Embed Size (px)
DESCRIPTION
Good one on Creep Damage Assessment
Citation preview
Life expectations and inspection strategies for parent materials and welds of 9-12% Cr-steels
Part Part Creep damage development and evaluation in parent materialCreep damage development and evaluation in parent material
Karl MaileKarl Maile

2 2
ContentContent
IntroductionExperimental workCreep damage development
Metallographic findingsInfluence of stress state (multiaxiality)Influence of temperature and steel grade
Life time assessmentCreep damage assessmentSummary and conclusion
3 3
IntroductionIntroduction
AimEnlargment of knowledge basis about the evolution of creep damage in components made of new martensitic steels
Prevention of premature failure of componentOptimization of inspection intervalls
AVIF Projects Damage Evolution I – III (2000 – 2009)
Supported by FDBR and VGB
MPA Universität Stuttgart and SPG Dresden
4 4
Experimental Experimental workwork
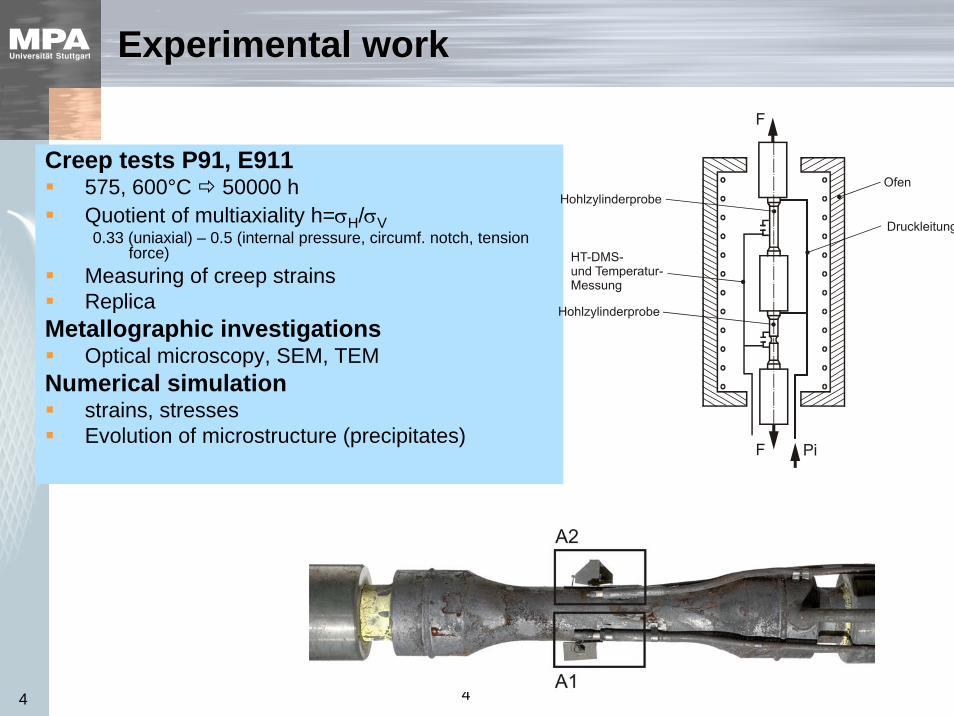
Creep tests P91, E911575, 600°C 50000 hQuotient of multiaxiality h=σH/σV0.33 (uniaxial) – 0.5 (internal pressure, circumf. notch, tension
force)Measuring of creep strainsReplica
Metallographic investigationsOptical microscopy, SEM, TEM
Numerical simulationstrains, stressesEvolution of microstructure (precipitates)
5 5
Creep damage development Creep damage development
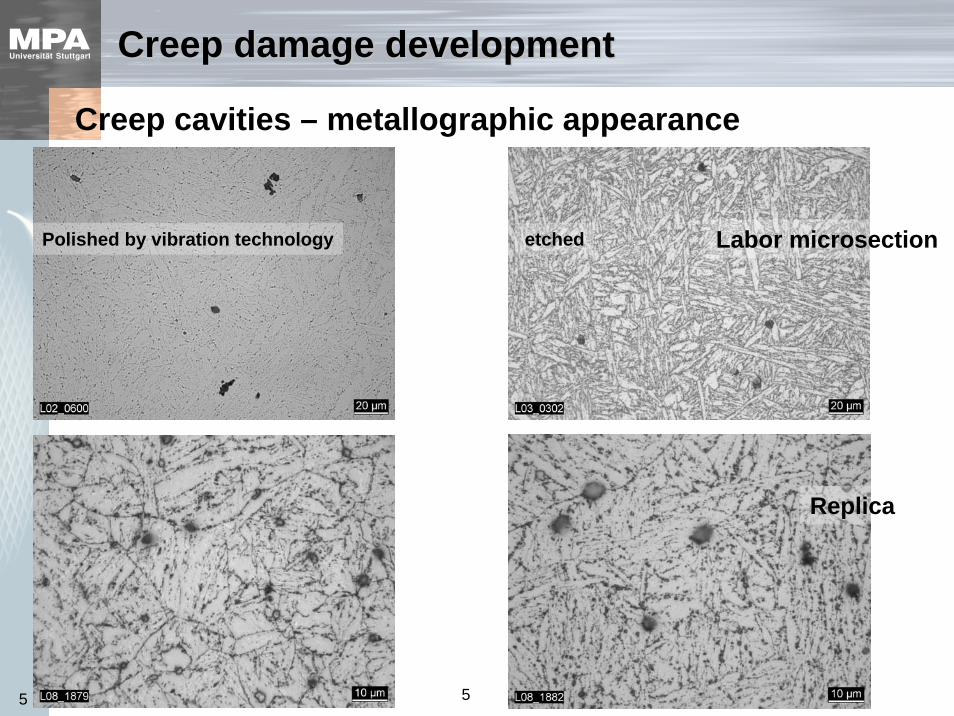
Creep cavities – metallographic appearance
Polished by vibration technology etched Labor microsection
Replica
6 6
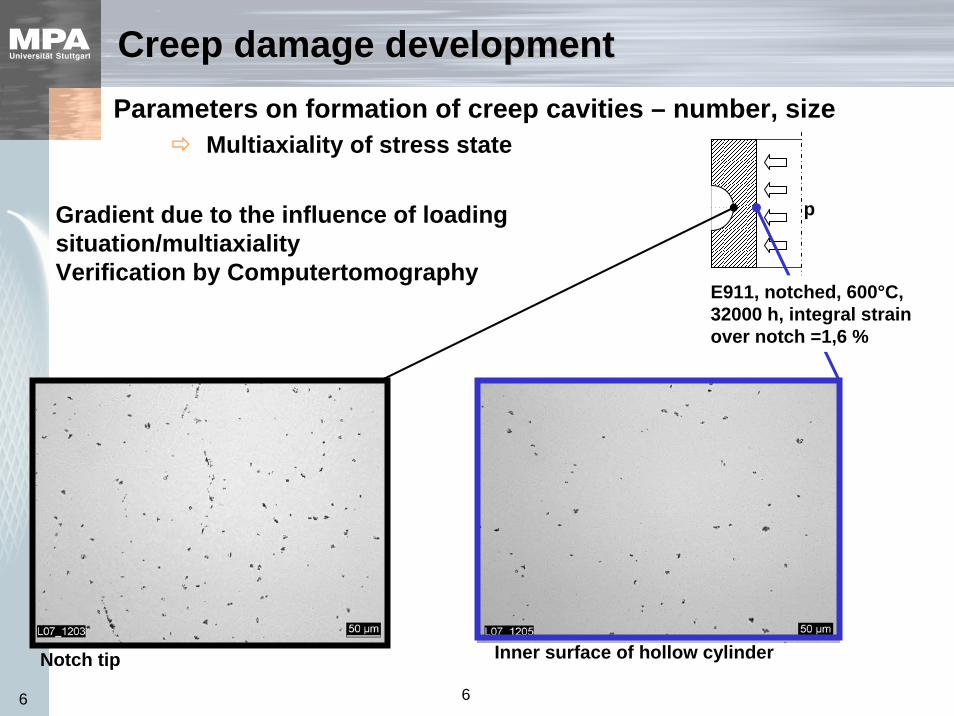
Parameters on formation of creep cavities – number, sizeMultiaxiality of stress state
Notch tip Inner surface of hollow cylinder
p
Creep damage developmentCreep damage development
E911, notched, 600°C, 32000 h, integral strain over notch =1,6 %
Gradient due to the influence of loading situation/multiaxialityVerification by Computertomography
7 7
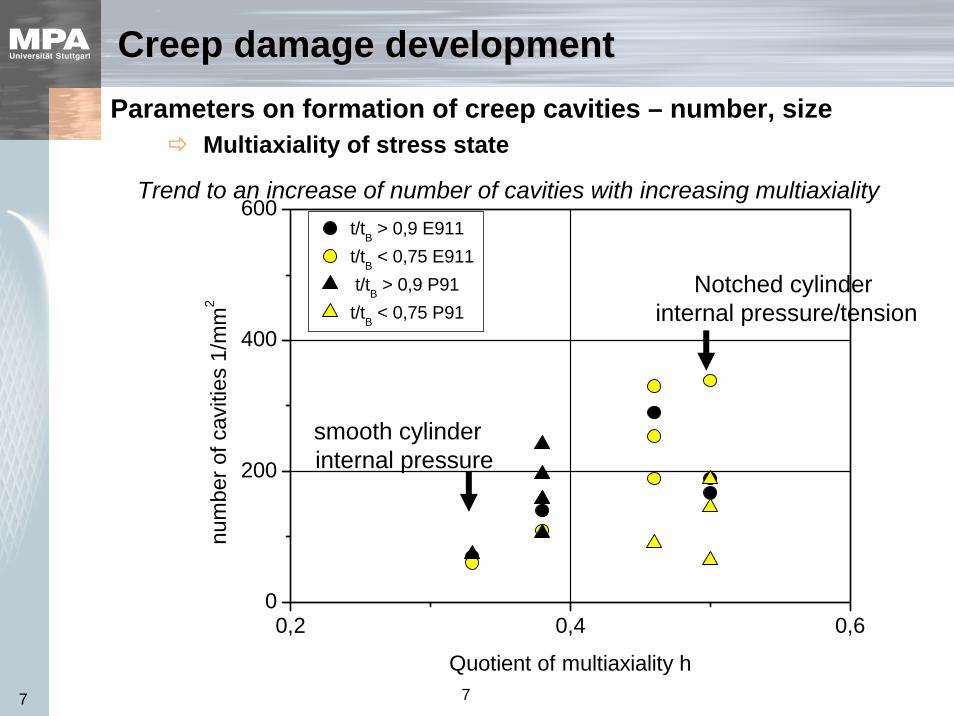
Parameters on formation of creep cavities – number, sizeMultiaxiality of stress state
Creep damage developmentCreep damage development
smooth cylinderinternal pressure
Notched cylinderinternal pressure/tension
Trend to an increase of number of cavities with increasing multiaxiality
0,2 0,4 0,60
200
400
600t/tB > 0,9 E911t/tB < 0,75 E911 t/tB > 0,9 P91t/tB < 0,75 P91
num
ber o
f cav
ities
1/m
m2
Quotient of multiaxiality h
8 8
0,5 1,0 1,5 2,00
200
400
600
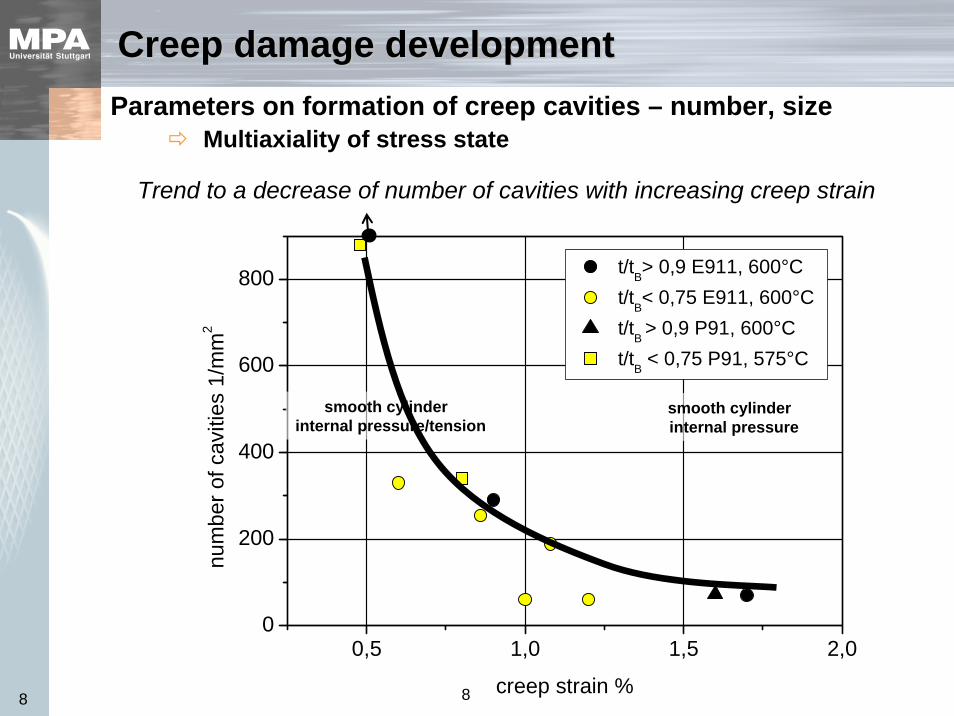
800 t/tB> 0,9 E911, 600°C t/tB< 0,75 E911, 600°C t/tB > 0,9 P91, 600°C t/tB < 0,75 P91, 575°C
num
ber o
f cav
ities
1/m
m2
creep strain %
Creep damage developmentCreep damage development
smooth cylinderinternal pressure/tension
smooth cylinderinternal pressure
Trend to a decrease of number of cavities with increasing creep strain
Parameters on formation of creep cavities – number, sizeMultiaxiality of stress state
9 9
Creep damage developmentCreep damage development
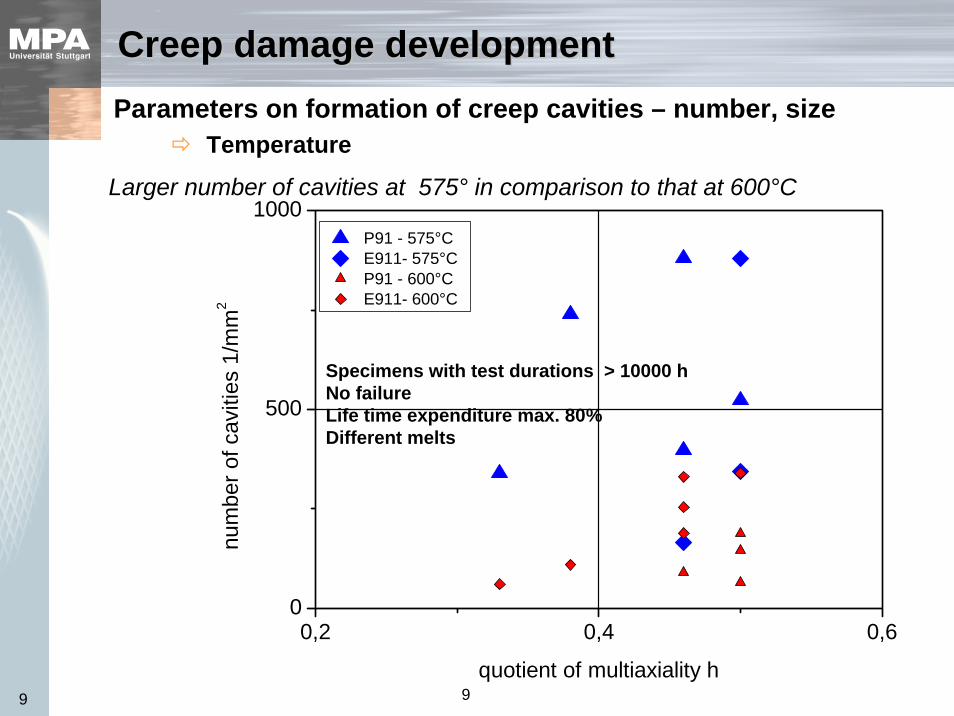
Larger number of cavities at 575° in comparison to that at 600°C
Parameters on formation of creep cavities – number, sizeTemperature
Specimens with test durations > 10000 hNo failureLife time expenditure max. 80%Different melts
0,2 0,4 0,60
500
1000 P91 - 575°C E911- 575°C P91 - 600°C E911- 600°C
num
ber o
f cav
ities
1/m
m2
quotient of multiaxiality h
10 10
Life time assessment
Life time assessment should be based on findings/data of
Replica (optical microscopy)assessment of the microstructure number of cavities (qualitatively, quantitatively) and/or porosityorientation of cavities, microcracks to maximum principal stress
Strain measurementevolution of time-dependent local creep strain
Extraction replica assessment of precipitations
11 11
0,2 0,4 0,6 0,8 1,00
500
1000
1500
2000
P91 E911
num
ber o
f cav
ities
1/m
m2
life time expenditure t/tB
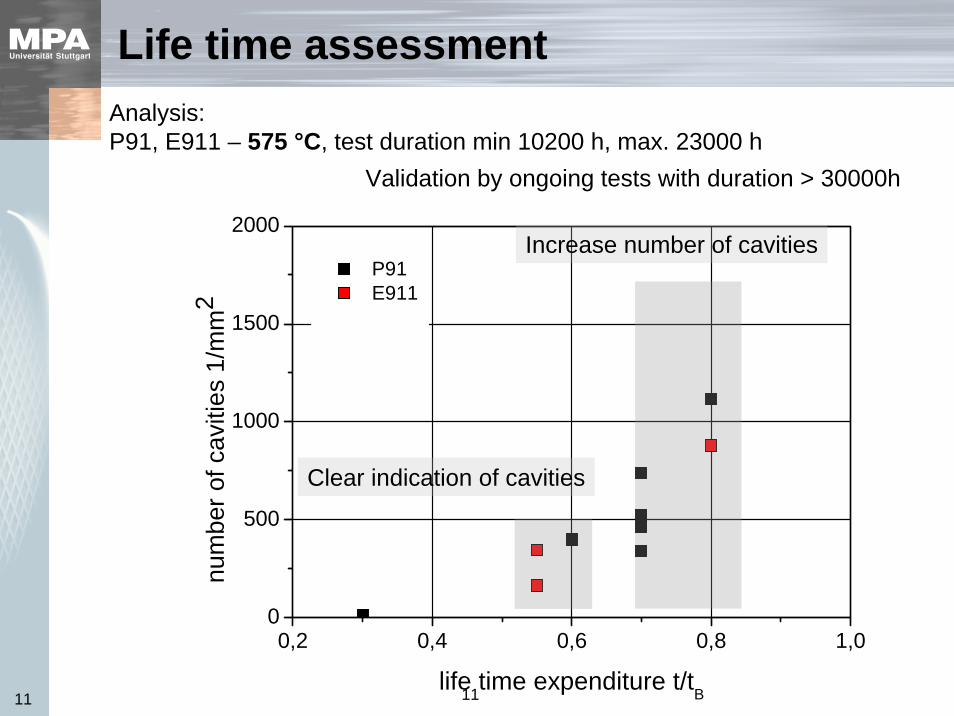
Analysis:P91, E911 – 575 °C, test duration min 10200 h, max. 23000 h
Life time assessment
Clear indication of cavities
Increase number of cavities
Validation by ongoing tests with duration > 30000h

12 12
0,4 0,6 0,8 1,00
200
400
1500
2000
E911 P91
num
ber o
f cav
ities
1/m
m2
life time expenditure t/tB
Analysis:P91, E911 – 600 °C, test duration min 10200 h, max. 48000 h
Life time assessment
Uncertainty (artefactes)
Clear indication of cavities limited number of cavities < 500
notched, low rupture strain
13 13
Richtreihe zur Bewertung der Gefügeausbildung und –schädigung zeitstandbeanspruchter Werkstoffe von Hochdruckrohrleitungen und Kesselbauteilen. VGB-TW 507 2. Ausgabe 2005; VGB PowerTech Service GmbH, Essen
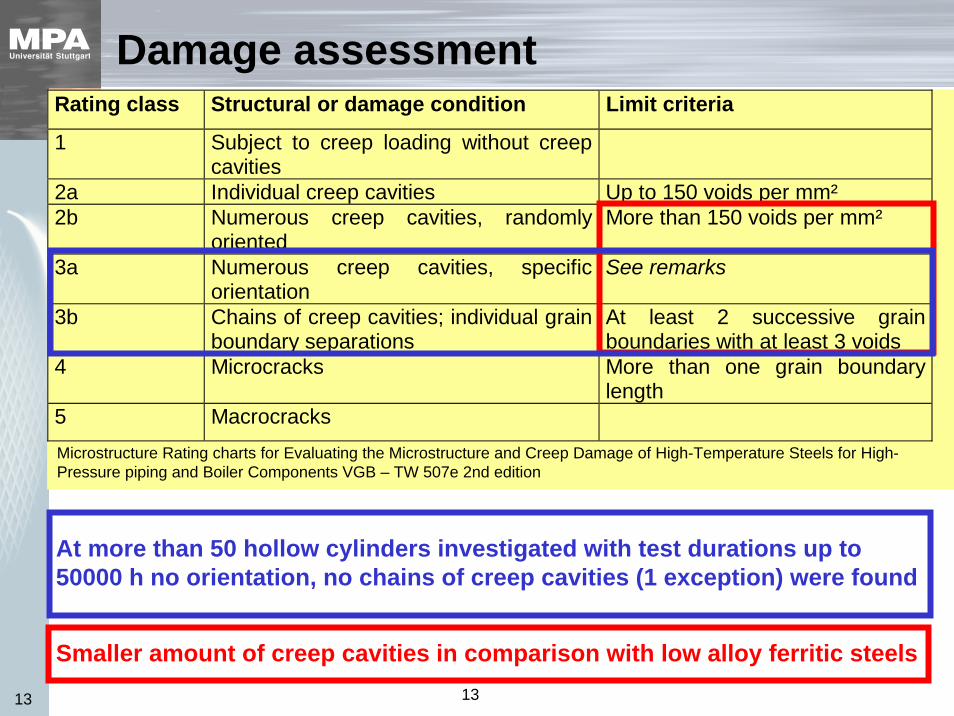
Rating class Structural or damage condition Limit criteria
1 Subject to creep loading without creep cavities
2a Individual creep cavities Up to 150 voids per mm² 2b Numerous creep cavities, randomly
oriented More than 150 voids per mm²
3a Numerous creep cavities, specific orientation
See remarks
3b Chains of creep cavities; individual grain boundary separations
At least 2 successive grain boundaries with at least 3 voids
4 Microcracks More than one grain boundary length
5 Macrocracks
Smaller amount of creep cavities in comparison with low alloy ferritic steels
At more than 50 hollow cylinders investigated with test durations up to 50000 h no orientation, no chains of creep cavities (1 exception) were found
Microstructure Rating charts for Evaluating the Microstructure and Creep Damage of High-Temperature Steels for High-Pressure piping and Boiler Components VGB – TW 507e 2nd edition
Damage assessment
14 14
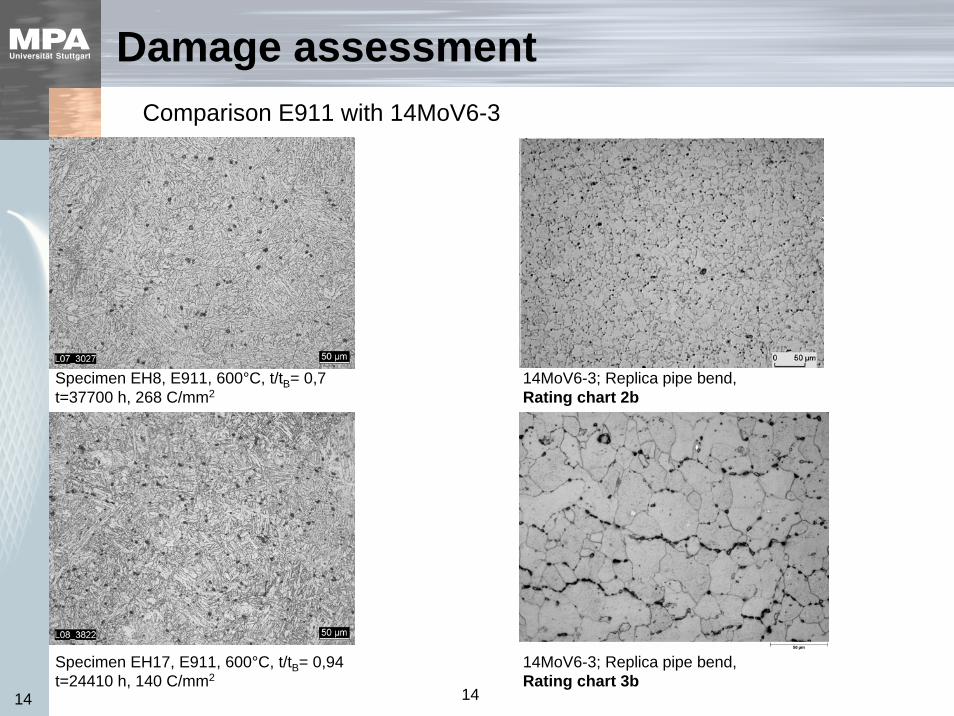
Comparison E911 with 14MoV6-3
14MoV6-3; Replica pipe bend, Rating chart 2b
Specimen EH8, E911, 600°C, t/tB= 0,7t=37700 h, 268 C/mm2
14MoV6-3; Replica pipe bend, Rating chart 3b
Specimen EH17, E911, 600°C, t/tB= 0,94t=24410 h, 140 C/mm2
Damage assessment
15 15
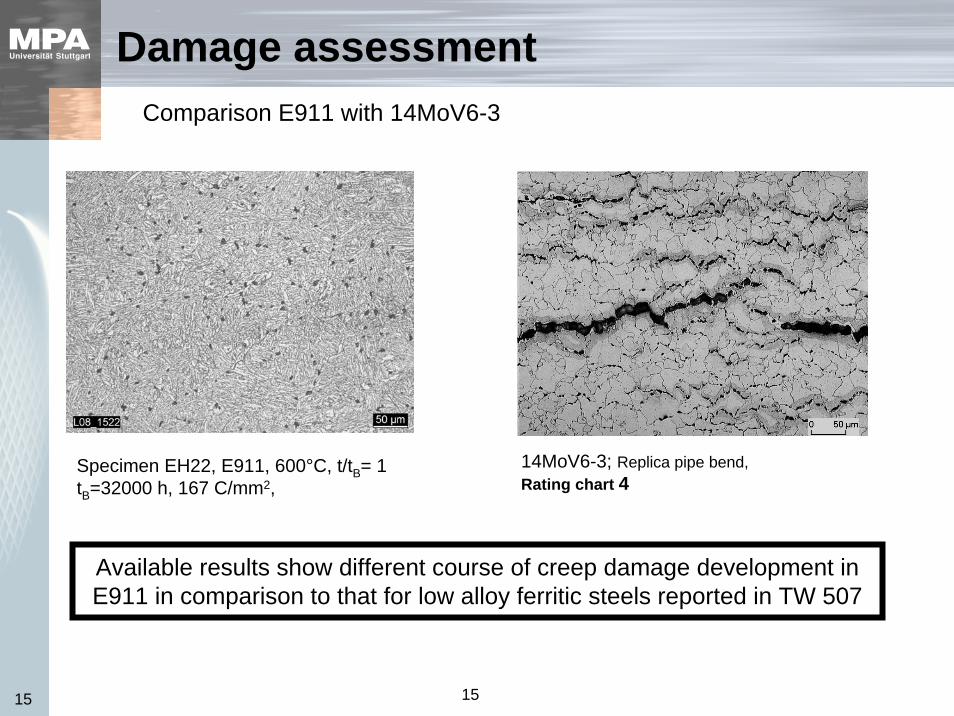
Comparison E911 with 14MoV6-3
14MoV6-3; Replica pipe bend, Rating chart 4
Specimen EH22, E911, 600°C, t/tB= 1 tB=32000 h, 167 C/mm2,
Available results show different course of creep damage development in E911 in comparison to that for low alloy ferritic steels reported in TW 507
Damage assessment
16 16
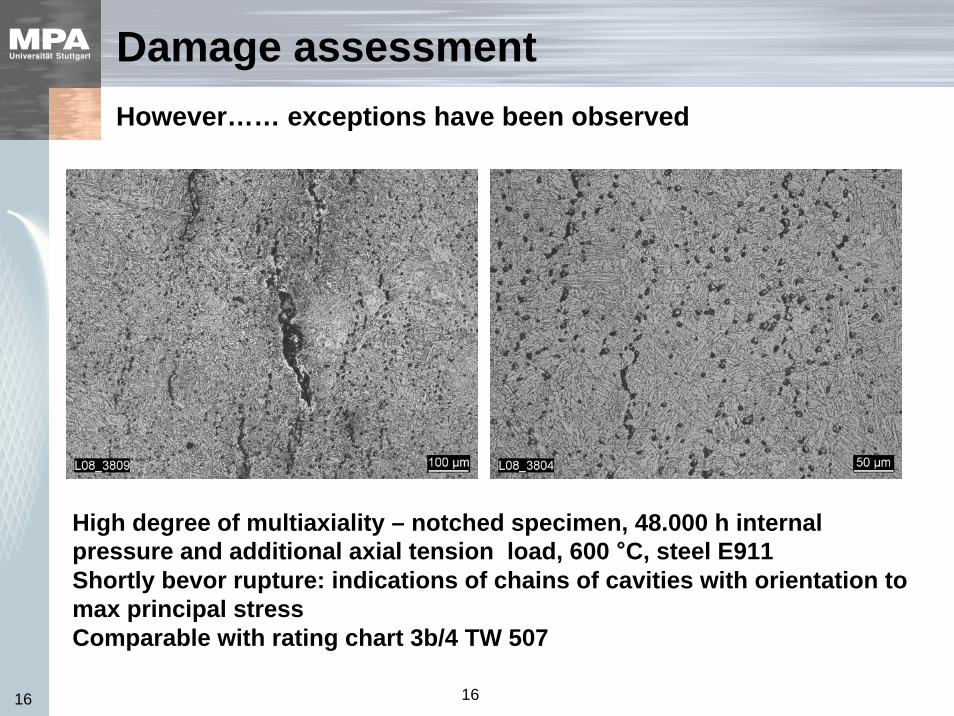
High degree of multiaxiality – notched specimen, 48.000 h internalpressure and additional axial tension load, 600 °C, steel E911 Shortly bevor rupture: indications of chains of cavities with orientation to max principal stressComparable with rating chart 3b/4 TW 507
Damage assessmentHowever…… exceptions have been observed

17 17
Cavity size and porosity
specimen Cavity sizeMin – Max
μm
average number of
cavities
Porosity Temperature°C
Ex-haustiont/tB (%)
Creep strain
ε %
Test du-ration
h
P5 smooth;
P91
0,56 – 3,45 638 1,0094 575 >70 0,45 10196
EH24 notched;
E911
0,77 – 3,29 156 1,0079 600 100 3,9 7250
EH7 smooth,
E911
1,09 – 7,69 278 1,0482 600 90 0,9 38000
• Cavities of P91 at 575°C seems to be smaller than that observed in E911 specimens at 600°C
• If the damaged area as parameter „Porosity“ is used, it is obvious that specimen P5 shows a lower damage degree although the number of cavities in this specimen is larger in comparison to specimen EH7
• The comparison of specimen EH24 with EH7 concludes that cavity growth is influenced by the creep strain
Damage assessment
18 18
Summary and conclusionsSummary and conclusions
The available data with longterm creep tests under multiaxial load show:
Creep cavity formation is a clear indication for creep damage also in 9%Cr-steels
Replica technique therefore has to be considered as an essentialbasis for life time assessment of critical components
The number of creep cavities is lower than in low alloy ferritic steels –however the influence of temperature and casts has to be analyzed in detail
At vast majority of the specimens no orientation of the cavities could be found. Also the formation of chains of cavities were rarely observed even at the end of life time (90%).
19 19
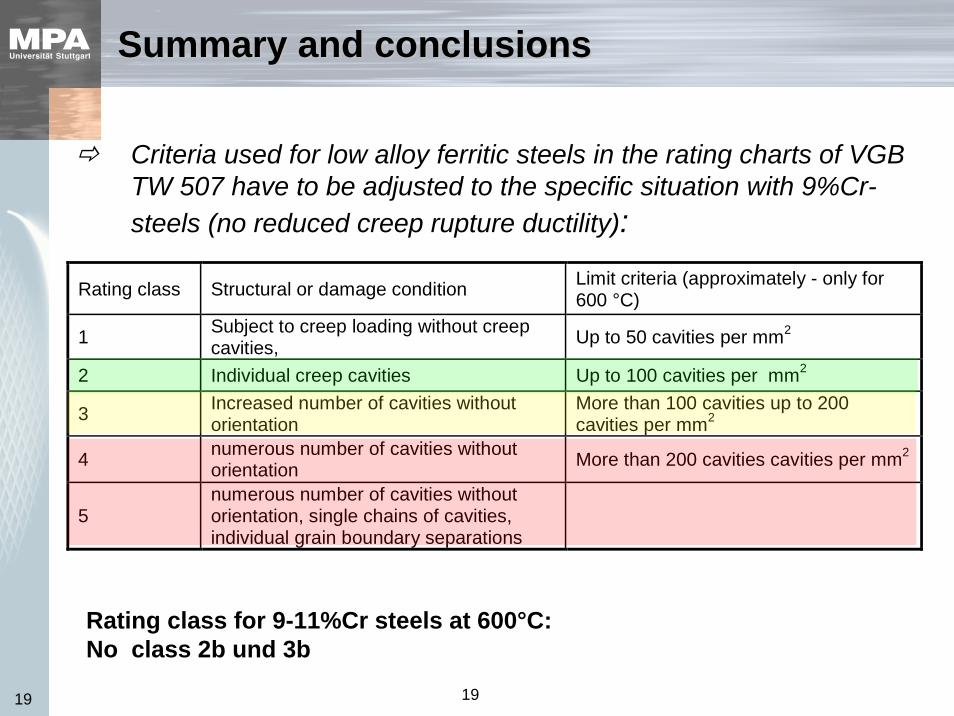
Criteria used for low alloy ferritic steels in the rating charts of VGB TW 507 have to be adjusted to the specific situation with 9%Cr-steels (no reduced creep rupture ductility):
Rating class Structural or damage condition Limit criteria (approximately - only for 600 °C)
1 Subject to creep loading without creep cavities, Up to 50 cavities per mm2
2 Individual creep cavities Up to 100 cavities per mm2
3 Increased number of cavities without orientation
More than 100 cavities up to 200 cavities per mm2
4 numerous number of cavities without orientation More than 200 cavities cavities per mm2
5 numerous number of cavities without orientation, single chains of cavities, individual grain boundary separations
Rating class for 9-11%Cr steels at 600°C:No class 2b und 3b
Summary and conclusionsSummary and conclusions
20 20
Based on the findings and knowledge from the AVIF-project „Damage Evolution“ the following criteria for life time assessment of components made of 9%Cr-steels could be suggested:
Condition: homogenous stress stateno fatigue interaction
• Global total strain 1%• Local creep strain 2%• Increase of creep velocity of 10%• Life time exhaustion on basis of Robinson-Rule of max 60%
Summary and conclusionsSummary and conclusions
21 21
Attaining these values special examimations have to be taken:
• Surface replica – identification of cavities• Extraction replica – evaluation of state of precipitation
• Inelastic stress analysis taking into account thereal loading conditions and melt specific material (creep) characteristics
Summary and conclusionsSummary and conclusions
22 22
Thanks for your attention
Diese Arbeit wurde gefördert von der Stiftung Stahlanwendungsforschung im Stifterverband für die Deutsche Wissenschaft e.V. unter Nummer A 229 gefördert, wofür an dieser Stelle gedankt sei. Ferner wird dem VGB für die finanzielle Unterstützung sowie dem Lenkungskreis unter dem Vorsitz von Herrn Hahn (V&M) für die fachliche Unterstützung gedankt.





























