Embed Size (px)
Citation preview

PERFORMANCE
AFSENDER:Dansk AutomationsselskabHans Edvard Teglers Vej 52920 Charlottenlund
Returneres ved varig adresseændring
B
DAu-bladet støttes i øjeblikket af følgende sponsorer
Tidsskrift for Dansk Automationsselskab
PERFORMANCE
ISSN 1601-6750
Kvalitet
Omkostninger Spild
Energi
Oppetid
Fleksibilitet
DAU-BLADET
03/2010/AUGUST
Tidsskrift for Dansk Automationsselskab
Værktøjer til optimering af batchprocesser – virkning af PAT-initiativet 3 Virus i procesoptimeringen? 4 DDGS, WDGS, Modified – Which Makes Me More Money Today? 5 OMAC – Set i en større sammenhæng 8 Bygnings- og fabriksautomation betaler sig 10 Coloplast indfører OEE på koncernniveau 11 Referat: Ekstraordinært repræsentantskabsmøde 12 DAu har valgt DI som samarbejdspartner 12 Procesoptimering – hvorfor og hvordan 13 Vær forberedt på de nye standarder OMAC og Make2Pack og vær klar til din kundes krav til anvendelsen 15
Har I også lyst at være med til at sponsorere DAu Bladet? Så send logo i en højtopløselig fil til [email protected]. Det koster 2.000 kr. + moms for de kommende 2 numre af DAu bladet.
Tema: Nå målet!- Forøg konkurrenceevnen
via performance og optimering.

03/2010 · Dansk Automationsselskab
ISSN 1601-6750
Udgiver: Dansk Automationsselskab
Sekretariat:Lillian ReesenDansk AutomationsselskabHans Edvard Teglers Vej 52920 CharlottenlundTlf.: 3990 3955 / Fax: 3990 3935e-mail: [email protected]: www.dau.dk
Sats, repro og tryk: K-Grafisk
DAu’s bestyrelse:Leif Tångberg (formand/Chairman) Tångberg Pro-Consult
Mogens Aagaard (næstformand) ABB A/S
Torsten Olsen (kasserer) Haldor Topsøe
Ernst Madsen Novo Nordisk A/S
Allan P. Kjær COWI A/S
John Brorup Festo A/S
Leif Poulsen NNE Pharmaplan A/S
Frank Faurholt (ansvh. Redaktør) Siemens A/S
Kasper Agerbæk Emerson Process Management
Claus R. Olsen Dansk Industri
Per Thyme Rockwell Automation A/S
Flemming Schou Rockwool International A/S
John AmmentorpRambøll
Hassan YazdiFLSmidth Automation
Vagn Kudsk ABB A/S
Når dette læses, er de fleste sikkert godt på vej op i omdrejnin-ger igen efter forhåbentlig god og velfortjent sommerferie. Og er krisen mon så sluttet, alt imens vi har slappet af? – Nej nok ikke helt, og det vil nok blive svært bagefter at sige præcist, hvil-ken dato den egentlig sluttede. Der bliver nok nærmere tale om en langsom opstart, og det er vel også meget godt endda – op-bremsningen var lige hård nok. Der er dog lys forude, i hvert fald hvis man skal tro på de bilforhandlere og ejendomsmæglere, der uge efter uge prøver at fremtrylle optimisme og købelyst hos kunderne. Der er dog ingen tegn på, at vi lige med det samme kommer op i samme gear som for et par år siden. Dette har fået flere områder i industrien fra at kigge på øget produktion, til i stedet at få det bedste ud af situationen, som den nu en gang er, bl.a. ved at producere billigst muligt. I DAu har vi valgt at kigge på dette under en paraply kaldet Performance, naturligvis med udgangspunkt i hvordan Automationsbranchen kan bidrage til en optimeret produktion. I vores diskussioner i DAu bestyrelsen har vi været vidt omkring fra indkøb af maskiner/udstyr øst på over energi besparelser til data – og analyse værktøjer med Neu-rale netværk, Fuzzy logic o.s.v. – Der lader til at være nok at tage fat på for at lukke de forsømte huller fra tiden, hvor det bare gik stærkt.
I Rockwool, hvor jeg selv kommer fra, har vi også talt om betyd-ningen af øget ”Management fokus”, og herunder vigtigheden af, at alle led i produktionen er bevidste om, hvad optimal pro-
duktion betyder, når vi taler om penge. Også her kan vi i Auto-mations branchen byde in både med de helt simple løsninger, som en rød lampe på produktionschefens kontor, der blinker, når råvare forbruget stiger over det nominelle, til ”Live” indika-tioner for operatørerne, der fortæller at årets julegratiale er ved at gå fløjten, og naturligvis også med avanceret MES funktiona-litet bl.a. i form af komplekse rapporter. – Når det gælder om at spare penge er der ingen grund til at sky nogen midler – i hvert fald ikke hvis det kan klares med tekniske hjælpemidler.Gevinsten ved en optimering skal naturligvis stå mål med in-vesteringen, og det er derfor nødvendigt at fokusere både på simple og komplekse løsninger, således at der i alle tilfælde kan opstilles en solid ”business case”.
Temaet for efterårets første konference er da også ”Procesopti-mering”, og vi har forsøgt at dække bredt, både med systemer, cases, samt den mere teoretiske indgangs vinkel til at analysere og Optimere. Den sidste konference i år kommer til at handle om anvendelse af standarder, her specielt OMAC, som kan blive et krav fra brugernes side til maskinleverandørerne. Der er her i bladet både artikler, der lægger op til de to konferencer samt konferenceprogrammerne, som de ser ud her og nu, hvor ikke alt er endeligt på plads.
God Læsning
Lederv/ Section Manager Flemming Schou, Rockwool International
3
Se DAu’s nyhedsbrev på www.dau.dk · 03/2010
I den farmaceutiske industri er man ofte ret konservativ, når nye målinger eller kontrol teknologier skal indføres. En af grundene hertil er, at samtlige ændringer i processen kræver et stort tidskrævende papirarbejde. I erkendelse af at dette ofte sætter en be-grænsning for innovation og effektivitet i produktions-miljøet, har den amerikanske Food and Drug Administration (FDA), udar-bejdet deres:
Guidance for Industry, PAT Process Analyti-cal Technology, et system udviklet for design, analyse og kontrol af produktionsprocesser gennem online-måling af kritiske kvalitets-parametre for råvarer og produkter. PAT er som begreb godkendt af FDA i USA til kvali-tetssikring ved lægemiddelfremstilling og i den bioteknologiske industri.
Nærmere bestemt omhandler PAT bru-gen af værktøjer til f.eks Multi-variabel data analyse, overvågning af hvornår pro-cessen har nået sidst endelige slutpunkt og Knowledge Management værktøjer til Proces modellering. Således har PAT-initiativet udløst en fornyet interesse for disse værktøjer og deres anvendelse på batch processer, som anvendes i udstrakt grad ved konventionel fremstilling af far-maceutiske produkter.
Den underliggende teknologi, er natur-ligvis også gældende for batch processer i andre brancher og endda ofte også an-vendt i kontinuerlige processer. Af denne grund er det værd at overveje nogle af de seneste fremskridt inden for implemente-ring af PAT i den farmaceutiske industri.
Multivariable analyseværktøjer er blevet udnyttet i industrien siden 1980-erne. De mest almindeligt anvendte teknik-ker er kemometri som kan karakteriseres ved, at metoderne håndterer mange sam-tidige målinger (multivariat); den søger efter underliggende strukturer, dvs. om samtidige målinger af forskellige størrel-ser er indbyrdes afhængige, og på basis af disse observationerne opstilles hypoteser om sammenhænge og den grafik, der kan
anskueliggøre sammenhænge mellem for-skellige observationer.
I dag kan dette gøres on-line. De sene-ste års teknologiske fremskridt inden for analyse instrumenter, analyseværktøjer og kontrol software giver os mulighed for at udføre test og optimeringer på en kø-rende batch fra start til slut – og dermed opnå større sikkerhed for at producere den optimale batch hver gang, med større ensartet kvalitet – den gyldne reference-batch.
For at opnå denne fordel, skal virksom-hederne indarbejde en PAT løsning i de-res eksisterende batch proces, hvor de på samme tid minimere risikoen for deres eksisterende recepter og samtidig skal op-grader eksisterende instrumenter og f.eks. analysere som NIR, RAMAR, UV blot for at nævne nogle få.
Figur 1 og 2 viser eksempler på Multi-variable (Modul Predict Control MPC) software som f.eks. DeltaV’s Predict, som er direkte til rådighed i ethvert DeltaV system. En anden software som anvendes til opbygning af virtuelle sensorer er f.eks. Neurale Netværk software.
Det første skridt i implementeringen af en PAT løsning er at få fastlagt de kritiske kvalitetsparametre (Critical Quality At-tributtes CQA’s) samt udvikle en proces model. Det næste skridt er at indarbejde CQA’s og proces modellen i en PAT løs-ning.
Figur 3 illustrerer, hvordan Emerson’s in-tegrerede PAT arkitektur giver mulighed for opførelse af batch-kontekst-sensitive data fra maskiner eller udstyr, instrumen-tering, proceskontrol systemer, online analysatorer og lab. data i de anvendte modeller til at forudsige Critical Control Parameters (CCP) eller CQAs . Modeller-ne kan køres ud fra recepten som en del af et Batch styringssystem enten i MES laget eller direkte i kontrolsystemet recept eller blot køre som en del af en stand-alo-ne, som f.eks. synTQ.
En vigtig fordel ved denne arkitektur er, at det giver brugeren mulighed for trin-vis at udvikle PAT systemet, begyndende med et simpelt PAT målesystem og der-efter indarbejde en mere sofistikeret til-gang, som udnytter systemer som f.eks Emerson’s Syncade Operational Manage-ment system eller proces kontrol systemet DeltaV. Denne ”button-up” tilgang er central for en effektiv udvikling af PAT-systemet, fordi det minimerer up-front omkostninger og kompleksitet, og samti-dig giver mulighed for et øget anvendel-sesområde og fremtidige udviklingsop-gaver. En sådan arkitektur og implemen-terings metode kan bl.a. giver følgende differentiering:• Åben skalerbarhed fra lab til produktion• Modellerings pakke som er
uafhængighed af Instrumentvalg (Giver kunden mulighed for frie valg)
Værktøjer til optimering af batchprocesser
– virkning af PAT-initiativet v/ Salgschef Kasper Agerbæk, Emerson Process Management
Figur 1
Figur 2
Figur 3

4
03/2010 · Dansk Automationsselskab
Anvendelse af de såkaldte APC (Advanced Process Control) løsninger til optimering af processen er helt klart noget som mange in-dustrier har kastet sig ud i. Et af de centrale elementer for succes i disse projekter er kva-liteten af den underliggende instrumentering, og det er, hvad denne artikel handler om.
Ja, succesen af APC løsninger afhænger i dag af mange elementer: Grundlæggende procesforståelse, identificering af de po-tentielle optimeringsområder, organisa-tionens forståelse for optimeringsbehov, og uddannelse af det involverede tekniske personale er nogle af disse elementer. Det kan måske lyde som voldsomme krav, men mange virksomheder har set lyset og er aktivt gået denne vej, for at blive mere konkurrencedygtige på markedet. ”Ja, det kan godt betale sig” siger mange virk-somheder. Det vil den kommende DAu konference, den 22. september kaste mere lys på.
PID SløjferSom bekendt er en APC løsning ofte kendetegnet ved at assistere (nogle
gang helt overtage) operatørens rolle i at ændre på de underliggende PID sløjfernes set-punkter. Dette kræver, at PID sløjferne performer, som de skal. Dårligt tunede sløjfer er derfor et meget ofte forekommende problem i at udnytte potentialet i APC løsninger. Der findes et utal af løsninger på dette problem, både de fuldautomatiske og halvautomatiske løsninger, men også de manuelle med en god og opmærksom operatør og med et grundigt kendskab til instrumentering.
Kvaliteten af instrumenterDen næste udfordring for APC løsninger er kvaliteten af de underliggende instrumenter, altså hvor meget kan man virkelig stole på de målinger man får. Selv sagt, er der ikke nogen systemer eller operatører, som umiddelbart kan tage de rigtige beslutninger på et forkert grundlæg. Degradering af måleinstru-menter såvel som aktuatorer over tiden, er en af de absolut største grunde til at brugerne beskylder APC løsningen, eller leverandøren for en dårlig løsning, og sætter det instrument, der er investeret i
til løsning af opgaven til side og fortsætter med de gamle vaner og metoder. Ja der er kommet en virus i optimeringsløsningen.
Dette billede kan desværre genkendes af rigtig mange i industrien. Når man går på kompromis med vedligeholdelsesplanerne inkl. kalibrering af instrumenter, så kal-der man jo på degraderet performance og dette kan APC løsninger (som udgangs-punkt) ikke rette op på
Opdagelse af virussenEn god og vel planlagt vedligeholdelse af de involverede instrumenter i en APC løsning er nok den simpleste løsning frem. Herudover er der også mange, mere eller mindre avancerede løsninger som fuld automatisk kan overvåge procesper-formance og detektere selv de langsomme degraderinger som normalt er meget svært at få øje på. De forskellige teorier herom går under en fælles betegnelse nemlig ”performance overvågnings syste-mer”, eller ”fejl detekterings systemer”. Disse systemer har til at opgave at gøre den anvendte APC robust overfor fejl
Virus i procesoptimeringen?v/ Souschef Hassan Yazdi, FLSmidth A/S
• Fleksibilitet i forbindelse med fastlæg-gelse af format og integration
med eksisterende produkter• Fuld integration mellem de forskellige
komponenter• Nem data import og eksport i en række
forskellige standardiserede formater
I artiklen her, er der mest fokus på Batch applikationer, men der er mange mulige applikationer, hvor PAT kan gøre en for-skel, f.eks.:
PAT-initiativet giver den farmaceutiske in-dustri mulighed for at forbedre driften af eksisterende anlæg. Et god første skridt i at identificere mulighederne for forbedrede batch operationer er at anvende et proce-
sovervågningssystem. Mange af de løsnin-ger som allerede er tilgængelige på marke-det i dag, er designet til at opfylde de krav, som stilles til batchbehandling. Disse sy-stemer kan enten tilkobles et eksisterende kontrolsystem eller i tilfælde af nyere anlæg være et dedikerede performance overvåg-ningssystem som en integreret del af kon-trolsystemet.
Anvendes digitale transmittere kan de regi-strere målesignalets kvalitet, og indikere en tidlig påvisning af evt. måle fejl, som kan benyttes som kvalitetskontrol af kontrol systemet. Dette er en funktionalitet, som kun få kontrol systemer kan – at automa-tisk kunne identificere den proces model, som står i forbindelse med et given kontrol
loop - repræsenterer en fremgang i proces overvågning.
Den indsigt dette - at kunne se ændringer i proces dynamikken – giver er læring om processen og medvirker til at give en bedre forståelsen af hele processen. Dette medfø-rer igen fordele for øget produktion, øget ensartethed og ikke mindst sikre større produktkvalitet af hver enkel kørt batch.
5
Se DAu’s nyhedsbrev på www.dau.dk · 03/2010
situationer i processen, ved enten at advare operatøren om et performance problem i processen og/eller udføre automatiske handlinger i APC systemet. Det sidste sker enten ved ændring af styringsparametrene, eller i værste fald ændring af styringsstrategien.
For at et automatisk system kan detek-terer, når processen opfører sig unormalt skal det jo have en god ide om hvad de ”normale” procesforhold er. Man skal derfor danne sig en model af processen. Den mest praktiske metode hertil er en såkaldte ”data-drevet model”, som nemt kan bygges op. Når processen kører, bru-ger man denne model til at forudsige, hvordan en given ændring i set-punk-ter’ne vil virker på processen, og sammen-ligner de faktiske virkninger med de for-
udsagte værdier, og bruger forskellen til at vurdere om der en markant forskel, der kan klassificeres som unormal.
Sammenligning af en normal- med en unormal procesDe velkendte metoder for performance overvågning går under betegnelser som ”Fault Detection” eller ”Statistical Process Monitoring” systemer. Sagt på en me-get simpel måde er der tale om statistisk behandling af procesdata for at se, hvor processen plejer at befinde sig, og dermed detektere afvigelser, når man i systemet ”ser”, noget man ikke plejer at se. Der er et utal af artikler omkring metoden.
For processer, hvor de forskellige variable sagtens kan have forskellige værdier uden
at det nødvendigvis betyder en fejlsitua-tion, er der udvidet metoder som ”Mul-tivariable Statistical Process Monitoring, MSPM”. Disse metoder danner en data-drevet procesmodel, der kan håndtere temmelig komplekse processer, som det normalt er svært at danne en matematiske model for. Udfordringen omkring procesovervåg-ning kan måske lyde som en komplice-ret opgave, men rent faktisk er der rigtig meget hjælp at hente her. De tekniske universiteter er som regel mere end villige til at samarbejde med industrien om kon-krete procesovervågninger og procesopti-mering. Derudover er der mange udbyde-re af færdige løsningspakker af software/hardware, som kan hjælpe én i gang langt hen af vejen.
Ja, med en god indsats kan man godt hente de sidste procenter ud af produk-tionen. Det er netop disse emner, der dannet grundlag for en spændende DAu konference den 22. september på DTU (tilmelding ved www.dau.dk eller [email protected]). Her kan man få både viden, in-spiration og ikke mindst etablere et net-værk med de videnskabelige institutter omkring emnet.
”Performance Monitoring Systems” har til at opgave at gøre den anvendte processtyring robust overfor fejlsi-tuationer i processen, ved enten at advare operatøren om et performance problem i processen og/eller udføre automatiske handlinger i det overordnede kontrolsystem.
Process
Operator
PerformanceMonitoring System
Advanced ProcessController
+
-
DDGS, WDGS, Modified – Which Makes Me
More Money Today? v/ Michael Tay, Manager Sales Engineering, Pavilion Technologies, a Rockwell Automation Company
Model-predictive control projects can help ethanol producers improve decision making when pricing and producing biomass.
The cost to dry stillage, or any biomass, is generally calculated based on a straight-forward linear assumption – the more bio-
mass the plant dries, the higher the cost will be. However, we live in a nonlinear world where linear logic doesn’t always hold true. When it comes to producing biomass, this is often the case because the energy-related costs required to dry an ex-tra ton of biomass depend on a number of
constantly shifting – and not necessarily li-near – factors, including wet cake moisture levels, dryer loading and natural gas prices.
These fluctuating variables present myriad challenges for commodity managers when pricing stillage to sell to a local market.

6
03/2010 · Dansk Automationsselskab
7
Se DAu’s nyhedsbrev på www.dau.dk · 03/2010
The biggest hurdle often is trying to iden-tify the ideal amount of wet/local stillage to produce on a given day. This decision is a difficult one to make when the mana-ger doesn’t have an effective way to deter-mine the market price “tipping point” that should change their decision about how much stillage to produce that day.
A dryer/stillage management model-pre-dictive control project can help commo-dity managers overcome some of these challenges. Model-predictive control is ba-sed on a mathematical model designed to be optimized based on price. The model incorporates real-time costs of manufac-turing, along with scenario optimization, and ties this information to a browser page available to commodity and plant mana-gers.
Producers can use this model to calcu-late the ideal business scenario based on varying market pricing for ethanol plant results. To maximize gross revenue, plant managers can use a dryer model (including auxiliary equipment tied to the production of dry or wet distillers grains) to gauge the amounts of dry distillers grain with soluble (DDGS) and wet distillers grain with so-luble (WDGS) they should produce at specific prices. Alternately, they can deter-mine what the market price for wet distil-lers grains needs to be in order to make producing wet grain more attractive than producing dry grain.
Laying Out the ProcessDry mill ethanol plants that produce DDGS operate using a variety of process configurations. Exhibit A and B (above) illustrate two possible process layouts to produce either DDGS or WDGS. Both layouts require two rotary dryers in series, which is the most common industry lay-out in the United States. Other layouts may require flash- or steam-tube dryers. As a general rule, plants use anywhere from one to four dryers depending on dryer and plant design and capacity.
In plants using two rotary dryers, produ-cers have the ability to make anywhere from zero to 100 percent dry distillers grain (DDGS). The remaining non-dried grain comprises either wet or modified product, where modified is a combina-tion of centrifuge wet-cake, concentrated
stillage syrup and partially dried product. DDGS is comprised of 10 to 15 weight percent water, and WDGS is 45 to 55 weight percent water.
The percentage of grain a plant operator decides to dry (or not dry) is made based on an order volume from the commodity manager, who is selling both WDGS and DDGS. Order volume is determined ba-sed on both product demand and market prices. Based on the request, the plant pre-pares a specified volume of stillage (measu-red in tons of material) to meet the orders.
Consider the following example: In the KPI (key performance indicator) calcula-tion sheet shown in Exhibit C, operators are adjusting screw speeds for wet-cake, partially dried-cake, and syrup on a wet-pad screen in order to increase or decrease the tons per hour of WDGS produced. The calculations show the plant manager his estimated production revenues (in tons per hour multiplied by dollars per ton) of WDGS, DDGS, and ethanol. Net gross
profit (operating margin) also is shown. This is calculated by subtracting ongoing production costs from corn, natural gas, enzymes, water, electricity and other direct costs of production.
The graphs show that ethanol produc-tion has remained fairly stable over time. However, as the screw conveyor settings are shifted to make varying amounts of wet product, estimated WDGS and DDGS revenues also shift. In the short pe-riod trended in the example, the last third of the production is most notable. WDGS
Whole Stillage
Centrifuge FeedWet Cake Pad
Syrup Tank
Thin Stillage
Steam Flow
Beer Column
Whole Stillage
Centrifuge Feed Wet Cake Pad
Syrup Tank
Syrup Tank
Thin Stillage
Re�uxCondensate
Sample process layout of stillage management with two rotary dryers and a parallel syrup evaporation.
Alternative process layout of stillage management with two rotary dryers and parallel syrup evaporation.
Real-time calculation of product revenues and operating margin per hour calculated as amounts of wet and dry distillers grain production is varied.
Exhibit B
Exhibit C
Exhibit A
production is highest during this period, and as a result, net operating margin drops significantly. This decline indicates that ra-ther than the cost savings intended by pro-ducing more wet product, the change in operation actually increases costs.
The reasons for negative impact vary, but the ultimate cause is a pricing imbalance. Pricing for WDGS per ton, when compa-red to the equivalent DDGS that would have been made, minus the costs of drying this additional product, was uneven. In this case, the commodity manager priced the WDGS too low, so when the plant produced additional wet stillage, the pro-ducer lost money. The producer should have continued to make dried product instead of wet.
Rotary Dryers: Fully LoadedAvoiding this problem sounds fairly simple – either increase the price of WDGS com-pared to DDGS, or don’t sell the WDGS. But unfortunately, the effectiveness of the producer’s dryer performance adds a number of complexities that make the solution far from simple. In our example, the producer used rotary dryers. With this type of dryer, actual effectiveness of drying depends on a number of variables, inclu-ding moisture content, air temperature, air humidity, air flow rates, feed water content, and dryer loading (or bed level).
Looking at a single variable on its own – dryer loading, for example – showcases the complexity of building an accurate model to determine ideal production levels. In dryer loading, load level has a nonlinear impact on drying efficiency, and producers should seek an ideal “full load” where solid stillage level fills the maximum flight angle with the best air/solids interaction (Keey).
At this angle, drying air fully interacts with the maximum surface area of the stillage, which maximizes the effectiveness of the dryer. If the full load is decreased, extra hot air bypasses the stillage, negatively im-pacting effectiveness. Similarly, increasing the full load increases the “to-be-dried” stillage level, but doesn’t add drying sur-face area, thus limiting effectiveness.
In the example case, there is an ideal load size, but there are two dryers in series, so determining the ideal load becomes
slightly more complex. Either one dryer is ideally loaded and the second less than op-timally loaded, vice versa, or some sub-op-timum loading level is averaged across the two dryers. When a dryer is sub-optimally loaded, the producer spends more money per ton of product dried. As a result, the relative costs to dry or not dry another ton of distillers grains vary any time the loa-ding level is changed.Each variable in the dryer performance model represents a new and different set of challenges, and dryer loading is only one such example. Despite the varied com-plexities, it’s possible to create a nonlinear dryer performance model that includes key parameters related to dryer performance.
An Added Complexity: RFS2So far dryer optimization is dependent on two factors – developing a sufficiently ac-curate model of available drying operating handles and equipment performance, and identifying current market pricing drivers for the business. The Environmental Pro-tection Agency’s revised Renewable Fuel Standard (RFS2) and other similar legis-lative drivers may add another complexity by mandating GHG emissions regulation.
RFS2, for example, is anticipated to im-prove the efficiency of earning renewable fuels “RINS” credits for producers drying at or less than 50 percent of their distillers grain product. Given the regulation, the pricing difference between WDGS and DDGS is one driver toward making an economic decision. But there is an added penalty consideration if the plant will be within bounds for RINS credits at 50 per-cent dried production and out of bounds at 51 percent dried production.Fortunately there is a way for producers to
simplify the issue. Mathematically, there are two ways to do so. The simple way, and probably the easiest way from an anti-cipated reporting perspective, is to con-strain or limit the economic optimizer at 50 percent, or whatever the documented pathway or allowable operating limit is set. In this case, the optimizer would not violate the set limit, even when it may be temporarily opportunistic to make more DDGS. Another more mathematically elegant so-lution that is more complex in terms of re-porting requirements is to add an additio-nal economic penalty to the optimizer that is equal to the value of the RINS credits. With a penalty in place, the mathematics would allow the producer to decide when it makes economic sense to exceed a 50 percent limit – even though it may include the loss of prospective RINS credits on a fraction of production.
While the “elegant” solution is interesting from a mathematical and hypothetical per-spective, the simpler solution makes more sense in the real world. The same model can be exercised within a variety of scena-rios and used to determine when changes to permits and allowable operating condi-tions are needed.
However, in day-to-day plant operations, decisions regarding how to run on a given day are constrained within the capabilities of the plant’s current equipment and ope-rating permits. Nevertheless, significant savings – on the order of 3% increased operating margins or more – may be reali-zed using model-based optimization based on current economics to support operating decisions.
Economic Optimization Scenario Analyzer, which allows varying pricing on WDGS, DDGS among other costs to determine how ethanol plants should run to maximize $/hr.
Sources: Keey, R. B., Drying of Loose and Par-ticulate Matter, 1992 Hemisphere Publishing, From Google

8
03/2010 · Dansk Automationsselskab
9
Se DAu’s nyhedsbrev på www.dau.dk · 03/2010
Equipment Manufacturer / Maskinbyg-ger), SI’er (Systemintegrater) skal løse el-ler som en slutbruger efterspørger.
Hvor produktleverandørerne i begyndel-sen af 1990’erne var noget tilbagehol-dende med at åbne op for benyttelsen af åbne standarter, er situationen nu at alle produktleverandører har indset at det kan lade sig gøre både at have en stor integra-tion med egne produkter via proprietærer interfaces og samtidig en åbenhed mod ”fremmede” produkter via åbne standar-ter. Fordelene er større end ulemperne og udviklingen understøttes helt klart af kra-vet fra markedet, men det har helt klart ændret ”kamppladsen” for produktleve-randørerne.
Løsningsleverandørens udfordring og svarEn OEM eller SI’er lever af at kunne dif-ferentiere sig selv i forhold til sine kon-kurrenter. Men hvordan kan man dif-ferentiere sig, hvis man både skal bruge globalt tilgængeligt automationsudstyr fra de ledende producenter i markedet og i øvrigt opbygge sine styringer jf. diverse applikations standarter?Hvordan kan man beskytte sin knowhow og sit innovative forspring, når ens kon-kurrenter og kunder alt andet lige kan ”afkode” ens løsning nemmere?Hvorfor skal man ændre en allerede etab-leret softwarestruktur, der er opbygget og optimeret gennem mange år og som alle i ens organisation behersker, til en ny og ”tung” struktur, der ret beset ikke bibrin-ger en selv de helt store fordele?For en OEM eller SI’er er brugen af stan-darter som f.eks. OPC eller Profibus ukritisk, men når talen kommer til appli-kationsstandarter som f.eks. OMAC bli-ver det mere udfordrende. Her udfordres hans kernekompetencer og ofte reelt hans forretningsgrundlag.
I procesindustrien har anvendelsen af ISA88 til Batch Control været kendt og
accepteret i mange år. Både OEM, SI’er og slutbruger har set både nødvendig-heden og fordelene ved at have et fælles sprog for derved at kunne sikre effektivi-tet i alle produktionsapparatets livscyk-lusser. Ofte ses at ISA88 definitionerne og me-todikkerne anvendes med succes på om-råder der ikke ligger indenfor den klas-siske Batch Control disciplin. Der har selvfølgelig været en proces, men i dag er der meget få der stiller spørgsmål ved nødvendigheden i at tage udgangspunkt i ISA88 til Batch Control applikationer eller for den sags skyld ISA95 til MES (Manufacturing Execution System) ap-plikationer.
I den diskrete industri – f.eks. indenfor pakkemaskiner - er situationen endnu uafklaret. Der har endnu ikke krystallise-ret sig en klar trend eller de facto standart omkring anvendelse af f.eks. OMAC. Dette er der sikkert mange grunde til. Hvor procesindustrien typisk er meget slutbruger drevet er den diskrete industri ofte OEM drevet. Slutbrugerne er først nu langsomt ved at blive stærke og afkla-rede nok til at kunne fastholde et krav om anvendelse af f.eks. OMAC hos deres un-derleverandører. Produktleverandørerne er også først nu ved at være klar til for al-vor at kunne understøtte f.eks. OMAC.
OMAC er ligeledes ved at blive endnu mere officiel, da ISA88 part 5 kommer til at omhandle ” Implementation Models & Terminology for Modular Equipment Control” i daglig tale ”Make2Pack”. Det-te tiltag vil helt sikkert også motivere en proces mod at anvende OMAC/ Make-2Pack metodikkerne endnu mere i frem-tiden.
Som ved f.eks. ISA88 til Batch Control, er det også et spørgsmål om at kunne be-vise en positiv business case for en OEM eller SI’er ved anvendelse af OMAC/ Make2Pack metodikkerne. Først når slutbrugerkravet er stærkt nok, når pro-
duktleverandørernes koncepter er gode nok og når løsningsleverandørerne selv er visionære og dygtige nok, vil der opstå en positiv business case. Det er DAu’s klare holdning at de løsningsleverandører der hurtigst og bedst tilegner sig viden og er-faring med OMAC/ Make2Pack, vil stå stærkest rustet på det fremtidige globale marked.De løsningsleverandører der kan bruge OMAC/ Make2Pack metodikkerne til at optimere deres egne processer og derved reducere omkostningerne, forkorte gen-nemløbstiderne for deres projekter, gøre deres applikationer endnu mere fleksible og forøge deres kvalitet, vil være optimalt rustet til at kunne møde slutkundernes fremtidige krav.
OMAC er ret beset ikke en standart i sig selv, men navnet på en organisation (Or-ganization for Machine Automation and Control) og består af over 500 slutbruger, produkt- og løsningsleverandører med-lemmer. Gå selv på opdagelse på OMAC’s hjemmeside og dyk ned i de enkelte om-råder som OMAC arbejder med.
DAu støtter op omkring OMAC og bely-ser relaterede emner via artikler og konfe-rencer. Det er vores håb at denne artikel har vagt din interesse og at du vil møde op på den kommende OMAC konfe-rencer i DAu. Ligeledes findes der andet steds i dette blad en mere specifik intro-duktion til OMAC fokusområderne.
OMAC – Set i en større sammenhængv/ Salgsdirektør Frank Faurholt, Siemens A/S
Slutbrugerens krav og ønskerAt kunne specificere og opbygge sit auto-mationskoncept produktleverandør uaf-hængigt, løsningsleverandør uafhængigt, modulært, fleksibelt og standardiseret er grundlæggende enhver slutbrugers og rådgivers drøm. Efter bedste Legoklods princip, specificeres og vælges frit de stør-relser, former og farver der er behov for i den givne situation og lynhurtigt er den ønskede funktionalitet skabt. Klodserne passer - uafhængig af størrelse, farve og form – sammen og er via det standardise-rede interface enkelt og solidt forbundet med hinanden. Fordelene for slutbrugeren er indlysende. Han stilles i en position hvor han med udgangspunkt i egen situation kan væl-ge frit mellem de relevante produkt- og løsningsleverandører med et langt mere transparent overblik. Han kan nu kombi-nere produkter og løsninger fra forskellige leverandører og dermed får en for ham endnu mere optimal løsning, uden at gå på kompromis med ansvarsfordeling, spe-cifik funktionalitet og systemsammen-hæng.Han har mulighed for at optimere sine processer etc. i alle produktapparatets livscyklusser, da f.eks. drifts- og vedlige-holdelsespersonalet meget nemmere kan overskue automationsstrukturen og der-med f.eks. hurtigt kan lokalisere og af-hjælpe en eventuel fejl.
Det er derfor ikke tilfældigt at f.eks. OMAC (Organization for Machine Auto-mation and Control) og OSI (Intercon-nection Reference Model) er tiltag der er udsprunget af større slutbrugeres – ofte automobilindustriens – krav og ønsker
om standardisering og leverandøruafhæn-gighed.
Produktleverandørernes udfordring og svarMen hvordan forholder produktleveran-dørerne til disse scenarier?Hvordan er det at være en udskiftelig le-goklods?
Historisk set kunne en produktleverandør gå 2 veje. Han kan opbygge et komplet og altfavnende automationskoncept, så-ledes at slutkunden via ”one stop shop-ping” kunne købe et færdigt, modulop-bygget, fleksibelt, men produktleveran-dørafhængigt automationskoncept. Eller han kunne specialisere sig i en særlig niche og/eller teknologi og så arbejde på at kunne interface til de forskellige kon-ceptleverandørers mere generelle auto-mationskoncepter via deres proprietære kommunikationsprotokoller.OMAC og OSI kan alle ses som eksem-pler på slutbrugerdrevne tiltag for at æn-dre på denne situation.
Produktleverandørernes første svar på denne udfordring var at udvikle forskel-lige feltbusstandarter, hvor udstyr fra forskellige produktleverandører kunne kommunikere sammen via åbne og stan-dardiserede kommunikationsprotokol-ler. Mange af disse feltbus standarder tog udgangspunkt i OSI modellen, men der udviklede sig hurtigt en række konkurre-rende feltbus standarter som f.eks. Profi-bus og DeviceNet, som blev understøttet og drevet af en række forskellige produkt-leverandører. Feltbuskrigen var begyndt og selvom der er sket en vis konsolide-
ring, er markedet fortsat karakteriseret ved en række forskellige og ikke kompati-ble kommunikationsstandarter. Det siger sig selv at feltbuskrigen både er drevet af kommercielle, strategiske, geografiske in-teresser (Europa, USA og Asien) samt en objektiv teknologioptimering i forhold til forskellige fokusområder.
OPC (Object Linking and Embedding (OLE) for Process Control) opstod midt i 1990’erne og var faktisk drevet af en række automations produktleverandører og ikke mindst Microsoft og målet var at skabe en fælles kommunikationsplat-form (eller rettere interfaces) i Microsoft miljøet. Microsoft var på det tidspunkt meget aktivt i forhold til at positionere sit Windows NT operativsystem som de fac-to industristandart og sandheden er nok også at mange automationsleverandører (typisk PLC og SCADA leverandører) følte at de var nød til at følge denne trend for ikke at stå udenfor det gode selskab. OPC tog i første omgang udgangspunkt i en OPC Server og OPC Client softwa-restruktur til kommunikation af online procesdata. OPC har ikke afløst de ofte mere preformante og stabile proprietære kommunikationsdrivere, men har helt sikkert været med til at skubbe til udvik-lingen hen mod en mere standardiseret kommunikations- og softwarestruktur i vores branche. OPC er fortsat i rivende udvikling og omfatter løbende ny meto-der til kommunikation af f.eks. historiske data og alarmdata og tager udgangspunkt i de nyeste Microsoft teknologier. Da OPC fortsat er produktleverandør drevet, tager OPC grundlæggende ud-gangspunkt i ”bit and byte” og ikke de applikationer som en OEM (Original
Interessante links: www.omac.orgwww.make2pack.orgwww.isa-95.comwww.isa-88.comwww.opcfoundation.org
10
03/2010 · Dansk Automationsselskab
11
OEE-måling, standardisering og en sund sty-ringsplatform er basis for optimeringer, der giver højere og højere produktivitet.
Coloplast, der er i gang med en globali-seringsproces, har et behov for at effekti-visere maskinfremtagning, produktions-processer og selve driften af koncernens mange maskinlinjer, der er placeret i Danmark, Ungarn og Kina. Det er nød-vendigt at kende maskinernes effektivitet forskellige steder, så der kan benchmarkes og derigennem optimeres på en effektiv måde. Det gælder både i selve driftssi-tuationen, og når produktionen over en længere periode skal evalueres. Hertil er Coloplast i gang med at indføre et OEE-målesystem, der danner basis for højere og højere produktivitet.
Det begyndte med standardi-sering af maskinstyringerne I de automatiske produktionsanlæg ind-går der mange avancerede styringer. Før-
hen var det op til de enkelte leverandører, hvordan PLC-styringerne var konfigure-ret, og hvilke fabrikater, der blev anvendt som basis. Men for fire år siden begyndte Coloplast opbygningen af standarder for PLC’er og brugergrænseflader for alle virksomhedens produktionsmaskiner. Det betød, at alle komponentleverandører skulle leve op til de standarder, fortæller projektleder Jesper Jensen fra ProInvent teknologiudvikling A/S, som har taget del i udviklingen.
Den udviklede standardplatform, som er baseret på OMAC-modellen, har været et kundeønske grundet de tanker, der lig-ger bag en sådan standard: Nøgleordene er åbne standarder, hardware fra samme leverandør og globaliseret tilgang. Derud-over har der været fokus på visuelle bil-leder samt at mindske brug af tekst for at gøre maskinerne forståelige i en global, verden som den Coloplast opererer i i dag, fortsætter Jesper Jensen. Koncepterne er ført ud på alle aspekter af maskinsty-
ringen, indtil videre på en stor del af vores forskellige maskiner, og vi har besluttet, at konceptet ophøjes til koncernstandard som alle leverandører bliver pålagt at be-nytte, siger Jan Jørgensen der er ansvarlig for maskinfremtagningen hos Coloplast i Thisted.
ProInvent, der er Allen-Bradley Technolo-gy Partner, har deltaget aktivt i udvikling, indkøringen og test af de mange maskiner og med succes. Det er noget, der bevid-ner, at standarden favner bredt med rig mulighed for opfyldelse af de specifikke krav, hver maskine nu har. Platformen er gennemgående Allen-Bradley/Rockwell baseret. Softwaren er baseret på RSLogix, RSView / AB HMI – FactoryTalk View. Hardwaren er baseret på AB Automation – Controllogix og AB Motion - Kinetix Servo system. Allan-Bradley/Rockwell er valgt, fordi softwaren herfra har inkor-poreret OMAC/PackML som standard i dag, siger Jesper Jensen
Hos Coloplast forventer vi at anvende den udviklede platform til alle maskinud-viklingsprojekter fremover, idet vi ønsker maskiner, der ”taler sammen”, og i fremti-den vil vi have leveret maskiner, der er ba-seret på samme struktur, men uafhængig af leverandør. Derved går der ikke viden tabt over grænserne. Med globale standar-der vil produktionen ikke være så følsom over for, om en nøglemedarbejder er på ferie eller er syg. Endelig er der en stor besparelse i ressourceforbrug til udarbej-delse af dokumentation ved at henvise til standarden. Men med den type standar-der opstod tanken om, at de også kunne bruges til at optimere på produktiviteten. Data var der jo allerede, så opgaven var at trække dem ud, siger Jan Jørgensen.
Sådan virker OEE-målingen rent teknisk”Coloplast har arbejdet med automatisk udtræk af produktionsdata, men erfarin-gerne viser, at det er vanskeligt admini-strativt at integrere data fra produktionen
Coloplast indfører OEE på koncernniveau
v/ Team Manager, Machine development, Jan Jørgensen, Coloplast A/S og Civ. Ing. (K), Projektleder Jesper Jensen, ProInvent A/S
Se DAu’s nyhedsbrev på www.dau.dk · 03/2010
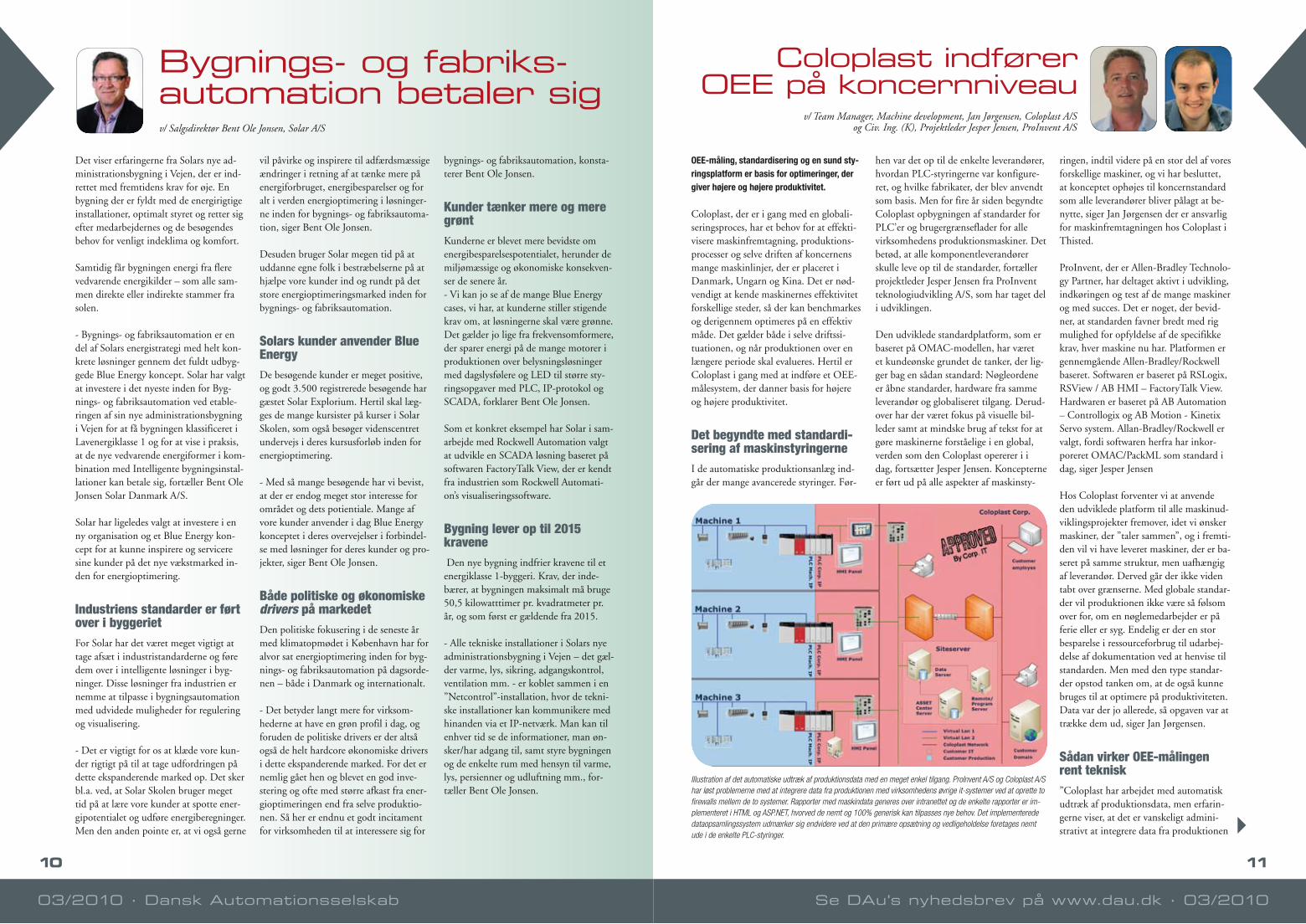
Illustration af det automatiske udtræk af produktionsdata med en meget enkel tilgang. ProInvent A/S og Coloplast A/S har løst problemerne med at integrere data fra produktionen med virksomhedens øvrige it-systemer ved at oprette to firewalls mellem de to systemer. Rapporter med maskindata generes over intranettet og de enkelte rapporter er im-plementeret i HTML og ASP.NET, hvorved de nemt og 100% generisk kan tilpasses nye behov. Det implementerede dataopsamlingssystem udmærker sig endvidere ved at den primære opsætning og vedligeholdelse foretages nemt ude i de enkelte PLC-styringer.
Bygnings- og fabriks-automation betaler sigv/ Salgsdirektør Bent Ole Jonsen, Solar A/S
Det viser erfaringerne fra Solars nye ad-ministrationsbygning i Vejen, der er ind-rettet med fremtidens krav for øje. En bygning der er fyldt med de energirigtige installationer, optimalt styret og retter sig efter medarbejdernes og de besøgendes behov for venligt indeklima og komfort.
Samtidig får bygningen energi fra flere vedvarende energikilder – som alle sam-men direkte eller indirekte stammer fra solen.
- Bygnings- og fabriksautomation er en del af Solars energistrategi med helt kon-krete løsninger gennem det fuldt udbyg-gede Blue Energy koncept. Solar har valgt at investere i det nyeste inden for Byg-nings- og fabriksautomation ved etable-ringen af sin nye administrationsbygning i Vejen for at få bygningen klassificeret i Lavenergiklasse 1 og for at vise i praksis, at de nye vedvarende energiformer i kom-bination med Intelligente bygningsinstal-lationer kan betale sig, fortæller Bent Ole Jonsen Solar Danmark A/S.
Solar har ligeledes valgt at investere i en ny organisation og et Blue Energy kon-cept for at kunne inspirere og servicere sine kunder på det nye vækstmarked in-den for energioptimering.
Industriens standarder er ført over i byggerietFor Solar har det været meget vigtigt at tage afsæt i industristandarderne og føre dem over i intelligente løsninger i byg-ninger. Disse løsninger fra industrien er nemme at tilpasse i bygningsautomation med udvidede muligheder for regulering og visualisering.
- Det er vigtigt for os at klæde vore kun-der rigtigt på til at tage udfordringen på dette ekspanderende marked op. Det sker bl.a. ved, at Solar Skolen bruger meget tid på at lære vore kunder at spotte ener-gipotentialet og udføre energiberegninger. Men den anden pointe er, at vi også gerne
vil påvirke og inspirere til adfærdsmæssige ændringer i retning af at tænke mere på energiforbruget, energibesparelser og for alt i verden energioptimering i løsninger-ne inden for bygnings- og fabriksautoma-tion, siger Bent Ole Jonsen.
Desuden bruger Solar megen tid på at uddanne egne folk i bestræbelserne på at hjælpe vore kunder ind og rundt på det store energioptimeringsmarked inden for bygnings- og fabriksautomation.
Solars kunder anvender Blue EnergyDe besøgende kunder er meget positive, og godt 3.500 registrerede besøgende har gæstet Solar Explorium. Hertil skal læg-ges de mange kursister på kurser i Solar Skolen, som også besøger videnscentret undervejs i deres kursusforløb inden for energioptimering.
- Med så mange besøgende har vi bevist, at der er endog meget stor interesse for området og dets potientiale. Mange af vore kunder anvender i dag Blue Energy konceptet i deres overvejelser i forbindel-se med løsninger for deres kunder og pro-jekter, siger Bent Ole Jonsen.
Både politiske og økonomiske drivers på markedetDen politiske fokusering i de seneste år med klimatopmødet i København har for alvor sat energioptimering inden for byg-nings- og fabriksautomation på dagsorde-nen – både i Danmark og internationalt.
- Det betyder langt mere for virksom-hederne at have en grøn profil i dag, og foruden de politiske drivers er der altså også de helt hardcore økonomiske drivers i dette ekspanderende marked. For det er nemlig gået hen og blevet en god inve-stering og ofte med større afkast fra ener-gioptimeringen end fra selve produktio-nen. Så her er endnu et godt incitament for virksomheden til at interessere sig for
bygnings- og fabriksautomation, konsta-terer Bent Ole Jonsen.
Kunder tænker mere og mere grøntKunderne er blevet mere bevidste om energibesparelsespotentialet, herunder de miljømæssige og økonomiske konsekven-ser de senere år.- Vi kan jo se af de mange Blue Energy cases, vi har, at kunderne stiller stigende krav om, at løsningerne skal være grønne. Det gælder jo lige fra frekvensomformere, der sparer energi på de mange motorer i produktionen over belysningsløsninger med dagslysfølere og LED til større sty-ringsopgaver med PLC, IP-protokol og SCADA, forklarer Bent Ole Jonsen.
Som et konkret eksempel har Solar i sam-arbejde med Rockwell Automation valgt at udvikle en SCADA løsning baseret på softwaren FactoryTalk View, der er kendt fra industrien som Rockwell Automati-on’s visualiseringssoftware.
Bygning lever op til 2015 kravene Den nye bygning indfrier kravene til et energiklasse 1-byggeri. Krav, der inde-bærer, at bygningen maksimalt må bruge 50,5 kilowatttimer pr. kvadratmeter pr. år, og som først er gældende fra 2015.
- Alle tekniske installationer i Solars nye administrationsbygning i Vejen – det gæl-der varme, lys, sikring, adgangskontrol, ventilation mm. - er koblet sammen i en ”Netcontrol”-installation, hvor de tekni-ske installationer kan kommunikere med hinanden via et IP-netværk. Man kan til enhver tid se de informationer, man øn-sker/har adgang til, samt styre bygningen og de enkelte rum med hensyn til varme, lys, persienner og udluftning mm., for-tæller Bent Ole Jonsen.

12
03/2010 · Dansk Automationsselskab Se DAu’s nyhedsbrev på www.dau.dk · 03/2010
Referat:
Ekstraordinært repræsentantskabsmøde
Bemærkningerne til dagsordenspunkterne er vist efterfølgende:
Leif Tångberg bød alle velkommen og sagde at repræsentantskabsmødet skulle starte med valg af dirigent
1. Valg af dirigentBestyrelsen havde foreslået Bjarne Man-drup, der var til stede og Bjarne Mandrup blev valgt med applaus.Bjarne Mandrup takkede for valget om meddelte at repræsentantskabsmødet i
henhold til vedtægterne var lovligt vars-let: Det var indkaldt via DAu Bladet Maj nummeret som udkom mere end 3 uger før det ekstraordinære repræsentantskabs-møde skulle afholdes.
2. Afstemning af forslag til vedtægts-ændringer i Dansk Automationsselskab som følge af integration med DI-ITEKVedtægtsændringer kan i henhold til de eksisterende vedtægter – efter at have væ-ret til afstemning på det ordinære repræ-sentantskabsmøde – godkendes på et eks-
traordinært repræsentantskabsmøde med simpelt stemmeflertal.Alle tilstedeværende – i alt 16 – stemte for forslaget til de nye vedtægter, som her-efter er vedtaget.
3. EventueltDer var intet til dette punkt
Repræsentantskabsmødet blev herefter af-sluttet kl. 13.15
DAu har valgt DI som samarbejdspartnerv/ Leif Tångberg, Formand for DAu
Mødet blev afholdt den 29. juni 2010 kl. 13.00 hos Tångberg Pro-Consult, Brøndbyvej 210, 2625 Vallensbæk
På det ekstraordinære repræsentantskabs-møde, der blev afholdt den 29 Juni 2010, blev det ved flertalsafstemning endeligt vedtaget at DAu vil optages under DI (Dansk industri). Mere korrekt vil DAu i fremtiden være en forening under DI
ITEK, som er et branchefællesskab i DI for virksomheder for IT, Tele, Elektronik og Kommunikations områderne, så her passer DAu og automation jo fantastisk godt ind.Vi i bestyrelsen ser frem til at udnytte
de nye og øgede muligheder, der ligger i et samarbejde med DI. Det skulle helst afspejles i flere og bedre tilbud til vo-res medlemmer, inden for automation og netværket omkring dette. Målet med samarbejdet er også at skabe mere fokus
1-dags konference:
Procesoptimering – hvorfor og hvordan
Tid og sted: 22. september på DTU, Anker Engelundsvej 1, 2800 Lyngby Bygning 101A, Mødelokale 1 med foyer op ad vindeltrappen
Hvor det for få år siden ofte var målet at producere mere med det forhåndenvæ-rende produktionsapparat for at kunne efterkomme efterspørgslen i markedet, er målet ofte i dag at producere billigst mu-ligt for at være konkurrencedygtig.De gode gamle dage kommer aldrig igen, men til gengæld kommer der nogle nye, og grundlæggende drejer det sig altid om at kunne producere så optimalt som mu-ligt, og hele tiden have fokus på konkur-renceevnen.
Det er altså typisk kommercielle motiva-tionsfaktorer, der er drivende for investe-ringer i procesoptimeringer:
• Forøgelse af produceret mængde uden at gå på kompromis med kvaliteten
• Reducering af energiforbrug med tilhø-rende reduktion af råvareforbruget
• Reduktion af standard afvigelser i pro-cesserne og dermed ofte forøget pro-duktkvalitet, reducerede vedligeholdel-
sesomkostninger og forlænget levetid for produktionsapparatet grundet mere stabil drift
• Hurtigere omstillingstider og reduktion af manuel indgriben
• Bedre procesforståelse og dermed mu-lighed for yderligere optimering
• Forøgelse af profitabilitet• Hurtig tilbagebetalingstid (ROI)
Bliver du stillet over for ovenstående krav fra din ledelse, er det et ”must” at du del-tager på denne DAu konference.
Procesoptimering kan anskues fra mange vinkler. Der kan både være tale om ind-førsel af nye teknologier og om at inddra-ge medarbejderne på alle niveauer i foku-seringen på processerne. Det er det optimale samspil der giver suc-ces, men spørgsmålet er selvfølgelig hvor-dan man opnår dette.Den kommende DAu konference giver dig ikke nødvendigvis alle svar, men helt
sikker inspiration til at påbegynde eller videreudvikle arbejdet omkring procesop-timering.
Vi vil under konferencen inddrage teore-tisk- og praktisk viden, erfaringer fra både forskningsverdenen og uddannelsesinsti-tutionerne samt selvfølgelig fra brugerne i industrien.Dagen afsluttes med en unik mulighed for at blive opdateret omkring, hvad de førende DCS produkt og system leveran-dører kan tilbyde indenfor procesoptime-ring.
DAu ser frem til at kunne byde dig vel-kommen til en forrygende dag fuld at vi-den, inspiration og en masse ideer til pro-cesoptimeringer.
med virksomhedens øvrige it-systemer. Det problem har ProInvent og Coloplast løst ved at oprette to firewalls mellem de to systemer”, siger Jesper Jensen og fort-sætter: ”Vi har igennem de senere år op-bygget stor erfaring med dataopsamling fra enkeltstående maskinstyringer, hvor data gemmes i et større og centralt data-basesystem. Rapporter med maskindata fra dette system generes over intranettet og de enkelte rapporter er implementeret i HTML samt ASP.NET. Datakommuni-kationen fra den enkelte maskinstyring til det centrale databasesystem foretages over OPC - typisk ved brug af Kepware eller RSSQL - og de opsamlede data gemmes på en terminalserver i MSSQL. Denne
terminalserver kan fjernbetjenes og Co-loplast kan herved tilgå, programmere og servicere alle maskiner på opsamlingsnet-værket via denne server. Det implemente-rede dataopsamlingssystem udmærker sig ydermere ved en simpel tilgang, hvor den primære opsætning og vedligeholdelse foretages ude i de enkelte PLC-styringer”.
De tilgængelige data i organisationen danner basis for at øge produktivitetenData kan for eksempel trækkes ud til et almindeligt regneark. ProInvent har ud-viklet datapræsentationer som HTML-applikationer, som både kan vises direkte
på maskinens brugerskærm og som rap-porter til operatører og ledelse.Som optakt til indførelsen af den auto-matiske dataopsamling, gennemførte Coloplast selv en række manuelle forsøg. Det bestod af god gammeldags manuel registrering af alle hændelser og passende aktioner, som løste de problemer, der op-stod. Her viste det sig, at det var muligt at øge produktiviteten. Men den slags forsøg er meget ressourcekrævende og ofte sker der det, at når forsøget er overstået, fal-der produktiviteten igen. På de maskiner, hvor OEE løsningen implementeres, op-nås der forbedringer af produktiviteten, og der er vel og mærke tale om blivende effekter, slutter Jan Jørgensen.
på netop IT og automation herhjemme, både politisk men så sandelig også i den brede offentlighed.Tilbagemeldingen fra DI er, at de med glæde ser frem til samarbejdet og at den formelle optagelsesproces i DI nu iværk-sættes, efter at vi nu har stemt ja til opta-gelsen. Vi går dog straks i gang med at tilrette-lægge det fremtidige samarbejde med DI. Det er en proces, som vi forventer kører i resten af 2010, sideløbende med de nor-male og planlagte DAu aktiviteter og skal ende med, at der er en handlingsplan og målsætninger for DAu’s fremtidige virke.DAu vil således fra begyndelsen af 2011 have vores adresse og sekretariat i DI og arbejde efter de nye vedtægter, som er vedtaget i forbindelse med afstemningen om optagelse i DI.For at nå så langt, vil vi i sensommeren og efteråret arbejde hen mod den frem-
tidige strategi for det fælles samarbejde, hvor vi skal fastlægge de praktiske detaljer som ressourcer, budgetter, forretningsgan-ge og alle de mange ting, der får en orga-nisation som DAu til at fungere i hverda-gen. Derudover skal den fremtidige fælles strategi og handlingsplan fastlægges og her er det områder som:- DAu’s position som organisation inden for området for anvendt automation. Pro-filering og differentiering i forhold til an-dre ”konkurrerende” organisationer- Medlemshvervning ved simpelthen at gøre det mere attraktivt at være medlem i form af bedre services. Fastlæggelse af hvilke ydelser og værdier DAu bør tilbyde sine medlemmer for at det er interessant at være en del af DAu’s medlemskreds.- Videreudvikle DAu som en stærk for-midler via egne medier som DAu bladet, DAu nyhedsmails, DAu’s WEB-side og eksterne medier
- Tilbyde profitable DAu konferencer af høj faglig kvalitet- Styrkelse af uddannelsesområdet inden for automationI forbindelse med samarbejdet med DI har vi allerede nu startet vores uddan-nelsesudvalg op med opgaven at definere vores fremtidige indsats inden for ud-dannelsesområdet omkring automation. Her er målet at vi i 2010 skal fastsætte en handlingsplan og en prioritering af, på hvilke områder vi mener at vi kan gøre en forskel.Kort sagt så skal der altså ske en hel del før at det fremtidige samarbejde er på plads, men det er jo bare udfordringer, som har til formål, at DAu også i fremti-den vil være en seriøs formidler af viden om automation og en organisation, hvor medlemmerne kan styrke og opbygge de-res egne netværk.
Se programmet for konferencen på næste side ›

14
03/2010 · Dansk Automationsselskab
15
Se DAu’s nyhedsbrev på www.dau.dk · 03/2010
Hvilke fordele opnås der reelt hos slut-brugeren og hos leverandøren. Er det så-vel operatører som teknikere hos leveran-dør og slutkunder, som får et lettere og mere overskueligt job. Hvilke faciliteter indeholder disse standarder og hvad bety-der det for projekteringen. Er der økono-miske fordele for alle, og kan engineering og implementering foregå mere gnid-ningsløst og sikkert med hensyn til speci-fikation, programmering, leverance, test og indkøringer.
Er de standardiserede driftstilstande, navngivninger og programmoduler an-vendelige for alle typer af maskiner/anlæg. Er programmeringsstandarden så omfat-tende, at maskiner/procesafsnit blot kan
kobles sammen og udveksle data imellem multileverandør anlægsafsnit.
Deltag i DAu’s konference og bliv opdate-ret på hvor vi står i dag. Hvem er det, der driver disse standarder fremad, og hvad er status? Er det slutbrugeren eller leve-randøren, der driver udviklingen, og er man koblet af, hvis man ikke følger denne ”Plug and Play” tendens i en international automations verden. Hvad er erfaringer med hensyn til investeringerne i denne fremtid, og hvilke brancher og maskin-typer er særligt velegnede. Kan den i dag tilbudte teknologi umiddelbart anvendes. Hvilke udviklingsområder er der mht. standarderne.
Kan man eksistere med ”egne” gode af-prøvede standarder og oprette data in-terfaces, som er kompatible. Hvilke ud-fordringer er der knyttet hertil. Og hvad med sikkerhed og kontrol applikatio-ner på tværs af leverancegrænser – kan det sikres, og hvem tager ansvar, når der opstår problemer? Der er lagt op til en spændende dag med udveksling af erfa-ringer og status, der kan give dig et bedre beslutningsgrundlag den dag din kunde specificerer OMAC Make2Pac som et grundlæggende krav.
PROGRAM:09.00-09.15 VelkommentilRambøllogenkortpræsentationafkonferencen
v/ John Ammentorp, Rambøll og Ernst Madsen, Novo Nordisk
09.15-09.50 Introduktiontilområdetv/ en person fra OMAC organisationen
09.50-10.30 OverbliksindlægIntroduktion til praktisk indhold – hvad er indeholdt i stan-darderne og hvordan bruger man dem: Slutbruger, leverandør og rådgiverv/ Carsten Holm Pedersen, NNE Pharmaplan A/S
10.30-10.45 Kaffepause
10.45-11.15 Statusindenforsystemernev/Michael Nielsen, Beckhoff Automation
11.15-11.45 Casemedenmaskinleverandør,derharfåetkravfraenslutbrugeromanvendelseafstandarderne
11.45-12.15 Casemedensystemintegrator
12.15-14.00 Rundvisning,FrokostogminimesseBeckhoff Automation, Elau, Rockwell m.fl.
14.00-14.30 CasemedenAutomatikleverandør/projektleverandørv/ Cornelius Olsen, Poul Johansen Development
14.30-15.00 NovoNordiskhvordanhardeoplevetatindføredetfrakundeperspektivogfrasystemintegrator
15.00-15.15 Kaffepause
15.15-15.45 Økonomiskperspektivvedatarbejdemedstandarder,hvadkanderopnås,måskeikkevedførstemaskinemenmeddeefterfølgende
15.45-16.15 Hvordanserfremtidenududeiverdenen,oghvadersenestenytfraOMAC.orgogISAv/ Lars Gabe, ICE
16.15 Afslutning
DELTAGERAFGIFT: 2.900,- kr. for medlemmer – 3.400 kr. for ikke-medlemmer
TILMELDING: Via e-mail til [email protected]
TILMELDINGSFRIST: 29. oktober 2010
MINIMESSE OG POSTERSTAND MED PC MULIGHED: Betaling for deltagelse er tilmelding af 2 personer
fra det pågældende firma, men det skal også angives at man ønsker at udstille
Vær forberedt på de nye standarder OMAC og Make2Pack og vær klar til din
kundes krav til anvendelsen Tid og sted: 9. november hos Rambøll i deres nye domicil i Ørestaden,
Hannemanns Allé 53, 2300 København S
?
MACHINE AUTOMATION
Interface layer
Application
Platform
“Make2Pack”
PROGRAM:09.00-09.15 Velkommenogintroduktiontildagen
v/ Salgsdirektør Frank Faurholt, Siemens
09.15-09.45 Businessdrivers–InvesteringsfokusRedegørelse for de udfordringer vore virksomheder står over-for hvis de forsat skal kunne klare sig mod den massive kon-kurrence der er fra udlandet. Hvilke overvejelser der skal gøres for at optimere produktio-nen og sikre teknologisk stærke og levedygtige danske virk-somheder. Præsentation af eksempler på hvad man kan gøre v/ Direktør Tom Togsverd, DI ITEK
09.45-10.15 Hvorledesretfærdiggørenleverandørinvesteringerneiværktøjertiloptimeringoverforkundernev/ Team Manager Carsten Belling Jensen, Grontmij Carl Bro
10.15-10.30 Kaffepause
10.30-10.55 Case:Cheminova–ProcesoptimeringermegetmereendblotteknologiCheminova har opnået betydelige økonomiske gevinster ved at sætte fokus på procesoptimering med LEAN.Via management fokus på involvering og motivation af med-arbejderne, er der skabt en forandringskultur, hvor alle i or-ganisationen ser det som sin opgave at bidrage til identifika-tion af optimeringspotentialer. Med transformationsprojekter indføres relevante lean værktøjer, der understøtter synlig må-lopfyldelse, effektiv problemløsning og bedre uddannelse af medarbejderne.v/ Konstruktionschef Niels Bækdal, Cheminova
10.55-11.20 Case:Rockwool–Værdienafproces-optimering- Vigtigheden af forståelse for den værdi, proces-optimering bibringer på alle niveauer i organisationen.v/ Section Manager Flemming Schou, Rockwool International
11.20-11.45 Case:ÅF–ProcesoptimeringbaseretpåAPC(AdvancedProcesControl)Med en kombination af procesforståelse, solid regulerings-teknisk viden samt simulering kan processen optimeres. Me-toden har resulteret i patenterede reguleringsløsninger, som både skåner miljøet og sparer penge. Ved dette indlæg præ-senteres metode og projekteksempler. v/ Senior Engineer Mikael Petersson, ÅF A/S
11.45-12.10 Case:Danisco/GrindstedProductsHvilke overvejelser har man gjort, da man valgte værktøjerne fra, og i stedet at gøre forståelse af processerne til et key pointv/ Danisco Engineering
12.10-13.00 Frokost
13.00-13.10 AutomationDESIGNCentre-www.automationdesign.dtu.dk-etnytinitiativpåDTUFormål med centret og erhvervslivets muligheder for samar-bejde og få adgang til forskningsmæssig viden v/ Centerleder Jørgen Jørgensen, DTU Automation DESIGNCentre
13.10-13.35 ModelbaseretAutomationAnvendelse af modeller til optimering af effektivitet og sik-kerhed spiller en stigende rolle i automatisering af industri-elle processer. De anvendes i stigende grad i de nederste lag i automationshierarkiet i reguleringsalgoritmer men kan også med fordel anvendes på MIS/MES laget til opnåelse af større fleksibilitet og omstillingsevne samt bedre integration af an-lægsdriften med procesdesignet. Foredraget vil give en in-troduktion til principperne i modelbaseret automation samt en introduktion til relevante aktiviteter i AutomationDesign Centre. v/ Professor Morten Lind, DTU, Department of Electrical Engineering
13.35-14.00 Overvågningogfejldiagnose-enintegreretdelafprocesoptimeringForedraget omtaler metoder og teknikker til overvågning og fejldiagnose og fremdrager eksempler, hvor disse teknikker er testet i industriel sammenhæng og bidrager til reduktion af ikke planlagte driftsstop og til optimering. Foredraget giver en kort introduktion til de teoretiske metoder der anvendes på området og giver også eksempler på helt nye teknikker, som nu er på vej til anvendelse i industrienv/ Professor Mogens Blanke, DTU, Department of Electrical Engineering
14.00-16.00 PowerDatingFølgende 4 leverandører får hver 25 min til at fortælle i de-taljer hvordan deres systemer fungerer. Alle deltagere deles ind i hold og får mulighed for at høre alle 4:• ABB med 800xA i lokale S7• Siemens med SIMATIC PCS7 i lokale S8• Emerson med DeltaV i lokale S14• Invensys med Wonderware Performance, som er en
del af Wonderware MES 4.0 i lokale S16
16.00-16.15Konklusionogafslutning
DELTAGERAFGIFT: 2.900,- kr. for medlemmer, – 3.400,- kr. for ikke-medlemmer
TILMELDING: Via e-mail til [email protected]
TILMELDINGSFRIST: 15. september 2010





























