Embed Size (px)
Citation preview
![Page 1: Defect Characterisation from Limited View Pipeline Radiography · Figure 1: Double Wall methods of radiographic imaging of pipelines for corrosion (EN 16407: part 2 [3]); ... isation](https://reader031.dokumen.tips/reader031/viewer/2022030709/5af7dc077f8b9a9e5991460d/html5/thumbnails/1.jpg)
Defect Characterisation from Limited View Pipeline Radiography
Misty I. Haitha,∗, Peter Huthwaitea, Michael J.S. Lowea
aImperial College, Department of Mechanical Engineering, London, United Kingdom
Abstract
This work presents a method of characterising pipeline defects using a small number of radiographs taken at differentangles around the pipe. The method relies on knowledge of the setup geometry and use of multiple images, and does notrequire calibration objects to be included in the setup. It is aimed at use in situations where access is difficult such asin subsea pipeline inspections. Given a set of radiographs, a background subtraction method is used to extract defectsin the images. Using a ray tracing algorithm and knowledge of the experimental setup, the range of possible locationsof the defect in 3D space is then calculated. Constraints are applied on potential defect shapes and positions to furtherrefine the defect range. The method is tested on simulated and experimental flat bottomed hole defects and simulatedcorrosion patch defects with lateral and axial sizes ranging from 12.5 mm to 33.8 mm and thickness between 3 mm and16 mm. Results demonstrate a good, consistent ability to calculate lateral and axial defect dimensions to within ±3mm of the true size. Defect thickness calculations are more difficult and as such errors are more significant. In mostcases defect thickness is calculated to within 4 mm of the actual value, often closer. Errors in thickness are due tooverestimation, meaning the calculation could be used to place a maximum limit on potential defect size rather than asan actual estimate of the thickness. This would still be useful, for example in deciding whether a defect requires furtherinvestigation.
Keywords: Digital radiography, Image processing, Defect characterisation, Pipeline radiography
1. Introduction
Subsea pipelines are increasingly being used to trans-port vast quantities of oil and gas over thousands of kilo-metres. Inspection of these pipelines for potential corro-sion and other defects is crucial for safe operation. Ac-cidents can have devastating environmental and economicimpact, amplifying the need for accurate, reliable detec-tion and characterisation of pipeline defects. For manypipelines internal inspection techniques can be used. In-ternal methods include ultrasonics, magnetic flux leakageand eddy current inspection [1]. However in some cases in-ternal inspection is not possible, for example due to lack ofaccess, and external inspection methods must be used. Ex-ternal inspection of subsea pipelines presents unique chal-lenges. Access is difficult, particularly in deep water areaswhich require remotely operated inspections and pressureresistant equipment. In addition, subsea pipelines oftenhave thick insulation or concrete coatings, which meansmethods requiring surface or near surface contact, eg ul-trasonics and eddy current testing, are not well suited asthey would require insulation removal. Radiography holdsa significant advantage over many other inspection meth-ods in that it does not require surface preparation or insu-lation removal. Development of modern digital detectors
∗Corresponding author: [email protected] accepted for publication in NDT&E International,
January 2017
has further improved the prospect of radiography, as digi-tal images can be viewed almost in real time with no needto retrieve and scan computed radiography imaging platesor develop film. This makes radiography one of the mostsuitable methods for subsea pipeline inspection.
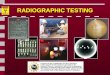
Techniques of pipeline corrosion mapping with radio-graphy have been investigated and standardised [2, 3] foruse above water. Accepted inspection methods are thetangential and double wall techniques. The method usedin practical subsea radiography is known as the DoubleWall Single Image (DWSI) method. In this method, illus-trated in Figure 1 (a), the source and detector are placedclose to each side of the pipe. As the upper wall is veryclose to the source any features are magnified across thewhole detector, meaning that this method effectively justimages the lower pipe wall, close to the detector. Corrosionis visible from the intensity change it causes, as more radi-ation reaches the detector in areas where the wall is thin-ner. The DWSI method is used in current practical subsearadiography as the relatively short source-to-detector dis-tance reduces the highly attenuating and scattering effectsof surrounding water. A variant of double wall imagingis Double Wall Double Image (DWDI), Figure 1 (b), inwhich the source is set back from the pipe. In this casethe upper wall is not magnified to the same extent, andboth upper and lower pipe walls can be clearly imaged ina single exposure.
Double wall imaging is good for defect detection, imag-
![Page 2: Defect Characterisation from Limited View Pipeline Radiography · Figure 1: Double Wall methods of radiographic imaging of pipelines for corrosion (EN 16407: part 2 [3]); ... isation](https://reader031.dokumen.tips/reader031/viewer/2022030709/5af7dc077f8b9a9e5991460d/html5/thumbnails/2.jpg)
Figure 1: Double Wall methods of radiographic imaging of pipelinesfor corrosion (EN 16407: part 2 [3]); for Double Wall Single Image,(a), the source is placed close to the upper pipe wall, while for DoubleWall Double Image, (b), the source is set further back.
ing a relatively large portion of pipe wall in one exposure.For full coverage of the pipe wall the setup needs to be ro-tated about the pipe and images taken at different angles,but the number of images required is relatively low. How-ever defect characterisation from double wall imaging canbe difficult. Traditional methods of radiographic defectsizing rely on using additional objects of known size placedin the setup. For example, to estimate defect depth a stepwedge must be included in the exposure, placed on thepipe as close as possible to the region of interest [3]. Thestep wedge is used in the resulting image to calibrate therelation of intensity to material thickness, allowing for de-fect depth to be calculated from its change in grey level. Ina subsea environment, where the inspection is being con-trolled with a remotely operated vehicle, inclusion of ob-jects such as a step wedge would add an additional layer ofcomplexity to an already difficult inspection. Factors suchas the positioning of the step wedge can impact the accu-racy of the resulting defect characterisation, which couldaffect the reliability of the method. Therefore it wouldbe advantageous to develop methods of defect character-isation for double wall pipeline radiography that do notrequire additional objects in the setup.
This work presents a method of pipeline defect charac-terisation based on knowledge of the setup geometry andthe use of images taken at different angles around the pipe.The method does not require changes to the radiographicsetup or additional objects. It has been tested on a rangeof simulated and experimental data and found to give goodagreement of lateral and axial defect size, and reasonableestimates of defect thickness in most cases. The methodhas the potential to be fully automatic, requiring input ofa set of images and setup geometry and from this calculat-ing defect size without further manual intervention. Thedefect characterisation method is described in detail in thefollowing section.
2. Defect Characterisation Method
For any radiographic setup, if the source and detectorpositions are known then the straight-line path from thesource to each detector pixel in 3D space can be calculated.If the pixels in an image showing a defect can be identifiedthen the range of possible positions and sizes for the defectis found. This is illustrated as the cone of possible defectlocations in Figure 2.
Figure 2: Left: An example setup for radiography of a pipe contain-ing a flat bottomed hole defect. Right: Using just the source anddetector positions, along with the extracted defect pixels, a cone ofpossible defect locations is calculated through ray tracing.
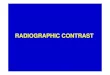
For a single image the range of possible defect loca-tions and sizes is large, and no useful sizing conclusionscan be drawn from this information. However, if multipleradiographic images are taken at different angles aroundthe pipe, with the same defect visible in several, then therange of defect sizes and locations can be significantly nar-rowed. The process of tracing a path from defect pixels totheir corresponding source is repeated for each image, withthe possible defect now limited to the region where raysfrom all images overlap. An illustration in 2D is shown inFigure 3 for the case of three rotated images of the samedefect.
Characterisation from ray tracing of multiple images issignificantly improved on single image results, particularlywith regard to lateral and axial dimensions which are ac-curately determined at this point. However the depth res-olution is still poor. In order to improve thickness calcula-tions a series of constraints on possible defects are applied.For example, a constraint is applied on the pipe wall, andassumes the approximate location of the inner and outerpipe walls are know. Only that part of the possible defectvolume which is inside the pipe wall can be defect, so anyregions outside the pipe wall can be removed from con-sideration. Several other constraints are also applied andcombine to greatly improve depth resolution.
The overall defect characterisation method is split intothree parts: feature extraction, ray tracing and the ap-plication of constraints. The feature extraction method isbased on background subtraction and is used to identify
2
![Page 3: Defect Characterisation from Limited View Pipeline Radiography · Figure 1: Double Wall methods of radiographic imaging of pipelines for corrosion (EN 16407: part 2 [3]); ... isation](https://reader031.dokumen.tips/reader031/viewer/2022030709/5af7dc077f8b9a9e5991460d/html5/thumbnails/3.jpg)
Figure 3: Lines are drawn from each defect pixel to its correspond-ing source position. If this is repeated for multiple rotated imagesshowing the same defect then the area within which the lines overlapis the area where the defect is. An example for three images shownhere.
pixels showing a defect in radiographic images. This is fol-lowed by ray tracing, which makes use of the known sourceand detector positions and the angle of rotation betweenimages to calculate the potential defect volume. Finally,constraints are applied.
2.1. Feature Extraction
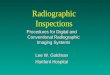
The feature extraction method is based on backgroundsubtraction. The object being imaged is a pipe, so radio-graphs taken at different angles around the pipe shouldlook broadly the same if no defects are present. There-fore images with no defect can be used to define the back-ground. The background here refers to changes in greylevel across an image not due to a defect. These back-ground intensity variations can obscure changes caused bya defect, and so background subtraction can be used to im-prove defect visibility. In order to define the backgrounda minimum of two radiographic images of the pipe with-out any defects present are needed. More images provideimproved resilience to effects such as changes in exposureconditions between images or differences due to pipe oval-ity. Figure 4 shows examples of the background mean andstandard deviation calculated from a set of four simulatedimages of a pipe taken at different angles, with no defectsvisible.
Once the background has been characterised the nextstep is to subtract the background mean from the imageof interest, which should allow the defect to be seen muchmore clearly. An example image of interest with a visibledefect is shown in Figure 5. The new image, shown inFigure 6, is defined as Inorm = I − Bm where I is theoriginal radiograph and Bm is the background mean. Withthe background intensity variation removed the defect ismuch clearer in Fig 6.
Figure 4: Characterisation of the background is key for feature ex-traction. The background mean, (a), is the mean intensity of the setof images without a defect present. The standard deviation of thesame images is shown in (b).
Figure 5: Original radiographic image, with the defect highlighted.
If the background has been successfully removed thenthe average intensity in the image should be close to zero,with pixels that show a defect being furthest from thisaverage. At this point a thresholding method is used toidentify defect pixels in Inorm. A threshold T is chosenand pixels are selected as defect if the following relation istrue:
|Inorm| > T ×Bstd (1)
where Bstd is the background standard deviation. Theinitial threshold value T is set fairly high such that the in-cidence of false positives – pixels falsely identified as defect– is small, with the effect that not all defect pixels are iden-tified. For most sets of images a threshold of ten is chosenas this produces a small false positive rate, however thethreshold may need to be varied for different sets of im-
3
![Page 4: Defect Characterisation from Limited View Pipeline Radiography · Figure 1: Double Wall methods of radiographic imaging of pipelines for corrosion (EN 16407: part 2 [3]); ... isation](https://reader031.dokumen.tips/reader031/viewer/2022030709/5af7dc077f8b9a9e5991460d/html5/thumbnails/4.jpg)
Figure 6: Inorm, the image after subtraction of the backgroundmean. The defect is much more clearly visible compared to Fig 5,and most of the background intensity variation has been removed.
ages particularly if noise is high. Figure 7 shows Inormafter thresholding, with defect pixels marked in red.
Figure 7: An enlarged area of Inorm after thresholding, with defectpixels marked in red. It is clear that not all defect pixels have beenidentified.
As is clear from Fig 7 this thresholding does not iden-tify all defect pixels, therefore a lower threshold is neededto fully extract the defect. The lower threshold is adap-tively chosen based on the defect pixels already found.These defect pixels are used to calculate a mean Inormintensity for the defect, with a background mean Inormcalculated from the remaining pixels. By analysing a his-togram of Inorm between the two means a lower thresholdcan be found. Beginning at the mean background valueeach histogram bin is compared to its neighbouring bins.
The threshold is chosen as the first histogram bin whichhas greater frequency bins on both sides. Effectively, aminimum is identified between the background and de-fect means. This is illustrated in Figure 8, which shows ahistogram of Inorm split into defect and background com-ponents, with both defect and background means marked,along with the identified border.
Inorm
Intensity-500 0 500 1000 1500
Fre
quen
cy
100
102
104
106 BackgroundDefectMean
B
MeanD
Border
Figure 8: Log scale histogram of Inorm pixels. The histogram iscoloured according to defect and background components.
The lower threshold is then applied, selecting the re-maining defect pixels. The final step is to remove iso-lated pixels. These are pixels which may have been pickedas defect but have no neighbouring defect pixels and aretherefore likely false positives, or vice versa for pixels setas background but surrounded by defect pixels. Figure 9shows the final Inorm with defect pixels in red. The detec-tor coordinates of each defect pixel are now known, alongwith the intensity and difference from the background in-tensity. This is the key input for the ray tracing method.
Figure 9: Resulting Inorm, with defect pixels marked in red. Themajority of defect pixels have been successfully identified, althougha small number around the edges of the defect may be missed.
4
![Page 5: Defect Characterisation from Limited View Pipeline Radiography · Figure 1: Double Wall methods of radiographic imaging of pipelines for corrosion (EN 16407: part 2 [3]); ... isation](https://reader031.dokumen.tips/reader031/viewer/2022030709/5af7dc077f8b9a9e5991460d/html5/thumbnails/5.jpg)
2.2. Ray Tracing
In the ray tracing method, the space between sourceand detector is discretised into a 3D array of volume ele-ments called voxels. The voxels through which each pixelto source line passes are calculated using a voxel traversalalgorithm [4, 5, 6]. Voxels through which rays pass areflagged as a possible defect location, as shown in a simpli-fied 2D case in Figure 10.
Line drawn fromdefect pixel tosource
Voxels markedas possibledefect
Figure 10: A line is traced back from each defect pixel to its source.
The ray tracing process is repeated for the images takenat different angles around the pipe, using the same voxels.Thus voxels through which rays from all images pass areidentified. These voxels represent the range of potentialsizes and locations of the defect. At this point the lateraland axial dimensions of the defect can be calculated fromthe voxels. However, depth resolution is poor, with typi-cally a range many times the actual defect size. The resultof the ray tracing method is the volume in which rays fromall images overlapped. Maximum lateral and axial dimen-sions can be calculated from this volume, as well as thepotential defect thickness. Figure 11 shows the thicknessmap for the example of ray tracing of three images of adefect, one with the defect centred below the source andthe other two at ±60◦ angles. The defect is an inner wallflat bottomed hole with lateral and axial sizes of 25 mmin both dimensions and a maximum thickness of 3.05 mm.It was simulated in a pipe with 25 mm wall thickness andan outer diameter of 320 mm. From the overlapping vol-ume the lateral and axial defect sizes are calculated as 25.2mm and 25.5 mm respectively, in good agreement with thereal size. However the maximum defect thickness, Fig 11,is found to be 35 mm, over ten times the actual defect max-imum thickness. Therefore additional constraints on thedefect volume are needed to better define the thickness.
Figure 11: Defect thickness map calculated from the overlap volumeproduced by ray tracing. The actual defect thickness is 3.05 mm,demonstrating the need to apply additional constraints.
2.3. Application of Constraints
The simplest constraint to apply is on the pipe wall.This constraint requires that the approximate positions ofthe inner and outer pipe walls are known. Some error inposition is acceptable, as the input positions will be var-ied to identify if any close positions are more likely. Thepipe wall constraint is that for voxels to be potential defectthey must be between the inner and outer pipe wall posi-tions. This is illustrated in Figure 12 which shows the pipelocation imposed over the simple 2D ray tracing example.The area of potential defect is significantly reduced, as anypart of the overlapping volume outside the pipe wall is nolonger considered. The thickness map of the potential de-fect volume after application of the pipe wall constraint isshown in Figure 13. The maximum possible thickness hasbeen reduced by almost a factor of two. However, it is stillfairly large and has not been narrowed sufficiently to givea good estimate of the defect thickness.
Figure 12: The potential defect must be in the region within the pipewall.
5
![Page 6: Defect Characterisation from Limited View Pipeline Radiography · Figure 1: Double Wall methods of radiographic imaging of pipelines for corrosion (EN 16407: part 2 [3]); ... isation](https://reader031.dokumen.tips/reader031/viewer/2022030709/5af7dc077f8b9a9e5991460d/html5/thumbnails/6.jpg)
Figure 13: Thickness map of potential defect after applying the pipewall constraint. The maximum possible thickness has been reducedfrom Fig 11 by almost a factor of two.
The next constraint that is applied makes use of theintensity of each pixel. Of more use than the original in-tensity is Inorm, the difference between the original inten-sity of an image and the background intensity. This iscalculated as part of feature extraction. Since the back-ground has been accounted for, Inorm is directly related tothe defect thickness, with its magnitude indicating the im-pact of the defect. A high Inorm implies a more significantimpact than a low Inorm. Although the exact mappingfrom Inorm to the distance travelled through the defectis unknown, it should be the case that a ray travellingthrough a thick defect will result in a larger Inorm thanone travelling through a thin defect. Therefore, within asingle image, the relationship between Inorm and distancetravelled through the defect should be monotonic, mean-ing that a pixel with higher Inorm than another shouldhave a larger distance travelled through the defect.
In order to make use of this relationship an estimateof the distance travelled through the defect is needed foreach image pixel. The estimate can be calculated fromthe potential defect volume produced by the previous con-straint, on the pipe wall. Starting from this defect vol-ume, projections of the potential defect can be calculated.Projections are simply the distance travelled through thepotential defect for each line from source to detector pixel.Projections are calculated at the same angles as the origi-nal images such that each original image has an associatedprojection. This means that for every pixel identified asdefect in an original image, both its Inorm and an esti-mated distance travelled through the defect are known.Hence the relationship between intensity and estimateddistance through the defect can be examined and the es-timated distances adjusted, such that a pixel with lowerInorm than another also has a smaller estimated distance.
Figure 14 shows the intensity of each defect pixel forthe image with a centred defect. The procedure is to sortthe pixels by their Inorm intensity. The estimated distance
travelled through the defect volume for each pixel can thenbe analysed in relation to intensity. The defect thickness,or distance, is modified such that a pixel with lower inten-sity will also have a shorter distance travelled through thedefect. The process is illustrated for a small number ofpixels in Figure 15 which shows the original estimated dis-tance and that after processing. The same minimum andmaximum overall distances still remain after processing,but they have been redistributed to match the intensity.The defect projection after distance processing is shown inFigure 16. Comparing with the Inorm intensity map, Fig14, the maximum distance now corresponds to the maxi-mum intensity. This is in contrast to the previous defectthickness estimate, Fig 13, which bears no relation to theintensity distribution.
Figure 14: Intensity (Inorm) of the pixels in the image with a centreddefect. Pixels not identified as defect are ignored, hence they are setto zero in this example image.
The final constraint used is on the effective attenua-tion coefficient. This constraint is also applied within eachimage individually, based on the image specific thicknessmaps. The intensity of direct radiation arriving at a pixel,I, is given by the Beer-Lambert law of attenuation:
I(E) = I0(E)e−µ(E)x (2)
where E is the energy of the photons, I0 is the initialradiation intensity, µ is the attenuation of the materialand x is the distance travelled through the material. In
6
![Page 7: Defect Characterisation from Limited View Pipeline Radiography · Figure 1: Double Wall methods of radiographic imaging of pipelines for corrosion (EN 16407: part 2 [3]); ... isation](https://reader031.dokumen.tips/reader031/viewer/2022030709/5af7dc077f8b9a9e5991460d/html5/thumbnails/7.jpg)
5 10 15 20 25 30 35
Dis
tanc
e (m
m)
5
10
15
20
OriginalProcessed
Pixel number5 10 15 20 25 30 35
Inte
nsity
(I no
rm)
1460
1470
1480
1490
Figure 15: An example of distance processing. Defect pixels aresorted in order of increasing normalised intensity (Inorm = I−Bm).The distance travelled through the calculated defect by each pixel isthen modified to follow the same relation as intensity, ie if a pixel hasa lower intensity than another it must also have a smaller distance.
Figure 16: Defect thickness after distance processing. Pixels of highintensity are now assigned higher thickness than low intensity pixels.This is the image specific defect thickness, calculated as the distancetravelled through the defect for each pixel in the image with a centreddefect.
this case we have two images; one of the background andone with a defect present. For a given pixel in the defectimage the intensity of the background IB and the intensitythrough the defect, ID, are:
IB = I0e−µeffxt (3)
ID = I0e−µeff (xt−xD) (4)
where xt is the total distance from the source to pixel,xD is the distance travelled through the defect and µeff isthe effective attenuation coefficient which depends on boththe materials travelled through and the photon energies.Dividing these equations:
ID
IB=
e−µeff (xt−xD)
e−µeffxt= eµeffxD (5)
This leads to the final equation for effective attenuationcoefficient:
µeff =1
xD
ln
(
ID
IB
)
(6)
In this equation both ID and IB are known and an estimateof xD has been found, as shown in Fig 16. This means theeffective attenuation coefficient for each pixel in an imagecan be calculated. The effective attenuation coefficient foreach pixel is shown in Figure 17.
Figure 17: The effective attenuation coefficient for each pixel, calcu-lated using the distances through the defect illustrated in Fig 16.
At this stage a constraint can be applied on the rangeof µeff values. It is assumed that, as the defect is fairlylocalised, µeff should not vary significantly between pix-els with similar intensities. The allowed range in µeff isdecided based on the range in Inorm; images with a largerange of intensity are allowed a larger range in µeff thanthose with small intensity ranges. The calculated µeff val-ues are then mapped to the allowed range, with the meanvalue and the relative ordering of pixels conserved. FinallyEqn 6 is inverted to calculate xD based on the new µeff
values. The effect is to remove extreme values of defectthickness, both high and low. The resulting image specificdefect thickness is shown in Figure 18. Comparing withthe defect thickness prior to this constraint, Fig 16, it canbe seen that the extremes in defect thickness have beenremoved. Since the ordering of pixels was conserved therelation of longer distance occurring in pixels with higherintensity still holds, as can be seen comparing to the in-tensity map Fig 14.
The final step is to convert the image specific thicknessmap back into voxels so that the dimensions in x, y and zcan be calculated. If an image with a centred defect wasused then this image produces the most accurate resultsafter application of the last two constraints, relating tointensity. This is because, with the defect in line with thesource, intensity maps more directly to defect thicknessthan in images taken at an angle. Therefore the specificthickness of the centred image is used to calculate the final
7
![Page 8: Defect Characterisation from Limited View Pipeline Radiography · Figure 1: Double Wall methods of radiographic imaging of pipelines for corrosion (EN 16407: part 2 [3]); ... isation](https://reader031.dokumen.tips/reader031/viewer/2022030709/5af7dc077f8b9a9e5991460d/html5/thumbnails/8.jpg)
Figure 18: Distance travelled through the defect for the image withthe defect centred, after the application of all constraints.
defect thickness map. If the centred image is not availablethen the final defect thickness map can be calculated bycombining the specific maps of all images, however thiswill result in higher errors. In this example the centredimage is used to calculate the final thickness map, shownin Figure 19.
Figure 19: Thickness map of the defect after application of all con-straints.
The true thickness map of the defect is shown in Fig-ure 20. Comparing Fig 19 and Fig 20, it can be seenthat the calculated defect is very close to the real one.While individual pixel values are variable, the overall max-imum thickness is within 0.5 mm of the actual maximum.Instead of taking the single maximum thickness, an esti-mated defect depth is calculated as the mean of the highest1% of pixels. This provides resilience against possible ef-fects of a very small number of high thickness pixels. Inthis case the estimated defect thickness is calculated as3.25 mm, while the true thickness is 3.05 mm.
Axial Position
Late
ral P
ositi
on
Thi
ckne
ss (
mm
)
0
0.5
1
1.5
2
2.5
3
Figure 20: Real thickness map of the defect.
3. Experimental and Simulation Studies
3.1. Data Acquisition Methods
The defect characterisation method described in theprevious section has been tested on a range of defects; bothsimulated and experimental flat bottomed hole defects andsimulated realistic corrosion defects. This section detailsthe methods used in obtaining the data.
3.1.1. Simulation Method
Simulated data was produced in aRTist, a simulationtool developed by the Institute of Materials Testing (BAM)in Berlin. Further details on aRTist can be found in [7]and [8]. The simulated source and detector were modelledbased on a 7.5 MeV betatron source and a digital detec-tor respectively. The detector was modelled using a newDetector Calculator module [9] which uses data from anexperimental reference image to characterise the detector,while the betatron source was modelled with the spectrumcalculator incorporated into aRTist [10]. The setup usedwas a 320 mm diameter pipe with 25 mm wall thicknessand a source to detector distance of 400 mm, giving a dou-ble wall single image inspection configuration. Two differ-ent types of defect were used; ideal flat bottomed holedefects and realistic corrosion type defects. Defects werepositioned in the inside pipe wall in line with the sourcesuch that at 0◦ rotation the defect was centred in the im-age. The simulation was run in Computed Tomographymode so that it would rotate the setup, taking images atdefined angular intervals. Each simulation was run with asingle defect present, so images produced never had morethan one defect visible. Background images were taken asa set of four images in which the defect was out of view.The same set of background images was used for all simu-lated cases.
3.1.2. Experimental Method
Experiments were performed in the high-energy X-raylaboratory at BAM, Berlin, Germany. The pipe used for
8
![Page 9: Defect Characterisation from Limited View Pipeline Radiography · Figure 1: Double Wall methods of radiographic imaging of pipelines for corrosion (EN 16407: part 2 [3]); ... isation](https://reader031.dokumen.tips/reader031/viewer/2022030709/5af7dc077f8b9a9e5991460d/html5/thumbnails/9.jpg)
testing and the experimental setup are shown in Figures21 and 22 respectively. The sample, Fig 21, was a steppedpipe with an outer diameter of 322.6 mm and wall thick-ness from 8.5 mm to 25 mm. The pipe also had three setsof internal flat bottomed holes with depths of 10%, 20%and 50% wall thickness. Hole diameters were equal to thepipe wall thickness, ranging from 8.5 mm to 25 mm de-pending on which step the hole was in. The experimentalsetup, Fig 22, used a pulsed betatron with a maximumenergy of 7.5 MeV [11] and a digital detector array. Thedetector (Perkin Elmer XRD 1621 model [12]) has a sensi-tive area of 409.6 mm x 409.6 mm with 2048 x 2048 pixelsand a pixel size of 200 µm. To provide a higher signal-to-noise ratio the detector was used in pixel binning mode.This is where the image pixel is calculated from the sumof four detector pixels, resulting in an image with 1024 x1024 pixels of 400 µm.
Figure 21: Stepped pipe used as test object.
Figure 22: Setup for high energy radiography of the pipe.
A source to detector distance of 1650 mm was used,with a pipe centre to detector distance of 504 mm as shownin Figure 23. Due to equipment constraints it was notpossible to move the source or detector closer to the pipe,as required for the double wall single image method. In-stead images were taken with the double wall double imagemethod. All images were taken with the same exposuretime of 2 s per frame and the same calibration, using a100 frame gain image and a 20 frame offset image. The
pipe was placed on a turntable and rotated, with imagestaken at every 5◦ rotation. The centre of rotation wasas close as possible to the pipe centre. An example of aresulting radiograph is shown in Figure 24.
Figure 23: Setup dimensions used for experimental image acquisi-tion.
Figure 24: An example of an experimental double wall radiograph. Ithas been high pass filtered for better visualisation. The steps in pipewall thickness are clearly visible, along with one set of flat bottomedholes. A measuring tape with lead numbers that was wrapped aroundthe pipe can also be seen.
This data was collected for a different set of work [13]and hence is not ideal data for testing the defect character-isation method. Multiple features, both flat bottomed holedefects and step changes in wall thickness, are present inall images. This means there was no background set of im-ages without defects present to use for feature extraction.Instead, a set of images was chosen in which no featuresoverlapped significantly with the region of interest, allow-ing for their use as background images. A window aroundeach region of interest in the images was set manually, andin cases where slight overlap of outside features occurredthe threshold was also adjusted manually.
3.2. Results
The defect characterisation method was tested on bothsimulated and experimental flat bottomed hole defects andsimulated corrosion defects. Current work is focussed oninner wall defects and hence defects tested are all inner
9
![Page 10: Defect Characterisation from Limited View Pipeline Radiography · Figure 1: Double Wall methods of radiographic imaging of pipelines for corrosion (EN 16407: part 2 [3]); ... isation](https://reader031.dokumen.tips/reader031/viewer/2022030709/5af7dc077f8b9a9e5991460d/html5/thumbnails/10.jpg)
wall. The outer wall defect case requires a separate eval-uation but makes use of the same characterisation modeland evaluation methodology reported here. A key pointis that for any defect the method calculates a potentialsize for both inner and outer wall, and if possible decideswhich is more probable based on consistency with inputparameters. If it is known that the expected defect is in-ner or outer wall then this can be input to the model. Ifit is not known and the model is unable to select one thenboth sets of results are produced, generally resulting in awider potential range in defect size. For the following re-sults the model was successful at designating the defect asinner wall, however an example set of results is given todemonstrate the effect of calculating defect size with theincorrect assumption of an outer wall defect.
3.2.1. Simulated Flat Bottomed Holes
The 25 mm diameter flat bottomed hole defect withmaximum depth 3.05 mm, as used to illustrate the methodin Section 2, was used to investigate the impact of the anglebetween images on the resulting characterisation. Imageswere taken at 5◦ angles around the pipe. The defect wasfound to be fully visible in the images between ± 60◦, withfurther rotation putting it partially or completely out ofthe shot. The method requires three input images; the keyrecommended image is that with the defect centred, as thisgives greater accuracy both in calculating lateral and axialdimensions and in application of constraints on thickness.Therefore the centred defect image was included in all setsof images. The other two images were set as ranging from± 5◦ to ± 60◦, giving twelve sets of images with the sameangular separation between all three images in each set.The defect characterisation method was run on all setsof images. The resulting axial and lateral dimensions areplotted in Figure 25. Results show an improvement insizing with greater angular separation between images, buteven for the 5◦ separation the calculated size is within 1mm of the actual size.
The calculated defect thickness is shown in Figure 26,and in this case there is a significant dependence on an-gular separation. With small angle separations it is notpossible to narrow down the defect thickness at all, andthus the result is at the maximum feasible value, close tothe pipe wall thickness. It is only at high angular separa-tions, from around 50◦, that thickness estimates close tothe real value are obtained. The implication is that thebest images to use for defect characterisation, in additionto the centred defect image, are those at the largest angu-lar separation in which the defect is visible. This is becauseimages at wider angles are more distinct from each otherand so contain more information.
The impact of using more than three images was alsotested. Figure 27 shows the calculated lateral and axialsizes for a range of different sets of images. In this caseeach set included images at 5◦ intervals up to the maxi-mum angle, with the maximum angle from ±5◦ to ± 60◦.For example, the set of images with a maximum angle
Angular separation (degrees)5 10 15 20 25 30 35 40 45 50 55 60
Siz
e (m
m)
24.6
24.8
25
25.2
25.4
25.6
25.8
26Calculated LateralCalculated AxialActual
Figure 25: Calculated lateral and axial dimensions for a flat bot-tomed hole defect using different sets of three images. The imagesets all include the straight down, centred defect image and twoother images ranging from ±5◦ to ± 60◦ rotation from the centralimage. The flat bottomed hole has a real size of 25 mm in bothdimension.
Angular separation (degrees)5 10 15 20 25 30 35 40 45 50 55 60
Siz
e (m
m)
0
5
10
15
20
25
30
Calculated thicknessActualPipe wall thickness
Figure 26: Calculated thickness for a flat bottomed hole using thesame sets of images as in Fig 25. The pipe wall thickness, 25 mm,and true defect maximum thickness, 3.05 mm, are also shown.
of 10◦ contained five images, that with a maximum of 15◦
contained seven images and so on. Fig 27 can be comparedwith Fig 25, which shows results for the same maximumangles but using only three images. The effect of includ-ing many more images is small, with a similar range ofresults. The calculated defect thickness for the same setsof images was also found not to have improved upon re-sults using only three images, Fig 26, and the same max-imum angles. Slight differences, of less than ±0.2 mm,were found making the results from many more imagesbarely distinguishable from those with three images. Thisdemonstrates that, for a set of images with a given angu-lar separation, there is no benefit to including additionalimages at angles in between those already used. The idealset of images to use is three images; one centred at 0◦ and
10
![Page 11: Defect Characterisation from Limited View Pipeline Radiography · Figure 1: Double Wall methods of radiographic imaging of pipelines for corrosion (EN 16407: part 2 [3]); ... isation](https://reader031.dokumen.tips/reader031/viewer/2022030709/5af7dc077f8b9a9e5991460d/html5/thumbnails/11.jpg)
two at the maximum possible angles to either side.
Maximum angle (degrees)5 10 15 20 25 30 35 40 45 50 55 60
Siz
e (m
m)
24.5
25
25.5
26Calculated LateralCalculated AxialActual
Figure 27: Calculated lateral and axial dimensions for a flat bot-tomed hole defect using different sets of images. The image sets allinclude the straight down, centred defect image and all other imagesat 5◦ intervals up to ± the maximum angle. The flat bottomed holehas a true size of 25 mm in both dimension.
To investigate whether defect diameter affects the ac-curacy of results the simulation, taking images every 5◦,was run with three different diameter flat bottomed holes.The defect characterisation method was then run on eachset of three images, again with angular separation from ±5◦ to ± 60◦. The actual hole depth was 5.5 mm in eachcase, and the hole diameters were 12.5 mm, 25 mm and50 mm respectively. It was not possible to test the 60◦
angular separation case with the largest, 50 mm diameterdefect, as it was partially out of the field of view at 60◦.The difference between calculated and actual lateral andaxial size was used to compare results. Both lateral andaxial results were very similar so axial size is given as anexample, shown in Figure 28. It can be seen that the er-ror in the 50 mm diameter case is significant until at leasta 15◦ separation, however from 15◦ all results are fairlygood, within ± 2 mm of the actual size.
The defect thickness results for the same sets of imagesare shown in Figure 29. As found for the 3 mm defect, Fig26, the accuracy of the results improves with angular sep-aration. There are no significant differences seen betweenthe different diameter holes, although the 50 mm resultagain behaves more erratically for small angular separa-tions.
The effect of defect thickness on accuracy and requiredangular separation was also tested. The same simulationswere run for three flat bottomed hole defects with a 25mm diameter and different thicknesses of 5.5 mm, 10.5mm and 15.5 mm respectively. Axial and lateral dimen-sions were again calculated fairly accurately from smallangular separations. However, for defect thickness calcu-lations higher errors were found. This is demonstrated inFigure 30 which shows the calculated minus actual defectthickness for each of the defects for a range of angular
Angular separation (degrees)5 10 15 20 25 30 35 40 45 50 55 60
Cal
cula
ted
- ac
tual
axi
al s
ize
(mm
)
-6
-4
-2
0
2
12.5 mm diameter25 mm diameter50 mm diameter
Figure 28: Calculated minus actual axial size for flat bottomed holeswith diameters of 12.5 mm, 25 mm and 50 mm. Results for sets ofthree images with angular separation ranging from ±5◦ to ±60◦ areshown. The 60◦ angular separation case for the 50 mm defect is notshown as the defect was partially out of the field of view at 60◦.
Angular separation (degrees)5 10 15 20 25 30 35 40 45 50 55 60
Def
ect t
hick
ness
(m
m)
0
5
10
15
20
25
3012.5 mm diameter25 mm diameter50 mm diameterActualPipe wall thickness
Figure 29: Calculated thickness for flat bottomed holes with diame-ters of 12.5 mm, 25 mm and 50 mm.
separations. The smallest, 5.5 mm, defect is seen to givefairly good results from around 40◦ separation, while the10.5 mm defect only gives a good result at 60◦ and the15.5 mm defect calculated thickness never comes within±5 mm of the actual value. This result demonstrates thatthe actual defect size can have a significant impact on theaccuracy of the characterisation.
11
![Page 12: Defect Characterisation from Limited View Pipeline Radiography · Figure 1: Double Wall methods of radiographic imaging of pipelines for corrosion (EN 16407: part 2 [3]); ... isation](https://reader031.dokumen.tips/reader031/viewer/2022030709/5af7dc077f8b9a9e5991460d/html5/thumbnails/12.jpg)
Angular separation (degrees)5 10 15 20 25 30 35 40 45 50 55 60
Cal
cula
ted
- ac
tual
thic
knes
s (m
m)
0
5
10
15
205.5 mm defect10.5 mm defect15.5 mm defect
Figure 30: Calculated minus actual thickness for flat bottomed holeswith 25 mm diameter and thicknesses of 5.5 mm, 10.5 mm and 15.5mm. Results for sets of three images with angular separation rangingfrom ± 5◦ to ± 60◦ are shown.
3.2.2. Experimental Flat Bottomed Holes
The defect characterisation method was also tested onexperimental data. The aim was to calculate the sizes oftwo sets of flat bottomed holes in the stepped pipe shownin Fig 21. The pipe wall thickness ranged from 8.5 mm to25 mm and the sets of flat bottomed holes were of 20% and50% wall thickness respectively. The diameter of each holewas equal to the wall thickness, giving a range of diame-ters from 8.5 mm to 25 mm. Three images were selectedfor each of the sets of holes. Images had to be chosen inwhich the defects did not overlap with other features, asthis would obscure the defect and make background sub-traction difficult. For both sets of holes the image waschosen in which the defects were, visually, close to thecentre line of the image. For the 20% holes the other twoimages were taken as those at -45◦ and +60◦, while for the50% holes the images were at ±45◦ from the central image.The defect characterisation method was run on each holeindividually. The difference between calculated and actualdimensions was used for comparison of accuracy. The re-sults for the 20% holes are shown in Figure 31, while thosefor the 50% holes are shown in Figure 32.
While the differences between calculated and experi-mental dimensions seen in Figs 31 and 32 are greater thanthe errors in simulated data, the results show good agree-ment. There are many additional causes of error intro-duced by the experimental data, for example errors in thesetup dimensions such as source to detector distance andpipe centre position, the centre of rotation and finally nobackground images to calibrate the background subtrac-tion. So for results to be within ±4 mm of the actualvalues and in most cases much closer is a positive sign,demonstrating the applicability of the method to experi-mental data.
Wall thickness (mm)8.5 11 17 19.5 22.5 25 C
alcu
late
d -
Act
ual h
ole
dim
ensi
ons
(mm
)
-4
-2
0
2
4
6
LateralThicknessAxial
Figure 31: Calculated minus actual dimensions of 20% wall thicknessflat bottomed hole defects. Dimensions were calculated using a setof three experimental images. The images were used were at 0◦, -45◦
and +60◦.
Wall thickness (mm)8.5 11 17 19.5 22.5 25 C
alcu
late
d -
Act
ual h
ole
dim
ensi
ons
(mm
)
-1
0
1
2
3
4
LateralThicknessAxial
Figure 32: Calculated minus actual dimensions of 50% wall thicknessflat bottomed hole defects. Dimensions were calculated using a setof three experimental images. The images were used were at 0◦ and±45◦.
3.2.3. Simulated Corrosion
The method was also tested on realistic corrosion de-fects. A CAD model of a real corrosion defect obtainedfrom laser scanning data was added to the aRTist setupto obtain simulated data. The aRTist setup used was thesame as for the flat bottomed hole defects. A thicknessmap of the defect is shown in Figure 33.
A series of different sized real corrosion defects wereobtained by scaling the original defect. For the first set ofdefects the depth was scaled by factors of two, three andfour giving a maximum thickness of 7.9 mm, 11.7 mm and15.9 mm respectively compared to the original maximumof 3.8 mm. The lateral and axial dimensions were keptconstant at 20.8 mm and 21.1 mm respectively. The de-fect characterisation method was run for each defect using
12
![Page 13: Defect Characterisation from Limited View Pipeline Radiography · Figure 1: Double Wall methods of radiographic imaging of pipelines for corrosion (EN 16407: part 2 [3]); ... isation](https://reader031.dokumen.tips/reader031/viewer/2022030709/5af7dc077f8b9a9e5991460d/html5/thumbnails/13.jpg)
Axial Position
Late
ral P
ositi
on
Thi
ckne
ss (
mm
)
0
0.5
1
1.5
2
2.5
3
3.5
4
Figure 33: Thickness map of the real corrosion defect. The lateraland axial sizes are 20.8 mm and 21.1 mm respectively.
images taken at 0◦ and ±60◦. The calculated thicknessmap of the original, unscaled defect is shown in Figure 34.
Figure 34: Calculated thickness map of the real corrosion defect.The calculated lateral and axial sizes are both 19.1 mm.
The results for all four defects, in terms of the differ-ence between calculated and actual dimensions, are shownin Figure 35. All results are within ±2 mm of the ac-tual dimensions. The underestimation of axial and lateraldimensions may be due to the feature extraction methodmissing some defect pixels around the edge of the defectwhere, from Fig 33, they are mostly low thickness andtherefore more difficult to detect.
A second set of defects was produced by scaling thelateral and axial dimensions of the four different thicknessdefects to be 33.2 mm and 33.8 mm respectively. Thereforethis set of defects had the same thicknesses as those inFig 35 but larger lateral and axial sizes. The resultingdifference between calculated and actual size is plotted inFigure 36. Errors are slightly higher for the larger diameterdefects, although all results except for one are within ±3
Defect number1 2 3 4
Cal
cula
ted
- ac
tual
siz
e (m
m)
-2
-1
0
1
2LateralThicknessAxial
Figure 35: Difference between real and calculated defect dimensionsfor real corrosion defects. Defect number 1 is the original defect,shown in Fig 33, while numbers 2, 3 and 4 have the same lateral andaxial size but increased thickness by factors of 2, 3 and 4 respectively.
mm of the actual dimensions.
Defect number1 2 3 4
Cal
cula
ted
- ac
tual
siz
e (m
m)
-3
-2
-1
0
1
2
3
4
5LateralThicknessAxial
Figure 36: Difference between real and calculated defect dimensionsfor larger diameter real corrosion defects. Defect number 1 has beenscaled to have lateral and axial sizes of 33.2 mm and 33.8 mm re-spectively, while numbers 2, 3 and 4 have the same lateral and axialsize but increased thickness by factors of 2, 3 and 4.
Finally, the impact of not knowing whether the defectis inner or outer wall was investigated. The method pro-duces results for both cases, and the general effect is thatthe outer wall results are several millimetres higher thanthe inner wall results. This is because, due to lesser magni-fication, a defect on the outer wall must be larger than oneon the inner wall to produce the same size image on thedetector. Examples of potential outer wall defect dimen-sions for the smaller diameter corrosion defects are shownin Figure 37. As expected outer wall results are higherthan inner wall. In this case, since lateral and axial di-mensions were underestimated in the inner wall case theyare actually more accurate in the outer wall case. How-
13
![Page 14: Defect Characterisation from Limited View Pipeline Radiography · Figure 1: Double Wall methods of radiographic imaging of pipelines for corrosion (EN 16407: part 2 [3]); ... isation](https://reader031.dokumen.tips/reader031/viewer/2022030709/5af7dc077f8b9a9e5991460d/html5/thumbnails/14.jpg)
ever, the potential thickness is significantly greater in theouter wall case. This demonstrates that it is very helpful,but not crucial, to know whether defects are most likelyinner or outer wall.
Defect number1 2 3 4
Cal
cula
ted
- ac
tual
siz
e (m
m)
-1
0
1
2
3
4
5LateralThicknessAxial
Figure 37: Results for the same defects as shown in Fig 35 but forthe case that they are identified as outer wall defects by the model.
4. Discussion
Characterisation of pipeline defects with radiographytraditionally relies on calibration objects such as a stepwedge being included in the setup. This paper has pre-sented an alternative method of defect characterisation forwhich no changes to the setup or calibration items areneeded. Instead, characterisation makes use of three im-ages of the defect taken at different angles, combined withknowledge of the setup geometry. The model is resilientto minor errors in the input parameters, such as the an-gle between images or pipe position, and is able to checkfor and correct possible errors. The method is aimed atuse in situations where access is difficult such as in subseapipeline inspections. In these cases including calibrationobjects may be difficult, and will add an additional layerof complexity to the inspection.
The defect characterisation method has been tested onsimulated and experimental flat bottomed hole defects andon simulated corrosion patch defects. Results show anexcellent lateral and axial sizing ability. The largest errorswere seen for lateral sizing of the experimental 20% wallthickness holes, which were consistently underestimated byabout 3 mm. The consistent underestimation could be dueto the feature extraction method not identifying all defectpixels; there was no set of background images available forfeature extraction in the experimental data, making errorsmore likely.
Defect thickness is more difficult to calculate and re-sults show greater error, as expected. However, in mostcases, particularly for smaller defects, the method still gaveresults to within ±3 mm of the actual thickness. A key
consideration on the defect thickness calculation is that, incases where it is not accurate, it is an overestimate. Thethickness was underestimated in only two of all the defectstested, and by less than 0.5 mm in these cases. Thereforethe thickness result could be taken as an upper bound onthe defect thickness rather than an actual defect thickness.While an actual thickness would be ideal, an upper boundon thickness would still prove useful in determining theseverity of the defect.
The angle of separation between images was found tohave a significant impact on the accuracy of thickness cal-culations. The most accurate results were found for setsof images with one at 0◦ and two others at the maximumangles possible while keeping the defect in view. Thesethree images provide the most useful data for defect char-acterisation. Images at smaller angles of separation couldbe included, in addition to the ideal three images, how-ever they do not add significant information and resultsare not much improved, if at all. The added time andexpense of taking more images would far exceed any mi-nor improvements in accuracy. Therefore the ideal threeimages should be used wherever possible. In cases wherelarge angles of rotation are not available the method willstill produce accurate axial and lateral sizing and place alimit on defect thickness.
Many different uncertainties contribute to the defectcharacterisation error, making it difficult to quantify theoverall uncertainty and error. In most cases the largestuncertainties will be introduced through lack of data, forexample using a set of images covering a small angularrange, as shown in Fig 26. Errors are also introducedduring the characterisation process, for example throughmisidentified defect pixels in feature extraction, or the as-sumptions made in applying constraints. These errors aresmall, and are most likely responsible for the slight under-estimation of defect size in some results. The third maincause of uncertainties is in image acquisition, for exampledifferences between the exposure parameters for the back-ground images and defect images, or measurement error insetup geometry. This type of error has a relatively minorimpact on the resulting defect characterisation, as shownby the fact that results using experimental data are of sim-ilar accuracy to results using simulated data.
So far the method has been tested on good quality, lownoise data. The feature extraction method depends onthere being significant differences between intensity througha defect and background intensity and could have troubleidentifying a defect if the difference is masked by noise.However, the focus of this work has been on the ray tracingand application of constraints components of the model.While feature extraction is required in order to get thepixel positions of the defect in each image, this couldbe performed manually if needed. Therefore, while themethod may not be able to be fully automatic for low qual-ity images it would still be applicable. Alternatively moreadvanced methods of feature extraction could be used.
14
![Page 15: Defect Characterisation from Limited View Pipeline Radiography · Figure 1: Double Wall methods of radiographic imaging of pipelines for corrosion (EN 16407: part 2 [3]); ... isation](https://reader031.dokumen.tips/reader031/viewer/2022030709/5af7dc077f8b9a9e5991460d/html5/thumbnails/15.jpg)
5. Summary
This work has presented a pipeline defect characterisa-tion method based on radiographic images taken at differ-ent angles around the pipe. The method consists of threemain parts; feature extraction, ray tracing and applicationof constraints. In feature extraction a set of backgroundimages is used to identify defects in the images of inter-est. Ray tracing is then used to calculate the potentialpositions and sizes of the defect. By using ray tracing onsets of images of the same defect but at different angles,the range of defect size and position can be reduced. Con-straints on pipe wall location, defect intensity-distance re-lationship and the effective attenuation coefficient are thenapplied. These constraints act to further narrow down thepotential defect thickness. The method has been tested onsimulated and experimental inner wall flat bottomed holedefects and simulated inner wall corrosion patch defects.Results show good agreement, within ±3 mm, for lateraland axial dimensions, and in most cases similar accuracyin thickness calculations, but with some overestimation.Further work should address a realistic inspection context,for which the method could be tuned for maximum per-formance. It should also take into account the availabilityof the radiographs and setup geometry data required bythe method and the performance targets of the inspection.The key point of the method is that it does not require ad-ditional objects such as a step wedge to be placed in theexposure setup. It is aimed at use in situations where ac-cess is difficult such as in subsea pipeline inspections.
6. ACKNOWLEDGEMENTS
This work was supported by EPSRC grant numberEP/I017704/1, with a contribution from BP. The RoyalCommission for the Exhibition of 1851 also provided a fi-nancial contribution towards this work through an Indus-trial Fellowship.
References
[1] Y. Bai, Q. Bai, Subsea Pipeline Integrity and Risk Management,Gulf Professional Publishing, 2014.
[2] EN 16407-1 : 2014, Non-destructive testing - Radiographic in-spection of corrosion and deposits in pipes by X- and gammarays - Part 1: Tangential radiographic inspection
[3] EN 16407-2 : 2014, Non-destructive testing - Radiographic in-spection of corrosion and deposits in pipes by X- and gammarays - Part 2: Double wall radiographic inspection
[4] J. Amanatides, A. Woo, et al., A fast voxel traversal algorithmfor ray tracing, in: Eurographics, Vol. 87, 1987, p. 10.
[5] R. Siddon, Fast calculation of the exact radiological path for athree-dimensional CT array, Medical Physics 12 (2) (1985) 252.
[6] F. Jacobs, E. Sundermann, B. De Sutter, M. Christiaens,I. Lemahieu, A fast algorithm to calculate the exact radiologicalpath through a pixel or voxel space, Journal of computing andinformation technology 6 (1) (1998) 89–94.
[7] C. Bellon, A. Deresch, C. Gollwitzer, G.-R.Jaenisch, Radiographic Simulator aRTist: Version2, in: Proc. of 18th World Conference on Non-destructive Testing, Durban, South Africa, 2012,www.ndt.net/article/wcndt2012/papers/333 wcndtfinal00333.pdf.
[8] G.-R. Jaenisch, A. Deresch, C. Bellon, U. Ewert, W. Przybilla,Measurement and modeling of scatter ratios at high energies, in:review of Progress in Quantitative Nondestructive Evaluation,eds. D. O. Thompson and D. E. Chimenti (American Instituteof Physics 1335, Melville, NY) 30, 517-524 (2011).
[9] A. Deresch, M. Jechow, C. Gollwitzer, Spectral characteriza-tion of storage phosphor imaging plates, in: review of Progressin Quantitative Nondestructive Evaluation, eds. D. O. Thomp-son and D. E. Chimenti (American Institute of Physics 1581,Melville, NY) 33, 1786-1792 (2014).
[10] A. Deresch, G.-R. Jaenisch, C. Bellon, A. Warrikhoff, Simula-tion and Experimental Verification of X-Ray Spectra, in: re-view of Progress in Quantitative Nondestructive Evaluation,eds. D. O. Thompson and D. E. Chimenti (American Instituteof Physics 1211, Melville, NY) 29, 535-540 (2010).
[11] JME Portable 7.5 MeV X-ray Betatron for Radiographic Non-Destructive Testing, User Manual, Issue 1 (2006).
[12] XRD 1621 Detector Series, Basic Specifications and Po-tential Applications of Digital Flat Panel Detectors,www.perkinelmer.com
[13] M. I. Haith, U. Ewert, S. Hohendorf, C. Bellon, A. Deresch,P. Huthwaite, M. J. S. Lowe, U. Zscherpel, Modelling based ra-diography for NDE of subsea pipelines, in: review of Progressin Quantitative Nondestructive Evaluation, eds. D. O. Thomp-son and D. E. Chimenti (American Institute of Physics 1706,Melville, NY), 110004 (2016).
15