural andmechanical engineering, e.g. asblanks for tool equipment orframes for hydraulic presses.
Manufacturing process
Cut-to-shape plates are profiledtrue to dimensions on NC flame-cutting machines with squareedge, further weld-edge prepara-tion being manually flame-cut.The contour is constructed fromstraight and circular-shapedlines, all other outlines are splitup into polygonal courses with ahigh definition.
Scope of supply
The blanks are supplied in thesteel grades within the plate De-livery Program of Dillinger HütteGTS preferably in pieces above 3 t in weight. They can also beprovided with enhanced wavinesstolerances against the standardse.g. EN 10029, ASTM A 6 / A 20and when required by the steelgrade also be supplied in thestress-relieved condition to suitsubsequent processing operationssuch as a machining. It is knownthat profile cutting involvesmostly an important platewastage; unless otherwise agreed
the scrap remains the property ofthe supplier i.e. the shippingcosts which apply to the resultingnet weight are therefore consider-ably reduced. Please refer also tothe Technical Delivery Condi-tions on page 32.
Information required
Shape description supportedwith a full-dimensioned drawing
Heavy Fabrication Division Dillinger Hütte GTS, Cut-to-shape plates [1/1], 2008
Standard tolerances
Quality of cut faces and dimensional tolerances according to ISO 9013-331
Edge design
Bevel angle ± 2° Land height ± 2 mmLand position1) ± 2 mm
1) measured from the plate top side
Dimensional program
Width ≤ 5.200 mm Thickness ≤ 410 mmLength ≤ 25.000 mm Weight ≤ 60 t
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 11

12
Hemispherical one-piece head, seamless: ID 3.520 mm x 70 mm in steel SA 516 grade 70 ASME II-A
ONE-PIECE HEADS
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 12

13
Heavy Fabrication Division Dillinger Hütte GTS, One-piece heads [1/7], 2008
One-piece heads serve for exam-ple as end pieces for pressurevessels and power boilers. Thewidest range of shapes is avail-able: spherical, torispherical,elliptical, etc. The flat heads i.e.flanged only within the proposeddimensional range are mainlyused for the fabrication of ladlesinvolved in metallurgicalprocesses.
Manufacturing process
One-piece heads in Dillingen arealways hot formed by deep-drawing, the circular blanks be-ing free of any weld seam. Theyare dished by the means ofhydraulic presses up to 2.500 tonsfitted with the proper tooling i.e.ring and die, the shape of whichsuits the inside contour of thehead. The edges are generallyworked by flame cutting; themachining of the weld-edgepreparation can be also agreedupon for heads with wall thick-nesses above 30 mm.
Scope of supply
Seamless heads can be suppliedspherical-shaped in outsidediameters up to 3.650 mm, tori-spherical or elliptical-shaped upto 4.450 mm or flanged only upto 4.750 mm. The "DimensionalProgram" table provides infor-mation concerning the standardshapes, diameters and wallthicknesses to which the headscan be manufactured:intermediate dimensions andother head shapes must beagreed upon. Please refer also tothe Technical Delivery Condi-tions on page 32.
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 13
14
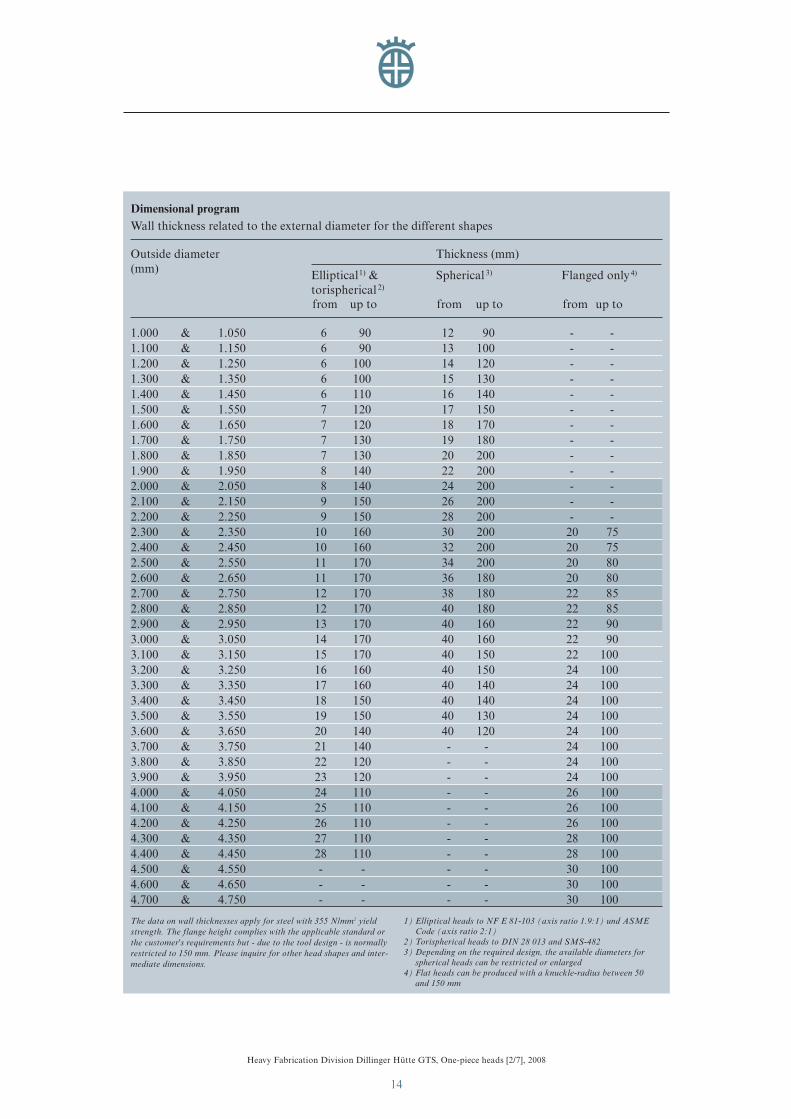
Dimensional programWall thickness related to the external diameter for the different shapes
Outside diameter Thickness (mm)(mm) Elliptical1) & Spherical 3) Flanged only 4)
torispherical 2)
from up to from up to from up to
1.000 & 1.050 6 90 12 90 - -1.100 & 1.150 6 90 13 100 - -1.200 & 1.250 6 100 14 120 - -1.300 & 1.350 6 100 15 130 - -1.400 & 1.450 6 110 16 140 - -1.500 & 1.550 7 120 17 150 - -1.600 & 1.650 7 120 18 170 - -1.700 & 1.750 7 130 19 180 - -1.800 & 1.850 7 130 20 200 - -1.900 & 1.950 8 140 22 200 - -2.000 & 2.050 8 140 24 200 - -2.100 & 2.150 9 150 26 200 - -2.200 & 2.250 9 150 28 200 - -2.300 & 2.350 10 160 30 200 20 752.400 & 2.450 10 160 32 200 20 752.500 & 2.550 11 170 34 200 20 802.600 & 2.650 11 170 36 180 20 802.700 & 2.750 12 170 38 180 22 852.800 & 2.850 12 170 40 180 22 852.900 & 2.950 13 170 40 160 22 903.000 & 3.050 14 170 40 160 22 903.100 & 3.150 15 170 40 150 22 1003.200 & 3.250 16 160 40 150 24 1003.300 & 3.350 17 160 40 140 24 1003.400 & 3.450 18 150 40 140 24 1003.500 & 3.550 19 150 40 130 24 1003.600 & 3.650 20 140 40 120 24 1003.700 & 3.750 21 140 - - 24 1003.800 & 3.850 22 120 - - 24 1003.900 & 3.950 23 120 - - 24 1004.000 & 4.050 24 110 - - 26 1004.100 & 4.150 25 110 - - 26 1004.200 & 4.250 26 110 - - 26 1004.300 & 4.350 27 110 - - 28 1004.400 & 4.450 28 110 - - 28 1004.500 & 4.550 - - - - 30 1004.600 & 4.650 - - - - 30 1004.700 & 4.750 - - - - 30 100
The data on wall thicknesses apply for steel with 355 N/mm2 yield
strength. The flange height complies with the applicable standard or
the customer's requirements but - due to the tool design - is normally
restricted to 150 mm. Please inquire for other head shapes and inter-
mediate dimensions.
1) Elliptical heads to NF E 81-103 (axis ratio 1.9:1) und ASME
Code (axis ratio 2:1)
2) Torispherical heads to DIN 28 013 and SMS-482
3) Depending on the required design, the available diameters for
spherical heads can be restricted or enlarged
4) Flat heads can be produced with a knuckle-radius between 50
and 150 mm
Heavy Fabrication Division Dillinger Hütte GTS, One-piece heads [2/7], 2008
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 14

15
Heavy Fabrication Division Dillinger Hütte GTS, One-piece heads [3/7], 2008
Standard tolerances
Edge-preparation flame-cut machined
Bevel angle ± 2.0° ± 1.0°Land position 1) ± 2.0 mm ± 1.0 mmLand height ± 2.0 mm ± 1.0 mmMilling radius 2) ± 1.0 mmCut face quality ISO 9013-33 ISO 1302-N9
1) measured from the reference diameter Da or Di
2) applicable just to U and DU edges only
Diameter, out-of-roundness and shape according to applicable fabrication codes e.g. ASME I, ASMEVIII-1, ASME VIII-2, PD 5500, BS 1113, CODAP or AD 2000.
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 15

16
Heavy Fabrication Division Dillinger Hütte GTS, One-piece heads [4/7], 2008
Information required
Torispherical heads
Shape(applicable standard or dishing radius r1and knuckle radius r2)Diameter Da or Di
Minimum wall thickness after forming sStraight flange h1
Weld-edge preparation
Elliptical heads
Shape (applicable standard or axis ratio b : a)Diameter Da or Di
Minimum wall thickness after forming sStraight flange h1
Weld-edge preparation
Flat heads, flanged only
Diameter Da or Di
Minimum wall thickness after forming sDishing radius or knuckle radius r1
Straight flange h1 or depth h3 (h1+h2)Weld-edge preparation
s
Di
Da
h 2 h 3
h 1
r 1
r 2
Di
Dah 2 h 3
h 1
s
b
a
Di
Da
h 3
h 1
r 2
s
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 16

17
Heavy Fabrication Division Dillinger Hütte GTS, One-piece heads [5/7], 2008
Information required
Hemispherical heads with straight flange
Dishing radius r1 or inside diameter Di
Minimum wall thickness after forming sStraight flange h1 or depth h3 (h1+h2)Weld-edge preparation
Hemispherical heads (r1 = h3)
Dishing radius r1 or inside diameter Di
Minimum wall thickness after forming sWeld-edge preparation
Spherical heads
Dishing radius r1
Connecting inside diameter Dh or "negative" height h1 or
depth h3
Minimum wall thickness after forming sWeld-edge preparation
Di
Da
h 2 h 3
h 1
s
r 1
Di
Da
h 3
s
r 1
Dh
h 3h 1
s
r 1
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 17

18
Heavy Fabrication Division Dillinger Hütte GTS, One-piece heads [6/7], 2008
1. Circular blank being removed out of the furnace once heated at the proper temperature
2. Circular blank being transferred to the 2500 t - hydraulic press by means of the overhead crane
3. Circular blank being positioned onto the forming ring laying on the lateral transfer lorry
HOT DISHING PROCESS OF
ONE-PIECE HEADSOD 4.200 mm x 80 mm in steel SA 516 grade 70
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 18

19
Heavy Fabrication Division Dillinger Hütte GTS, One-piece heads [7/7], 2008
6. Dished head being extracted out of the forming tools
HOT DISHING PROCESS OF
ONE-PIECE HEADSOD 4.200 mm x 80 mm in steel SA 516 grade 70
4. Lateral transfer lorry being positioned within the operating area of the hydraulic press fitted with the forming die
5. Circular blank being dished
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 19

20
Trial fit-up of a multi-segment dome for a blast-furnace hot-stove(Dishing radii from 3.362 mm up to 6.430 mm, length 17.100 mm, height of
the largest spherical section 6.430 mm, Steel grade 15Mo3)
MULTI-SEGMENT SHELL SECTIONS
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 20

21
Heavy Fabrication Division Dillinger Hütte GTS, Multi-segment shell sections [1/3], 2008
When the required items exceedthe dimensions of the one-piececomponent, they can be producedin multi-segment design, eachpressing being supplied ready forassembly; the individual sizes ofthe segments can be also agreedupon.
Manufacturing process
The pressings comprising a mul-ti-segment shell are individuallyformed using tool equipment, theprofile of which suits the contourof the part being made. Theknuckle segments of torisphericalheads are basically hot-pressed;as are the relative crown segmentsand any pressings designed witha dishing radius up to approxi-mately 3.500 mm; above this
diameter cold-forming is applied.The weld-edges of the shapedsegments are produced by flamecutting.
Scope of supply
It includes mainly the fabricationof torispherical heads to DIN 28011 or NF E 81-102 andDIN 28013 or SMS-482 above4.450 mm in outside diameter andspherical heads above 3.650 mm inoutside diameter; the multi-seg-ment design can be also extendedto „tailor-made“ shell sectionssuiting a specific shape i.e. transi-tion pieces, reversible conical seg-ments and inlets for shaft liningsince no dimensional restrictionmust be observed. The multi-seg-ment design is an alternative to
the fabrication of items outsidethe manufacturing range of thecold spinning process which ismainly restricted to the shapingof wall thicknesses up to around30 mm. Please refer also to theTechnical Delivery Conditions onpage 32.
Trial fit-up
The pressings are produced tofabricate multi-segment headsor other large shell sections.When requested, the segmentsare trial assembled for the shopinspection by using key-platesand pins; clamping cams canalso be welded on which youcan later put to advantage aserection aids during the finalassembly.
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 21

22
Heavy Fabrication Division Dillinger Hütte GTS, Multi-segment shell sections [2/3], 2008
Standard tolerances
Edge design knuckle crown
Bevel angle ± 2° ± 2°Land height ± 2 mm ± 2 mmLand position 1) ± 2 mm ± 2 mmCut-face quality ISO 9013-33 ISO 9013-33
Shape 1)
200 mm wide edge area 2) ≤ 3 mm/1.000 mm ≤ 2 mm /1.000 mmAway from edge area 3) ≤ 6 mm/1.000 mm ≤ 6 mm /2.000 mm
Dimensions
Arc length/arc width ± 2 mm ± 2 mmDiagonal difference ≤ 3 mm ≤ 3mmDiameter 4) 5) ± 0.1% Da ± 0.1% DaOut-of-roundness 5) ≤ 30 mm ≤ 30 mmInside height 5) ± 0.25% Da ± 0.25% Da
1) related to the internal surface
2) measured as a distance between a nominal shape template of
1.000 mm and the actual inner contour, the measuring position
being along the segment edges
3) measured as a distance between a nominal shape template of
1.000 mm respectively 2.000 mm and the actual inner contour, the
measuring position being vertical to the plane defined by the
circumferential weld-edge
4) calculated from measured circumference
5) only when trial assembled
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 22

23
Information required
Torispherical heads
Shape (applicable standard or
dishing radius r1 and knuckle radius r2)Diameter Da or Di
Arrangement of segmentsDiameter of crown Dk
Straight flange h1
Minimum wall thickness(es) after forming s
Spherical heads
Dishing radius r1 and inside diameter Di
Arrangement of segmentsDiameter of crown Dk
Minimum wall thickness(es)after forming s
"Tailor-made" shell sectionsPurpose for which they are usedDrawing including full measurementsMinimum wall thickness(es) after forming s
crown
Di
Da
Dk
h 3
h 1
r2r 1
s
knuckle
s
s
s
r 1
Di
Da
Dk
s
s
crown
sphericalcourse
Heavy Fabrication Division Dillinger Hütte GTS, Multi-segment shell sections [3/3], 2008
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 23

24
SPHERICAL SHELL PLATES
Fit-to-assembly segments comprising a spherical tank (Inside diameter 22.500 mm x 95 mm, steel grade SA 537 class 2)
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 24

25
Spherical shell-plates are tailor-made segments(„petals“) manufactured readyto install spherical storage vessels where the emphasis isplaced on the high dimensionalaccuracy of the individual segments.
Manufacturing process
Taking into account the mater-ial properties, the plate thick-ness and the required radius,either cold or hot forming canbe used. In both alternatives,the shaping process is conduc-ted in a „safe“ way so that thesteel mechanicals remain pre-served. The segments for
spheres above 7.000 mm in diameter are normally manu-factured cold by progressivedishing. Once the segments areshaped properly, the weld-edges are subsequently engi-neered by flame cutting.
Scope of supply
Unless otherwise required, thearrangement and the sizes ofthe segments are optimised byconsidering the available shopfacilities, the transport condi-tions and the field erectionconstraints. Depending on thematerial and on the formingradius, the “petals” are fabri-cated in thickness of up to 110
mm in width, of up to 4.000mm and in length of up to12.000 mm: the final pieceweight is generally restricted at 23 to. The scope of supplyincludes also “petals” fabricat-ed from material produced bythermo-mechanical controlledprocess (TMCP) or by water-quenching process (QT). An extensive experience allowsmanufacturing the segmentsready for assembly without anyshop trial fit-up.
Please refer also to the Technical Delivery Conditionson page 32.
Heavy Fabrication Division Dillinger Hütte GTS, Spherical shell plates [1/3], 2008
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 25

26
Heavy Fabrication Division Dillinger Hütte GTS, Spherical shell plates [2/3], 2008
Dimensional program Format of largest workable segment in relation to inside diameter and wall thickness
hot forming
cold forming
Wal
l thi
ckne
ss s
(m
m)
2.000 4.000 6.000 8.000 10.000 12.000 14.000 16.000 18.000 20.000 22.000
10
20
30
40
50
60
70
80
90
100
Inside diameter of sphere Di (mm)
2.50
0 m
m �
2.5
00 m
m1)
2.50
0 m
m �
4.0
00 m
m1)
2.75
0 m
m �
6.0
00 m
m1)
3.00
0 m
m �
8.0
00 m
m1)
3.00
0 m
m �
10.
000
mm
1)
4.00
0 m
m �
12.
000
mm
1)
24.000
1) The dimensions (length and width) are given by arc measure. The data on wall thickness apply to steel with 355 N/mm2 yield strength.
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 26

27
Information required
Inside diameter Di
Arrangement of segmentsMinimum wall thickness(es) after forming sFabrication code
Spherical shell plates are always outlined by longitudinal or latitudi-
nal arcs, either by "great circles" (with circle centre in sphere centre)
or by "small circles" (with circle centre outside the sphere centre).
All dimensions are given by arc measure related to the inner surface.
Unless otherwise agreed, allowance for assembly root-gap or for
welding shrinkage will not be taken into consideration.
s4
ß1
aDi
s5
s6
s1
s2
s3
�6
�5
�4
�3
�2
�1
crown
upper course
equatorial course
bottom
Schematic description of lay-out
ß2 ß3
ß4
Heavy Fabrication Division Dillinger Hütte GTS, Spherical shell plates [3/3], 2008
Standard tolerances
Edge design Bevel angle ± 2°Land height ± 2 mmLand position 1) ± 2 mmCut-face quality ISO 9013-33
Dimensions Arc length ± 2 mmArc width ± 2 mmDiagonal difference ≤ 3 mm
Shape1) 200 mm wide edge area 2) ≤ 2 mm/1.000 mmaway from edge area ≤ 6 mm/2.000 mm
segment
A
RiA
A
template
segment
Ri
template
The shape deviation is measured as distance A between a template with a chord
length of 1.000 mm respectively 2.000 mm and the spherical segment laying down
on a measuring bed set to the nominal radius.
1) related to the internal surface
2) measuring position: along the plate edge
(Ri = inside radius)
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 27

28
CYLINDRICAL SHELL COURSES
Cold forming process by means of the 4-roll bending machine (8.600 t force) of a cylindrical shell-course in steel grade 20 MnMoNi 4-5 to
VD TÜV 440-1/00 designed for a petrochemical reactor
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 28

29
Cylindrical shell-courses are basic items entering in a lot ofapplications such as componentsfor pressure vessels or structuralsections.
Manufacturing process
Shell-courses are produced bycold or hot forming, the choiceof the process being a functionof both the shell sizes and thematerial properties. They arepreferably supplied fully welded:welding is performed by usingeither single-electrode, two-elec-trode or twin-arc submerged arcmethods in accordance with theprovisions of the relevant inter-national codes, for example AD,ASME (Stamps U, U2 and S areavailable), PD 5500, CODAP,TRD. Depending on the material and code requirements,the formed parts can be givenproper heat treatments, for instance normalising, tempering,water-quenching.
Optionally, the shell-courses aresupplied just tack-welded -
achieved from the outside -within the longitudinal joint orbraced at both ends by usingstrong-backs.
As a rule, the plate edges of thelongitudinal joint are preparedby a milling process performedfrom the outside what makes a“narrow gap” weld-joint of 18°achievable. The circular weld-edges of shell-courses are usual-ly produced by flame cutting;edge-machining of shell-coursesup to 2.550 mm in length can beagreed.
Scope of supply
The forming is achieved bymeans of a 4-roller machinepowered with 8.600 t force, designed to deal with 4.300 mm(169,2") wide plate. Its perfor-mance includes the cold formingof shell-course up to 240 mm(9,4") in thickness at the fullplate width; three interchange-able top rollers (880 mm, 1.200mm and 1.500 mm) enable tocover a very wide range of diameters.
This machine has been speciallyengineered for heavy sectionplates made out of high strengthsteels characterised by a yieldpoint of 700 MPa. Such anequipment is particularly advan-tageous for steel grades wherehot forming is always problem-atic e.g. for all steels intended tobe delivered either in the water-quenched ( QT ) or in the thermo-mechanically processed ( TM ) condition.
When required the forming canbe also performed by using a hotprocess, conducted in the way tokeep extensively the surface fin-ish free of the usual discontinu-ities resulting from this kind ofprocess.
Please consider also the Technical Delivery Conditionson page 32
Heavy Fabrication Division Dillinger Hütte GTS, Cylindrical shell courses [1/3], 2008
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 29

30
Heavy Fabrication Division Dillinger Hütte GTS, Cylindrical shell courses [2/3], 2008
Performance chart of the roll-bending machinebased on a cold forming process up to 4.300 mm (169,2'') in course length
300
290
280
270
260
250
240
230
220
210
200
190
180
170
160
150
140
130
120
110
100 90 80 70 60 50 40 30 20 10 0
800
1.00
01.
200
1.40
01.
600
1.80
02.
000
2.20
02.
400
2.60
02.
800
3.00
03.
200
3.40
03.
600
3.80
04.
000
Insi
de d
iam
eter
[mm
]
Wall thickness [mm]
Yie
ld s
tren
gth
550
MP
a (8
0 ks
i)
Del
iver
y pr
ogra
m o
f sh
ell-
cour
ses
upon
enq
uiry
1.500 mm top roller
1.200 mm top roller
880 mm top roller
Yie
ld s
tren
gth
240
MP
a (3
5 ks
i)
Yie
ld s
tren
gth
360
MP
a (5
3 ks
i)
Yie
ld s
tren
gth
700
MP
a (1
00 k
si)
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 30

31
Heavy Fabrication Division Dillinger Hütte GTS, Cylindrical shell courses [3/3], 2008
Information required
Diameter Di or Da
Length L
Minimum wall thickness after forming s
Edge-design
Welding requirements and fabrication code
L
Di Da
s
Standard tolerances
Edge-preparation flame-cut machined
Bevel angle ± 2.0˚ ± 1.0˚Land position 1) ± 2.0 mm ± 1.0 mmLand height ± 2.0 mm ± 1.0 mmRoot radius 2) ± 1.0 mmCut-face-quality ISO 9013-33 ISO 1302-N9
1) measured from the reference diameter Da or Di
2) applicable to U and DU edges only
Diameter 1) ± 0.3 % DOut-of-roundness 2) ≤ 1 % DLength ≤ 3 mmStraightness ≤ 1 mm /1.000 mm
1) calculated from the measured circumference
2) The out of roundness is defined by 2(D max - D min)/
D max + D min).
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 31

32
TECHNICAL DELIVERY CONDITIONS
Weld-edge machining of a hemi-spherical dished head (ID 3.100 mm x 100 mm)
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 32

33
Heavy Fabrication Division Dillinger Hütte GTS, Technical delivery conditions [1/2], 2008
Plate processing
Basically the applied processingoperations comply with the recom-mendations made by the steelmaker having produced the plates.Furthermore, the fabrication oper-ations meet the guidelines of SEW88 - German directives governingthe processing of heavy steelplates. The requirements containedin the relevant fabrication codessuch as AD, ASME, CODAP,PED 97/23/EC, EN 13445, PD5500, etc. can also be agreed. Depending on the material steelgrade and the applicable specifica-tions, the formed parts can be giv-en proper heat treatment e.g. nor-malizing, water-quenching, tem-pering, stress-relieving. As a rulethe mechanical properties of everypressing shaped by hot formingare verified by using test couponsremoved from the forming al-lowance after completion of theforming process and tested in thefinal heat treatment condition.
Dimensional and shape accuracy
The Product Information Sheetson the pages 6 to 31 include spe-cific details regarding the standardfabrication tolerances; they applyunless otherwise agreed and arevalid at the time of the shop in-spection. Supporting structures,the type of which is to be agreedupon, can be necessary to maintainthe shape during transport andstorage. In the case of packagesi.e. joint delivery of shell-courses
with pressings, the accuracy of thecomponents to each other shall bewithin the permissible misalign-ment required in the applicablecode.
Surface condition
The items are supplied with un-treated surfaces in line with theprocessing method used; by agree-ment the surface quality can beevaluated against EN 10163: Part1 and 2. It can also be agreed thatthe surface of the manufactureditems must be descaled andprimed in accordance with ISO8501-1 (SIS 05-5900) or equiva-lent standard. The surface preser-vation of shell-plates is generallycarried out prior to the processingoperations (weld-edge preparationand shaping to radius). The plateweld-edges can be also protectedagainst corrosion by using a suit-able coating, the type of which issubject to agreement. The surfacetreatment can also be subcontract-ed to an external company whosequality system is controlled byDillinger Hütte GTS.
Weld-edge preparation
Items supplied in the multi-seg-ment design ready for assemblyare produced with weld-edgepreparation. Any requirement fortapering must be additionallyagreed upon. The edges of cut-to-shape plates, pressings and cylin-drical shell-courses are as a ruleworked by flame cutting, the cut-
face being subsequently processedfree of scale and slag accumula-tion by grinding. Edge details de-scribed in the relevant standardssuch as API 650, DIN 8851, NF E81-110 („I“, „V“, „Y“ in single orin double design) can be engi-neered: the cut-face quality is inline with the cutting process. Anymachining of weld-edge prepara-tion for heads and shell-coursesmust be additionally agreed. Weld-edge protection against corrosioncan also be provided on request.
Identification
Each item produced by DillingerHütte GTS is originally marked in accordance with the applicableplate standards; it is additionallyidentified by using a sequentialpiece number to ensure the trace-ability of the manufactured partsalong the fabrication operationsback to the Inspection Test Certifi-cates of the initial material issuedby the plate mill. The markingsare as a rule made on the top sideof the plate i.e. on the concaveside of the curved shell-sections.Unless otherwise agreed, headsand pressings are marked on theoutside surface. The shippingmarks are stencilled in the mannerrequired in the purchase order. Additionally the items areequipped for transit with the brandname and the emblem of DillingerHütte GTS.
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 33

34
1/6 Sinusoidal segments ready to install a tunnel lining of an underground station, situated in a mining area (Clear diameter 6.300 mm, wall thick-
ness 19 mm, steel grade ST 52-3 to DIN 17100)
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 34

35
Contract work
In the case of free issued plates i.e.plates produced outside the worksof Dillinger Hütte GTS, all pro-cessing conditions must be agreedin advance i.e. before release forfabrication; this concerns especial-ly the hot forming parameters,the machining and the materialallowances for forming.
Packaging
The items are usually providedloose and unsecured: shaped partssuch as dished heads, pressings orcurved shell-sections are just lay-ing on wooden timbers fitting theoutside curvature, usually withthe inner side upwards. Shell-platesare stacked into lifting units sepa-rated from each other by means ofwooden spacers. Other types ofmeasures for packaging, securingand lashing e.g. the supply of skidsor pallets, any supporting struc-tures being necessary to maintainthe shape during transport, thestowing into containers, the weld-ing of lifting lugs, the use of spac-ers between each shell-plates arealways subject to agreement. Anyspecific packaging and lashing re-quirements have to be agreed
along with the purchase order.
Information required
In order to be able to process yourrequirements, we need a range ofdetails listed as follows:
Material steel gradeAcceptance conditions (plate material and fabricated item)Testing condition (when deviating from the as-deliveredcondition)Final heat treatment conditionFabrication code (mandatory for welded parts)Weld-edge preparationDimensions
Please refer also to the tables "In-formation required" of the ProductInformation Sheets on the pages 6to 31. For the parts outside thestandard delivery program, pleasesupport always your inquiry with asketch showing the contour designof the part to be manufacturedincluding all measurements.
Documentation
Unless otherwise required, an in-spection test certificate to EN10204-3.1 is provided for the basematerial and the manufactureditem as well. By agreement, the
documentation can be extendedand include for instance some fab-rication and control procedures,quality plan and shop drawings.
Enlarged scope of supply
The Heavy Fabrication Division iswell equipped to deal with yourorders. The table on page 37 pro-vides an overview of the main ma-chinery. Any design work, fabrica-tion of finished equipment anderection on the field are basicallyoutside the services offered byDillinger Hütte GTS. On requestthe individual components can bepre-assembled into heavy units.Items of up to a total weight of 100to and 18.000 mm in length can behandled. The joint delivery ofcomponents with unfabricatedplates is subject to agreement.
Logistics
The manufacturing plants are in-stalled in covered bays with a totalsurface area of around 39.000 m2.All bays have both a road and arail link. Furthermore, an accessto the company's own port facili-ties on the river Saar is available.
Heavy Fabrication Division Dillinger Hütte GTS, Technical delivery conditions [2/2], 2008
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 35

36
FABRICATION FACILITIES
2.500 ton hydraulic press
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 36

37
Heavy Fabrication Division Dillinger Hütte GTS, Fabrication facilities [1/1], 2008
1) diameter of the circular blank
2) maximum barrel length
3) minimum inside diameter
4) clear height
5) clear diameter
6) cutting medium: oxygen with acetylene or
with natural gas
7) normalising / tempering / stress-relieving
8) depth of the U-groove preparation for nar
row-gap welding
Main machinery Thickness Width Length Clearance Diameter(mm) (mm) (mm) (mm) (mm)
Forming cold hot
- multi-purpose press ( 2.250 t ) 110 170 4.900 1)
- multi-purpose press ( 2.500 t ) 125 200 5.400 1)
- trimming-press ( 4.000 t ) 140 4.000
- 4-roll bending machine ( 1.500 t ) 25 4.000 2) 750 3)
- 4-roll bending machine ( 8.600 t ) 240 350 4.300 2) 1.000 3)
Machining
- NC vertical lathe 2.550 4) 6.100 5)
- CNC plate-edge milling machine 120 5.000 25.000
- milling machine for weld-edge preparation of longitudinal joints and back-gouging 160 8) 4.300
Flame cutting
- NC profile-cutting machine 6) 200 5.500 15.000
- NC profile-cutting machine 6) 410 9.800 40.000
- equipment for edge-preparing of heads 200 4.500
Heat treating
- boogie hearth furnace 7) 4.300 10.000 3.600 4)
- walking beam furnace 7) 5.500 8.250 1.800 4)
- walking beam furnace 7) 6.000 12.500 2.300 4)
- deep quenching water pools for accelerated cooling
Welding The welding facilities comprise semi-automatic and automatic equipment for submerged arc welding and inert gas welding ( SMAW, SAW and TIG )
Note
All information related to the above equipment are just given for reference purposes: the actual manufacturing capability must be enquired.
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 37

38
MATERIAL STEEL GRADES
The sculpture "Serpentine" by Richard Serra during the trial shop erection (Length: 33.000 mm x 4.000 mm x 45 mm, weighing over 100 tons)
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 38

39
Heavy Fabrication Division Dillinger Hütte GTS, Processed steel grades [1/1], 2008
For the manufacture of the com-ponents described on the previ-ous pages, the Heavy Fabrica-tion Division processes theheavy plates produced by theplate mills of Dillinger HütteGTS. The exact knowledge ofour materials makes it possiblefor us to exploit the absolutetechnical limits of their process-ing possibilities.
Dillinger Hütte GTS as the Eu-ropean market leader for heavyplates is indeed the right addressfor highly demanding tasks. Theplate delivery program includesa wide range of low alloyed carbon steel grades to Germanand international standards e.g. - weldable fine-grain structural
steels,- high-strength quenched and
tempered fine-grain steels,
- special low-temperature weldable steels,
- low-temperature nickel-alloyed steels (up to 5 % Ni),
- abrasion-resistant structural steels,
- alloyed and unalloyed hard-ening and heat-treatable steels,
- conventional CrMo steels and vanadium enhanced CrMo steels for general structural applications, ship-building industries, pipe-lines, penstocks, boiler and pressure vessels (hydro-treating petrochemical reactors), etc.
Sometimes enquiries for particu-lar grades are made on heavyplates outside the scope of thestandard. Dillinger Hütte GTSprovides the proper solution for
the most frequent required addi-tional properties e.g.:- Low carbon equivalents- TTT properties to ASTM-A
770 and EN 10164- High resistance to Hydrogen
Induced Cracking (HIC)- Defined resistance to Sulfide
Stress Cracking (SSC)- Insensivity to embrittlement
in CrMo-alloyed pressure vessel steels as evidenced withstep-cooling tests, J and X factors
- Longitudinally profiled plates, i.e. with variable thickness over the plate length for structural steel qualities to EN 10 025, EN 10 113 (Part 2) and EN 10 115.
DILLIDUR: water-hardened wear-resistant steelsDILLIMAX: high-strength water-quenched and tempered structural steels forwelded componentsDIWA: alloyed high-strengthfine-grained steels for steam-boilers and pressure vesselsDICREST: fine-grained steels for pressure vessels andstorage tanks with resistanceto sour gasDIROS 500: high-strength water-quenched and tem-pered pressure vessel steels for low-weight designs
DILLINAL 460/630: high-strength fine-grained steels for tanks used for the transport of liquefied gasDIZINC: special structural steels for galvanizing pots with extended service-lifeDI-MC: thermo-mechani-cally-rolled structural steels with optimised processing propertiesDIWETEN: structural steelswith improved atmospheric corrosion resistanceDICUT: steels with optimised laser-cutting properties
DIMARINE: thermo-mechanically-rolled shipbuilding steels with opti-mised processing propertiesDIMO: steels for plastic mouldsDIPRO: armoured steels for civil safety applicationsDISAFE: high-strength thermo-mechanically-rolled fine-grained structural steels for safesDICLADUR: roll-bonding clad dual layer steels for use under abrasive conditions
Dillinger Hütte GTS has also developed some brandnamed steels optimised versus a range of individual applications, e.g.:
More details about the brandnamed steels are available in Material Data Sheets; they can be downloaded at www.dillinger.de or www.heavyplate.com.
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 39

40
Flat head, flanged only, seamless (Outside diameter 4.100 mm x 95 mm, knuckle radius 100 mm, steel grade WStE355)
Spherical head, seamless (Inside diameter 2.275 mm x 185 mm, steel grade StE355)
SOME APPLICATIONS
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 40

41
Deep quenching of a cylindrical shell courses (ID 1.750 mm x 116 mm x 4.200 mm, steel SA 387 grade 11-2)
Elliptical one-piece head OD 4.450 mm x 80 mm in steel SA 516 grade 70 ASME II-A
SOME APPLICATIONS
inh_3016_dihd_bro_hfd.411 01.10.2008 9:39 Uhr Seite 41

42
Hot dished and water-quenched segments being trial-fitted on the shop floor into a toriconical course (ID1 5.200 MM / ID2 3.200 mm x
2.300 mm x 60 mm) in steel SA 387 12-2
Knuckle of a torispherical head in segments ID 15.200 mm x 28 mm in steel A 516 Grade 70 ASME II-A, being trial-fitted for shop inspection
SOME APPLICATIONS
inh_3016_dihd_bro_hfd.411 01.10.2008 9:40 Uhr Seite 42

43
YOUR CONTACTS
How to find us
Further information on delivery programme are provided by the customer service team available at the Heavy Fabrication Division that will support you actively in helping you to elaborate the right solution to your problem.
Whenever you need assistance, please contact:
Aktien-Gesellschaft der Dillinger HüttenwerkeHeavy Fabrication DivisionPostal address: P.O. Box 158066748 Dillingen/SaarGermanyLegal address:Werkstrasse 166763 Dillingen/SaarGermany
Phone: +49 68 31 47 2342Fax: +49 68 31 47 3346E-mail: [email protected]
HANNOVER BERLIN
STUTTGART
MÜNCHEN
FRANKFURT
LUXEMBURG DILLINGEN
SAARBRÜCKENMETZ
STRASBOURG
BASEL
PARIS
SEINE
RHEIN
MOSELDONAU
ELBE
WESER
MAIN
E 35
E 51
E 25
E 35
E 52
E 40
E 55
E 56
E 15
E 50
E 21
E 09
E 05
E 15
E 411
AMSTERDAM
BRÜSSEL
ANTWERPEN
ROTTERDAM
DÜSSELDORF
KÖLN
FRANCE
GERMANY
GREATBRITAIN
CZECHREPUBLIC
AUSTRIA
SEANORTH
LONDON
NETHER-LANDS
BELGIUM
inh_3016_dihd_bro_hfd.411 01.10.2008 9:40 Uhr Seite 43

Aktien-Gesellschaft der Dillinger HüttenwerkeHeavy Fabrication DivisionP.O. Box 158066748 Dillingen/SaarGermanyPhone: +49 68 31 47 23 42Fax: +49 68 31 47 33 46
Liability: any information on fabricationprocess, plate material and pro-duct suitability are providedwithout guarantee; assurance regarding specific properties and fields of application requires always a written agreement.
inh_3016_dihd_bro_hfd.411 01.10.2008 9:40 Uhr Seite 44


Del
iver
y P
rogr
am H
eavy
Fab
rica
tion
Div
isio
n,20
08
ums_3016_dihd_bro_hfd.411 01.10.2008 9:42 Uhr Seite 4





























