Embed Size (px)
Citation preview

Additive Layer Manufacturing:
Current & Future Trends
L.N. Carter, M. M. Attallah, Advanced Materials & Processing Group
Interdisciplinary Research Centre, School of Metallurgy and Materials

Additive Layer Manufacturing?
Three-dimensional
CAD file
Sequence of two-dimensional
slices
Each slice is formed and
bonded to the previous layer
The three-dimensional shape is constructed from
the two-dimensional slices
ALM Refers to a group of techniques where 3-dimensional shapes are constructed by combining 2-dimensional slices of a specific thickness

Additive Layer Manufacturing
Rapid Prototyping Rapid Manufacturing Production of demonstration
components, typically polymers or porous metals
Production of fully dense and functional components
Techniques include:
• Stereolithography
• Selective Laser Sintering (SLS) of Plastics
• 3D Printing
• SLS of metals (with binder: eg. ‘rapidsteel’)
Techniques include:
• Selective Laser Melting (SLM) of metals
• Blown Powder (DLF)
• Electron Beam Deposition (Arcam)

Stereolithography (SLA)
• Developed in the 1980’s • Utilises a vat of UV curable resin and a lowering platform • With each layer the platform is lowered and a layer of resin is spread over the build area • A UV laser selectively cures that ‘slice’ and bonds it to the layer below • The process is repeating, building up a three dimensional shape
Courtesy of Wikipedia

Selective Laser Sintering (SLS) of Plastics • Can produce parts in various materials (typically a Nylon or Wax) • Utilises a bed of powder heated to a temperature below the melting point of the material • A low power IR laser selectively heats and sinters each 2-dimensional slice • A roller lays down each successive layer of powder to build up the shape
Courtesy of Wikipedia

3D Printing • Covers a wide range of technologies where material is delivered via a ‘print head’ • Plastics can be melted and deposited in liquid form, or cured by UV (similar to stereolithography) • Does not require a bed or reservoir of material • Durable acrylic materials can produce functional parts • Easily removed support material allows for mechanisms to be constructed ‘in-situ’

SLM Powder-Bed Fabrication • Selective Laser Melting (SLM) Powder-Bed: An Additive Layer Manufacturing (ALM) Technology for the production of fully dense metallic components - this is achieved through selective melting of each layer and the remelting of the previous layer to ensure good bonding.
Concept Laser M2 • 250mm x 250mm Build Plates • 300mm Max. Build Height • Typical 20µm slice thickness • Variable 200W Fibre Laser • Max. 7000mm/s scan speed • Fixed 150µm dia. Spot Size • Uses metal powder in the size range +15-53µm • Powder handing and processing carried out under argon atmosphere

Argon Gas Atomised Powder

Advantages
• Eliminates expensive tooling • Ideal for low-volume batch
• Reduces the ‘Design to component’ time
• Promotes ‘Design for functionality’ rather than ‘Design for manufacture’
• Potential to reduce material waste & material efficiency
• Produces complex ‘netshape/near-netshape’ components
Limitations • High capital investment for
equipment (~€ 400k).
• Potentially high component cost, due to the low deposition rates (10–20 mm3/hour).
• Requires research for the qualification of specific alloys.
• Overhanging sections require support structures
• Current commercial use limited to steels and Ti
SLM Powder-Bed Fabrication

Resources Availability

Support Structures • Overhangs – surfaces overhanging more than 45o generally require supporting
• Offsetting – Typically all components are offset by 5mm of supports from the build plate to allow for poor initial build layers and reduce the build plate heat-sink effect
Why are they needed? • Heat Transfer Route – Building overhangs onto loose powder leaves poor underside surface finish/dimensional accuracy due to large melt pool formation
With Support Without Support
• To Anchor – Thin overhang sections may tend to deform during fabrication, supports hold these in place to avoid build failure

Support Structures
• Lattice like structure made up if single laser-scan walls
• Easily removed as they are attached to the main component by teeth
• Automatically generated by software, although typically require modification to make them appropriate

SLM Projects & Examples
Lightweight & Porous Structures
Aerospace
Biomedical and Dental
Leverhulme Project

A.M.& P. SLM Aims and Activites Establish a manufacturing route for netshape/near-netshape components via the SLM powder-bed route to producing results comparable to traditional methods.
- Mechanical Testing
-Microstructural Characterisation
.. And the variation of these with the process parameters...
- Dimensional accuracy
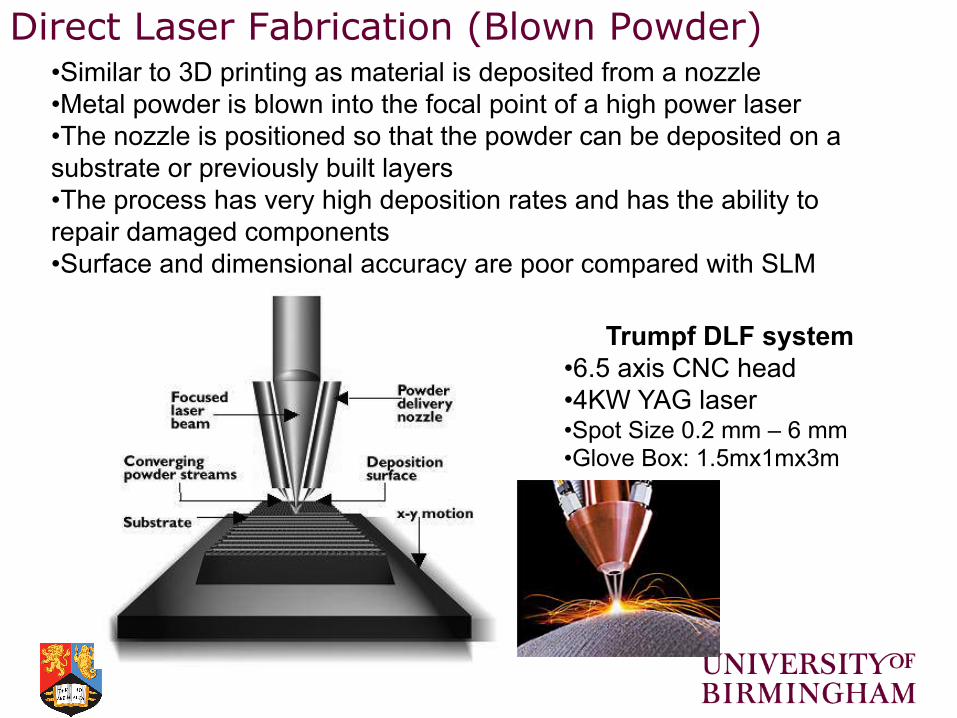
Direct Laser Fabrication (Blown Powder) • Similar to 3D printing as material is deposited from a nozzle • Metal powder is blown into the focal point of a high power laser • The nozzle is positioned so that the powder can be deposited on a substrate or previously built layers • The process has very high deposition rates and has the ability to repair damaged components • Surface and dimensional accuracy are poor compared with SLM
Trumpf DLF system • 6.5 axis CNC head • 4KW YAG laser • Spot Size 0.2 mm – 6 mm • Glove Box: 1.5mx1mx3m

The Future for SLM • Faster build times, Larger components, Lower residual stresses through:
• Larger build platforms (500mm x 500mm) • Higher power lasers with variable focus (or multiple lasers) • In-situ monitoring and feedback • Heated beds to reduce thermal gradients
The Future for A.M.& P. • Process understanding through:
• Microstructure study • Tomography • Synchrotron examination of residual stresses • Process Modelling

Thank-You for Listening
Mr. Luke Carter – Doctoral Researcher Tel: 0121 414 7882 Email: [email protected]









![A Review of Heat Treatments on Improving the Quality and ......Laser Sintering (SLS), Selective Laser Melting (SLM), and Electron Beam Melting (EBM) (Figure1) [5]. However, if one](https://img.dokumen.tips/doc/110x75/611db5aff1fafb782f3cd5e0/a-review-of-heat-treatments-on-improving-the-quality-and-laser-sintering.jpg)















![A Study on the Use of Kilohertz Acoustic Energy for ... · methods like Selective Laser Melting (SLM), Electron Beam Melting (EMB) and Laser Engineered Net Shaping (LENS) [3]. All](https://img.dokumen.tips/doc/110x75/5b945e0209d3f2012e8d233f/a-study-on-the-use-of-kilohertz-acoustic-energy-for-methods-like-selective.jpg)



![University of Birmingham Selective laser melting of AlSi10Mg alloy: Process … · 2018. 11. 29. · laser fabrication (DLF), and selective laser melting (SLM) [5, 6]. Aerospace manufacturers](https://img.dokumen.tips/doc/110x75/606f2d4d983f986eb3388e9a/university-of-birmingham-selective-laser-melting-of-alsi10mg-alloy-process-2018.jpg)